Подбор машин контактной сварки – ЗАО «КБ АСТ»
Отложить к сравнению
Отложить к сравнению
Отложить к сравнению
Отложить к сравнению
Отложить к сравнению
Отложить к сравнению
Отложить к сравнению
Отложить к сравнению
Отложить к сравнению
Отложить к сравнению
Отложить к сравнению
Отложить к сравнению
Отложить к сравнению
Отложить к сравнению
Отложить к сравнению
Отложить к сравнению
Отложить к сравнению
Отложить к сравнению
Отложить к сравнению
Отложить к сравнениюОтложить к сравнению
Отложить к сравнению
Отложить к сравнению
Отложить к сравнению
Отложить к сравнению
Отложить к сравнению
Отложить к сравнению
Отложить к сравнению
Отложить к сравнению
Отложить к сравнению
Отложить к сравнению
Отложить к сравнению
Отложить к сравнению
Отложить к сравнению
Отложить к сравнению
Отложить к сравнению
Отложить к сравнению
Отложить к сравнению
Отложить к сравнению
Отложить к сравнению
Отложить к сравнениюОтложить к сравнению
Отложить к сравнению
Отложить к сравнению
Отложить к сравнению
Отложить к сравнению
Отложить к сравнению
Отложить к сравнению
Отложить к сравнению
Отложить к сравнению
Отложить к сравнению
Отложить к сравнению
Отложить к сравнению
Отложить к сравнению
Отложить к сравнению
Отложить к сравнению
Отложить к сравнению
Отложить к сравнению
Отложить к сравнению
Отложить к сравнениюОтложить к сравнению
Отложить к сравнению
Отложить к сравнению
Отложить к сравнению
Отложить к сравнению
Отложить к сравнению
Отложить к сравнению
Отложить к сравнению
Отложить к сравнению
Отложить к сравнению
Отложить к сравнению
Отложить к сравнению
Отложить к сравнению
Отложить к сравнению
Отложить к сравнению
Отложить к сравнению
Отложить к сравнению
Отложить к сравнению
Отложить к сравнению
Отложить к сравнениюОтложить к сравнению
Отложить к сравнению
Отложить к сравнению
Отложить к сравнению
Отложить к сравнению
Отложить к сравнению
Станки для контактной сварки и стыковки арматуры
14. 10.2022 00:00
10.2022 00:00
Машина контактной точечной сварки MT-1928Л
В НАЛИЧИИ НА СКЛАДЕ! СКИДКА 5%
ЗАКАЗАТЬ
Каталог
Расширенный поиск
Цена (₽):
от до
Название:
Артикул:
Текст:
Выберите категорию:
Все СТАНКИ для ГИБКИ листового металла » Вальцы »» Вальцы ручные »» Вальцы электромеханические »» Вальцы гидравлические » Листогибочные станки »» Листогибы ручные »» Листогибы электромеханические »» Листогибы гидравлические »» Листогибочные гидравлические пресса »» Листогибы сегментные »» Листогибы электромагнитные » Прессы гидравлические СТАНКИ для РЕЗКИ листового металла » Гильотины »» Гильотины ручные »» Гильотины ручные сабельные »» Гильотины электромеханические »» Гильотины гидравлические » Лазерная резка металла » Плазменная резка металла »» Портальные станки плазменной резки металла »» Ручные аппараты для плазменной резки металла »» Источники плазменной резки металла »» Плазмотроны »» Расходные материалы для плазменной резки »»» Защитные экраны »»» Кожухи »»» Сопла »»» Электроды »»» Завихрители »»» Водяные трубки »»» Фиксаторы защитного экрана »»» Прочие расходные материалы для плазменной резки » Угловысечные станки » Станки для продольно-поперечной резки металла » Опции для станков продольно-поперечной резки металла СТАНКИ для ВОЗДУХОВОДОВ, ВОДОСТОКОВ, ДЫМОХОДОВ » Станки для производства полукруглого желоба » Станки для производства прямоугольного желоба » Станки для производства гофроколена » Зиговочные станки »» Ручные зиговочные машины »» Электромеханические зиговочные машины » Фальцеосадочные станки »» Фальцеосадочные станки ручные »» Фальцеосадочные станки электромеханические »» Фальцеосадочные машинки » Фальцепрокатные станки » Станки для отбортовки » Станки тоннельной сборки » Cтанки для нанесения ребер жесткости » Станки для сборки сегментных отводов » Круговые ножницы » Спирально-навивные станки » Автоматические линии для изготовления прямоугольных воздуховодов » Автоматические линии для изготовления шинорейки » Пуклевочники »» Дополнительные опции для пуклевочного инструмента »» Пуклевочный инструмент » Кромкогибочные станки » Станки для производства сайдинга » Маятниковые пилы для шинорейки СТАНКИ для ТРУБ и ПРОФИЛЕЙ » Ленточнопильные станки »» Ручные ленточнопильные станки »» Ленточнопильные станки с гидроразгрузкой »» Ленточнопильные станки с гидравлическим подъемом пильной рамы »» Полуавтоматические ленточнопильные станки »» Автоматические ленточнопильные станки »» Ленточнопильные станки для резки рельс »» Ленточнопильные вертикальные станки » Трубогибы »» Трубогибы ручные »» Трубогибы арбалеты »» Трубогибы электрические »» Трубогибы гидравлические »» Дорновые трубогибы »»» Полуавтоматические дорновые трубогибы »»» Автоматические дорновые трубогибы с ЧПУ »» Бездорновые трубогибы » Абразивно-отрезные станки » Дисковые отрезные станки по металлу » Ротационная вытяжка металла СТАНКИ для КОНТАКТНОЙ СВАРКИ » Мобильные клещи и аппараты для точечной сварки » Аппараты для точечной сварки » Контактная точечная сварка » Шовная сварка » Стыковая сварка » Рельефная сварка » Машины подвесные для контактной точечной сварки » Многоэлектродные машины СТАНКИ для АРМАТУРЫ и ПРОВОЛОКИ » Станки для гибки арматуры » Станки для резки арматуры » Правильно-отрезные станки » Ручные станки для гибки и резки арматуры »» Ручные станки для резки арматуры »» Ручные станки для гибки арматуры КУЗНЕЧНОЕ оборудование » Станки для ковки » Кузнечный инструмент » Кузнечные горны РОТАЦИОННАЯ ВЫТЯЖКА металла » Ротационная ковка трубы РАЗМАТЫВАТЕЛИ РУЛОННОГО металла РУЧНОЙ ИНСТРУМЕНТ для металла » Ножницы рычажные » Инструмент для пробивки отверстий в металле » Инструмент для вырубки седловин труб » Реечные прессы ПРЕСС-НОЖНИЦЫ и ПРОБИВНЫЕ ПРЕССЫ » Дыропробивные станки » Координатно-пробивные прессы » Пресс-ножницы комбинированные » Автоматизированные линии пробивки проката » Долбежные станки КРОВЕЛЬНОЕ оборудование » Кровельные станки » Рамки для закрытия фальца МЕТАЛЛОРЕЖУЩИЕ СТАНКИ » Заточные станки по металлу » Вертикальные обрабатывающие центры с ЧПУ » Сверлильные станки »» Магнитные сверлильные станки »» Вертикально-сверлильные станки »» Радиально-сверлильные станки »» Рельсосверлильные станки »» Многошпиндельные сверлильные станки »» Сверлильно-фрезерные станки » Фрезерные станки по металлу »» Настольные фрезерные станки »» Универсальные фрезерные станки »» Вертикально-фрезерные станки » Токарные станки по металлу »» Настольные токарные станки »» Универсальные токарные станки » Электроэрозионные станки »» Проволочно-вырезные станки » Шлифовальные станки по металлу » Полировальные станки по металлу ФОРМОВКА листового металла » Шринкеры » Английское колесо » Молотки гладильные СТАНКИ для СТРОИТЕЛЬНЫХ ПРОФИЛЕЙ
Производитель:
Все3emakina (Турция)ACL (Китай)Aotai (Китай)BDS (Германия)Beka-mak (Турция)BS (Италия)CBC (Италия)Cevisa (Испания)Ckemsa (Турция)Comafer (Италия)Doganmach (Турция)DURMA (Турция)ERCOLINA (Италия)ERMAKSAN (Турция)Euroboor (Нидерланды)Exact (Финляндия)Geka (Испания)Gocmaksan (Турция)GROST (Россия-Китай)GWEIKE (Китай)Huawei (Китай)ISITAN (Турция)Kapriol (Италия)KING-MACC (Китай)Lefon (Китай)MACC (Италия)Mackma (Италия)MAKRO (Турция)MetalTec (Китай)NEW TECH MACHINERY(США)Nko Machines (Чехия)Optimum Maschinen (Германия)PERI (Китай)PILOUS (Чехия)Pohjanmaan Rakkenuspelti Oy (Финляндия)Promotech (Польша)Rotabroach (Великобритания)Sahinler (Турция)Sente Makina (Турция)STALEX (Россия, Китай, Польша)Stangroup Machinery (Китай)TECNA (Италия)TELWIN (Италия)TOR (Китай)TRITONTRUMPF (Швейцария)TTMC (Китай)Uzma (Турция)VEKTOR (Китай)Вектор (Беларусь)Витязь (Китай)ГерманияКитайРоссияСВС (Италия)ТAOLE (Китай)Чехия
СНЯТ С ПРОДАЖИ:
Вседанет
ЦЕНА С НДС-20%:
Вседанет
В наличии:
Вседанет
Бесплатная доставка:
Вседанет
-10% при 100% предоплате:
Вседанет
Под заказ:
Вседанет
+ ножницы в подарок:
Вседанет
Наличие уточняйте:
Вседанет
Новинка:
Вседанет
Спецпредложение:
Вседанет
Результатов на странице:
5203550658095
Забыли пароль?
Регистрация
Заказать звонок
Заказать звонок
Главная СТАНКИ для КОНТАКТНОЙ СВАРКИ
Показать подкатегории
Цена р.
от до
Производитель
3emakina (Турция)
Doganmach (Турция)
TECNA (Италия)
TELWIN (Италия)
Россия
СНЯТ С ПРОДАЖИ
Вседанет
ЦЕНА С НДС-20%
Вседанет
В наличии
Вседанет
Бесплатная доставка
Вседанет
-10% при 100% предоплате
Вседанет
Под заказ
Вседанет
+ ножницы в подарок
Вседанет
Наличие уточняйте
Вседанет
Новинка
Вседанет
Спецпредложение
Вседанет
Найдено
0
Показать Сбросить фильтр
Сортировать:
Товар
Цена
Показать еще
- Пред.

- 1
- 2
- След.
Подписаться на рассылку выгодных предложений
- Ознакомлен с правилами предоставления услуг и согласен на обработку своих персональных данных
Этот сайт использует cookie-файлы и другие технологии для улучшения его работы. Продолжая работу с сайтом, Вы разрешаете использование cookie-файлов. Вы всегда можете отключить файлы cookie в настройках Вашего браузера.
Продолжая работу с сайтом, Вы разрешаете использование cookie-файлов. Вы всегда можете отключить файлы cookie в настройках Вашего браузера.
Понятно
Что такое сварка сопротивлением и как она работает?
Последнее обновление
Сварка сопротивлением заключается в соединении двух металлов путем приложения давления и пропускания через них электрического тока. Процесс проводится в течение заданного периода времени, чтобы нагреть поверхность раздела металлов до точки плавления. Во время процесса нагревания прикладывается усилие зажима, чтобы удерживать металлы на месте до тех пор, пока самородок не затвердеет. Одним из ключевых преимуществ этого метода является то, что для создания связи не требуется наполнитель. Это делает этот метод невероятно удобным как для небольших, так и для крупных сварщиков.
Как работает контактная сварка?
Сварка сопротивлением позволяет сварщикам соединять две металлические детали вместе, используя принцип выделения тепла за счет электрического сопротивления. Электрический ток передается на металлические листы через сварочные электроды, которые прикладывают усилие к листам. Затем сила преобразуется в тепло для плавления металла в точках сопротивления с образованием расплава.
Электрический ток передается на металлические листы через сварочные электроды, которые прикладывают усилие к листам. Затем сила преобразуется в тепло для плавления металла в точках сопротивления с образованием расплава.
Затем электрод отводит тепло из зоны расплавленного сварного шва, что приводит к образованию очага сварки в месте его затвердевания. Сварщики регулярно применяют давление до, во время и после подачи тока, чтобы ограничить площадь контакта.
Какие существуют виды контактной сварки?
Ниже приведены различные типы процессов сварки сопротивлением:
1. Точечная сварка сопротивлением
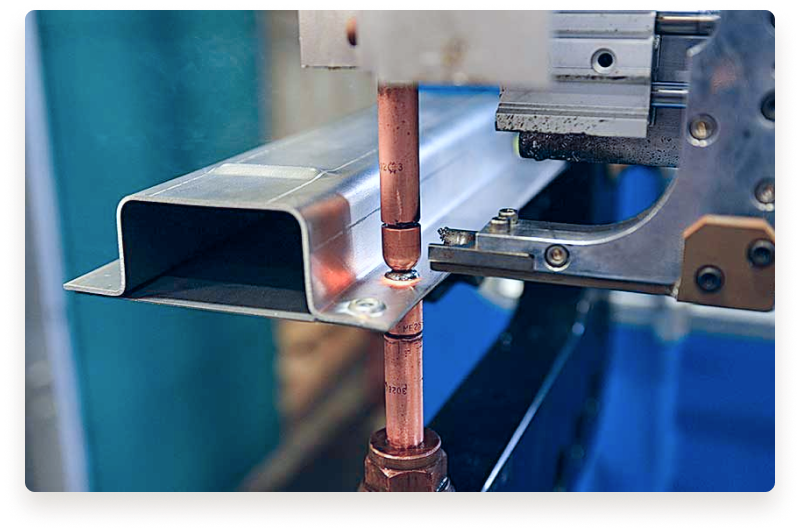
В этом процессе сварка создается с использованием тепла, выделяемого сопротивлением протеканию сварочного тока. Сопротивление создается между соприкасающимися поверхностями и силой, прикладываемой к заготовкам в течение определенного периода времени. При точечной сварке используется геометрия лицевых поверхностей сварочных электродов, чтобы сфокусировать приложенное к заготовке давление и сварочный ток в нужном месте. Как только достигается оптимальное сопротивление, материалы оседают и объединяются, образуя самородок.
Как только достигается оптимальное сопротивление, материалы оседают и объединяются, образуя самородок.
Изображение предоставлено: Дмитрий Калиновский, Shutterstock
2. Сварка контактным швом
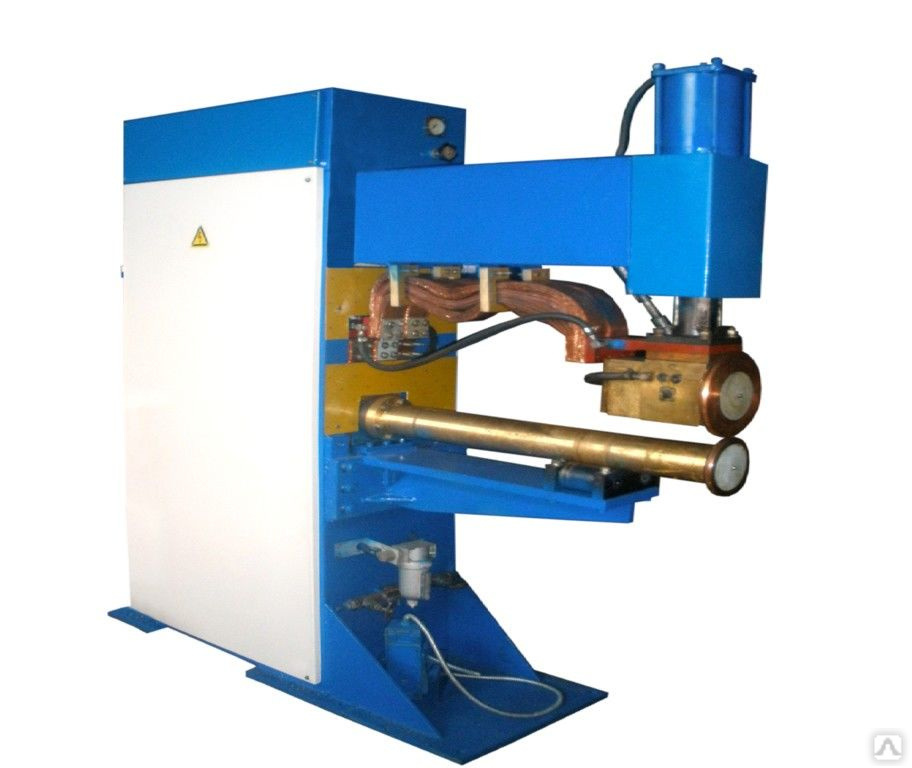
В этом процессе используются электроды в форме колеса для создания силы и сварочного тока для расплавления заготовок. Заготовки вставляются так, чтобы они катились между электродами в форме колеса при подаче сварочного тока. Созданные сварные швы могут перекрываться, что приводит к точечному сварному шву через определенные промежутки или к полному сварному шву.
3. Сварка контактным выступом
Сварка выступающим электродом локализует сварные швы в заданных точках. В этом методе используются тиснения, выступы или пересечения для фокусировки тепла, выделяемого в точке контакта. Как только сварочный ток создает достаточное сопротивление, выступы разрушаются, образуя самородок.
4. Стыковая сварка сопротивлением
Это форма контактной сварки, используемая для сварки двух толстых металлических стержней или пластин по краям. Связывание осуществляется приложением противоположных сил непосредственно при зажиме заготовок электродами. После того, как заготовки нагрелись, прикладывается сильное давление, чтобы образовался самородок, хотя плавление может произойти не сразу. Расплаву дают остыть и затвердеть, чтобы сформировать сварной шов.
Связывание осуществляется приложением противоположных сил непосредственно при зажиме заготовок электродами. После того, как заготовки нагрелись, прикладывается сильное давление, чтобы образовался самородок, хотя плавление может произойти не сразу. Расплаву дают остыть и затвердеть, чтобы сформировать сварной шов.
5. Сварка поперечной проволокой
Это форма контактной сварки, используемая для соединения стержней или проволоки в поперечных соединениях. Связывание осуществляется прямым приложением противоположных сил с помощью плоских электродов. При этом происходит локализация генерируемого тепла и тока в месте контакта между скрещивающимися стержнями или проводами.
6. Сварка контактной сваркой
В этом методе для образования сварного шва используется контактная сварка и контактная сварка. Сварщик начинает с того, что прикладывает силу сцепления к сопрягаемым поверхностям свариваемых листов. Затем перед отверждением клея через листы выполняется контактная точечная сварка. Точечная сварка укрепляет сварной шов, а клей обеспечивает жесткость соединений.
Точечная сварка укрепляет сварной шов, а клей обеспечивает жесткость соединений.
Параметры контактной сварки
Преобладающим принципом контактной сварки является закон нагревания Джоуля, согласно которому выделение тепла зависит от четырех факторов. Эти факторы включают сопротивление металла, приложенный ток, время приложенного тока и тепловые потери за счет проводимости и излучения.
Для оптимального функционирования этого принципа на результат контактной сварки будут влиять несколько факторов, таких как:
1. Сварочный ток
Это наиболее важный элемент контактной сварки. Сварочный ток обычно определяет тепловыделение мощностью квадратов или I2. Всякий раз, когда вы увеличиваете сварочный ток, это приводит к пропорциональному увеличению размера свариваемого самородка. Однако использование слишком большого тока приведет к выбросам и ухудшению состояния электрода.
2. Время сварки
При контактной сварке выделяемое тепло напрямую связано со временем сварки. Сварщику потребуется минимальный сварочный ток и время сварки для получения сварного шва. На формирование сварного шва обычно влияют два фактора. К ним относятся передача тепла от зоны сварки к основным металлам и электродам и потеря тепла со свободных поверхностей в окружающую среду.
Сварщику потребуется минимальный сварочный ток и время сварки для получения сварного шва. На формирование сварного шва обычно влияют два фактора. К ним относятся передача тепла от зоны сварки к основным металлам и электродам и потеря тепла со свободных поверхностей в окружающую среду.
Всякий раз, когда вы увеличиваете время сварки, убедитесь, что вы используете большой ток для увеличения размера наггетса до такой же степени, как и у наконечника электрода в зоне контакта. Во время сварки избегайте увеличения времени сварки, чтобы снизить риски, такие как выталкивание или прилипание электрода к заготовке.
Изображение предоставлено: Greeneries, Shutterstock
3. Сварочное усилие
Сварочное усилие необходимо для сжатия заготовок в зонах сварки, чтобы обеспечить плавное протекание тока. Использование низкого сварочного усилия может привести к выталкиванию сварочного тока при включении сварочного тока. Выбросы будут происходить из-за того, что контактное сопротивление будет слишком высоким, что приведет к быстрому выделению тепла. С другой стороны, использование более высокого усилия сварки приведет к увеличению площади контакта, что приведет к снижению контактного сопротивления и плотности тока. В результате уменьшится тепловыделение и размер сварного шва.
С другой стороны, использование более высокого усилия сварки приведет к увеличению площади контакта, что приведет к снижению контактного сопротивления и плотности тока. В результате уменьшится тепловыделение и размер сварного шва.
4. Контактное сопротивление
При контактной сварке контактное сопротивление обычно уменьшается с повышением температуры и уменьшается пропорционально увеличению давления. Известно, что все металлы имеют шероховатую поверхность. Таким образом, увеличение силы сварки повысит контактное давление. Увеличение контактного давления приводит к увеличению общей площади контакта поверхности раздела за счет деформации металла неровностей шероховатой поверхности. В конечном итоге деформация приведет к уменьшению контактного сопротивления на границе раздела, что уменьшит тепловыделение и размер самородка.
5. Свойства материалов
Динамика контактной сварки основывается на том свойстве, что все материалы изменяются при изменении температуры. Удельное сопротивление и теплопроводность сварочного материала будут влиять на тепловыделение и теплопередачу. При сварке металлов с низким удельным сопротивлением и высокой теплопроводностью, таких как медь и серебро, выделяется мало тепла. Из-за низкого тепловыделения соединение таких материалов контактной сваркой крайне затруднительно.
Удельное сопротивление и теплопроводность сварочного материала будут влиять на тепловыделение и теплопередачу. При сварке металлов с низким удельным сопротивлением и высокой теплопроводностью, таких как медь и серебро, выделяется мало тепла. Из-за низкого тепловыделения соединение таких материалов контактной сваркой крайне затруднительно.
При сварке разнородных металлов с более высоким удельным сопротивлением выделяется больше тепла. Поэтому сварщики должны проявлять большую осторожность при выборе формы электродов, чтобы предотвратить выталкивание. Твердость материала также влияет на контактное сопротивление, создавая высокое контактное сопротивление. Эта твердость потребует большего усилия сварки из-за шероховатости поверхности.
Изображение предоставлено: Pixabay
6. Поверхностные покрытия
Поверхностные покрытия обычно наносятся для защиты от коррозии или используются в качестве основы для дальнейшей обработки поверхности. Сварщики также могут использовать покрытия для облегчения сварки сложных комбинаций материалов. В этом случае покрытия наносятся стратегически, чтобы равномерно сбалансировать тепло на поверхности сварки.
В этом случае покрытия наносятся стратегически, чтобы равномерно сбалансировать тепло на поверхности сварки.
Поверхностные покрытия также могут усложнять процесс сварки, вынуждая сварщика выполнять определенную настройку параметров процесса. При контактной сварке удаляется большая часть поверхностных покрытий. Небольшой процент, который остается на границе раздела сварного шва, будет рассматриваться как твердый припой.
7. Геометрия и размеры
Геометрия электрода и размеры заготовок обычно влияют на результаты сварки и распределения плотности тока.
- См. также: Что такое комбинированная сварка и как она работает?
Применение контактной сварки
Контактная сварка применяется следующими способами:
- Метод стыковой сварки используется при изготовлении проволочных соединений, железнодорожных путей и колесных дисков
- В автомобильной промышленности точечная сварка используется при сборке автомобильных кузовов и крупных компонентов. Метод также широко применяется в производстве мебели и бытовой техники
- Шовная сварка в основном используется в производстве контейнеров, теплообменников, небольших резервуаров и котлов
- Метод проецирования сопротивления используется при производстве насосов, клапанов и датчиков
- Сварка крестообразной проволокой широко используется в производстве металлических проволочных сеток и покупательских тележек
 Метод также широко применяется в производстве мебели и бытовой техники
Метод также широко применяется в производстве мебели и бытовой техникиИзображение предоставлено: Funtay, Shutterstock
Преимущества контактной сварки
- Это простой метод, не требующий эксперта для сварки
- Сварщики могут использовать этот метод для сварки как однородных, так и разнородных металлов
- Высокие скорости сварки, обычно менее 1 секунды
- Процедура не требует присадочного металла, флюса и защитных газов
- Относительно безопасен из-за требований к низкому напряжению
- Он безвреден для окружающей среды, так как производит мало отходов и не загрязняет окружающую среду
- Эффективный способ сварки с высокой производительностью и скоростью сварки
Недостатки контактной сварки
- Метод потребляет много энергии
- Высокий уровень износа электродов
- Отсутствие портативности из-за стационарного источника питания
- Ограничение толщины заготовок (обычно до ¼ дюйма)
- Процесс ограничивается соединениями внахлест, что требует от сварщиков использования большего количества материала для сварки
Изображение предоставлено: Greeneries, Shutterstock
Часто задаваемые вопросы (FAQ)
1.
 Зачем мне контролировать смещение?
Зачем мне контролировать смещение?Сварщики должны контролировать смещение или расширение наггета для точечных сварных швов или установку для выступающих швов. Мониторинг поможет им обнаруживать небольшие изменения любых переменных, которые могут повлиять на процесс сварки.
2. Зачем мне контролировать толщину заготовки?
Сварщики должны разработать график контактной сварки для каждого материала, включая толщину заготовок. Различия в толщине заготовок обычно возникают из-за использования неподходящих деталей, неправильной подгонки или наличия на заготовках посторонних веществ. В результате этих различий качество сварного шва будет скомпрометировано. Чтобы избежать подобных случаев, необходимо часто контролировать толщину заготовок.
3. Как решить проблему захвата материала только одним колесом шовной сварки?
Среди физических проблем, встречающихся в сварочных аппаратах постоянного тока, является повышенное налипание материала на положительный электрод. Чтобы решить эту проблему, сварщики могут переключиться на процесс сварки переменным током.
Чтобы решить эту проблему, сварщики могут переключиться на процесс сварки переменным током.
Изображение предоставлено: Шивани Хасрадж Дхаргаве, Shutterstock
4. Зачем мне контролировать проводимость?
Проводимость обычно противоположна сопротивлению. Это означает, что чем выше сопротивление, тем ниже уровень проводимости. Мониторинг проводимости полезен, поскольку он предоставляет важную информацию о периодических требованиях к ремонту и техническому обслуживанию машин. Мониторинг также может предоставить важную информацию о пригодности заготовки для контактной сварки.
5. Какие электрические требования необходимы для контактной сварки?
При контактной сварке оптимальным является типичный трехфазный электрический ток силой 62-72 ампера. Если трехфазный электрический ток недоступен, сварщики могут использовать однофазный, но только при наличии значительного напряжения. Однако использование однофазной сварки требует дополнительного времени. Это может создать большую зону теплового воздействия или зону термического влияния (ЗТВ).
6. Является ли мощность самой важной частью качественной контактной сварки?
Нет. Чтобы получить качественную контактную сварку, наилучшая комбинация, которую следует учитывать, включает мощность, время, размер самородка и давление сжатия.
Изображение предоставлено: Pixabay
7. Важна ли документация по качеству сварки?
Вы всегда будете нести ответственность за свою работу и качество сварки. Ответственность также распространяется на магазин и техника. Таким образом, всегда распечатывайте и документируйте все качество сварки.
8. Важна ли сила между электродами?
Использование надлежащего сварочного усилия снизит сопротивление материала поверхности, тем самым предотвратив выталкивание или заусенцы.
Заключительные мысли
Сварка сопротивлением необходима для соединения одинаковых или разнородных металлов с использованием тепла. Этот метод также можно использовать для сварки различных металлов под давлением, что делает этот процесс универсальным. Как новички, так и сезонные сварщики могут использовать эту технику из-за ее простоты. Требуется только изучить основы сварки, и после этого все готово.
Как новички, так и сезонные сварщики могут использовать эту технику из-за ее простоты. Требуется только изучить основы сварки, и после этого все готово.
Авторы избранного изображения: Дмитрий Калиновский, Shutterstock
- Как работает контактная сварка?
- Какие существуют виды контактной сварки?
- 1
- 1. Сварочный ток
- 2. Время сварки
- 3. Сила сварки
- 4. Контактное сопротивление
- 5. Свойства материала
- 6. Покрытие поверхности
Размеры и геометрия - 7.0
- 1
- Применение контактной сварки
- Преимущества контактной сварки
- Недостатки контактной сварки
- Часто задаваемые вопросы (FAQ)
- 1. Зачем мне контролировать перемещение?
- 2. Зачем мне контролировать толщину заготовки?
- 3. Как решить проблему захвата материала только одним колесом шовной сварки?
- 4. Зачем мне контролировать проводимость?
- 5. Какие электрические требования необходимы для контактной сварки?
- 6. Является ли мощность самой важной частью качественной контактной сварки?
- 7. Важна ли документация по качеству сварки?
- 8. Важна ли сила между электродами?
- Заключительные мысли
 Какие электрические требования необходимы для контактной сварки?
Какие электрические требования необходимы для контактной сварки?Потрясающие времена | Сварка сопротивлением: случайное открытие, помогающее м
Среди случайных изобретений в истории есть одно, которое, похоже, осталось незамеченным. Мы воспринимаем многие повседневные вещи как должное, которые не были бы такими, как ожидалось, если бы не один процесс: контактная сварка.
История сварки сопротивлением насчитывает более 130 лет, и она стала широко использоваться в автомобильной, аэрокосмической и промышленной областях.
Краткий обзор
Фраза «сварка сопротивлением» происходит от свойств электрического сопротивления металла, выделяющего тепло при протекании тока между двумя электродами.
В процессе контактной сварки два металлических элемента соединяются путем прижимания электродов к их поверхностям, создавая хорошие точки контакта. Затем ток проходит между электродами, создавая достаточно тепла, чтобы расплавить металл в точке контакта. Расплавленный металл от каждого куска смешивается, при отключении тока образуется прочное металлическое соединение.
Затем ток проходит между электродами, создавая достаточно тепла, чтобы расплавить металл в точке контакта. Расплавленный металл от каждого куска смешивается, при отключении тока образуется прочное металлическое соединение.
Преимущества контактной сварки
Авторы Weldguru.com раскрывают преимущества и недостатки контактной сварки:
Преимущества
- Более высокая скорость,
- Отлично подходит для обработки листового металла толщиной менее 1/4 дюйма
- Присадочные металлы или расходные материалы не требуются
- Относительно безопасен из-за требований к низкому напряжению
- Экологически чистый процесс
- Соединение выполнено надежно
Недостатки
- Требования к питанию
- Неразрушающий контроль
- Низкая усталость и прочность на растяжение
- Не является портативным
- Высокий уровень износа электродов
Элиу Томсон — отец сварки сопротивлением
Зарядом, побудившим одного из самых плодовитых изобретателей Америки заняться электричеством, стала книга по магии. Юный Элиу Томсон читал «Собственную книгу фокусника», в которой давал основные объяснения головоломок и трюков. Одна глава привлекла его внимание .
Юный Элиу Томсон читал «Собственную книгу фокусника», в которой давал основные объяснения головоломок и трюков. Одна глава привлекла его внимание .
…глава по электрике меня сразу поразила, мне рассказали, как сделать электрическую машину из винной бутылки, и я тут же принялся за работу, сделал машину, запустил в работу, впервые увидел электрические искры из эта машина, мое первое знакомство с электричеством от этой машины. Я сделал целую кучу аппаратуры, которую рекомендовали сделать, вроде кувшинов-молний и мелочей притяжения и отталкивания, танцующих фигурок и так далее, и у меня было все оборудование вместе с табуреткой из бутылок и доской для того, чтобы изолировать лицо, которое хотело быть обвиненным. С этим моим отцом фу-еда размах всего дела, и я думал, что как-нибудь поквитаюсь с ним, поэтому я сделал батарею из пяти банок, и ввел их в действие, попросил его принять шок, которого я никогда не слышал после он принял, что шок больше любых (sic) замечаний о моем аппарате.

Один из самых плодовитых изобретателей Америки случайно стал отцом контактной сварки.
Во время подготовки лекции по электричеству (одной из пяти курсов) в Институте Франклина в Филадельфии в начале 1877 года я имел неосторожность пропустить разряд лейденской батареи через тонкую вторичную обмотку индукционной катушки Румкорфа, в то время как клеммы первичной катушки из довольно грубой проволоки соприкасались друг с другом. Поскольку Румкорф был моим собственным, я сделал его сам, я мог рискнуть испортить изоляцию. На проходе конденсатора искра около 35 мм. Длина, яркая вспышка появилась на соприкасающихся концах тяжелой первичной обмотки, и впоследствии я обнаружил, что они прочно спаяны друг с другом.
Это натолкнуло меня на мысль о возможности электросварки, и позже, примерно в 1885 году, как только представилась возможность, я построил первый электросварочный аппарат, используя трансформатор для перехода к очень короткой и тяжелой вторичной обмотке, между выводами которой, с помощью подходящих зажимов свариваемые детали удерживались рядом или в контакте.
 Первые испытания этого аппарата были весьма успешными, и сварка производилась не только между частями (прутками) одного и того же металла, но таким образом соединялись многие различные металлы.
Первые испытания этого аппарата были весьма успешными, и сварка производилась не только между частями (прутками) одного и того же металла, но таким образом соединялись многие различные металлы.Сварка сопротивлением
Существует пять основных способов соединения двух или более металлических деталей:
- Болтовое соединение
- Клепка
- Пайка
- Дуговая сварка
- Сварка сопротивлением
Единственным методом из этих пяти, не требующим дополнительного материала для соединения металла, является контактная сварка. Проще говоря, для контактной сварки нужны два куска металла и электричество.
Различные типы контактной сварки
Несмотря на то, что контактная сварка была представлена миру еще в 1885 году, она по-прежнему очень распространена в современном мире. Существует несколько основных типов контактной сварки, применяемых в современном производственном мире. Эти типы включают точечные и шовные, выступающие, оплавление и сварку с высадкой. Давайте посмотрим на различия.
Давайте посмотрим на различия.
Сварные швы сопротивлением
Сварной шов представляет собой бесконечный шов вдоль стыка. Вы можете увидеть шовную сварку, используемую для создания газовых или жидких соединений для приложений, которые в основном используются в производстве листового металла в современном мире. Сварные швы создают очень прочный шов.
В 2020 году такие объекты, как стальные барабаны, радиаторы и изготовление консервных банок, все еще можно увидеть с использованием сварных швов. Каждый раз, когда вы замечаете прямой или изогнутый сварной шов, они были получены в процессе шовной сварки.
Точечная сварка сопротивлением
Точечная сварка соединяет два или более металлических листа, накладывая их внахлест между двумя электродами. Один электрод регулируемый, другой статический. Через электроды проходит сильный ток, в то время как верхний электрод оказывает давление за счет движения вниз. На рис. 1 показано, как выполняется контактная точечная сварка.
Преимущества точечной сварки
- Низкая начальная стоимость
- Производительность выше
- Не требует особой подготовки
- Подготовка кромок не требуется
- Автоматический или полуавтоматический режим
Недостатки точечной сварки
- Работы, требующие большей толщины, не могут быть выполнены точечной сваркой
- Изначально стоимость снаряжения высока
- Обслуживание оборудования требует более высокой квалификации
- Применение точечной сварки
- Авиационная и автомобильная промышленность
- Производство контейнеров
- Сталь Мебель для дома
Шовная сварка сопротивлением
Точечная и шовная сварка тесно связаны между собой. Основное различие между этими двумя методами заключается в том, что при шовной сварке электроды перемещаются с помощью колес с приводом от двигателя.
Как правило, шовная сварка используется для изготовления водонепроницаемых или непрерывных газовых соединений, таких как бензобак. См. Рисунок 2 для иллюстрации процесса шовной сварки.
Преимущества шовной сварки
- Меньше перехлестов по сравнению с другими методами
- Возможность изготовления нескольких параллельных швов
- Возможность создания непроницаемых для жидкости или газа соединений
Недостатки шовной сварки
- Оборудование дороже точечной сварки
- Любая толщина более 3 мм становится проблематичной
- Шовная сварка выполняется только по прямым линиям
- Применение для шовной сварки
- Используется для алюминия, нержавеющей стали и никелевого сплава
Сварка контактным выступом
Сварка контактным выступом представляет собой модифицированную форму точечной сварки и используется для создания нескольких отдельных точечных контактов. Это используется, чтобы сконцентрироваться на токе, который используется во время всего процесса. В большинстве случаев он образует различные мелкие выступы на одном куске свариваемого материала.
Это используется, чтобы сконцентрироваться на токе, который используется во время всего процесса. В большинстве случаев он образует различные мелкие выступы на одном куске свариваемого материала.
Некоторые из наиболее распространенных выступов могут быть округлыми ямочками, круглыми и удлиненными гребнями. Когда выступы генерируют тепло, они разрушаются по мере формирования сварного шва. После того, как произойдет процесс охлаждения, вы заметите несколько сварных швов, скрепляющих сварной шов. На рис. 3 показан процесс рельефной сварки.
Некоторые типичные виды производства с использованием выступающих сварных швов относятся к области электротехники, автомобилестроения и строительства. Как правило, это происходит из-за прочности, которую создает этот сварной шов.
Преимущества рельефной сварки
- Простота достижения надлежащего теплового баланса
- Возможность располагать сварные швы ближе, чем при точечной сварке
- Лучшая однородность и внешний вид, чем при точечной сварке
- Легче для сварки участков, где точечная сварка не может достигать
- Возможность сваривать более одной точки одновременно
Недостатки рельефной сварки
- Любые металлы, неспособные поддерживать выступ, приводят к плохим сварным швам
- Добавление проекции требует дополнительных операций
- Дорогостоящая начальная стоимость снаряжения
- Применения для рельефной сварки
- Маленькие крепежные детали, приваренные к более крупным деталям
- Решетки для сварки с перекрестной проволокой, холодильные конденсаторы
- Нержавеющая сталь
Сварка оплавлением сопротивлением
Сварка оплавлением — это форма сварки, для которой не требуется присадочный материал. Он подает постоянный ток на металл, позволяя зазору между двумя частями образовывать дугу, которая расплавляет металл, создавая сварной шов.
Он подает постоянный ток на металл, позволяя зазору между двумя частями образовывать дугу, которая расплавляет металл, создавая сварной шов.
Для более толстых заготовок часто используется сварка оплавлением. Подумайте о производстве таких продуктов, как тяжелые якорные цепи, рельсы и трубы. Сталь является наиболее часто используемым материалом для контактной сварки оплавлением. Они также могут использовать его на никеле, алюминии и титане.
Сварка оплавлением сопротивлением/стыковая сварка
Сварка оплавлением и стыковая сварка решают одни и те же задачи, но разными способами. Эти два метода соединяют концы проводов, стержней, труб или листов. Разница между сваркой оплавлением и стыковой сваркой заключается в электрической дуге: сварка оплавлением создает электрическую дугу в пространстве между двумя материалами; стыковая сварка возникает из-за электрического сопротивления двух поверхностей. На рис. 4 показаны методы сварки оплавлением/стыковой сварки.
Преимущества сварки оплавлением/стыковой сваркой
- Процесс быстрее и дешевле
- Подготовка поверхности сварки не требуется
- Снижает энергопотребление
- Возможность соединения различных металлов с различной температурой плавления
Недостатки сварки оплавлением/стыковой сваркой
- Повышенный риск возгорания
- При оплавлении и осадке теряется металл
- Трудно держать два куска металла параллельно
- Сварка оплавлением/стыковая сварка
- Автомобильная и авиационная продукция
- Бытовая техника
- Сварные стержни, стержневые фитинги и металлические листы
Типы металлов
Удельные процессы контактной сварки определяются типом металла, его толщиной и конструкцией соединения.
Следующие основные металлы можно сваривать контактной сваркой:
- Алюминий
- Инконель
- Низколегированная сталь
- Низкоуглеродистая сталь
- Магний
- Монель
- Никель
- Нейзильбер
- Драгоценные металлы
- Нержавеющая сталь
Следующие металлы можно сваривать, но они обычно не используются:
- Высокоуглеродистый
- Средний углерод
- Стальные сплавы
- Электроды
Выбор электродов становится важным для улучшения электрических, тепловых/механических характеристик.
Учитывается диаметр контактной поверхности электрода; если площадь слишком мала, то будут получаться сварные швы недостаточного размера с недостаточной прочностью; если диаметр электрода слишком велик, это приведет к непостоянным и нестабильным характеристикам роста сварного шва.
Электрод должен уметь:
- провести ток к заготовке
- механическое ограничение заготовки
- отводят тепло от заготовки
Материалы, используемые для изготовления электрода, должны выдерживать высокие нагрузки при высоких температурах, сохраняя при этом достаточную электрическую и теплопроводность.”
Высокие уровни тока, проходящего через электроды, в конечном итоге приводят к двум существенным проблемам : геометрические и металлургические изменения.
Геометрические изменения: диаметр наконечника электрода увеличивается из-за износа и деформации. Примеры включают ямки и грибы.
Металлургические изменения: свойства материала вблизи поверхности наконечника изменяются при контактной сварке.