Установка контактной точечной сварки
Разделы НОВОСТИ СТАТЬИ ВИДЕООтрасли Авиация Автотранспорт Горная добыча Городская инфраструктура ЖД Корпоративный сектор и торговля Космос Машиностроение Медицина Металлургия Микроэлектроника Навигация и связь Наука и инженерия Нефтегаз ОПК Робототехника Сельское хозяйство и пищепром Судостроение Химическая промышленность Энергетика
Техсредства Бесперебойное питание Биометрия и СКУД Встраиваемые системы Датчики и вторичные преобразователи Измерительные системы Интернет вещей Искусственный Интеллект Источники питания Клеммы, кабель, монтажные конструктивы Мобильные устройства ПЛК Программное обеспечение Промышленные и коммерческие компьютеры Серверы и ЦОД Сети и телекоммуникации Функциональная безопасность SIL Человеко-машинный интерфейс
Производители 3onedata AAEON ACME ADDI-DATA ADLink Advantech AdvantiX Aetina Akiwa AMC AMP Apacer APC APLEX AUO Austriamicrosystems Avocent Axiomtek BD SENSORS BDCOM Beckhoff Belden Beneq BioSmart Bopla Connect Tech Control Techniques CoreAVI CRANE CyberPower Dataforth Degson Electronics Delta Electronics Diamond Systems Duagon EA Elektro-Automatik EKF Emdoor Emerson Ensmas etherWAN Eurotech Evoc Fastwel FLIR GaGe GCAN GDS GE DE GeoVision Getac Gett GMI GoodView Electronics Harting HBT Hilscher HiRel Hirschmann HollySys i-sft IBASE Iconics IEE iEi IKEY Indukey InnoDisk International Rectifier Keller AG Key Technology Kyland Libelium Lippert Litemax Lumineq MAIWE Maple Systems MasterSCADA Men Mikro Mitsubishi Electric MOXA NSI Octagon Systems Omron Oring Panasonic Pepperl & Fuchs Pepperl & Fuchs Elcon Perfectron Printec DS Prosoft Biometrics ProVS QNAP QNX Raystar Revisor Lab Rittal RST Sandisk Scaime Schaefer Schneider Electric Schroff Sharp Siemens Signatec Sigur Simotics Smartek Vision Spectrum Swissbit SYSGO TDK-Lambda Thermokon Tiepie Tri-M Engineering TTTech VIPA Visiosens Vivotek WAGO WAGO I/O Wecon WECON Weidmuller Weintek Wind River Wuhan Maiwe XP Power XP-EMCO Yaskawa DMC БД СЕНСОРС РУС КОНСТЭЛ Ленпромавтоматика МПС Софт ПассатИнновации ПЛКСистемы ПРОСОФТ Прософт-Системы Энергон
Электротехническая промышленность
Установка контактной точечной сварки предназначена для сваривания элементов конструкций и деталей электронных приборов. Сварочные операции могут выполняться с помощью сварочной головки, сварочных клещей и сварочного карандаша. Установка применяется для контактной точечной сварки чёрных, цветных металлов и их сплавов.
Сварочные операции могут выполняться с помощью сварочной головки, сварочных клещей и сварочного карандаша. Установка применяется для контактной точечной сварки чёрных, цветных металлов и их сплавов.
Батурин Валерий, Евцихевич Виталий, Ефентьев Александр, Ефимов Роман, Турманов Владимир, Шпаков Евгений
753
В ЗАКЛАДКИ
Статья
в электронной версии
«СТА» №4 / 2011 стр. 80
Статья в PDF
840 КБ
Введение
Установка контактной точечной сварки предназначена для сваривания элементов конструкций и деталей электронных приборов. Установка смонтирована на столе, имеющем освещение и систему подачи под избыточным давлением очищенного через фильтры воздуха в зону сварки. На столе смонтирован сварочный трансформатор, к которому подключаются сварочный инструмент, шкаф с силовыми элементами управления и шкаф с контроллером управления и панелью оператора.
Установка применяется для контактной точечной сварки чёрных, цветных металлов и их сплавов.
Устройство и работа
Общий вид установки контактной точечной сварки показан на рисунке 1.
Установка состоит из бокса со столом, сварочной головки, контактной плиты для сварки сварочным карандашом, сварочного трансформатора, силового шкафа, кнопочного поста, шкафа управления с панелью оператора для выбора и индикации режимов сварки, ножной педали, клещей сварочных и карандаша сварочного.
Стол выполнен из прямоугольных труб, на нем установлен бокс. На столешнице бокса расположена сварочная головка, слева – контактная плита, сварочный карандаш и сварочные клещи. Справа на стойке находится шкаф управления с контроллером управления установкой и графической панелью оператора. Внизу под столом на кронштейне установлены сварочный трансформатор и ножная педаль с регулируемой по длине тягой на сварочную головку.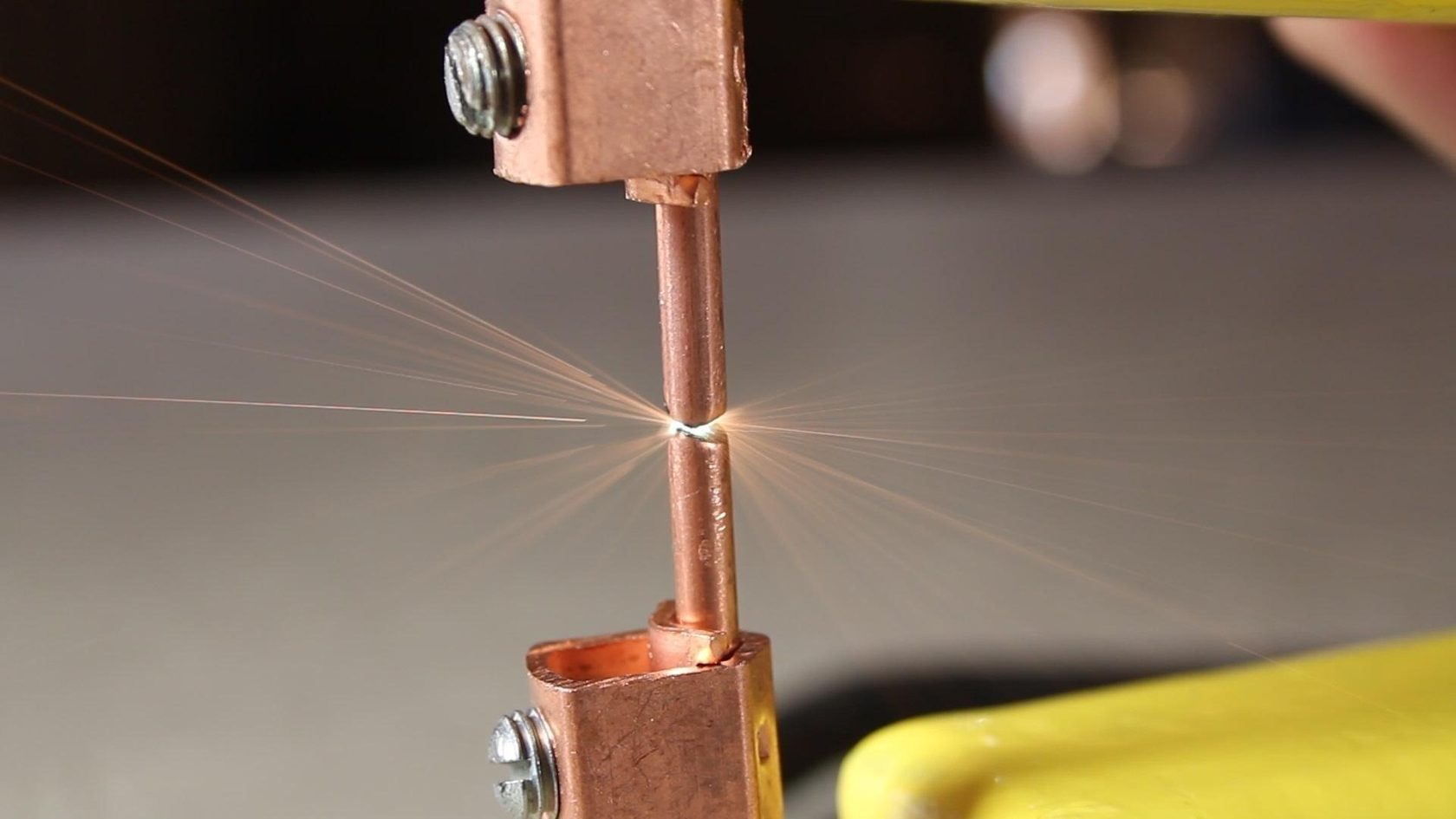 Справа под столом располагается силовой шкаф с индикаторами наличия напряжения на вводном устройстве шкафа. Кнопочный пост включения/отключения установки находится на кронштейне справа на нижней плоскости стола. Силовые цепи сварочной головки, контактной плиты, сварочного карандаша и сварочных клещей соединены кабельными жгутами со вторичной обмоткой сварочного трансформатора. Концевые выключатели сварочного инструмента, определяющие момент сварки, соединены со шкафом управления.
Справа под столом располагается силовой шкаф с индикаторами наличия напряжения на вводном устройстве шкафа. Кнопочный пост включения/отключения установки находится на кронштейне справа на нижней плоскости стола. Силовые цепи сварочной головки, контактной плиты, сварочного карандаша и сварочных клещей соединены кабельными жгутами со вторичной обмоткой сварочного трансформатора. Концевые выключатели сварочного инструмента, определяющие момент сварки, соединены со шкафом управления.
Система управления сваркой
Структурная схема установки контактной точечной сварки приведена на рисунке 2.
Напряжение, при котором производится сварка, формируется из питающего напряжения сети переменного тока 380 В с помощью сварочного трансформатора. Для сварки предусмотрено 16 ступеней питающего напряжения, которые формируются с помощью 5 первичных обмоток. Одна из обмоток является основной и используется на всех диапазонах. При её подключении вырабатывается максимальное сварочное напряжение, соответствующее 15-й ступени. Остальные обмотки являются дополнительными. При последовательном и согласованном подключении дополнительных обмоток к основной коэффициент трансформации уменьшается, что приводит к снижению выходного напряжения вторичной обмотки. Число витков дополнительных обмоток имеет весовые коэффициенты 1-2-4-8 относительно основной обмотки с минимальным числом витков. Подключая дополнительные обмотки в различном сочетании, можно получить 16 ступеней выходного напряжения вторичной обмотки, к которой подключается сварочный инструмент. Вторичная обмотка имеет три витка с двумя отводами.
Остальные обмотки являются дополнительными. При последовательном и согласованном подключении дополнительных обмоток к основной коэффициент трансформации уменьшается, что приводит к снижению выходного напряжения вторичной обмотки. Число витков дополнительных обмоток имеет весовые коэффициенты 1-2-4-8 относительно основной обмотки с минимальным числом витков. Подключая дополнительные обмотки в различном сочетании, можно получить 16 ступеней выходного напряжения вторичной обмотки, к которой подключается сварочный инструмент. Вторичная обмотка имеет три витка с двумя отводами.
Силовой шкаф содержит автоматический выключатель и контактор Schneider Electric, обеспечивающие общее включение установки, сильноточные реле управления переключением первичных обмоток трансформатора фирмы Finder и оптотиристорный модуль типа МТОТО160-10-7И, обеспечивающий подключение первичной обмотки трансформатора к питающему напряжению на требуемый временной интервал для формирования сварочных импульсов.
На лицевой панели силового шкафа установлено три сигнальных индикатора «Фаза А», «Фаза В» и «Фаза С», сигнализирующих о подключении сварочной установки к сети электропитания.
Шкаф управления содержит контроллер S7 200 Siemens типа CPU 222 с источником питания LOGO!Power и графическую панель оператора Weintek с сенсорным экраном. Конструктивно силовой шкаф и шкаф управления выполнены с использованием изделий фирмы Rittal. Выбор сварочного инструмента, типа и параметров сварочных импульсов производится оператором на графической панели с сенсорным экраном. Общий вид панели управления представлен на рисунке 3.
На панели оператора расположены все необходимые органы управления и контроля установки. Текущее состояние оборудования, соответствующее состоянию кнопок, обозначается текстовыми надписями на кнопках.
Прежде чем описывать порядок работы с установкой контактной сварки, рассмотрим назначение органов управления, расположенных на панели оператора.
Установка контактной сварки может находиться в состоянии «Настройка», в котором производится настройка параметров сварки для выбранного сварочного инструмента, или в состоянии «Работа», в котором производится сварка. В состоянии «Настройка» сварочные импульсы не формируются и сварка невозможна.
При переходе кнопки из состояния «Настройка» в состояние «Работа» происходит запись указанных на панели оператора настроечных параметров в область памяти выбранного сварочного инструмента. При переходе кнопки из состояния «Работа» в состояние «Настройка» происходит считывание записанных ранее настроечных параметров из области памяти выбранного сварочного инструмента и отображение их на панели оператора.
При переходе кнопки из состояния «Работа» в состояние «Настройка» происходит считывание записанных ранее настроечных параметров из области памяти выбранного сварочного инструмента и отображение их на панели оператора.
На установке контактной сварки можно выполнять сварочные работы с использованием одного из трёх инструментов: сварочной головки, сварочных клещей или сварочного карандаша. На экране панели оператора расположены кнопки выбора инструмента, для которого будут настраиваться параметры сварочных импульсов или с помощью которого будет производиться очередная сварочная операция, с соответствующими надписями.
На установке контактной сварки возможно выполнение сварочных работ с использованием положительной, отрицательной или двухполярной последовательности сварочных импульсов. Выбор типа сварочных импульсов при настройке параметров сварочного инструмента или в процессе сварки осуществляется с помощью кнопок «Плюс», «Минус» и «Синус».
На установке контактной сварки возможно выполнение сварочных работ с использованием последовательности от одного до четырёх сварочных импульсов.
Выбор количества сварочных импульсов производится последовательным нажатием кнопки с изменяющейся надписью «Имп. 0», отображающей число сварочных импульсов при сварке. Кнопка выбора количества импульсов позволяет циклически перебирать количество сварочных импульсов для указания необходимого числа.
Сварочный трансформатор установки контактной сварки позволяет дискретно изменять максимальную величину сварочного напряжения, которое соответствует углу 90° напряжения синусоидальной формы на сварочном инструменте. Можно установить 16 диапазонов сварочных напряжений. Задание и индикация выбранного диапазона и соответствующего напряжения производятся с помощью элементов управления на панели оператора. Цифровое табло с белым фоном отображает номер выбранного диапазона сварочного напряжения. Одновременно это табло является кнопкой вызова стандартной цифровой клавиатуры, предназначенной для ввода числового значения номера диапазона. Возможен ввод номеров диапазона от 0 до 15.
Для удаления графика соответствия максимального сварочного напряжения выбранному номеру диапазона необходимо нажать указателем в область этого графика.
Система управления установкой точечной сварки осуществляет также регулирование сварочного импульса тока за счёт изменения угла открывания оптотиристорного модуля. Угол открывания оптотиристорного модуля лежит в диапазоне 60–160 электрических градусов полупериода питающего напряжения. Задание и индикация выбранного угла открывания оптотиристорного модуля и соответствующего напряжения производится с помощью элементов управления, расположенных слева на панели оператора.
Задание и индикация выбранного угла открывания оптотиристорного модуля и соответствующего напряжения производится с помощью элементов управления, расположенных слева на панели оператора.
Цифровое табло с белым фоном отображает угол открывания оптотиристорного модуля. Одновременно это табло является кнопкой вызова стандартной цифровой клавиатуры, предназначенной для ввода числового значения угла открывания тиристора. Возможен ввод углов открывания тиристора от 60 до 160 электрических градусов, остальные числовые значения игнорируются. Завершение ввода происходит по нажатию кнопки Enter. Стрелочный индикатор показывает текущий угол открывания оптотиристорного модуля и позволяет визуально оценить возможности по изменению настройки в ту или иную сторону. Цифровое табло на сером фоне отображает текущую величину максимального сварочного напряжения с учётом угла открывания оптотиристорного модуля. Справку о соответствии угла открывания оптотиристорного модуля и максимального сварочного напряжения можно получить, если указателем нажать в область надписи «Фаза», в результате появится график, приведённый на рисунке 5.
Для удаления графика необходимо нажать указателем в область расположения этого графика.
На панели управления под стрелочными индикаторами диапазона и фазы расположен горизонтальный индикатор интеграла модуля напряжения сварочных импульсов. Он позволяет визуально (качественно) оценить возможности регулировки теплового воздействия сварочных импульсов в сторону увеличения или уменьшения за счёт угла открывания тиристоров, диапазона сварочного напряжения или количества сварочных импульсов. Максимум шкалы соответствует сварке четырьмя синусоидальными импульсами на 15-м диапазоне сварочного напряжения при значении угла открывания тиристора, равном 60°.
На установке контактной сварки можно выбрать концевой выключатель сварочного инструмента, при нажатии на который будут формироваться сварочные импульсы. Выбор инициатора сварочных импульсов осуществляется последовательным нажатием кнопки с циклически изменяющейся надписью «Пауза», «Панель», «Авто», «Педаль», отображающей выбранный способ управления импульсами.
Возможны следующие варианты управления сваркой.
-
«Пауза»: независимо от вызванного состояния («Настройка» или «Работа») действует запрет на формирование сварочных импульсов.
-
«Панель»: сварка возможна только инструментом, выбранным на панели оператора.
-
«Авто»: независимо от указанного на панели оператора инструмента сварка производится тем инструментом, на котором сработал концевой выключатель; при этом сварка происходит именно с его настроечными параметрами. Таким образом реализуется режим автоматического выбора настроечных параметров для используемого сварочного инструмента.
-
«Педаль»: независимо от того, каким инструментом выполняется сварочная операция, формирование сварочных импульсов произойдет только при срабатывании концевого выключателя, установленного на дополнительной педали управления, то есть при нажатии на эту педаль.
 При этом сварка происходит с настроечными параметрами инструмента, выбранного на панели оператора.
При этом сварка происходит с настроечными параметрами инструмента, выбранного на панели оператора.
 При этом сварка происходит с настроечными параметрами инструмента, выбранного на панели оператора.
При этом сварка происходит с настроечными параметрами инструмента, выбранного на панели оператора.
Выбор инициатора сварочных импульсов позволяет организовать более гибкое управление сварочным инструментом.
Включение сварочного тока при работе сварочной головки осуществляется ножной педалью при достижении заданного значения усилия сжатия электродов. Усилие нажатия на педаль не превышает 8 кгс. При работе карандаша и клещей включение сварочного тока осуществляется ручным нажатием электрода карандаша на свариваемые детали и ручным сжатием электродами клещей свариваемых деталей при достижении заданных значений усилий сжатия деталей. В целях унификации процесса сварки имеется возможность перевода установки в такой режим, при котором сварочный импульс на любой выбранный инструмент подаётся при помощи педали, вне зависимости от заданного усилия на этом инструменте. Это позволяет произвести сварку деталей в случаях, когда технически невозможно обеспечить заданное усилие на инструменте.
Выводы
Представленная в статье установка контактной точечной сварки (технические характеристики приведены в табл. 1) отличается от действующих прототипов удобным пользовательским интерфейсом и высокой повторяемостью заданных режимов сварки.
Кроме того, благодаря использованию надёжных комплектующих изделий обеспечивается длительная многосменная работа оборудования в производственных условиях с минимальным временем технического обслуживания. Учитывая продолжительный срок эксплуатации подобных сварочных установок на предприятиях электронной промышленности, можно говорить о том, что представленная разработка является актуальной. ●
Авторы – сотрудники ООО «Трайтек Инфосистемс»
Телефон: (8452) 520-101
E-mail: [email protected]
Услуги контактной точечной сварки в Чебоксарах
Производство
- Литьё и Гальваника
- Механическая обработка
- Сварка
- Монтажно-сборочное производство
- Изготовление кабельной продукции
- Сборка узлов и оборудования
- Производство элементов декора
И так, что же представляет из себя данный тип услуги? Контактно-точесная сварка – это процесс, при котором сварка деталей происходит за счет нагрева соприкасающихся поверхностей до температуры плавления, в следствии прохождения через них большого электрического тока, и их сжатием. Они могут быть соединены как в одной, так и нескольких точках одновременно. При данном типе сварки могут применяться клеесварные и сварно-паяные соединения (комбинированные). В случаях, когда сварным соединениям необходимо повысить прочность и стойкость от влияния коррозии добавляются специальные клей и припой. Данный тип соединения обладает довольно высоким уровнем прочности, он определяется не только формой, но и размером поверхности электродов, может варьироваться в зависимости от типа сварной точки, силы сварочного тока, времени за которое он проникает через заготовки, усилия сжатия и состояния поверхностей свариваемых деталей. Благодаря высокой эффективности точечной сварки возможно создавать до несколько сот соединений за, буквально, одну минуту из арматуры или алюминия.
Они могут быть соединены как в одной, так и нескольких точках одновременно. При данном типе сварки могут применяться клеесварные и сварно-паяные соединения (комбинированные). В случаях, когда сварным соединениям необходимо повысить прочность и стойкость от влияния коррозии добавляются специальные клей и припой. Данный тип соединения обладает довольно высоким уровнем прочности, он определяется не только формой, но и размером поверхности электродов, может варьироваться в зависимости от типа сварной точки, силы сварочного тока, времени за которое он проникает через заготовки, усилия сжатия и состояния поверхностей свариваемых деталей. Благодаря высокой эффективности точечной сварки возможно создавать до несколько сот соединений за, буквально, одну минуту из арматуры или алюминия.
Весь процесс условно делится на три этапа:
- Сжатие двух деталей в месте их предполагаемой сварки;
- Использование электрического импульса для нагрева соприкасающихся поверхностей металла и его расплавление;
- Охлаждение и кристаллизация, снятие остаточного напряжения.

Точечная сварка от «ПромЭл» обладает целым рядом достоинств, благодаря которым: исключается необходимость в рабочих материалах (присадки для сварки, флюс и т.д.), повышается экологичность, доступность, производительность, мы добились практически полного отсутствия остаточной деформации, частичная механизация и автоматизация позволили наиболее эффективно нашим специалистам работать со сварочными аппаратами, что обеспечило максимальную аккуратность и надежность сварного соединения. Все эти качества обеспечивают наш успех, стабильность и высокие позиции на рынке.
Недостатки сварки значительно уменьшены, а в некоторых случаях полностью устраняются особыми приемами ведущих специалистов нашей компании, которые используют передовые знания на ряду с качественным и современным оборудованием.
Другие услуги:
Механическая обработка
Механическая обработка сталей, сплавов и цветных металлов – основа нашего производства. Наработав большой опыт, освоив все современные технологии обработки металлов, мы можем предложить нашим клиентам высококачественную продукцию, изготовленную в короткие сроки по конкурентным ценам на высокоточном оборудовании.
Подробнее >>
Сборка узлов и оборудования
Сборка – завершающее звено в производственном цикле предприятия. На счету нашей компании множество реализованных проектов: электрические шкафы, транзакционные терминалы, информационные киоски, оборудование для платных стоянок и платных автодорог. Изготавливаем сейфы 1-ой степени защиты массой до 400 кг, в том числе сэндвич (бетон) – сейф для банковского оборудования.
Подробнее >>
Монтажно-сборочное производство
- монтаж печатных плат;
- регулировка и функциональный контроль изготавливаемой продукции;
- сборка электронного оборудования.
Подробнее >>
Литьё и Гальваника
Наше производство укомплектовано парком современных термопластавтоматов с разным объемом впрыска, оснащенных новейшим периферийным оборудованием, обеспечивающим стабильность процесса производства пластмасс.
Подробнее >>
Изготовление кабельной продукции
Предлагаем услуги по обработке проводов, изготовлению кабелей и жгутов: 1) автоматизированная мерная резка; 2) автоматизированная зачистка провода, с одного, двух концов; 3) ручная пайка контактов и проводов; 4) опрессовка наконечников;
монтаж разъемов разного типа;
автоматизированная маркировка трубок и др.
Подробнее >>
Сварка
- аргонно-дуговая;
- контактная точечная сплавов;
- конденсаторная для “пристрелки” метизов;
- роботизированная.
Подробнее >>
Производство элементов декора
Благодаря развитию технологий обработки металла сегодня, декоративные элементы из этого материала заняли достойное место как в дизайне помещений, так и дизайне территорий. Лазерная резка в интерьерном дизайне стала использоваться сравнительно недавно, но область ее применения практически безгранична: от изготовления настенных панно при украшении квартир, мангалов и качелей для загородных домов, так и в сложных архитектурных объектах.
Подробнее >>
Предидущая услуга
Аргонно-дуговая сварка
Следующая услуга
Конденсаторная сварка
Проекция по сравнению с точечной сваркой | Сварка сопротивлением
Процесс сварки сопротивлением обычно используется в бюджетных проектах, поскольку он не требует дополнительных материалов помимо соединяемого металла.
К счастью, рентабельность процесса не приводит к менее надежному сварному шву. В то время как различные методы сварки различаются по стоимости, подходящий метод в значительной степени выбирается в зависимости от того, что лучше всего подходит для конкретного применения.
Каждый тип сварки подходит для определенных видов работ, включая контактную сварку.
Norstan предлагает своим клиентам два вида контактной сварки: точечную и рельефную.
Выступающая сварка фактически является модификацией точечной сварки, новаторского процесса контактной сварки. Выступающая сварка обычно используется для проектов с более толстыми материалами (около 0,035 дюйма и толще).
Хотя его также можно использовать для соединения более тонких металлических деталей, это, как правило, остается для точечной сварки.
Точечная сварка
Точечная сварка обычно соединяет металлические листы. Это один из старейших методов сварки, который используется до сих пор.
Использование электродов с заостренными концами для создания противоположных сил позволяет нагревать металлические детали и затем легко соединять их.
Форма электрода, используемого в этом процессе, определяет различные факторы сварки, такие как:
- Ток
- Выработка тепла
- Размер сварного шва
Автомобильная промышленность в значительной степени полагается на точечную сварку, когда приходит время соединять сегменты автомобильных кузовов и других крупных компонентов. Другие крупногабаритные изделия, такие как бытовая мебель и другие бытовые приборы и оборудование, также часто собираются с помощью точечной сварки.
Точечная сварка идеально подходит для сварки углеродистой стали и алюминия. В некоторых случаях точечной сварке также могут подвергаться нержавеющие стали, никелевые сплавы и титан. Этот процесс также хорошо поддается автоматизации, что считается заметным преимуществом для многих производителей. Роботы и манипуляционные системы можно легко запрограммировать для выполнения точечной сварки.
Процесс точечной сварки предлагает производителям ряд преимуществ, в том числе:
- Доступность по цене
- Скорость
- Эффективность
- Легко автоматизируется
- Листы толщиной от 0,25 дюйма можно без проблем сваривать точечной сваркой
Выступающая сварка
Как и точечная сварка, в процессе рельефной сварки используется тепло, выделяемое электрическим током для соединения металлических деталей. Выступающие электроды способны проводить больший ток, чем электроды для точечной сварки, и поэтому могут сваривать гораздо более толстые материалы.
Выступающие электроды способны проводить больший ток, чем электроды для точечной сварки, и поэтому могут сваривать гораздо более толстые материалы.
В процессе рельефной сварки два плоских электрода покрывают лицевую сторону крепежного изделия. Сами выступы поглощают и рассеивают тепло, что позволяет производить прочные сварные швы с исключительной эстетикой.
Равномерный контакт и давление между выступами крепежа и основным металлом помогает избежать чрезмерного давления электрода.
Процесс рельефной сварки идеально подходит для соединения металлических деталей с тиснением. Он часто используется в электротехнике, автомобилестроении и строительстве, отчасти из-за прочности сварных швов, которые он создает.
Выступающая сварка предлагает следующие преимущества:
- Превосходный тепловой баланс по сравнению с другими методами контактной сварки
- Идеально подходит для сценариев, требующих соединения толстых кусков металла
Сварочные услуги в Norstan
Norstan предлагает клиентам услуги точечной и рельефной сварки, разработанные с учетом их индивидуальных потребностей. Наши услуги контактной сварки идеально подходят для предприятий автомобильной, аэрокосмической и обрабатывающей промышленности, но могут быть полезны любой организации, нуждающейся в прочных сварных швах.
Наши услуги контактной сварки идеально подходят для предприятий автомобильной, аэрокосмической и обрабатывающей промышленности, но могут быть полезны любой организации, нуждающейся в прочных сварных швах.
Наша команда специализируется как на точечной, так и на рельефной сварке. С нашим знающим и отзывчивым персоналом на вашей стороне, когда вы приступите к своему проекту, вам никогда не придется беспокоиться о качестве деталей или услуг, которые вы получите. Мы полностью привержены обеспечению 100% удовлетворенности клиентов благодаря инновационной и внимательной работе.
Член нашей команды будет рад поговорить с вами о конкретных требованиях вашей отрасли или области применения.
После этого мы будем работать над созданием доступного, перспективного и эффективного решения, адаптированного к вашему проекту. Если вы хотите узнать больше о сварочных услугах Norstan, свяжитесь с нами сегодня.
Двухимпульсные промышленные точечные сварочные аппараты: 1000 ws точечный сварочный аппарат
Основы точечной сварки с сопротивлением емкостному разряду
Сварка сопротивлением с емкостным разрядом использует конденсаторы для накопления энергии для быстрого высвобождения. На рис. 1 показана типичная кривая разряда конденсатора. Емкостные сварочные аппараты сопротивления, также называемые емкостными сварочными аппаратами или сварочными аппаратами CD, имеют много преимуществ по сравнению с другими типами сварочных аппаратов. Формирование сварного шва происходит в течение первых нескольких миллисекунд процесса сварки. Сварочный аппарат CD обеспечивает чрезвычайно быстрое выделение энергии с большими пиковыми токами. Больше энергии уходит на формирование сварного шва и меньше на нагрев окружающего материала. Зона термического влияния, где свойства металла были изменены быстрым нагревом и охлаждением, локализована на небольшой площади вокруг места сварки. Высокая скорость разряда сварочных аппаратов CD также позволяет сваривать электро- и теплопроводные материалы, такие как медь или алюминий. Емкостные сварочные аппараты обеспечивают повторяемость сварных швов даже при колебаниях сетевого напряжения, поскольку энергия сварки накапливается до ее использования.
На рис. 1 показана типичная кривая разряда конденсатора. Емкостные сварочные аппараты сопротивления, также называемые емкостными сварочными аппаратами или сварочными аппаратами CD, имеют много преимуществ по сравнению с другими типами сварочных аппаратов. Формирование сварного шва происходит в течение первых нескольких миллисекунд процесса сварки. Сварочный аппарат CD обеспечивает чрезвычайно быстрое выделение энергии с большими пиковыми токами. Больше энергии уходит на формирование сварного шва и меньше на нагрев окружающего материала. Зона термического влияния, где свойства металла были изменены быстрым нагревом и охлаждением, локализована на небольшой площади вокруг места сварки. Высокая скорость разряда сварочных аппаратов CD также позволяет сваривать электро- и теплопроводные материалы, такие как медь или алюминий. Емкостные сварочные аппараты обеспечивают повторяемость сварных швов даже при колебаниях сетевого напряжения, поскольку энергия сварки накапливается до ее использования.
Формирование сварного шва
Точечная сварка зависит от удельного сопротивления (сопротивления) металла нагреванию и плавлению металла. Через металл обрабатываемой детали пропускают большой ток. Энергия рассеивается из-за сопротивления металла в виде тепла, которое плавит и сплавляет свариваемые материалы. Процесс плавления состоит из двух фаз. Сварщик должен преодолеть как контактное сопротивление материала, так и объемное сопротивление материала. На рис. 2 показан пример микропрофиля поверхности. На микроуровне поверхности материалов шероховатые и соприкасаются только в ограниченном количестве мест. В первые несколько миллисекунд формирования сварного шва металлические перемычки с высоким сопротивлением плавятся, позволяя другим перемычкам соприкасаться, чтобы продолжить процесс плавления. Когда все перемычки сплавлены, контактное сопротивление равно нулю. Тогда объемное сопротивление металла играет решающую роль в формировании сварного шва.
Несколько других факторов влияют на контактное сопротивление.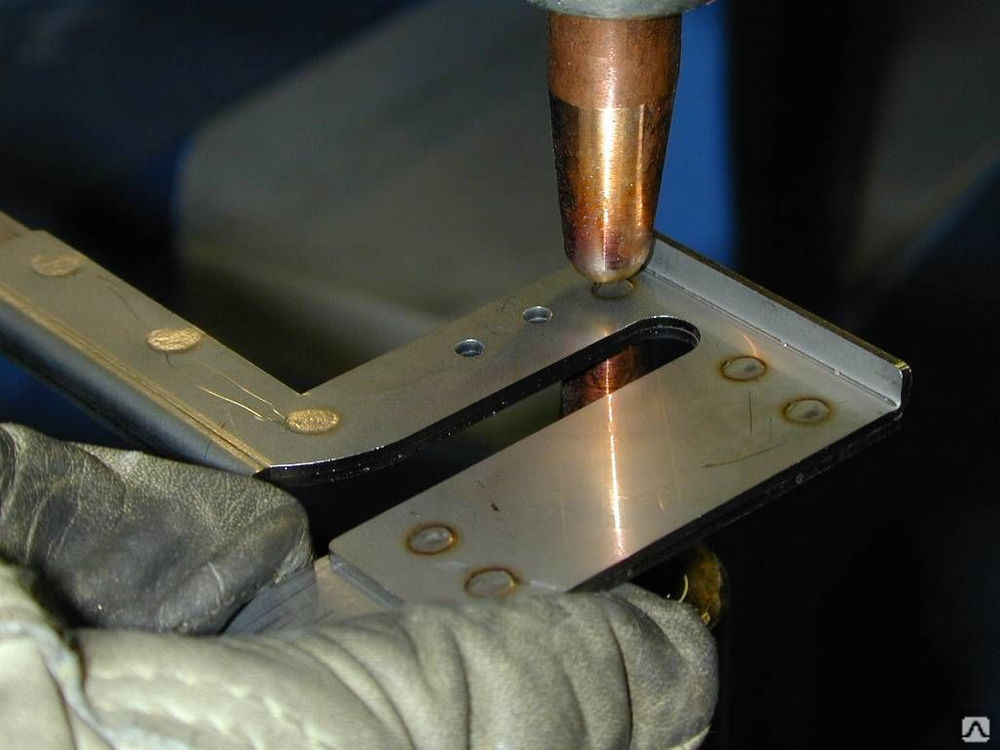 Чем больше контактное сопротивление, тем горячее сварной шов. В микромасштабе контактное сопротивление уменьшается, когда образуется больше металлических мостиков или точек контакта (см. рис. 2). Использование большего давления электрода создает больше металлических мостов. Это приводит к более низкому контактному сопротивлению и более холодному сварному шву. И наоборот, легкое давление электрода приводит к меньшему контакту с металлом, более высокому сопротивлению и более горячему сварному шву. Для обеспечения хорошей прочности сварного шва следует использовать соответствующее давление.
Чем больше контактное сопротивление, тем горячее сварной шов. В микромасштабе контактное сопротивление уменьшается, когда образуется больше металлических мостиков или точек контакта (см. рис. 2). Использование большего давления электрода создает больше металлических мостов. Это приводит к более низкому контактному сопротивлению и более холодному сварному шву. И наоборот, легкое давление электрода приводит к меньшему контакту с металлом, более высокому сопротивлению и более горячему сварному шву. Для обеспечения хорошей прочности сварного шва следует использовать соответствующее давление.
Использование функции двойной импульсной сварки
Использование нескольких импульсов тока повышает качество сварки. В режиме двойного импульса сварочные аппараты Sunstone будут запускать два импульса от одного нажатия. Первый импульс используется для удаления поверхностных несоответствий и загрязнений. Этот первоначальный выброс энергии вытесняет масла и пробивает оксидные слои.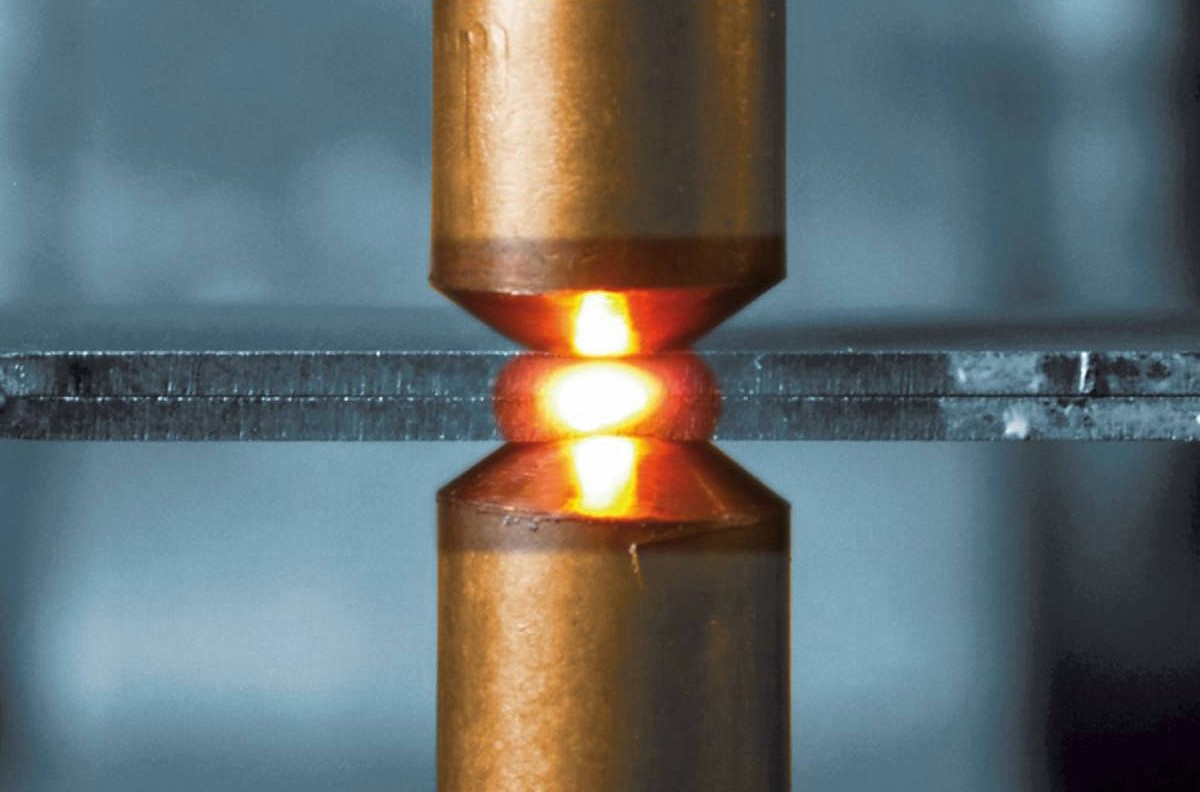 Импульс также сажает сварочные электроды. Второй импульс выполняется с гораздо более высоким уровнем энергии (ватт * секунды) и выполняет фактическую сварку. На рис. 7 показано, как будет выглядеть кривая разряда сварочного аппарата при установке двойного импульса, как описано выше.
Импульс также сажает сварочные электроды. Второй импульс выполняется с гораздо более высоким уровнем энергии (ватт * секунды) и выполняет фактическую сварку. На рис. 7 показано, как будет выглядеть кривая разряда сварочного аппарата при установке двойного импульса, как описано выше.
Настройка импульса 1 и 2
Настройка энергии импульса 1 должна быть выбрана таким образом, чтобы детали прилегали слабо. Чтобы определить импульс 1, выключите импульс 2 и выполните серию тестовых сварных швов, начиная с настройки низкой энергии импульса. Увеличивайте энергию импульса на 3-5% при каждом тесте, пока детали не слипнутся. Энергия импульса 1 должна быть уменьшена на 3-5%. Затем импульс 2 должен быть установлен на уровне, в 4–5 раз превышающем уровень импульса 1. Необходимо выполнить пробный сварной шов и разобрать его, чтобы определить прочность сварного шва. Приварка никелевой полосы к никелированной стали, обычно наблюдаемая при производстве аккумуляторных батарей, должна отрываться, оставляя отверстия в тонком никелевом металле и оставляя сварные швы на клеммах аккумулятора.