Как сделать аппарат точечной сварки своими руками в домашних условиях: особенности устройства
Рано или поздно у многих людей возникает желание приобрести собственный сварочный аппарат. Но, к сожалению, подобное оборудование отличается высокой стоимостью, поэтому многие ставят приоритет на изготовление самодельного устройства. С помощью имеющихся в свободном доступе схем, чертежей и прочего пошагового руководства предстоящее мероприятие может стать очень простым и понятным.
- Описание и принцип работы
- Важные конструктивные свойства
- Схема точечной сварки
- Особенности устройства и конструкция
- Изготовление клещей для сварочного оборудования
- Точечная сварка из микроволновки
- Заключение
Описание и принцип работы
В настоящее время точечная контактная сварка пользуется очень большим спросом и используется в самых различных сферах деятельности человека. Инструмент незаменим при ремонте или производстве металлических деталей. Также он может применяться для изготовления металлических лестниц, ворот,
Также он может применяться для изготовления металлических лестниц, ворот,
Принцип работы контактной сварки заключается в следующем: имеющийся в ключевом узле электрический ток способен нагревать отдельные детали стальной заготовки, которые соединены друг с другой. Таким образом происходит формирование особого сварного соединения — шва. Качество результата определяется типом материала, из которого выполнено изделие, а также плотностью. К тому же при проведении сварочных мероприятий следует обратить внимание на такие особенности:
- У сварочной цепи должны присутствовать низкие показатели напряжение — от 1 до 10 ватт.
- Процесс сваривания продолжается на протяжении нескольких секунд.
- Для сварочного импульса характерна большая сила тока.
- Чем меньше зона расплавления, тем выше качество сваривания.
- Сварочный шов должен справляться и выдерживать большие нагрузки.


От правильного соблюдения подобных правил зависит конечный результат сварочных мероприятий. Изготовить устройство своими руками достаточно сложно. Чтобы выполнение поставленной задачи было успешным, необходимо в точности выучить ряд определенных инструкций и технологический рекомендаций.
Более простое решение заключается в сборке сварочной установки с переменной силой тока. Такой прибор способен управлять процессом сваривания посредством изменения продолжительности сварочного импульса, который попадает на заготовку. К тому же, чтобы успешно завершить поставленную задачу необходимо обустроить часовое реле, которым можно управлять автоматическим или ручным путём.
Важные конструктивные свойства
Ключевой узел сварочного устройства точечного типа — это сварочный трансформатор, который часто встречается в микроволновых печах, телевизорах и другом оборудовании. Перематывание обмотки проводят только после определения соотношения нужной силы тока и напряжения, в процессе подачи которого происходит сваривание.
Чтобы подобрать подходящий вариант управления устройством, необходимо правильно собрать основные механизмы. Не секрет, что конструктивные детали подбирают с учётом мощности и параметров трансформатора.
При изготовлении контактно-сварочных систем учитывается соотношение типа применения и свойств материала, который поддаётся обработке. В большинстве случаев к основному прибору фиксируют сварочные клещи.
Выполняя любую сборочную работу, будьте предельно внимательными и тщательными. Качество сборки должно быть максимальным, иначе дальнейшая эксплуатация может стать проблематичной. Провода выбирают с соответствующим диаметром и сечением. Если надёжность цепи недостаточно хорошая, интенсивность требуемого электрического тока не будет стабильной. К тому же повышается риск появления искр, что заставит рабочих остановить сваривание.
Схема точечной сварки
Чтобы самостоятельно изготовить точечную контактную сварку, внимательно изучите соответствующие схемы.
В данном случае необходимо учесть такие особенности:
- Для сваривания следует обзавестись оборудованием с переменным напряжением в 220 Вт.
- Что касается выходного типа напряжения при работе на холостом ходу, то оно составляет 3−7 В.
- Максимальные показатели сварочного тока достигают 1,5 тысячи ампер.
Вся конструкция характеризуется принципиальной схемой, которая состоит из силовых частей, автоматизированного выключателя и контрольной цепи. Если при выполнении поставленной задачи возникают опасные ситуации, для их предотвращения достаточно нажать на выключатель. На первом узле установлен трансформатор для сварки т2 и прибор бесконтактного тиристорного включателя однофазного типа, который подключает первичную обмотку к источнику электрического питания.
Что касается второй схемы, то она требует выполнение характерной обмотки на сварочном трансформаторе с помощью определенных витков. На первичной обмотке размещены выводные участки, которые предназначаются для регулировки выходного сварочного тока с учётом соотношения вторичной обмотки. Таким образом постоянное соединение сетевой цепи остаётся на первом выводе, а работа электропитания регулируется посредством остальных.
Важная деталь системы с маркировкой М ТТ4 К отличается серийным производством. В таком модуле предусмотрен тиристорный ключ, который выполняет коммутацию нагрузки через 1 и 3 контакты. Устройство может работать под нагрузками с напряжением до 800 ватт и током до 80 ампер. Состав схемы включает в себя:
- блок питания.
- цепь для настройки механизма.
В качестве источника электрического питания для сварочного оборудования используются любые трансформаторные системы с мощностью до 20 ватт. При этом его используют при работе на номинальной сети в 220 В. Что касается напряжения, которое выдается на втором варианте обмотки, то его показатели достигают 22 В. Чтобы выпрямить интенсивность подачи тока, можно установить диодный мост. Также не исключается вариант использования любых других узлов с подобными параметрами.
Что касается напряжения, которое выдается на втором варианте обмотки, то его показатели достигают 22 В. Чтобы выпрямить интенсивность подачи тока, можно установить диодный мост. Также не исключается вариант использования любых других узлов с подобными параметрами.
Особенности устройства и конструкция
В настоящее время существует несколько функций цепи управления. Если необходимо включать к1 на заданном промежутке времени, нужно правильно задать этот промежуток, определяя конкретное время подачи электронных импульсов на свариваемых элементах.
В устройстве электрической цепи предусмотрены конденсаторры: от с1 до с6 с характерными электролитическими свойствами. Их напряжение равно 52 В. К тому же необходимо воспользоваться конденсатором ёмкостью в 46 мкФ.
Основной силовой узел механизма — трансформатор. Он выполняет роль преобразователя одного вида электроэнергии в другой. В данном случае принято использовать магнитный провод на 2,5 А. Старую обмотку лучше не использовать, а на торце магнитного провода установить кольца из электрического картона. Их подгибают по внутренней и верхней кромке. На следующем этапе следует выполнить обмотку магнитопровода латотканью в три или более слоев. Для успешного выполнения обмотки следует воспользоваться такими проводами:
Старую обмотку лучше не использовать, а на торце магнитного провода установить кольца из электрического картона. Их подгибают по внутренней и верхней кромке. На следующем этапе следует выполнить обмотку магнитопровода латотканью в три или более слоев. Для успешного выполнения обмотки следует воспользоваться такими проводами:
- первичная обмотка с диаметром 1,5 миллиметров, которую пропитывают лаковым составом.
- второй вариант обмотки с диаметром около двух сантиметров, который оборудован многожильной изоляцией с кремниевоорганическим происхождением.
При выполнении первой обмотки важно обустроить выводы промежуточного типа. Затем обмотку пропитывают специальным лаком, а на первичную катушку наматывают хлопчатобумажную ленту, которую тоже пропитывают лаковым составом. Затем начинается процесс вторичной обмотки, а также дальнейшее пропитывание лаком.
Изготовление клещей для сварочного оборудования
При желании изготовить самодельную точечную сварку вы должны ответственно отнестись к конструированию клещей. Сегодня применяется две разновидности таких элементов:
Сегодня применяется две разновидности таких элементов:
- стационарные.
- выносные.
Первое решение характеризуется простотой в эксплуатации, а также качественной и надёжной изоляцией, которая обусловлена прочно соединенными узловыми участками. Правда, подобные клещи характеризуются одним недостатком — чтобы обеспечить прижимное усилие, нужно приложить физическое усилие.
Вариант выносных клещей отличается особым удобством работы и компактными размерами. Чтобы контролировать усилия клещей, достаточно поменять длины их вынесения за аппарат. В мете подсоединения таких деталей устанавливают болты, втулки и шайбы, для более надёжной гидроизоляции.
При изготовлении деталей принято использовать медные прутья или бериллиевую бронзу. Также можно воспользоваться жалом от паяльного аппарата с высокими показателями мощности. Что касается диаметра электрода, то он должен соответствовать диаметру провода, к которому подключен.
Чтобы сварочные ядра обладали хорошим качеством, концы электродов сужают и делают небольшими.
Точечная сварка из микроволновки
Не секрет, что покупные модели стоят очень дорого, поэтому есть смысл отдать предпочтение самодельным решениям. Для изготовления продуктивной установки можно применить микроволновую печь с большими размерами. Именно габариты определяют мощность будущего устройства.
Если вы не располагаете микроволновкой, попробуйте поискать её на барахолке или купить у соседей. Подобное приобретение не станет большим вложением. В дальнейшем остаётся разобрать микроволновку и извлечь из неё высоковольтный трансформатор.
Будьте внимательны, т. к. даже в разобранном состоянии без прямого подключения к электрической сети отдельные узлы оборудования могут «биться» током.
Основные части трансформатора представлены сердечником и двумя видами обмотки — первичным и вторичным. Чтобы соединить сердечник, можно использовать два сварочных шва с небольшой толщиной. Заранее избавьтесь от них, что можно сделать посредством молотка и ножовки. Также вы можете применить болгарку, что позволит добраться до трансформаторных обмоток, не повредив их. Чтобы извлечь вторичную обмотку, достаточно аккуратными движениями разрезать вторичную.
Также вы можете применить болгарку, что позволит добраться до трансформаторных обмоток, не повредив их. Чтобы извлечь вторичную обмотку, достаточно аккуратными движениями разрезать вторичную.
В конечном итоге вам будет открыт доступ к сердечнику от трансформатора, который состоит из двух частей.
На следующем этапе следует провести вторичную обмотку трансформаторной детали. Здесь понадобится воспользоваться медным кабелем с таким же сечением, как трансформаторная прорезь. Необходимо намотать около двух витков. Используя стандартную двухкомпонентную эпоксидную смолу, осуществите соединение двух половин сердечника между собой. Чтобы процесс был выполнен по-особому успешно, попробуйте зафиксировать их в тисках.
Не забудьте проверить уровень напряжения на выходе из трансформаторного механизма. Оно не должно превышать отметку в 2 вольта. При этом минимальное значение силы тока варьируется в пределе 850 А.
Затем необходимо приступить к изготовлению корпуса сварочного материала. На данном этапе можно воспользоваться деревом или высокопрочным пластиком. На задней панели размещается несколько отверстий. Одно из них отвечает за электрическое снабжение, а второе — за включение и выключение системы.
На данном этапе можно воспользоваться деревом или высокопрочным пластиком. На задней панели размещается несколько отверстий. Одно из них отвечает за электрическое снабжение, а второе — за включение и выключение системы.
Заключение
Если корпусная часть высохнет, можно переходить к сборке устройства, соединив рабочие узлы между собой. Затем необходимо отрезать две части медного провода с размером около 25 миллиметров. Они выполняют роль электродов, которые фиксируются в держателе с помощью обычной отвертки. Затем необходимо зафиксировать выключатель с помощью утолщенного кабеля, который предотвратит выпадение. Трансформатор фиксируется с помощью обычных саморезов. Также важно позаботиться о заземлении, которое фиксируется на одной из клемм.
Если внимательно соблюсти все рекомендации и пошаговое руководство, процесс сборки сварочного аппарата будет успешным. В таком случае вы сможете снизить все расходы, лишив себя необходимости покупать дорогостоящее профессиональное оборудование.
Точечная микросварка своими руками
Точечная микросварка своими руками
Переносный малогабаритный электросварочный аппарат с выносным сварочным пистолетом предназначен для приваривания листовой нержавеющей и обычной стали толщиной 0,08…0,15 мм к массивным стальным деталям, а также для соединения сваркой стальной проволоки диаметром до 0,3 мм. Он может найти применение во многих отраслях народного хозяйства, например, при изготовлении термопар, для приваривания к металлоконструкциям тензометрических датчиков, предварительно наклеенных на стальную фольгу, и во многих других случаях.
Внешний вид сварочного аппарата показан на 3-й с. вкладки (вверху). Масса силового блока аппарата – около 8 кг, габариты-225х135Х120 мм.
Как видно из принципиальной электрической схемы, (рис.1) аппарат состоит из двух основных узлов: электронного реле на тринисторе V9 и мощного сварочного трансформатора Т2.
Рис. 1
1
К одному из выводов его низковольтной вторичной обмотки подключен сварочный электрод, второй вывод надежно соединяют с более массивной из двух свариваемых деталей.
Сетевая обмотка сварочного трансформатора подключена к сети через диодный мост V5-V8, в диагональ которого включен тринистор V9 электронного реле. Маломощный вспомогательный трансформатор Т1 питает цепь управления тринистором (обмотка ///) и лампу HI подсветки места сварки (обмотка //).
Аппарат работает следующим образом.
При замыкании контактов выключателя S1 “Вкл.” напряжение питания 220 В поступает на первичную обмотку трансформатора Т1 узла управления тринистором. Конденсатор С1, подключенный через замкнутые контакты переключателя S3 “Импульс” к выпрямительному мосту V1-V4, заряжается. Первичная обмотка сварочного трансформатора Т2 обесточена, так как тринистор V9 закрыт. При нажатии на кнопку переключателя S3 заряженный конденсатор С1 подключается к управляющему электроду тринистора V9 через переменный резистор R1.
Разрядный ток конденсатора открывает тринистор, и напряжение сети поступает на первичную обмотку сварочного трансформатора Т2. Если вторичная обмотка сварочного трансформатора соединена со свариваемыми деталями, то в ней возникает мощный импульс тока, который вызывает сильный разогрев металла а точке касания сварочного электрода.
Длительность импульса тока зависит от параметров времязадающей цепи R1C1. При номиналах элементов этой цели, указанных на схеме, максимальная длительность импульса tи (без учета внутреннего сопротивления тринистора) примерно равна 0,1 с. За это время ток во вторичной обмотке может достигать 300…350 А. Этого вполне достаточно для прочного приваривания к массивным конструкциям деталей из фольги толщиной до 0,15 мм, например из легированной стали 1Х18Н10Т.
Возврат устройства в исходное состояние происходит автоматически по окончании разряда конденсатора С1. Оптимальный режим сварки устанавливают подстроечным резистором R1 “Режим”.
Конструктивно сварочный аппарат состоит из двух частей: силового блока и сварочного пистолета, которые соединяются между собой гибким кабелем с помощью многоконтактного разъема. На шасси силового блока размещены почти все элементы устройства. Конструкция шасси и его основные размеры показаны на кладке.
Рис.2. Кожух силового блока
Рис.3. Конструкция силового блока
На основании шасси 3 размещены сварочный трансформатор 4 и планки с диодами V1-V8. К передней панели шасси прикреплен кронштейн 8 с установленными на нем вспомогательным трансформатором 5, конденсатором 6 и тринистором 7. На передней панели монтируют одну из частей разъема (в прямоугольном отверстии) соединительного кабеля, переменный резистор установки режима, сетевой тумблер, штыревую часть разъема сетевого шнура и зажим для подключения -более массивной из свариваемых деталей.
Кожух 1 изготовлен из дюралюминия толщиной 2,5 мм и снабжен ручкой 2 для переноски. Устройство сварочного пистолета показано на рисунке.
Рис.4. Устройство сварочного пистолета
Корпус 7 пистолета изготовлен в виде двух одинаковых по форме частей, выфрезерованных из листового текстолита толщиной 12 мм. В корпусе смонтированы держатель 3 сварочного электрода 2. лампа 8 подсвет-ки с кнопочным выключателем 4 “Подсветка”, микропереключатель 6 “Импульс”. Соединительным кабелем 5 служит гибкий двадцатичетырехпроводный кабель в резиновой изоляции наружным диаметром 11 мм и сечением каждого провода 0,75 мм кв.
Пять проводов кабеля использованы для подключения микропереключателя и лампы подсветки, а остальные девятнадцать запаяны непосредственно в держатель 3 электрода. Держатель изготавливают из медного бруска прямоугольного или квадратного сечения. Электродом 2 служит медный пруток диаметром 8 мм. Электрод должен быть надежно зафиксирован в держателе. Вместе с этим должна быть предусмотрена возможность смены электрода. Для приваривания фольги жало электрода затачивают конусом, переходящим в сферу диаметром 1. ..1.5 мм. Для сваривания проволоки применяют электрод с плоским рабочим горцем.
..1.5 мм. Для сваривания проволоки применяют электрод с плоским рабочим горцем.
Монтаж пистолета начинают с разделки кабеля. Девятнадцать проводников кабеля тщательно зачищают, скручивают вместе, облуживают и запаивают в отверстие держателя 3 электрода. Оставшиеся пять проводов обрезают до необходимой длины и припаивают к микропереключателю 6 и лампе 8 подсветки. Второй конец кабеля заводят во вставку штепсельного разъема типа А на 20 контактов (кабельная конструкция, см. фото на вкладке). В пистолете использованы микропереключатель МПЗ-1Т, лампа подсветки СМ-34 на 6 В, 0,25 А с арматурой, снабженной небольшой линзой, кнопка включения лампы подсветки – от настольной лампы.
На лицевую панель шасси силового блока устанавливают ответную часть разъема соединительного кабеля. Пять соответствующих контактов разъема подключают к тем или иным цепям устройства, а остальные соединяют параллельно и подключают к одному из выводов вторичной обмотки сварочного трансформатора.
Рис. 5. Внешний вид аппарата
5. Внешний вид аппарата
Магнитопровод этого трансформатора набирают из пластин Ш40, толщина набора 70 мм. Первичная обмотка содержит 300 витков провода ПЭВ-2 0,8. Вторичная обмотка этого трансформатора состоит из 10 витков изолированного провода или шины сечением не менее 20 кв.мм (в описываемой конструкции эта обмотка выполнена из двух многожильных проводников диаметром 4 мм, наматываемых одновременно). Такого же сечения изготовляют “заземляющий” соединительный проводник вторичной обмотки. Его длину не следует выбирать большей 2…2,5 м. Трансформатор Т1 может быть любым, обеспечивающим на вторичных обмотках напряжения 8…10 В (для заряда конденсатора С1) и 3…6 В (для питания лампы).
В данной конструкции был применен магнитопровод от трансформатора детской железной дороги (сечение 10х10, Г-образные пластины). На нем размещают сетевую обмотку /, содержащую 8000 витков провода ПЭВ-2 0,08, обмотку //-330 витков провода ПЭВ-2 0,3 и обмотку ///-350 витков провода ПЭВ-2 0,2. Зажим, соединяемый с нижним (по схеме) выводом вторичной обмотки трансформатора Т2, монтируют на шасси без изоляционных прокладок.
Зажим, соединяемый с нижним (по схеме) выводом вторичной обмотки трансформатора Т2, монтируют на шасси без изоляционных прокладок.
При изготовлении трансформаторов необходимо иметь в виду, что от качества изоляции их обмоток зависит безопасность работающего с аппаратом. Поэтому поверх первичных (сетевых) обмоток трансформаторов следует наложить не менее 4-6 слоев лакоткани или бумаги, пропитанной парафином.
В сварочном аппарате использованы подстроечный резистор ППЗ-11, конденсатор К50-3, сетевой тумблер ТП1-2. Следует отметить, что применение тринистора ПТЛ-50 обусловлено исключительно желанием обеспечить высокую надежность аппарата и безотказную работу в тяжелых климатических условиях и при больших колебаниях сетевого напряжения. С некоторым ухудшением качества сварки в аппарате могут быть использованы тринисторы серии КУ202 с индексами К, Л, М или Н. При этом необходимо уменьшить сопротивление резистора R1 до 50 Ом, а емкость конденсатор С1 увеличить вдвое. Правильно собранный аппарат начинает работать сразу, без какого-либо налаживания.
Качество сварного шва (точки) проверяют следующим образом. Полоску стальной фольги шириной 10…12 мм приваривают к очищенной от окалины поверхности стального бруска тремя-пятью точками, а затем отрывают с помощью пассатижей.
В точках сварки на фольге должны остаться отверстия диаметром 0,5…0,8 мм, что свидетельствует о том, что отрыв происходит не по месту сварки, а вокруг него. Если же фольга отрывается в месте сварки, подбирают сварочный ток подстроечным резистором “Режим”. При подборе тока необходимо учитывать, что качество шва ухудшается при увеличении давления на электрод. Следует отметить также, что по справочным данным постоянное напряжение, которое необходимо подавать на управляющий электрод тринистора ПТЛ-50 для его открывания, равно 8 В. Однако качество шва значительно улучшается, если это напряжение увеличить до 12…15 В (напряжение заряженного конденсатора С1).
Порядок работы с аппаратом.
В первую очередь “заземляют” кожух сварочного аппарата и конструкцию, к которой нужно приварить деталь. Работающий со сварочным аппаратом должен надеть защитные резиновые перчатки и стоять на резиновом коврике. Включают аппарат, привариваемую деталь прикладывают к конструкции и плотно прижимают жалом сварочного электрода пистолета в том месте, где нужно получить точку сварного шва. Нажимают на “спусковой крючок” пистолета (на кнопку микропереключателя), через 1…1.5 с снимают пистолет с детали и устанавливают жало на следующую точку. В тех случаях, когда это необходимо, включают лампу подсветки.
Работающий со сварочным аппаратом должен надеть защитные резиновые перчатки и стоять на резиновом коврике. Включают аппарат, привариваемую деталь прикладывают к конструкции и плотно прижимают жалом сварочного электрода пистолета в том месте, где нужно получить точку сварного шва. Нажимают на “спусковой крючок” пистолета (на кнопку микропереключателя), через 1…1.5 с снимают пистолет с детали и устанавливают жало на следующую точку. В тех случаях, когда это необходимо, включают лампу подсветки.
При эксплуатации аппарата на производстве он обязательно должен быть принят местной комиссией по технике безопасности. В заключение следует указать, что возможности аппарата могут быть значительно расширены. Если использовать, например, омедненный графитовый электрод диаметром 6…8 мм, можно сваривать медные луженые проводники диаметром до 0,3 мм.
Очень хорошо такие проводники привариваются к любым луженым и посеребреным деталям, а также к медной нелуженой фольге. Можно, например, приваривать тонкие проводники к фольге печатной платы без применения флюса. Хорошие результаты получены при сваривании листов очень тонкой медной фольги. В этом случае необходимо опытным путем подобрать длину и форму жала графитового электрода.
Хорошие результаты получены при сваривании листов очень тонкой медной фольги. В этом случае необходимо опытным путем подобрать длину и форму жала графитового электрода.
Если необходимо сваривать детали из более толстых листовых металлов, сварочный трансформатор придется заменить более мощным. Например, для соединения стальных листов толщиной 0,5…0,7 мм необходим трансформатор сечением магнитопровода не менее 65…70 кв.см.
Первичная обмотка такого трансформатора должна содержать 160-165 витков провода ПЭТВ диаметром 1,62… 1,7 мм, а вторичная – 4,5 витка медной шины сечением не менее 90 кв.мм (из расчета на сварочный ток 1400…1800 А). Диаметр электрода нужно увеличить до 18…20 мм. При этом в первичной обмотке трансформатора в момент сварочного импульса протекает ток около 45 А. Поэтому диоды V5-V8 нужно будет заменить более мощными, например ВЛ-50.
Тринистор V9 также должен быть рассчитан на прямой ток не менее 50 А. Опыт, однако, показывает, что для сваривания стальных листов толщиной до 0,5. ..0,7 мм вполне допустимо использование тринистора ПТЛ-50 без дополнительного радиатора, поскольку сварочный импульс очень короток.
..0,7 мм вполне допустимо использование тринистора ПТЛ-50 без дополнительного радиатора, поскольку сварочный импульс очень короток.
Для того чтобы обеспечить номинальный режим при сваривании металлов различной толщины (от 0,08 до 0,7 мм), в аппарате необходимо предусмотреть более широкое регулирование сварочного тока. Наиболее целесообразно вместо конденсатора С1 использовать набор из трех конденсаторов емкостью по 1000 мкф каждый, коммутируемых переключателем либо последовательно (для тонколистовых металлов), либо параллельно.
Машины для стыковой сварки, запасные части и обслуживание
НАДЕЖНЫЕ МАШИНЫ.СПЕЦИАЛИЗИРОВАННАЯ ПОДДЕРЖКА.
Сварить
Постоянно
Улучшить
Безопасность
Увеличить
Практический результат
Исключительно
Обслуживание клиентов
Найдите подходящие аппараты для стыковой сварки
Ваши потребностиВыберите свои требования для стальной, медной, алюминиевой проволоки, стержня или кабеля, сплошного или многожильного, латуни и сплавов
Металл
Железо Никель Нержавеющая сталь Стальное кольцо Стальная полоса Титан Цветные металлы Алюминий Латунь Бронза МедьКонструкция
Все строительствоFlatRingSolidStrandedПромышленность
Производители корзин Производители вешалок Производители крепежа Производители заборов/ограждений Производители ручного инструмента Производители канцелярских товаровАрматурная арматураТележки для покупокПроизводители пружинПроизводители шинПроизводители трубПроизводители трубПроизводители сварочных материаловПроизводители проволоки и кабеляПроволочная сеткаПроизводители проволочных канатовПроизводители проволочной опалубки
Micro Weld
Сварочные аппараты для стыковой сварки При соединении металла вам нужен бесшовный и прочный шов, способный выдерживать самые жесткие нагрузки.
ТРЕБУЕТСЯ МАШИНА ДЛЯ СТЫКОВОЙ СВАРКИ
Чтобы обеспечить движение линии и безопасность ваших сотрудников, недостаточно просто купить машину для стыковой сварки.
В Micro Weld мы стремимся помочь вам добиться успеха, предоставляя вам необходимое оборудование и ресурсы, помимо покупки сварочного аппарата.
Обучение
Если у вас есть новое сварочное оборудование, модернизированное оборудование или вы расширили свою бригаду сварщиков, постоянное обучение обеспечит безопасность ваших сотрудников и работоспособность вашего стыкового сварщика. Виртуально или лично мы создаем программу обучения, которая соответствует вашим потребностям и вашему графику.
Техническое обслуживание и ремонт
Самостоятельный ремонт оборудования может стоить вам больше, чем вы сэкономите. Лично или виртуально мы можем помочь вашей команде с техническим обслуживанием и ремонтом, чтобы ваше оборудование работало правильно, продлевая срок службы вашей машины.
Заводская установка
Вы купили аппарат для стыковой сварки. Что теперь? Мы можем помочь вам настроить параметры вашего оборудования и провести предварительное обучение вашей команды, чтобы вы могли начать сварку.
Запасные части
Замена оборудования случайными деталями, найденными на вашем объекте, может поставить под угрозу работу машины и повысить уровень безопасности. Мы предоставляем запасные части для вашего аппарата для стыковой сварки и оказываем поддержку в его правильной установке, чтобы ваше оборудование было отремонтировано с первого раза.
Мы предоставляем запасные части для вашего аппарата для стыковой сварки и оказываем поддержку в его правильной установке, чтобы ваше оборудование было отремонтировано с первого раза.
Узнать больше
Модернизация аппарата для стыковой сваркидля повышения точности и производительности модели
Обновите свои аппараты для стыковой сварки Micro Weld с помощью аксессуаров мирового класса для обеспечения безопасности и технологий. Вы получите надежные сварочные аппараты того же качества с необходимыми функциями безопасности, обеспечивающими единообразие для каждой машины и согласованность при каждом обучении.
- Новые крышки и компоненты для защиты пальцев
- Переключатель блокировки на задней панели доступа
- Твердотельный терморегулятор
- Цепь управления 24 В
- Электрические педали
- Стационарные устройства управления потоком
- Кнопка аварийной остановки / Главный подрядчик
- Поворотный переключатель на шлеме
Что говорят наши клиенты
Недавно Адам Форе приехал на завод Okonite в Оранжбурге, Южная Каролина, чтобы помочь нам PM нескольким сварщикам, а также дать обзор и критический анализ наших методов сварки. Адам очень компетентный и знающий специалист по сварке. Адам провел нас через процесс ПТО, и мы вернули несколько сварщиков в наилучшее состояние. В целом он был доволен тем, как мы настраивали наши сварочные аппараты, и это было большим облегчением. Он также предоставил несколько дополнительных очень полезных указаний и рекомендаций, некоторые из которых мы реализовали, а некоторые планируем реализовать. Визит Адама стоил денег. Мы надеемся, что Micro Weld планирует нанять и обучить еще одного или двух компетентных и профессиональных техников, обученных Адамом, чтобы они взяли бразды правления в свои руки, когда он уйдет на пенсию!
Адам очень компетентный и знающий специалист по сварке. Адам провел нас через процесс ПТО, и мы вернули несколько сварщиков в наилучшее состояние. В целом он был доволен тем, как мы настраивали наши сварочные аппараты, и это было большим облегчением. Он также предоставил несколько дополнительных очень полезных указаний и рекомендаций, некоторые из которых мы реализовали, а некоторые планируем реализовать. Визит Адама стоил денег. Мы надеемся, что Micro Weld планирует нанять и обучить еще одного или двух компетентных и профессиональных техников, обученных Адамом, чтобы они взяли бразды правления в свои руки, когда он уйдет на пенсию!
Майк Сен-Жан | Инженер-технолог в
The Okonite CompanyMicro Welding — American Handgunner
Evolution Armory Фрезы для шпонок со смещенными зубьями, фрезерные направляющие
, на раме Colt 1911, после микросварки.
Работайте на достаточном количестве пистолетов, и в конце концов это произойдет, пропущенный рез, резак врезается в заготовку или клиент приносит устаревший пистолет со сломанной частью. Долгое время решения ограничивались покупкой новой детали или ее изготовлением. Сварка была вариантом, но обычно ограничивалась большими деталями, и то же самое с серебряным припоем, где тепло может деформировать мелкие детали или, что еще хуже, затвердевать.
Долгое время решения ограничивались покупкой новой детали или ее изготовлением. Сварка была вариантом, но обычно ограничивалась большими деталями, и то же самое с серебряным припоем, где тепло может деформировать мелкие детали или, что еще хуже, затвердевать.
Теперь есть способ получше. Микросварка не нова, она использует очень тонкую сварочную проволоку с очень низкой силой тока, чтобы ограничить дугу и размер потока в сварочной ванне. Компания Pullman Arms в Вустере, штат Массачусетс, дочерняя компания Micro Arc Welding, в 2011 году начала использовать микроаргонодуговую и лазерную сварку в оружейной промышленности. Как вы понимаете, это не обычный неуклюжий тип промышленной сварки. Скотт Малкасян, владелец компании Micro Arc/Pullman, является мастером сварки. Мы говорим о наплавке 0,001-дюймового шва из проволоки 0,005-дюймовой. Так мало, вся работа делается с помощью микроскопа.
Pullman был запущен, когда Малкасян получил звонок от производителя огнестрельного оружия с 400 неисправными отливками рамы, нуждающимися в устранении дефекта. Увидев потребность в его услугах и хорошие возможности для бизнеса, Малкасян подал заявку на производство FFL как Pullman Arms и смог заключить контракт. С этого момента Pullman расширил свои услуги до оружейников, нуждающихся в точной сварке и ремонте деталей. Они предлагают такие услуги, как ремонт трещин, сварка сломанных деталей и добавление материалов с использованием как TIG, так и лазера.
Увидев потребность в его услугах и хорошие возможности для бизнеса, Малкасян подал заявку на производство FFL как Pullman Arms и смог заключить контракт. С этого момента Pullman расширил свои услуги до оружейников, нуждающихся в точной сварке и ремонте деталей. Они предлагают такие услуги, как ремонт трещин, сварка сломанных деталей и добавление материалов с использованием как TIG, так и лазера.
Вальтер P38
Вальтер P38
Walther P-38 с треснувшим затвором, микрозаваренной трещиной и окончательной отделкой, выполненной Pullman Arms, возвращающей к жизни старого боевого коня.
Вальтер P38
Little Heat
Большим преимуществом обоих является масштаб и тепло. Например, треснувший затвор от P-38 времен Второй мировой войны с оригинальными номерами снова сваривается лазером с использованием 0,005-дюймового стержня 4140 с использованием лазерного излучения в миллисекундах и минимального нагрева, чтобы избежать деформации затвора. Это позволяет оружейнику сохранить оригинальность пистолета после перекраски. У винтажного Colt SAA сломана звездочка на цилиндре. Нет проблем, новый изготовлен с использованием Micro TIG и имеет форму, соответствующую оригиналу.
У винтажного Colt SAA сломана звездочка на цилиндре. Нет проблем, новый изготовлен с использованием Micro TIG и имеет форму, соответствующую оригиналу.
Pullman также предлагает более распространенные услуги, такие как сварка лонжеронов рамы 1911 и бобровых хвостов. Они также заполняют смотровые отверстия для дуэлей Миллета. Точность, с которой они производят ремонт, является важной частью, с минимальной очисткой, гладкими сварными швами и отсутствием теплопередачи. Я использовал Pullman в течение нескольких лет в проектах, которые просто не мог или боялся взяться за них. Недавно я испортил спусковую скобу 1911 года, которая не отличается толщиной. После небольшой лазерной сварки у меня появилась новая чистая поверхность, более толстая, чем та, с которой я начал.
Машины очень высокотехнологичные и дорогие, но, как и везде, вы получаете то, за что платите. Сварные швы настолько малы и идеальны, что в конечном итоге вы экономите время и деньги за счет сокращения времени обработки и чистовой обработки. Micro Arc выполняет множество высокотехнологичных сварочных работ для промышленности, медицины и аэрокосмической промышленности, обеспечивая занятость цеха. Владелец Скотт Малкасян, заядлый охотник, любит работать с огнестрельным оружием. Если вы когда-нибудь столкнетесь со сваркой, вы просто не сможете найти Скотта.
Micro Arc выполняет множество высокотехнологичных сварочных работ для промышленности, медицины и аэрокосмической промышленности, обеспечивая занятость цеха. Владелец Скотт Малкасян, заядлый охотник, любит работать с огнестрельным оружием. Если вы когда-нибудь столкнетесь со сваркой, вы просто не сможете найти Скотта.
Специальный инструмент
После сварки следует доработка, для которой требуются специальные фрезы. Я использую ряд готовых резаков, но резаки, предназначенные для оружейников, становятся все более доступными. Одна фирма, которой я пользуюсь, — это Evolution Armory в Нью-Гемпшире. Они предлагают фрезы, характерные для работы 1911 года, такие как фреза из карбида шпонки для рельсов рамы со смещенными зубьями, позволяющими резать верх и низ рельсов, вместо стандартных фрез для шпонок.
Как насчет резака, делающего 10 рядов горизонтальных линий 25 LPI на 1911 переднего ремня или кожуха главной пружины с помощью приспособления для насечки Keller — за один проход.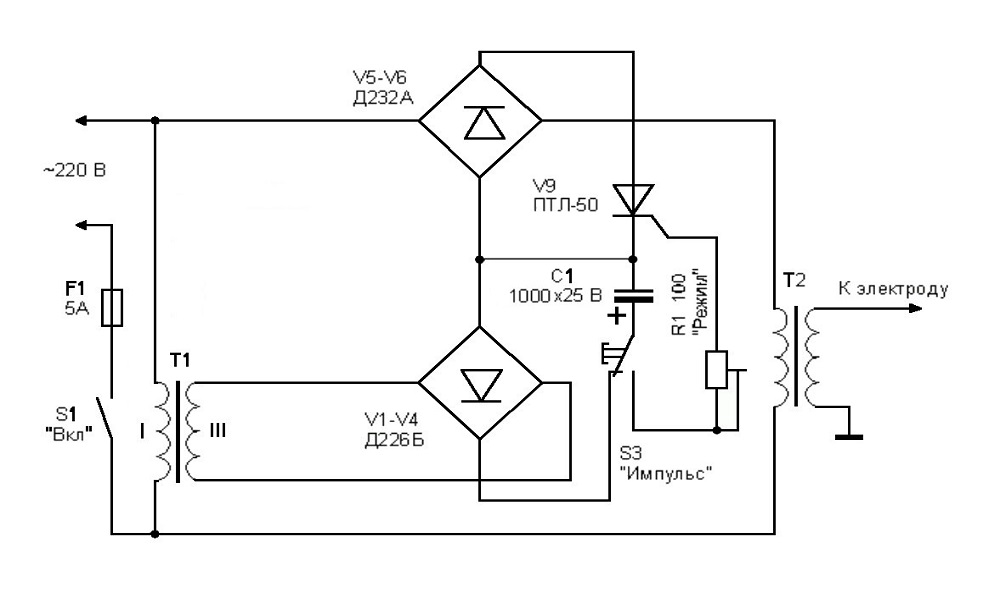 Или зубчатые фрезы для слайдов шириной 0,30 дюйма при 40 LPI за один проход. Все фрезы твердосплавные и специально разработаны оружейниками для оружейников. Также доступны фрезы типа «ласточкин хвост» с большим диаметром хвостовика и дополнительными канавками. Они режут чисто и сокращают время на настройку и машинное время.
Или зубчатые фрезы для слайдов шириной 0,30 дюйма при 40 LPI за один проход. Все фрезы твердосплавные и специально разработаны оружейниками для оружейников. Также доступны фрезы типа «ласточкин хвост» с большим диаметром хвостовика и дополнительными канавками. Они режут чисто и сокращают время на настройку и машинное время.
Для получения дополнительной информации: https://www.pullmanarms.com, тел.: (508) 926-8730; www.evolutionarmory.com, тел.: (603) 973-3780; www.brownels.com, тел.: (800) 741-0015
Подробнее о пистолетном деле
Купите PDF-файл и загрузите выпуск журнала American Handgunner за май/июнь 2019 года прямо сейчас!
Думаем, вам это тоже будет интересно
Оружие для СМИ…
Это как если бы радикалы и их когорты «новостей» решили: «Зачем обсуждать владельцев оружия? У них все аргументы на правой стороне. Почему бы просто не…
0
Когда «слишком…»
Многие останавливаются на этом.