Контактная сварка своими руками из инвертора
Довольно часто возникает потребность в проведении сварочных работ в домашних условиях. Как правило, это небольшие объемы, выполняемые от случая к случаю. Поскольку сварочные аппараты заводского изготовления стоят очень дорого, многие мастера предпочитают изготавливать их различными способами из подручных материалов. Неплохим вариантом заводского аналога считается контактная сварка своими руками из инвертора, обеспечивающая высокое качество работ за сравнительно низкую себестоимость.
Содержание
Устройство и принцип работы контактной сварки
Принцип действия любого точечного сварочного аппарата заключается в нагревании электротоком в определенных местах металлических деталей, их последующем расплавлении, смешивании между собой и застывании. В результате, в местах застывания обоих металлов образуется сварочный шов. В процессе работы обе детали надежно сжимаются и фиксируются электродами, на которые подается электрический ток.
Для выполнения контактной сварки в домашних условиях потребуются мощные источники питания, что может привести к перегреванию и выходу из строя бытовой электропроводки. В связи с этим рекомендуется заранее проверить состояние проводки и заменить ее, если это необходимо.
При выполнении точечной сварки две заготовки соединяются между собой по прилегающим краям. Данный способ очень эффективен для работы с небольшими деталями, тонкими металлическими листами и прутками, диаметром до 5 мм.
Соединение поверхностей выполняется одним из трех способов:
- При использовании метода оплавления все детали, предназначенные для сварки, соединяются и нагреваются действием электрического тока до их расплавления. Данная технология широко используется в работе с цветными металлами, низкоуглеродистыми сталями, латунными и медными заготовками. В других областях этот метод применяется крайне редко из-за высоких требований к температурному режиму и отсутствию примесей в местах соединений.
 Точно так же работает и самодельная контактная сварка из сварочного аппарата.
Точно так же работает и самодельная контактная сварка из сварочного аппарата. - Непрерывная сварка заготовок методом оплавки выполняется с применением сварочных клещей. Соединение деталей происходит в момент включения тока. После оплавления краев монтируемых деталей, выполняется их осадка, а подача тока прекращается. Данным способом свариваются тонкостенные трубопроводы и заготовки с различной структурой. Основным недостатком этого метода является вероятность вытекания металла из сварочного шва и появление угарного газа.
- Третий способ представляет собой прерывистую оплавку, при выполнении которой обеспечивается поочередное плотное или ослабленное соприкосновение заготовок. Сварочная линия замыкается в области соединения зажимными клещами до поднятия их температуры к отметке 950 градусов. Данный метод применяется, если мощность сварочного устройства изначально недостаточна для выполнения непрерывной оплавки.
 Точно так же работает и самодельная контактная сварка из сварочного аппарата.
Точно так же работает и самодельная контактная сварка из сварочного аппарата.Подготовка деталей и сборка точечной сварки
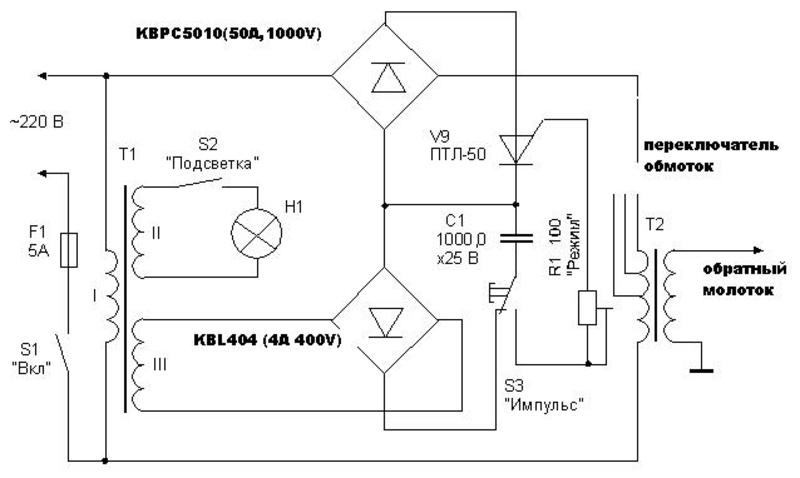
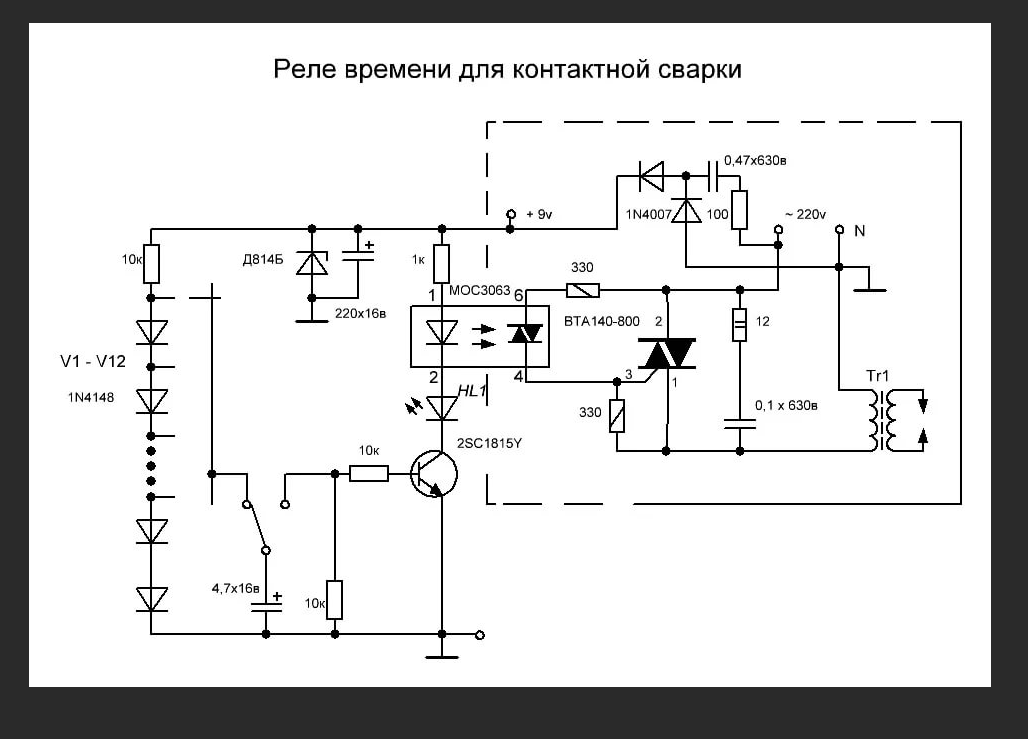
Стандартная конструкция контактного сварочного аппарата состоит из силовой части, автоматического выключателя и защитного устройства. В свою очередь силовая часть включает в себя сварочный трансформатор и тиристорный пускатель, с помощью которых подключается первичная обмотка. Весь инвертор целиком не понадобится для самодельного сварочного аппарата, из него необходимо лишь взять основные детали. Это трансформатор с блоком питания, система управления и выключатель.
В свою очередь силовая часть включает в себя сварочный трансформатор и тиристорный пускатель, с помощью которых подключается первичная обмотка. Весь инвертор целиком не понадобится для самодельного сварочного аппарата, из него необходимо лишь взять основные детали. Это трансформатор с блоком питания, система управления и выключатель.
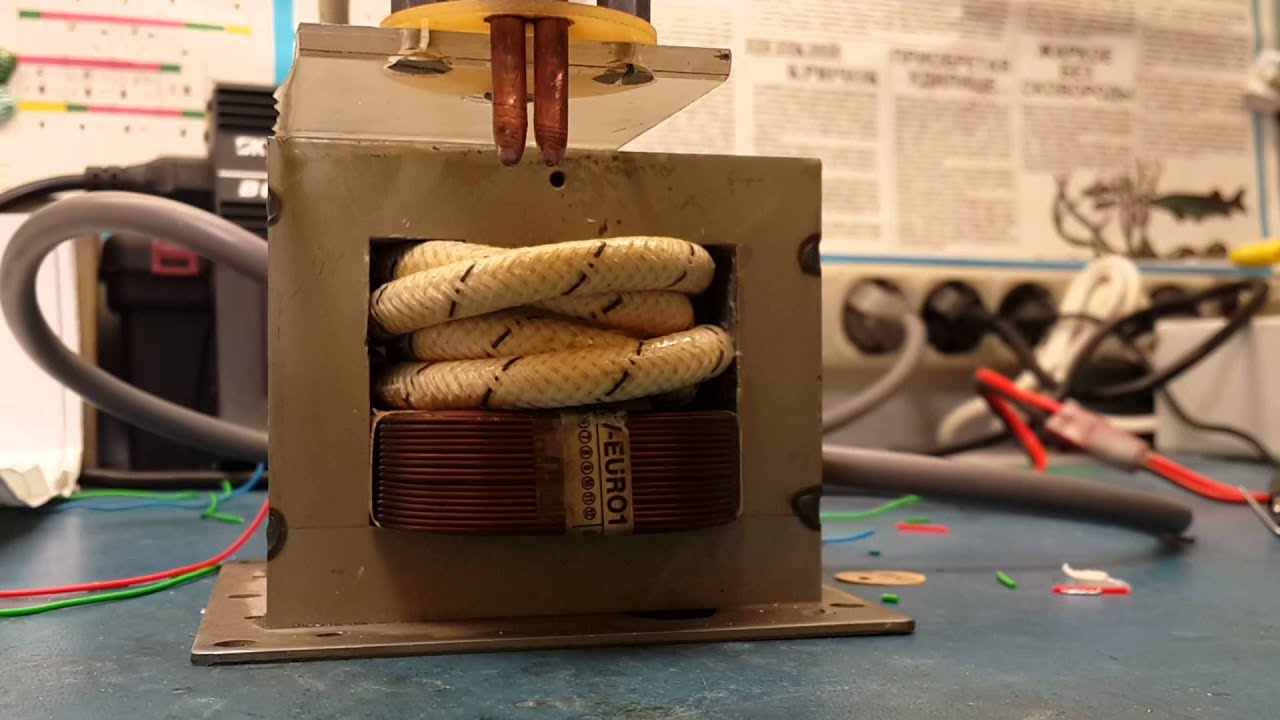
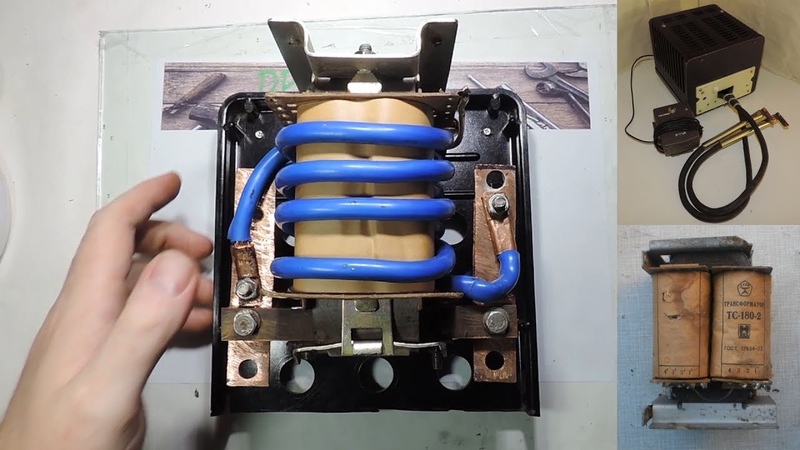
При изготовлении точечной сварки в первую очередь с трансформатора нужно снять вторичную обмотку, поскольку она совсем не используется во время работы. Главное при снятие обмотки – сохранить в целость первичной обмотки. Вместо удаленной вторичной обмотки накладывается другая, сделанная из толстого медного провода, сечением примерно 2-3 см. Затем она обматывается изоляционной бумагой и покрывается лаком с целью дополнительной изоляции и фиксации.
Затем проверяется направление каждой обмотки с помощью обычного вольтметра. Во вновь созданной цепи не должно быть коротких замыканий. После этого определяется сила тока. Данная процедура является обязательной для всех подобных устройств с двумя и более обмотками. Значение силы тока не должно быть более 2-х килоампер. В случае превышения установленного уровня, ее необходимо уменьшить.
Значение силы тока не должно быть более 2-х килоампер. В случае превышения установленного уровня, ее необходимо уменьшить.
Во время подготовки трансформаторной катушки и наматывания вторичной обмотки рекомендуется соблюдать обязательные правила. Для расчета количества витков можно воспользоваться формулой N = 50/S, в которой N является количеством витков, а S – площадью сердечника (см2). Ускорить вычисления поможет онлайн калькулятор расчета катушки индуктивности. Поскольку в конструкции применяются детали от инвертора, то вначале определяются параметры первичной катушки, производятся необходимые расчеты и только потом можно изготавливать вторичную обмотку.
Следует обратить внимание на заземление обеих обмоток. Это связано с высокой мощностью получаемого тока, который может оказаться смертельно опасным при контакте с деталями, находящимися под напряжением. Наряду с тщательной изоляцией, большое значение имеет плотная укладка витков. Иначе могут возникнуть межвитковые замыкания и провода перегорят в результате перегрева. Необходимо позаботиться и об охлаждении трансформатора. Вполне возможно потребуется устанавливать дополнительную систему охлаждения, в состав которой входят радиаторы, обдуваемые вентиляторами.
Необходимо позаботиться и об охлаждении трансформатора. Вполне возможно потребуется устанавливать дополнительную систему охлаждения, в состав которой входят радиаторы, обдуваемые вентиляторами.
Дополнительные элементы сварочного аппарата
Следующим этапом после изготовления трансформатора будет изготовление контактных клещей. От качества их изготовления во многом зависит, как станет работать контактная сварка из инвертора. Конструкция клещей выбирается в зависимости от специфики будущих сварочных работ. Захватное устройство изготавливается в соответствии с системой привода и размерами соединяемых деталей.
Важнейшей деталью клещей считаются контактные наконечники. Можно использовать медные наконечники от паяльника или приобрести уже готовые изделия. Следует учитывать и то, что они не должны плавиться во время работы, поэтому для их изготовления должен применяться тугоплавкий металл. Обычно используются прутки диаметром около 15 мм. Диаметр подключаемого кабеля всегда меньше диаметра наконечников.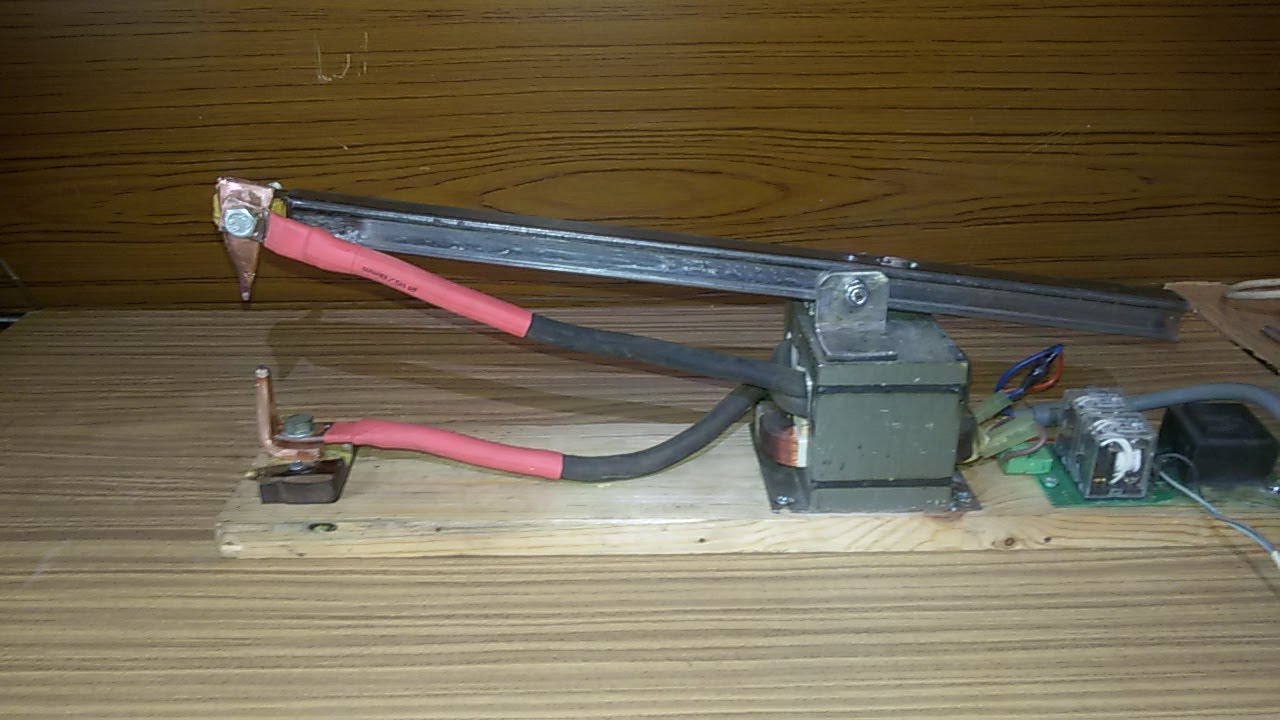
Провода соединяются с электродами с помощью обычных медных наконечников. Непосредственное соединение осуществляется болтами или пайкой, что значительно снижает вероятность окисления в местах контактактов. Пайка чаще всего используется в маломощных аппаратах, позволяя исключить неправильные соединения, вызывающие нарушения тока на выходе устройства.
Основным преимуществом болтовых соединений является возможность быстрой замены деталей, вышедших из строя, без проведения дополнительных работ по пайке. Все болты и гайки должны быть медными. Если же предполагается накладывать соединительные швы с большой протяженностью, в этом случае наконечники оснащаются специальными роликами.
После изготовления клещей наступает время для решения не менее сложной задачи – обеспечение необходимого давления электродов в точке сваривания деталей. Основная сложность связана с тем, что вручную невозможно создать высокое и равномерное давление. Если другие варианты не рассматриваются, то лучше всего изначально отказаться от изготовления точечной сварки из инвертора, потому что эффективность такого аппарата будет крайне низкой.
В промышленности эта проблема успешно решается путем использования усилителей на основе пневматических или гидравлических систем. В домашних условиях изготовить такие приспособления практически невозможно. Для самодельной точечной сварки лучше всего подойдет система, работающая на сжатом воздухе, которая приводится в действие обычным пневматическим компрессором. Наиболее оптимальным максимальным показателем, необходимым для нормальной работы, будет усилие на концах электродов, составляющее 100 кг и более. Изменение давления происходит с помощью отдельного регулятора, который может быть встроен и в общую систему управления.
На завершающем этапе сборки контактной сварки из инвертора остается лишь смонтировать всю систему. Для монтажа рекомендуется воспользоваться уже готовыми элементами, что существенно упрощает сборку и улучшает эксплуатационные характеристики. Все недостающие детали находятся в инверторе, из которого уже был взят трансформатор.
 youtube.com/embed/qPMhgK9dWD0?feature=oembed” frameborder=”0″ allow=”accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture” allowfullscreen=””>
youtube.com/embed/qPMhgK9dWD0?feature=oembed” frameborder=”0″ allow=”accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture” allowfullscreen=””> Сварка медных проводов: технология, аппараты для сварки
Наконечники для проводов под опрессовку: типы, нюансы работы
Сварка медных проводов инвертором с применением угольного и графитового электрода, и точечным методом
Токоизмерительные клещи: назначение, принцип работы, как пользоваться
Как правильно паять многожильные и одножильные провода паяльником
Клещи для обжима наконечников проводов: разновидности, применение и техника опрессовки
Точечная контактная сварка своими руками: как собрать самодельный аппарат?
В домашних условиях иногда требуется надежно соединить две небольшие металлические детали. Лучше всего это сделать с помощью контактной точечной сварки (КТС).
Содержание
- 1 Принцип действия
- 2 Трансформатор
- 3 Устройство прижима
- 4 Управление
- 5 Электроды
Принцип действия
Соединение деталей с помощью КТС осуществляется за счет воздействия на материалы электрической энергии. Эта энергия, преобразуясь в тепло, расплавляет небольшой участок металла. После его затвердевания образуется сварное соединение (шов).
Эта энергия, преобразуясь в тепло, расплавляет небольшой участок металла. После его затвердевания образуется сварное соединение (шов).
Для осуществления КТС необходимы:
- источник электрической энергии, обеспечивающий необходимый ток;
- устройство прижима свариваемых деталей.
Источник электроэнергии для точечной сварки имеет:
- Низкое выходное напряжение (1- 3 В).
- Большую величину сварочного тока (>200 А).
При этом длительность импульса тока не превышает 1-2 секунды, а зона расплавления металла должна быть минимальной.
Устройство прижима обычно совмещается с электродами, по которым протекает ток сварки.
Трансформатор
В качестве источника тока для КТС обычно используется трансформатор, преобразующий высокое напряжение сети в низкое напряжение сварки. При конструировании самодельного сварочного аппарата для точечной сварки часто используются мощные трансформаторы от уже отработавших электрических приборов. В частности, могут быть использованы трансформаторы от микроволновых печей или сварочных аппаратов.
В частности, могут быть использованы трансформаторы от микроволновых печей или сварочных аппаратов.
Основным требованием к таким устройствам является то, что они должны иметь достаточную мощность (не менее 1 кВт). При этом для сварки более массивных деталей требуются более мощные трансформаторы. В любом случае трансформаторы требуют доработки.
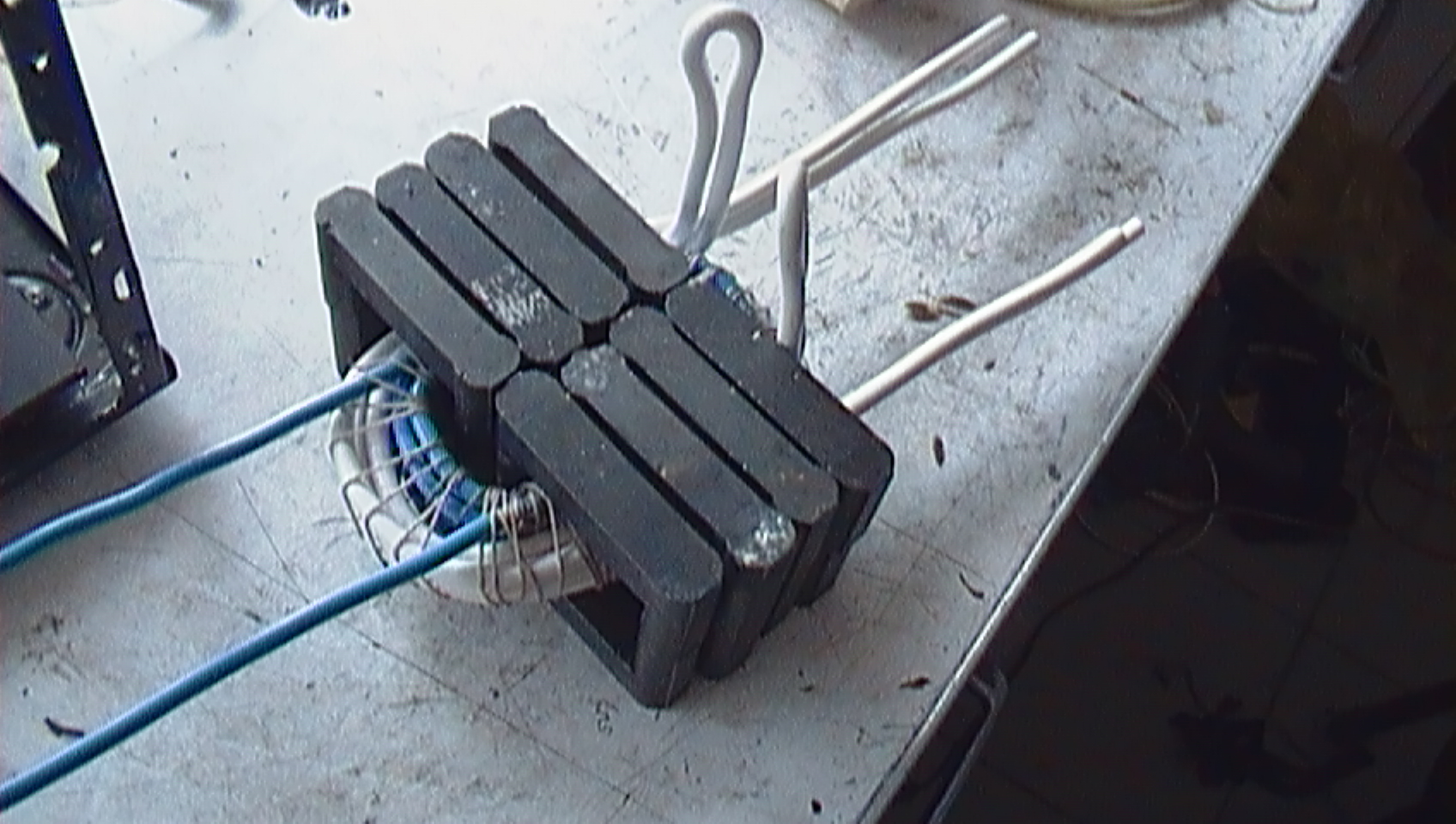
Доработка состоит в удалении имеющейся вторичной обмотки и намотки поверх первичной обмотки (220 В) дополнительно одного или нескольких витков толстого медного провода.
Примерная стоимость сварочных трансформаторов на Яндекс.маркетВ некоторых случаях производят замену обеих обмоток. Для мощных аппаратов, например, первичную обмотку выполняют более толстым проводом, а вторичную обмотку выполняют в виде одного витка, выполненного из алюминиевой шины.
Возможен вариант намотки нескольких витков толстого провода непосредственно на тороидальный сердечник трансформатора старого сварочного аппарата.
Устройство прижима
В процессе сварки значение имеет не только наличие сварочного тока, но и создание усилия прижатия свариваемых деталей.
С этой целью обычно используется рычаг, при нажатии на который электроды с двух сторон сжимают свариваемые детали. Для возврата рычага в исходное положение применяют пружину. Если требуется более сильный прижим, то дополнительно используется винтовая стяжка.
Рычаги могут быть выполнены из металла или дерева. При этом металлические рычаги необходимо изолировать.
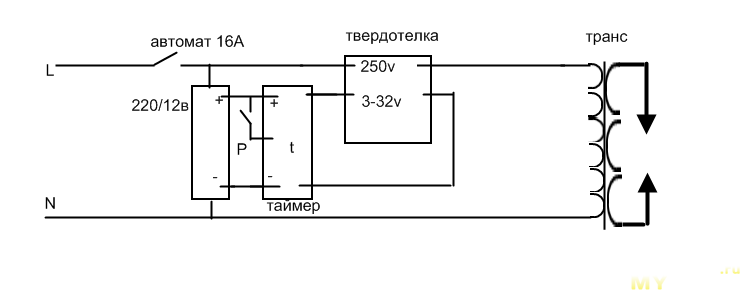
Управление
В процессе ручной сварки производится кратковременное включение аппарата. Для этого в цепь питания трансформатора вводится выключатель. В простейшем случае он представляет собой кнопочный выключатель, который подключает первичную обмотку к сети. Иногда действие выключателя совмещается с положением рычага, и при его опускании на место сварки замыкается электрическая цепь, и происходит точечная сварка.
Электроды
КТС производится с помощью электродов. Электроды представляют собой медные цилиндрические детали различной формы, с помощью которых устройство прижима сдавливают свариваемые детали. Через электроды подводится сварочный ток. Диаметр электродов выбирается в зависимости от мощности аппарата. При этом провода, по которым подводится ток к электродам, должны иметь сечение, соответствующее проходящему по нему току. В противном случае, из-за влияния сопротивления относительно тонких проводов будет уменьшаться сварочный ток. В худшем случае провода, имеющие малое сечение, будут греться и могут сгореть.
Электроды представляют собой медные цилиндрические детали различной формы, с помощью которых устройство прижима сдавливают свариваемые детали. Через электроды подводится сварочный ток. Диаметр электродов выбирается в зависимости от мощности аппарата. При этом провода, по которым подводится ток к электродам, должны иметь сечение, соответствующее проходящему по нему току. В противном случае, из-за влияния сопротивления относительно тонких проводов будет уменьшаться сварочный ток. В худшем случае провода, имеющие малое сечение, будут греться и могут сгореть.
Электроды можно купить готовые, а можно сделать самостоятельно. Для этого используется медный пруток. Если аппарат предназначен для сварки тонких материалов, и его мощность невелика, то можно в качестве электродов использовать медные наконечники от обычных паяльников.
В некоторых случаях любители выполняют электроды из медных пластин.
 youtube.com/embed/kpUXrbnqJIc?feature=oembed” frameborder=”0″ allow=”accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture” allowfullscreen=””>
youtube.com/embed/kpUXrbnqJIc?feature=oembed” frameborder=”0″ allow=”accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture” allowfullscreen=””> CCOHS: Сварка. Средства индивидуальной защиты и одежда
Какие средства индивидуальной защиты доступны при сварке?
НаверхВ приведенной ниже таблице перечислены типы средств индивидуальной защиты, которые можно использовать при сварке.
| Сварка – средства индивидуальной защиты | |||
|---|---|---|---|
| Часть тела | Оборудование | Иллюстрация | Причина |
| Глаза и лицо | Сварочная маска, защитный щиток или защитные очки | Защищает от:
Носить огнеупорную головку покрытия под каской при необходимости | |
| Легкие (дыхательные) | Респираторы | Защищает от:
| |
| Открытая кожа (кроме ступней, рук и головы) | Огнестойкая/огнестойкая одежда и фартуки | Защита от:
Примечания: штаны не должны иметь манжет, рубашки должны иметь клапаны над карманами или быть заклеены лентой | |
| Уши – слух | Наушники, беруши | Защита от:
Используйте противопожарные наушники, если искры или брызги могут попасть в ухо, а не пробки. | |
| Ноги и руки | Сапоги, перчатки | Защита от:
| |

Почему важна защита глаз?
НаверхПовреждение глаз может произойти из-за интенсивного света и излучения сварочной дуги. Повреждение глаз также может произойти из-за горячего шлака и другого металлического мусора, который может отлететь от сварного шва при охлаждении, скалывании или шлифовке.
- Защитите глаза от сварочного света, надев сварочный шлем с защитным фильтром, подходящим для типа сварки, которую вы выполняете.
- ВСЕГДА надевайте защитные очки с боковыми щитками или защитные очки, когда вырезаете или шлифуете заготовку, если вы не надели сварочную маску.
Какой тип защиты глаз и лица подходит для моих сварочных работ?
Наверх В стандарте CSA Z9 различные типы средств защиты глаз разбиты на классы. 4.3-20 «Средства защиты глаз и лица». Каждый класс предназначен для определенного использования. Средства защиты глаз и лица должны иметь отличительную маркировку, указывающую производителя и их класс. Классификация общепринятых средств защиты для сварочных работ приведена ниже: 2C – защитные очки прямого/невентилируемого действия с защитой от неионизирующего излучения
4.3-20 «Средства защиты глаз и лица». Каждый класс предназначен для определенного использования. Средства защиты глаз и лица должны иметь отличительную маркировку, указывающую производителя и их класс. Классификация общепринятых средств защиты для сварочных работ приведена ниже: 2C – защитные очки прямого/невентилируемого действия с защитой от неионизирующего излучения
Следующие операции требуют полной защиты лица с использованием сварочного шлема или ручного щитка:
- дуговая сварка,
- плазменная резка, строжка или сварка, и
- воздушно-угольная дуговая резка.
При газовой резке, сварке или пайке интенсивность света намного меньше, чем при дуговой сварке, резке или строжке. Линзы с фильтрами более светлого оттенка можно использовать с очками вместо шлема.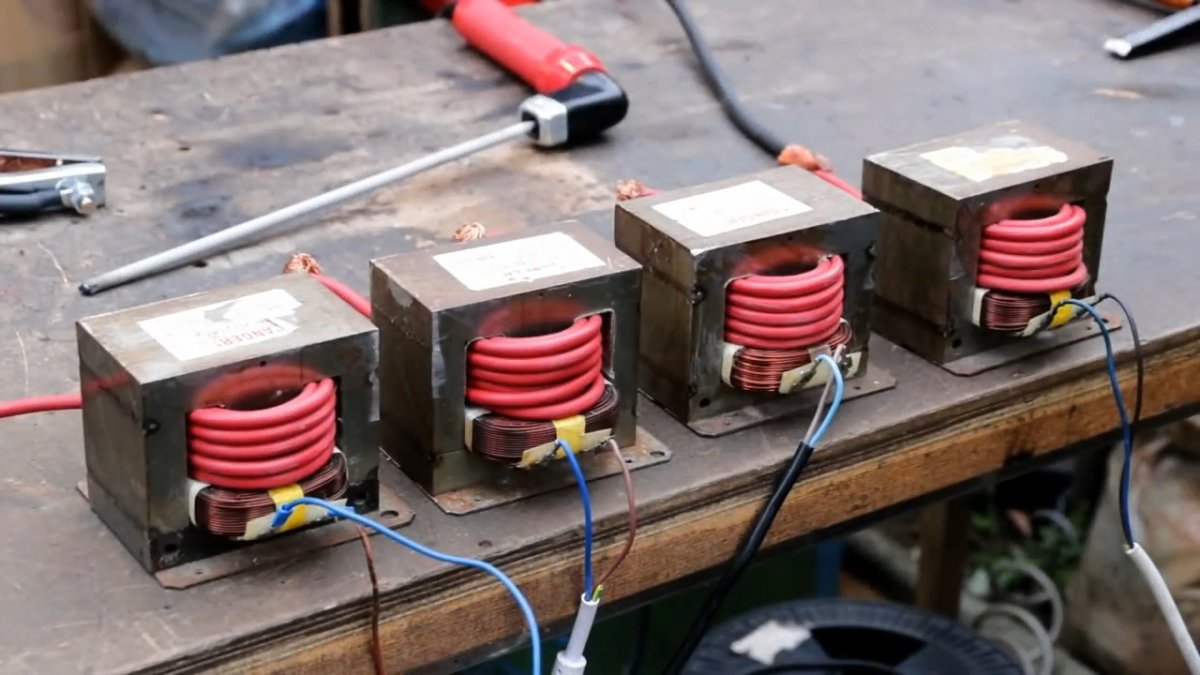
Дополнительную информацию можно найти в ответах OSH о средствах защиты глаз и лица.
Из каких компонентов состоят сварочные ручные щитки и каски?
НаверхРучные щитки или шлемы обеспечивают защиту глаз за счет использования набора компонентов:
- Корпус шлема – должен быть светонепроницаемым и устойчивым к ударам, теплу и электричеству.
- Внешняя крышка из поликарбонатного пластика, защищающая от радиации, ударов и царапин.
- Фильтрующая линза из стекла с наполнителем, уменьшающим количество света, попадающего в глаза. Доступны фильтры с различными номерами затемнения от 2 до 14. Чем выше число, тем темнее фильтр и тем меньше света проходит через линзу.
- Прозрачный фиксатор линзы из пластика предотвращает попадание осколков фильтрующей линзы в глаза.
- Прокладка из теплоизоляционного материала между защитной линзой и линзой фильтра защищает линзу от резких перепадов температуры, которые могут привести к ее поломке. В некоторых моделях теплоизоляция обеспечивается креплением к раме вместо отдельной прокладки.
 В некоторых моделях теплоизоляция обеспечивается креплением к раме вместо отдельной прокладки.
В некоторых моделях теплоизоляция обеспечивается креплением к раме вместо отдельной прокладки.Что еще нужно знать о защите глаз?
Наверх- Выберите плотно прилегающую каску, чтобы уменьшить отражение света в каске через пространство между оболочкой и головой.
- Носите шлем правильно. Не используйте его в качестве ручного щита.
- Защищайте защитную линзу от ударов и резких перепадов температуры, которые могут привести к ее растрескиванию.
- Используйте защитную линзу для защиты линзы светофильтра. Замените защитную линзу, если она поцарапана или помутнела.
- Не забывайте периодически заменять прокладку, если она используется в вашем шлеме.
- Замените прозрачную удерживающую линзу, чтобы защитить глаза от осколков.
- Периодически очищайте линзы.
- Утилизируйте линзы с ямками, трещинами или повреждениями.
Что нужно знать о выборе оттенка фильтра?
Наверх Для дуговой сварки правильный оттенок фильтра выбирается в зависимости от процесса сварки, диаметра проволоки и рабочего тока.
- ВСЕГДА используйте рекомендуемые номера оттенков вместо минимальных номеров оттенков. Приведенные ниже значения являются образцами стандарта CSA W117.2-19 «Безопасность при сварке, резке и родственных процессах». Другие процессы перечислены в Стандарте.
- Обеспечьте дополнительное рабочее освещение, соответствующее потребностям сварщиков.
- Используйте ту же тень, что и у сварщика, если вы непосредственно наблюдаете за сварочной дугой.
- Не используйте защитные очки для газовой сварки при дуговой сварке.
- Не заменяйте подходящие сварочные линзы модифицированными очками, солнцезащитными очками, дымчатым пластиком или другими материалами.
Рекомендуемые номера оттенков для кислородной резки указаны в таблице ниже.
Можно ли носить контактные линзы при сварке?
Наверх Стандарт CSA W117.2 гласит, что контактные линзы не должны носить сварщики и сварочный персонал, поскольку инородные тела (предметы) в глазах могут вызвать чрезмерное раздражение.
Обратите внимание, что в Канаде раздел 45.11 Общих положений Закона о гигиене труда и технике безопасности острова Принца Эдуарда прямо запрещает ношение контактных линз во время сварки.
Какие меры могут защитить кожу от сварочного излучения?
Наверх- Носите одежду из плотной ткани рабочего веса, чтобы УФ-излучение не попадало на кожу.
- Застегните рубашку, чтобы защитить кожу на горле и шее.
- Носите одежду с длинными рукавами и штанины.
- Наденьте на голову тканевую шапочку для защиты кожи головы от УФ-излучения.
- Защитите затылок капюшоном.
- Защитите лицо от УФ-излучения, надев плотно прилегающую светонепроницаемую маску сварщика.
- Убедитесь, что все предметы одежды из ткани устойчивы к искрам, теплу и пламени. Следите за тем, чтобы ткани были чистыми и не содержали горючих материалов, которые могут воспламениться от искры.

Что следует знать об использовании респираторов при сварке?
НаверхЗащита органов дыхания необходима, когда вентиляция недостаточна для удаления сварочного дыма или когда существует риск дефицита кислорода. Выбирайте и используйте респираторы в соответствии с применимыми нормами. Обратитесь за советом к специалисту, проведите оценку опасности и инициируйте соответствующую программу защиты органов дыхания.
Для получения дополнительной информации о выборе подходящих респираторов см. Ответы по охране труда по выбору респираторов.
Процесс выбора соответствующей защиты органов дыхания также описан в стандарте CSA Z9.4.4 и стандарт ANSI (Американский национальный институт стандартов) Z88.2 «Защита органов дыхания».
Какие советы следует знать при использовании защитной одежды?
НаверхDO
- Носите одежду из плотной, плотной ткани, 100% шерсти или хлопка для защиты от УФ-излучения, горячего металла, искр и открытого огня.
- Содержите одежду в чистоте и не допускайте попадания масел, жиров и горючих загрязнителей.
- Стирайте огнестойкие ткани в соответствии с инструкциями производителя. Некоторые продукты, такие как хлорный отбеливатель или перекись водорода, могут повредить ткань или ее свойства.
- Носите рубашки с длинными рукавами, манжетами на пуговицах и воротником для защиты шеи. Темные цвета препятствуют отражению света.
- Заклейте карманы рубашки лентой во избежание скопления искр или горячего металла или закройте их клапанами.
- Штанины не должны иметь манжет и должны закрывать верх ботинок. Манжеты могут собирать искры.
- Отремонтируйте все потертые края, разрывы или дыры на одежде.
- Носите сапоги с высоким голенищем, полностью зашнурованными, чтобы искры не попали внутрь ботинок.
- Используйте огнеупорные протекторы для ботинок или гетры, надетые на штанины и голенища ботинок, чтобы предотвратить попадание искр в верх ботинок.
- Выньте из карманов все источники воспламенения, такие как спички и бутановые зажигалки. Горячие искры сварки могут зажечь спички или воспламенить вытекшее топливо для зажигалок.
- Носите кожаные перчатки с рукавицами или защитные рукава из аналогичного материала для защиты запястий и предплечий. Кожа является хорошим электрическим изолятором, если ее держать сухой.
- Использование щитка поможет предотвратить попадание искр на одежду.
- Носите кожаные фартуки, чтобы защитить грудь и колени от искр, когда вы стоите или сидите.
- Слои одежды. Чтобы предотвратить потоотделение, не переодевайтесь в холодную погоду. Потная одежда вызывает быструю потерю тепла. Кожаные сварочные куртки плохо пропускают воздух и могут заставить вас потеть, если вы слишком одеты.
- Носите огнеупорную тюбетейку или балаклаву под каской, чтобы защитить голову от ожогов и УФ-излучения.
- Наденьте защитную маску сварщика, чтобы защитить лицо от радиации и летящих частиц.
НЕ ДЕЛАТЬ
- Не носить кольца и другие украшения.
- Не носите одежду из синтетических материалов или смесей синтетических материалов. Синтетическая ткань может сильно гореть, плавиться и вызывать сильные ожоги кожи.
- Последняя редакция информационного бюллетеня: 14 марта 2023 г.
Сваривать можно, но нужно ли?
С тех пор, как я начал крутить свой первый гаечный ключ на автомобиле, у меня всегда было желание уметь делать все и все, что возможно, самому. Ремонт механических частей, восстановление двигателей, исправление вмятины, покраска, восстановление отделки, сварка сломанного металлического компонента или изготовление собственных крутых вещей, обслуживание системы HVAC или любая регулировка. Некоторые из этих целей могут быть просто принятием желаемого за действительное с финансовой точки зрения. Попытка оборудовать свой магазин или домашний гараж покрасочной камерой, металлообработкой и сварочным оборудованием, а тем более обычными ручными инструментами механика, обойдется в шестизначную сумму или больше.
Сварка была одним из навыков, к которым я стремился годами. Я никогда не пытался ничего с этим делать, потому что стоимость оборудования была высокой и (до интернета/YouTube) как, черт возьми, я вообще научился это делать. Ничего не зная об этом, я был ошеломлен и сбит с толку каждый раз, когда пытался понять, с чего начать. Кроме того, давайте посмотрим правде в глаза, вам, как правило, не нужно сваривать для большинства типичных автомобильных механических ремонтов. Возврат инвестиций, казалось, никогда не имел особого смысла. Перенесемся через колледж в молодую взрослую жизнь и домовладение, и я обнаруживаю, что набираю 19 лет.Автомобиль проекта 50 Plymouth. Я нашел его на продажу в поле в 2 часах от любой цивилизации, ночью, позвонил на следующий день и купил этого малыша за 1500 долларов. Я вызвал эвакуатор, чтобы забрать его и отвезти к моему дому. Это выглядело великолепно! Я надеялся на небольшую механическую работу и, возможно, новый топливный бак и капитальный ремонт тормозов, и я буду путешествовать по дорогам. Заметив несколько подозрительных проблем, я начал разбирать машину и обнаружил больше дыр и ржавчины, чем хорошего металла. Я предполагаю, что сейчас настало время, когда я мог бы использовать этот набор сварочных навыков. Мой хороший друг, который оказался отличным сварщиком, сказал, что даст мне несколько советов. История любви началась там.
Заметив несколько подозрительных проблем, я начал разбирать машину и обнаружил больше дыр и ржавчины, чем хорошего металла. Я предполагаю, что сейчас настало время, когда я мог бы использовать этот набор сварочных навыков. Мой хороший друг, который оказался отличным сварщиком, сказал, что даст мне несколько советов. История любви началась там.
О, как я люблю тебя, моя тающая капля горячего расплавленного сплава. Ваши искры желания наэлектризованы. Позволь мне связать тебя за вечность неразрывной связью. Как Том Хэнкс в «Изгое» в культовом сцена у костра: «Смотрите, что я сотворил, ОГОНЬ!».
С одной стороны, сварка чрезвычайно сложна, дорога и безумна. С другой стороны, это очень просто и доступно. Чтобы все было легко и никого не перегружало, я буду очень обобщать и не вдаваться СЛИШКОМ глубоко. Дело в том, что сварка стала доступнее, чем когда-либо, и ее легче освоить, чем когда-либо, благодаря старому доброму Интернету. Я думаю, вы будете удивлены, насколько дешево начать и как легко научиться самостоятельно и вместе идти к плавке металла! Я попытаюсь разбить его на основы, чтобы вы могли самостоятельно научиться сваривать. Моя цель здесь не в том, чтобы научить вас, как сваривать, а скорее в том, чтобы указать вам направление и попытаться избавиться от беспорядка и путаницы, чтобы вы не расстраивались и не перегружались.
Моя цель здесь не в том, чтобы научить вас, как сваривать, а скорее в том, чтобы указать вам направление и попытаться избавиться от беспорядка и путаницы, чтобы вы не расстраивались и не перегружались.
Опять же, вообще говоря, по крайней мере в отношении автомобилей, существует два основных типа сварочных процессов. Они оба похожи, но разные, и делают одно и то же, и делают разные вещи. Аааа, гадость, уже становится грязно. Оба этих процесса сварки имеют некоторые общие черты, и именно на них следует обратить внимание. Сварка – это процесс соединения двух кусков материала под действием тепла или давления. В большинстве случаев люди имеют в виду сварку с нагревом. В нашем случае мы склеиваем два куска металла с помощью тепла. В процессе металл плавится до расплавленного состояния, и по мере его охлаждения они соединяются, как арахисовое масло и желе. Я должен еще раз отметить, что я держу это в общих чертах, чтобы вы не были перегружены и омрачены слишком большим количеством деталей. В большинстве случаев при сварке используется электрический ток для нагрева металлов до точки плавления. Если вас это смущает, представьте себе свечу зажигания и эту красивую синюю дугу, которая отскакивает от нее.
В большинстве случаев при сварке используется электрический ток для нагрева металлов до точки плавления. Если вас это смущает, представьте себе свечу зажигания и эту красивую синюю дугу, которая отскакивает от нее.
В этом процессе есть некоторые неотъемлемые научные препятствия, которые преодолеваются по-разному в зависимости от того, какой тип сварочного аппарата или процесса вы используете. Самыми важными факторами в этом являются типы металлов, которые вы свариваете, и защита сварного шва от атмосферы. Тот же самый воздух, которым мы дышим, разрушит сварной шов, если попадет в него до того, как он остынет. Непосредственная область плавления должна быть защищена от наружного воздуха. Способ его экранирования зависит от типа используемого процесса сварки.
Подводя итог, нам нужен
машина, которая может использовать электричество, чтобы сфокусировать и выделить эту энергию в кусок
из металла, защити этот красивый и крошечный бассейн расплавленной лавы, пока он не остынет,
и делать это постоянно и плавно.
Прежде чем вы начнете думать о том, какой тип машины вы хотите приобрести, сначала подумайте, какой тип электропитания имеется в вашем доме/гараже/магазине. Сварочные аппараты бывают разных напряжений, а иногда и двойного напряжения. Обычно менее дорогие машины работают только от сети 120 В или от любой розетки в вашем доме. Это позволяет производить сварку при токе 100-140 ампер в зависимости от аппарата. Конечно, чем выше номинальная мощность аппарата, тем больше он может нагреваться и, следовательно, тем толще металлы, которые вы можете сваривать. Большая часть листового металла на современном автомобиле имеет толщину, при которой большинство машин на 120 В могут правильно сваривать. Как только вы начнете поднимать материал толщиной более 1/8 дюйма, вам, вероятно, понадобится машина на 208/240/480 В. Хорошей новостью является то, что в домах большинства людей есть одна или две розетки на 240 В. Большинство домашних сушилок для белья и духовок/плит работают от сети 240 В. Используя соответствующие материалы, вы можете дешево и легко сделать удлинитель, который протянется от сушилки или розетки до вашего гаража (если расстояние находится в разумных пределах). В большинстве хозяйственных магазинов есть подходящие шнуры и вилки, чтобы сделать их самостоятельно. В этой статье мы рассмотрим сварку MIG. В следующий раз мы рассмотрим сварку TIG и многофункциональные машины.
В большинстве хозяйственных магазинов есть подходящие шнуры и вилки, чтобы сделать их самостоятельно. В этой статье мы рассмотрим сварку MIG. В следующий раз мы рассмотрим сварку TIG и многофункциональные машины.
Сварка МИГ: Сварка МИГ, вероятно, является наиболее распространенным типом сварки, с которым вы сталкиваетесь при работе со сталью и автомобилями. К счастью для вас, так уж получилось, что это самый простой в освоении и самый дешевый для приобретения инвентарь. MIG означает металлический инертный газ. Не зацикливайтесь на этом. Вот что вы должны знать. Сварочный аппарат MIG можно приобрести в Интернете или в крупных розничных магазинах по всей стране. Они могут варьироваться от 100 до нескольких тысяч долларов. Конечно, иногда вы получаете то, за что платите. Если вы не используете сварочный аппарат для заработка и используете его часами в день, я не вижу причин, по которым вам нужен самый дорогой аппарат на рынке. Сварочные аппараты MIG имеют основной корпус, катушку с проволокой, зажим заземления и «горелку».
Сварочные аппараты MIG имеют основной корпус, катушку с проволокой, зажим заземления и «горелку».
Внутри сварочного аппарата имеется большая катушка металлической проволоки. Думайте об этом как о рулоне припоя, но крупнее. Он подается через какую-то моторизованную систему подачи, которая вращается. катушку, чтобы проволока непрерывно выходила из конца горелки.
(Слева: механизм подачи проволоки. Справа: типичная катушка с проволокой для сварки MIG)Кабель заземления, идущий от аппарата к свариваемому металлу, и постоянный электрический ток, проходящий через проволоку, создает электрическую дугу в точке контакта , точно так же, как соединить соединительные кабели перед тем, как прикрепить их к ушам друзей.
В сварочных аппаратах MIG есть несколько вещей, которые могут различаться между машинами или типами машин. Как я упоминал ранее, сварочная ванна (область расплавленного металла при его самой высокой температуре) должна быть защищена от внешнего воздуха. Есть два разных способа сварки MIG. Первый, самый простой и наименее дорогой тип сварочных аппаратов MIG — это сварочные аппараты с флюсовым сердечником. Сварочные аппараты с флюсовым сердечником используют катушку с проволокой, внутри которой находится сварочный флюс. Очень похоже на использование флюса при пайке, флюс внутри сварочной проволоки поддерживает чистоту зоны сварки и помогает защитить ее от внешнего воздуха и загрязнений. Катушки с проволокой недороги, а машины просты в настройке и эксплуатации. Если бы мы сравнили сварочный аппарат MIG с флюсовой сердцевиной с чем-то вроде огнестрельного оружия, то представляли бы его дробовиком. Хорошо подходит для многих вещей, немного грязный, не так много функций, любой, у кого есть мозг и рука, может его использовать, и он обычно выполняет свою работу. Другой тип сварочного аппарата MIG мало чем отличается от сварочного аппарата MIG с флюсовым сердечником. Вместо проволоки с флюсовым сердечником используется отдельный резервуар с защитным газом, который подсоединяется к машине, которая подает газ через горелку вдоль проволоки.
Есть два разных способа сварки MIG. Первый, самый простой и наименее дорогой тип сварочных аппаратов MIG — это сварочные аппараты с флюсовым сердечником. Сварочные аппараты с флюсовым сердечником используют катушку с проволокой, внутри которой находится сварочный флюс. Очень похоже на использование флюса при пайке, флюс внутри сварочной проволоки поддерживает чистоту зоны сварки и помогает защитить ее от внешнего воздуха и загрязнений. Катушки с проволокой недороги, а машины просты в настройке и эксплуатации. Если бы мы сравнили сварочный аппарат MIG с флюсовой сердцевиной с чем-то вроде огнестрельного оружия, то представляли бы его дробовиком. Хорошо подходит для многих вещей, немного грязный, не так много функций, любой, у кого есть мозг и рука, может его использовать, и он обычно выполняет свою работу. Другой тип сварочного аппарата MIG мало чем отличается от сварочного аппарата MIG с флюсовым сердечником. Вместо проволоки с флюсовым сердечником используется отдельный резервуар с защитным газом, который подсоединяется к машине, которая подает газ через горелку вдоль проволоки. Газ выходит из сопла горелки, окружающей проволоку, дугу и сварочную ванну. Это гораздо более чистый и контролируемый шов. Тип газа зависит от области применения, но чаще всего это смесь аргона или углекислого газа. Вы можете арендовать резервуары у местных поставщиков или купить свои собственные и просто заплатить за заправку. Газ недорогой и будет стоить где-то около 30-40 долларов за бутылку меньшего размера. Его так же легко отцепить и наполнить, как баллон с пропаном на газовом гриле.
Газ выходит из сопла горелки, окружающей проволоку, дугу и сварочную ванну. Это гораздо более чистый и контролируемый шов. Тип газа зависит от области применения, но чаще всего это смесь аргона или углекислого газа. Вы можете арендовать резервуары у местных поставщиков или купить свои собственные и просто заплатить за заправку. Газ недорогой и будет стоить где-то около 30-40 долларов за бутылку меньшего размера. Его так же легко отцепить и наполнить, как баллон с пропаном на газовом гриле.
Этот тип сварки MIG, вероятно, является более предпочтительным процессом, поскольку защитный газ обеспечивает более чистый и контролируемый сварной шов, чем довольно небрежная сварка под флюсом. Большинство машин, которые работают с баллоном с защитным газом, также могут работать с проволокой с флюсовым сердечником, поэтому у вас есть возможность переключаться туда и обратно, если хотите. На большинстве сварочных аппаратов MIG не так много настроек, которые нужно выяснить. Обычно у вас есть переключатель включения/выключения, регулятор подачи проволоки и регулятор мощности. Регулятор подачи проволоки устанавливает скорость подачи проволоки из горелки. Регулятор мощности устанавливает, насколько «горячий» или сколько тока проходит через него. Есть некоторая наука и искусство, чтобы узнать, как установить эти две настройки по отношению друг к другу, чтобы получить желаемые результаты.
Обычно у вас есть переключатель включения/выключения, регулятор подачи проволоки и регулятор мощности. Регулятор подачи проволоки устанавливает скорость подачи проволоки из горелки. Регулятор мощности устанавливает, насколько «горячий» или сколько тока проходит через него. Есть некоторая наука и искусство, чтобы узнать, как установить эти две настройки по отношению друг к другу, чтобы получить желаемые результаты.
Хотя до сих пор сварка MIG давала много положительных сторон, у нее есть и некоторые недостатки. Как я уже упоминал, сварка MIG с флюсовой сердцевиной — это сварка дробовиком. Это самый небрежный из сварочных процессов. Подача проволоки работает отлично… когда работает отлично. Проблемы с подачей проволоки могут быть распространены в зависимости от качества/цены/использования вашей машины. Нет ничего более разочаровывающего, чем начать сварку, и всего через несколько секунд все это начинает брызгать и умирает на вас. Иногда проволока подачи может застрять или запутаться в кабеле горелки, или ролики в машине, которые ее подают, проскальзывают и не подают проволоку непрерывно. Другой большой недостаток заключается в том, что сварка MIG в некотором смысле представляет собой пони с одним приемом. Не вдаваясь слишком глубоко, сварка MIG, особенно сварка MIG с флюсовой сердцевиной, может использоваться только со сталью. Обычная оле, скучная, обычная, мягкая сталь. В большинстве случаев вы не используете/не можете использовать сварочный аппарат MIG для алюминия, нержавеющей стали или любого другого типа высококачественного металла или сплава. Здесь это обобщение, потому что эти металлы можно сваривать с помощью сварочного аппарата MIG, но для этого требуется множество других соображений/наборов/комбинаций и, в целом, это не самый эффективный способ сварки этих материалов и достижения отличных результатов. .
Иногда проволока подачи может застрять или запутаться в кабеле горелки, или ролики в машине, которые ее подают, проскальзывают и не подают проволоку непрерывно. Другой большой недостаток заключается в том, что сварка MIG в некотором смысле представляет собой пони с одним приемом. Не вдаваясь слишком глубоко, сварка MIG, особенно сварка MIG с флюсовой сердцевиной, может использоваться только со сталью. Обычная оле, скучная, обычная, мягкая сталь. В большинстве случаев вы не используете/не можете использовать сварочный аппарат MIG для алюминия, нержавеющей стали или любого другого типа высококачественного металла или сплава. Здесь это обобщение, потому что эти металлы можно сваривать с помощью сварочного аппарата MIG, но для этого требуется множество других соображений/наборов/комбинаций и, в целом, это не самый эффективный способ сварки этих материалов и достижения отличных результатов. .
Сварка MIG, пожалуй, самая дешевая и простая в освоении технология. Я предлагаю начать со сварки MIG, если вы хотите окунуться в этот мир сварки. Если вы можете позволить себе дополнительную цену за покупку машины с подключением к газу и стоимость потребляемого газа, это будет выход. Мой первый сварочный аппарат MIG был только аппаратом с флюсовым сердечником, он стоил 120 долларов и прослужил мне ДЕСЯТЬ лет! Он и / или я не сделали с ним самые красивые сварные швы, но он определенно выполнил свою работу. Широкая доступность и разнообразие машин делает их доступными и легкими. В Интернете есть множество ресурсов для быстрого изучения основ сварки MIG. Чтобы добиться успеха в этом, просто требуется практика и практика / соблюдение правильных методов и приемов. Возможно, я не вытаскивал его каждый день за все дни, когда я крутил гаечные ключи, занимаясь модификациями или ремонтом, но он определенно использовался. Наличие машины и возможность использовать ее даже самым небрежным и элементарным образом дало мне ощущение, что я гораздо лучше подготовлен к работе над проектами. Цена и ресурсы для обучения определенно ставят его в список обязательных инструментов/навыков для каждого редуктора.
Если вы можете позволить себе дополнительную цену за покупку машины с подключением к газу и стоимость потребляемого газа, это будет выход. Мой первый сварочный аппарат MIG был только аппаратом с флюсовым сердечником, он стоил 120 долларов и прослужил мне ДЕСЯТЬ лет! Он и / или я не сделали с ним самые красивые сварные швы, но он определенно выполнил свою работу. Широкая доступность и разнообразие машин делает их доступными и легкими. В Интернете есть множество ресурсов для быстрого изучения основ сварки MIG. Чтобы добиться успеха в этом, просто требуется практика и практика / соблюдение правильных методов и приемов. Возможно, я не вытаскивал его каждый день за все дни, когда я крутил гаечные ключи, занимаясь модификациями или ремонтом, но он определенно использовался. Наличие машины и возможность использовать ее даже самым небрежным и элементарным образом дало мне ощущение, что я гораздо лучше подготовлен к работе над проектами. Цена и ресурсы для обучения определенно ставят его в список обязательных инструментов/навыков для каждого редуктора.
Есть еще несколько предметов, которые вам понадобятся для начала сварки в дополнение к машине. Часто вы можете найти комплекты или пакеты со сварочным аппаратом, которые включают эти элементы. Вам понадобится сварочный колпак, чтобы использовать его 100% времени. Они бывают всех форм, размеров и цен. Яркость электрической дуги при сварке может повредить глаза или мгновенно ослепить. Эти специально разработанные изделия защищают ваши глаза и лицо от извержения вулкана всего в нескольких дюймах от вашего лица. Это линза с темным оттенком, настолько темная, что через нее почти не видно при обычном освещении, но очень яркая дуга во время сварки видна так, как будто вы носите солнцезащитные очки. Я рекомендую версию с автоматическим затемнением. Хотя это и не сварка, это похоже на ношение очень темных солнцезащитных очков. Как только вы начинаете сварку, в течение миллисекунд линза автоматически затемняется и становится почти черной, так что теперь она находится на том же уровне, что и обычная сварочная линза.
Это значительно упрощает установку рук и материалов и позволяет видеть, что вы делаете на месте. момент, когда вы начинаете свою дугу. Вам также понадобятся кожаные сварочные перчатки. Как упоминалось ранее, мы имеем дело с сумасшедшим количеством тепла. Выберите то, что кажется вам наиболее удобным, и те, которые рассчитаны на сварку. Как правило, вы хотите очистить или подготовить области, которые собираетесь сваривать, прежде чем начать, поэтому, как минимум, я предлагаю несколько дешевых проволочных щеток или подушечек Scotchbrite для очистки металла от масла, окалины и мусора. Сварка любого рода может дать вам эквивалент худшего солнечного ожога, который у вас когда-либо был, даже через несколько минут. Существует множество специальных рукавов, курток, фартуков и многого другого для защиты всего тела. Сделай мне одолжение, хотя бы убедись, что твои руки, шея и лицо закрыты хотя бы рубашкой!
(Защита рук: избегайте некожаных перчаток, таких как перчатки механика, поскольку они могут мгновенно расплавиться от сварочных брызг)Краткий обзор:
Сварка MIG Плюсы: недорогой для покупки оборудования и расходных материалов, самый простой способ научиться, отлично подходит для автомобилей большинство металлов являются мягкими сталями, простота установки и использования, доступность расходные материалы/оборудование почти везде, и устройства на 120 В подойдут для большинства автомобильные проекты
Сварка MIG Минусы: используется ТОЛЬКО* для низкоуглеродистой стали, часто самый грязный/неаккуратный/наименее точный метод сварки, застревание в подаче проволоки может быть неприятностью, у вас нет тонны регулировок и тонкой настройки процесса сварки , а также недавнее наводнение рынка импортными и безымянными машинами, которые выглядят модно и красиво, часто очень плохо сделаны.