Неплавящиеся электроды для дуговой сварки и резки
Рекомендуем приобрести:
Установки для автоматической сварки продольных швов обечаек – в наличии на складе!
Высокая производительность, удобство, простота в управлении и надежность в эксплуатации.
Сварочные экраны и защитные шторки – в наличии на складе!
Защита от излучения при сварке и резке. Большой выбор.
Доставка по всей России!
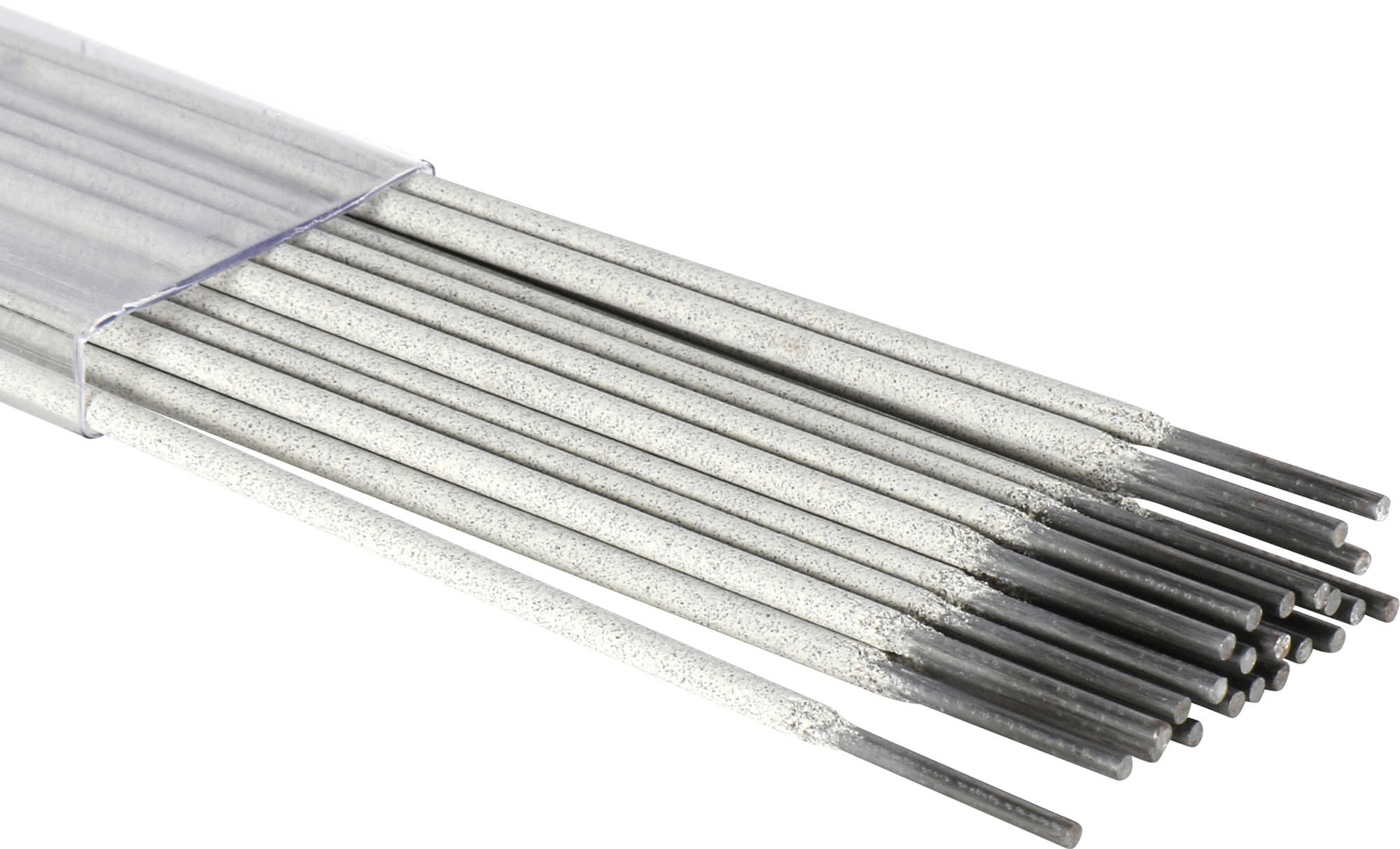
Для дуговой сварки и резки используют угольные, графитовые и вольфрамовые неплавящиеся электроды. Они имеют высокую температуру плавления и служат только для поддержания горения дуги, не участвуя в формировании металла шва.
Угольные электроды изготовляют прессованием из порошка кокса с последующим отжигом при температуре ≈1400°С. Различают два вида этих электродов — омедненные и неомедненные. Применяют их для сварки металлов, воздушно-дуговой резки, удаления прибылей отливок в других работ, Угольные электроды выпускают трех марок: ВДК — воздушно-дуговые круглые; ВДП — воздушно-дуговые плоские; СК — сварочные круглые.
Электроды марки ВДК изготовляют номинальными диаметрами 6, 8, 10 и 12 мм и длиной 300±10 мм, марки ВДП — номинальным сечением 12×5 и 18×5 и длиной (350±10) мм, марки СК — номинальными диаметрами 4, 6, 8, 10, 15 и 18 мм и длиной (250±10) мм.
Изготовление графитовых электродов, предназначенных для дуговой сварки или резки, стандартом не прудусмотрено. Их можно изготовить из остатков или отходов элуктродов плавильных печей разрезкой с последующим обтачиванием. Сопротивление графита в 4 раза меньше, чем сопротивление угля, — это позволяет использовать графитовые электроды при больших плотностях тока.
Вольфрамовые электроды изготовляют метода порошковой металлургии либо из чистого порошка вольфрама, либо с присадками (до 2 %) оксидов лантана, иттрия или тория. Введение оксидов этих металлов облегчает зажигание дуги и повышает устойчивость ее горения. Для уменьшения расхода электродов зажигать дугу следует на вспомогательной графитовой пластине.
При сварке коррозионно-стойких и жаропрочных сталей, алюминиевых и магниевых сплавов толщиной до 4 мм диаметр электрода назначают примерно равным толщине менее тонкой заготовки.
Перед началом сварки электроды затачивают; угол заточки угольных и графитовых электродов — 60…70°, вольфрамовых — 10…30°.
Э.С. Каракозов, Р.И. Мустафаев “Справочник молодого электросварщика”. -М. 1992
См. также:
Неплавящиеся электроды для дуговой сварки
Неплавящийся электрод для дуговой сварки Деталь из электропроводного материала, включаемая в цепь сварочного тока для подвода его к сварочной дуге и не расплавляющаяся при сварке [c.191]Неплавящиеся электроды для дуговой сварки и резки [c.65]
НЕПЛАВЯЩИЕСЯ ЭЛЕКТРОДЫ ДЛЯ ДУГОВОЙ СВАРКИ [c.52]
Неплавящиеся металлические электроды для дуговой сварки в защитном инертном газе применяются в виде прутков диаметром 2…6 мм из вольфрама марок ЭВЧ, ЭВЛ, ЭВИ, ЭВТ (табл. 2.24). Наличие активирующих присадок – оксидов лантана, иттрия и диоксида тория, способствует улучшению зажигания дуги, стабилизирует процесс ее горения, повышает стойкость вольфрамового электрода, позволяет повышать плотность тока при сварке. Содержание атмосферных газов в металле, наплавленном электродами с покрытиями различных видов даны в табл. 2.25.
[c.83]
Содержание атмосферных газов в металле, наплавленном электродами с покрытиями различных видов даны в табл. 2.25.
[c.83]
Электроды для дуговой сварки. Неплавящиеся электроды, применяемые при сварке, могут быть угольными, графитовыми и вольфрамовыми. Угольные и графитовые электроды поступают в виде стержней диаметром 8—30 мм и длиной 200— 300 мм. Ими пользуются только при сварке на постоянном токе, причем во время работ с графитовыми электродами сила тока должна быть в 2—3 раза больше, чем во время работы с угольными. Обычно угольные и графитовые электроды применяют при сварке стальных изделий малой толщины, при сварке цветных металлов и наплавке твердых сплавов. Вольфрамовыми электродами пользуются при сварке в среде защитного газа и атомноводородной сварке. [c.313]
Вольфрамовые электроды для дуговой сварки неплавящимся электродом в защитных газах изготовляют по ГОСТ 23949—80 в виде прутков или проволоки различной длины и диаметра (табл. 1.35).
[c.59]
1.35).
[c.59]
Неплавящиеся вольфрамовые электроды. Для дуговой сварки неплавящимся электродом в среде инертных газов (аргон, гелий), а также для плазменных процессов резки, наплавки и напыления применяют электроды по ГОСТ 23949—80.
Ввиду химической активности углекислого газа по отношению к нагретому вольфраму (окисление и разрушение вольфрама) для дуговой сварки в углекислом газе используют плавящиеся электроды или неплавящиеся (угольные или графитовые). [c.120]
Сварочную проволоку используют для изготовления стержней электродов, при автоматической дуговой сварке под флюсом, при сварке плавящимся электродом в среде защитных газов, а также в качестве присадочного материала при дуговой сварке неплавящимся электродом и газовой сварке. [c.229]
Для дуговой сварки алюминиевых сплавов в защитных газах применяют специальные установки однофазного и трехфазного токов. При сварке алюминиевых сплавов дуга, горящая с неплавящегося электрода в защитном газе, обладает особенностями.
Какие неплавящиеся электроды применяют для дуговой сварки алюминия
 202]
202]Выпускают прутки и из других металлов и сплавов длиной до 1000 мм для использования их в качестве дополнительного присадочного металла при ручных дуговых способах сварки неплавящимися электродами и газовой сварке. [c.61]
Автоматы для дуговой сварки применяются как с плавящимся, так и с неплавящимся электродами. В промышленности наибольшее распространение получили сварочные автоматы для сварки плавящимся электродом. Поэтому ниже рассматриваются главным образом эти автоматы. [c.180]
АППАРАТЫ ДЛЯ ДУГОВОЙ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ В ИНЕРТНЫХ ГАЗАХ [c.78]
Сварочная дуга в качестве статического датчика используется в системах АРНД для управления положением электрода вдоль его оси. Эти системы вначале были созданы для дуговой сварки неплавящимся электродом, при которой дуговой процесс отличается достаточно высокой стабильностью, благодаря чему измерение и регулирование может быть осуществлено сравнительно простыми средствами.
Для ручной дуговой сварки на переменном токе с плавно-ступенчатым регулированием сварочного тока электродами различных марок как для переменного, так и постоянного тока, а также неплавящимся электродом для сварки алюминия и его сплавов в аргоне на строительно-монтажных площадках, в ремонтных мастерских предназначены устройства питания сварочной дуги Разряд-160 н Разряд-250 (рис. 13) с номинальным током соответственно 160 и 250 А. Разряд-160 отличается от Разряда-250 конструкцией трансформатора, сердечник первого состоит из двух ленточных магнитопроводов, а второго — из трех.
Импульсные возбудители применяют только для дуговой сварки в среде защитных газов неплавящимся электродом. Возбудители с высокой стороны подключаются параллельно к сети питания трансформатора (380 в), а на выходе — параллельно дуге. [c.156]
[c.156]
Для прочности и надежности трубопровода высокого давления особое значение имеет качество выполнения корневого шва. Целесообразно применять ручную или автоматическую аргоно-дуговую сварку неплавящимся электродом для сварки всего сечения или корневого шва (комбинированная сварка) независимо от группы стали. Контактная стыковая сварка оплавлением используется для сварки трубопроводов в цеховых условиях, однако применение ее ограничено из-за трудности приварки деталей к патрубкам, наличия грата в сварном соединении, сложности обнаружения несплавлений и т. д. Диаметр свариваемых труб определяется мощностью имеющейся на предприятии контактной сварочной маши ны. Режимы сварки выбирают, сваривая пробные стыки, причем при сварке как пробных, так и промышленных стыков контактная машина должна быть оснащена самопишущим прибором для записи диаграммы процесса сварки. Для защиты свариваемого стыка от окисления при контактной сварке оплавлением применяется сварка с поддувом.
Для дуговой сварки и резки используют угольные, графитовые и вольфрамовые неплавящиеся электроды. Они имеют высокую температуру плавления и служат только для поддержания горения дуги, не участвуя в формировании металла шва. [c.65]
Горелки для дуговой сварки плавящимся электродом имеют принципиальные отличия от горелок для сварки неплавящимся электродом. На рис. 6.11 показана горелка с естественным (воздушным) охлаждением, которая наиболее часто используется в практике. Технические характеристики горелок такого типа приведены в табл. 6.12.
Сварочные выпрямители с падающей внещней характеристикой разделяют на выпрямители для ручной и автоматической сварки под флюсом типа ВСС, ВКС, ВД-101 и ВД-301 и для дуговой сварки в среде защитных газов неплавящимся электродом типа АП-1, АП-4, АП-6, дающие малые токи. Сварочные выпрямители с жесткими и пологопадающими внешними характеристиками типа ВС-300, ВС-500, ВС-1000 предназначены для дуговой сварки плавящимся электродом в защитных газах. Для них применяют селеновые элементы, так как бни менее чувствительны к перегрузкам, возникающим при коротких замыканиях в процессе сварки.
[c.608]
Для них применяют селеновые элементы, так как бни менее чувствительны к перегрузкам, возникающим при коротких замыканиях в процессе сварки.
[c.608]
ОБОРУДОВАНИЕ ДЛЯ ДУГОВОЙ СВАРКИ ПЕРЕМЕННЫМ ТОКОМ В АРГОНЕ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ АЛЮМИНИЕВЫХ СПЛАВОВ [c.107]
Для латуни можно применять также электродуговую сварку под флюсом металлическим электродом, аргоно-дуговую неплавящимся электродом и контактную сварку стыковую, точечную и шовную. [c.160]
Дуговая сварка неплавящимся электродом. Для сварки неплавящимся электродом применяют вольфрам с добавками тория марки ВТ-15, лантана (ВЛ-10), иттрия (ВИ) и других элементов. Использование чистого вольфрама (ВЧ) не рекомендуется. Отмеченные примеси придают электроду повышенную стойкость, обеспечивают большую плотность тока и другие преимущества. Применение вольфрама ВТ-15 ограничивают из соображений радиационной безопасности при изготовлении электродов и при сварке. Сварку вольфрамовым электродом широко используют при изготовлении конструкций из алюминиевых сплавов, что обеспечивает высокое качество сварных соединений без использования флюса. Однако окисную пленку и загрязнения на поверхности металла для сварки в инертных газах требуется удалять более тщательно, чем при применении флюсов.
[c.647]
Сварку вольфрамовым электродом широко используют при изготовлении конструкций из алюминиевых сплавов, что обеспечивает высокое качество сварных соединений без использования флюса. Однако окисную пленку и загрязнения на поверхности металла для сварки в инертных газах требуется удалять более тщательно, чем при применении флюсов.
[c.647]
Исходя из приведенного материала, можно отметить серьезный положительный сдвиг в разработках инверторных источников питания для дуговой сварки за последние годы в России и СНГ. Отрадно, что при их реализации используются последние достижения электроники и цифровой техники. Однако в основном эти источники реализованы на тиристорах и не имеют в схемах управления микропроцессорной техники. Это снижает их рабочие качества по сравнению с подобной продукцией, выпускаемой зарубежными фирмами. А главное, у этих источников существенно снижены функциональные возможности, отражающие специфику технологии сварки на постоянном и переменном токе неплавящимся и плавящимся электродом. [c.276]
[c.276]
ЛАНТАНИРОВАННЫЙ ЭЛЕКТРОД (для дуговой сварки) — неплавящийся электрод из вольфрама, в состав которого для повышения устойчивости дуги и уменьшения расхода электродного материала вводится лантан. [c.72]
Сварочную проволоку используют также при автоматической дуговой сварке под флюсом, сварке плавящимся электродом в среде защитных газов и как присадочный материал при дуговой сварке неплавящимся электродом и газовой сварке. Покрытия электродоп предназначены для обеспечения стабильного горения дуги, защиты расплавленного металла от воздействия воздуха и получения металла шва заданного состава и свойств. В состав покрытия электродов входят стабилизирующие, газообразующне, шлакообразующие, раскисляющие, легирующие и связующие составляюище. [c.191]
Для дуговой сварки неплавящимся электродом кроме установок УДГ выпускаются установки типа УДГУ (рис. 58, см. табл. 6), которые позволяют вести процесс как на переменном, так и на постоянном токе, например при сварке коррозионно-стойких сталей. [c.101]
[c.101]
ГОСТ 23949-80 “Электроды вольфрамовые сварочные неплавящие-ся” распространяется на электроды из чистого вольфрама марки ЭВЧ, вольфрама с присадкой оксида лантана марки ЭВИ-1, ЭВИ-2 и ЭВИ-3 и вольфрама с присадкой двуокиси тория марки ЭВТ-15. Эти электроды предназначены для дуговой сварки неплавящимся электродом в среде инертных газов, а также для плазменных процессов сварки, резки, наплавки и напыления. В ГОСТе приводится химический состав электродов, требования к поверхности и методы испытаний. Электроды диметром 0,5 мм выпускают в мотках, а электроды диаметром 1. .. 10 мм выпускают прутками длиной 75, 150, 200 и 300 мм. [c.62]
Сварка в защитных газах. Высокое качество сварных соединений толщиной 3. .. 5 мм достигается при аргонодуговой сварке неплавящим-ся электродом. При выборе присадочного материала (электродной проволоки) для дуговой сварки в среде защитных газов следует руководствоваться табл. 7.6. Первый слой выполняют без присадки с полным проваром кромок стыка и обратным валиком, второй – с поперечными низкочастотными колебаниями электрода и механической подачей присадочной проволоки. Возможен и третий слой с поперечными колебаниями электрода без присадочной проволоки со стороны обратного формирования на небольшом режиме для обеспечения плавного перехода от шва к основному металлу.
[c.310]
Возможен и третий слой с поперечными колебаниями электрода без присадочной проволоки со стороны обратного формирования на небольшом режиме для обеспечения плавного перехода от шва к основному металлу.
[c.310]
При ручной сварке (наплавке) подача электрода в зону дуги и передвижение его вдоль свариваемого соединения производятся вручную. В качестве основного оборудования для ручной дуговой сварки применяют рабочие места, инструмент и защитные приспособления. При механизированной сварке (наплавке) механизирована только подача электрода, а перемещение его вдоль линии сварочного соединения и некоторые другие операции выполняются вручную. Наиболее распространенным способом механизированной сварки является сварка тонкой электродной проволокой диаметром 2 мм и менее, которая подается в зону сварки по гибкому шлангу. В качестве основного оборудования при механизированной дуговой сварке (наплавке) применяют шланговые полуавтоматы с различными горелками (держателями), а также специальные типы полуавтоматов, в которых используются дополнительные устройства, например ручные механизмы передвижения дуги, прижимные механизмы в случае сварки электрозаклепками и т. п. Полуавтоматы для дуговой сварки применяются как плавящимся, так и неплавящимся электродом.
[c.52]
п. Полуавтоматы для дуговой сварки применяются как плавящимся, так и неплавящимся электродом.
[c.52]
Автоматическая дуговая сварка меди под флюсом. может осуществляться неплавящимся угольным или плавящимся металлическим электродами. Для автоматической сварки меди применяются флюсы ОСЦ-45, АН-20 и АН-348А. Оварка уголмым или графитовым электродом производится с помощью автоматической сварочной головки, которая передвигается вдоль шва с посгояняой скоростью Угольный или графитовый электрод закрепляется в автоматической головке. Для сваркн металла толщиной 4—8 мм уголь- [c.519]
Горелки для дуговой сварки. Выпускают горелки для ручной и механизированной сварки. Горелки для ручной дуго-войсварки неплавящимся электродом (тайл. 6.10) [c.171]
Вольфрам. Вольфрам в виде прутков различного диаметра применяется при дуговой сварке в инертных газах в качестве неплавящегося электрода. Для сварки переменным током используют прутки из чистого вольфрама по ТУВМГ-529—57, для сварки постоянным током прямой полярности — прутки торированного вольфра-
[c.206]
Для сварки переменным током используют прутки из чистого вольфрама по ТУВМГ-529—57, для сварки постоянным током прямой полярности — прутки торированного вольфра-
[c.206]
Алюминий и его сплавы, обладающие рядом физических и технологических особенностей, успешно сваривают в инертных газах. Однако при необходимости применяют ручную дуговую сварку плавящимися электродами и ручную сварку неплавлящимися электродами, например угольными. В табл. 11.1 приводится состав некоторых марок алюминиевой сварочной проволоки, которую употребляют для изготовления электродов для механизированной сварки, а также в качестве присадочного металла при ручной аргонодуговой сварке неплавящимся вольфрамовым электродом. [c.143]
Установка АТ конструкции ЦНИИТМАШ предназначена для дуговой сварки в среде аргона неплавящимся электродом с механизированной подачей присадочной проволоки неповоротных стыков труб диамет1ром от 10 до 219 мм. [c.127]
В качестве неплавящихся электродов для ручной и автоматической дуговой сварки на постоянном токе применяют обычно вольфрамовые прутки диаметром 0,8—8 мм по ТУ ВМ2-529—57, лантанированные вольфрамовые прутки по ВТУ ВЛ № 24-5—62, а также прутки из торированного вольфрама по нормали НИО-021-612 н итрированного вольфрама, при сварке на переменном токе — чистые вольфрамовые прутки по ТУ ВМ2-529—57. [c.222]
[c.222]
Неплавящиеся электроды – советы по использованию
В этой статье мы рассмотрим такой класс расходников, как неплавящиеся электроды, их виды, назначения и основные характеристики.
С момента изобретения приемлемого способа сваривания металлов прошло чуть более ста лет и сегодня наименований приспособлений и материалов для варки насчитывают очень и очень много.
В этой статье мы рассмотрим такой класс расходников, как неплавящиеся электроды, их виды, назначения и основные характеристики.
Виды неплавящихся электродов
В сварочных работах используют три основных типа электродов:
- Угольные.
- Графитовые.
- Вольфрамовые.
Все они относятся к классу неплавящихся, однако назначение их различное.
Угольные типы расходников применяют в основном в воздушно-дуговой резке металла, а также устранения различных дефектов на поверхности изделий. Сварочные работы с использованием угольных стержней проводят на токах силой максимум 580 Ампер.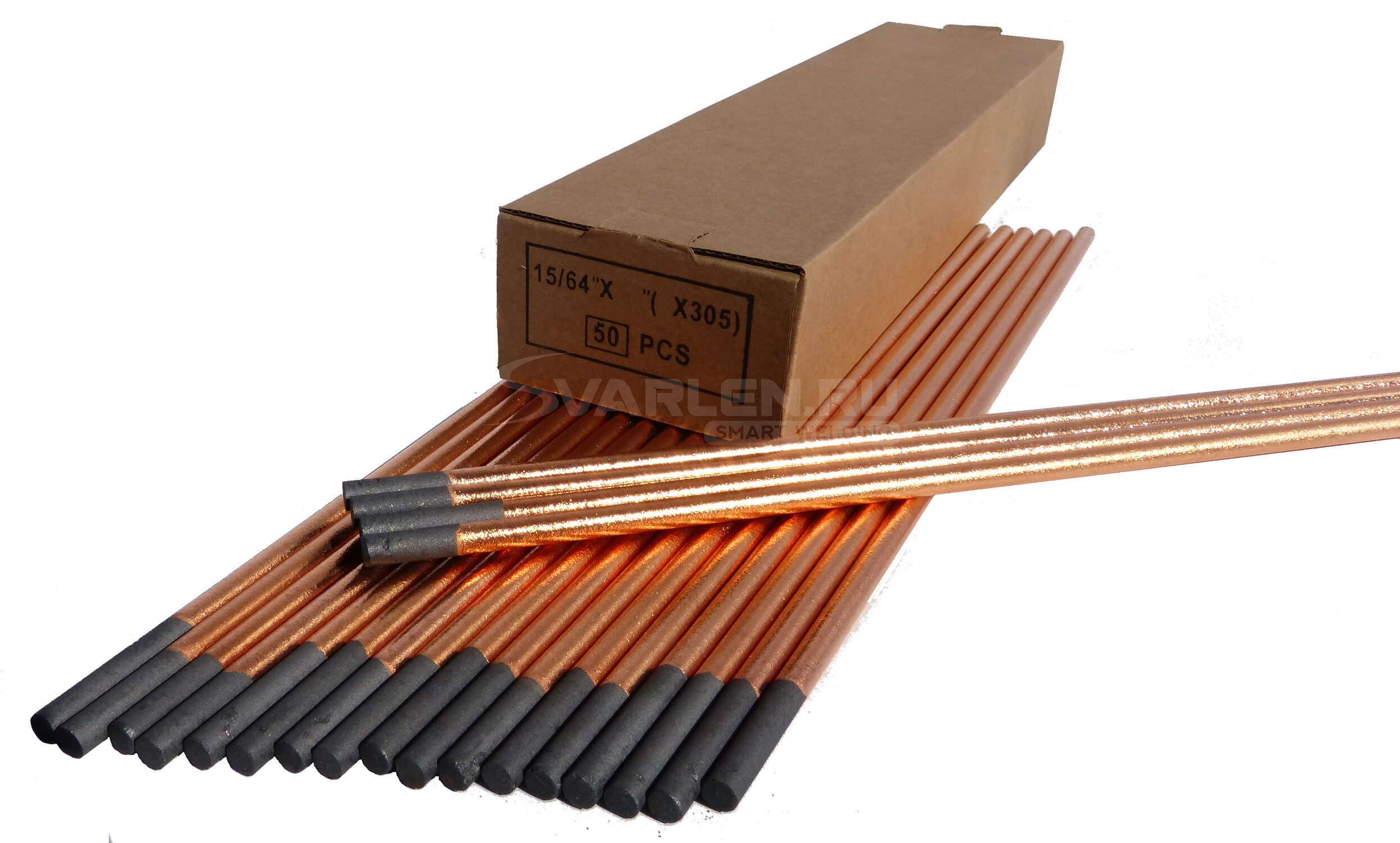 Существует три основных разновидности электродов:
Существует три основных разновидности электродов:
- Круглые марки для воздушно-дуговой резки (ВДК).
- Плоские виды для воздушно-дугового разрезания (ВДП).
- Круглые типы для сварки (СК).
Воздушно-дуговая резка — это способ реза металла электрической дугой, когда расплавленный металл удаляется с помощью струи сжатого воздуха.
В сваривании угольные электроды используют при соединениях тонкостенных конструкций из стали и цветных металлов, а также заварки браков на поверхности литых деталей.
Сваривание угольными стержнями можно проводить как без присадки, так и с присадочным материалом, уложенным по линии варки или подающимся в сварочную ванну.
Электроды графитового типа используют для сварки цветных металлов и их сплавов (алюминия и меди). Такой тип расходников более доступен, в отличие от угольных аналогов.
Наиболее часто используют графитовые стержни при сварке медных проводов.
Такие стержни обладают массой преимуществ: они лучше переносят температурное воздействие и имеют меньший износ, а также лучше обрабатываются (режутся).
Вольфрамовые неплавящиеся электроды — это наиболее широко применяемые типы в производстве и домашних мастерских. С их помощью можно сваривать различные металлы, в том числе и с использованием защиты из газа. Вольфрамовые электроды для аргонодуговой сварки бывают различного состава и, в зависимости от этого, их делят на такие группы:
- Лантанированные.
- Иттрированные.
- Торированные.
- Обычные.
Изготавливаются они в виде прутка диаметром от 1 миллиметра до 4 мм. Вольфрамовый электрод очень тугоплавкий и имеет температуру плавления намного выше, чем температура самой электрической дуги, что позволяет использовать его для сварки различных типов металла (стали, но чаще алюминия, меди, нержавейки и прочих).
Стрежни с добавлением тория (торированные) радиоактивны и, хотя величина излучения невелика, крупные промышленные предприятия их уже не используют.
Использование вольфрамовых электродов
Сегодня мало кто использует в домашних условиях графитовые и угольные стержни для сварки и резки, это просто нецелесообразно.
 А вот вольфрамовые прутки очень часто используют в бытовом хозяйстве при сварке алюминия и других цветных металлов и нержавейки. Именно такими расходниками происходит соединение
А вот вольфрамовые прутки очень часто используют в бытовом хозяйстве при сварке алюминия и других цветных металлов и нержавейки. Именно такими расходниками происходит соединениеРежимы сварки неплавящимся электродом в защитных газах определяются многими факторами: видом металла, его толщиной, защитной атмосферой и другими.
В таблице собраны основные виды вольфрамовых стержней, их использование и соответствующий режим.
Это западная классификация вольфрамовых стержней. Отечественные производители выпускают неплавящиеся электроды под обозначением ЭВЛ и ЭВИ (лантановые и иттриевые стержни). Также производятся прутки из чистого вольфрама ЭВЧ.
Торцы также отмечают цветом в зависимости от назначения расходника. Сила тока и режим зависит от металла и характеристик заготовки. Так, например, алюминий вариться обязательно на переменном токе, а стали — в том или другом режимах. Нержавейку сваривают на постоянном токе, как и медные изделия.
Важно также при использовании неплавящихся электродов установить полярность.
 Прямая полярность — кабель горелки ставят на минус, а массу на плюс, обратная — держатель на плюсе, а масса на минусе.
Прямая полярность — кабель горелки ставят на минус, а массу на плюс, обратная — держатель на плюсе, а масса на минусе.Режим полярности определяет форму проваренного металла. При прямой полярности и постоянном токе провар глубокий и узкий, при постоянном с обратной — широкий поверхностный провар, а с переменным — овальный.
Если используют стержни с маркировкой ЭВЧ (чистые), то сварку можно проводить только на переменном токе, все остальные (ЭВИ, ЭВЛ, ЭВТ) на том или ином режиме с требуемой полярностью.
В процессе сварочных работ вольфрам затупляется и его нужно заточить. Угол острия выдерживают в 30 градусов при длине 2-3-х диаметров электрода. Сам кончик притупляют на 0,5 миллиметра.
Угол острия выдерживают в 30 градусов при длине 2-3-х диаметров электрода. Сам кончик притупляют на 0,5 миллиметра.
Несмотря на название, такие электроды все равно имеют свою степень расхода, хоть и незначительную. Например, при бесперебойной работе в течение 5 часов вольфрамовый стержень теряет около 10 мм своей длины. Чтобы сократить этот показатель, сварку нужно начинать с подачи газа, а потом поджигания дуги. Также нельзя стучать кончиком неплавящегося стержня непосредственно по заготовкам. Дугу зажигают на графите и переносят на место сварки.
А что Вы можете добавить к материалу этой статьи? Какие типы неплавящихся электродов чаще приходиться использовать в домашних условиях? Поделитесь своим опытом по подбору такого типа расходника и его использования в блоке комментариев к этой статье.
Неплавящиеся электроды для сварки: виды и особенности
На чтение 5 мин Просмотров 3.9к. Опубликовано Обновлено
Дуговая сварка осуществляется в защитной атмосфере инертного газа и представляет собой один из высокоэффективных методов выполнения дуговой сварки путем плавления металла.
Применяется такая технология в большинстве случаев для работы с металлоконструкциями из алюминия, магния, а также их сплавов, нержавеющей стали, никеля, меди и ряда иных металлов с неферромагнитными качествами.
Виды неплавящихся электродов
Для дуговой применяются неплавящиеся электроды. Это расходный материал для сварочных работ, который не имеет металлической природы и свойств, присущих металлам. Подобный метод сварных операций был изобретен очень давно руками Н. Н. Бенардоса.
Разновидности сварочных электродов.Сегодня при выполнении соединений конструкций из металла применяются три основных типа неплавящихся стержней:
- Угольный неплавящийся электрод активно применяется при воздушно-дуговой резке металлов с целью устранения с поверхности изделий разного рода дефектов.

При этом сварку нужно проводить на токах силой, не более 580 Ампер. Также такой расходный материал для сварки используют при создании соединений металлических деталей в тонкостенных конструкциях из стали и цветных металлов. Угольные сварные электроды бывают круглыми и плоскими, сложенными вдоль линии варки или подающимися в сварную ванну. Они могут применяться вместе с присадкой или без нее, что определяется технологией проведения сварных работ. - Графитовые стержни актуальны при сварке цветных металлов, а также их сплавов.
Но особенно часто они применяются при работе с медными проводами. Графитовые расходники доступны по стоимости и довольно распространены на отечественном рынке, так как характеризуются рядом неоспоримых достоинств. Среди них: низкий износ, высокая стойкость к температурному воздействию, отличная способность к обработке. - Вольфрамовый сварной электрод изготавливается в виде стержня с диаметром 1-4 мм и наиболее часто применяется в производстве и быту.
Такой расходный материал отличается высокой тугоплавкостью, то есть, плавится при более высоких температурах, нежели иного рода стержни. Он позволяет сваривать разнообразные металлы без применения защиты в виде газа. Хотя вполне реально осуществлять сварку вольфрамовым электродом и при таких условиях, если в этом есть необходимость. В зависимости от состава, изделия делят на несколько групп: лантанированные, иттрированные, торированные, стандартные.


Все описанные виды электродов для сварных работ причисляются к классу неплавящихся, так как в процессе выполнения сварочных работ стержень либо вовсе не плавится, либо плавится незначительным образом.
При любом варианте развития событий материал стержня практически не участвует в процессе образования наплавленного металла и сварного соединения.
Сварка неплавящимися электродами
Схема сварки в среде защитного газа.Неплавящиеся электроды активно применяются на крупных предприятиях:
- при необходимости осуществить сварку тонколистового металла;
- для проведения сварных работ со сталями всех классов, цветного металла, а также их сплавов;
- при необходимости получить высококачественные сварные соединения разнородных металлов.
Преимущества, которыми характеризуется сварка неплавящимся электродом:
- высокие показатели устойчивости дуги, вне зависимости от полярности тока;
- возможность получить швы с долей участия основного металла 0-100%;
- возможность регулировать химический состав и геометрию соединений при изменении скорости подачи, угла наклона, профиля, марки присадочного материала.

Недостатками такого метода сварных работ считаются следующие моменты:
- неважные показатели эффективности использования электроэнергии;
- необходимость применять специальные устройства для обеспечения начального возбуждения дуги;
- высокая скорость охлаждения изготовленных швов.
Но для полноценной характеристики сварки неплавящимся электродом важно понимать технологическую суть процесса. Операция осуществляется путем подачи защитного газа через сопло в зону дуги, которая горит между расходным материалом и изделием.
Газ выполняет защитную функцию, предохраняя несгораемые и расплавленный основной металл от негативного влияния активных атмосферных газов. Кромки свариваемого изделия плавятся под воздействием теплоты дуги и образуют сварной шов, кристаллизируясь.
При использовании сварочного аппарата и неплавящихся электродов важно правильно установить полярность. Она может быть прямой или обратной. В первом случае нужно установить массу на минус, держатель – на плюс. Во втором масса устанавливается на плюс, а держатель – на минус.
Во втором масса устанавливается на плюс, а держатель – на минус.
От правильности выбора режима полярности зависит форма проваренного металла:
- работа с помощью постоянного тока при прямой полярности позволит создать глубокий и узкий сварной шов;
- широкого и поверхностного шва можно достичь путем выбора постоянного тока и обратной полярности.
Защитный газ для с применением электродов непременно должен демонстрировать инертность к рабочим металлам, поэтому при работе вольфрамовыми электродами в качестве такого вещества используют аргон, гелий, смесь аргона и гелия.
Если сварочные работы ведутся над проводами из меди или с помощью медных электродов со вставкой из гафния, можно воспользоваться азотом.
[box type=»fact»]Важно! В случае использования при сварке дорогостоящих инертных газов, к примеру Ar или He, стоит создать комбинированную защиту. Это позволит расходовать газ рационально.[/box]Если работать приходится с металлом большой толщины, то обеспечить плавление основного металла и получить актуальные геометрические параметры сварного шва можно при варении по зазору или с разделкой кромок с добавлением присадки.
Итоги
Применение неплавящихся электродов для дуговой сварки при работе с металлоконструкциями из алюминия, магния, их сплавов, никеля, нержавеющей стали, меди и ряда иных неферромагнитных металлов и позволяет получить действительно прочные и долговечные сварные швы.
Это крайне важно для таких производственных сфер, как металлургия, электрохимическая промышленность и электротермическое производство.
Неплавящиеся электроды для сварки и резки
При ручной дуговой сварке в аргоне и плазменной резке используются вольфрамовые электроды. Материал этих электродов обладает высокой тугоплавкостью, электро- и теплопроводностью. Температура плавления вольфрама 3500 °С. Вольфрамовые электроды выпускаются диаметром 0,8—8 мм.
Для повышения стойкости электрода, облегчения возбуждения и повышения стабильности горения сварочной дуги электроды из вольфрама изготовляются с добавкой до 2 % лантана или циркония.
Вольфрамовые электроды с присадкой лантана имеют высокие технологические характеристики, удовлетворительно работают на высоких плотностях тока и в несколько раз медленнее расходуются по сравнению g электродами из чистого вольфрама.
При ручной дуговой сварке конец электрода должен быть заточен на конус. Длина заточки обычно составляет 2—3 диаметра электрода.
Средний расход вольфрамовых электродов не превышает 0,04—0,07 г на 1 м длины однопроходного шва.
Угольные электроды изготовляются из электротехнического угля. Они должны иметь правильную форму и гладкую поверхность без трещин. Электрод хорошего качества дает при ударе по нему чистый металлический звук и не оставляет на бумаге черты.
Графитовые электроды по сравнению с угольными имеют большую электропроводность и стойкость против окисления при высоких температурах. Эги свойства позволяют вести сварку или резку на токах повышенной плотности и значительно снизить расход электродов по сравнению с угольными.
Для повышения стойкости электродов от окисления их поверхность покрывают слоем меди толщиной 0,06— 0,07 мм.
Угольные и графитовые электроды изготовляют длиной 200—300 мм и диаметром 5—25 мм.
Для стабилизации горения дуги выпускают электроды с каналом, заполненным порошкообразными ионизирующими веществами. Канал располагается по центру электрода.
Поверхностную резку металла наряду с круглыми можно производить пластинчатыми угольными электродами (рис. 14, б).
Сварка неплавящимся электродом – WeldElec.com
При ручной дуговой сварке неплавящимся электродом процесс происходит в среде инертного защитного газа, чаще всего аргона, поэтому такой процесс часто называют – «аргонодуговая сварка» или АДС.
Материал для неплавящихся электродов
- Для неплавящихся электродов в качестве материала чаще всего используется вольфрам. Вольфрамовые электроды применяются для ручной, полуавтоматической и автоматической дуговой сварки в защищенной атмосфере.
- Неплавящиеся электроды могут также изготавливаться из графита, угля, гафния и циркония.
- Угольные и графитовые электроды в последнее время находят ограниченное применение и, как правило, используются при изготовлении деталей неответственного назначения.
- Электроды из гафния и циркония используются при сварочных работах в кислотосодержащих средах.
Применение сварки неплавящимся электродом
- Сварка неплавящимся электродом применяется при сваривании изделий из алюминиевых, титановых и магниевых сплавов, стальных труб, теплообменников, сосудов высокого давления, изделий для пищевой промышленности и пр. Так как этим методом можно сваривать мелкие детали, дуговая сварка АДС используется в электронной промышленности.
- Метод сварки вольфрамовым электродом внедрен был еще в прошлом столетии в 40-х годах для сваривания алюминиевых и магниевых сплавов. Помимо цветных металлов метод АДС используется широко для сваривания нержавеющих сталей, а также и для низколегированных или углеродистых сталей. Сварка неплавящимся электродом применяется в основном при сваривании тонкостенных изделий (до 6 мм, обычно).
- Электрическая дуга при АДС процессе используется для нагревания с последующим расплавлением металла в зоне сварки. Поступающий из газового сопла защитный газ, защищает электрод и сварочную ванну. Выполненный из тугоплавкого материала электрод, расположен по центру газового сопла и не плавится. В зону сварки извне подается присадочный материал, обычно вручную или автоматически.
Аргонодуговая сварка отличается высоким качеством сварного шва, отсутствием брызг и практически отсутствием шлака. Этот метод является очень универсальным.
Неплавящиеся электроды: виды и особенности
Неплавящиеся или тугоплавкие электроды широко используются для дуговой электросварки в среде защитного газа. Их используют для домашнего ремонта и на различных производствах: от станций по сборке космических кораблей до мелких серийных заводов. С помощью неплавящихся стержней можно сварить или разрезать алюминий, бронзу, никель, медь, титан и другие металлы, не обладающие сильными магнитными свойствами.
Из этой статьи вы узнаете все о неплавящихся электродах, сфере их применения, достоинствах и недостатках, а также мы расскажем о ключевых особенностях работы с тугоплавкими стержнями.
Содержание статьи
Виды тугоплавких электродов и сферы их применения
Существует три вида неплавящихся стержней: угольные, вольфрамовые и графитовые. Каждый вид имеет свои особенности и назначение. Так, например, для мелкого ремонта или для воздушно-дуговой резки чаще всего используются угольные стержни. Также с их помощью сваривают тонкие металлоконструкции из цветного металла или нержавеющей стали. Опытные мастера используют угольные электроды в связке с присадками. Присадки подаются в сварочную ванну или укладываются по линии будущего сварного шва.
Воздушно-дуговая резка (сокращенно ВДК) — способ резки металла электрической дугой, заключающийся в непрерывной подаче сжатого воздуха на сварочную зону во время всего рабочего процесса. Благодаря сжатому воздуху расплавленный металл быстро удаляется с поверхности детали, получается качественный и ровный разрез.
Угольные стержни применяют при силе тока в 580 А. Сами стержни бывают трех типов: круглые для воздушно-дуговой резки (ВДК), плоские для воздушно-дуговой сварки (ВДП), круглые для обычной сварки (СК).
Что касается остальных видов тугоплавких стержней, то с помощью графитовых стержней также можно варить и резать цветные металлы, но по сравнению с угольными они стоят дешевле. Поэтому графитовые стержни популярны у начинающих сварщиков, работающих на производстве. Также графитовые стержни лучше переносят перепады температуры и влажности, их можно неоднократно использовать, они меньше подвержены износу. А о вольфрамовых стержнях мы поговорим отдельно.
Вольфрамовые электроды
Вольфрамовые электроды заслуживают отдельного внимания. Они широко используются всеми: и гаражными умельцами, и мастерами на заводах. Их популярность обусловлена универсальностью. Можно варить и резать любой металл: и алюминий, и нержавейку, и цветные металлы. Угольные и графитовые электроды не получили такого распространения, поскольку их неудобно использовать в домашней сварке.
Вы наверняка уже знаете, что режим сварки в среде защитного газа устанавливается исходя из многих параметров, например, толщины детали, металла, из которого она изготовлена, типа используемого газа и многое другое. Вольфрамовые электроды подбираются по такому же принципу. В зависимости от назначения электроды могут иметь свою маркировку.
Особенности тугоплавких стержней
Тугоплавкие стержни, изготовленные в России и странах СНГ, маркируются следующих образом: ЭВЛ (лантинированные), ЭВИ (иттриевые), ЭВЧ (для сварки на переменном токе). Это наиболее популярные виды электродов, все они по сути относятся к вольфрамовым, но имеют свои особенности.
Электроды марок ЭВЛ и ЭВИ можно использовать с постоянным и переменным током, а также задавать нужную полярность. В зависимости от назначения они окрашиваются в разные цвета, так что со временем вы научитесь отличать электроды, не читая обозначения на упаковке или на самом стержне. С помощью ЭВЛ и ЭВИ варят медь и нержавейку, используя постоянный ток. Переменный ток применяют для сварки алюминия.
Также обратите внимание, что вольфрамовые электроды часто затупляются прямо во время сварочного процесса. Их нужно затачивать. Заточку выполняют под углом в 30 градусов и после заточки немного притупляют конец стержня. Также вольфрамовые электроды могут быстро расходоваться. Чтобы этого избежать мы рекомендуем сначала подавать защитный газ в сварочную зону, и только затем поджигать дугу. Не стучите концом электрода по металлу. Зажгите дугу отдельно и затем перенесите на область сварки.Как и при любом другом виде сварки, при работе с неплавящимися электродами нужно правильно установить полярность. Можно использовать и прямую, и обратную полярность. Для работы с обратной полярностью массу устанавливают на минусе, а держатель устанавливают на плюсе. В случае с прямой полярностью все устанавливается наоборот. От установленной полярности зависит качество и форма получаемого сварного соединения. Если установить прямую полярность и постоянный ток, то шов получится глубоким и узким. А если изменить настройки и поставить обратную полярность с постоянным током, то шов наоборот получится широким. Учитывайте эту особенность.
Достоинства и недостатки
Неплавящиеся электроды часто становятся темой для обсуждения как среди начинающих, так и среди опытных сварщиков. Это связано с их неоднозначными достоинствами и недостатками, которых практически поровну.
Можно выделить следующие достоинства:
- Металл практически не деформируется при сварке или резке.
- Сварной шов получается качественным и долговечным.
- Работа выполняется быстро и не требует высокой квалификации.
И недостатки:
- Защитный газ охотно выдувается из сварочной зоны, что затрудняет работу на улице или в полуоткрытых цехах.
- Перед сварочными работами нужно тщательно подготовить металл, иначе качество шва будет неудовлетворительным.
- Детали нужно зачищать, если производится розжиг вне сварочной зоны.
Мы считаем, что недостатки таких электродов несущественны.Неплавящиеся электроды для дуговой сварки обязательно нужно испробовать в своей практике, хотя бы для получения нового опыта. Они не потребуют от вас каких-то особенных навыков сварки, нужно лишь тщательно подготовить металл.
Вместо заключения
Вот и все, что вам необходимо знать о тугоплавких стержнях для работы с ними. Если вы давно хотели испробовать неплавящиеся электроды для дуговой сварки, но думали, что они подойдут лишь для работы в условиях масштабного заводского производства, то спешим вас разубедить. Приобретите вольфрамовые электроды отечественных или зарубежных производителей и испробуйте их на практике. Вы можете рассказать о своем опыте сварки в комментариях или просто поделиться этой статьей в социальных сетях. Желаем удачи!
[Всего: 0 Средний: 0/5]Неплавящиеся электроды и другие присадочные металлы: Maine Welding Company
Нерасходуемые электродыПри сварке обычно используются другие присадочные металлы и специальные изделия. К ним относятся неплавящиеся электроды (вольфрам и углерод) и другие материалы, в том числе подкладочные ленты, подкладочные устройства, флюсовые добавки, припои и припои. Другой тип материала, который используется при сварке, – это расходуемые кольца, используемые для сварки корневого прохода трубы.Также существуют манжеты, используемые для приварки шпилек, и направляющие трубки при электрошлаковой сварке расходуемых направляющих. Другие присадочные материалы – это припои и припои.
Типы неплавящихся электродов. Есть два типа неплавких электродов. Угольный электрод представляет собой электрод из неприсадочного металла, используемый при дуговой сварке или резке, состоящий из стержня из углеродного графита, который может быть покрыт или не покрыт медью или другими покрытиями. Вторым неплавящимся электродом является вольфрамовый электрод, определяемый как электрод из неплавящегося металла, используемый при дуговой сварке или резке, в основном изготовленный из вольфрама.
Угольные электроды. Американское сварочное общество не предоставляет спецификации для углеродных электродов, но есть военная спецификация, нет. MIL-E-17777C, озаглавленный «Электроды для резки и сварки углерод-графит без покрытия и с медным покрытием». В данной спецификации представлена система классификации, основанная на трех классах: без покрытия, без покрытия и с медным покрытием. Он предоставляет информацию о диаметре, длине и требованиях к допускам по размеру, обеспечению качества, отбору образцов и различным испытаниям.Применения включают сварку угольной дугой, сварку двойной угольной дугой, резку углем, а также резку и строжку угольной дугой.
Вольфрамовые электроды.
Неплавящиеся электроды для газов: чистый вольфрам, вольфрамсодержащая вольфрамовая дуговая сварка (TIG) состоит из четырех частей тория на 1,0 процента, вольфрама с содержанием тория 2,0 процента и вольфрама с содержанием циркония от 0,3 до 0,5 процента. Они также используются для плазменно-дуговой сварки и сварки на атомарном водороде. Вольфрамовые электроды можно определить по окрашенным концевым меткам: (а) Зеленый – чистый вольфрам.(б) Желтый – 1,0% тория. (c) Красный – 2,0% тория. (d) Коричневый – от 0,3 до 0,5 процента циркония. Электроды из чистого вольфрама (99,5% вольфрама) обычно используются для менее ответственных сварочных операций, чем вольфрам, который легирован. Этот тип электрода имеет относительно низкую пропускную способность по току и низкую стойкость к загрязнениям. Торированные вольфрамовые электроды (1,0 или 2,0 процента тория) превосходят электроды из чистого вольфрама из-за их более высокого выхода электронов, лучшего зажигания дуги и стабильности дуги, высокой допустимой нагрузки по току, более длительного срока службы и большей устойчивости к загрязнениям.Вольфрамовые электроды, содержащие от 0,3 до 0,5 процента циркония, по своим характеристикам обычно находятся между электродами из чистого вольфрама и электродами из торированного вольфрама. Тем не менее, есть некоторые признаки улучшения характеристик некоторых типов сварки с использованием переменного тока. Более точное управление дугой можно получить, если электрод из сплава вольфрама заточить до точки (рис. 8-3). Когда электроды не заземлены, они должны работать при максимальной плотности тока, чтобы получить приемлемую стабильность дуги. Острия вольфрамовых электродов трудно обслуживать, если в качестве источника питания используется стандартное оборудование постоянного тока, а дуга с зажиганием от прикосновения является стандартной практикой.Поддержание формы электрода и уменьшение количества включений вольфрама в сварном шве лучше всего достигается путем наложения высокочастотного тока на обычный сварочный ток. Вольфрамовые электроды, легированные торием, дольше сохраняют форму при пуске от касания. Если не доступен высокочастотный переменный ток, следует использовать пуск от прикосновения с ториевыми электродами. Вылет электрода за пределы газового стакана определяется типом свариваемого соединения. Например, расширение за газовый баллон на 1/8 дюйма.(0,32 см) может использоваться для стыковых соединений из легкого материала, в то время как для некоторых угловых швов может потребоваться удлинение примерно от 1/4 до 1/2 дюйма (от 0,64 до 1,27 см). Вольфрамовый электрод или горелку следует слегка наклонить, а присадочный металл следует добавлять осторожно, чтобы избежать контакта с вольфрамом, чтобы предотвратить загрязнение электрода. В случае загрязнения электрод необходимо снять, переточить и заменить в резаке.Материалы основы. Для сварки все чаще используются подкладочные материалы.Существуют специальные ленты, некоторые из которых содержат небольшое количество флюса, которым можно закрепить корни суставов. Также существуют различные композитные материалы основы для односторонней сварки. Расходные кольца используются для выполнения стыковых швов труб и насосно-компрессорных труб. Это металлические кольца, которые привариваются прихваточным швом к основанию сварного шва и вплавляются в соединение газовой вольфрамовой дугой. Существует три основных типа колец, называемых расходуемыми инертными кольцами, которые доступны для различных анализов металла на основе стандартных спецификаций.
Разница между плавящимся и неплавящимся электродом
Дуговая сварка – это один из типов процесса сварки плавлением, при котором электрическая дуга используется для подачи тепла для плавления прилегающих поверхностей основного металла, а также присадочного металла. Существует несколько процессов дуговой сварки, а именно дуговая сварка защищенным металлом (SMAW), газовая дуговая сварка (GMAW), газовая дуговая сварка вольфрамовым электродом (GTAW), дуговая сварка порошковой проволокой (FCAW), дуговая сварка под флюсом (SAW), электрошлаковая сварка (ESW). ), Дуговой сваркой углеродом (CAW), электрогазовой сваркой (EGW) и т. Д.Независимо от процесса сварки дуга всегда образуется между электродом и проводящими основными металлами. В некоторых процессах дуговой сварки электрод расходуется во время сварки для подачи необходимого присадочного материала; в то время как в других процессах электрод остается неизменным. В зависимости от расхода материала электродов при сварке сварочные электроды можно разделить на плавящиеся и неплавящиеся электроды. Каждый тип электрода имеет уникальные преимущества и ограничения.
Во время дуговой сварки плавящийся электрод плавится из-за дугового нагрева и впоследствии откладывается на сварном шве.Поскольку сам электрод обеспечивает необходимый наполнитель для заполнения корневого зазора между основными компонентами, дополнительный наполнитель не требуется. Очевидно, что расплавленная часть электрода в конечном итоге становится составной частью сварного шва. Из-за постоянного расхода электрода срок его службы невелик. Материал расходуемого электрода следует выбирать в зависимости от материала заготовки, поскольку химическая совместимость очень желательна для образования коалесценции. Процессы дуговой сварки, такие как SMAW, GMAW, SAW, FCAW, ESW и т. Д.использовали расходуемый электрод. С другой стороны, неплавящийся электрод не плавится и не откладывается на сварном шве на любом этапе сварки. Здесь электрод используется только для создания и поддержания электрической дуги. При необходимости присадочный материал необходимо поставлять отдельно. Таким образом, электрод демонстрирует более длительный срок службы. Здесь существует проблема совместимости между присадочным металлом и основным металлом, и, следовательно, электродный материал не зависит от основного металла, который необходимо соединить. Сварка TIG является распространенным примером, в котором используется неплавящийся вольфрамовый электрод.Различные сходства и различия между расходуемым электродом и неплавящимся электродом приведены ниже в виде таблицы.
- Роль электронной эмиссии и образования дуги одинакова как для расходуемых, так и для неплавящихся электродов.
- При использовании как расходуемых, так и неплавящихся электродов, плавящаяся поверхность основных металлов, а также присадочный металл плавятся во время дуговой сварки для образования коалесценции.
- Защитный газ необходим для обоих электродов для защиты горячего сварного шва от нежелательного окисления и загрязнения.Однако источник защитного газа может варьироваться от одного процесса сварки к другому.
| Расходный электрод | Неплавящийся электрод |
|---|---|
| Плавящийся электрод сам плавится во время сварки и впоследствии откладывается на сварном шве. | Неплавящийся электрод не плавится и не откладывается на сварном шве. Остается нетронутым на протяжении всей сварки. |
| Расходный электрод действует как наполнитель и, таким образом, обеспечивает необходимый наполнитель, предназначенный для заполнения корневого зазора. | Неплавящийся электрод не подает наполнитель. Таким образом, наполнитель необходимо поставлять отдельно. |
| После сварки значительная часть электрода становится неотъемлемой частью сварного шва. | После сварки электрод не подвергается воздействию (кроме небольшой эрозии). |
| Этот тип электрода не допускает автогенного режима сварки, поскольку присадочный присадочный материал применяется по своей сути. Его можно использовать как для однородного, так и для неоднородного режима сварки. | Допускает все три режима сварки – автогенную, однородную и неоднородную. |
| Материал электродов должен выбираться на основе исходных материалов, чтобы обеспечить химическую совместимость между ними. | Поскольку неплавящийся электрод не действует как наполнитель, поэтому материал электрода не зависит от свариваемых основных материалов. |
| Поскольку электродный материал расходуется во время сварки, обычно требуется частая замена электрода.Однако частота замены зависит от размера электрода и скорости осаждения наполнителя. | Неплавящийся электрод обеспечивает увеличенный срок службы, поскольку не расходуется во время сварки. Частая замена тоже нежелательна (помогает повысить производительность). |
Процессы дуговой сварки с использованием плавящегося электрода:
| Процессы дуговой сварки с использованием неплавящегося электрода:
|
- Технология производства: литейное производство, формовка и сварка П.Н. Рао (Tata McGraw Hill Education Private Limited).
- Учебник технологии сварки О. П. Ханна (Dhanpat Rai Publications).
Какие бывают типы сварочных электродов?
Сварочные электроды являются одним из наиболее важных элементов оборудования, используемого при сварке, помимо самого сварочного аппарата. Электроды представляют собой кусочки проволоки с покрытием, используемые для облегчения процесса сварки. Важно, чтобы вы понимали различные типы сварочных электродов, поскольку выбор правильного электрода может существенно повлиять на качество сварного шва.
Есть много разных видов сварочных электродов. Выбор электрода определяется несколькими факторами, такими как используемый процесс сварки, используемый основной металл, положение сварки, а также желаемый ток.
Расходуемые электроды фактически расходуются или используются в процессе сварки. Расплавленный электрод становится частью окончательного сварного шва. Как при сварке штучной сваркой (SMAW – дуговая сварка защитным слоем металла), так и при сварке MIG (дуговая сварка металлическим электродом в газовой среде) используются плавящиеся электроды, поскольку они добавляют присадочный металл в соединение.
Нерасходуемые электроды остаются нетронутыми в процессе сварки, поскольку присадочный материал поставляется отдельно. В процессах сварки TIG используются неплавящиеся электроды. Функция неплавящегося электрода заключается в облегчении дуги и ее поддержании. Поскольку электрод не расходуется в процессе, срок службы электрода, очевидно, намного больше, чем у расходуемого электрода.
Расходные материалы – электроды для сварки стержнем (SMAW)Электроды для стержневой сварки покрыты флюсом, который помогает защитить сварной шов от нежелательного загрязнения или окисления.В процессе сварки основной материал и присадочный материал (электрод) взаимодействуют с атмосферой (азотом и кислородом), что создает нежелательные примеси. Эти атмосферные примеси или окисление могут снизить прочность или загрязнить сварной шов.
Флюс создает защитный пузырь над сварочной ванной. Одним из плюсов сварки штучной сваркой является то, что этот защитный флюс – все, что нужно для защиты сварного шва, в отличие от других методов, требующих использования дополнительных газов или другого оборудования.
Флюс также делает его менее чувствительным к ветру, что дает вам больше гибкости в том, где вы можете выполнять свою работу. Однако в процессе сварки флюс на электроде для стержневой сварки превращается в шлак. Этот шлак необходимо удалить после сварки, что увеличивает время, необходимое для очистки.
Существует 3 типа электродов для сварки штангой, которые различаются по покрытию электрода. Каждая категория имеет разные характеристики в отношении замораживания шлака, количества осажденного металла, глубины проплавления, контроля образования луж и стабильности дуги.
- Целлюлозные
- Их иногда называют быстрозамерзающими электродами, поскольку шлак, образующийся при сварке быстро затвердевает
- Покрытие очень тонкое (примерно 12-15% диаметра электродов)
- Идеально для положения сварки, особенно вертикально вверх и вертикально вниз
- Обычные целлюлозные электроды включают E6010, E6011 и E7010
- Рутил – черный или красновато-коричневый минерал, состоящий из диоксида титана
- Предлагает более мягкий дуга и меньшее проникновение, чем у целлюлозных электродов
- Шлак легче контролировать
- Легкость зажигания и повторного зажигания дуги
- Обычные электроды – E6013, E7014
- Порошок железа с низким содержанием водорода, диоксид титана покрытие, карбонат кальция и фторид кальция
- Средняя толщина el эктрод со средней проплавкой и хорошими механическими свойствами
- Относительно быстрое замораживание для обеспечения сварки во всех положениях
- Общие основные электроды включают E7018, который имеет решающее значение при сварке всех конструкций
Электрод MIG – это проволока, которая непрерывно проходит через сварочную горелку и защищена вторичным газом для защиты сварочной ванны.Обычно защитный газ, используемый для сварки MIG, представляет собой смесь аргона или CO2, которая защищает его от загрязнений в атмосфере.
Лучше всего совместить проволоку, которую вы используете в сварочной горелке, с основным металлом, который вы свариваете. Большинство проволочных электродов MIG имеют толщину от 0,023 до 0,045. Чем меньше диаметр проволочного электрода, тем меньше энергии вам потребуется для работы вашего станка. Вот почему может быть лучше, если вы используете сварочный аппарат дома, чтобы использовать более тонкую электродную проволоку.
Вы по-прежнему можете использовать тонкий сварочный электрод MIG и работать с более толстыми металлами, поскольку сама настройка станка определяет толщину свариваемого металла.
Некоторые распространенные примеры сварочных электродов MIG:
- ER70S-6 – используются для углеродистой и низкоуглеродистой сталей
- ER308L и ER308LSi – используются для сварки нержавеющей стали (марки 301,302,304,305 и 308)
- L – используется для сварки нержавеющей стали (марки 309; углеродистая сталь с нержавеющей или низколегированной сталью)
- ER316L и ER316LSi – используется для сварки нержавеющей стали (марки 304,305,308,310,312,314,316,317,321,347 и 348)
- ER4043 – используется для сварки алюминия (марки 2014 г. , 3003,3004,4043,5052,6061,6062, & 6063)
- ER5356 – используется для сварки алюминия (марки 5050,5052,5056,5083,5086,5154,5356,5454, & 5456)
Существует 5 различных типов электродов для сварки TIG.Помните, что электроды для сварки TIG не являются расходными материалами, поэтому они не растворяются в сварочной ванне. Они используются для облегчения дуги, используемой в процессе сварки. При сварке TIG необходимо использовать отдельный присадочный металл.
Поскольку электрод при сварке TIG не расходуется в процессе, необходимо учитывать не только размер электрода, но и параметры мощности сварочного аппарата. Сварочный электрод неправильного размера может выйти из строя и повредить сварной шов, а при слишком высокой мощности будет трудно поддерживать сварной шов.
Возможно, лучше начать с электрода меньшего размера, чтобы дуга могла поддерживаться лучше, что в конечном итоге приводит к лучшему сварному шву.
- Электрод из чистого вольфрама – Электрод TIG зеленого цвета, состоящий из чистого вольфрама или 99,5% вольфрама. Из-за этого он дешевле, чем все другие сварочные электроды TIG, изготовленные из сплавов. Обладает малой допустимой нагрузкой по току. Обычно он обеспечивает высокую стабильность дуги.
- Серый электрод – Электрод с оранжевой кодировкой, содержащий минимум 97.3% вольфрама и 1,8% -2,2% церия. Их можно использовать как при сварке на переменном, так и на постоянном токе, но лучше всего они работают при низком токе постоянного тока.
- Торированный электрод – электрод с красной маркировкой, содержащий минимум 97,3% вольфрама и 1,8% -2,2% тория. Этот электрод имеет более высокую допустимую нагрузку по току, чем церированные электроды, и является предпочтительным из-за их долговечности и простоты использования.
- Электрод с лантаном – Электрод с золотым кодом, который работает очень похоже на торированные электроды.Эти электроды содержат 97,8% вольфрама и 1,3-1,7% лантана.
- Циркониевый электрод – электрод с коричневой кодировкой, содержащий 99,1% вольфрама и 0,15% -0,40% циркония. Эти электроды создают чрезвычайно стабильную дугу и отлично подходят для сварки на переменном токе. Чем выше количество вольфрама, тем лучше будет сварной шов.
Вы всегда должны следовать рекомендациям производителя по настройке частоты и силы тока для материалов, с которыми вы работаете.
Торированные электроды могут излучать излучение, поэтому, если вы работаете с торированными электродами, вам следует надеть респиратор. Серые и лантановые электроды могут дать те же результаты, что и торированные, но без риска радиации.
Сварка использует постоянный или переменный ток. Эти токи относятся к полярности электрического тока, который сварочный аппарат создает и пропускает через электроды.
Постоянный токПод постоянным током понимается поток электричества в постоянном направлении или имеющий напряжение с постоянной полярностью (положительное или отрицательное).Автомобильные аккумуляторы и пульты дистанционного управления используют постоянный ток из-за низкого напряжения.
Отрицательный электрод (DC) обеспечивает более глубокую скорость осаждения, тогда как положительный электрод (DC) обеспечивает более глубокое проникновение.
DC обычно используется в процессах сварки штангой. Он также используется для сварки более тонких материалов, но может использоваться в некоторых случаях сварки TIG. Постоянный ток не рекомендуется для сварки алюминия, так как он не выделяет достаточно тепла для сварки металла.
Переменный токПеременный ток переключается вперед и назад, меняя полярность 120 раз в секунду.Переменный ток помогает передавать электричество на большие расстояния. Обычно он используется в высоковольтных устройствах, например, в бытовой технике.
Алюминий можно сваривать TIG на переменном токе из-за выделяемого тепла. Он также используется при сварке материалов в магнитном поле.
Существуют различные ситуации, в которых наилучшим выбором будет переменный или постоянный ток. Имейте в виду, что вы должны оценить ток, полярность, а также электрод.
Таким образом, существует множество различных типов электродов.Какой из них использовать, зависит от многих факторов, таких как используемый процесс сварки, тип свариваемого основного металла, сила тока, полярность и положение сварки, и это лишь некоторые из них.
При выборе электрода всегда следует проверять рекомендации производителя.
Типы и принципы дуговой сварки | Дуговая сварка | Основы автоматизированной сварки
На этой странице описаны различные типы дуговой сварки, грубо разделенные на типы неплавящегося электрода и плавящегося электрода, а также принципы генерации дуги и сварки.
Обязательно к прочтению всем, кто занимается сваркой! Это руководство включает в себя базовые знания о сварке, такие как типы и механизмы сварки, а также подробные знания, касающиеся автоматизации сварки и устранения неисправностей. Скачать Дуговая сварка – это разновидность сварки плавлением, которая широко используется в различных областях промышленности.
Существует множество разновидностей дуговой сварки, которые выбираются в зависимости от характеристик материала, механизма оборудования и используемого газа.Дуговая сварка в среде защитного газа, в которой используется защитный газ для защиты сварного шва от атмосферы, такая как сварка TIG, сварка MIG и сварка MAG, широко используется благодаря простоте автоматизации.
Дуговая сварка, включая дуговую сварку в среде защитных газов, в общих чертах подразделяется на два типа: тип плавящегося (плавкого) электрода и тип неплавкого (неплавкого) электрода в зависимости от того, плавится ли сварочный пруток / проволока в процессе или нет.
| Расход электродов | Метод сварки |
|---|---|
| Неплавкий (неплавкий) электрод типа |
|
| Плавкий электрод типа |
|
Приведенные выше классификации являются лишь примером.Существуют различные способы классификации типов, и некоторые из них могут отличаться от приведенной выше таблицы.
В дуговой сварке используется электрическое явление, называемое дуговым разрядом. Дуговый разряд – это явление электрического разряда газа и относится к току, выделяющемуся в воздухе. Когда напряжение, прикладываемое к двум пространственно разнесенным электродам, постепенно увеличивается, воздушная изоляция в конечном итоге разрывается, и между электродами течет ток, излучая одновременно яркий свет и высокую температуру. Образующийся дугообразный свет называется электрической дугой или дугой.Дуговая сварка – это сварка с использованием тепла дуги в качестве источника тепла.
При дуговой сварке на электрод (сварочный стержень / проволоку) подается положительное напряжение, а на основной материал – отрицательное напряжение. Это приводит к возникновению дуги от основного материала к электроду.
Выходной ток дуги составляет примерно от 5 до 1000 А, а выходное напряжение составляет примерно от 8 до 40 В. Температура дуги составляет примерно от 5000 до 20 000 ° C. Температура плавления железа около 1500 ° C. Следовательно, основной материал и электрод нагреваются до высокой температуры и сплавляются вместе.
Дом
Что такое дуговая сварка? Определения и процессы дуговой сварки
Определение и типы процессов дуговой сварки
Дуговая сварка – это один из многих процессов сварки плавлением, используемых для соединения металлов. Он использует электрическую дугу для создания сильного тепла для плавления и соединения металлов. Источник питания генерирует электрическую дугу между расходуемым или неплавящимся электродом и основным металлом. Сварщики могут использовать как постоянный ток (DC), так и переменный ток (AC).
Как это работает?
Дуговая сварка работает с использованием электрической дуги от источника переменного или постоянного тока для генерирования ошеломляющего тепла около 6500 градусов по Фаренгейту на конце, для плавления основных металлов и для создания лужи расплавленного металла и соединения двух частей.
Дуга образуется между заготовкой и электродом, который перемещается вдоль линии соединения механически или вручную. Электродом может быть стержень, по которому ток проходит между наконечником и заготовкой, или стержень или проволока, которые проводят ток, а также плавятся и подают присадочный металл в соединение.
Металл имеет тенденцию вступать в химическую реакцию с элементами воздуха, такими как кислород и азот, при нагревании дугой до экстремальных температур. Это приводит к образованию оксидов и нитридов, которые снижают прочность сварного шва.Следовательно, необходимо использовать защитный газ, шлак или пар, чтобы уменьшить контакт расплавленного металла с воздухом. После охлаждения детали расплавленный металл может затвердеть, образуя металлургическую связь.
Какие бывают типы дуговой сварки?
Дуговую сварку можно разделить на две разные формы:
Методы расходных электродов
Газовая сварка с металлическими вставками (MIG) и сварка металлов в активном газе (MAG)
Этот вид дуговой сварки также известен как газовая дуговая сварка (GMAW).MIG использует защитный газ, такой как аргон, диоксид углерода или гелий, для защиты основных металлов от разрушения в результате загрязнения.
Дуговая сварка защищенного металла (SMAW)
Этот вид сварки также известен как сварка штучной сваркой или ручная дуговая сварка металлическим электродом. В этом процессе дуга помещается между металлическим стержнем, покрытым электродным флюсом, и рабочим сегментом, чтобы расплавить его и сформировать сварочную ванну. Флюсовое покрытие электрода на металлическом стержне расплавляется с образованием газа, который защищает сварочную ванну от воздуха.В этом процессе не используется давление, а присадочный металл формируется электродом. Этот процесс лучше всего подходит для черных металлов, потому что их можно сваривать в любом положении. Черные металлы – это сплавы, состоящие в основном из железа и углерода.
Дуговая сварка порошковой проволокой (FCAW)
Этот вид сварки может использоваться вместо SMAW. FCAW использует газ, образованный флюсом, для защиты заготовки от загрязнения. Это позволяет оператору выполнять сварку на открытом воздухе даже в ветреную погоду.Он работает за счет использования постоянно подаваемого расходуемого порошкового электрода и источника постоянного напряжения для создания постоянной длины дуги. Этот вид сварки отлично подходит для общего ремонта и судостроения, поскольку хорошо подходит для более толстых швов.
Дуговая сварка под флюсом (SAW)
SAW включает образование дуги между постоянно подаваемым расходуемым электродом или проволокой и заготовкой. Этот процесс создает покрытие из плавкого флюса, который создает защитный газ для защиты рабочей зоны.Процесс становится проводящим при литье и создает путь тока между электродом и заготовкой. Поток великолепен, потому что он предотвращает разбрызгивание и искры, одновременно подавляя пары и ультрафиолетовое излучение.
Электрошлаковая сварка (ESW)
ESW – это процесс сварки, в котором используется тепло, выделяемое электрическим током, протекающим между плавящимся электродом и заготовкой. При этом образуется расплавленный шлак, который покрывает поверхность сварного шва. Сопротивление расплавленного шлака прохождению электрического тока создает тепло для плавления проволоки и краев пластины.Металл затвердевает при попадании на него воды. Это вертикальный процесс, который используется для сварки толстых листов толщиной более 25 мм за один проход.
Дуговая сварка шпилек (SW)
SW соединяет металлическую шпильку, такую как гайка или крепеж, с металлической заготовкой, нагревая обе части электрической дугой.
Методы использования неизрасходованных электродов
Сварка вольфрамовым электродом в среде инертного газа (TIG)
Этот процесс также называется дуговой сваркой вольфрамовым электродом (GTAW). TIG использует неплавящийся вольфрамовый электрод для генерации электрической дуги.Дуга также действует как газовая защита для защиты сварного шва от воздуха, который может вызвать окисление. Это излюбленный метод сварки алюминия.
Плазменная дуговая сварка (PAW)
В этом методе используется электрическая дуга между неплавящимся электродом и основным металлом. Электрод помещается в горелку, и плазмообразующий газ отделяется от защитного газа, в результате чего получаются узкие и глубокие сварные швы.
Где это используется?
Дуговая сварка широко применяется для соединения материалов во многих отраслях промышленности.
В авиационно-космической промышленности дуговая сварка используется для изготовления и ремонта самолетов, стыковки листов и для точных работ. В автомобильной промышленности дуговая сварка используется для соединения выхлопных систем и гидравлических линий. Дуговая сварка может обеспечить чрезвычайно прочное соединение даже между тонкими металлами.
В строительной отрасли дуговая сварка используется для обеспечения прочных и устойчивых соединений внутри зданий, мостов и других объектов инфраструктуры. Другими отраслями, в которых используется дуговая сварка, являются нефтегазовая промышленность и электроэнергетика.
Типы штанг
В дуговой сварке используется широкий спектр стержней, которые имеют различные сильные и слабые стороны и возможности использования. Все эти факторы влияют на качество сварного шва. Стержень прикреплен к сварочному аппарату, и через него проходит ток для соединения деталей. Стержень может либо плавиться, чтобы стать частью сварного шва, известного как расходуемые электроды, либо не плавиться, так называемые неплавящиеся электроды.
Обычно используются стержни с покрытием. Реже можно использовать стержни без покрытия, но они создают больше брызг и затрудняют управление дугой.Стержни с покрытием лучше уменьшают загрязнение оксидов и серы из-за выделяемых ими химикатов. Покрытие стержня может быть целлюлозным, минеральным или их смесью. Не имеет значения, покрыт ли стержень или нет, пользователь должен выбрать правильный стержень для своей заготовки, чтобы создать прочные, незагрязненные сварные швы.
Преимущества дуговой сварки
Дуговая сварка имеет множество преимуществ по сравнению с другими видами сварки. К этим преимуществам относятся:
- Низкая стоимость. Это доступная техника, поскольку стоимость оборудования невысока. Также требуется меньше оборудования из-за отсутствия газа.
- Переносимость. Материалы в этой технике легко транспортировать.
- Используется для обработки нечистых металлов . Дуговая сварка может выполняться на загрязненных металлах.
- Работа в любых условиях. Во многих дуговых процессах используется защитный газ, поэтому работу можно выполнять только в одном месте. При дуговой сварке нет необходимости в защитном газе, поэтому работа может выполняться независимо от погодных условий.
Недостатки дуговой сварки
Хотя дуговая сварка дает много преимуществ, у нее есть и недостатки. К этим недостаткам можно отнести:
- Стоимость. Хотя стоимость считается преимуществом, это также является недостатком, поскольку при этом образуется больше металлических отходов , чем при использовании других методов, что приводит к более высокой стоимости проекта.
- Требуется высокий уровень квалификации и подготовки. Не все операторы имеют высокий уровень подготовки и навыков.
- Тонкий металл. Дуговая сварка не подходит для некоторых тонких металлов.
Дуговые сварочные аппараты | Краткое описание процесса сварки
Дуговая сварка металлическим газом
Дуговая сварка – это тип сварки, при котором используется источник сварочного тока для создания электрической дуги между электродом и основным материалом для плавления металлов в точке сварки. Они могут использовать как постоянный (DC), так и переменный (AC) ток, а также расходуемые или неплавящиеся электроды.Область сварки обычно защищена каким-либо защитным газом, паром и / или шлаком.
Для обеспечения электрической энергией, необходимой для процессов дуговой сварки, можно использовать несколько различных источников питания. Наиболее распространенная классификация – это источники питания постоянного тока и источники питания постоянного напряжения. При дуговой сварке напряжение напрямую связано с длиной дуги, а сила тока связана с количеством подводимого тепла. Источники питания постоянного тока чаще всего используются для ручных сварочных процессов, таких как дуговая сварка вольфрамовым электродом и дуговая сварка в среде защитного металла, поскольку они поддерживают относительно постоянный ток даже при изменении напряжения.Это важно, потому что при ручной сварке может быть трудно удерживать электрод идеально устойчивым, и в результате длина дуги и, следовательно, напряжение имеют тенденцию колебаться. Источники питания с постоянным напряжением поддерживают постоянное напряжение и изменяют ток, и, как следствие, чаще всего используются для автоматизированных сварочных процессов, таких как дуговая сварка в газовой среде, дуговая сварка с флюсовой сердцевиной и дуговая сварка под флюсом. В этих процессах длина дуги поддерживается постоянной, так как любые колебания расстояния между проводом и основным материалом быстро устраняются за счет большого изменения тока.Например, если проволока и основной материал подойдут слишком близко, ток будет быстро увеличиваться, что, в свою очередь, приведет к увеличению тепла и расплавлению кончика проволоки, возвращая его на исходное расстояние разделения.
Направление тока, используемого при дуговой сварке, также играет важную роль при сварке. В процессах с плавящимся электродом, таких как дуговая сварка в защитном металлическом корпусе и газовая дуговая сварка, обычно используется постоянный ток, но электрод может заряжаться как положительно, так и отрицательно.При сварке положительно заряженный анод будет иметь большую концентрацию тепла, и в результате изменение полярности электрода влияет на свойства сварного шва. Если электрод заряжен положительно, он будет плавиться быстрее, увеличивая проплавление и скорость сварки. В качестве альтернативы, отрицательно заряженный электрод приводит к более мелким сварным швам. В процессах с использованием неплавких электродов, таких как сварка газовой вольфрамовой дугой, можно использовать как постоянный ток (DC), так и переменный ток (AC).Однако при постоянном токе, поскольку электрод создает только дугу и не обеспечивает присадочный материал, положительно заряженный электрод вызывает неглубокие сварные швы, а отрицательно заряженный электрод – более глубокие сварные швы. Между этими двумя быстро перемещается переменный ток, что приводит к сварным швам со средним проплавлением. Один из недостатков переменного тока, тот факт, что дуга должна повторно зажигаться после каждого перехода через нуль, был устранен с помощью изобретения специальных блоков питания, которые создают прямоугольную диаграмму направленности вместо нормальной синусоидальной волны, устраняя время низкого напряжения после нулевые переходы и минимизация последствий проблемы.
Lincoln Electric и ESAB – лишь 2 из многих производителей оборудования для дуговой сварки.
Методы расходных электродов
Одним из наиболее распространенных типов дуговой сварки является дуговая сварка в защитном металлическом корпусе (SMAW), также известная как ручная дуговая сварка металлическим электродом (MMAW) или сварка стержнем. Электрический ток используется для зажигания дуги между основным материалом и расходуемым электродным стержнем или «стержнем». Стержень электрода изготовлен из материала, совместимого с основным свариваемым материалом, и покрыт флюсом, который выделяет пары, которые служат в качестве защитного газа и образуют слой шлака, которые защищают зону сварки от атмосферного загрязнения. .Сам сердечник электрода действует как присадочный материал, поэтому необходимость в отдельном наполнителе отпадает. Этот процесс очень универсален, требует небольшого обучения операторов и недорогого оборудования. Однако время сварки довольно велико, поскольку расходные электроды необходимо часто заменять, а шлак, остатки флюса, необходимо удалять после сварки. Кроме того, процесс обычно ограничивается сваркой черных металлов, хотя специальные электроды сделали возможной сварку чугуна, никеля, алюминия, меди и других металлов.Универсальность метода делает его популярным в целом ряде приложений, включая ремонтные работы и строительство.
Газовая дуговая сварка металлическим электродом (GMAW), обычно называемая MIG (Metal Inert Gas), представляет собой полуавтоматический или автоматический процесс сварки, при котором непрерывно подаваемая расходная проволока действует как электрод и присадочный металл, наряду с инертной или полуинертной защитой. газ обтекал проволоку, чтобы защитить место сварки от загрязнения. Источник постоянного напряжения постоянного тока чаще всего используется с GMAW, но также используется постоянный переменный ток.При непрерывной подаче присадочных электродов GMAW обеспечивает относительно высокие скорости сварки, однако более сложное оборудование снижает удобство и универсальность по сравнению с процессом SMAW. Первоначально разработанный для сварки алюминия и других цветных металлов в 1940-х годах, GMAW вскоре стал экономично применяться для стали. Сегодня GMAW широко используется в таких отраслях, как автомобильная промышленность, благодаря своему качеству, универсальности и скорости. Из-за необходимости поддерживать стабильную оболочку из защитного газа вокруг места сварки, может быть проблематично использовать процесс GMAW в областях с сильным движением воздуха, например на открытом воздухе.
Дуговая сварка порошковой проволокой (FCAW) – это разновидность метода GMAW. Проволока FCAW на самом деле представляет собой тонкую металлическую трубку, заполненную порошкообразным флюсом. Иногда используется защитный газ, подаваемый извне, но часто сам флюс используется для создания необходимой защиты от атмосферы. Этот процесс широко используется в строительстве из-за высокой скорости сварки и портативности.
Сварка под флюсом (SAW) – это высокопроизводительный сварочный процесс, при котором дуга зажигается под покровным слоем гранулированного флюса.Это повышает качество дуги, поскольку загрязняющие вещества в атмосфере блокируются флюсом. Шлак, образующийся на сварном шве, обычно снимается сам по себе, и в сочетании с использованием непрерывной подачи проволоки скорость наплавки высока. Рабочие условия значительно улучшаются по сравнению с другими процессами дуговой сварки, поскольку флюс скрывает дугу и не образуется дыма. Этот процесс обычно используется в промышленности, особенно для крупногабаритных изделий. [9] Поскольку дуга не видна, она обычно автоматизирована. Пила возможна только в положениях 1F (плоская кромка), 2F (горизонтальная кромка) и 1G (плоская канавка).
Методы использования неплавящихся электродов
Газовая вольфрамовая дуговая сварка (GTAW) или сварка TIG (вольфрам в инертном газе) – это процесс ручной сварки, в котором используется неплавящийся электрод из вольфрама, смеси инертного или полуинертного газа и отдельного присадочного материала. Этот метод, особенно полезный для сварки тонких материалов, характеризуется стабильной дугой и высококачественными сварными швами, но требует значительных навыков оператора и может выполняться только на относительно низких скоростях. Его можно использовать практически для всех свариваемых металлов, хотя чаще всего применяется для нержавеющей стали и легких металлов.Его часто используют, когда качество сварных швов чрезвычайно важно, например, в велосипедах, самолетах и на море. В родственном процессе, плазменной сварке, также используется вольфрамовый электрод, но для создания дуги используется плазменный газ. Дуга более концентрированная, чем дуга GTAW, что делает поперечный контроль более критичным и, таким образом, в целом ограничивает технику механизированным процессом. Благодаря стабильному току этот метод может использоваться для материалов с более широким диапазоном толщины, чем процесс GTAW, и работает намного быстрее.Его можно применять ко всем тем же материалам, что и GTAW, за исключением магния; Автоматическая сварка нержавеющей стали – одно из важных применений этого процесса. Разновидностью процесса является плазменная резка, эффективный процесс резки стали.
Другие процессы дуговой сварки включают атомно-водородную сварку, углеродную дуговую сварку, электрошлаковую сварку, электрогазовую сварку и дуговую сварку шпилек.
Проблемы с коррозией
Некоторые материалы, особенно высокопрочные стали, алюминий и титановые сплавы, подвержены водородной хрупкости.Если электроды, используемые для сварки, содержат следы влаги, вода разлагается под действием тепла дуги, и выделяющийся водород попадает в решетку материала, вызывая его хрупкость. Электроды для таких материалов со специальным маловодородным покрытием поставляются в герметичной влагозащищенной упаковке. Новые электроды можно использовать прямо из банки, но при подозрении на поглощение влаги их необходимо высушить путем запекания (обычно при температуре от 800 до 1000 ° F (425–550 ° C)) в сушильном шкафу.Используемый флюс также должен быть сухим.
Некоторые аустенитные нержавеющие стали и сплавы на основе никеля склонны к межкристаллитной коррозии. При воздействии температур около 700 ° C (1300 ° F) в течение слишком длительного времени хром вступает в реакцию с углеродом в материале, образуя карбид хрома и истощая края кристаллов хрома, ухудшая их коррозионную стойкость в процессе, называемом сенсибилизацией. Такая сенсибилизированная сталь подвергается коррозии в областях вблизи сварных швов, где температура и время были благоприятными для образования карбида.Этот вид коррозии часто называют распадом сварного шва.
Knifeline attack (KLA) – еще один вид коррозии сварных швов, поражающих стали, стабилизированные ниобием. Карбид ниобия и ниобия растворяется в стали при очень высоких температурах. При некоторых режимах охлаждения карбид ниобия не осаждается, и тогда сталь ведет себя как нестабилизированная сталь, вместо этого образуя карбид хрома. Это влияет только на тонкую зону шириной несколько миллиметров в непосредственной близости от сварного шва, что затрудняет обнаружение и увеличивает скорость коррозии.Конструкции из таких сталей должны быть полностью нагреты до примерно 1950 ° F (1070 ° C), когда карбид хрома растворяется и образуется карбид ниобия. Скорость охлаждения после такой обработки значения не имеет.
Присадочный металл (материал электродов), неправильно подобранный для условий окружающей среды, также может сделать их чувствительными к коррозии. Также возникают проблемы гальванической коррозии, если состав электрода достаточно отличается от свариваемых материалов или сами материалы не похожи друг на друга.Даже между разными марками нержавеющих сталей на основе никеля коррозия сварных соединений может быть серьезной, несмотря на то, что они редко подвергаются гальванической коррозии при механическом соединении.
История
Основные статьи: Кузнечная сварка, Контактная сварка, Кислородная сварка и дуговая сварка вольфрамовым газом
Хотя примеры кузнечной сварки восходят к бронзовому и железному векам, дуговая сварка стала применяться гораздо позже. В 1802 году Василий Петров открыл непрерывную электрическую дугу и впоследствии предложил ее возможные практические применения, в том числе сварку.Французский изобретатель электротехники Огюст де Меритен создал первую угольную дуговую горелку, запатентованную в 1881 году, которая успешно использовалась для сварки свинца при производстве свинцово-кислотных аккумуляторов. В 1881–1882 годах русский изобретатель Николай Бернардос создал метод электродуговой сварки стали, известный как углеродная дуговая сварка, с использованием углеродных электродов. Достижения в области дуговой сварки продолжились с изобретением металлических электродов в конце 19 века русским Николаем Славяновым (1888 г.) и американцем К.Л. Гроб. Примерно в 1900 году А. П. Штроменгер выпустил в Великобритании металлический электрод с покрытием, который давал более стабильную дугу. В 1905 году русский ученый Владимир Миткевич предложил использовать для сварки трехфазную электрическую дугу. В 1919 году сварка на переменном токе была изобретена К.Дж. Холслагом, но не стала популярной в течение следующего десятилетия.
За это время также были разработаны конкурирующие сварочные процессы, такие как контактная сварка и кислородная сварка; но оба, особенно последняя, столкнулись с жесткой конкуренцией со стороны дуговой сварки, особенно после нанесения на электрод металлического покрытия (известного как флюс) для стабилизации дуги и защитить основной материал от примесей, разработка продолжается.
Во время Первой мировой войны в кораблестроении Великобритании начали использовать сварку вместо клепанных стальных листов. Американцы также стали более восприимчивыми к новой технологии, когда процесс позволил им быстро отремонтировать свои корабли после нападения Германии в гавани Нью-Йорка в начале войны. Впервые дуговая сварка была применена к самолетам во время войны, и фюзеляжи некоторых немецких самолетов были построены с использованием этого процесса. В 1919 году британский судостроитель Каммелл Лэрд начал строительство торгового судна Fullagar с цельносварным корпусом; она была спущена на воду в 1921 году.
В 1920-е годы в технологии сварки были достигнуты большие успехи, включая введение в 1920 году автоматической сварки, при которой электродная проволока подавалась непрерывно. Защитный газ стал предметом пристального внимания, поскольку ученые пытались защитить сварные швы от воздействия кислорода и азота в атмосфере. Пористость и хрупкость были основными проблемами, и разработанные решения включали использование водорода, аргона и гелия в качестве сварочной атмосферы. В течение следующего десятилетия дальнейшие успехи позволили сварку химически активных металлов, таких как алюминий и магний.Это, в сочетании с разработками в области автоматической сварки, переменного тока и флюсов, привело к значительному развитию дуговой сварки в 1930-х годах, а затем во время Второй мировой войны.
В середине века было изобретено много новых методов сварки. Сварка под флюсом была изобретена в 1930 году и продолжает оставаться популярной сегодня. В 1932 году россиянин Константин Хренов успешно осуществил первую подводную электродуговую сварку. Газовая вольфрамовая дуговая сварка после десятилетий развития была окончательно доведена до совершенства в 1941 году, а в 1948 году последовала газовая дуговая сварка металлическим электродом, позволившая быстро сваривать цветные материалы, но требуя дорогостоящих защитных газов.С использованием расходуемого электрода и атмосферы двуокиси углерода в качестве защитного газа он быстро стал самым популярным процессом дуговой сварки металла. В 1957 году дебютировал процесс дуговой сварки порошковой проволокой, в котором самозащитный проволочный электрод можно было использовать с автоматическим оборудованием, что привело к значительному увеличению скорости сварки. В том же году была изобретена плазменная сварка. Электрошлаковая сварка была выпущена в 1958 году, а в 1961 году последовала ее родственница – электрогазовая сварка.
Хотите поговорить с нашей командой?
Может быть, вы не уверены, какой сварочный аппарат вам подходит? Наши специалисты по продажам будут рады обсудить ваши требования к сварке.
Обладая обширными знаниями обо ВСЕХ марках и моделях, они могут предложить наиболее подходящую машину для вашего применения и бюджета.
В период с понедельника по пятницу в течение рабочего дня с 8:00 до 17:00 по Гринвичу мы постараемся ответить на ваш запрос в течение 2 часов с момента получения вашего электронного письма.
Что такое дуговая сварка и ее виды? | Дуговая сварка
Что такое дуговая сварка?Дуговая сварка – это тип процесса сварки, в котором используется электрическая дуга для создания тепла для плавления и соединения металлов.Источник питания создает электрическую дугу между расходуемым или неплавящимся электродом и основным материалом, используя либо постоянный (DC), либо переменный (AC) ток.
С другой стороны, дуговая сварка – это процесс сварки, при котором металл соединяется с металлом с использованием электричества для выработки тепла, достаточного для плавления металла, а расплавленные металлы при охлаждении приводят к связыванию металлов. В этом типе сварки используется источник сварочного тока для создания дуги между металлической палкой («электродом») и основным материалом для плавления металлов в точке контакта.
В аппаратах для дуговой сварки можно использовать как постоянный, так и переменный ток, а также плавящиеся или неплавящиеся электроды. Зона сварки обычно защищена каким-либо защитным газом, паром или шлаком. Процессы дуговой сварки могут быть ручными, полуавтоматическими или полностью автоматическими.
Дуговая сварка, впервые разработанная в конце 19 века, стала коммерчески важной в судостроении во время Второй мировой войны. Сегодня это остается важным процессом производства стальных конструкций и транспортных средств.
Как это работает?Дуговая сварка – это процесс сварки плавлением для соединения металлов. Электрическая дуга от источника переменного или постоянного тока создает интенсивное тепло около 6500 ° F, которое плавит металл в месте соединения двух деталей.
Дуга может быть направлена вручную или механически вдоль линии соединения, в то время как электрод либо просто проводит ток, либо проводит ток и в то же время плавится в сварочной ванне, добавляя присадочный металл в соединение.
Поскольку металлы химически реагируют с кислородом и азотом в воздухе, когда они нагреваются до высоких температур дугой, для сведения к минимуму контакта расплавленного металла с воздухом используется защитный газ или шлак. После охлаждения расплавленные металлы затвердевают с образованием металлургической связи. Дуговая сварка
Типы дуговой сваркиДуговую сварку можно разделить на два разных типа;
- Методы плавления электродов
- Дуговая сварка защищенным металлом.
- Электрогазовая дуговая сварка (EGW)
- Методы неплавящегося электрода
Методы плавящегося электрода:
Дуговая сварка в экранированном металле (SMAW)SMAW – один из самых простых, старейших, и наиболее гибкие методы дуговой сварки, что делает ее очень популярной. Дуга возникает, когда наконечник электрода с покрытием контактирует с областью сварного шва, а затем отводится для поддержания дуги. Тепло плавит наконечник, покрытие и металл, создавая сварной шов после затвердевания сплава.Этот метод обычно используется в трубопроводных работах, судостроении и строительстве.
Газовая дуговая сварка металлическим электродом (GMAW)Сварка GMAW или MIG защищает дугу с помощью газа, такого как аргон или гелий, или газовой смеси. Электроды имеют раскислители, предотвращающие окисление, поэтому вы можете сваривать несколько слоев. Этот метод имеет ряд преимуществ: универсальность, экономичность, простота, низкие температуры и простота автоматизации. Это популярный способ сварки тонких листов и профилей.
Сварка металлов в инертном газе (MIG) и сварка металлов в активном газе (MAG)Также известная как газовая дуговая сварка (GMAW), использует защитный газ для защиты основных металлов от загрязнения.
Сварка под флюсом (SAW)SAW работает с гранулированным флюсом, который при сварке образует толстый слой, который полностью покрывает расплавленный металл и предотвращает образование искр и брызг. Этот метод позволяет теплу проникать глубже, поскольку действует как теплоизолятор.SAW подходит для высокоскоростной сварки листового металла или стальных листов. Он может быть полуавтоматическим или автоматическим. Однако это ограничивается горизонтальными сварными швами.
Электрошлаковая сварка (ESW)Вертикальный процесс сварки толстых листов (более 25 мм) за один проход. ESW основывается на зажигании электрической дуги перед добавлением флюса для гашения дуги. Флюс плавится, когда расходный материал проволоки подается в ванну расплава, образуя расплавленный шлак на ванне. Тепло для плавления проволоки и кромок пластины создается сопротивлением расплавленного шлака прохождению электрического тока.Две медные башмаки с водяным охлаждением следят за ходом процесса и предотвращают стекание расплавленного шлака.
Дуговая сварка порошковой проволокой (FCAW)В этом типе дуговой сварки используются трубчатые электроды, заполненные флюсом. В то время как эмиссионные потоки защищают дугу от воздуха, для неэмиссионных потоков могут потребоваться защитные газы. Он идеально подходит для сварки плотных секций толщиной в дюйм и более, поскольку FCAW имеет более высокую скорость осаждения металла шва.
Методы неплавящегося электрода:
Дуговая сварка вольфрамовым электродом (GTAW) / сварка вольфрамовым электродом в среде инертного газа (TIG)GTAW или TIG часто считаются наиболее сложными.Вольфрамовые электроды создают дугу. Для защиты экрана используются инертные газы, такие как аргон, гелий или их смесь. При необходимости к присадочной проволоке добавляют расплавленный материал. Этот метод намного «чище», так как не создает шлаков. Поэтому он идеально подходит для сварочных работ, где важен внешний вид, а также для тонких материалов.
Плазменно-дуговая сварка (PAW)Подобно TIG, PAW использует дугу между неплавящимся электродом и анодом, расположенным внутри корпуса горелки.Электрическая дуга используется для ионизации газа в горелке и создания плазмы, которая затем проталкивается через мелкое отверстие в аноде, чтобы достичь опорной плиты. Таким образом плазма отделяется от защитного газа.
Применение дуговой сварки- Судостроение
- Автомобильная промышленность
- Строительная промышленность
- Машиностроение
- Высокая скорость сварки
- Производит очень меньше искажений
- Меньше дыма или Вовлечены искры
- Достигнута гладкая сварка
- Может выполняться в любой атмосфере
- Низкая стоимость
- Хорошая ударная вязкость
- Повышенная коррозионная стойкость
- Не подходит для сварки тонких материалов металлы
- Требуются квалифицированные сварщики
- Нельзя использовать для химически активных металлов, таких как алюминий или титан.
Часто задаваемые вопросы
Что такое дуговая сварка?Дуговая сварка – это тип процесса сварки, в котором используется электрическая дуга для создания тепла для плавления и соединения металлов.Источник питания создает электрическую дугу между расходуемым или неплавящимся электродом и основным материалом, используя либо постоянный (DC), либо переменный (AC) ток.
Какие бывают виды дуговой сварки? Дуговую сварку можно разделить на два разных типа;
1. Методы плавления электродов
1.1 Дуговая сварка защищенным металлом.
1.2 Сварка МАГ.
1.3 Сварка МИГ.
1.4 Электрогазовая дуговая сварка (EGW)
2.