Глава 4. ЭЛЕКТРОДУГОВАЯ СВАРКА ПОСТОЯННЫМ ТОКОМ
На переменном токе возможно выполнять только сварку обычной низкоуглеродистой стали (кроме сварки с осциллятором). В практике же много случаев сварки деталей из чугуна, средне- и высокоуглеродистой стали, цветных металлов, легированной стали. Здесь необходим постоянный ток. Дело в том, что электроды для вышеуказанных металлов устойчиво горят в основном на постоянном токе. Кроме этого, использование дуги прямой или обратной полярности дает дополнительные технологические преимущества.
Видео: “Сварочный ток прямой и обратной полярности”.
Видео: “Постоянный и импульсный токи от самодельного сварочного выпрямителя”.
Профессиональная сварка емкостей, работающих под давлением, также выполняется на постоянном токе.
Видео: “Сравнение экономичности сварочного трансформатора и инвертора”.
Видео: “Как выбрать самый экономичный сварочный инвертор”.
Схема самодельного сварочного аппарата постоянного тока
Видео: “Самодельная сварочная установка постоянного тока”.
Трансформатор Тр 1 – обычный сварочный, без каких-либо переделок. Лучше, если он будет иметь жесткую характеристику, то есть вторичная обмотка намотана поверх первичной. Диоды D 1 – D 4 – любые, рассчитанные на ток не менее 100 А.
Радиаторы диодов подбирают такой площади, чтобы нагрев диодов в процессе работы не превышал 100°С. Для дополнительного охлаждения можно использовать вентилятор.
Конденсатор С1 – составной из оксидных конденсаторов общей емкостью не менее 40 000 мкФ. Конденсаторы можно использовать любой марки емкостью по 100 – 1000 мкФ каждый, включая их параллельно. Рабочее напряжение не менее 100 В. Если в работе такие конденсаторы перегреваются, то их рабочее напряжение следует брать не менее 150 В. Возможно использование конденсаторов и других номиналов.
Если планируется работать только на больших токах, то
конденсаторы можно вообще не ставить.
Резистор R 1 – проволочный. Можно использовать стальную проволоку диаметром 6 – 8 мм и длиной несколько метров. Длина зависит от напряжения вторичной обмотки вашего трансформатора и от тока, который вы хотите получить. Чем длиннее проволока, тем меньше ток. Для удобства ее лучше намотать в виде спирали.
Получившийся у вас сварочный выпрямитель допускает сварку прямой и обратной полярности.
Сварка прямой полярности – на электрод подается «минус», на изделие «плюс».
Сварка обратной полярности – на электрод подается «плюс», на изделие – «минус» (показано на рис. 4. 1.).
Если трансформатор Тр 1 имеет свою регулировку тока, то
лучше всего установить на нем максимальный ток, а избыток тока гасить сопротивлением
R 1.
Сварка чугуна
Практикой частных сварщиков отработаны два надежных и эффективных способа сварки чугуна.
Первый используется для сварки изделий простой конфигурации, там, где чугун может «потянуться» вслед за остывающим швом. Следует учитывать, что чугун – абсолютно непластичный металл, а каждый остывающий шов делает поперечную усадку примерно на 1 мм.
Таким способом можно сваривать отвалившееся ушко станины, лопнувший пополам чугунный корпус и так далее.
Видео: “Технология сварки чугуна”.
Перед сваркой трещину разделывают V-образной разделкой на всю толщину металла.
Заваривать разделку можно любым электродом, хотя лучшие результаты дает сварка электродом марки УОНИ (с любыми цифрами) на постоянном токе обратной полярности.
После сварки шов зашлифовывается заподлицо с основным металлом, и привариваются накладки из малоуглеродистой стали.
Электроды марки УОНИ считаются лучшими отечественными электродами для постоянного тока.
Накладки следует наваривать во всех возможных местах. Чем их больше, тем сварное соединение прочнее. Наваривать накладки следует вдоль действующего усилия.
Сварные конструкции с накладками часто оказываются прочнее исходной чугунной отливки.
Второй способ разработан для изделий сложной конфигурации: блоков цилиндров, картеров и так далее. Чаще всего он используется для устранения течи различных жидкостей.
Видео: “Технология сварки чугунных блоков цилиндров”.
Перед сваркой трещина очищается от грязи, масла, ржавчины.
Для сварки используется медный электрод диаметром 3 – 4 мм. Ток постоянный обратной полярности.
Перед сваркой трещину или заплатку ставят на точечные прихватки.
Сварку ведут короткими швами вразброс. Первый шов выполняется в любом месте. Длина его не более 2 см.
Сразу после проварки шва его интенсивно проковывают молотком.
Остывающий шов уменьшается в размерах, а проковка, наоборот,
его раздает. Проковку выполняют примерно минуту.
Затем дожидаются полного остывания металла. Остывание контролируют рукой. Если прикосновение ко шву не вызывает болезненных ощущений, сваривают второй короткий шов такой же длины.
Второй и все последующие швы сваривают как можно дальше от предыдущих. Их длина также в пределах 2 см. После сварки каждого короткого шва идет проковка и остывание.
Последними проваривают замыкающие участки между короткими швами. В результате получается сплошной шов.
Определение сорта стали по искре
В ремонтной практике достаточно много случаев сварки сталей, неизвестных по химическому составу. Без определения состава таких сталей качественная их сварка невозможна.
Существует способ определения содержания углерода в стали с точностью до ±0,05%. Он основан на соприкосновении испытываемого металла с вращающимся наждачным кругом. По форме образующихся при этом искр можно судить как о процентной доле углерода, так и о наличии легирующих примесей.
Видео: “Определение сорта стали по искре”.
Углерод в отделяемых частичках металла сгорает, образуя вспышки в виде звездочек. Звездочки характеризуют содержание углерода в испытуемой стали. Чем выше в ней содержание углерода, тем усиленнее сгорают частички углерода и тем больше число звездочек (Рис. 4. 7.).
Такую пробу желательно проводить на карборундовом круге с зернистостью 35 – 46. Скорость вращения 25 – 30 м/сек. Помещение должно быть затемнено.
1 – искра имеет вид светлой, длинной, прямой линии с двумя утолщениями на конце, из которых первое светлое, а второе темно-красное. Весь пучок искр светлый и имеет продолговатую форму;
2 – от первого утолщения начинают отделяться новые светлые искры. Пучок искр становится короче и шире предыдущего, но тоже светлый.
3 – пучок искр получается короче и шире. От первого утолщения отделяется целый сноп искр светло-желтого цвета;
4 – на концах искр, отделяющихся от первого утолщения, наблюдаются блестяще-белого цвета звездочки;
5 – образуются длинные искры красноватого цвета с характерными отделяющимися звездочками;
6 – длинная прерывистая (пунктирная) искра темно-красного цвета со светлым утолщением на конце;
7 – двойная прерывистая (пунктирная) искра со светлыми утолщениями на концах, толстая и длинная – красного цвета, тонкая и короткая – темно-красного цвета;
8 – искра такая же, как и в пункте №7, с той лишь разницей,
что искры имеют разрыв.
Обучение методу искровой пробы следует начинать с образцов известных марок стали.
Применяя этот метод, следует учитывать, что сталь в закаленном состоянии дает более короткий пучок искр, чем незакаленная.
Пробу на искру необходимо брать на глубине 1 – 2 мм от поверхности, так как на поверхности металла может быть обезуглероженный слой.
При соприкосновении с наждачным кругом цветных металлов и их сплавов, в которых углерод отсутствует, искр не получается.
Сварка среднеуглеродистой и высокоуглеродистой стали
Среднеуглеродистые стали сваривают электродами с небольшим содержанием углерода. Глубина провара должна быть небольшая, поэтому применяют постоянный ток прямой полярности. Величина тока выбирается пониженная.
Все эти мероприятия снижают содержание углерода в металле шва и предупреждают появление трещин.
Для сварки используют электроды УОНИ-13/45 или УОНИ-13/55.
Некоторые изделия перед сваркой необходимо нагревать до
температуры 250 – 300°С. Лучше всего полный нагрев изделия; если это
невозможно, то применяют местный нагрев газовой горелкой или резаком. Нагрев до
более высокой температуры недопустим, так как вызывает появление трещин из-за
увеличения глубины провара основного металла и вызываемого этим повышения
содержания углерода в металле шва.
Лучше всего полный нагрев изделия; если это
невозможно, то применяют местный нагрев газовой горелкой или резаком. Нагрев до
более высокой температуры недопустим, так как вызывает появление трещин из-за
увеличения глубины провара основного металла и вызываемого этим повышения
содержания углерода в металле шва.
После сварки изделие укутывают термоизолирующим материалом и дают возможность медленно остыть.
В случае необходимости после сварки производится термическая обработка: изделие нагревают до темно-вишневого цвета и обеспечивают медленное охлаждение.
Высокоуглеродистую сталь сваривать труднее всего. Сварных конструкций из нее не изготавливают, но в ремонтном производстве сварка применяется. Для сварки такой стали лучше всего применять те же методы, что описывались ранее для сварки чугуна.
Сварка марганцовистой стали
Марганцовистая сталь применяется для деталей с высокой
износостойкостью: ковшей землечерпалок, зубьев ковшей экскаваторов, железнодорожных
крестовин, шеек камнедробилок, тракторных траков и так далее.
Для сварки применяют электроды ЦЛ-2 или УОНИ-13нж.
Сварочный ток выбирается из расчета 30 – 35А на 1 мм диаметра электрода.
При сварке образуется большое количество газов. Для облегчения их выхода из расплавленного металла наплавку следует выполнять широкими валиками и короткими участками, иначе шов получается пористый.
Сразу после сварки требуется проковка.
Для повышения твердости, прочности, вязкости и износоустойчивости наплавки необходимо после наложения каждого валика, пока он еще нагрет до красного каления, производить закалку с помощью холодной воды.
Сварка хромистой стали
Хромистые стали применяются как нержавеющие и кислотостойкие для изготовления аппаратуры нефтеперерабатывающей промышленности.
Сварку хромистых сталей необходимо выполнять с предварительным нагревом до температуры 200 – 400°С.
При сварке используется пониженная сила тока из расчета 25 – 30 А на 1 мм диаметра электрода.
Применяют электроды ЦЛ-17-63, СЛ-16, УОНИ-13/85 на
постоянном токе обратной полярности.
После сварки изделие охлаждают на воздухе до температуры 150 – 200°С, а затем производят отпуск.
Отпуск производят путем нагрева изделия до температуры 720 – 750°С с выдержкой при такой температуре не менее часа и последующим медленным охлаждением на воздухе.
Сварка вольфрамовой и хромовольфрамовой стали
Такая сталь используется для изготовления режущего инструмента.
С помощью сварки режущий инструмент можно изготовить двумя способами:
1) приваркой готовых пластин быстрорежущей стали на держатель из малоуглеродистой стали;
2) наплавкой быстрорежущей стали на малоуглеродистую сталь.
Готовые пластины наваривают способами:
1) используя контактную сварку;
2) с помощью аргоновой сварки неплавящимся электродом;
3) используя газовую пайку высокотемпературным припоем;
4) плавящимся электродом постоянного тока.
Для наплавки можно использовать отходы быстрорежущей стали:
поломанные сверла, резцы, зенкеры, развертки и др.
Эти отходы можно наплавлять с помощью газовой или аргоновой сварки, а также изготавливая из них электроды для электродуговой сварки.
После наплавки инструмент отжигают, обрабатывают механическим путем, затем подвергают трехкратной закалке и отпуску.
Сварка высоколегированной нержавеющей стали
Нержавеющая сталь в быту нашла довольно широкое применение: из нее изготавливают различные емкости, теплообменники, водонагреватели. Используют в частных банях как жаростойкую.
Отличить такую сталь от обычной можно по трем характерным признакам:
1) «нержавейка» отличается светло-стальным цветом;
2) при приложении постоянного магнита не притягивается, хотя бывают и исключения;
3) при обработке на наждачном круге дает мало искр (или совсем не дает).
Нержавеющая сталь обладает повышенным коэффициентом линейного расширения и пониженным коэффициентом теплопроводности.
Увеличенный коэффициент линейного расширения вызывает
большие деформации сварного соединения вплоть до появления трещин. Некоторые
сварные конструкции из «нержавейки» перед сваркой желательно подогреть до
температуры 100 – 300°С.
Некоторые
сварные конструкции из «нержавейки» перед сваркой желательно подогреть до
температуры 100 – 300°С.
Низкий коэффициент теплопроводности вызывает концентрацию тепла и может привести к прожиганию металла. По сравнению со сваркой обычной стали такой же толщины при сварке «нержавейки» ток уменьшают на 10 – 20%.
Видео: “Сварка тонкой нержавейки толстыми электродами”.
Видео: “Сварка тонкой нержавейки по отбортовке”.
Для сварки применяют постоянный ток обратной полярности.
Используют электроды марки ОЗЛ-8, ОЗЛ-14, ЗИО-3, ЦЛ-11, ЦТ-15-1.
Одно из главных условий при сварке – поддержание короткой дуги, это обеспечивает лучшую защиту расплавленного металла от кислорода и азота воздуха.
Коррозионная стойкость швов увеличивается при ускоренном их остывании. Поэтому сразу после сварки швы поливают водой. Поливание водой допустимо только для той стали, которая после сварки не дает трещин.
Сварка алюминия и его сплавов
Сварку покрытыми электродами применяют для алюминия и
сплавов толщиной более 4 мм.
Для сварки технического алюминия применяют электроды марки ОЗА-1.
Для заварки литейных дефектов применяются электроды ОЗА-2.
В последнее время электроды марки ОЗА заменяются более совершенными электродами марки ОЗАНА.
Обмазка электродов для сварки алюминия сильно впитывает влагу. При хранении таких электродов без влагозащиты обмазка в буквальном смысле слова может стечь со стержня. Поэтому такие электроды хранят в пластиковом пенале со средствами влагопоглощения. Перед сваркой их дополнительно просушивают при температуре 70 – 100°С.
Перед сваркой алюминиевые детали обезжиривают ацетоном и зачищают до блеска металлической щеткой.
Сварку производят на постоянном токе обратной полярности.
Сварочный ток 25 – 32 А на 1 мм диаметра стержня электрода.
Деталь перед сваркой прогревают до температуры 250 – 400°С.
Сварку необходимо выполнять непрерывно одним электродом, так
как пленка шлака на детали и конце электрода препятствует повторному зажиганию
дуги.
Если есть возможность, с обратной стороны шва укладываются подкладки (см. газовая сварка алюминия).
Электродуговой сваркой получают швы среднего качества.
Сварка меди и ее сплавов
Чистая медь хорошо поддается сварке, и ее рекомендуется варить двумя способами. Способ сварки зависит от толщины детали.
При толщине изделия не более 3 мм лучше всего использовать сварку угольным электродом. Сварка выполняется постоянным током прямой полярности при длине дуги 35 – 40 мм.
В качестве присадочного материала можно использовать электротехнический провод. Не забудьте перед сваркой очистить его от изоляции.
Для повышения качества шва на свариваемые кромки и на присадочную проволоку наносят флюс, состоящий из 95% прокаленной буры и 5% металлического порошкообразного магния. Можно использовать одну буру, но результаты будут хуже. Если не требуется высокое качество шва, флюс не применяется.
Видео: “Сварка меди”.
Второй способ применяется при сварке меди толщиной более
3 мм.
Сварка выполняется постоянным током обратной полярности. Иногда требуется предварительный общий подогрев до 300 – 400°С.
Применяются электроды марки «Комсомолец-100», или АНЦ.
Сварка латуни и бронзы в условиях частного сварочного цеха вызывает затруднения. Технология сварки медных сплавов зависит от того, какие использованы присадки к меди. Это может быть цинк, олово, марганец, свинец, фосфор, кремний, алюминий и другие.
Не зная состава медных сплавов, трудно получить приемлемое качество шва.
Однако заказы на сварку таких металлов не столь уж редкое явление. Здесь есть очень интересный выход. Высококачественные неразъемные соединения медных сплавов можно получить, используя методы пайки.
Пайка – это соединение двух металлов с использованием третьего. Он называется припоем. При этом основные металлы не нагреваются до плавления, что гарантирует сохранение их качественного состава.
В качестве припоя можно взять оловянно-свинцовый, тот, что
применяется в радиотехнике.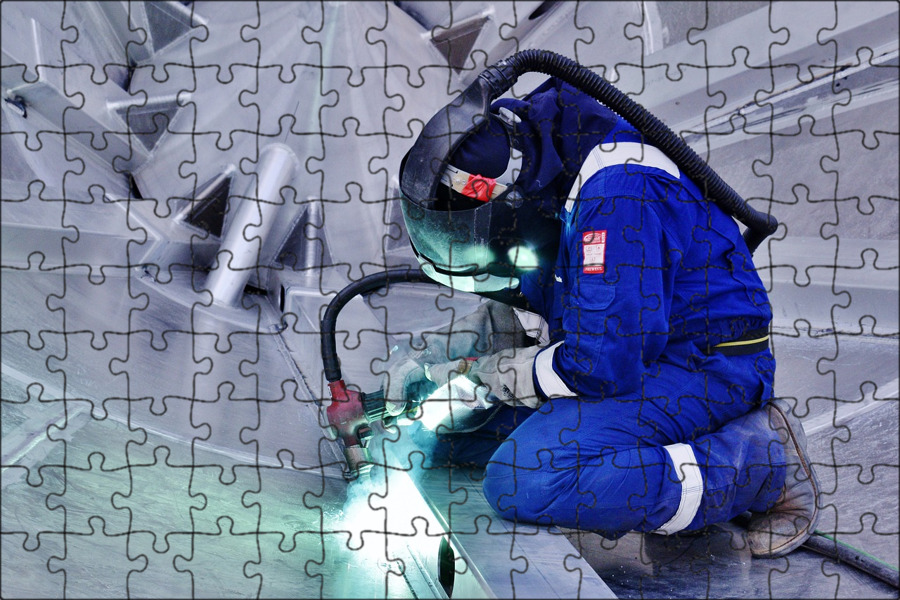
Высокая прочность пайки таким припоем гарантируется при пайке деталей внахлестку. Чем больше площадь нахлестки, тем прочнее соединение.
Второе условие прочности паяного соединения – выполнение пайки вдоль действующего усилия.
Паяные соединения латуни и бронзы отличаются достаточной прочностью и герметичностью.
Техника безопасности при электродуговой сварке
Электродуговая сварка имеет несколько вредных для здоровья сварщика факторов: напряжение электрического тока, излучение электрической дуги, газы, искры и брызги металла, термический нагрев, сквозняки.
Предельно допустимым напряжением холостого хода сварочного трансформатора считается 80 В, а сварочного выпрямителя 100 В. В условиях сухой погоды такое напряжение практически не ощущается, но в условиях влажности начинается довольно ощутимое покалывание руки. Это же самое может наблюдаться при нахождении сварщика на свариваемой металлической детали, а тем более внутри нее.
При сварке в сырую погоду, а также стоя на металле,
независимо от погоды, необходимо использовать резиновые перчатки, резиновый
коврик, резиновые калоши. Перчатки, коврик и калоши должны быть из диэлектрической
резины, то есть той, что используют электрики. Резиновые изделия, продающиеся
для бытового использования, электроизолирующими не являются.
Перчатки, коврик и калоши должны быть из диэлектрической
резины, то есть той, что используют электрики. Резиновые изделия, продающиеся
для бытового использования, электроизолирующими не являются.
Для защиты сварщика от случайного пробоя трансформатора используется защитное заземление. Устройство заземления описано в Главе 1.
Для уменьшения вероятности электрического удара лучше всего использовать трансформаторы с невысоким напряжением холостого хода.
Защитой от излучения дуги является костюм сварщика, маска с набором стекол, рукавицы. Верхний ворот костюма всегда застегивайте, иначе у вас появится несмываемый «галстук».
Ультрафиолетовое излучение дуги с достаточной степенью надежности ослабляется столбом воздуха в 10 м, поэтому не подпускайте никого к месту сварки ближе, чем на 10 м (особенно детей!).
В состав покрытия электродов входят газообразующие вещества,
поэтому покрытые электроды сильно дымят. Единственный способ защиты от дыма –
принудительная вентиляция. Устройство такой вентиляции описано в Главе 1.
Устройство такой вентиляции описано в Главе 1.
С вентиляцией связан еще один неблагоприятный фактор в работе сварщика – сквозняки. Нагрузка сварщика в процессе работы является чаще всего статической, то есть сварщик работает практически неподвижно. При этом не происходит саморазогрева тела, что может привести к переохлаждению.
Как показывает опыт многих сварщиков, никакая закалка от сквозняков не помогает. Более надежная защита – теплая одежда, особенно в районе пояса (сварщик работает согнувшись).
Теплая одежда может оказать и отрицательное влияние. При переходе к динамической нагрузке сварщик начинает потеть, пот вместе со сквозняком вызывает гарантированную простуду.
Лучший вариант избежать простуды – поставить приточный тепловентилятор. Он должен подогревать приточный воздух до плюсовой температуры даже в сильный мороз. Если вы в такие морозы предпочитаете не работать, то мощность вентилятора достаточна в 3 кВт.
Довольно неприятным явлением считаются брызги металла. Попадая на костюм, в обувь, они вызывают тление защитной одежды или пожар, если
рядом горючие вещества. Приобретите кожаную защитную одежду и кирзовые
сапоги – и вы в достаточной степени защитите свое тело.
Попадая на костюм, в обувь, они вызывают тление защитной одежды или пожар, если
рядом горючие вещества. Приобретите кожаную защитную одежду и кирзовые
сапоги – и вы в достаточной степени защитите свое тело.
При сварке на больших токах и электродуговой резке металла держатель электродов, сварочные провода и сварочная маска могут перегреваться. Поэтому не касайтесь лицом металлических частей маски, а на рукоятку держателя наденьте теплоизолирующий рукав. Регулярно проверяйте все соединения проводов – они могут стать причиной пожара.
Вышеуказанные правила применяются и для других видов электрической сварки: аргоновой, полуавтоматической, контактной.
Wokers с помощью сварки машины Картинки свободный вектор
Этот сайт использует куки. Продолжая просматривать, вы соглашаетесь на использование нами файлов cookie и других технологий отслеживания. Узнайте больше здесь.
Пожаловаться
Скачать (311,1 КБ)
всеобщая забастовка
Колли 2 оттенки серого
Колли 2
Колли оттенки серого
таракан
Кокер спаниель серого
кокер-спаниель
какаду
кочин
Сварочные фотографии скачать бесплатно 21 файл .
 jpg
jpgСортировать по: По умолчанию В тренде Новейшие Рекомендовать Релевантные Популярные Непопулярные Запросить дизайн
сварка сварщик металл сталь сварка искры горячий человек промышленность ремонтные производства газовая горелка велосипед рабочие сиреневый радио маска нержавеющая промышленная
[ фотографии ] сварщик металла 1 ( 898.70KB )
Стеффен Тома
[ Фото ] сварочные аппараты ремонт ( 522.99КБ)
tpsdave
[ Фото ] сварщик металла 2 ( 390.25KB )
Стеффен Тома
[ Фото ] скульптура из металла из нержавеющей стали ( 2. 36MB )
36MB )
[ Фото ] дует то горячим, то холодным ( 2.06MB )
Мартин Биркин
[ Фото ] сварочная паяльная лампа ( 3.21MB )
Грейербэби
[ Фото ] Промышленная сварка ( 677.61KB )
tpsdave
[ Фото ] аргоновый синий газ ( 2.05MB )
бырев
[ Фото ] давление газа аргона ( 1.62MB )
бырев
сварка металл сварка сварка горячий сварной шов сварщик мужчина сварка сварка паяльной лампой сварка искры сварка стали сварочный рабочий сварка искусство фотографии сварочные изображения работник сварка сварщик сварщик сварка сварочная рамка сварочная горелка сварочные картинки скачать бесплатно
[ Фото ] сварка сварочный аппарат сварщик ( 1. 32MB )
32MB )
пингер
[ Фото ] металлическая сварочная лампа ( 898.70KB )
PublicDomainPictures
[ Фото ] капли дождя на сиреневом 2 ( 344.16KB )
Джон Эдвардс
[ Фото ] капли дождя на сиреневом ( 282.87KB )
Джон Эдвардс
[ Фото ] Обучение сварщиков ( 2.01MB )
пингер
[ Фото ] сварка горячей пайки радио ( 1.08MB )
WikiImages
[ Фото ] корабельный якорь ( 1. 11MB )
11MB )
tpsdave
[ Фотографии ] дуговые электрические электроды ( 1.45MB )
бырев
цвета капли дождя макро цикл цвет лицо защита паяльная лампа свет дуги трубки рабочий аргон тренировочная рамка разрез облака секции фонари скульптура силуэт небо рабочий регулятор защита фиксация южная каролина чарльстон дуга электричество палки энергия электроды инструменты редакционные треугольники
[Фотографии] человек, сваривающий сталь ( 3.06MB )
Грейербэби
[ Фото ] сварочный аппарат стальной ( 302.85KB )
WikiImages
[ Фото ] сварщик ( 623. 13KB )
13KB )
Джули Джентри
[ Фото ] Чарльстон Южная Каролина Рабочий ( 937.34KB )
tpsdave
Критерий поиска:
Тип поиска:
Совпадение с любымСовпадение со всеми
Искать в:
ВекторыИконкиФотоШрифтыШаблоны сайтовPSD
Лицензия:
Все лицензииРазрешить коммерческое использование
Результат сортировки:
Сначала лучшее совпадениеСначала новыеСначала много загрузокСначала меньше загрузок
- Дом
- Лицензии
- Срок
- Конфиденциальность
- О
- Контакт
Фотографии сварки | Кураторская фотография на EyeEm
Человек, работающий с металлической конструкцией
Машинная сварка металла в мастерской
Обрезанное изображение рабочих сварочных стержней на заводе
Премиум
Сварщик, работающий на металле у белой стены в мастерской
Обрезанная рука сварщика, сваривающего металл на заводе
Премиум
Неузнаваемый мужчина-сварщик в защитном шлеме и очках, разрезающий железные детали ножовкой во время работы на промышленном заводе ночью
Низкий угол обзора человека, работающего ночью
Premium
Крупный план рук, сваривающих трубу
Рабочий, сваривающий металл на заводе
Мужчина, сваривающий металл в мастерской
Живот женщины, держащей зонтик
Premium
Станок для лазерной резки металла. лазерная головка режет лист лучом, разлетаются искры
лазерная головка режет лист лучом, разлетаются искры
Мужчина, сваривающий металл
Живот человека, сваривающий металл в мастерской
Премиум
Сверху полное тело неузнаваемого мужчины-сварщика в защитном шлеме и очках, разрезающего железные детали пилой во время работа на промышленном заводе ночью
Премиум
Вид сварщика на заводе
Вид сбоку на человека, работающего с металлом
Премиум
Живот рабочего, сваривающего металл в цехе
Обрезанная рука сварщика в цехе
Премиум
5 Крупный план 9 сварочной горелки на заводе
Премиум
Сварщик-мужчина работает в мастерской
Премиум
Сварщик сваривает металлический ящик.
Обрезанная рука человека, сваривающего металл в мастерской
Premium
Усердно работающий
Premium
Сварщик на заводе
Человек, работающий с металлом
Сварщик
Premium
Низкий угол обзора сварщика, работающего на металле
5
5
5
голубое небо
Мужчина сваривает металл на заводе
Премиум
Низкая секция рабочего на заводе
Премиум
Станок для лазерной резки металла. лазерная головка режет лист лучом, разлетаются искры
лазерная головка режет лист лучом, разлетаются искры
Премиум
Мужчина режет металл в мастерской
Премиум
Сварщик работает в ночное время
Премиум
Нижняя секция сварщика-мужчины в мастерской на заводе
Премиум
Мужчина с седыми волосами и в зеленых очках работает в мастерской
Крупный план сварочного аппарата на металле
Премиум
Крупный план сварки металла на заводе
Премиум
Сварка металла на заводе
Премиум
Обрезанная ручная сварка металла на заводе
Премиум
Молодой мужчина-сварщик в сварочном шлеме во время работы на строительной площадке
Крупный план сварщика за работой
Премиум
Полное тело неузнаваемого мужчины-сварщика в защитном шлеме и очках, разрезающего железные детали пилой во время работы на промышленном заводе ночью
Премиум
Мужчина в защитной маске работает со сваркой металла. Концепция ручного труда, промышленность и строительство
Живот человека, работающего с металлом
Живот человека, режущего металл в мастерской
Человек, работающий на заводе
Премиум
Сварщик за работой на заводе
Премиум
ночьНижняя часть человека, работающего на металле
Вид сверху на человека, сваривающего металл
Premium
Мужчина, сваривающий ворота
Портрет молодого человека, стоящего на открытом воздухе
Premium
Рабочий, сваривающий контейнеровоз на производстве
Вид рабочего, работающего в фотолаборатории
Premium
Крупный план средней секции 90 Обрезанная рука рабочего на металлургическом заводе
Крупный план руки, держащей осветительное оборудование
Обрезанная рука человека, сваривающего металл в мастерской
Премиум
Низкий угол обзора рабочего, использующего сварочный аппарат на сталелитейном заводе
Средняя часть сварщика, сваривающего металл в цехе
Премиум
Сварщик, работающий в цехе
Премиум
Крупный план сварочного аппарата на заводе
Сварка и блестящие искры две вещи, которые приходят на ум, когда я думаю о сварке. .
.
Обрезанные руки рабочего, сваривающего металл в мастерской
Премиум
Крупный план сварщика, работающего на заводе
Premium
Человек, работающий на пожарном гидранте
Вид сзади человека, сваривающего металл
Мужчина, работающий на заводе
Premium
Рабочий на строительной площадке, вид под низким углом
Рабочий шлифовальный станок. искры от силы трения. мужчина в мастерской обрабатывает металл.
Премиум
Живот молодого человека, сваривающего металл в мастерской
Живот человека, работающего с металлом
Взрослый мужчина среднего возраста, сваривающий металл у перил во время заката
Обрезанные руки рабочего, работающего на заводе
Премиум
Живот рабочего, сваривающего металл
Премиум
Сварщик, сварщик на заводе
Живот человека, работающего с огнем
Обрезанные руки человека, режущего металл в закрытой мастерской
Металлическое оборудование
Вид сзади на человека, идущего по песчаной дюне на фоне неба
Премиум
Мужчина, работающий на заводе
Живот человека, работающего на сварке металла на заводе
Высокий угол вид искры в таблице
Premium
Сварщик, работающий на заводе
Premium
Сварщик сварщиков на заводе
Сварщики сварщики на заводской марки
Руки человеческой сварки
Премиум
Man Welding Metalling
.