Коробление алюминия – Aluminium Guide
Коробление – это то, что нередко случается при механической обработке деталей из термически упрочняемых алюминиевых сплавов. Причина коробления этих деталей – остаточные напряжения, которые образовались при их закалке в процессе термического упрочнения.
Кстати, знаменитые алюминиевые цельные корпусы аппаратов iPhone 5 и iPhone 6 компании Apple изготавливаются именно так. Цельную алюминиевую прессованную заготовку подвергают многочисленным фрезерным операциям на хитроумном станке с компьютерным управлением с постоянным мощным охлаждением, чтобы избежать ее коробления.
(См. подробнее: Алюминиевые сплавы в смартфонах и ноутбуках).
Закалка алюминиевых сплавов
Операция закалки алюминиевых сплавов состоит из двух этапов:
- Первый этап – это нагрев до температуры закалки: от 450 ºС для сплавов серии 7ххх до 520 ºС для сплавов серии 6ххх.
- После некоторой выдержки при температуре закалки следует быстрое охлаждение – для различных сплавов разное.


Необходимая для полной закалки скорость охлаждения значительно различается для различных алюминиевых сплавов, например:
- погружение в холодную или теплую воды для высокопрочного сплава 7075,
- охлаждение струями воды для сплава 6061,
- охлаждение вентиляторами или сжатым воздухом для сплава 6060.
Цель закалки – удержать в твердом растворе алюминия растворенные легирующие элементы – для разных сплавов разные. Вслед за закалкой следует стадия старения – естественного или искусственного (при повышенной температуре). В ходе старения за счет выделения из твердого раствора упрочняющих компонентов, содержащих легирующие элементы, происходит повышение прочности алюминиевого сплава.
Коробление при механической обработке
Это неприятное явление – коробление – особенно «неприятно» тем, что делает трудным или невозможным выдерживать жесткие размерные допуски алюминиевых изделий, которые получают механической обработкой, например, фрезерованием. Особенно это касается больших и/или сложных по форме изделий. Поэтому высокий уровень отбраковки фрезерованных алюминиевых деталей из термически упрочняемых сплавов из-за отклонений от заданных размеров по причине коробления является обычным делом.
Особенно это касается больших и/или сложных по форме изделий. Поэтому высокий уровень отбраковки фрезерованных алюминиевых деталей из термически упрочняемых сплавов из-за отклонений от заданных размеров по причине коробления является обычным делом.
На рисунке ниже показано коробление, которое возникло в листе из сплава 7075 в состоянии Т6 (закалка и искусственное старение) толщиной 25 мм и длиной 250 мм после разрезания на электро-эррозионном станке по центральной плоскости на две половинки. Максимальная величина образовавшейся щели достигла 4,3 мм.
Рисунок 1 – Коробление листа из сплава 7075-Т6
после разрезания вдоль центральной плоскости
Остаточные напряжения в алюминии
Уровень остаточных напряжений в закаленном алюминиевом изделии, например в том же толстом листе, возрастает с увеличением его толщины, пока, наконец, не достигает предела текучести алюминиевого сплава в закаленном состоянии.
Знаменитый – аэрокосмический – сплав 7075 имеет значительно более высокий предел текучести в закаленном состоянии по сравнению с другими сплавами, в том числе, с таким популярным в промышленности, как сплав 6061. Поэтому сплав 7075 является наиболее склонным к образованию остаточных напряжений и, следовательно, короблению при механической обработке. Остаточные напряжения в закаленных листах из сплава 7075 толщиной более 33 мм могут достигать 230 МПа. В закаленных листах из сплава 6061 толщиной свыше 15 мм остаточные напряжения могут достигать «всего лишь» 90 МПа.
Поэтому сплав 7075 является наиболее склонным к образованию остаточных напряжений и, следовательно, короблению при механической обработке. Остаточные напряжения в закаленных листах из сплава 7075 толщиной более 33 мм могут достигать 230 МПа. В закаленных листах из сплава 6061 толщиной свыше 15 мм остаточные напряжения могут достигать «всего лишь» 90 МПа.
Почему возникают остаточные напряжения?
Остаточные напряжения возникают из-за неоднородного охлаждения изделия при закалке и связанного с этим неоднородного сокращения его размеров, что и вызывает коробление. Когда относительно толстые изделия погружают в закалочную водяную ванну, то поверхностные слои изделия охлаждаются первыми и поэтому сокращаются в размерах намного быстрее, чем его сердцевина. В то же время в начале охлаждения горячая сердцевина оказывает мало сопротивления сокращению размеров поверхностных слоев – мягкая сердцевина пластически деформируется под воздействием сжатия наружных слоев. Позднее в ходе закалки, однако, сердцевина тоже охлаждается и тоже «хочет» сократить свои размеры. Однако этому сокращению препятствуют уже холодные и относительно прочные наружные слои изделия.
Однако этому сокращению препятствуют уже холодные и относительно прочные наружные слои изделия.
Таким образом, внутри изделия образуются растягивающие остаточные напряжения потому что, материал здесь хочет сократить свои размеры, но не может этого сделать из-за сопротивления наружных слоев. Эти растягивающие напряжения во внутренних слоях изделия уравновешиваются сжимающими напряжениями вблизи его поверхности.
Остаточные напряжения в алюминиевых листах
На рисунке 2 показано распределение уравновешенных остаточных напряжений по толщине закаленного листа. Максимум сжимающих (отрицательных) напряжений достигается на обеих наружных поверхностях листа, а максимальные растягивающие остаточные напряжения возникают внутри листа – по центральной плоскости. Такое распределение остаточных напряжений характерно для простого случая полубесконечного листа (плиты). Для деталей менее правильной формы распределение остаточных напряжений будет намного более сложным.
Рисунок 2 – Пример уравновешенных остаточных напряжений
в алюминиевом толстом листе
Величины пиковых сжимающих и растягивающих остаточных напряжений в закаленном алюминиевом листе зависит от интенсивности закалки, толщины листа и уровня предела текучести сплава в закаленном состоянии.
Обычно остаточные напряжения:
- являются весьма не высокими в относительно тонких листах;
- увеличиваются с ростом толщины и достигают предела текучести в закаленном состоянии в очень толстых листах.
С увеличением толщины возрастает различие между температурой на поверхности листа и температурой в его сердцевине. Это приводит к более высоким остаточным напряжениям.
Если в ходе последующей механической обработки закаленного и состаренного листа материал удаляется асимметрично по отношению к распределению остаточных напряжений, то возникает коробление листа в виде его самопроизвольного прогиба.
Как избежать коробления?
Для снижения уровня остаточных напряжений в алюминиевых изделиях и предотвращения коробления деталей при их механической обработке могут в различной степени применяться четыре подхода.
- Закалка не в обычной, а в подогретой воде. Снижает уровень остаточных напряжений, которые образуются при закалке. Однако эта технология может препятствовать достижению полной закалки алюминиевого сплава и снижению уровня прочности после последующего искусственного старения.
- Механическое снижение остаточных напряжений, например, путем растяжения, в закаленном состоянии, перед старением. Снижает уровень остаточных напряжений без ущерба для прочностных свойств. Однако трудно реализовать для изделий сложной формы.
- Термическое снижение остаточных напряжений (в ходе обычного искусственного старения или менее обычного перестаривания). При искусственном старении (Т6) происходит относительно незначительное снижение остаточных напряжений. При старении в режиме перестаривания (например, Т73) достигается более значительное снижение остаточных напряжений, но за счет нежелательного снижения прочностных свойств.
- Холодная пластическая деформация (после старения). Эта операция не снижает величину остаточных напряжений, но может изменить их распределение. Однако холодная обработка может привести к дополнительному короблению при последующей механической обработке.

Источник: http://prod.sandia.gov
|
Сварка алюминия и его сплавов Категория: Сварка различных металлов Сварка алюминия и его сплавов Алюминий обладает низкой прочностью; поэтому его не применяют для конструкций, работающих под динамической нагрузкой. Повышенную прочность имеют сплавы алюминия с марганцем, магнием, кремнием, цинком и медью. Алюминий и его сплавы делят на литейные и деформируемые (катаные, прессованные, кованые). Деформируемые сплавы подразделяют на термически не упрочняемые, к которым относятся сплавы алюминия с марганцем и магнием, и термически упрочняемые, к которым относятся сплавы алюминия с медью, цинком, кремнием. Наиболее высокой прочностью обладают термически упрочняем мые алюминиевые сплавы. Например, механические свойства дюр алюминия Д16 (3,8—4,9% меди, 1,2—1,8% магния, 0,3—0,9% мар ганца, остальное — алюминий) следующие: до термической обра-ботки — 6В = 22 кгс/мм2 и 6б = 2%; после термической обработки ств=42 кгс/мм2 и 65=18%. Однако термически упрочненные алюминиевые сплавы разуп рочняются при сварке со значительной потерей механических свойств. Применение этих сплавов для сварных конструкций воз» можно лишь при условии обеспечения термической обработки после сварки для повышения прочности сварных соединений. Из термически неупрочняемых сплавов наибольшей прочностью обладают сплавы системы А1 — Mg — Ti, например сплав АМгб, механические свойства которого следующие: сгв = 32—38 кгс/мм2, стт = 1 б— 18 кгс/мм2, бБ= 15—20% и ак=3—4 кгс-м/см2. Конструкции из алюминиево-магниевого сплава АМгб изготовляются в основном сварными. Свариваемость алюминия и его сплавов. Алюминий и его сплавы имеют большую теплопроводность, теплоемкость и скрытую теплоту плавления. Теплопроводность алюминия в три раза выше теплопроводности низкоуглеродистой стали; при нагреве от 20 до 600° С разница в теплопроводности еще более возрастает. Коэффициент линейного расширения алюминия в два раза выше, чем коэффициент расширения железа. Это способствует увеличенным деформациям и короблению при сварке алюминиевых изделий. Низкая удельная плотность (2,7 г/см3) и температура плавления (660° С) алюминия по сравнению с высокой удельной плотностью окисла алюминия А120э (3,85 г/см3) и его температурой плавления (2060° С) затрудняют процесс сварки. Тугоплавкий и тяжелый окисел AI2O3 может оставаться в металле шва и снижать работоспособность сварного соединения. При сварке алюминия и его сплавов необходимо применять различные способы борьбы с окислом А1203. Во всех случаях поверхность металла изделия должна зачищаться непосредственно перед сваркой и процесс сварки должен протекать с защитой расплавленного металла от действия газов воздуха. Используют три способа борьбы с окислом алюминия: сварка с растворителем окислов (электродные покрытия, флюсы), сварка без растворителей, но с так называемым катодным распылением, и сварка с механическим удалением окислов из сварочной ванны. Растворителями окисла А1203 и других окислов являются галоидные соли щелочноземельных металлов (хлористый, фтористый литий и др.), которые растворяют окислы и вместе с ними подни-1аЮтся из сварочной ванны в сварочный шлак. Так как раствор обладает пониженной температурой плавления, меньшей удельной плотностью и меньшей вязкостью, чем каждый компонент в отдельности, то он выводится из металла шва в сварочный шлак. Сущность катодного распыления состоит в том, что при дуговой сварке в аргоне на постоянном токе при обратной полярности происходит дробление окисной пленки А1203 с последующим распылением частиц окисла на поверхности сварного изделия. Тонкая окисная пленка, покрывающая сварочную ванну, разрушается под ударами тяжелых положительных ионов защитного газа аргона, образующихся при горении дуги. Так как положительный ион обладает большей массой, чем электрон, то образующийся поток ионов способен дробить окнсные пленки алюминия и магния, которые создаются при сварке. При этом надо учитывать большую скорость движения ионов, позволяющую распыленным окислам через защитную газовую среду выходить из сварочной зоны. Другие газы, обладающие низкой атомной массой (например, 4 у гелия вместо 40 у аргона), не способны дробить и распылять окислы. Механический способ удаления окисла А1203 из сварочной ванны заключается в том, что сварщик опускает в сварочную ванну стальной пруток диаметром 3—4 мм и вынимает его с прилипшим к поверхности прутка окислом, который легко отделяется от прутка при его встряхивании и легком ударе. Опытные рабочие, выполняющие газовую или дуговую сварку угольным электродом, часто используют этот способ, не прибегая к флюсам. Алюминиевые сплавы обладают повышенной склонностью к образованию пор. Пористость металла при сварке алюминия и его сплавов вызывается водородом, источником которого служит адсорбированная влага на поверхности основного металла и особенно проволоки, а также воздух, подсасываемый в сварочную ванну. В этом случае алюминий в сварочной ванне взаимодействует с влагой по реакции 2А1+ЗН20->-А120з+6Н. Для получения беспористых швов при сварке алюминия и его сплавов даже небольшой толщины иногда требуется подогрев, снижающий скорость охлаждения сварочной ванны и способствующий более полному удалению водорода из металла при медленном охлаждении. Однако подогрев листов для сварки некоторых сплавов следует применять осторожно. Например, при сварке толстолистовых алю-миниево-магниевых сплавов допускается подогрев до температуры не выше 100—150 °С. Более высокая температура подогрева может усилить пористость шва за счет выделения из твердого раствора магния и образования при этом водорода по реакции Mg + h30-vMg0 + 2H. Кроме того, при сварке подогретого металла Флюс АФ-4а разводят дистиллированной водой и наносят на свариваемые кромки и присадочный пруток. При газовой сварке применяют присадочную проволоку той же марки, что и свариваемый металл. Для получения и сохранения мелкозернистой структуры изделие после сварки в некоторых случаях, например при сварке литых деталей, подвергают отжигу при 300—350 °С с последующим медленным охлаждением. —- Алюминий обладает малой плотностью, хорошей тепло- и электропроводностью, высокой коррозионной стойкостью и пластичностью. В технике алюминий применяют в виде алюминия разной степени чистоты и в виде сплавов. В зависимости от содержания примесей (Fe, Si, Си, Zn, Ti) алюминий бывает особой чистоты А999 (0,001 % примесей), высокой чистоты А995, А99, А97, А95 (0,005—0,5% примесей) и технической чистоты А85, А8 и др. (0,15—1,0% примесей). Технический алюминий, выпускаемый в виде деформируемого полуфабриката (листы, профили, прутки и др.), используют в сварных конструкциях, маркируется АД0 и АД1. Из-за низкой прочности (сгв=804-110 МПа) алюминий применяют для ненагруженных деталей и элементов конструкций, когда от материала требуется легкость, свариваемость, пластичность, коррозионная стойкость (рамы, двери, трубопроводы, емкости, фольга и др.). Для нагруженных изделий используют сплавы алюминия. В качестве основных легирующих элементов алюминиевых сплавов применяют Си, Mg, Si, Mn, Zn, реже — Li, Ni, Ti, Be, Zr. Алюминиевые сплавы классифицируют по технологии изготовления, способности к термической обработке и свойствам. В зависимости от технологии изготовления различают деформируемые (для полуфабрикатов и изделий обработкой давлением), литейные (для отливок) и спеченные сплавы. По способности к термической обработке они разделяются на термические неупрочняемые и термические упрочняемые. К литейным сплавам относятся сплавы системы А1—Mg, А1— Si, А1—Си. Наиболее распространенными литейными сплавами с повышенным содержанием кремния (от 4 до 13%) являются силумины. Сварку литейных сплавов выполняют при ремонтных работах. Материалы из спеченной алюминиевой пудры (САП) и спеченных алюминиевых сплавов (САС) состоят из порошков алюминия или его сплавов и окиси алюминия. Получают САП и САС последовательным брикетированием, спеканием и прессованием окисленной с поверхности алюминиевой пудры. Эти материалы свариваются очень плохо. Сварные конструкции изготовляют из деформируемых алюминиевых сплавов. 2. Склонность к образованию горячих трещин в связи с большой литейной усадкой кристаллизующегося металла, грубой столбчатой структурой сварного шва и наличием примесей. Для борьбы с горячими трещинами ограничивают содержание примесей в свариваемом металле, для измельчения структуры добавляют в металл и сварочную .проволоку модификаторы (Zr, Ti, В), регулируют режимы сварки. 3. Термически упрочняемые сплавы весьма чувствительны к термическому циклу сварки в связи с ростом зерна, распадом перенасыщенных твердых растворов, процессами старения, рекристаллизацией. 4. Для ряда сплавов, особенно содержащих в качестве основного легирующего элемента магний, характерна повышенная пористость при сварке, связанная с насыщением расплавленного металла водородом. 5. Высокие теплопроводность и теплоемкость алюминия требуют применения мощных источников тепла, а в ряде случаев подогрева. Высокий коэффициент линейного расширения и малый модуль упругости способствуют появлению значительных сварочных деформаций, что требует применения надежных зажимных приспособлений и устранения деформаций после сварки в ответственных конструкциях. В алюминии отсутствует пластическое состояние при нагреве и переходе из твердого в жидкое состояние, при этом алюминий не меняет своего цвета, а в области температур более 400—450 °С имеется провал прочности и пластичности, поэтому рекомендуется сварка на подкладках. Высокий коэффициент вязкости и быстрый теплоотвод затрудняют формирование шва, поэтому требуется соблюдение необходимых разделок кромок. Все перечисленные трудности и особенности свар-; ки алюминия требуют тщательной подготовки под сварку и тщательное соблюдение технологии сварки. Способы сварки алюминия и его сплавов. Основными способами сварки алюминия и его термонеупрочняемых сплавов являются сварка в инертных газах, по флюсу и под флюсом, ручная покрытыми электродами, контактная. Используют также газовую сварку, электрошлаковую сварку угольным электродом. Для термически упрочняемых сплавов применяют преимущественно механизированные способы сварки в инертных газах, электронно-лучевую, плаз-менно-дуговую. Для тонколистового металла целесообразна сварка в импульсном режиме. Для толстолистового металла (6>10 мм) хорошие результаты дает трехфазная сварка неплавящимся электродом. Сварку плавящимся электродом в инертных газах выполняют при толщинах более 4 мм на постоянном токе обратной полярности /св = (120-г-160)da, где da — диаметр сварочной проволоки. Газовую сварку выполняют нормальным пламенем с использованием защитного флюса в виде порошка или пасты, наносимого на свариваемые кромки и присадочной проволоки типа АФ-4А (КО— 50%, LiCl — 14%, NaCl—28%. NaF—8%), с подогревом металла при сварке больших толщин. Ориентировочную мощность сварочного пламени выбирают из расчета расхода ацетилена 75 дм3/ч на 1 мм толщины свариваемого металла. При использовании флюсовой защиты применяют следующие способы электрической сварки плавлением: дуговую автоматическую по флюсу и под флюсом и электрошлаковую. При сварке по слою флюса используют флюсы на основе солей щелочных и щелочноземельных металлов (например, АН-А1 системы Na3AlF3—КС1—NaCl), которые обладают высокой электропроводностью, поэтому погруженная дуга закорачивается и горит по слою флюса. Дополнительным параметром режима при сварке по слою флюса является высота насыпного слоя флюса перед дугой. Добавление во флюсы для сварки алюминия компонентов, уменьшающих электропроводность флюса, позволило разработать способ сварки под слоем флюса. Контактную точечную и шовную сварку применяют для соединения листов и профильного проката преимущественно из деформируемых сплавов. Контактную стыковую сварку выполняют преимущественно методом оплавления. Тацгкак алюминий и его сплавы отличаются высокой тепло- и электропроводностью, то необходимо при электроконтактной сварке, особенно точечной, применение больших токов и мощных машин, для повышения эффективности нагрева целесообразно сваривать при малой длительности импульсов тока. Пластичные сплавы алюминия хорошо свариваются другими видами сварки термомеханического и механического классов. Реклама:Читать далее:Сварка титановых сплавов
Статьи по теме:
Главная → Справочник → Статьи → Блог → Форум |
 Его употребляют в химическом аппарато-строении, рамных конструкциях, для оконных и дверных переплетов и декоративных изделий в строительстве. Он обладает малой массой (плотность 2,7 г/см3), повышенной коррозионной стойкостью и большой пластичностью по сравнению с низкоуглеродистой сталью.
Его употребляют в химическом аппарато-строении, рамных конструкциях, для оконных и дверных переплетов и декоративных изделий в строительстве. Он обладает малой массой (плотность 2,7 г/см3), повышенной коррозионной стойкостью и большой пластичностью по сравнению с низкоуглеродистой сталью. Наибольшей прочностью из термиче ски упрочняемых алюминиевых сплавов обладает сплав В95 (ав = 60 кгс/мм2, огт = 55 кгс/мм2 и 65 — около 12%), сплав по, строен на основе алюминий — медь — магний — цинк.
Наибольшей прочностью из термиче ски упрочняемых алюминиевых сплавов обладает сплав В95 (ав = 60 кгс/мм2, огт = 55 кгс/мм2 и 65 — около 12%), сплав по, строен на основе алюминий — медь — магний — цинк.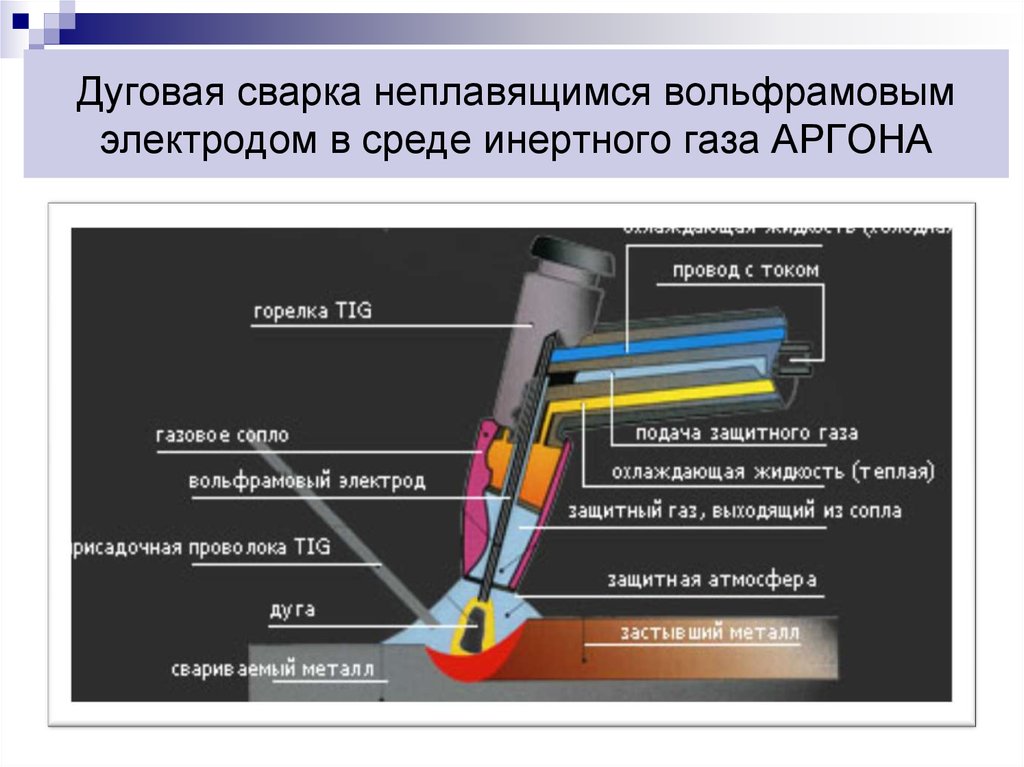



 алюминием (р=3,85 г/см3). Окисная пленка затрудняет сплавление, способствует непроварам и охрупчивает металл. Поэтому окисную пленку удаляют со свариваемых кромок механическими и химическими способами перед сваркой, во время сварки защищают зону сварки инертным газом, катодным распылением, применяют покрытия и флюсы на основе солей щелочных и щелочноземельных металлов (NaCl, NaF, КС1 и др.).
алюминием (р=3,85 г/см3). Окисная пленка затрудняет сплавление, способствует непроварам и охрупчивает металл. Поэтому окисную пленку удаляют со свариваемых кромок механическими и химическими способами перед сваркой, во время сварки защищают зону сварки инертным газом, катодным распылением, применяют покрытия и флюсы на основе солей щелочных и щелочноземельных металлов (NaCl, NaF, КС1 и др.). Для уменьшения пористости рекомендуется тщательная подготовка свариваемых кромок и проволоки перед сваркой для удаления следов влаги с их поверхности; тщательная защита сварочной ванны, увеличение диаметра присадочной проволоки, чтобы уменьшить удельную поверхность присадки; предварительный подогрев, чтобы увеличить время существования сварочной ванны и чтобы пузырьки водорода успели выйти из ванны.
Для уменьшения пористости рекомендуется тщательная подготовка свариваемых кромок и проволоки перед сваркой для удаления следов влаги с их поверхности; тщательная защита сварочной ванны, увеличение диаметра присадочной проволоки, чтобы уменьшить удельную поверхность присадки; предварительный подогрев, чтобы увеличить время существования сварочной ванны и чтобы пузырьки водорода успели выйти из ванны.
 Недостатком сварки плавящимся электродом является повышенная пористость.
Недостатком сварки плавящимся электродом является повышенная пористость. В качестве такого компонента во флюс ЖА-64 введен кремнезем SiOa (система Na3AlF3—КС1—NaCl—Si02).
В качестве такого компонента во флюс ЖА-64 введен кремнезем SiOa (система Na3AlF3—КС1—NaCl—Si02).Как решить проблемы с подачей проволоки при сварке алюминия
С годами алюминий приобрел популярность при производстве как больших, так и малых деталей. Он легкий, прочный, обладает высокой коррозионной стойкостью, имеет хорошую электро- и теплопроводность и отражает как тепло, так и свет. Хотя алюминий является распространенным материалом, используемым производителями, его сварка может быть довольно сложной, в основном из-за проблем с подачей проволоки.
Он легкий, прочный, обладает высокой коррозионной стойкостью, имеет хорошую электро- и теплопроводность и отражает как тепло, так и свет. Хотя алюминий является распространенным материалом, используемым производителями, его сварка может быть довольно сложной, в основном из-за проблем с подачей проволоки.
Нам приходилось сталкиваться со всеми типами проблем с подачей проволоки как с ручной, так и с автоматическая сварка — от нестабильной дуги, птичьего гнезда, прогара и всего, что между ними. Читайте дальше, чтобы узнать, как свести к минимуму проблемы, связанные с подачей алюминиевой проволоки, избежать простоев и повысить производительность сварки!
Почему сложно сваривать алюминий?
Для сварки алюминия требуются другие методы, чем для сварки стали. Различные защитные газы, пред- и послесварочная обработка, проволока и подающие ролики. Он не только мягче, но и имеет меньшую прочность, чем сталь, что делает его более уязвимым для коробления и запутывания.
Вот еще несколько свойств алюминия, затрудняющих сварку:
- Высокая теплопроводность
- Низкие температуры плавления
- Быстрое охлаждение
- Оксидированное поверхностное покрытие
Хотя может показаться, что сварка алюминия и решение проблем со сварочной проволокой требует больших затрат, их легко решить, выполнив несколько ключевых шагов!
Как решить проблему с плохой подачей проволокиЧтобы решить проблемы с подачей проволоки, важно понимать свои сварочное оборудование и комплектующие. Также важно взглянуть на то, как настроено ваше оборудование.
1. Сварочная горелкаДва лучших пистолета для сварки алюминия – это шпуледержатели и двухтактные пистолеты.
- A Пистолет для катушки лучше всего подходит для небольших применений, не требующих значительной замены. Один из способов свести к минимуму проблемы с подачей шпульных пистолетов — сократить расстояние подачи.
- A Ручной пистолет позволяет увеличить расстояние подачи проволоки (до 50 футов). Эти пистолеты оснащены двигателем, который тянет проволоку, и дополнительным двигателем, который проталкивает проволоку через лайнер.
2. Приводные ролики и правильное натяжение проволоки
Во избежание сдавливания или деформации алюминиевой сварочной проволоки используйте приводной ролик с U-образной канавкой . Эти приводные ролики сохраняют круглую форму, обеспечивая легкую подачу проволоки.
Настройка натяжения приводного ролика может быть сложной задачей, и часто для ее правильного выполнения требуется практика. Для начала убедитесь, что ваши приводные ролики выровнены. Используйте низкое давление, но убедитесь, что оно обеспечивает постоянную подачу проволоки. Смысл в том, чтобы избежать нагрузки на проволоку, пока система подает проволоку к контактному наконечнику. Напряжение на проволоке вызовет нестабильную дугу.
Во избежание проблем с подачей необходимо использовать высококачественную алюминиевую проволоку. Убедитесь, что ваша проволока имеет гладкую поверхность и устойчивый отлив. Если вы используете некачественный провод, это может привести к волнообразному движению контактного наконечника, что вызовет нестабильную дугу.
4. Контактные наконечники и другие расходные материалыИщите специальные контактные наконечники для алюминия. Они разработаны с гладкими отверстиями большего диаметра для подачи проволоки. Поскольку алюминий расширяется при нагревании, эти наконечники позволяют проволоке течь и предотвращают возгорание.
Для сварки алюминия следует использовать два специальных вкладыша: нейлон и тефлон. Это предотвратит появление птичьих гнезд и продлит срок службы вашего контактного наконечника.
5. Подход к обращению Следование рекомендациям по обращению с катушкой — еще один способ ограничить проблемы с подачей проволоки. Вот несколько способов обращения, о которых следует помнить:
Вот несколько способов обращения, о которых следует помнить:
- Всегда поднимайте катушку либо за центр, либо за нижнюю часть.
- Не поднимайте катушку таким образом, чтобы фланцы отклонялись от проволоки.
- Не регулируйте и не нарушайте способ наматывания проволоки на катушку.
У Bancroft Engineering есть опыт и оборудование, которые помогут решить ваши проблемы со сваркой алюминия! Свяжитесь с нашими инженерами сегодня, чтобы обсудить, как мы можем помочь оптимизировать ваш процесс с помощью нестандартных сварочных аппаратов.
Азбука проектирования алюминиевых конструкций: от сплавов до деформации и соединений
- Курсы
- Азбука алюминиевых конструкционных…
Эти три вебинара познакомят участников с проектированием алюминиевых конструкций в соответствии с Руководством по проектированию алюминиевых конструкций (ADM) 2020 года, опубликованным Алюминиевой ассоциацией. Соответствие части I ADM требуется Международными строительными нормами и правилами сварки алюминиевых конструкций AWS D1.2, что делает его ключевым для использования алюминиевых конструкций в США. Высокое соотношение прочности и веса алюминия, коррозионная стойкость и формуемость делают его предпочтительным материалом для многих конструкций, таких как навесные стены, пространственные рамы, поручни и опоры для солнечных батарей. Хотя конструкция алюминиевой конструкции аналогична конструкции стали, существуют существенные отличия, такие как снижение прочности алюминия при сварке и доступность недорогих нестандартных поперечных сечений за счет использования профилей.
Соответствие части I ADM требуется Международными строительными нормами и правилами сварки алюминиевых конструкций AWS D1.2, что делает его ключевым для использования алюминиевых конструкций в США. Высокое соотношение прочности и веса алюминия, коррозионная стойкость и формуемость делают его предпочтительным материалом для многих конструкций, таких как навесные стены, пространственные рамы, поручни и опоры для солнечных батарей. Хотя конструкция алюминиевой конструкции аналогична конструкции стали, существуют существенные отличия, такие как снижение прочности алюминия при сварке и доступность недорогих нестандартных поперечных сечений за счет использования профилей.
Регистрационный взнос на семинар составляет 395 долларов США для участников (600 долларов США для нечленов), , включая все 4,5 часа обучения. Каждый отдельный вебинар можно приобрести отдельно за 150 долларов США для участников (250 долларов США для тех, кто не является участником).
- Эта серия будет доступна только в прямом эфире. Записи будут недоступны после презентаций.
- Каждая покупка семинара за место в офисе. Если ваша фирма работает удаленно, ознакомьтесь с часто задаваемыми вопросами о вебинаре на как разместить несколько пользователей из одного и того же места.
- Спонсоры этой серии могут связаться с участниками. Вы можете отказаться от этого, связавшись с [email protected].
 Записи будут недоступны после презентаций.
Записи будут недоступны после презентаций.Обратите внимание: эти веб-семинары не включены в подписку на веб-семинары NCSEA.
Расписание мероприятий
2 марта – Введение в алюминий как конструкционный материал
Алюминий выпускается во многих сплавах, состояниях и формах изделий, таких как листы, пластины и прессованные изделия, с очень разной прочностью и пластичностью. Другие свойства, такие как модуль упругости, плотность и коэффициент теплового расширения, не различаются у сплавов, но значительно отличаются от свойств стали. Поэтому важно понимать эти свойства и то, как их указать, прежде чем приступать к проектированию.
Поэтому важно понимать эти свойства и то, как их указать, прежде чем приступать к проектированию.
9 марта – Проектирование алюминиевых элементов
В Руководстве по проектированию алюминиевых элементов представлены методы расчета алюминиевых элементов на осевое растяжение, осевое сжатие, изгиб, сдвиг и кручение. Хотя эти методы имеют некоторое сходство с подходами для стальных элементов, большое разнообразие доступных алюминиевых поперечных сечений означает, что для алюминиевых элементов необходимы более общие правила проектирования. Это включает в себя устранение локальной потери устойчивости элементов при сжатии и изгибе.
16 марта – Проектирование алюминиевых соединений
Алюминиевые соединения могут быть выполнены с помощью нескольких процессов сварки или с использованием механических соединителей, включая болты, заклепки, винты и штифты. Сварка снижает прочность алюминиевых сплавов, подвергнутых термической или холодной обработке, и это необходимо учитывать при проектировании алюминиевых сварных соединений. По этой причине в алюминиевых конструкциях часто используются механические соединения вместо сварки.
По этой причине в алюминиевых конструкциях часто используются механические соединения вместо сварки.
Спасибо нашему спонсору! Поддерживающий спонсор
Хотите стать спонсором? Свяжитесь со Сьюзен Кросс ( [email protected] ) для получения дополнительной информации!
Купить полную серию
Введение в алюминий как конструкционный материал
Онлайн-мероприятие: 1,5 г. н.э. Вт, 2 марта 2021 г., 12:00 CST
03.02.2021 | Почтовая викторина
Оценка: 10 вопросов 2 пересдачи
03.02.2021 | Оценка после события
Обследование: 4 вопроса
03.02.2021 | Введение в алюминий как конструкционный материал – представлено Рэнди Кисселлом, P.E. – Алмазный обзор # 210301K
Сертификат: 0/3 Элементы курса завершены
Проектирование алюминиевых элементов
Онлайн-мероприятие:
1,5 г.