Сварочные материалы для газовой сварки
Газосварка представляет собой процесс, при котором кромки соединяемых элементов нагреваются сгоранием горючих газов в смеси с кислородом. Газовая сварка своими руками применяется для изготовления и ремонта изделий из листовой стали толщиной 1-5 мм, чугуна, латуни, меди, алюминия, исправления литьевых дефектов, наплавки твердых сплавов. Сварочные материалы для газовой сварки включают: горючий газ (ацетилен, пропан, водород), технически чистый кислород, присадочную проволоку, флюсы, в случае их потребности при работе с конкретным металлом или сплавом.
Сварочная проволока: разновидности и особенности применения
В большинстве случаев для сварки газом используют сварочную проволоку, близкую по химическому составу к металлу изделия. Ее поверхность должна быть гладкой, очищенной от окалины и других загрязнений. Температура плавления присадочной проволоки не должна превышать температуру плавления основного металла. Если для сварки цветных металлов и сплавов — меди, латуни, свинца — нет соответствующей проволоки, применяют нарезанные из свариваемого металла полоски.
Способы ручной газосварки — левый или правый — выбирают в зависимости от положения шва в пространстве. При потолочном шве и правом способе сварочная проволока также играет роль препятствия для стекания металла.
Сварочная проволока для сварки газом изготавливается из:
- низкоуглеродистых и легированных сталей;
- алюминия и его сплавов;
- меди и ее сплавов.
Присадочные материалы для газовой сварки и наплавки чугуна выпускают в виде прутков, имеющих следующую маркировку:
- А — для горячей газосварки, предусматривающей общий подогрев изделия;
- Б — для сваривания изделий с местным подогревом;
- НЧ-1, НЧ-2 — для низкотемпературной сварки отливок с тонкими и толстыми стенками соответственно;
- БЧ, ХЧ — применяются для износостойкой наплавки.
Виды применяемых горючих газов
БаллонГазовая сварка цветных металлов и углеродистых сталей чаще всего осуществляется с использованием ацетилена. Это объясняется высокой температурой пламени и хорошей теплотой сгорания. Ацетилен представляет собой газ с характерным запахом, который придают присутствующие в нем примеси фтористого водорода и сероводорода. При нагревании до 500 градусов и при определенных концентрациях в смесях с кислородом и воздухом ацетилен становится взрывоопасным. Образование ацетилена происходит в результате реакции карбида кальция с водой. Сам карбид кальция образуется в результате сплавления обожженной извести и кокса.
Это объясняется высокой температурой пламени и хорошей теплотой сгорания. Ацетилен представляет собой газ с характерным запахом, который придают присутствующие в нем примеси фтористого водорода и сероводорода. При нагревании до 500 градусов и при определенных концентрациях в смесях с кислородом и воздухом ацетилен становится взрывоопасным. Образование ацетилена происходит в результате реакции карбида кальция с водой. Сам карбид кальция образуется в результате сплавления обожженной извести и кокса.
В качестве горючих могут использоваться нефтяной и пиролизный газы. Они представляют собой газовые смеси, образующиеся при термическом разложении нефти и ее продуктов. Применяются для сваривания, резки и пайки стальных деталей толщиной, не превышающей 3 мм, и для сварки цветных металлов и их сплавов. Природный газ является продуктом разработки газовых месторождений и на 93-99% состоит из метана.
БаллонТехнический пропан и пропан-бутановая смесь являются побочными продуктами при добыче и переработке нефти и естественных нефтяных газов. Их применяют при сваривании деталей толщиной до 6 мм, в отдельных случаях — до 12 мм. С помощью этих газов можно сваривать и паять чугун, цветные металлы и сплавы, осуществлять кислородную и кислородно-флюсовую резку, наплавку, напыление пластмасс.
Их применяют при сваривании деталей толщиной до 6 мм, в отдельных случаях — до 12 мм. С помощью этих газов можно сваривать и паять чугун, цветные металлы и сплавы, осуществлять кислородную и кислородно-флюсовую резку, наплавку, напыление пластмасс.
Сваривание металла в домашних условиях с помощью водорода стала возможна благодаря разработке специальных электролизеров, которые могут работать и от домашней двухфазной, и от трехфазной сети. В этих аппаратах вода разлагается на кислород и водород, причем, в нужных для сварочного процесса пропорциях. Размерный ряд выпускаемых электролизеров позволяет охватить практически все виды газовой сварки, пайки, наплавки, порошкового напыления, ручной и машинной кислородной резки. Аппараты разной мощности позволяют производить как микросварку и микропайку, так и резку листовой стали толщиной порядка 300 мм.
Виды флюсов для газосварки
Газовая сварка меди, алюминия, магния и их сплавов сопровождается активным образованием оксидов на поверхности свариваемых металлов под воздействием кислорода, содержащегося в воздухе.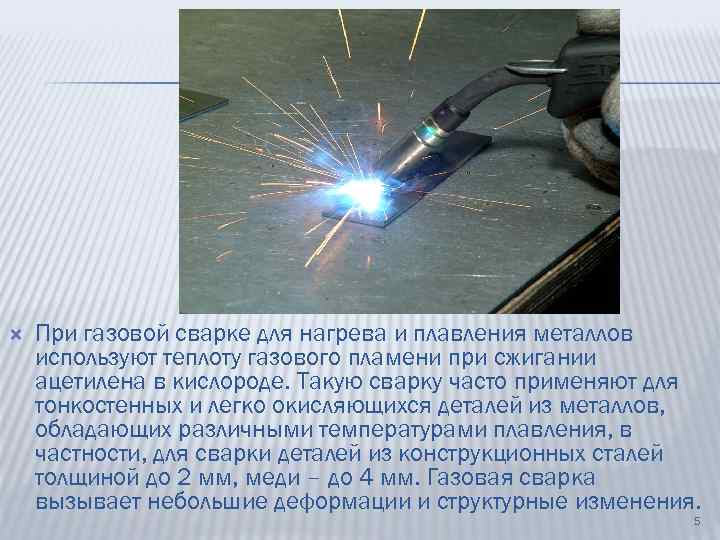 Тугоплавкие оксиды значительно затрудняют сварочный процесс.
Тугоплавкие оксиды значительно затрудняют сварочный процесс.
С целью защиты металлов от окисления при сваривании используют флюсы для газовой сварки, которые представляют собой специальные сварочные порошки или пасты. В качестве флюсов используют борную кислоту и прокаленную буру. Их наносят на кромки свариваемого металла, на сварочную проволоку и прутки. При температуре сварки легкоплавкие флюсы образуют шлаки, всплывающие на поверхность расплавленного металла и предохраняющие его от окисления.
Для тех, кто постоянно варит при помощи ручной дуговой сварки, актуальным является вопрос, как варить полуавтоматом.
Создание аппарата для контактной сварки своими руками поможет сэкономить кругленькую сумму. Подробную инструкцию вы найдете в этой статье.
Хотите сварить алюминий или медь? Есть альтернативный способ! Подробнее по https://elsvarkin.ru/texnologiya/xolodnaya-svarka-metalla/ ссылке.
Основы теоретической подготовки специалистов по газовой сварке
Для студентов, изучающих курс «Технология газовой сварки», реферат можно подготовить, используя следующую литературу:
- Глизманенко Д.
 А. «Газовая сварка и резка металлов»;
А. «Газовая сварка и резка металлов»; - Багрянский К. В. «Теория сварочных процессов»;
- Геворкян В. Г. «Основы сварочного дела».
 А. «Газовая сварка и резка металлов»;
А. «Газовая сварка и резка металлов»;По курсу «Газовая сварка» реферат должен отразить следующие основные моменты:
- назначение, преимущества и недостатки данного вид создания неразъемных соединений;
- необходимые для сварочного процесса материалы;
- используемое оборудование и аппаратуру;
- основные технологические моменты газосварки.
Газосварочное оборудование для газовой сварки
Газовая сварка имеет некоторые особенности. Так, при ее использовании не требуется подключение к электросети. Вместо электрического источника питания применяется генератор ацетиленовый либо газ в баллонах, а в качестве держателя применяют горелку или специальный резак. Пост газовой сварки предусматривает нахождение на рабочем месте сварщика некоторых предметов: стол для сварки, вентиляционное устройство, короб для хранения проволоки, баллон с газом и кислородом, защитное оборудование, горелка.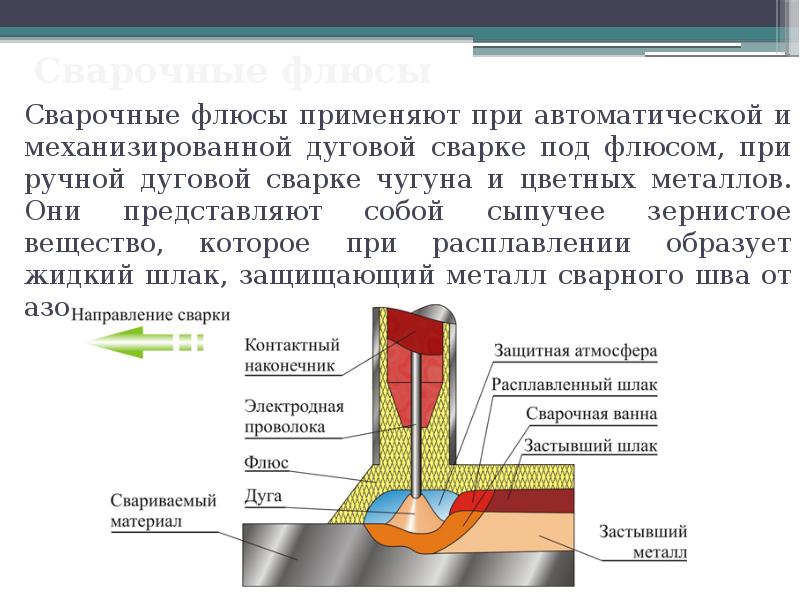
Источник питания
Обычно вместо электричества применяют ацетилен, которым заправляется генератор тепловой энергии. В качестве горючего также можно использовать нефтепродукты. Кислород служит окислителем.
Однако в том случае, если используется ацетилен, в окислителе нет необходимости. При этом именно ацетилен способен дать наилучшее пламя. Ацетилен обычно поставляется из баллонов или специального генератора. Использование генератора является более безопасным.
В качестве заменителей ацетилена могут использоваться сжиженные виды газа — бутан или пропан. Такое топливо отпускается со станций в баллонах.
Кислород требуется чистый. Он подается в сжатом виде из баллонов. При работе с кислородом нужно соблюдать осторожность.
Выбор источника питания
- Пропан и бутан используются в случае, если требуется осуществить напыление материалов легкой плавки. С помощью этих газов возможна резка стали, пайка меди и сварка стали, имеющей толщину до 5 мм.
- Ацетилен подходит для работы с любыми видами сварки и резки с помощью газа.
- Природный газ способен обеспечить кислородную резку и правку стали, осуществлять пайку меди и сварку стали.
- Бензин и керосин обеспечивают работу с легко сплавными металлами.

Оборудование при газовой сварке
Для работы требуется газосварочное оборудование для газовой сварки, среди которого обязательны:
- регуляторы давления;
- счетчики расхода газа;
- газовые клапаны;
- осушители газа;
- смесители газа;
- подогреватели;
- взрывозащита.
Регуляторы давления — это устройства, сочетающие в себе качества редуктора и манометра. Определяют давление газа и поддерживают его на должном уровне.
Расходомер — еще одно газосварочное оборудование для газовой сварки, предназначенное для измерения уровня расхода источника питания в ходе сварки.
Газовые клапаны — электромагнитные устройства, предназначенные для автоуправления силой подачи топлива.
Подогреватели — осуществляют подогрев углекислого газа, поступающего из баллона.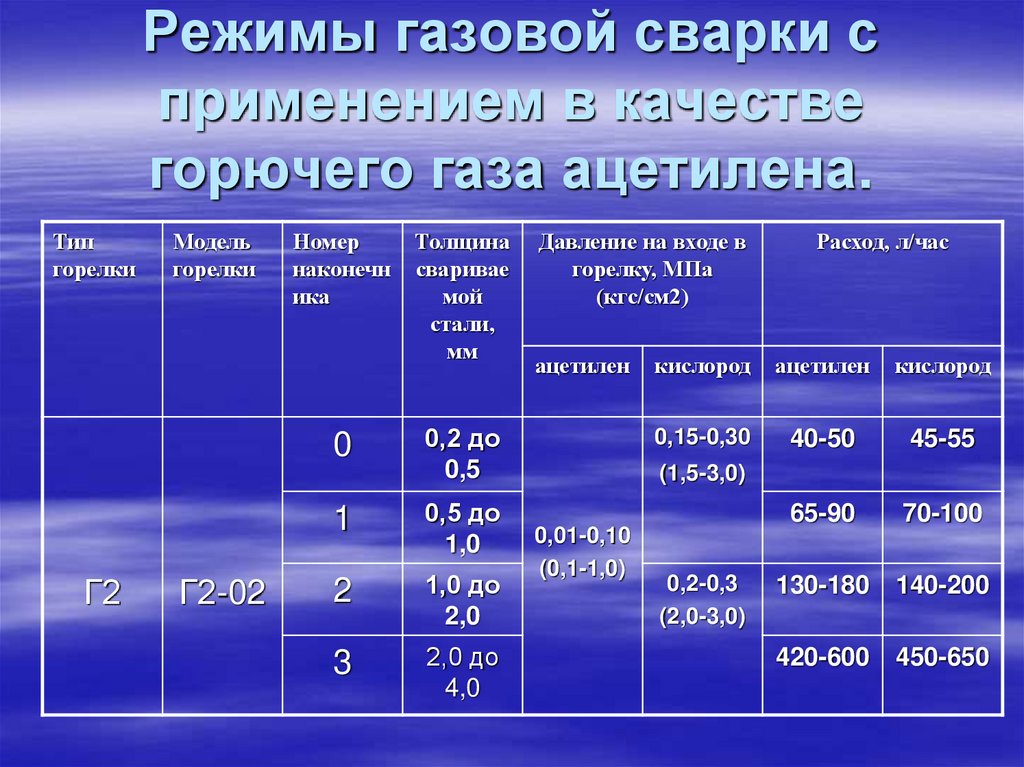
Осушители газа — используются для удаления излишков влаги из газа.
Смесители — смешивают разные виды газообразного источника топлива с целью получить подходящий для работы состав.
Использование средств огнезащиты
К средствам взрывозащиты относятся обратные клапаны, гасители пламени, преградители огня, предохранительные затворы.
Обратные клапаны необходимы для предотвращения попадания газа в обратном направлении — в генератор из шланга. Принцип их работы основан на законе гравитации. Обратные клапаны устанавливают в месте дозирования топлива. Использование обратных клапанов недопустимо при работе с нефтяными источниками энергии.
Гасители пламени выполняют защиту системы от обратного движения огня. Для этого на входном штуцере сварочного устройства ставят гаситель пламени. Для ацетилена и кислорода применяются различные типы пламегасителей.
Огневые преградители применяют с целью блокировки огня из сварочного устройства на место шва. Огнепреградители ставят на выходе из отделения генератора.
Предохранительные затворы предотвращают попадание огня в оборудование. Ставятся на ацетиленовые генераторы.
Это основное газосварочное оборудование для газовой сварки. В зависимости от используемого оборудования и топлива, набор оборудования может быть разным.
Процедура сварки
Процедура газовой сварки предусматривает, что в одной руке у сварщика будет находиться горелка, а в другой — проволока. Пламя от горелки при этом направляется на металл таким образом, чтобы его края располагались в области огня. Сварка газом, видео которой можно посмотреть на этом сайте, предусматривает обязательное соблюдение технологии проведения газосварочных работ.
Конец сварочной проволоки должен быть расположен в области восстановления металла.
Способ наложения шва зависит от способа газовой сварки. Наиболее распространены правый и левый способы наложения шва.
- Левый способ используется для сварки металла толщиной около 5 мм. При работе проволока перемещается впереди горелки. Пламя направляется от шва. При толщине свыше 8 мм горелку следует перемещать по длине шва. Если проволока имеет толщину более 8 мм, движения должны носить колебательный характер. Проволока при этом концом погружается в сварочную ванну и аккуратно перемешивается там спиралеобразными движениями.
- Правый способ характеризуется тем, что пламя направляется на шов. Это позволяет сваривать металл большой толщины. Горелка при этом способе наложения шва двигается вправо, а проволока — вслед за ней.
 При работе проволока перемещается впереди горелки. Пламя направляется от шва. При толщине свыше 8 мм горелку следует перемещать по длине шва. Если проволока имеет толщину более 8 мм, движения должны носить колебательный характер. Проволока при этом концом погружается в сварочную ванну и аккуратно перемешивается там спиралеобразными движениями.
При работе проволока перемещается впереди горелки. Пламя направляется от шва. При толщине свыше 8 мм горелку следует перемещать по длине шва. Если проволока имеет толщину более 8 мм, движения должны носить колебательный характер. Проволока при этом концом погружается в сварочную ванну и аккуратно перемешивается там спиралеобразными движениями.Для лучшего понимания того, как осуществляется сварка газом, видео размещено на нашем сайте.
Поделитесь со своими друзьями в соцсетях ссылкой на этот материал (нажмите на иконки):
Оборудование для газовой сварки как музыкальный инструмент
Содержание
- 1 Инвентарь для проведения газосварочных работ
- 1. 1 Дополнительные инструменты и материалы
- 1.
- 2 Безопасность при газосварочных работах
 1 Дополнительные инструменты и материалы
1 Дополнительные инструменты и материалыОснастка для сварщика, как кисти для художника – возможность творить из металла, а не просто выполнять соединение. Когда человечество изобрело сварку, как способ монолитного соединения металлов, оно совершило настоящий прорыв, результатами которого до сих пор пользуемся мы и будут пользоваться наши потомки.
Совершенствование классической электросварки привело к возникновению более универсальной, газовой, c расширенной сферой применения. При сварке газом плавление соединяемых кромок происходит под воздействием высоких температур, достигаемых за счет сжигания в кислороде горючих газов.
Процесс работы газовой сваркой
В газовой сварке в качестве энергоносителя, создающего рабочую зону, применяется баллонный газ или генератор на ацетилене, а держатель с электродом заменен горелкой или резаком, в зависимости от выполняемых манипуляций. Технология газовой сварки позволяет соединять цветные металлы с получением аккуратного, декоративного шва.
Технология газовой сварки позволяет соединять цветные металлы с получением аккуратного, декоративного шва.
Газовая сварка может проводиться с использованием одиночного газа или смеси нескольких: ацетилена, кислорода, аргона, бутана, пропана и других. В силу доступности и высоких характеристик получаемой зоны расплава самыми востребованными являются смеси ацетилена с кислородом и кислорода с пропаном и бутаном.
Инвентарь для проведения газосварочных работ
Оборудование для газовой сварки состоит из нескольких агрегатов.
- Генератор на ацетилене или баллон с другим горючим (рабочим) газом. Для бытового применения выпускают мобильные ацетиленовые генераторы, в которых газ выделяется при взаимодействии воды с карбидом кальция. В качестве альтернативы используют готовый газ (бутан, пропан). Лучше, если баллоны будут оборудованы расходомерами.
- Баллон с кислородом.
- Предохранительные клапаны для всех баллонов. Защитная мера, позволяющая предотвратить возгорание при возврате пламени от горелки.
- Редукторы для баллонов: для кислорода и рабочего газа. Предназначены для регулировки давления.
- Подающие шланги: иначе – рукава. Выпускаются отдельно для каждой группы газов, в трех категориях. Категорически запрещено использование шланга не соответствующего подаваемой среде.
- Горелка. Современные газовые горелки идут в комплекте с насадками и позволяют регулировать все параметры пламени.
- Сварочный стол – рабочая зона для проведения сварочных манипуляций, оборудованная металлической или кирпичной плитой.

В совокупности, оборудование для газовой сварки называется «сварочный пост». Для удобства многие используют плоскую колесную тележку с рамой, на которой хомутами вертикально закреплены баллоны и расположены скрученные рукава. Такой пост всегда можно доставить к месту работ, например, если необходимо применить сварку на статичной конструкции, которая сама к сварке точно не придвинется.
Идеально организованное рабочее место сварщика
Дополнительные инструменты и материалы
Кроме основного оборудования, рабочая зона должна включать дополнительные инструменты.
- Фиксаторы – облегчают проведение сварки и улучшают качество получаемого соединения, да и работать со статичной деталью гораздо проще.
- Подъемник – если предполагается работа с массивными деталями, которые проблематично доставить на стол вручную.
- Монтажный инструмент – набор гаечных или разводных ключей для фиксации всех элементов сварочного поста.
- Сопутствующий инструмент – молотки, пассатижи, кувалды, ножовки по металлу и другие.
- Вытяжка – наличие эффективной вентиляции является необходимым условием при работе с газами.
Техника газовой сварки предполагает использование присадочной проволоки, для заполнения сварной ванночки. Проволока должна соответствовать по составу свариваемым поверхностям и иметь равномерную, гладкую структуру. Также применяются флюсы – составы в виде паст или порошков, наносимые на присадку и кромки и защищающие расплав от окислов.
Выполнение сварки газом
Технология газовой сварки основывается на задействовании обеих рук сварщика: в одной удерживается горелка, другой подается присадочная проволока. В процессе работы ядро горелки должно находиться на удалении от поверхности (2 – 6 мм), запрещено касаться расплава, так как это приведет к изменению его состава и ухудшению характеристик шва. Присадка же может быть погружена в ванну или находится в восстановительной зоне под прямым воздействием пламени. Интенсивность нагрева регулируют углом наклона: чем толще металл, тем сильнее наклон.
В процессе работы ядро горелки должно находиться на удалении от поверхности (2 – 6 мм), запрещено касаться расплава, так как это приведет к изменению его состава и ухудшению характеристик шва. Присадка же может быть погружена в ванну или находится в восстановительной зоне под прямым воздействием пламени. Интенсивность нагрева регулируют углом наклона: чем толще металл, тем сильнее наклон.
Компактное газовое оборудование
Существуют различные способы газовой сварки, которые отличаются направленностью манипуляций. Их выбор обусловлен характеристиками соединяемых деталей и мастерством исполнителя. В быту обычно пользуются двумя вариантами выполнения шва.
- Левый способ – оптимален для легкоплавких металлов толщиной до 5 мм. Предполагает поступательные движения горелки в левостороннем направлении. Присадка располагается перед горелкой, пламя направлено от шва, на непроваренные кромки деталей.
- Правый способ – подходит для соединения толстых металлов. Шов выполняется слева направо, присадка подается сзади горелки. Направленность пламени позволяет получать минимальный угол раскрытия кромок.
 Направленность пламени позволяет получать минимальный угол раскрытия кромок.
Направленность пламени позволяет получать минимальный угол раскрытия кромок.Левый и правый способы газовой сварки отличаются не только направлением, но и качеством обработки. При правом способе пламя направлено непосредственно на шов, благодаря чему снижается расход газа и повышается качество соединения. Внешние же данные шва лучше при левом способе, так как мастер зрительно контролирует работу.
Безопасность при газосварочных работах
Техника безопасности при газовой сварке подразумевает четкое соблюдение выработанных, с учетом специфики процесса, правил.
- Обязательно наличие у исполнителя защитных очков, способных выдержать возможный обратный удар и воздействие пламени. Для защиты кожных покровов все участки тела закрываются специальной одеждой из огнестойкого волокна или плотной, натуральной ткани. Обувь сварщика должна быть из грубой кожи и на толстой подошве, для рук предусмотрены рукавицы или перчатки.
- При недостаточной вентиляции или ее отсутствии необходим респиратор, так как газовая сварка предполагает выделение в воздух ядовитых паров, вредных для человека.
- Запрещено проводить сварку вблизи легковоспламеняющихся или взрывоопасных веществ.
- Перед использованием установки обязательно проводится проверка подающих шлангов на предмет целостности, а съемных элементов на герметичность.

Достаточно быть внимательным и соблюдать меры предосторожности, чтобы свести к минимуму риск, неотвратимо сопровождающий любые сварочные работы. Затратив несколько минут на подготовку рабочей зоны и проверку оборудования, вы сохраните себе годы нормальной жизни.
Способы газовой сварки и резки металлов
Газовую сварку широко применяют для изготовления конструкций из тонких листов стали, при ремонтной сварке чугунных, алюминиевых и бронзовых литых изделий, для монтажа трубопроводов и фасонных частей к ним, в наплавке цветных металлов на стальные и чугунные детали, пайкосварке высокопрочных и ковких чугунов. Этим видом сварки можно соединять практически все металлы, используемые в техническом производстве.
Этим видом сварки можно соединять практически все металлы, используемые в техническом производстве.
Преимущества газовой сварки
Простое в эксплуатации оборудование, не зависимое от источников энергоснабжения, широкий диапазон регулировки скоростей нагревания и охлаждения металлов делают сварку в газовой среде незаменимой для ремонтных, строительных, монтажных видов работ. Аппаратура для такой сварки состоит из баллона кислорода, емкости горючего газа либо генератора ацетилена, редукторы для них, газовую горелку с рукавами для подачи в нее кислорода и прочих газов.
При проведении работ по сварке необходим кислород газообразный, получаемый посредством его охлаждения из атмосферного воздуха, поставляемый к потребляющему оборудованию под действием давления в металлическом баллоне. Они, также как и все прочие газовые баллоны для сварки, являются стальными цилиндрами с круглым дном и приспособленной под крепеж запорного устройства горловиной. Конструкция такого вентиля различна для каждого вида газа.
Редукторы, которые используются в составе сварочного оборудования, призваны понижать давление газов для газовой сварки (ацетилена с кислородом). Обычно они оснащаются двумя видами манометров для измерения газового давления при вхождении в редуктор и на выходе из него. Функциональное давление газа определяется степенью натяжения пружин редуктора, его регулировку проводят с помощью специального винта и резьбы.
Рукава для газовой сварки стандартизованы в трех вариантах: шланги для подачи кислорода, жидких видов топлива (бензиновые либо керосиновые) и ацетиленовые рукава. Внешне они отличаются расцветкой: красные предназначены под ацетилен, желтые – под жидкое топливо, а синие (голубые) – под кислород. Каждый шланг, имея внутреннюю резиновую камеру с оплеткой нитями, покрыт слоем резины снаружи.
В виде смесей газов для сварки могут присутствовать природные газы, керосиновые и бензиновые пары, ацетилен, нефтяные газы, водород. Все они используются в кислородной резке, для которой не требуется высокотемпературное пламя. Для данного вида сварки лучше всего подходит ацетилен, больше прочих газов способный к теплотворности с созданием высоких температур сгорания.
Для данного вида сварки лучше всего подходит ацетилен, больше прочих газов способный к теплотворности с созданием высоких температур сгорания.
Технология и оборудование для газовой сварки
Проводится сварка газовой горелкой – главным инструментом в работе по газовым операциям нагревания, наплавки, пайки, сварки. Вне зависимости от конструктивного устройства все горелки обеспечивают смешение газов в необходимых пропорциях, их подачу в зону образования пламени, его устойчивое горение с регулировкой состава в пропорциях горючих газов с кислородом. Горелки, применяемые при газовой сварке металлов, подразделяются на классы инжекторных и безынжекторных. В первых газы поступают с низким давлением путем подсоса их струей кислорода, а во вторых – горючие газы вместе с кислородом подаются с равным давлением.
Технология газовой сварки предполагает создание прочных соединений посредством сплавления кромок заготовок с присадочными материалами под воздействием теплоты пламени от сжигания газов. Проводят сварку конструкций из тонколистовых металлов без использования присадочного материала посредством плавления предварительно обработанных кромок. Технику газовой сварки отличают универсальность и простая эксплуатация, не требующая дорогой аппаратуры. Она равно эффективна в быту, промышленности, в строительных, монтажных работах и производствах по ремонту.
Проводят сварку конструкций из тонколистовых металлов без использования присадочного материала посредством плавления предварительно обработанных кромок. Технику газовой сварки отличают универсальность и простая эксплуатация, не требующая дорогой аппаратуры. Она равно эффективна в быту, промышленности, в строительных, монтажных работах и производствах по ремонту.
Подготовка заготовок при газовой резке и сварке предполагает манипуляции по очистке кромок, их разделке, сборке с наложением в случае необходимости прихваток. Разделывание кромок проводят по-разному, исходя из толщин соединяемых заготовок. Также предусмотрена механическая обработка деталей под сварку с помощью гильотинных ножниц, строгальных и фрезерных станков. Реже используются в этих целях пневматические зубила. Для небольших деталей возможна обработка соединяемых кромок изделия вручную при помощи напильника. Углы разделывания обязательно сверяются специальными шаблонами.
Использование прихваток при сварке в среде защитных газов требуется для сохранения постоянства положений соединяемых заготовок с зазорами около них на протяжении всего сварочного процесса.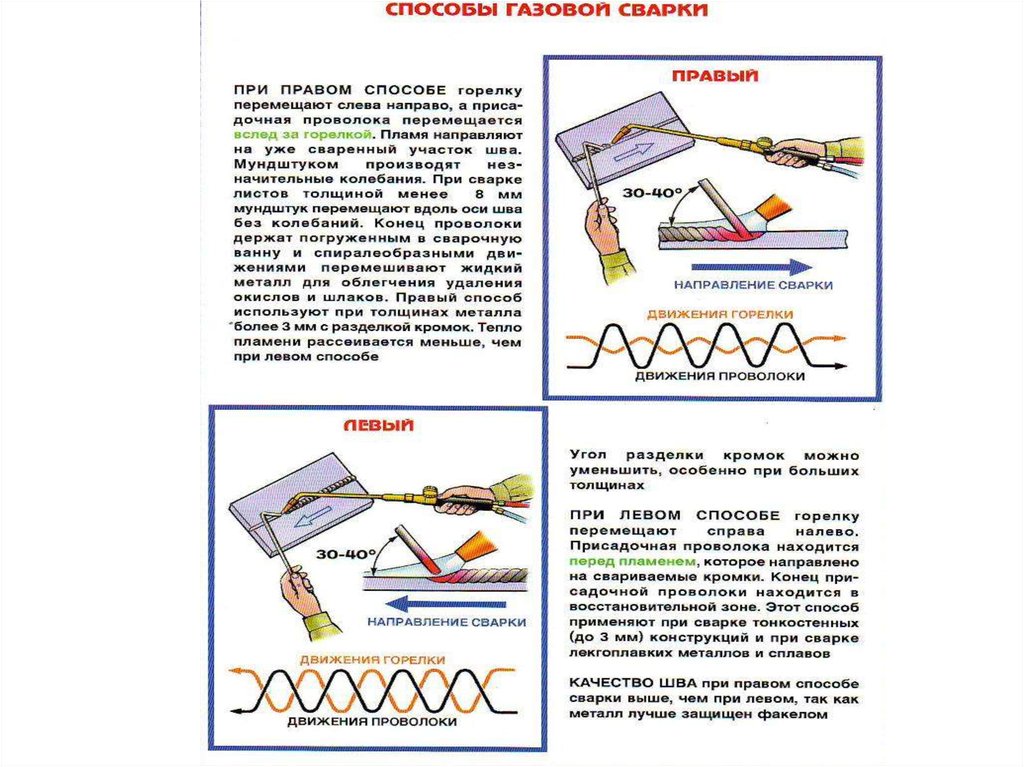 Делается это очень тщательно и с теми же режимами газовой сварки, что предусмотрены для шва. Возможный непровар при наложении прихваток приводит к дефектам сварного соединения в целом. Исключение составляет сварка меди, при которой использование предварительных прихваток не рекомендуется. Это может вызывать при повторном нагревании металла появление трещин на месте прихватки. Медные детали перед сваркой необходимо закрепить в особом приспособлении либо кондукторе.
Делается это очень тщательно и с теми же режимами газовой сварки, что предусмотрены для шва. Возможный непровар при наложении прихваток приводит к дефектам сварного соединения в целом. Исключение составляет сварка меди, при которой использование предварительных прихваток не рекомендуется. Это может вызывать при повторном нагревании металла появление трещин на месте прихватки. Медные детали перед сваркой необходимо закрепить в особом приспособлении либо кондукторе.
Выделяют два основополагающих способа газовой сварки. Это так называемые «левая» и «правая» сварки. Первый из них предполагает передвижение горелки газосварщиком в направлении справа налево. Причем присадочный материал двигается вперед горелки. Направление горелки с прутком зигзагообразными движениями поперечно к шву способствует хорошему прогреванию металла с проплавлением сварочной ванны. Поэтому левый способ эффективен при сварочных работах на легкоплавких металлах и тонколистных заготовках.
Оборудование для газовой сварки с использованием правого способа двигают прямо без совершения колебательных движений в направлении слева направо. Направляемое на расплав сварочной ванны пламя горелки перемещается вперед присадочного прутка. Данный способ позволяет более эффективно пользоваться теплом пламени. Остывание металла при этом способе происходит медленнее, чем в левом. Результатом этого служат меньший расход газа, довольно высокая производительность работ из-за меньших углов разделывания кромок, хорошие показатели надежности сварного шва. Таким способом варят сплавы металлов высокой теплопроводности, например, латунных и медных, и заготовки толще 5 мм. Малоуглеродистые и низколегированные стали газовой сваркой соединяются достаточно хорошо. Для средне- и высоколегированных сталей эффективнее употребление способа дугового сваривания.
Направляемое на расплав сварочной ванны пламя горелки перемещается вперед присадочного прутка. Данный способ позволяет более эффективно пользоваться теплом пламени. Остывание металла при этом способе происходит медленнее, чем в левом. Результатом этого служат меньший расход газа, довольно высокая производительность работ из-за меньших углов разделывания кромок, хорошие показатели надежности сварного шва. Таким способом варят сплавы металлов высокой теплопроводности, например, латунных и медных, и заготовки толще 5 мм. Малоуглеродистые и низколегированные стали газовой сваркой соединяются достаточно хорошо. Для средне- и высоколегированных сталей эффективнее употребление способа дугового сваривания.
В ходе сварки возможно передвижение горелки по линии шва, полумесяцем, прямолинейно, по спирали. Совершение горелкой зигзагообразных движений способствует нужной ширине с прогревом кромок как основного, так и присадочного материалов. Скорость их нагревания регулируют, изменяя угол наклона горелки к свариваемой поверхности детали.
Выбирая режим сварки, учитывают теплофизические характеристики соединяемых материалов, форму изделия и его габаритные размеры. Немалое значение при выборе режима, особенно в газовой сварке труб, имеют положение сварного шва в пространстве и используемый способ сварки деталей. Среднечасовой расход газов (или мощность пламени) вычисляется с учетом толщины свариваемых заготовок. А состав пламени определяют из соотношения расходов горючего газа с кислородом. Рассчитав мощность пламени, необходимую для сварки определенного металла, по паспортным характеристикам горелки будет несложно выбрать для нее соответствующий наконечник.
Оборудование для газовой сварки и резки
Обратная связь
Ваше имя или название организации: *
Ваш E-mail или телефон: *
Комментарий:
Вход
Мой кабинет
Логин
Пароль
Забыли пароль?
РегистрацияКатегории
Поиск
Название
Артикул
Выберите категорию
Все
Электросварка – Сварочные аппараты инверторные
» Аппараты Ручной Дуговой сварки = МMA
»» Аппараты MMA для дачи или гаража
»»» VARTEG
»»» Корунд
»»» KVAZARRUS
» Аппараты MIG/MAG = Полуавтоматическая сварка
»» Многофункциональные MIG аппараты
» Аппараты Аргонодуговой сварки = TIG
»» Многофункциональные TIG аппараты
Газосварка и Резка металлов
» Резаки Газовые
» Горелки Газовые
» Горелки, кислород-горючий газ
» Горелки Газовоздушные, Кровельные
» Принадлежности для Газовой сварки
Воздушно плазменная резка металлов – CUT
» Аппараты воздушно-плазменной резки – CUT
»» Foxweld PLASMA
»» VARTEG PLASMA
»» UNO PLASMA
» Плазмотроны CUT
» Расходные части к Плазматронам
»» к Плазмотрону Р-80 насадка
»» Плазмотроны CB-50 и части
»» Плазмотроны S-45 и части
»» Плазмотроны PT-31 и части
»» Плазмотроны А151 и части
»» Плазмотроны A101-141 и части
Трансформаторы и выпрямители
» Сварочные трансформаторы
» Сварочные выпрямители
Контактная сварка
Сварочные расходные материалы и комплектующие
» ММА сварка: Расходные материалы и Коплектующие
»» Электроды
»» Электрододержатели
»» Соединители (кабельные вилки, розетки)
» TIG сварка: Комплектующие и Расходные матероиалы
»» Аргонодуговые горелки и части к ним
»»» Горелки TIG в сборе
»»» Цанги, держатели
»»» Сопла керамические
»» Сварочные горелки TIG
»» Вольфрамовые электроды
» MIG/MAG сварка: Расходные материалы, Комплектующие
»» Сварочные горелки MIG/MAG
»»» Горелки MIG 15 и части
»»» Горелки MIG 24 и части
»»» Горелки MIG 25 и части
»»» Горелки MIG 36 и части
»»» Горелки MIG 40 и части
»»» Горелки MIG 500 и части
»» Комплекты кабелей MIG/MAG сварка
»» Проволока для MIG/MAG Сварки
» Редукторы, Регуляторы расхода газа
»» Регуляторы расхода газа
»» Редукторы
» Клеммы заземления
Средства защиты Одежда электро и газосварщика
» Сварочные маски
»» Светофильтры для сварочных масок
»» Защитные стекла для сварочных масок
»» Комплектующие к маскам
» Перчатки и краги сварщика
» Спец одежда: Костюмы, Фартуки и обувь
Дополнительное оборудование и Аксессуары для сварки
» Аксессуары для сварки
» Магнитные приспособления
» Кабели, комплекты кабелей
» КРУГИ – Зачистные, отрезные, лепестковые. Генераторы и компрессоры
» Компрессоры
»» Безмасляные компрессоры
»» Масляные коаксиальные компрессоры
»» Масляные ременные компрессоры
А ТУТ ТОВАРЫ ПО АКЦИИ !
Садово-дачная техника и оборудование
» Дачный вспомогательный инструмент
» STIHL
» Бензопилы
» Бензиновые триммеры
» Насосное оборудование
»» Дренажные насосы
»» Мотопомпы
» Тепловое оборудование
»» Обогреватели электрические
»» Обогреватели газовые
» Зарядные устройства
»» Зарядные устройства 6-12 В
»» Пуско-зарядные устройства
»» Зарядные устройства 12-24В
Товары для дачи и сада, Инструменты
» Электрика
» Сантехника
» Ручной инструмент
» Электро и Бензо инструмент
» Хозтовары и бытовая химия
» Удобрения и Семена
Генераторы и компрессоры
» Компрессоры
»» Безмасляные компрессоры
»» Масляные коаксиальные компрессоры
»» Масляные ременные компрессоры
А ТУТ ТОВАРЫ ПО АКЦИИ !
Садово-дачная техника и оборудование
» Дачный вспомогательный инструмент
» STIHL
» Бензопилы
» Бензиновые триммеры
» Насосное оборудование
»» Дренажные насосы
»» Мотопомпы
» Тепловое оборудование
»» Обогреватели электрические
»» Обогреватели газовые
» Зарядные устройства
»» Зарядные устройства 6-12 В
»» Пуско-зарядные устройства
»» Зарядные устройства 12-24В
Товары для дачи и сада, Инструменты
» Электрика
» Сантехника
» Ручной инструмент
» Электро и Бензо инструмент
» Хозтовары и бытовая химия
» Удобрения и Семена
Дополнительно к комплектации
ВсеОбычная комплектация+ Горелка TIG 26 c быстросъемником
Новинка
Вседанет
Спецпредложение
Вседанет
Результатов на странице
5203550658095
Корзина
Ваша корзина пуста
Главная ФОТО ГАЛЕРЕЯ Оборудование для газовой сварки и резки
ОБОРУДОВАНИЕ ДЛЯ ГАЗОВОЙ СВАРКИ И РЕЗКИ
Резак Р3 |
Резак трехтрубный “Проминь-344” |
Горелка Г2 |
Горелка “Малютка” |
Сменные наконечники для сварочных горелок |
Сменные мундштуки для резаков |
Клапаны обратного удара и огнепреградительные клапаны |
Газосварочные переходники и штуцера |
Редукторы для газовой сварки и резки |
РЕДУКТОРЫ ДЛЯ ГАЗОВОЙ СВАРКИ |
РЕДУКТОРЫ ДЛЯ ГАЗОВОЙ СВАРКИ |
Манометры для сварочных редукторов |
Ацетиленовый и универсальный ключ |
Ацетиленовые ключи |
РУКАВ ДЛЯ ГАЗОВОЙ СВАРКИ |
Сварочные зеркала |
Штуцера, гайки и переходники для газовой сварки |
Переходники и тройники для газовой сварки |
Прокладки для редукторов |
Газовая сварка металлов: все тонкости
С годами методы и основы обработки металлов менялись с развитием науки и внедрением новой техники. Газовая сварка — один из популярных способов сварки металлов. С помощью этой статьи вы научитесь основам газовой сварки.
Газовая сварка — один из популярных способов сварки металлов. С помощью этой статьи вы научитесь основам газовой сварки.
Плюсы и минусы газовой сварки
Преимущества:
- Газовая сварка является портативным и наиболее универсальным процессом и может применяться для различных производственных и ремонтных работ.
- Обеспечивает лучший контроль над температурой металла в зоне сварки, контролируя газовое пламя.
- В газовой источник тепла и присадочный металл отличаются в отличие от дуговой сварки. Это обеспечивает лучший контроль над скоростью осаждения присадочного металла.
- Может быть пригодна для сварки разнородных металлов с подходящим наполнителем и флюсом.
- Стоимость и обслуживание оборудования недорогое по сравнению с некоторыми другими процессами сварки. Оборудование универсальное, автономное и портативное.
Недостатки:
- Не подходит для тяжелых секций, поскольку выделяемого тепла недостаточно, и, следовательно, тяжелые секции не могут быть соединены.
- Температура пламени меньше температуры дуги.
- Скорость нагрева и охлаждения относительно медленная. Но в некоторых случаях это выгодно.
- Тугоплавкие металлы, такие как вольфрам, молибден и химически активные металлы, такие как титан и цирконий не подходят для этого типа сварки.
- Приводит к большей зоне термического влияния из-за длительного нагрева.
- Защита от флюса в газовой сварке не так эффективна и окисления нельзя полностью избежать.
- Проблемы безопасности связаны с хранением и обработкой взрывоопасных газов, например, ацетилена и кислорода.
Материалы и оборудование для газовой сварки
Основные детали или компоненты:
- Цилиндры. Кислород и ацетилен хранятся под давлением в стальном баллоне. Баллоны всегда должны быть закреплены и использоваться в вертикальном положении. Когда цилиндр не используется, крышка клапана всегда должна быть на месте.
- Кислородные баллоны. Они содержат сжатый кислород на прессах, которые могут достигать 2200 фунтов на квадратный дюйм. Все цилиндры имеют клапаны и оснащены навинчивающейся стальной крышкой, которая защищает клапан баллона, когда он не используется.
- Ацетиленовые баллоны. Баллоны содержат пористый наполнитель, который оснащен ацетоном, позволяющим безопасно удерживать ацетилен в цилиндре при 250 фунт / кв.дюйм.
- Регулятор давления. Кислород и топливные газы заполняются в цилиндре под высоким давлением. Регулятор давления подает кислород под давлением около 70-130 кН / м2 и газ со скоростью 7 — 103 кН / м2 в сварочную горелку.
- Факелы. Узел горелки состоит из ручки для подачи кислорода и топливного газа, а также смесительной камеры. Сварочные наконечники или режущие насадки с ручками можно использовать для сварки, нагрева и резки. Кислород и топливный газ протекают через трубки внутри ручки, которые смешиваются в смесительной камере или наконечнике. Именно на кончике зажигается смешанный газ.
- Очки и перчатки. Используются в целях безопасности.
Плюсы и минусы газовой сварки
Преимущества:
- Газовая сварка является портативным и наиболее универсальным процессом и может применяться для различных производственных и ремонтных работ.
- Обеспечивает лучший контроль над температурой металла в зоне сварки, контролируя газовое пламя.
- В газовой источник тепла и присадочный металл отличаются в отличие от дуговой сварки. Это обеспечивает лучший контроль над скоростью осаждения присадочного металла.
- Может быть пригодна для сварки разнородных металлов с подходящим наполнителем и флюсом.
- Стоимость и обслуживание оборудования недорогое по сравнению с некоторыми другими процессами сварки. Оборудование универсальное, автономное и портативное.
Недостатки:
- Не подходит для тяжелых секций, поскольку выделяемого тепла недостаточно, и, следовательно, тяжелые секции не могут быть соединены.
- Температура пламени меньше температуры дуги.
- Скорость нагрева и охлаждения относительно медленная. Но в некоторых случаях это выгодно.
- Тугоплавкие металлы, такие как вольфрам, молибден и химически активные металлы, такие как титан и цирконий не подходят для этого типа сварки.
- Приводит к большей зоне термического влияния из-за длительного нагрева.
- Защита от флюса в газовой сварке не так эффективна и окисления нельзя полностью избежать.
- Проблемы безопасности связаны с хранением и обработкой взрывоопасных газов, например, ацетилена и кислорода.
Материалы и оборудование для газовой сварки
Основные детали или компоненты:
- Цилиндры. Кислород и ацетилен хранятся под давлением в стальном баллоне. Баллоны всегда должны быть закреплены и использоваться в вертикальном положении. Когда цилиндр не используется, крышка клапана всегда должна быть на месте.
- Кислородные баллоны. Они содержат сжатый кислород на прессах, которые могут достигать 2200 фунтов на квадратный дюйм. Все цилиндры имеют клапаны и оснащены навинчивающейся стальной крышкой, которая защищает клапан баллона, когда он не используется.
- Ацетиленовые баллоны. Баллоны содержат пористый наполнитель, который оснащен ацетоном, позволяющим безопасно удерживать ацетилен в цилиндре при 250 фунт / кв. дюйм.
- Регулятор давления. Кислород и топливные газы заполняются в цилиндре под высоким давлением. Регулятор давления подает кислород под давлением около 70-130 кН / м2 и газ со скоростью 7 — 103 кН / м2 в сварочную горелку.
- Факелы. Узел горелки состоит из ручки для подачи кислорода и топливного газа, а также смесительной камеры. Сварочные наконечники или режущие насадки с ручками можно использовать для сварки, нагрева и резки. Кислород и топливный газ протекают через трубки внутри ручки, которые смешиваются в смесительной камере или наконечнике. Именно на кончике зажигается смешанный газ.
- Очки и перчатки. Используются в целях безопасности.
Особенности выполнения газовой сварки
Ниже представлены пошагово основы процесса газовой сварки.
- Газовый баллон и кислородный баллон соединить со сварочной горелкой через регуляторы давления.
- Отрегулировать давление газа и кислорода, подаваемых на горелку, где они правильно смешиваются.
- Зажечь пламя.
- Позаботиться, чтобы наконечник горелки был направлен вниз.
- Теперь пламя контролируется клапанами, расположенными в сварочной горелке.
- Пламя устанавливается на естественное или науглероживающее или окислительное пламя в зависимости от условий.
- Сварочная горелка должна идти по месту, где должно быть создано соединение. Это расплавит интерфейсную часть и соединит их навсегда.
Левая техника идеально подходит для сварки встык и круговых швов толщиной до 5 мм.
Правильная техника находит применение при толщине листа более 5 мм для сварки в плоском и горизонтально-вертикальном положениях.
Вся позиционная правая техника — идеальна для сварки стального листа и, в частности, трубопровода, где должна выполняться позиционная сварка (вертикальная и накладная).
Друзьям это тоже будет интересно
Газосварочное оборудование | Основы газовой сварки
Содержание
ГАЗОВАЯ СВАРКА
Кислородно-ацетиленовая сварка Принцип работы:
горелка достаточно горячая, чтобы расплавить и соединить основной металл. Пламя кислородно-ацетиленовой смеси достигает температуры около 3200°C и, таким образом, может расплавить все коммерческие металлы, которые во время сварки действительно сливаются, образуя полное соединение.
В ванну с расплавленным металлом обычно добавляют стержень из присадочного металла, чтобы слегка нарастить шов для большей прочности. Кислородно-ацетиленовая сварка не требует соединения компонентов под давлением до тех пор, пока сварной шов не сформируется и не затвердеет.
Подробнее : Семинар по газовой сварке – отчет о семинаре pdf Скачать
Оборудование для газовой сварки:
Аппарат, используемый для газовой сварки, состоит в основном из источника кислорода и источника топливного газа (обычно баллоны), двух регуляторов давления и два гибких шланга (по одному на каждый цилиндр) и горелка. Баллоны часто перевозятся на специальной колесной тележке.
газосварочное оборудование 1. Кислородный баллон:
Кислородный баллон обычно окрашивается в черный цвет. В этом баллоне хранится кислород под давлением 1550 Н/м2. Общий баллон 1,8 м3, 3,5 м3, 7 м3 и т.д.,
2. Ацетиленовый баллон:
Ацетиленовый баллон обычно окрашивается в темно-бордовый цвет. В этом баллоне хранится ацетилен под давлением 175 Н/м2. Общий баллон 1,6 м3, 2,8 м3, 8,4 м3 и т. д.,
3. Регулятор:
Регулятор используется для контроля давления в резервуарах путем снижения давления и регулирования скорости потока.
4. Газовые шланги:
Шланг обычно имеет двойную конструкцию, что означает, что два шланга соединены вместе. Кислородный шланг зеленый, топливный шланг красный. Тип газа, который будет проходить по шлангу, важен, потому что соединения будут иметь разную резьбу для разных типов газа. Для топливных газов (красный) используется левая резьба и канавка, вырезанная в гайке, а для кислорода (зеленый) используется правая резьба. Это мера предосторожности для предотвращения неправильного подсоединения шлангов.
5. Обратный клапан:
Между регулятором и шлангом, а в идеале между шлангом и горелкой как на кислородной, так и на топливной линиях, следует установить пламегаситель и/или обратный клапан для предотвращения возгорания или возгорания кислорода. топливная смесь выталкивается обратно в любой из цилиндров и повреждает оборудование или приводит к взрыву цилиндра.
6. Обратный клапан:
Обратный клапан пропускает газ только в одном направлении. Обратный клапан обычно представляет собой камеру, содержащую шарик, который прижимается к одному концу пружиной: поток газа в одну сторону выталкивает шарик в сторону, а отсутствие потока или потока в другую сторону позволяет пружине протолкнуть шарик во входное отверстие. блокируя его.
7. Горелки:
Горелка — это часть, которую сварщик держит и использует для сварки. Он имеет соединение и клапан для топливного газа и соединение и клапан для кислорода, ручку для захвата сварщиком, смесительную камеру (установленную под углом), где топливный газ и кислород смешиваются, с наконечником, где пламя формы. Верхняя горелка — это сварочная горелка, а нижняя — резак
a) Сварочная горелка:
Головка сварочной горелки используется для сварки металлов. Его можно определить по наличию только одной или двух труб, идущих к соплу, отсутствию курка подачи кислорода и двум ручкам клапана в нижней части рукоятки, позволяющим оператору регулировать подачу кислорода и подачу топлива.
b) Резак:
Головка резака используется для резки металла. Он похож на сварочную горелку, но его можно отличить по трем трубкам, идущим к соплу под углом 90 градусов, и по спусковому крючку подачи кислорода. Этим методом можно резать только железо и сталь.
8. Прочие принадлежности:
a) Присадочный стержень / сварочный стержень: Присадочный стержень — это металл, который используется при газовой сварке для подачи дополнительного металла для соединения.
б) Флюс используется при кислородно-ацетиленовой сварке для предотвращения окисления, а также для удаления примесей. Флюс может быть в виде порошка или жидкости.
9. Устройства безопасности:
A) Goggles
B) Кожаные очки
C) Apron
Электронная почта
Печать
Tweet
последних столбов. Детали, конструкция, применение, типы, материал, схема
Сосуды под давлением – Детали, конструкция, применение, типы, материал, схема
Введение в сосуды под давлением Сосуды, резервуары и трубопроводы, которые транспортируют, хранят или получают жидкости, называются сосудами под давлением . Сосуд высокого давления определяется как сосуд с давлением…
Продолжить чтение
ссылка на Шарнирное соединение – детали, схема, расчет конструкции, применениеШарнирное соединение – детали, схема, расчет конструкции, применение
Шарнирное соединение
Шарнирное соединение используется для соединения двух стержней, находящихся под действием растягивающих нагрузок. Однако, если соединение направляется, стержни могут выдерживать сжимающую нагрузку. Шарнирное соединение…
Продолжить чтение
Газосварочное и режущее оборудование: оснастка, горелки, регуляторы Ацетиленовые запчасти, комплектующие, Miller, Smith, Victor
Газосварочное и режущее оборудование: оборудование, горелки, регуляторы Ацетиленовые запчасти, комплектующие, Miller, Smith, Victor | Сварщик питанияВсе категории/ Все сварочное оборудование/ Оборудование для газовой сварки и резки
Комплект снаряжения для газовой/кислородно-ацетиленовой горелки Газовые/кислородные регуляторы и датчики ацетилена Газовые/кислородно-ацетиленовые горелки, рукоятки и насадки Наконечники и шланги для газовой/кислородной резки ацетилена Принадлежности для газовой/кислородно-ацетиленовой сваркиНайдено 126 элементов
Pro Gauge 2-1/2″ x 30#
Добавить к сравнению
Комплект кислородно-ацетиленовой горелки Harris HHD Heavy Duty Ironworker 510 #4400367
Добавить к сравнению
Комплектация Miller – Smith для средних нагрузок
Добавить к сравнению
Victor Heavy Duty Journeyman, профессиональная экипировка CGA 300
Добавить к сравнению
VICTOR LP-1 TURBO TORCH KIT
Добавить к сравнению
Маленькая тележка Miller Mig
Добавить к сравнению
Miller Weldcraft W-250, 25 футов. Принадлежности, комплект сварочной горелки TIG
Добавить к сравнению
Harris Port-A-Torch® Outfit #4403211
Добавить к сравнению
Miller® Smith The Little Torch™ Outfit
Добавить к сравнению
Victor Contender Heavy Duty Outfit, регуляторы 540/300 ESS3 EDGE
Добавить к сравнению
Miller/Smith Heavy Duty Torch Outfit
Добавить к сравнению
WC-24 Weld Control #137549
Добавить к сравнению
Регулятор кислорода средней мощности Miller-Smith
Добавить к сравнению
Костюм Victor Performer Medium Duty, 540/300
Добавить к сравнению
Miller – Smith Tag-A-Long Outfit
Добавить к сравнению
Victor Heavy Duty “Edge” Регулятор ацетилена
Добавить к сравнению
Miller Spoolmate 200 Series
Добавить к сравнению
Насадка для резки средней мощности Victor – CA1350
Добавить к сравнению
Резак Victor CA2460+, 0381-1928
Добавить к сравнению
Регулятор ацетилена средней мощности Miller – Smith
Добавить к сравнению
Пропиленовые насадки Victor Small Series (выберите размер)
Добавить к сравнению
Защитная крышка Miller 212-252-350P
Добавить к сравнению
Наконечники Miller Fastip Contact 2061(86,87,88,89,90)
Добавить к сравнению
Miller – Smith Пропиленовые режущие наконечники большой серии
Добавить к сравнению
Некоторые из нашего популярного оборудования для газовой сварки и резки включают:
- SomVictor Journeyman Edge 2. 0 Plus Оборудование для сварки и резки #0384-2101
- Виктор Подмастерье 450
- Экипировка Victor Performer для средних нагрузок, 540/300
- Victor Medium Duty Outfit Super Range 350
- CK Гибкая продувочная камера. #PC2000-24
Welders Supply Company предлагает широкий ассортимент высококачественных газовых сварочных аппаратов и оборудования для газовой резки по конкурентоспособным ценам для любых сварочных проектов. Делайте покупки онлайн или посетите любой из наших 5 локаций в Висконсине и Иллинойсе.
Ваш поставщик оборудования для газовой резки и сварки №1 Являетесь ли вы любителем-сделай сам, работающим в гараже, или профессионалом, работающим на трансконтинентальном трубопроводе, компания Welders Supply предлагает необходимое оборудование по доступным ценам. не бить. От пропановых и кислородно-ацетиленовых горелок и наконечников до газовых сварочных аппаратов и плазменных резаков — у нас есть все.
Вот несколько линеек продукции, которые мы предлагаем:
- Виктор
- Миллер
- Миллер/Смит
- Анкер
- Эйрко/Конкоа
- Тиллман
- WYPO
Лучшие цены онлайн и бесплатная доставка при заказе на сумму более 300 долларов
Перед оформлением заказа проверьте общую сумму. При общей покупке на сумму 300 долларов и более вы имеете право на бесплатную доставку в пределах континентальной части США. Нужно подобрать аксессуары для газовой резки или сварки? Это было бы хорошее время, чтобы сделать это.
Для получения лучших цен на оборудование и расходные материалы для газовой сварки известных брендов, покупайте Welders Supply Company в Интернете или в Берлингтоне, Белойт, Биг-Бенд, Кристал-Лейк, Рокфорд. По вопросам звоните по телефону 1-800-236-8825.
Избранное
Устойчивая к порезам перчатка Tillman для механиков
Просмотр продукта
Защитные очки Jackson Nemesis, дымчатые/зеркальные #25688
Посмотреть товар
Наушники Jackson Safety, VIBE
Просмотр продукта
Классическая серия Miller VS Black с ClearLight
Посмотреть продукт
Зеленые рукава Tillman
Просмотр продукта
Противопожарная куртка Tillman
Просмотр продукта
Сопло Hypertherm Powermax 65/85/105 65A (5 шт.)
Посмотреть продукт
Подушечка для левой руки Tillman
Посмотреть продукт
Наконечники Miller Fastip Contact 2061(86,87,88,89,90)
Просмотр товара
Millermatic 211 Auto-Set Mig Welder
Просмотр продукта
Для просмотра полной функциональности сайта требуется JavaScript!Основы газовой сварки: преимущества, недостатки и области применения
Всякий раз, когда большинство людей думают о сварке, вероятно, первое, что приходит на ум, это газовая сварка. Тем не менее, это не только одна из самых знаковых форм сварки в глазах общественности, но и одна из самых популярных во многих отраслях промышленности по всему миру.
И по очень веской причине (ну, по причинам), как вы сейчас узнаете.
Здесь мы узнаем, что такое газовая сварка, и узнаем, почему она до сих пор остается одной из самых важных форм сварки во всем мире.
Что такое газовая сварка?
Проще говоря, газовая сварка — это процесс использования тепла, выделяющегося при сжигании горючего газа (например, ацетилена), для резки и/или соединения металлов. Газовая сварка является одним из наиболее важных видов сварки из-за области ее применения.
Это одна из старейших форм тепловой сварки, которая по-прежнему используется во многих отраслях промышленности.
Источник: Marco d’Itri/Wikimedia Commons Причина, по которой этот метод сварки все еще очень популярен, заключается в простоте его использования и низкой стоимости. Выполнение сварочного процесса с помощью газовой сварки относительно просто и не требует наличия опытных сварщиков.
При использовании такого топлива, как ацетилен, температура пламени может достигать чуть более 5700°F (3200°C). Эта температура ниже той, которую мы получаем от аппарата дуговой сварки, но упомянутые ранее преимущества перевешивают этот недостаток при различных видах ремонтно-строительных работ.
Как выполняется газовая сварка?
При сварке металлов с использованием газосварочного оборудования горючие газы смешиваются с кислородом для получения концентрированного пламени при высокой температуре. Это пламя попадает непосредственно в зону сварки и расплавляет рассматриваемые материалы (часто, но не всегда, с добавлением присадочного материала).
Расплавленная часть каждого куска металла образует нечто, называемое расплавом или сварочной ванной, где жидкие металлы диффундируют друг в друга и после охлаждения образуют прочное соединение. Эта форма сварки может использоваться для многих распространенных типов металлов.
Завершение сварки требует, чтобы сварщик медленно удалял пламя из соединения, давая ему время затвердеть без окисления.
Чаще всего кислород смешивают с такими газами, как ацетилен, водород, пропилен, бутан и другими. Выбор газа, используемого для сварки, зависит от типа проекта, стоимости и контроля пламени.
Самый популярный
Источник: stafichukanatoly/PixabayНаиболее часто используемым топливным газом для газовой сварки является ацетилен. На самом деле это настолько популярно, что термин газовая сварка нередко заменяется кислородно-ацетиленовой сваркой, в зависимости от используемого топлива.
Каковы основные части системы газовой сварки?
О некоторых основных компонентах системы газовой сварки вы, наверное, уже догадались, но какие еще детали потребуются?
Давайте посмотрим.
- Топливный баллон. Одной из наиболее важных частей системы газовой сварки является, очевидно, топливный газ. Обычно его хранят в каком-нибудь цилиндре. Цилиндр герметичен и изготовлен из толстолистовой стали, чтобы сжатое топливо не ослабило цилиндр. Эти цилиндры обычно окрашены в темно-бордовый цвет.
- Кислородный баллон. Еще одним важным компонентом системы газовой сварки является постоянная подача чистого кислорода. Кислородный баллон содержит сжатый кислород, необходимый для сварки. И кислородный, и топливный баллоны выдерживают давление соответствующих газов. Обычно, но не всегда, они окрашены в черный цвет.
- Регулятор давления: поскольку и топливный, и кислородный газы хранятся под высоким давлением, для безопасного использования в процессе сварки требуется какой-либо метод снижения давления. Вот тут-то и пригодится регулятор давления. Обычно это устройство помогает подавать кислород при постоянном давлении от 70 до 130 кН/м2, а подачу газа — от 7 до 103 кН/м2.
- Регулирующие клапаны: Оба газа имеют отдельные регулирующие клапаны. Регулирующий клапан используется для контроля количества газа, выходящего из баллона. Регулирующие клапаны также имеют решающее значение для контроля соотношения топлива и кислорода.
- Смесительная камера: Это устройство используется, как следует из названия, для безопасного смешивания топлива и окислителя. Регулирующие клапаны используются для регулирования потока газов из цилиндра в камеру смесителя.
- Сварочная горелка: это «рабочая часть» газосварочного оборудования. Обычно он содержит камеру смесителя и контрольные значения. На другом конце горелки находится сопло, в котором топливно-кислородная смесь сгорает вместе для удобства применения сварщиком.
Каковы преимущества газовой сварки?
Как упоминалось ранее, газовая сварка является очень популярным видом сварки. Но почему?
Это потому, что у него есть очень явные преимущества перед конкурентами. К ним относятся, но не ограничиваются:
- Может использоваться для соединения различных типов металлов: – Газовая сварка может использоваться для сварки черных и цветных металлов. Это одна из его самых сильных сторон по сравнению с другими процессами сварки.
- Не требует использования электричества: – Когда мы сравниваем газовую сварку с другими популярными методами сварки, такими как дуговая сварка, газовая сварка, газовая сварка не требует электричества для работы. Следовательно, вы можете использовать газовую сварку в местах, где нет доступа к электричеству.
- Дешевое Стоимость оборудования: Начальный необходимый капитал для газовой сварки очень низок по сравнению с другими формами сварки. Для некоторых приложений это очень удобно.
- Не требует специального труда: газовая сварка не требует узкоспециализированного труда. Это облегчает поиск газосварщиков, а также снижает стоимость рабочей силы.
- Оборудование для газовой сварки очень портативное: всю установку для газовой сварки относительно легко поднимать и перемещать, в отличие от некоторых других видов сварки.
Каковы недостатки газовой сварки?
Хотя газовая сварка имеет некоторые ощутимые и важные преимущества по сравнению с другими формами сварки, она не идеальна. Некоторые из его недостатков включают, но не ограничиваются:
- Не подходит для толстых профилей.
- Газовая сварка, как правило, обеспечивает низкое качество поверхности. Это означает, что его сварные швы обычно нуждаются в отделке после сварки, если важна эстетика.
- Нельзя использовать для высокопрочной стали. Это связано с тем, что зона нагрева по самой своей природе может влиять на механические свойства исходных металлов.
- Низкая скорость нагрева и соединения металлов по сравнению с другими видами сварки.
- Не удается достичь температур дуговой сварки
- Не имеет специальной системы защиты от флюса. Это может привести к очень серьезным дефектам сварки.
Каковы наиболее распространенные области применения газовой сварки?
Газовая сварка используется в различных отраслях промышленности. Вот некоторые из наиболее распространенных.
- Ремонтные работы: Одним из наиболее распространенных применений газовой сварки являются ремонтные работы.
- Изготовление листового металла: Листовой металл от тонкого до среднего легко сваривается с помощью газовой сварки.
- Авиационная промышленность: кислородно-ацетиленовая сварка обычно используется для соединения различных деталей самолетов.
- Автомобильная промышленность: Используется для сварки деталей рамы и шасси.
- Соединение высокоуглеродистой стали: газовая сварка очень эффективна при плавлении высокоуглеродистой стали.
Как мы уже видели, газовая сварка является одним из наиболее важных и широко используемых методов сварки. Сочетание относительно низкой стоимости, простоты использования и портативности делает газовую сварку одним из самых популярных методов сварки, которые мы используем сегодня.
Обычно начинающие сварщики «нарезают зубы», осваивая газовую сварку, прежде чем перейти к более продвинутым и технически сложным формам, таким как дуговая сварка или сварка MIG. Если вы хотите построить карьеру в области сварки, газовая сварка является идеальной отправной точкой.
For You
Наука
Профессор Гретхен Бенедикс — астрогеолог и космический минералог, изучающая метеориты и определяющая этапы формирования Солнечной системы.
Дина Тереза | 06.08.2022
здоровье Самоусиливающиеся вакцины: изобретение Массачусетского технологического института может решить одну из самых больших проблем здравоохранения
Грант Каррин | 05.08.2022
КультураБразильская некоммерческая организация показывает, как приложение на основе GPS может положить конец пищевым отходам
Андре Арам| 07.12.2022
Другие истории
Инновации
Новый стартап в области робототехники обещает первого коммерчески жизнеспособного робота-гуманоида
John Loeffler| 03.03.2023
инновации
Больше конечностей? Вскоре у нас может появиться третья роботизированная рука
Лукия Пападопулос| 03.03.2023
инновации
Билл Гейтс обвиняет людей в том, что ИИ Microsoft Bing выглядит «глупо»
Баба Тамим| 03.03. 2023
Оборудование, необходимое для газовой сварки
РЕКЛАМА:
Эта статья проливает свет на семь основных видов оборудования, необходимых для газовой сварки. Оборудование: 1. Баллоны со сжатым газом. 2. Клапаны баллонов. 3. Регуляторы давления. 4. Газовые шланги. 5. Сварочные горелки.
Оборудование №
1. Баллоны со сжатым газом:Баллоны со сжатым газом сильно различаются по емкости, дизайну и цветовому коду. Однако в большинстве стран стандартный размер этих баллонов составляет от 6 до 7 м 3 , они окрашены в черный цвет для кислорода и темно-бордовый для ацетилена.
Газообразный кислород, хранящийся в стальных баллонах, может храниться таким образом почти бесконечно и может быть готов к использованию в одно мгновение. Именно поэтому баллоны являются наиболее популярным носителем газообразного кислорода среди малых и средних потребителей кислорода.
РЕКЛАМА:
Верхнюю сферическую часть баллона оставляют неокрашенной, чтобы проштамповать данные на заводской табличке, которые обычно включают символ производителя, серийный номер баллона, пустой вес (называемый собственным весом), дату изготовления, дату следующей проверки, рабочее и испытательное давление, емкость и клеймо инспектора качества. Из-за высокого давления в стальных баллонах и возможности износа стенок баллоны необходимо проверять баллоны со сжатым газом с регулярным интервалом примерно в 5 лет. Кислородные баллоны необходимо периодически испытывать давлением воды до 2375 Н/см 9 .0522 2 .
Даже после использования в баллонах всегда должно оставаться положительное давление кислорода, чтобы их можно было идентифицировать для заправки на заправочной станции.
При повышении температуры окружающей среды выше 20°C давление внутри баллона соответственно возрастает. Таким образом, давление может подняться достаточно высоко, чтобы разорвать стальной баллон, поэтому в кислородном клапане установлено предохранительное устройство, как показано на рис. 16.3.
Предохранительное устройство для кислородного баллона представляет собой специальный двухседельный клапан, который должен работать либо полностью закрытым, либо полностью открытым. Нижнее седло закрывает или герметизирует баллон во время хранения, а верхний клапан предотвращает утечку кислорода вокруг клапанного механизма, когда клапан полностью открыт. Работа клапана в частично открытом положении приводит к утечке кислорода в атмосферу. Таким образом, важно помнить, что клапан кислородного баллона должен быть либо в полностью закрытом положении, либо в полностью открытом положении.
РЕКЛАМА:
Стальные баллоны, используемые для хранения растворенного ацетилена, снабжены предохранительными пробками сверху и снизу, чтобы ацетилен и ацетон могли вытечь в случае пожара, поскольку эти пробки плавятся при температуре до 105°C.
Оборудование №
2. Клапаны цилиндров:Все вентили баллонов сконструированы и работают по одному и тому же принципу. Их функция заключается в блокировке сжатого или сжиженного газа в баллоне. Каждый клапан состоит из штока, который можно перемещать вверх или вниз, вращая маховик, который, в свою очередь, может поднимать или опускать пластину клапана или заглушку, тем самым открывая или закрывая цилиндр.
Клапаны для кислородных баллонов изготовлены из латуни, которая не подвергается коррозии при воздействии кислорода. Регуляторы давления кислорода присоединяются к вентилям баллонов с помощью правозаходных накидных гаек. Клапаны, установленные на кислородных баллонах, всегда должны содержаться в чистоте и не иметь следов масла и смазки. Эти клапаны могут использоваться на баллонах, содержащих азот, аргон, сжатый воздух и двуокись углерода.
РЕКЛАМА:
Клапаны для ацетиленовых баллонов изготовлены из стали, потому что сплавы, содержащие более 70% меди, при длительном воздействии ацетилена реагируют с ним с образованием ацетилида меди и превращаются в гель, который может бурно диссоциировать или взрываться даже при легком ударе или постукивании . Регуляторы давления соединяются с клапанами ацетиленовых баллонов хомутами, а клапан открывается и закрывается специальным торцевым ключом.
Все стержни клапанов цилиндров имеют резьбу, соответствующую определенному классу цилиндров, чтобы избежать использования клапана неправильного типа на цилиндре.
Максимальное повреждение клапанов баллонов возможно при транспортировке. Защитный колпачок, показанный на рис. 16.3, или предохранительный колпачок должны быть навинчены на значение, чтобы предотвратить возможность повреждения клапана и последующего выброса газа в атмосферу. Если такая авария произойдет именно с кислородным баллоном, транспортная машина может превратиться в действующую ракету, разрушающую все на своем пути. Этого можно избежать, если правильно завинтить колпачок на вентили баллона.
Цилиндры также могут представлять опасность, если их опрокинуть, поэтому необходимо принять все меры предосторожности, чтобы избежать такого происшествия. Необходимо строго соблюдать стандартную практику крепления баллонов на тележке для баллонов или цепями к жесткой опоре, такой как стена.
Оборудование №
3. Регуляторы давления:РЕКЛАМА:
Регуляторы давления газа необходимы для снижения давления газа в баллоне или линии подачи до давления, используемого в сварочной горелке. Принцип построения регуляторов для разных газов одинаков; однако, поскольку давление, которое они должны контролировать, сильно различается от газа к газу (например, 150 бар для кислорода и 17 бар для ацетилена), поэтому они предназначены для поддержания соответственно разных давлений.
Поэтому газовый регулятор можно использовать только для того газа, для которого он предназначен. Во избежание путаницы и связанных с этим опасностей соединительные гайки для топливных газов и кислородных шлангов имеют разную резьбу и соответствуют резьбе клапана.
Существует два типа регуляторов: одноступенчатые и двухступенчатые. Схематические изображения регуляторов двух типов показаны на рис. 16.4. Одноступенчатый регулятор доводит давление газа в баллоне до рабочего давления за один шаг. Такие регуляторы необходимо время от времени перенастраивать, чтобы компенсировать падение давления подачи при отборе газа.
В двухступенчатом регуляторе давление в баллоне снижается до рабочего давления в два этапа. На первом этапе давление газа из баллона снижается до промежуточного значения, а на втором этапе давление промежуточного газа снижается до рабочего давления в сварочной горелке. Например, в двухступенчатых кислородных регуляторах давление снижается с 15 МПа до 5 МПа на первой ступени и с 5 МПа до давления, близкого к атмосферному, на второй ступени.
ОБЪЯВЛЕНИЙ:
Двухступенчатые регуляторы обеспечивают более точное регулирование давления и исключают необходимость перенастройки регулятора при снижении давления в баллоне. Однако двухступенчатые регуляторы дороги. Все газовые регуляторы работают по принципу одинакового давления по обеим сторонам регулирующей диафрагмы, как показано на рис. 16.5.
Стандартный газовый регулятор является наиболее часто используемым типом, поскольку он портативный и может подавать газ в широком диапазоне давлений. Однако он не может подавать большее количество газа, для которого используются главные регуляторы, которые могут подавать желаемое количество газа без колебаний давления. На газовых регуляторах установлены манометры типа Бурдона нужного диапазона, показывающие давление в баллоне и рабочее давление.
Оборудование №
4. Газовые шланги:РЕКЛАМА:
Ацетилен и кислород от баллонов к сварочной горелке подаются по шлангам из армированной резины черного, красного и зеленого цвета, способным выдерживать высокое линейное давление при умеренных температурах. Зеленые шланги обычно используются для кислорода, а соединения выполняются с помощью ниппелей и обычных гаек с правой резьбой, соответствующей резьбе на выходе кислородного регулятора и входе кислорода сварочной горелки.
Красные шланги используются для топливных газов, а гайки на соединительных патрубках снабжены прорезями для облегчения идентификации и имеют левую резьбу, совпадающую с соответствующей резьбой на выходе ацетиленового регулятора и на входе ацетилена сварочной горелки. Черные шланги обычно используются для транспортировки других промышленных сварочных газов.
Шланги указаны по внутреннему диаметру. Чаще всего используются номинальные внутренние диаметры 3,2, 4,8, 6,4, 7,9, 9,5 и 12,7 мм, стандартная длина продается от 4,5 до 20 метров; хотя специально изготовленные шланги могут иметь длину до 40 м.
Рукава для ацетилена, топливных газов НД и жидкого топлива рассчитаны на рабочее давление до 0-6 МПа, а для кислорода – на рабочее давление до 1,5 МПа.
РЕКЛАМА:
При использовании резиновых шлангов следует соблюдать меры предосторожности, чтобы никогда не помещать горячие металлические предметы на шланги и по шлангу должен подаваться только один газ, чтобы предотвратить соединение окислителей с горючими газами, иначе это может привести к взрыв.
Рукава для эксплуатации при отрицательных температурах (т.е. ниже – 35°С) должны быть изготовлены из морозостойкой резины.
Оборудование №
5. Сварочные горелки:Сварочная горелка служит для смешивания необходимых объемов топливного газа и кислорода, их тщательного перемешивания и пропускания через сопло для образования пламени с требуемыми характеристиками для сварки данного материала. Подача газа к горелке регулируется с помощью двух игольчатых клапанов в рукоятке горелки, как показано на рис. 16.6. Смешивание происходит в камере, в которую поступают топливный газ и кислород.
Поток газа направляется таким образом, чтобы обеспечить максимальную турбулентность и, следовательно, наиболее эффективное перемешивание. Ожидается, что за пределами смесительной камеры газовая смесь будет течь плавно, чтобы создать ламинарный поток и получить ровное пламя на конце сопла.
Существует два основных типа газовых сварочных горелок: горелки положительного давления (также называемые средним или равным давлением) и горелки низкого давления или инжекторные.
РЕКЛАМА:
Сварочная горелка с избыточным давлением является наиболее распространенной из двух типов кислородно-ацетиленовых горелок. Этот тип требует, чтобы газы подавались к горелке при давлении, обычно превышающем 7 кПа (1 фунт/кв. дюйм изб.). Обычно давление ацетилена составляет от 7 до 105 кПа (от 1 до 15 фунтов на квадратный дюйм). Кислород обычно подается под тем же давлением, что и ацетилен, однако для него нет определенных ограничений, и давление кислорода может достигать 175 кПа (25 фунтов на квадратный дюйм) на горелках большего размера этого типа.
Смесительная камера в горелке положительного давления позволяет обоим газам течь вместе в равных количествах. Схема потока в смесительную камеру и на наконечник сопла соответствует схематическому изображению на рис. 16.7.
В кислородно-ацетиленовой горелке инжекторного типа кислород подается под давлением 70–275 кПа (10–40 фунтов на кв. дюйм изб.), чтобы вызвать эффект Вентури для всасывания топливного газа ацетилена под давлением 7 кПа или ниже. Относительно высокая скорость потока кислорода помогает всасывать больше топливного газа, чем это обычно возможно при низком давлении подачи. Низкое давление ацетилена остается стабильным, а смесь газов поддерживается постоянной. Смесительная камера для горелки инжекторного типа показана на рис. 16.8.
Точное расположение смесительной камеры в данной сварочной горелке обычно определяется ее размерами; Обычно горелки меньшего размера имеют смесительную камеру в съемной части наконечника горелки, в то время как более крупные горелки имеют ее в корпусе основной горелки.
Оборудование №
6. Наконечники горелки:РЕКЛАМА:
Наконечник сварочной горелки — это ее часть, из которой выходит газовая смесь, прежде чем она воспламеняется, образуя желаемое пламя. Наконечник позволяет сварщику направлять пламя и направлять его на работу с делом и эффективностью.
Сварочные наконечники обычно изготавливаются из сплава на основе меди с высокой теплопроводностью, что снижает опасность перегрева.
Сварочные наконечники изготавливаются разных размеров и могут быть сплошными, цельными или составными, как показано на рис. 16.9. Размер сварного шва определяется диаметром его отверстия. Размер сварочной кромки, необходимый для выполнения данной работы, зависит от свариваемого металла и его толщины. Преимущество двухсекционного наконечника в том, что вместо замены всего наконечника необходимо заменить только изношенную или поврежденную короткую часть на его конце.
Число, выбитое на наконечнике горелки положительного давления, обычно указывает давление рабочего газа, как для кислорода, так и для ацетилена, необходимое для эффективной сварки, в то время как для горелки инжекторного типа число указывает давление кислорода, необходимое для смесительной камеры.
Оборудование №
7. Очиститель наконечника и зажигалка :Для управления кислородно-топливным пламенем важно, чтобы отверстие в наконечнике горелки было чистым, гладким и параллельным, как показано на рис. 16. 10(a). Если это отверстие загрязнено, изношено или забито металлическими брызгами и т. д., как показано на рис. 16.10 (б, в), пламя будет несимметричным и искаженным, что может затруднить использование. Если наконечник изношен до колоколообразной формы у устья, его следует отшлифовать до нужной формы, а частицы металла, осевшие внутри отверстия, очистить с помощью очистителя наконечника.
Очиститель наконечников, используемый для очистки наконечников горелок, изготовлен из проволоки с шероховатой поверхностью, как показано на рис. 16-10(d), внешний диаметр которой соответствует внутреннему диаметру наконечника. Такие очистители наконечников обычно продаются в виде набора, хотя их также можно приобрести по отдельности.
При отсутствии очистителя наконечника можно с осторожностью использовать стандартное сверло соответствующего размера для очистки грязного или засоренного сварочного наконечника. Следует соблюдать особую осторожность, чтобы не увеличить отверстие для олова или не рассверлить отверстие до некруглого состояния с помощью сверла.
Для правильного использования очистителя наконечника кислородный клапан должен быть открыт, при этом газообразный кислород должен выходить под давлением не менее 35 кПа (примерно 5 фунтов на квадратный дюйм) на рабочем манометре, чтобы выдувать шлак и картонные отложения при работе очистителя наконечника. выведены из отверстия.
Если очиститель наконечника подходящего размера не попадает в наконечник, можно использовать очиститель меньшего размера, а затем очиститель подходящего размера. Если проход наконечника полностью заблокирован, его можно снова открыть, высверливая сверлом соответствующего размера. Если, однако, проход не может быть открыт, придется использовать новый наконечник.
Зажигалка с фрикционной искрой, показанная на рис. 16.11, повсеместно используется для воспламенения газа. Обычно он состоит из небольшой чаши для улавливания и удержания газов, кремневого камня и зазубренной стальной детали для создания искры за счет трения, когда кремневая деталь перемещается по ней. Горючий газ воспламеняется, образуя пламя для сварки.
Что такое газовая сварка? | Market Prospects
Метод сварки, использующий пламя, образующееся при смешанном сгорании горючего газа и газа, поддерживающего горение, в качестве источника тепла для плавления сварного соединения и сварочного материала для достижения межатомной связи.
Что такое газовая сварка?
Сварка кислородным топливным газом (OFW) — это метод сварки, в котором используется пламя, образующееся при смешанном сгорании горючего газа и газа, поддерживающего горение, в качестве источника тепла для расплавления сварного шва и сварочного материала для достижения межатомной связи. В качестве поддерживающего горение газа в основном используется кислород, а горючий газ в основном представляет собой ацетилен, сжиженный нефтяной газ и т. д. Используемые сварочные материалы в основном включают горючий газ, поддерживающий горение газ, сварочную проволоку, газовый сварочный флюс и т. д. Особенности Оборудование простой и не требует электричества. Оборудование в основном включает кислородные баллоны, ацетиленовые баллоны, редукторы давления, сварочные пистолеты, шланги и т. д. Этот метод является одним из самых опасных из всех методов сварки, поскольку используемый газовый баллон представляет собой сосуд под давлением, а газ легко воспламеняется и взрывоопасен. Снаружи кислородный баллон выполнен из синего металла. Лучше всего подходят золотые и серебряные материалы, но они дороже и тяжелее, за ними следует медь, обладающая более слабыми окислительными свойствами. Гидроксид меди синего цвета. Итак, цвет кислородного баллона должен быть синим.
Газовая сварка также называется воздушной сваркой. Плазменный сварочный аппарат PMA полностью заменяет традиционное сварочное оборудование, сварочное оборудование нового поколения, не требующее кислорода, ацетилена, сжиженного газа, спирта, бензина и горючих газов. Используя принцип управления инвертором IGBT, пламя стабильно во время сварки, а все оборудование легкое и удобное, подходит для сварки на открытом воздухе. Сварочный аппарат прост в эксплуатации, и только тем, кто немного разбирается в сварочном аппарате, не требуется специальной подготовки. Этот продукт не требует легковоспламеняющихся и взрывоопасных газов, таких как ацетилен, а показатели безопасности значительно улучшены, можно использовать только электричество. Во время процесса пайки можно использовать газовый флюс вместо традиционного ручного добавления буры для улучшения смачиваемости и текучести пайки, а также для уменьшения образования пор. Улучшите прочность сварного шва на растяжение, и поверхность не будет окислена или почернела в процессе сварки. Нет необходимости в травлении, что повышает эффективность сварки.
В чем принцип газовой сварки?
Метод сварки, при котором пламя, создаваемое смесью горючего газа и газа, поддерживающего горение, используется в качестве источника тепла для плавления сварного соединения и сварочного материала для достижения атомной связи. Газовая сварка и газовая резка представляют собой операции с открытым пламенем с высокой температурой, высоким давлением, горючими и взрывоопасными характеристиками, и часто имеют дело с легковоспламеняющимися и легковоспламеняющимися веществами и сосудами под давлением, поэтому существует больший риск пожара и взрыва. Ацетилен, водород, угольный газ, природный газ, сжиженный нефтяной газ и т. д., используемые при газовой сварке и газовой резке, являются легковоспламеняющимися и взрывоопасными газами. Кислород обладает сильными свойствами поддержки горения, а его химические свойства (O2) чрезвычайно активны. Если вы не будете осторожны, его легко сжечь и вызвать взрыв.
Оборудование и приспособления, используемые при газовой сварке и газовой резке, такие как ацетиленовые генераторы, ацетиленовые баллоны, баллоны со сжиженным нефтяным газом и кислородные баллоны, представляют собой емкости под давлением или высокого давления, которые сами по себе имеют более высокие факторы риска. Температура пламени при газовой сварке и газовой резке высока, и во время операции разлетаются искры расплавленного металла. Если он попадет на окружающие горючие материалы, это может привести к тлению и пожару. Особенно, когда выполняется газовая резка, температура выше, а расплавленных оксидов металлов больше. Расстояние разбрызгивания больше, и опасность возникновения пожара более заметна. Широко применяется газовая сварка. Тонкие металлические емкости, такие как бочки из-под бензина, газовые баллоны и различные металлические емкости, неотделимы от газовой сварки при обслуживании. Газовая сварка применяется и при соединении стальных стержней, часто из-за остатков бензина в этих емкостях. Он взорвется при встрече с горючим газом и пламенем сварки и резки.
На строительных площадках, где проводятся сварка и резка, также встречаются многие легковоспламеняющиеся и взрывоопасные вещества, а также различные сосуды под давлением и трубы. Хотя оборудование и энергия, используемые при газовой сварке и газовой резке, имеют определенную пожароопасность, возникновение пожаров и взрывов в основном вызвано не этим оборудованием и источниками энергии, а большей частью из-за паралича мышления и неправильной работы с газом. сварочные и газорезательные работы. Система не является строгой, а меры безопасности реализуются неэффективно.
Какие основные газы можно использовать в качестве источника газа для газовой сварки?
Газовая сварка не требует источника газа, только газ + поддерживающий горение газ. Газовая сварка не использует защитный газ, а газовая сварка использует пламя для защиты расплавленной ванны.
- К обычным газам относятся ацетилен, сжиженный нефтяной газ, угольный газ, природный газ, водород и т.д. Ацетилен в смеси с кислородом называется оксиацетиленом.
- Обычными поддерживающими горение газами являются кислород и воздух.
Каковы преимущества и недостатки газовой сварки?
Преимущество:
- Простое оборудование, низкая стоимость, удобное перемещение и универсальность использования.
- Обладает высокой универсальностью и хорошей приспособляемостью к сварке чугуна и некоторых цветных металлов.
- Поскольку источник питания не требуется, он имеет практическое значение в местах без источника питания и при работе в полевых условиях.
Недостатки:
- Низкая эффективность производства. Температура пламени газовой сварки низкая, скорость нагрева низкая.
- После сварки деформация заготовки и зоны термического влияния большая, зона нагрева широкая, зона термического влияния при сварке широкая, а сварочная деформация большая.
- В процессе сварки расплавленный металл плохо защищен, и гарантировать качество сварки непросто.
- Трудно реализовать автоматизацию.
Как работает газовая сварка?
- Правый метод сварки:
Это означает, что сварочная горелка движется слева направо во время сварки, пламя горелки направлено на сварочный шов, и сварочная горелка движется перед сварочной проволокой во время процесса сварки. Недостатком является то, что его нелегко контролировать, а рабочий процесс не оказывает предварительного нагрева на сварное соединение, поэтому его можно использовать только для сварки более толстых сварных швов с более высокой температурой плавления. - Левый метод сварки:
Это означает, что сварочная горелка перемещается справа налево во время сварки. По сравнению с правым методом сварки, левый метод сварки легче контролировать и он широко используется. Недостатком является то, что сварной шов легко окисляется, быстро остывает, низкий коэффициент использования тепла. Он подходит для сварки тонких листов и металлов с низкой температурой плавления.
Строительные условия газовой сварки:
- Очистка перед сваркой:
Перед газовой сваркой следует очистить поверхность сварного соединения от окислов, ржавчины, масла и других загрязнений, иначе они легко попадут в ванну расплавленного металла, вызывая такие дефекты, как шлаковые включения и поры в сварном шве. После зачистки можно выполнить точечную сварку для фиксации взаимного положения заготовок. Точечную сварку можно начинать с середины или с обеих сторон. - Предварительный подогрев перед сваркой:
После того, как точка закреплена, детали для газовой сварки необходимо предварительно нагреть. Предварительный нагрев при сварке может сбалансировать разницу температур каждой части соединения, чтобы распределение тепла в сварном соединении было более равномерным, что может замедлить скорость охлаждения при сварке, улучшить структуру сварочного металла и улучшить качество сварного шва. наблюдается увеличение. При предварительном нагреве сварного изделия до определенной температуры пламя немного увеличивают для нагрева, нагревают до расплавления сварного соединения, образования расплавленной ванны, а затем сварочную проволоку направляют в расплавленную ванну для сварки.
Что такое процесс сварки?
- Процесс сварки:
В процессе сварки сварочный наконечник движется вперед с небольшим возвратно-поступательным движением вдоль стыкового зазора. Скорость сварки должна быть равномерной, а сварка должна производиться на одном дыхании, по возможности без остановок. - Послесварочная термообработка и меры медленного охлаждения:
Послесварочная термообработка выбирается в зависимости от ситуации. Если зерна газосварочного шва и околошовной зоны крупные, а зерна нуждаются в измельчении, применяют нормализующую обработку. Если речь идет о сборке и сварке больших контейнеров из обычной низкоуглеродистой стали, собранных на строительной площадке, можно использовать однократный среднетемпературный отпуск. При сварке до конца, после заполнения расплавленной ванны, сварочная горелка медленно поднимается слишком высоко, а внешнее пламя используется для нагрева и спекания соединения и его окружения, чтобы оно медленно охлаждалось. Нагрев и охлаждение термообработки не должны быть слишком быстрыми, а внутренние и внешние стенки должны быть равномерными. - Пористость при сварке:
Пористость заключается в том, что в процессе сварки пузырьки расплавленной ванны в металле не выходят до тех пор, пока металл не остынет и не затвердеет, образуя пузырьки в сварном шве. Поэтому перед сваркой масло, ржавчина и другие загрязнения на поверхности сварного соединения должны быть тщательно очищены, а скорость сварки должна быть отрегулирована соответствующим образом, чтобы газ мог полностью выйти из расплавленной ванны.
Применение газовой сварки:
Газовая сварка в основном используется при сварке тонких стальных листов, материалов с низкой температурой плавления (цветные металлы и их сплавы), чугунных отливок, твердосплавных инструментов и других материалов, а также при ремонтной сварке. изношенных и бракованных деталей, пламенная коррекция деформации компонентов и т. д. Применимые устройства включают сварочные горелки, редукционные клапаны и резиновые шланги.
Объяснение кислородно-ацетиленовой сварки | Газовая сварка
Газовая сварка является одной из старейших форм тепловой сварки, при которой для соединения металлов используется кислород и горючий газ. В какой-то момент газовая сварка была практически единственным процессом, который позволял получать качественные сварные швы из большинства металлов, используемых в промышленности. С тех пор на смену пришли новые формы сварки, поскольку они более эффективны, обеспечивают более высокое качество и лучше в нескольких ключевых областях.
Несмотря на все это, процесс газовой сварки по-прежнему занимает свое место среди любителей и небольших мастерских по металлу благодаря своей простоте и широкому спектру применения. Однако его использование в настоящее время в основном ограничивается более тонкими заготовками и ремонтными операциями.
Что такое газовая сварка?
Газовая сварка или газокислородная сварка — это процесс, в котором используется тепло, выделяющееся при сжигании комбинации различных газов, для плавления и сплавления металлов. Хотя можно соединить металлические детали без дополнительного присадочного материала, использование присадочных стержней рекомендуется для обеспечения прочных и долговечных сварных швов.
В отличие от большинства процессов, в которых для выделения тепла используется электричество (методы дуговой сварки, такие как MIG, TIG и SMAW), пламя при газовой сварке создается путем простого сжигания смеси газов. Кислород и ацетилен считаются основной комбинацией газов, поскольку они наиболее эффективно выделяют тепло для сварки стали, поэтому этот процесс известен как кислородно-топливная сварка или кислородно-ацетиленовая сварка .
Другими топливными газами, используемыми в процессе, являются пропан, водород и угольный газ. Эти комбинации могут использоваться для сварки цветных металлов и специальных применений, таких как пайка твердым припоем и пайка серебром.
То же самое оборудование для кислородной сварки можно использовать для кислородно-ацетиленовой резки, отрегулировав профиль пламени и добавив относительно недорогое режущее приспособление. Резак оснащен спусковым крючком кислородного дутья, помогающим сжигать и выбрасывать расплавленный металл из разреза.
Процесс газокислородной сварки
При кислородно-ацетиленовой сварке используется концепция получения тепла за счет сжигания кислорода и горючего газа. Подача газа, хранящаяся в баллонах высокого давления, осуществляется по гибким шлангам (кислородный шланг и шланг для топливного газа) путем регулировки газовых регуляторов. Газы объединяются в смесительной камере ручной кислородно-топливной горелки и выходят через отверстие в наконечнике. Размер отверстия сварочного наконечника является важным фактором, поэтому его следует выбирать в соответствии с применением.
При воздействии тепла на основной металл он достигает точки плавления (около 3200°C), при которой происходит сварка плавлением. Другие методы сварки, использующие электричество, могут достигать более высоких температур (выше 5000°C), что делает кислородно-ацетиленовую сварку наиболее подходящей для тонких металлов. Использование заполняющих стержней не является обязательным и зависит от объема проекта.
Поскольку при газовой сварке используются горючие материалы, очень важно соблюдать надлежащие меры безопасности.
Типы пламени
Тип сварочного пламени играет важную роль в определении получаемого сварного соединения и его свойств. Профилем пламени управляют, регулируя расход топливного газа и кислорода.
Большее количество кислорода приводит к более горячему пламени, что может привести к деформации металла. Более холодное пламя возникает, когда количество горючего газа превышает количество кислорода, что может привести к ухудшению качества сварки.
Нейтральное пламя
Равное количество сварочных газов по объему дает нейтральное пламя. Полное сгорание топливного газа и сжатого кислорода означает, что свойства металла сварного шва не изменяются при минимальном образовании дыма.
Это сварочное пламя имеет две зоны: белую внутреннюю зону с температурой около 3100°C и синюю внешнюю зону с температурой около 1275°C. Нейтральное пламя предпочтительно при сварке таких металлов, как чугун, низкоуглеродистая сталь и нержавеющая сталь.
Пламя науглероживания
Науглероживание или восстановительное пламя достигается за счет подачи большего количества топливного газа по сравнению с чистым кислородом. Образующееся пламя дымное и имеет тихое пламя, которое химически образует карбид металла.
В этом пламени образуются три зоны: белая внутренняя зона (2900°C), красная промежуточная зона (2500°C) и синяя внешняя зона (1275°C). Науглероживающее пламя предпочтительно для сварки никеля, стальных сплавов и цветных металлов.
Окислительное пламя
Окислительное пламя образуется, когда газ, подаваемый из кислородного баллона, выше, чем топливный газ – избыток кислорода приводит к более высокой температуре пламени, выходящего из сварочной горелки, чем нейтральное пламя.
Этот тип пламени образует две зоны: белую внутреннюю зону при температуре около 3500°C и синюю внешнюю зону при 1275°C. Окислительное пламя используется для сварки таких металлов, как латунь, медь, бронза и цинк.
Методы сварки
Влево
Резак перемещается справа налево от соединения с острием, образующим рабочий угол 60-70 градусов по отношению к заготовке. Присадочный материал расположен под углом 30-40 градусов к пластине. Три движения создают равномерное слияние через его пламя: круговое, вращательное или из стороны в сторону.
Сварка влево в основном используется для сварки листов толщиной до 5 мм без фаски, чугуна и цветных металлов.
Правосторонняя сварка
В отличие от левосторонней сварки, правосторонняя сварка начинается с левой стороны соединения и движется к правому концу. Между наконечником горелки и заготовкой устанавливается угол 40-50 градусов, а присадочный стержень образует угол 30-40 градусов с заготовкой.
Сварка справа обычно выполняется быстрее, чем сварка слева, с меньшими искажениями и расходом присадочного металла. Он создает более плотные и прочные сварные швы, которые идеально подходят для защиты от загрязнения.
Всепозиционная правая сварка
Этот метод является модификацией правой сварки, используемой в основном для сварки стальных листов, а также некоторых трубопроводов и стыковых сварных швов (толщиной 5-8 мм), где требуется полный обзор и движение.
Вертикальный
Соединение создается с помощью колеблющегося стержня и горелки, перемещающихся снизу вверх. Стержень образует угол 30 градусов, а факел — угол 25 к 9.Угол 0 градусов с заготовкой, в зависимости от ее толщины.
Один оператор может использовать эту технику для стальных листов толщиной до 5 мм, в то время как для более толстых металлов требуется два оператора, работающих вместе.
Материалы
Алюминий
Латунь
Бронза
Углеродистые стали
Чугун
Медь
Магний
Мягкая сталь
Никель
Нержавеющая сталь
Стальные сплавы
Цинк
Преимущества газовой сварки
Процесс подходит для различных черных и цветных металлов.
Газовая сварка не требует электричества.
Это простая и понятная технология сварки.
Оборудование для газовой сварки дешево и портативно по сравнению с другими сварочными процессами.
Недостатки газовой сварки
Газовая сварка обеспечивает меньшее проникновение и выделение тепла, чем методы дуговой сварки, такие как сварка TIG и MIG.