Точечная сварка из инвертора своими руками: схема и необходимые элементы
Главная » Технология
В некоторых случаях при ремонте в домашних условиях требуется соединение двух тонкостенных металлических деталей. Для этого можно использовать точечную сварку. Промышленность выпускает большое количество различных аппаратов для точечной сварки. Но эти устройства, как правило, довольно громоздкие и дорогие. Поэтому домашние мастера часто пытаются сделать аппарат для точечной сварки своими руками.
Содержание
- 1 Варианты точечной сварки
- 2 Инверторный аппарат для точечной сварки
- 3 Схема и необходимые элементы
- 4 Достоинства и недостатки конструкции
Варианты точечной сварки
Основными элементами при создании аппарата для точечной сварки обычно являются трансформатор довольно большой мощности (не менее 1 кВт) и самодельного устройства прижима, состоящее из двух рычагов с электродами.
В качестве первого элемента могут быть выбраны, например, трансформатор от микроволновой печи или сварочный трансформатор. Оба этих типа трансформатора требуют перемотки вторичной обмотки.
В сварочном инверторе силовой трансформатор 50 Гц, преобразующий сетевое напряжение 220 В, как правило, отсутствует. В таком устройстве сетевое напряжение выпрямляется и подается на генератор высокой частоты (50-80 кГц), в схеме которого имеется понижающий трансформатор, предназначенный для работы с повышенной частотой. Работа с такой частотой позволяет резко уменьшить вес и габариты сварочного инвертора. На выходе понижающего трансформатора напряжение снижается до 60-70 В, причем выходной ток может достигать 130 А.
Для осуществления точечной сварки требуется получить ток в 1000-2000 А при напряжении в 1-2 В.
Использовать высокочастотный трансформатор от инвертора отдельно в сети 50 Гц (как это делается в других случаях) невозможно. В принципе, для получения необходимого режима можно перемотать вторичную обмотку трансформатора.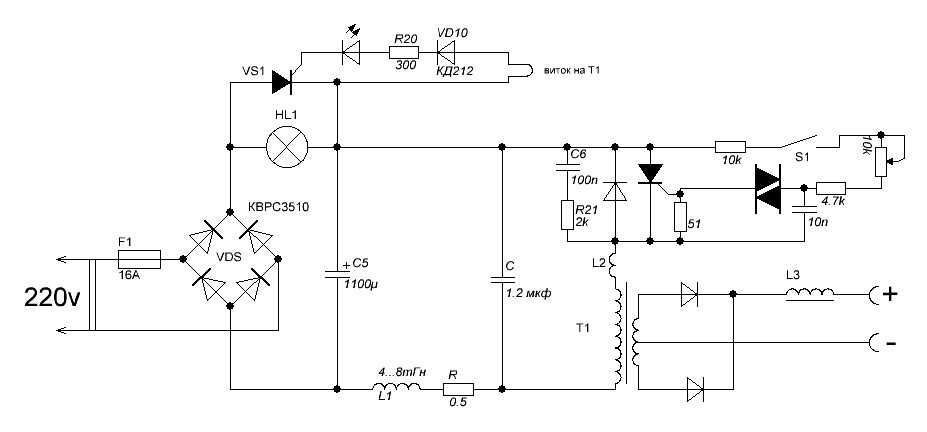 Но этот трансформатор имеет малые габариты и часто намотан на сердечнике тороидальной формы, что делает такую переделку трудновыполнимой. Возможен вариант с подключением дополнительного понижающего трансформатора. Он также будет работать на высокой частоте и иметь небольшие габариты. Еще один вариант – использование инвертора в качестве устройства для зарядки конденсаторов в дополнительном конденсаторном блоке.
Но этот трансформатор имеет малые габариты и часто намотан на сердечнике тороидальной формы, что делает такую переделку трудновыполнимой. Возможен вариант с подключением дополнительного понижающего трансформатора. Он также будет работать на высокой частоте и иметь небольшие габариты. Еще один вариант – использование инвертора в качестве устройства для зарядки конденсаторов в дополнительном конденсаторном блоке.
Инверторный аппарат для точечной сварки
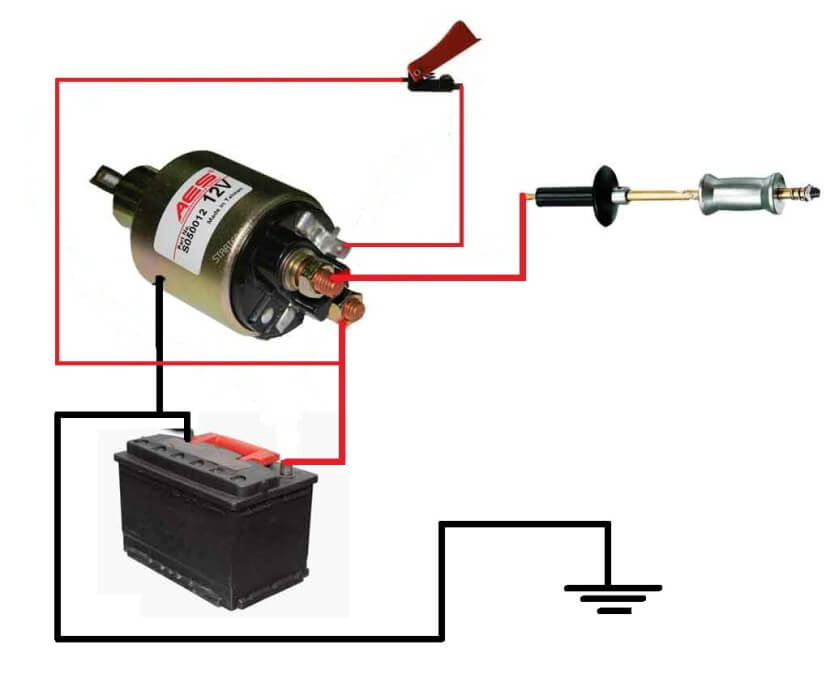
Этот аппарат собран на базе импульсных схем и позволяет производить точечную сварку даже при питании от низковольтных источников типа аккумуляторов.
Схема и необходимые элементы
Схема данного прибора представляет собой инвертор, который преобразует постоянное напряжение в высокочастотные колебания с частотой 30-50 кГц.
Для преобразования постоянного напряжения в переменное используется двухтактный генератор на мощных полевых транзисторах. Транзисторы должны пропускать ток не менее 40 А и иметь допустимое рабочее напряжение не менее 50 В.

Колебательный контур генератора определяется индуктивностью первичной обмотки трансформатора и конденсатором, емкость которого не должна превышать 2 мкФ. В принципе, емкость можно увеличить, но тогда генератор будет работать на более низких (звуковых) частотах, в результате чего трансформатор будет излучать свист.
Алгоритм создания аппарата:
- Из силового трансформатора блока питания компьютера АТХ 450 делается импульсный трансформатор.
- Из трансформатора удаляются все обмотки и наматывается первичная обмотка жгутом из 3 проводов диаметром 1 мм.
- Поверх первичной обмотки наматывается 1 виток вторичной обмотки, представляющий собой медную ленту шириной 22 мм и толщиной 1 мм.
- Вторичная обмотка фиксируется в трансформаторе эпоксидным клеем, а на концы ее напаиваются латунные клеммы. В клеммы вставляются и фиксируются отрезки медного провода диаметром 2 мм, которые и будут выполнять роль электродов.

- Используемый в схеме дроссель выполняется на тороидальном сердечнике и имеет от 10 до 30 витков провода диаметра 1,5 мм.
- Транзисторные ключи крепятся на небольших радиаторах.
- Все элементы устанавливаются на плате из изоляционного материала и соединяются пайкой с помощью проводов в соответствии со схемой аппарата.
- Сверху электрическая схема закрывается корпусом из изоляционного материала.
- В удобном месте устанавливается кнопка управления.

Достоинства и недостатки конструкции
Достоинства:
- Довольно высокая выходная мощность, позволяющая проводить сварку аккумуляторов и других более крупных деталей.
- Схема может питаться от источника постоянного тока с напряжением от 6 до 24 В
- Можно использовать как сетевой источник питания (например, блок питания от компьютера), так и мощный аккумулятор.
- Малый вес и габариты.
- Низкая себестоимость.

Недостатки:
- Питание должно осуществляться только от мощных источников. При просадках тока источника питания в аппарате могут появиться неисправности.
- При сварке необходимо выполнять правильный режим работы. После двух секунд сварки делать перерыв на 2-3 секунды.
Рейтинг
( 2 оценки, среднее 3 из 5 )
0
Ануфриенок Константин/ автор статьи
Сварщик: 7 разряд, опыт ручной дуговой, аргоно-дуговой, газовой сварки — 14 лет, наличие удостоверения НАКС НГДО, ОХНВП, КО.
Понравилась статья? Поделиться с друзьями:
2 способа сборки самодельной контактной сварки
Варианты сборки аппаратов для контактной сварки своими руками из печи СВЧ и инвертора. Основные узлы и детали приборов. Типовые схемы, пошаговые инструкции. Виды и способы изготовления электродов.
Контактная точечная сварка имеет множество технологических преимуществ, позволяющих выполнить прочное соединение. Для ее использования не требуется специального обучения и навыков. Данный способ отличается неоспоримым достоинством: агрегат для контактной сварки своими руками можно соорудить из деталей печи СВЧ либо инвертора с применением подручных средств.
Узлы и детали контактной сварки
Оборудование для контактной точечной сварки, изготовленное по приведенной ниже схеме, применяется для работы:
– с проволокой либо прутьями сечением до 4 мм;
– с плоскими изделиями до 1 мм.
Технические характеристики прибора:
– сеть питания переменного тока: 220 В, 50 Гц;
– напряжение без нагрузки – от 4 до 7 В;
– наибольший пульсирующий ток контактной сварки – до 1500 А.
Устройство составляют регулировочная цепь, силовой узел и автовыключатель АВ-1, использующийся для отключения прибора при чрезмерных нагрузках. Силовой блок состоит из трансформатора Т2 и электропускателя на тиристорах типа МТТ4К, выполняющего подсоединение к цепи первичной обмотки. На первичной обмотке Т2 присутствует 6 выходов, посредством переключения которых выполняется последовательная настройка сварочного тока обвивки вторичной. Стабильно соединенным с общей цепью остается лишь один вывод, остальные являются регулировочными и запитываются по одному. Модуль МТТ4К, выпускающийся серийно, является тиристорным ключом, коммутирующим нагрузку через выходы № 1 и 3 при закорачивании контактов № 4 и 5. Пускатель предназначен для нагрузок напряжением менее 0,8 кВ и силой тока менее 0,08 кА. В состав управляющего узла включены: блок питания; узел управления; реле К1.
В состав управляющего узла включены: блок питания; узел управления; реле К1.
В качестве блока питания возможно применение трансформаторных устройств на 220 В мощностью до 20 Вт, имеющих на вторичной обвивке напряжение 20–25 В. Для выпрямления тока предполагается применение выпрямителя КЦ402 либо его аналога. Реле К1 предназначено для закорачивания элементов № 4 и 5 при поступлении напряжения от управляющей цепи к обвивке. Для К1 используется любое реле с напряжением, равным 15–20 В.
Инструкция по созданию контактной сварки из СВЧ-печи
Важнейший параметр контактной сварки из микроволновки – длительность влияния на подлежащие обработке заготовки.
Цепь управления точечной контактной сварки
Настройка длительности и регулирование параметров контактной сварки выполняется посредством:
емкостных устройств электролитических с напряжением заряда от 50 В;
коммутаторов П2К с отдельной фиксацией; резисторов R1 и R2;
кнопки КН1 с двумя контактами: нормально-замкнутым и нормально-разомкнутым.
При подключении АВ1 производится зарядка емкостных элементов, подключающихся к питающему блоку и управляющей цепи через П2К. Срок их службы повышается благодаря лимитации тока зарядки посредством R1. Зарядка осуществляется через нормально-замкнутый контактный блок КН1. Этот узел при нажиме КН1 разъединяется, выполняется отключение цепи, емкости по нормально-замкнутой цепь подсоединяются к К1, который срабатывает от тока разрядки конденсаторов.
Блок разъединенных нормально-замкнутых элементов КН1 не позволяет К1 запитаться от блока напрямую. Чем выше общий емкостный объем, тем больше времени требуется для их разряжения, К1 продолжительнее соединяет контакты № 4 и 5 элемента МТТ4К, и, следовательно, длительность импульса сварки увеличивается. При полной разрядке емкостей происходит отключение реле и прекращение функционирования оборудования. Для подготовки прибора к последующим импульсам следует отжать КН1.
Разрядка конденсаторов производится переменным резистором R2, служащим для регулировки импульса.
Особенности модернизации трансформатора
В каждой микроволновой печи присутствует магнетрон. Имеющийся в СВЧ-печке трансформатор имеет меньше витков на первичной обвивке и больше – на вторичной, на которой величина напряжения может доходить до 2 кВ. Удвоитель, если он конструктивно предусмотрен, увеличивает напряжение в 2 раза. Такое свойство особенно важно для сооружения аппарата контактной сварки.
При изъятии трансформаторного устройства нельзя допустить его повреждения. После снятия корпуса микроволновки элемент демонтируется с места закрепления. Для контактной точечной сварки требуются лишь магнитопровод и первичная обмотка трансформатора, подключающаяся к сети. Она обладает малым числом витков и утолщенным проводом.
Вторичная обвивка не потребуется, ее следует аккуратно удалить ударами молотка по зубилу, стараясь не причинить вреда первичной обвивке. Если в микроволновке имеются шунтирующие устройства, их также следует демонтировать. Магнитопровод может не приклеиваться, а устанавливаться на сварке, тогда лучше применить ножовку либо стамеску.
Затем необходимо изготовить новую вторичную обвивку. Для нее потребуется провод сечением от 1 см². Можно взять несколько проводков, но требуемая площадь должна быть сохранена. При необходимости изготовления оборудования для контактной сварки большей мощности единственного трансформирующего элемента будет недостаточно. Тогда следует совместить два прибора, для чего понадобятся две микроволновки. Провод при этом нужно наматывать поочередно через обе катушки, число витков одинаковое во избежание получения противофазы.
Чем выше мощность трансформатора, тем значительнее может получиться скачок сетевого напряжения при пробном запуске контактной сварки.
Подготовка элементов управления
Основные органы, регулирующие работу устройства для сварки контактным методом, – рычаг управления и выключатель. С их помощью создается необходимое усилие на соединяемых заготовках и клещах. От нажатия зависит прочность создаваемого соединения, потому рекомендуется установить рычаг максимально возможной длины. Повышения прилагаемого усилия можно добиться применением винтов и рычагов, фиксирующихся на рукоятке. Также нужно иметь в виду необходимость надежного закрепления контактной сварки, возможно, для таких целей придется приобрести струбцину. Рубильник ставится в цепь первичной обвивки. Если поставить его во вторую, то не избежать создания повышенного сопротивления, провоцирующего приварку друг к другу электродных стержней, а не соединяемых элементов. Во вторичной обвивке течет ток значительно большей величины, выдержать который сможет не каждый автомат.
Повышения прилагаемого усилия можно добиться применением винтов и рычагов, фиксирующихся на рукоятке. Также нужно иметь в виду необходимость надежного закрепления контактной сварки, возможно, для таких целей придется приобрести струбцину. Рубильник ставится в цепь первичной обвивки. Если поставить его во вторую, то не избежать создания повышенного сопротивления, провоцирующего приварку друг к другу электродных стержней, а не соединяемых элементов. Во вторичной обвивке течет ток значительно большей величины, выдержать который сможет не каждый автомат.
Для охлаждения контактной точечной сварки можно установить кулер от ПК. Нельзя пренебрегать необходимостью регулярных пауз в работе для остывания всех частей аппарата.
Процесс сборки контактной точечной сварки из инвертора
Изготовить прибор для контактной сварки можно своими рукам из сварочного аппарата. Полностью весь инвертор не нужен, из него вынимаются только основные элементы: выключатель, трансформатор с блоком питания и система управления.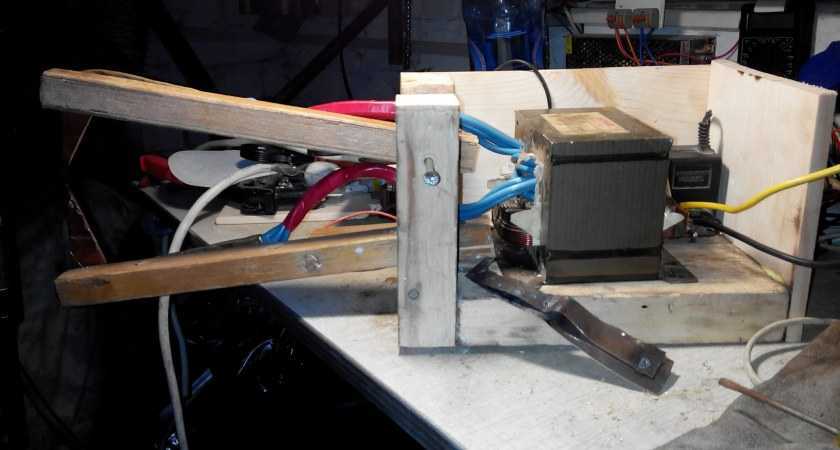
С трансформатора удаляется вторичная обмотка, вместо нее создается новая из медного провода сечением не менее 200 мм². Она укрывается термобумагой, поверх которой накладывается лак для фиксации и улучшения изоляции. Обе обмотки следует заземлить, так как контакт с находящимися под напряжением элементами из-за высокой мощности тока может быть смертельно опасным. Необходимо следить за плотностью укладки витков, в противном случае между ними могут образоваться замыкания – провода перегреются и перегорят. Также при сборке аппарата для контактной точечной сварки необходимо предусмотреть охлаждение трансформатора. Для этого можно использовать обдуваемые вентиляторами радиаторы. Емкости конденсаторных устройств, имеющихся в некоторых моделях инверторов, для контактной сварки может не хватить, потому при необходимости следует приобрести подходящие по своим характеристикам элементы.
Изготовление электродов для контактной сварки
Для эффективного функционирования контактной точечной сварки требуется использование электродов, параметры которых соответствуют особенностям выполнения конкретных работ. Диаметр электродов не должен быть меньше сечения проводков, использующихся для сопряжения с силовым узлом. Для их изготовления применяются медные прутки либо жало, снятое с паяльника.
Диаметр электродов не должен быть меньше сечения проводков, использующихся для сопряжения с силовым узлом. Для их изготовления применяются медные прутки либо жало, снятое с паяльника.
При сварке контактным способом электроды постепенно изнашиваются и требуют регулярной подточки. По мере износа их придется заменить.
Электроды выполняют следующие функции: прижимают детали; проводят сварочный ток; отводят излишки тепла. При сопряжении прибора для сварки с электродами следует минимизировать количество соединений, подбирать провода как можно меньшей длины во избежание потерь мощности. Электроды для контактной сварки делятся на прямые и изогнутые. Наконечники бывают: плоскими; заостренными; конусообразным. Наиболее распространены наконечники в виде конуса, при этом чем меньше соединяемые сваркой элементы, тем острее подбирается кончик. Для недопущения окислений соединение электродов с проводами осуществляется спайкой.
Как начать сварку | The Drive
Хотя сварка может и не быть навыком, которым вы будете пользоваться каждый день, она открывает перед вами целый мир новых возможностей. То, что когда-то было смертным приговором для отдельных частей или полностью исключенным проектом, теперь внезапно оказалось в пределах досягаемости.
То, что когда-то было смертным приговором для отдельных частей или полностью исключенным проектом, теперь внезапно оказалось в пределах досягаемости.
Это не так просто, как кажется, так как сварка довольно сложна, со слоями информации о разных машинах и разных проектах и всеми переменными, которые необходимо учитывать. Это пугает, если не сказать больше, и может быть трудно даже сказать, с чего начать, если вы сами по себе. Вот для этого я здесь.
Я сам еще только учусь этому ремеслу, так что у меня нет достаточной квалификации, чтобы научить вас тонкостям. Но я могу, по крайней мере, помочь вам начать. В конце концов, я учусь сам и знаю, каков первоначальный шок для тех, кто только начинает. Тем не менее, вам, профессионалам, читающим дальше, предлагается поделиться некоторыми знаниями для новичков, включая меня, в разделе комментариев.
MIG, TIG и Arc
Вам не терпится взять аппарат и начать практиковаться, но, как и все остальное, обучение сварке начинается с исследований.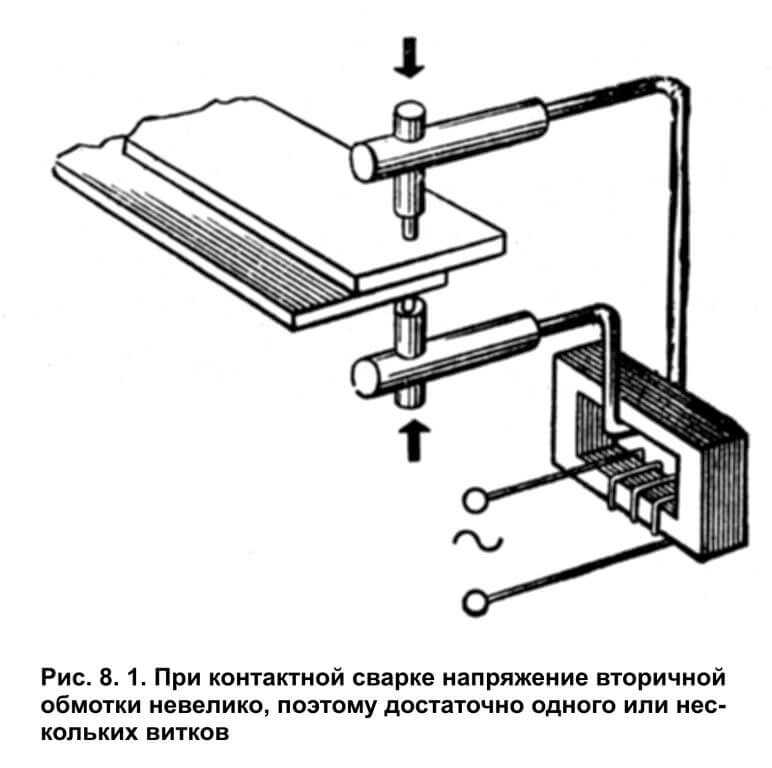 Опять же, сварки много, и попытка изучить все сразу только замедлит вас. Полезно сузить фокус, определив, какими проектами вы собираетесь заниматься, так как это во многом определяет, на каком типе машины вам нужно начать практиковаться.
Опять же, сварки много, и попытка изучить все сразу только замедлит вас. Полезно сузить фокус, определив, какими проектами вы собираетесь заниматься, так как это во многом определяет, на каком типе машины вам нужно начать практиковаться.
Существует три основных типа аппаратов: MIG, TIG и Arc. Дуговая или дуговая сварка, как правило, лучше подходит для проектов, требующих толстых кусков металла, таких как листовая сталь и уголки. MIG и TIG более популярны для сварки листового металла и других тонких материалов. Точечная сварка сопротивлением является еще одним вариантом для кузовных работ и отлично подходит для конкретных проектов, но отсутствие гибкости делает другие машины гораздо более желательными для типичного домашнего мастера.
Большинство из нас, работающих в сфере автомобилестроения, для начала возьмут в руки какой-либо сварочный аппарат MIG, так как он самый простой в освоении и может выполнять типы сварных швов, наиболее часто используемые в этой отрасли. Тем не менее, TIG в конечном итоге лучше подходит для сварки материалов, отличных от стали, для работы с более тонкими металлами и, как правило, более подходит для создания чистых, эстетически привлекательных сварных швов.
Тем не менее, TIG в конечном итоге лучше подходит для сварки материалов, отличных от стали, для работы с более тонкими металлами и, как правило, более подходит для создания чистых, эстетически привлекательных сварных швов.
Чтобы определить, какую машину вам следует рассмотреть, начните с чтения о тех, у кого есть похожие проекты, и выясните, что они используют. Однако не смотрите только на один источник. Немного расширьте свое исследование и получите отзывы от нескольких разных квалифицированных специалистов, так как это лучший способ понять, что лучше всего подходит для вашей ниши.
Не забудьте обратить внимание на источник питания, от которого работает любой сварочный аппарат, который вы рассматриваете. Независимо от того, хотите ли вы модернизировать свой существующий источник питания, вы добавляете еще один уровень в процесс, который вам придется учитывать в процессе принятия решений.
После того, как вы определились с машиной, самое время ознакомиться с общими методами, которые используются. Даже если вы не сможете попробовать их, пока у вас не будет машины, заранее сделанная домашняя работа даст вам преимущество, когда придет время практиковаться.
Даже если вы не сможете попробовать их, пока у вас не будет машины, заранее сделанная домашняя работа даст вам преимущество, когда придет время практиковаться.
Получить машину
Если у вас нет друга, который позволит вам использовать свою машину для тренировок, вам придется искать свою собственную. Есть две школы мысли, которые вы можете применить здесь. Один из них, наиболее привлекательный для новичков, заключается в том, чтобы купить недорогой сварочный аппарат, чтобы учиться на нем и стать профессионалом по мере развития ваших навыков.
Я лично пошел с дешевым сварочным аппаратом, как и многие. Зная, что мне подходит сварочный аппарат MIG, я начал свои исследования именно с него. Я заинтересовался сваркой с флюсовой проволокой, так как на практике она аналогична MIG, но не требует дорогостоящих баллонов или машин для запуска и запуска.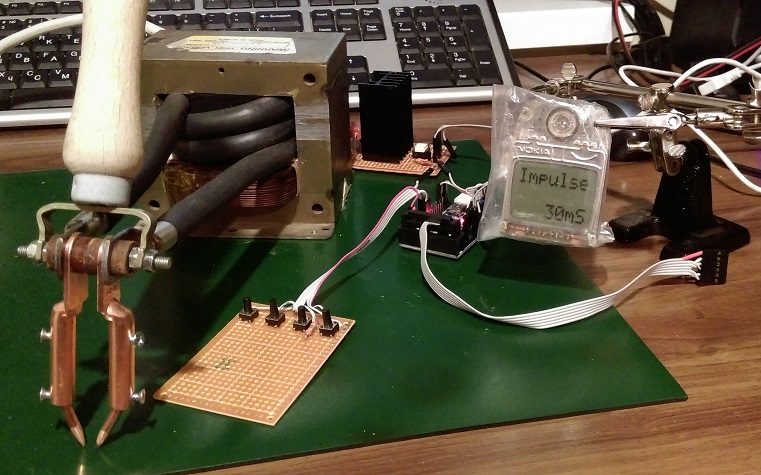 Это эффективное решение проблемы, и оно чрезвычайно популярно среди домашних мастеров из-за его доступности и способности выполнять большую часть работы, которую берут на себя механики. Собственно, этим я и пользуюсь по сей день.
Это эффективное решение проблемы, и оно чрезвычайно популярно среди домашних мастеров из-за его доступности и способности выполнять большую часть работы, которую берут на себя механики. Собственно, этим я и пользуюсь по сей день.
Недостатком этого подхода является то, что между дешевыми и высококачественными сварочными аппаратами существует огромная разница в производительности, особенно с устройством подачи проволоки. Кроме того, если я начну с машины, которая может использовать только порошковую проволоку, мне придется купить другую машину, если я хочу сваривать MIG. Это подводит меня к другой точке зрения: «Купи один раз, один раз поплачь».
Качественный сварщик обеспечивает стабильную работу, и его легче освоить. Мало того, лучшие устройства служат дольше, и они будут у вас годами, и вам, возможно, никогда не придется заменять их по мере развития ваших навыков. Хотя это может быть дороже на начальном этапе, вы сэкономите в долгосрочной перспективе, поскольку вам не нужно будет покупать другую машину в течение длительного времени.
Machine Recommendations
MIG/Flux
- Hobart Handler 140 MIG Welder
- Titanium MIG 140 Welder
- Chicago Flux 125 Welder
- Lincoln Electric 140 Amp Weld Pak
- Lincoln Electric 140 Amp LE31MP Multi-Process Stick /MIG/TIG Welder
TIG
- Titanium TIG 200™ Professional AC/DC TIG Welder
- Vulcan ProTIG™ 165 Industrial Welder с входом 120/240 В
- PrimeWeld TIG225X AC/9 Tig Stick Welder0042
- Amico Power 225-Amp Pro. HF-TIG Arc Stick DC Inverter Welder
- Miller Electric Maxstar TIG Welder
Stick/ARC
- Lincoln Electric 225 Amp Arc/Stick Welder
- Lincoln Electric 90 Amp Inverter Arc 120 Stick Amp сварочный аппарат
- 2
- Аппарат для дуговой сварки
- Титановый стержень 225 Инверторный сварочный аппарат с держателем электрода
Что еще мне нужно?
Сварщик может быть центральным в этой работе, но это не единственный инструмент, который вам нужен для сварки. На самом деле существует целая подкатегория различных инструментов, в которые вы будете инвестировать с течением времени, и мы можем целыми днями говорить о них. Но чтобы не останавливаться на достигнутом, мы рассмотрим несколько основ.
На самом деле существует целая подкатегория различных инструментов, в которые вы будете инвестировать с течением времени, и мы можем целыми днями говорить о них. Но чтобы не останавливаться на достигнутом, мы рассмотрим несколько основ.
Сварочная маска — это первая дополнительная часть снаряжения, в которую стоит инвестировать, поскольку она так же важна для вашей производительности, как и для вашей безопасности. Поверьте мне, вспышка сварщика — отстой, и вам не нужно учиться этому на собственном опыте. Вам нужен шлем, который не позволит вам испытать это, но даст вам четкое представление о вашей луже. Я не говорю, что вам нужен современный шлем, чтобы начать кататься, но выгодно купить что-то на несколько шагов выше самой дешевой модели, которую вы можете найти. Тем не менее, стоит немного изучить различные шлемы, поскольку ребрендинг здесь является обычным явлением, и вы можете найти шлемы профессионального уровня с разными наклейками, которые действительно снижают цену.
Специальные сварочные перчатки и защитная кожа также необходимы для этого вида работ.
Независимо от того, чем вы занимаетесь, шлифовальная машина с правильными насадками является ключевым компонентом вашего арсенала. Он понадобится вам для очистки металла перед сваркой, обрезки деталей по длине и, конечно же, зачистки сварных швов, чтобы привести в порядок заготовку. Сетевая угловая шлифовальная машина отлично подходит для начинающих, но я настоятельно рекомендую инвестировать в беспроводную прямоугольную шлифовальную машину, поскольку гибкость имеет огромное значение в ограниченном пространстве, в котором вы окажетесь.
Какие еще инструменты вам понадобятся, зависит от того, какую работу вы собираетесь выполнять. Если вы занимаетесь кузовными работами, зажимы для точечной сварки, зажимы для клепки и зажимы для стыковой сварки — это всего лишь несколько вещей, которые вам понадобятся. И не забывайте, что сварка часто сопровождается изготовлением ваших собственных панелей, и для этого вам также понадобится некоторое оборудование.
Короче говоря, вам нужно думать не только об основном оборудовании.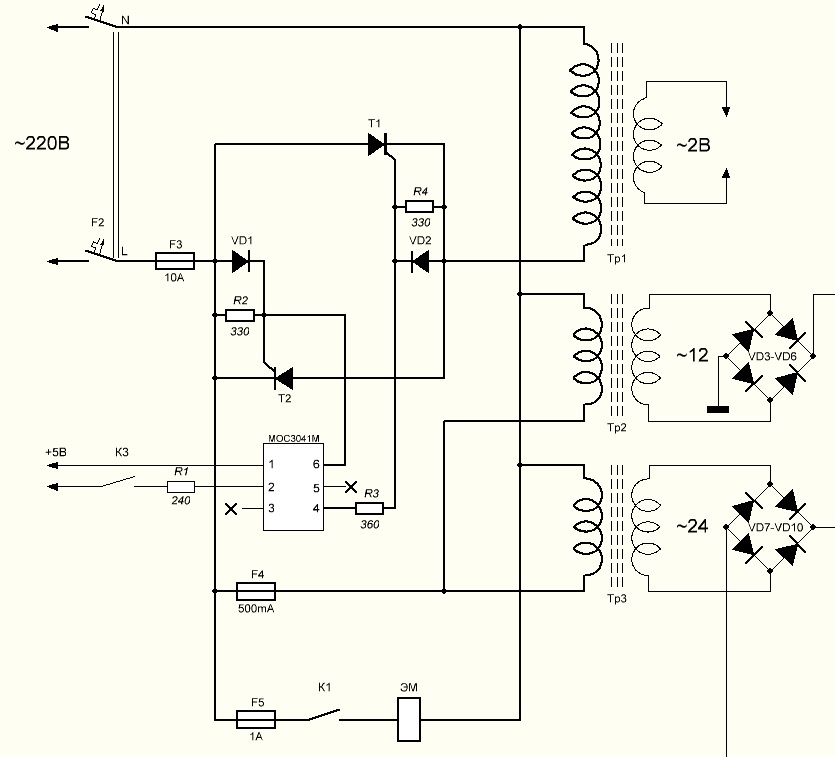 Потратьте время на изучение того, какие инструменты используются для работы, которую вы собираетесь взять на себя, чтобы вы могли должным образом вооружиться.
Потратьте время на изучение того, какие инструменты используются для работы, которую вы собираетесь взять на себя, чтобы вы могли должным образом вооружиться.
Начать тренировку
Когда все готово, остается только выйти и потренироваться. Это так просто. Чтобы получить наилучшие впечатления, стоит пойти и купить несколько секций металла, которые напоминают то, над чем вы на самом деле будете работать, и использовать их для обучения. Потренируйтесь на кусках листового металла, если вы собираетесь делать кузовные работы, небольшие участки труб или выхлопных газов и так далее.
Сначала вам нужно будет попрактиковаться в основных приемах, таких как формирование лужи и укладка бусины без склеивания кусков металла. Затем вы захотите начать воспроизводить сценарии реального мира.
Существует множество различных методов сварки, и может быть сложно решить, с чего начать. Я обнаружил, что наиболее целесообразно практиковать сварные швы, которые, как я знал, я буду использовать позже, основываясь на исследованиях, которые я провел ранее. Например, я начал с точечной сварки. Для этого я брал два куска листового металла, просверливал несколько отверстий в одном, складывал их вместе, а затем заполнял отверстия.
Я обнаружил, что наиболее целесообразно практиковать сварные швы, которые, как я знал, я буду использовать позже, основываясь на исследованиях, которые я провел ранее. Например, я начал с точечной сварки. Для этого я брал два куска листового металла, просверливал несколько отверстий в одном, складывал их вместе, а затем заполнял отверстия.
Практика сварки внахлест — еще одно отличное начало. Для этого вы складываете два куска металлолома в шахматном порядке и тренируетесь соединять их вместе там, где они перекрываются. Они очень простые, но вы можете развить знания, полученные в ходе их выполнения, и перейти к другим, более сложным суставам.
Испытание огнем здесь работает лучше всего. Нет. Я не имею в виду, что вам нужно что-то поджечь, но на всякий случай держите поблизости огнетушитель. Я говорю, что вам просто нужно изучить общие методы, применяемые для того типа сварочного аппарата, который вы используете, и различных соединений, с которыми вы столкнетесь, но чтение не заведет вас так далеко.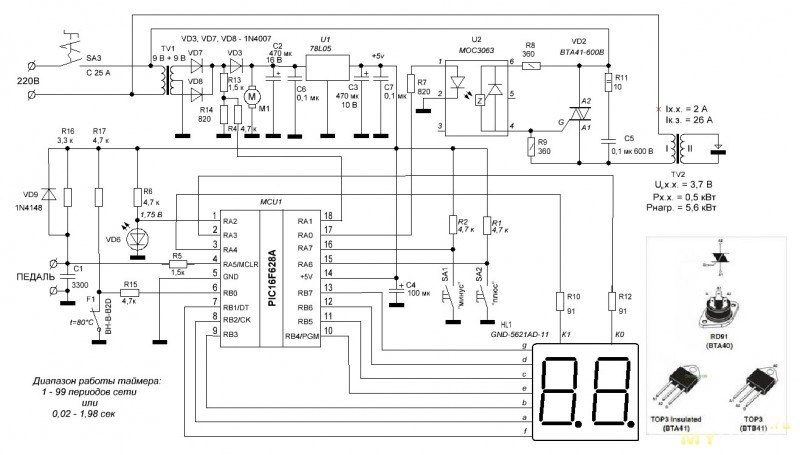 Вам нужно практиковаться и терпеть неудачу, а затем практиковаться еще немного.
Вам нужно практиковаться и терпеть неудачу, а затем практиковаться еще немного.
Одним из аспектов, на который следует обратить особое внимание, являются настройки вашей машины. Хотя это может показаться запутанным, проще не бывает. У машины должны быть настройки, которые вы должны использовать, изложенные для вас, напечатанные на наклейке, приклеенной где-то к поверхности, если они не указаны в руководстве. Эта информация сообщает вам, какие настройки станка должны быть установлены в зависимости от толщины металла, с которым вы работаете. Со временем вы научитесь настраивать их под свою руку, но начните с использования машины именно так, как она вам говорит. Это устраняет как можно больше переменных, давая вам лучшее положение для отработки формы.
Неудачи и уроки на ошибках, а также YouTube
Интернет действительно ваш друг здесь. Возможно, вы не получите опыт мастер-класса бесплатно, но вы получите следующую лучшую вещь из Интернета. Все дело в том, чтобы найти подходящих инструкторов для того типа сварки, которым вы собираетесь заниматься. Существует множество каналов YouTube, которые отлично справляются с базовыми и даже некоторыми продвинутыми методами. Также здорово регулярно просматривать материалы о сварке в полевых условиях, поскольку это дает вам хорошее представление о различных возникающих проблемах и о том, как адаптироваться.
Возможно, вы не получите опыт мастер-класса бесплатно, но вы получите следующую лучшую вещь из Интернета. Все дело в том, чтобы найти подходящих инструкторов для того типа сварки, которым вы собираетесь заниматься. Существует множество каналов YouTube, которые отлично справляются с базовыми и даже некоторыми продвинутыми методами. Также здорово регулярно просматривать материалы о сварке в полевых условиях, поскольку это дает вам хорошее представление о различных возникающих проблемах и о том, как адаптироваться.
Рекомендуемые зажимы:
- Сварка MIG
- Сварка под флюсом
- Сварка TIG
- Дуговая сварка
The Drive и его партнеры могут зарабатывать комиссионные. наших ссылок. Подробнее .
Еще из
The DriveАппарат для сварки MIG с флюсовым сердечником на продажу.
 Портативный для дома
– KickingHorse® Welder USA
Портативный для дома
– KickingHorse® Welder USAЗащита со световым индикатором
Встроенные датчики температуры, напряжения и тока обеспечивают максимальную защиту оператора и машины.
Самое высокое напряжение холостого хода в классе
Обеспечивает выдающиеся характеристики зажигания дуги на грязной поверхности с непревзойденным 46-вольтовым OCV, что почти в два раза выше, чем у трансформаторных сварочных аппаратов.
Надежность всегда гарантирована
- > Влагонепроницаемая конструкция.
- > Конструкция с защитой от солевых брызг.
- > Коррозионностойкое исполнение.
Бесконечное напряжение, бесконечная подача проволоки,
бесконечные возможности!
- В отличие от своих трансформаторных аналогов, F130 имеет непрерывную регулировку напряжения, которая позволяет точно регулировать напряжение независимо от скорости подачи проволоки. Используйте элемент управления, чтобы получить больше свободы в работе сварочной ванны так, как вы хотите. Удаляйте брызги или контролируйте сварочную ванну во время сварки над головой. Бесступенчатый контроль напряжения дает вам полный контроль над сварочной дугой, что позволяет вам получать желаемые результаты.
 Удаляйте брызги или контролируйте сварочную ванну во время сварки над головой. Бесступенчатый контроль напряжения дает вам полный контроль над сварочной дугой, что позволяет вам получать желаемые результаты.
Удаляйте брызги или контролируйте сварочную ванну во время сварки над головой. Бесступенчатый контроль напряжения дает вам полный контроль над сварочной дугой, что позволяет вам получать желаемые результаты.Прочная система подачи проволоки
- > Конструкция катушки с боковой загрузкой обычно используется в профессиональных сварочных аппаратах MIG.
- > Прецизионная система привода с полной регулировкой снижает вероятность запутывания проволоки.
- > Надежный редуктор обеспечивает дополнительный крутящий момент и бесшумную работу.
Усовершенствованная инверторная технология обеспечивает непревзойденную производительность сварки
Обеспечивает такую же мощность, как и трансформаторные аналоги, но при меньших затратах на электроэнергию.
Беспрецедентное напряжение холостого хода 46 В позволяет чрезвычайно легко зажечь дугу при исключительно плавном зажигании дуги на поверхности ржавчины.
Спокойная дуга упрощает настройку в вашем приложении, превосходная стабильность дуги вне положения, низкое разбрызгивание и широкий диапазон напряжения.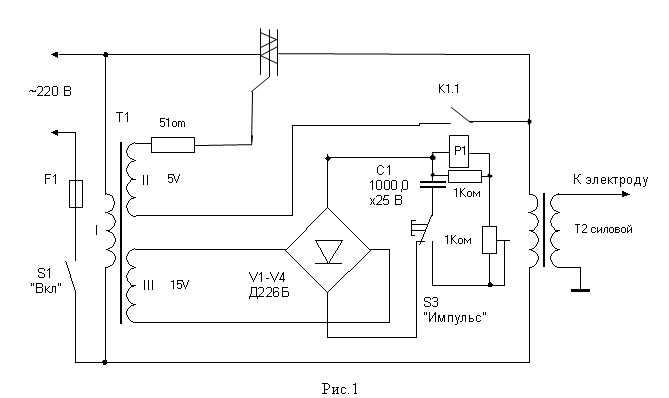
- Вход
- Рабочий цикл
- Максимальная выходная сила тока
- Минимальная выходная сила тока
- Требование к автоматическому выключателю
- Требование к генератору
- Напряжение холостого хода
- Расходные материалы
- Размер катушки
- Сварочная проволока
- Сварочные мощности
- Приложения
- Размер
- Вес
- 120 В, одна фаза, 60 Гц
- 15% при 90 А, температура окружающей среды 170F (40°C)
- 130 А
- 50 ампер
- 20 А 120 В
- Рекомендуется генератор неинверторного типа мощностью 3000 Вт
- 46 вольт
- Наконечник Tweco типа 11-35 (по умолчанию) или 11-30, сопло типа Lincoln для порошковой проволоки
- 4 дюйма
- 035 (по умолчанию) и стальная порошковая проволока 030 дюймов
- Мягкая сталь 24 калибра, до 1/4 дюйма
- Идеален для начинающих, домашнего обслуживания/ремонта и ремонта автомобилей
- 13,8 x 7 x 7,5 дюймов
- 10,8 фунта
5 футов (1,5 м) 3 шнура питания AWG#16 с бытовой вилкой 120 В
Зажим типа «крокодил» Заземляющий зажим на 150 А с проводом 5 футов (1,5 м) AWG#8
Сборка горелки с флюсовым сердечником с проводом 6 футов (2 м) источник питания
На этот продукт распространяется гарантия
на один год с бесплатной заменой!
Обратитесь в службу поддержки клиентов.
Получите предоплаченную этикетку для возврата по электронной почте.
Доставка в любой пункт UPS.
Дождитесь возврата денег или замены.
Просмотреть все аксессуары для F130
Сравнить с Lincoln Power MIG 210MP
Обзор в открытой упаковке
Обзор Hard Core Field — KickingHorse® F130, A220 и A100
ПОСМОТРЕТЬ ДРУГИЕ ВИДЕО ОБЗОРЫ
ВОПРОСЫ И ОТВЕТЫ
Задайте вопрос
Почему F130 сжигает порошковую проволоку 035 (0,9 мм), а другие аналогичные сварочные аппараты на рынке могут использовать только проволоку 030 (0,8 мм)?
Секрет заключается во встроенном в устройство инверторном модуле IGBT с максимальной эффективностью 40 кГц. Высокопроизводительный инвертор вырабатывает больший ток при той же ограниченной мощности, доступной в жилых домах США.
Могу ли я использовать провод 0,30 или 0,23 для некоторых работ с автомобилем?
Домашний аппарат для сварки флюсовой проволокой KickingHorse® F130 может использовать проволоку 030, вам потребуется:
(1) Переверните приводной ролик в канавку 030.
(2) Установите насадки Lincoln (tweco) 11-30, которые можно приобрести в Home Deport и других магазинах инструментов, а также на Amazon.
В данном устройстве нельзя использовать проволоку с флюсовым сердечником 023. На самом деле 023 очень редко используется для флюсовых сердечников из-за сложности производства.Генератор какого размера будет работать с этим блоком? Какой тип удлинителя можно использовать с этим сварочным аппаратом?
Для сварочного аппарата с флюсовой проволокойF130 потребуется генератор с минимальной номинальной мощностью 3000 Вт. Это устройство предназначено для использования с цепью переменного тока 20 ампер 115 вольт без использования удлинителя. Если он используется, он должен быть рассчитан на 20 ампер по всей длине шнура и не может быть длиннее 25 футов.
Имеет ли он сертификат безопасности США? Что произойдет, если я воспользуюсь услугами несертифицированного сварщика в США?
KickingHorse® F130 для домашней сварки с флюсовой проволокой представляет собой сварочный инвертор MIG, сертифицированный по стандарту CSA/US , и является безопасным и законным для сварки как на месте, так и в доме.
В США очень высокие штрафы за несоблюдение требований!Можно ли сваривать оцинкованную сталь? Нужно ли это, чтобы помочь в строительстве крошечного дома / ремонте трейлера, этого будет достаточно?
Не рекомендуется сваривать оцинкованную сталь. Сначала нужно сварить сталь, а потом уже оцинковывать. Или, если у вас нет выбора, и он уже оцинкован, то сошлифуйте оцинковку в месте сварки и покрасьте холодной оцинковкой после сварки.
-
Можно ли этим сваривать тонкий металл? 1/8 дюйма?
Да, он может сваривать довольно толстую сталь, так как я работаю в сталелитейном цехе и целыми днями таскаю сталь.