Что такое контактная точечная сварка
Один из наиболее востребованных методов соединения металлических заготовок – контактная точечная сварка. Технология идеально подходит для сваривания тонких листов. В статье поднимаются вопросы проблем, методов и основных принципов технологии.
СОДЕРЖАНИЕ
- Что такое контактная сварка
- Достоинства и недостатки контактной точечной сварки
- Технология контактной сварки
- Предварительная подготовка металла
- Сварочное оборудование
- Вероятные дефекты контактной точечной сварки
- Заключение
Что такое контактная сварка
Точечная является разновидностью контактной сварки. В эту же группу входит шовная, стыковая и другие типы контактной сварки. Но в отличие от других способов соединения металлических заготовок точечная сварка получился очень широкое распространение. Она востребована в большинстве областей производства, начиная от строительства зданий и заканчивая авиационной отраслью.
Принцип выполнения сварочных работ несложный. Металл в определенной точке электрическим разрядом нагревается до высокой температуры, при которой начинается его плавление. В то же время обе плоскости металлических заготовок прижимаются одна к другой с предопределенным усилием. Механическая нагрузка и высокая температура делают свое дело: обе заготовки спаиваются между собой. В итоге получается надежный и малоприметный шов.
Для улучшения качества и увеличения скорости работ, вы всегда можете воcпользоваться нашими верстаками собственного производства от компании VTM.
Многоточечный способ соединения металлов по сравнению с другими типами контактной сварки имеет свои отличительные особенности:
- Технология позволяет существенно сократить издержки времени на выполнение работ.
- На формирование одной точки шва требуется доли секунды.
- Для работы необходим ток большой силы, его значение составляет примерно 1000 ампер.

- В отличие от этого, напряжение должно быть совсем небольшим – не больше 10 ватт.
- Также небольшой является и зона плавления металлов. Показатель варьируется от нескольких миллиметров до 2-3 см.
- Последнее отличие – необходимость в большой механической нагрузке, которая может составлять несколько сот килограмм.

Чаще всего точечный метод сварки востребован для соединения тонких металлических листов внахлест. Однако она пригодна и для других целей, поскольку может сваривать заготовки толщиной до 3 см. в части кузовных работ этот показатель избыточен. Как показывает практика, специалистам приходится иметь дело с металлами не толще 7 мм.
Достоинства и недостатки контактной точечной сварки
Популярность точечного способа сварки обусловлена солидным перечнем достоинств:
- для того, чтобы начать работу не требуется флюс, электрод, присадочная проволока и т. д., что снижает расходы и экономит время;
- во время выполнения сварочных работ металл деформируется незначительно и точечно;
- сварочные аппараты такого типа просты в обращении. Воспользоваться ими сможет даже начинающий сварщик;
- эстетичность сварочного шва не вызывает нареканий даже в отъявленных скептиков;
- дешевизна рабочего процесса по сравнению с другими методами сварки;
- возможность автоматизации большинства технологических операций;
- с помощью многоточечной сварки можно выполнять большой объем работы. Скорость формирования сварных точек может достигать несколько сот за минуту.
 д., что снижает расходы и экономит время;
д., что снижает расходы и экономит время;В данного метода есть и недостатки. Справедливости ради стоит подчеркнуть, что они незначительны и их немного. Прежде всего – это сравнительно невысокая герметичность шва по сравнению со сплошным соединением, выполненным обычным электродом. И второй – это возможность образования избыточного напряжения в зоне точки сваривания. Важно тщательно подгонять заготовки, чтобы избежать этого.
Важно тщательно подгонять заготовки, чтобы избежать этого.
Технология контактной сварки
Весь процесс состоит из трех основных этапов, Которые нужно рассмотреть подробно. Первый заключается в предварительно подготовке деталей. Затем соединяемые элементы размещаются под жалом сварки и сжимаются. В результате поверхность деформируется, появляется углубление в виде точки.
На последнем этапе к месту соединения подается электрический ток и металл плавится. Образуется жидкое ядро, которое со временем расширяется и после остывания будет скрепляющим элементом конструкции. Благодаря предварительной деформации поверхности в процессе сварки не образуются брызги расплава. Шов получается аккуратным и не нуждается в предварительной очистке поверхности.
Когда подача напряжения прекращается, металл остывает, расплав кристаллизуется и жидкое ядро затвердевает. Существует один небольшой, но важный нюанс. В процессе охлаждения в расплавленном металле создается остаточное напряжение, так как при остывании расплав уменьшается в размере. Бороться с эти можно несколькими способами. Самый простой заключается в том, что по завершению сварочных работ заготовки следует посильнее прижать одну к другой. тогда они лучше прокалываются и становятся более однородными. В остальной использование точечной сварки не требует каких-то специальных навыков или знаний.
Бороться с эти можно несколькими способами. Самый простой заключается в том, что по завершению сварочных работ заготовки следует посильнее прижать одну к другой. тогда они лучше прокалываются и становятся более однородными. В остальной использование точечной сварки не требует каких-то специальных навыков или знаний.
Предварительная подготовка металла
Для точечной сварки важно предварительно подготовить металл. Стыки в обязательном порядке зачищаются от оксидной пленки, ржавчины и прочих загрязнений. Конечно, это можно и не делать. Но в таком случае теряется мощность при выполнении сварочных работ. Соответственно добиться качественного соединения заготовок будет очень сложно. Помимо этого, повышение мощности влечет ускорение износа сварочного аппарата.
Для зачистки кромок применяются разные материалы и оборудование: щетка по металлу, наждачная бумага, болгарка, аппараты пескоструйной обработки. Если же заготовки небольшого размера, то их можно вытравливать в специальных растворах.
Отдельного внимания заслуживают вопросы подготовки алюминия и его сплавов. На их поверхности есть защитная пленка, сформированная из оксида металла. Она не дает металлу хорошо прогреться и препятствует формированию качественного шва. Ее удалению следует уделить максимум сил и внимания.
Сварочное оборудование
Для точечной электросварки можно использовать оборудование переменного или постоянного тока, конденсаторные или низкочастотные аппараты. Названные установки отличаются формой сварочного тока и силовым контуром. Каждая из моделей имеет как положительные, так и отрицательные сравнительные показатели. Среди сварщиков (в том числе и любителей) наибольшее распространение установки переменного тока.
Вероятные дефекты контактной точечной сварки
При наличии опыта и надлежащего оборудования сложно будет точечную сварку сделать плохо. Тем не менее, на практике встречаются случаи, когда работа выполнены с дефектами. В большинстве своем они образуются не в месте соединения заготовок, а по металлу.
Они бывают разного рода. Прежде всего, наблюдаются дефекты с формированием литого ядра: оно может быть слишком большим или маленьким, смещаться в сторону относительно центра стыка. Реже шов получается не сплошным. Любители, не имеющие достаточного опыта, могут настроить аппарат неверно, что в итоге оборачивается избыточной деформацией или же слабой провариваемостью металла.
Наиболее чувствительным дефектом является плохо проваренное ядро или же его полное отсутствие. Как показывает практика, такие конструкции долго не служат. Они не способны противостоять нагрузкам и вскоре просто ломаются в месте стыка. Дефект может дать о себе знать в самых разных условиях. Например, при увеличении интенсивности эксплуатации, после сильного нагрева (охлаждения) или после резкого перепада температуры.
Читайте также: Дефекты сварных швов
Заключение
Контактная сварка представляет собой практичный и удобный метод соединения металлических заготовок. Она не требует использования проволоки или флюса. На рынке представлено оборудование для ручной или автоматической сварки, что дает потребителю возможность выбрать наиболее подходящий вариант. Простота использования – еще один несомненный плюс, делающий технологию доступной даже для начинающих сварщиков.
Она не требует использования проволоки или флюса. На рынке представлено оборудование для ручной или автоматической сварки, что дает потребителю возможность выбрать наиболее подходящий вариант. Простота использования – еще один несомненный плюс, делающий технологию доступной даже для начинающих сварщиков.
Технология контактной точечной сварки
Оцените, пожалуйста, статью
12345
Всего оценок: 6, Средняя: 3
Контактно-точечная сварка в категории “Промышленное оборудование и станки”
Аппарат контактной точечной сварки для АКБ 18650, 800A, Sunkko 737G, 105208
На складе в г. Ровно
Доставка по Украине
6 030 грн
Купить
Аппарат контактной точечной сварки для литиевых аккумуляторов 18650 (5000W)
На складе в г. Киев
Доставка по Украине
4 300 грн
4 171 грн
Купить
Аппарат контактной точечной сварки для АКБ 18650, 800A, Sunkko 737G
Доставка по Украине
6 030 — 7 285 грн
от 27 продавцов
7 236 грн
Купить
Аппарат контактной точечной сварки для АКБ 18650, 800A, Sunkko 737G wg
Доставка по Украине
9 078. 05 грн
05 грн
6 990.10 грн
Купить
Аппарат контактной точечной сварки для АКБ 18650, 800A, Sunkko 737G
На складе в г. Ровно
Доставка по Украине
6 030 грн
Купить
Аппарат контактной точечной сварки для АКБ с дисплеем импульсов и тока 18650, 800A, Sunkko 737G
Доставка по Украине
6 030 грн
Купить
Контактно-точечная сварка Краб 8 кВт (380В)
Доставка по Украине
6 950 грн
Купить
Аппарат контактно-точечной сварки с жидкостным охлаждением DN-35
Доставка по Украине
35 990 грн
Купить
Аппарат контактно-точечной сварки с жидкостным охлаждением с блоком управления DN-35N
Доставка по Украине
44 570 грн
Купить
Контактно-точечная сварка МТ-303XL (220В)
Доставка по Украине
25 000 грн
Купить
Аппарат контактно-точечной сварки c пневматическим приводом МТ-303XL
Доставка по Украине
24 500 грн
Купить
Аппарат для контактно-точечной сварки МТ-603XLPP (пневмопривод прессовый)
Доставка по Украине
65 000 грн
Купить
Масса контактная (точечная) сварка споттер
Доставка из г. Ромны
Ромны
390 грн
362.70 грн
Купить
Аппарат контактной точечной сварки для АКБ 18650, 800A, Sunkko 737G
Доставка по Украине
по 6 030 грн
от 4 продавцов
6 030 грн
Купить
У продажі: Аппарат контактной точечной сварки Sunkko 737G для АКБ 18650 800A 1.5кВт VseOK
Доставка по Украине
14 100 грн
Купить
Смотрите также
Аппарат для контактно-точечной сварки АКТС-1500
Под заказ
Доставка по Украине
9 500 грн
Купить
Аппарат контактной точечной сварки для АКБ 18650, 800A, Sunkko 737G
Доставка по Украине
6 332 — 7 126 грн
от 2 продавцов
7 340 грн
7 126 грн
Купить
Аппарат контактной точечной сварки для АКБ 18650, 800A, Sunkko 737G MPT
Доставка из г. Киев
7 746 грн
6 352 грн
Купить
Мини-аппарат точечной сварки АКБ 18650 21700 (5000W)
На складе в г. Днепр
Доставка по Украине
3 289 грн
Купить
Мини-аппарат точечной сварки АКБ 18650 21700 (8000W)
На складе в г. Днепр
Днепр
Доставка по Украине
3 689 грн
Купить
Новинка Аппарат контактной точечной сварки для АКБ 18650, 800A, Sunkko 737G !
Доставка по Украине
8 071 грн
6 457 грн
Купить
Аппарат контактной точечной сварки для АКБ 18650, 800A, Sunkko 737G
Доставка по Украине
20 290 грн
6 087 грн
Купить
Аппарат контактной точечной сварки для АКБ 18650, 800A, Sunkko 737G
На складе
Доставка по Украине
6 030 — 7 959 грн
от 2 продавцов
7 959 грн
Купить
Аппарат контактной точечной сварки для АКБ 18650, 800A, Sunkko 737G ms
Доставка по Украине
9 202.42 грн
7 085.86 грн
Купить
Споттер по стали (1Ф.х220B) GYSPOT PRO 2700
Доставка по Украине
21 675 грн
21 024.75 грн
Купить
Никелевая лента 10м 8×0.15мм для точечной сварки аккумуляторов, 105045
На складе в г. Ровно
Доставка по Украине
285 грн
Купить
Аппарат контактной точечной сварки для АКБ 18650, 800A, Sunkko 737G al
Доставка по Украине
9 210. 31 грн
31 грн
7 091.94 грн
Купить
Контроллер таймер для точечной сварки 100А с дисплеем, NY-D01
На складе
Доставка по Украине
885 грн
Купить
Контроллер таймер для точечной сварки 100А с дисплеем, NY-D01 wg
Доставка по Украине
1 379.59 грн
1 062.28 грн
Купить
Обзор моделирования электрического контактного сопротивления при контактной точечной сварке
Лившиц А.Г. (1997) Универсальный метод обеспечения качества контактной точечной сварки на основе сварки с динамическим сопротивлением J:76
Wood RT, Bedard LW, Bedard JF, Bernstein Б.М., Чеховски Дж., Д’ндреа М.М., Хогл Р.А. (1985) Система управления с обратной связью для трехфазной контактной точечной сварки. Weld J 64
Ассоциация производителей контактной сварки (RWMA) (1989) Руководство по контактной сварке. Глава 14, 4-е изд. Филадельфия
 “>
“>Song Q (2003) Тестирование и моделирование контактных проблем при контактной сварке. Кандидатская диссертация, Технический университет Дании, Дания
Джахандиде А.Р., Хамеди М., Мансурзаде С.А., Рахи А. (2011) Экспериментальное исследование влияния параметров последующего нагрева на контактную точечную сварку стали SAPh540. Sci Technol Weld Joi 16(8):669–675
Статья Google ученый
Ким Э., Игар Т.В. (1988) Переходное тепловое поведение при контактной точечной сварке. Конференция по сварке листов III, Детройт, штат Мичиган, Бумага 2
Google ученый
Williams NT, Parker JD (2004) Обзор контактной точечной сварки стальных листов, часть 1, моделирование и контроль формирования сварного шва. Int Mater Rev 49(2):45–75
Статья Google ученый
 “>
“>Am Welding Soc (1991) Справочник по сварке, Процессы сварки. О’Брайен Р.Л. (ред.), 8-е изд. Том 2, Майами
Чанг Б.Х., Ли М.В., Чжоу Ю. (2001) Сравнительное исследование мелкомасштабной и крупномасштабной контактной точечной сварки. Sci Technol Weld Joi 6 (5): 273–280
Артикул Google ученый
Tan JC, Westgate SA, Clyne TW (2007) Сварка сопротивлением тонких сэндвич-листов из нержавеющей стали с волокнистыми металлическими сердечниками: экспериментальные и численные исследования. Sci Technol Weld Joi 12:490–504
Статья Google ученый
Studer FJ (1939) Контактное сопротивление при точечной сварке. Сварной J 18(10):374–380
Google ученый
Vogler M, Sheppard S (1993) Сопротивление электрического контакта при высоких нагрузках и повышенных температурах. Сварной шов J 71(6):231–238
Сварной шов J 71(6):231–238
Google ученый
Savage WF, Nippes EF, Wassell FA (1977) Статическое контактное сопротивление серийных точечных сварных швов. Сварной J 56(11):365–370
Google ученый
Джеймс П.С., Чандлер Х.В. и др. (1997) Влияние механической нагрузки на контактное сопротивление алюминия с покрытием. Mat Sci Eng A-Struct 230:194–201
Артикул Google ученый
Crinon E, Evans JT (1998) Влияние шероховатости поверхности, толщины оксидной пленки и межфазного скольжения на электрическое контактное сопротивление алюминия. Mat Sci Eng A-Struct 242:121–128
Статья Google ученый
Де А., Таддеус М.П., Дорн Л. (2003) Численное моделирование контактной точечной сварки алюминиевого сплава. ISIJ Инт 43: 238–244
ISIJ Инт 43: 238–244
Артикул Google ученый
Savage WF, Nippes EF, Wassell FA (1978) Динамическое контактное сопротивление серийных точечных сварных швов. Сварной шов J 57(2):43–50
Google ученый
Tylecote RF (1941) Точечная сварка, часть III: контактное сопротивление. Сварной J 20(12):591–602
Google ученый
Робертс В.Л. (1951) Изменения сопротивления при точечной сварке. Сварной шов J 30(11):1004–1019
Google ученый
Van Sciver HD (1952) Контроль точечной сварки по изменению сопротивления. Электродуговая и контактная сварка III, опубликовано AIEE, NY, NY, 101–113
Hess WF, Ringer RL (1938) Исследования точечной сварки низкоуглеродистых и нержавеющих сталей. Сварной шов J 17(10): Res Suppl, 39–Res Suppl, 48
Сварной шов J 17(10): Res Suppl, 39–Res Suppl, 48
Google ученый
Hess WF, Ringer RL (1939) Данные по точечной сварке низкоуглеродистой стали. Сварной шов J 18(4):113–115
Google ученый
Hess WF, Wyant RA (1939) Исследование точечной сварки мягкой автомобильной стали. Сварной J 18(10):329–335
Google ученый
Кайзер Дж. Г., Данн Г. Дж., Игар Т. В. (1982) Влияние электрического сопротивления на формирование самородков во время точечной сварки. Сварка J 61(6):167–174
Google ученый
Торнтон П.Х., Краузе А.Р., Дэвис Р.Г. (1996) Контактное сопротивление при точечной сварке. Weld J:402–412
Торнтон П.Х., Краузе А.Р., Дэвис Р.Г. (1997) Контактное сопротивление алюминия.
Dickinson DW, Franklin JE, Stanya A (1980) Характеристика поведения точечной сварки с помощью динамического мониторинга электрических параметров. Сварной шов J 59:170–176
Google ученый
Messler RW Jr, Jou M (1996) Обзор систем управления для контактной точечной сварки: прошлые и современные методы и новые тенденции. Sci Technol Weld Joi 1:1–9
Статья Google ученый
Ma C, Bhole SD, Chen DL, Lee A, Biro E, Boudreau G (2006) Мониторинг выталкивания в высокопрочных автомобильных сталях с точечной сваркой. Sci Technol Weld Joi 11:480–487
Статья Google ученый
Gedeon SA, Eagar TW (1986) Контактная точечная сварка оцинкованной стали. Часть II: Механизмы формирования наггетсов точечной сварки.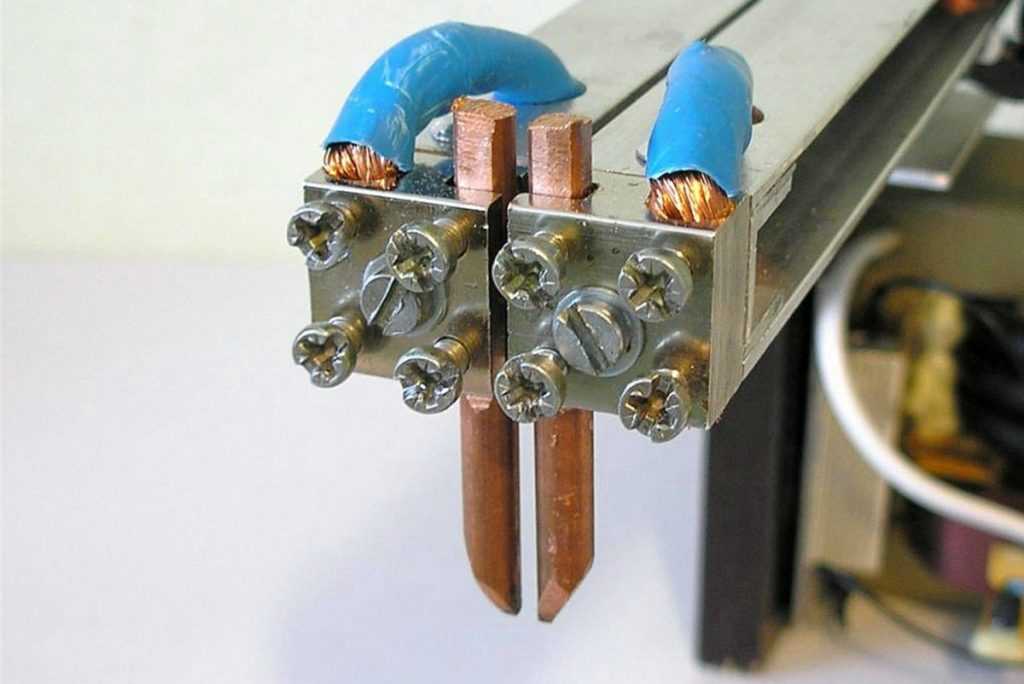 Metall Trans B 17:887–901
Metall Trans B 17:887–901
Артикул Google ученый
Тоуи М., Эндрюс Д.Р. (1968) Мгновенное сопротивление при формировании точечной сварки как параметр для системы автоматического управления. Welding and Met Fabrication: 383–392
Greenwood JA (1961) Температуры при точечной сварке. Британская сварка J 8 (6): 316–322
Google ученый
Mei W (2009) Моделирование методом конечных элементов точечной сварки сопротивлением и прогнозирование свойств самородков. Магистерская диссертация по философии, Научно-технический университет, Гонконг
Timsit RS (1999) Сопротивление электрического контакта: свойства стационарных интерфейсов. IEEE Trans on Components and Packing Technol, Vol 22, Paper 1, 85–97
Na SJ, Park SW (1996) Теоретическое исследование электрических и тепловых характеристик при контактной точечной сварке. Сварка J: 233–241
Сварка J: 233–241
Фенг З., Гулд Дж. Э., Бабу С. С., Сантелла М. Л., Ример Б. В. (1998) Электрическо-термически-механическая модель с инкрементной связью для контактной точечной сварки. В: Vitek JM et al (eds) Тенденции в исследованиях в области сварки: Материалы 5-й Международной конференции по тенденциям в исследованиях в области сварки. ASM Int, Pine Mountain, GA, Cleveland, Mater. Парк, Огайо, стр. 599–604
Google ученый
Lau YY, Tang W (2009) Многомерная теория электрического контактного сопротивления. J Appl Phys 105: 124902
Артикул Google ученый
Холм Р., Холм Э. (1967) Электрические контакты: теория и применение, 4-е изд. Спрингер, Нью-Йорк
Книга Google ученый
Wei PS, Wu TH (2012) Влияние сопротивления электрического контакта на контактную точечную сварку. Int J Heat Mass Tran 55:3316–3324
Int J Heat Mass Tran 55:3316–3324
Статья Google ученый
Wei PS, Ho CY (1990) Рост осесимметричного самородка во время контактной точечной сварки. J Heat Trans 112:309–316
Артикул Google ученый
Wang SC, Wei PS (2001) Моделирование динамического электрического сопротивления при контактной точечной сварке. J Heat Trans 123:576–585
Артикул Google ученый
Эйсазаде Х., Хамеди М., Халваи А. (2010) Новое параметрическое исследование размера самородков в процессе контактной точечной сварки с использованием метода конечных элементов. Матер Дизайн 31:149–157
Артикул Google ученый
Хашеми Р., Пашазаде Х., Хамеди М. (2012) Термоэлектромеханическая модель с инкрементной связью для контактной точечной сварки.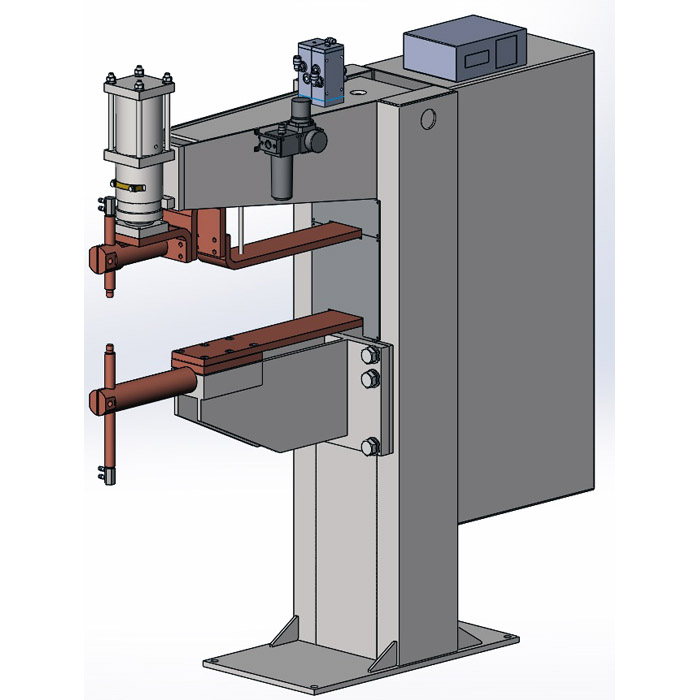 Mater Manuf Process 27:1442–1449
Mater Manuf Process 27:1442–1449
Артикул Google ученый
Wei PS, Wang SC, Lin MS (1996) Транспортные явления при контактной точечной сварке. J Heat Trans 118:762–773
Артикул Google ученый
Бхаттачарья С., Эндрюс Д.Р. (1974) Значение кривых динамического сопротивления в теории и практике точечной сварки. Сварка и изготовление металлоконструкций 42:296–301
Google ученый
Чжоу К., Цай Л. (2013) Онлайн-система контроля диаметра самородков для контактной точечной сварки. Int J Adv Manuf Technol 68:2571–2588
Статья Google ученый
Kouwenhoven WB, Sackett WT Jr (1950) Сопротивление растеканию контактов. Weld J:512–521
 “>
“>Timsit RS (1977) Распределение потенциала в ограниченном цилиндре. J Phys D Appl Phys 10:2011
Статья Google ученый
Greenwood JA (1966) Сопротивление сжатию и реальная площадь контакта. Brit J Appl Phys:1621–1632
Nakamura M, Minuwa I, Kanno M (1988) Компьютерное моделирование проводимости контактного интерфейса: II. IEEE Trans on Components Hybrids and Manuf Technol, Vol 11, Paper 3, 324–327
Ли М.В., Донг П., Кимчи М. (1977) Протокол 7-й международной конференции по компьютерным технологиям в сварке. NIST, Сан-Франциско, Калифорния, стр. 423–434
Google ученый
Wen J, Wang CS, Xu GC, Zhang XQ (2009) Мониторинг качества сварного шва контактной точечной сварки нержавеющей стали в режиме реального времени. ISIJ Int 49:553–556
Статья Google ученый
 “>
“>Тан В., Чжоу Ю., Керр Х.В., Лоусон С. (2004) Исследование динамического сопротивления при точечной сварке с малым сопротивлением тонких никелевых листов. J Phys D Appl Phys 37:1998–2008
Статья Google ученый
Lin J (2005) Источник питания, предназначенный для маломасштабной точечной сварки сопротивлением. Диссертация, Департамент ECE, UWO
Wagar HN (1971) Интегрированное устройство и технология соединения. В: Baker D et al (eds.) Physical design of electronic system, vol 3. Englewood Cliffs, Prentice-Hall, NJ, pp 439–499
Zwolsman JO (1991) Качество контактной сварки. Вудхед Паблишинг Лтд
Rice W, Funk E (1967) Аналитическое исследование распределения температуры во время контактной сварки. Сварной шов J 46(4):175–186
Google ученый
 “>
“>De A, Theddeus MP (2002) Конечно-элементный анализ контактной точечной сварки алюминия. Sci Technol Weld Joi 7:111–118
Статья Google ученый
Gould JE (1987) Исследование развития самородков во время контактной точечной сварки с использованием как экспериментальных, так и аналитических методов. Сварка J 66(1):1–10
Google ученый
Хан Дж.А., Сюй Л., Чао Й.Дж. (1999) Прогноз развития самородков во время контактной точечной сварки с использованием связанной термоэлектромеханической модели. Sci Technol Weld Joi 4(4):201–207
Статья Google ученый
Хан Дж.А., Сюй Л., Чао Ю.Дж., Броуч К. (2000) Численное моделирование процесса контактной точечной сварки. ASME J численного расчета теплопередачи, Часть A: Приложения 37(5):425–446
Артикул Google ученый
 “>
“>Чо Х.С., Чо Ю.Дж. (1989) Изучение теплового поведения при контактной точечной сварке. Сварной шов J 68(6):236–244
Google ученый
Park SW, Na SJ (1990) Исследование гибридного моделирования электрических явлений в контактах. IEEE Trans on Components Hybrids and Manuf Technol, Vol 13:326–330
Статья Google ученый
Feng JC, Wang YR, Zhang ZD (2006) Характеристика роста наггетсов для магниевого сплава AZ31B во время контактной точечной сварки. Sci Technol Weld Joi 11:154–162
Статья Google ученый
Rogeon P, Raoelison R, Carre P, Dechalotte F (2009) Микроскопический подход к определению условий электротермического контакта в процессе контактной точечной сварки. J Heat Trans 131:022101
Артикул Google ученый
 “>
“>Цлаф А.Л. (1982) Теплофизический критерий свариваемости электроконтактного материала в установившемся режиме. IEEE Trans on Components Hybrids and Manuf Technol, Vol CHMT-5, Paper 1, 147–152
Greitmann MJ, Rothers K (1998) Математическое моделирование явлений сварки 4. В: Cerjak H (ed), IOM Communications, Лондон, стр. 531–544
Хамеди М., Эйсазаде Х., Эсмаилзаде М. (2010) Численное моделирование прочности на растяжение сварных соединений с осадкой с экспериментальной проверкой. Матер Дизайн 31:2296–2304
Артикул Google ученый
Dickinson DW (1981) Сварка в автомобильной промышленности. Отчеты SG, Am Iron and Steel Inst, Вашингтон, округ Колумбия, стр. 81–85
Finlay MR (1996) Точечная сварка сопротивлением сталей с металлическим покрытием и электродов с PVD-покрытием. Australian Welding Research, Silverwater, Новый Южный Уэльс, Австралия CRC № 18
Google ученый
 “>
“>Thornton MC, Newton CJ, Keay BFP, Sheasby PG, Evans JT (1996) Некоторые поверхностные факторы, влияющие на точечную сварку алюминия. Interfinish ’96 World Cong, Birmingham, Inst of Met Finishing, стр. 259–276
Thornton MC, Newton CJ, Keay BFP, Evans JT (1996) Точечная сварка алюминиевого листа: статистический подход к измерению влияния различные поверхности. Конференция Int Body Eng, Детройт, Adv Technol Process 25:58–66
Google ученый
Тан В., Чжоу Ю., Керр Х.В. (2002) Влияние покрытия золотом на мелкомасштабную контактную точечную сварку тонколистового никеля. Metall and Mater Trans 33(A):2667–2676
Артикул Google ученый
Раэлисон Р., Фуэнтес А., Рожон П., Карре П., Лулу Т., Каррон Д., Дешалотт Ф. (2012) Условия контакта при развитии самородков во время контактной точечной сварки стальных листов с цинковым покрытием с использованием электродов с закругленными концами. J Mater Process Tech 212: 1663–1669
J Mater Process Tech 212: 1663–1669
Артикул Google ученый
Rogeon P, Carré P, Costa J, Sibilia G, Saindrean G (2008) Характеристика условий электрического контакта в узлах точечной сварки. J Mater Process Tech 195:117–124
Статья Google ученый
Howe P, Kelly SC (1988) Влияние массы покрытия на способность к контактной точечной сварке электрогальванизированных стальных листов. Сварка J 271–280
Bentley KP, Greenwood JA, Knowlson PMK, Baker RG (1961) Распределение температуры при точечной сварке. Британская сварка J 12: 613–619
Google ученый
Han Z, Orozco J, Indacochea JE, Chen CH (1989) Точечная сварка сопротивлением: исследование теплопередачи. Сварной шов J 73(9):362–371
Google ученый
 “>
“>Wei PS, Yeh FB (1991) Факторы, влияющие на рост самородков с фазовым переходом в мягкой зоне во время контактной точечной сварки. Дж. Теплопередача 113: 643–649
Артикул Google ученый
Huh H, Kang WJ (1997) Электротермический анализ процесса точечной сварки электрическим сопротивлением методом трехмерных конечных элементов. J Mater Process Tech 63:672–677
Статья Google ученый
Xu L, Khan JA (1999) Модель роста наггетсов для алюминиевых сплавов во время контактной точечной сварки. Сварной шов J 78(11):367–372
Google ученый
Йенг К.С., Торнтон П.Х. (1999) Переходный термический анализ электродов для точечной сварки. Сварной шов J 78(1):1–6
Google ученый
 “>
“>Browne DJ, Chandler HW, Evans JT, Wen J (1995) Компьютерное моделирование контактной точечной сварки алюминия: часть I. Weld J 74(10):339–344
Google ученый
Браун Д.Дж., Чендлер Х.В., Эванс Дж.Т., Джеймс П.С., Вен Дж., Ньютон С.Дж. (1995) Компьютерное моделирование контактной точечной сварки алюминия: часть II. Сварной шов J 74(12):417–422
Google ученый
Tsai CL, Jammal O, Papritan JC, Dickinson DW (1992) Моделирование роста самородков контактной точечной сварки. Сварка J 71:47–54
Google ученый
Nied HA (1984) Моделирование методом конечных элементов процесса контактной точечной сварки. Сварка J 63: 123–132
Google ученый
Цай С.Л., Дай В.Л., Дикинсон Д. В., Папритан Дж.К. (1991) Анализ и разработка методологии управления в режиме реального времени при контактной точечной сварке. Сварной J 70(12):339–351
В., Папритан Дж.К. (1991) Анализ и разработка методологии управления в режиме реального времени при контактной точечной сварке. Сварной J 70(12):339–351
Google ученый
Бабу С.С., Сантелла М.Л., Фэн З., Ример Б.В., Корон Дж.В. (2001) Эмпирическая модель влияния давления и температуры на электрическое контактное сопротивление металлов. Sci Technol Weld, инструкция по дрочке 6: 126–132
Артикул Google ученый
DX10 Аппарат для точечной сварки с аккумулятором Разборка – Блог – Тесты и инструменты
DX10 — недорогой аккумуляторный аппарат для точечной сварки. Он поставляется с парой электродов, отрезком металлической полоски (для использования в качестве контактов батареи), небольшим кусочком наждачной бумаги (для изменения формы электродов по мере их износа или для удаления окиси), кабелем USB C и хороший тканевый чехол, который кажется водонепроницаемым (может быть, это не так!).
При использовании вы кладете металлическую полосу на желаемую поверхность, а затем прикладываете электроды в двух точках на полосе. Как только DX10 обнаруживает, что сопротивление упало до определенного уровня, подается ток, выделяется тепло из-за сопротивления металла и формируются сварные швы.
Этот пост в блоге просто содержит несколько фотографий DX10 в разобранном виде, потому что я хотел увидеть внутренности и не нашел информации в Интернете. Устройство доступно на AliExpress или Amazon (там дороже!). Конкретный продавец, которого я использовал, назывался «Учебный образовательный магазин» на AliExpress.
Примечание: Существует риск короткого замыкания батареи при извлечении внутренних компонентов из корпуса. Не рекомендуется разбирать это устройство , если вы не инженер и не осознаете риск. Это также, вероятно, аннулирует любую гарантию, так как пара винтов не снимается.
Скриншот: AliExpress
Принцип работы заключается в том, что свариваемые предметы (скажем, две плоские металлические полоски) соединяются вместе, а затем два электрода помещаются по одному с каждой стороны или с одной стороны. Ток проходит через электроды и свариваемые изделия, а сопротивление предметов приводит к выделению тепла. Теоретически вы можете контролировать нагрев, регулируя силу тока, продолжительность импульса тока (или импульсов) и фактическое сопротивление свариваемых предметов (на это также влияет давление электродов; контакт необходим для того, чтобы нагревались предметы, а не медные электроды).
Ток проходит через электроды и свариваемые изделия, а сопротивление предметов приводит к выделению тепла. Теоретически вы можете контролировать нагрев, регулируя силу тока, продолжительность импульса тока (или импульсов) и фактическое сопротивление свариваемых предметов (на это также влияет давление электродов; контакт необходим для того, чтобы нагревались предметы, а не медные электроды).
На практике DX10 технически не имеет прямой регулировки тока; настраиваются другие параметры. Это может быть просто настраиваемый всплеск тока или могут быть импульсы для предварительного нагрева места сварки. Я не знаю, какой алгоритм реализует DX10; Я еще не использовал его!
Открутить DX10 на самом деле непросто, т.к. пара винтов намеренно замята производителем! Пришлось взять к ним дремель и вырезать насечку в головке саморезов. Возможный подход без использования Дремеля состоял бы в том, чтобы отвинтить заднюю часть устройства (которая имеет нераздавленные винты) и вытащить устройство с этого конца; есть пара боковых металлических стержней, которые необходимо удалить, а к одной стороне батареи прикреплена пенопластовая прокладка, что затрудняет вытягивание с этого конца, но это может быть осуществимо.
Отряд довольно хорошо сложен. Есть пара пластин LiPo элементов, параллельно прикрепленных к печатной плате, которая входит в направляющие внутри корпуса. Устройство рассчитано на 10,6 Ач, чему у меня пока нет причин не верить (размер батареи значителен).
Приятный, очень читаемый двухцветный OLED-экран. Устройство издает звуковые сигналы во время некоторых операций, таких как включение/выключение питания, и он имеет хорошую громкость. Основной разъем выглядит как EC5. Хорошо, что это стандартный разъем, так что при желании можно подключить новые электродные кабели.
Сняв OLED-дисплей, можно увидеть, что присутствует микроконтроллер на базе Nuvoton 8051. МОП-транзисторы имеют номер HYG011N04, и их шесть (по три с каждой стороны).
Две ячейки напрямую подключены к печатной плате из-за очень высокого потребления тока. На плате находится микросхема батареи DW01-A (слева на фото ниже), однако на ее полную безопасность рассчитывать не приходится; все еще будет риск с таким высоким током через МОП-транзисторы.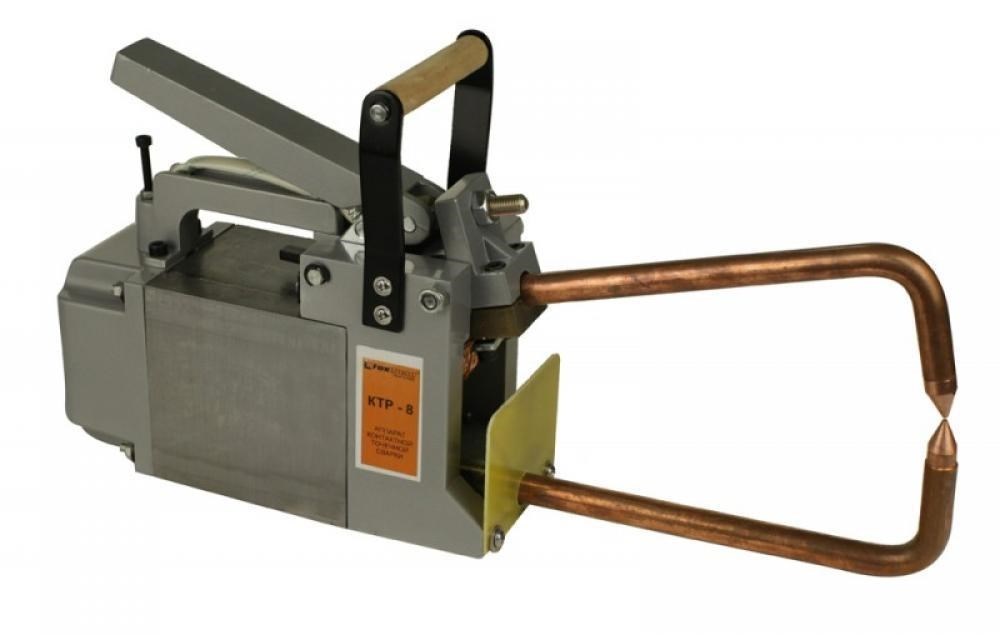 Лично я бы отсоединил кабели электродов от устройства, когда они не используются, чтобы предотвратить случайное короткое замыкание в случае выхода из строя полевого МОП-транзистора.
Лично я бы отсоединил кабели электродов от устройства, когда они не используются, чтобы предотвратить случайное короткое замыкание в случае выхода из строя полевого МОП-транзистора.
Было еще несколько замечаний. Во-первых, припаянные контакты аккумулятора находятся в считанных миллиметрах от токопроводящего металлического корпуса (он не сильно анодирован). Я не чувствовал себя комфортно с этим, на случай, если корпус когда-нибудь помят. Решение заключалось в том, чтобы нанести изолятор (я использовал каптоновую ленту) на открытый металл. Я прикрыл большую часть оголенного металла, потому что если выдвинешь плату и батарею из корпуса, есть риск короткого замыкания. Кроме того, любой инструмент, такой как отвертка, пинцет или металлическая ручка на столе, может вызвать короткое замыкание, поэтому лента обеспечивает некоторую защиту от таких ситуаций.
Другое дело, что на печатной плате были припаяны бронзоподобные металлические стержни. Я хотел бы заменить их (или добавить) медными стержнями для дальнейшего снижения сопротивления пути, но работать на плате с подключенной батареей рискованно. Я мог бы попробовать это, если точечные сварные швы не годятся, но лично я бы не советовал, не заклеив все вокруг лентой для защиты от случайных коротких замыканий; это очень рискованно. Также потребуется много тепла, поэтому нужен очень мощный паяльник.
Я мог бы попробовать это, если точечные сварные швы не годятся, но лично я бы не советовал, не заклеив все вокруг лентой для защиты от случайных коротких замыканий; это очень рискованно. Также потребуется много тепла, поэтому нужен очень мощный паяльник.
Нижняя сторона платы не содержит ничего, кроме МОП-транзисторов. Тут и оптоизолятор, и микросхема зарядки аккумулятора, и немного схемотехники на микросхеме SOT23-6 с маркировкой AL274 (не знаю, что это). Я ожидал увидеть немного больше схем, возможно, операционный усилитель, для определения контактного сопротивления до того, как устройство выдаст импульс тока. Возможно, это в основном сделано в микросхеме микроконтроллера.
Лично я считаю, что устройство было хорошо сконструировано, хотя немного лучше защитить его от вмятин и т. д. кнопки на панели нельзя случайно нажать для включения устройства. Я мог бы также добавить термоусадочную оболочку по бокам концов электродов на случай случайного соскальзывания; электроды не должны замыкаться накоротко во время работы.