технология работы, оборудование, виды резаков и техника безопасности
Газовая сварка — это работа, в которой при помощи высокой температуры изделие нагревается и расплавляется до мягкого состояния. Такой вид сварки часто применяется для конструкций из тонкой углеродистой стали, для ремонта чугунной продукции, а также для заварки повреждённых деталей из чёрных или цветных металлов.
- Особенности газовой сварки
- Технология и способы газовой сварки
- Необходимое оборудование
- Виды редукторов
- Газовые резаки
- Этапы сварки труб
- Техника безопасности
Особенности газовой сварки
Газы, которые отлично горят в воздухе и при этом не достигают высокой температуры: ацетилен; метан; пропан; водород; пары бензина.
Чтобы они сгорели, понадобится кислородная струя. Сварка чаще всего проводится на основе ацетилена, который вырабатывается при реакции карбида кальция и воды. Горение происходит при температуре от 3200 до 3400 градусов Цельсия.
- доступность;
- ненужность наличия электричества;
- простоту сварочного оборудования.
Однако, процесс такой работы нельзя назвать высокопроизводительным, так как всё выполняется вручную. А эксплуатационные и механические свойства готового изделия не всегда соответствуют высокому качеству.
При работе сварочного аппарата, кислород подаётся из специального кислородного баллона, который по ГОСТу окрашивается в голубой или синий цвет. Чтобы обеспечить беспрерывный процесс, кислород должен подаваться на горелку при слабом давлении, равномерно.
Для таких целей баллоны комплектуются редукторами, которые контролируют и регулируют подачу кислорода. К горелке подводятся шланги — кислородный и ацетиленовый. Кислород подают по центральному каналу: струя разряжается, засасывает ацетилен, который поступает под небольшим давлением в горелку. В камере газы перемешиваются и выходят из наконечника наружу.
Технология и способы газовой сварки
Чтобы выполнить сварку и получить качественное соединение, надо уделить особое внимание подготовке кромок шва, способу соединения, выбору горелки (её мощность должна совпадать с параметрами свариваемого металла).
А также требуется металлической щёткой тщательно почистить края, подлежащие свариванию, чтобы не было загрязнений, окалины, шлака. Ещё произвести прихватку кромок для предотвращения деформации металла. Существует несколько способов сварки.
Левая (наиболее применяемая). Нужна для работы с легкоплавкими, тонкими конструкциями. Горелку двигают справа налево, впереди пламени проводят присадочную проволоку и направляют на несваренный отрезок шва. Правая характерна тем, что горелку введут слева направо и за горелкой двигают присадочную проволоку.
Жар пламени почти не рассеивается и угол открытия шва составляет 60-70 градусов. Считается целесообразней использовать правую при соединении металла толщиной свыше 3 мм и с высокой теплопроводностью. Советуют пользоваться присадочной проволокой с диаметром в половину толщины свариваемого полотна.
Советуют пользоваться присадочной проволокой с диаметром в половину толщины свариваемого полотна.
Сквозной валик. Листы крепятся вертикально зазору, который равен ½ толщины листа. При помощи горелки оплавляется кромка так, чтобы получилось круглое отверстие. Затем его со всех сторон расплавляют, пока не сварится шов.
Сварка ванночками подходит для крепления углов и стыков металла, толщина которых не превышает 3 мм. В образовавшуюся ванночку на шве вводится конец присадочной проволоки. Её слегка расплавляют и перемещают на другой отрезок шва. Такой вид сваривания подходит для тонких листов и труб из стали (низколегированной и малоуглеродистой) и даёт шов отличного качества.
Многослойная сварка: небольшая зона нагрева; нижележащие слои обжигаются при наплавке следующих; можно проковать любой шов перед следующим слоем.
Это повысит качество шва, но будет небольшая производительность: большой расход газа, в сравнении с однослойной сваркой, и применяется только при необходимости изготовления качественных изделий.
При работе горизонтальным швом пользуются правым способом. Это помогает легко его сформировать, а расплавленный металл ванночки не стекает. Левым способом ведётся сварка наклонных и вертикальных швов.
При толщине материала свыше 5 мм применяют двойной валик. Потолочные швы требуют нагревания кромок, пока те не расплавятся, потом в ванночку прокладывается присадочная проволока, у которой быстро оплавляется конец. Процесс проводится правым способом.
Необходимое оборудование
Аппараты, используемые для газовой сварки: ацетилено-кислородные; пропано-кислородные; бензинно-кислородные; керосино-кислородные.
Наиболее используемые для сварочных работ — пропановые и ацетилено-кислородные аппараты, так как они при горении выделяют самую большую температуру.
Чаще используются ацетиленовые генераторы, которые выделяют ацетилен при смешивании воды и карбида кальция. Такой вид генератора существует в пяти типах, поэтому легко подобрать нужный вариант, для конкретного металла.
Немаловажную роль играют предохранительные затворы. Они обеспечивают безопасность, предотвращают проход обратного удара огня, возникающего при сварке. А также клапаны перекрывают обратный поток газа по резиновым шлангам.
Баллон — цилиндрическая ёмкость с отверстием и резьбой в горловине для вкручивания запорного вентиля. Производится из углеродистой или легированной стали. По ГОСТу окрашивается краской специального цвета, в зависимости от газа.
Вентиля для газовых баллонов производятся из латуни (так как сталь неустойчива к коррозии), обязательно с левой резьбой, меньшего диаметра, по сравнению с вентилем кислородного баллона (для того, чтобы не было возможности перепутать редукторы).
Виды редукторов
- Газовый редуктор — это устройство для контроля давления газа. Для газосварки и резки понадобятся разные типы редукторов.
- Кислородные применяют при сварке металлов и газовой сварки.
 На него наносится голубая маркировка. Подлежит использованию в агрессивной среде, так как не боится коррозии.
На него наносится голубая маркировка. Подлежит использованию в агрессивной среде, так как не боится коррозии. - Ацетиленовые редукторы прикрепляются к баллону накидным хомутом и маркируются белым цветом. К данному виду редуктора прилагаются два манометра: один следит за давлением газа в баллоне, второй — за давлением в рабочей камере.
- Углекислотные редукторы широко применяются в химической и пищевой промышленностях. Комплектуются одним или двумя манометрами и подключаются к вертикальному манометру.
- В аргонодуговой сварке применяются аргоновые редукторы, работающие с негорючими газами.
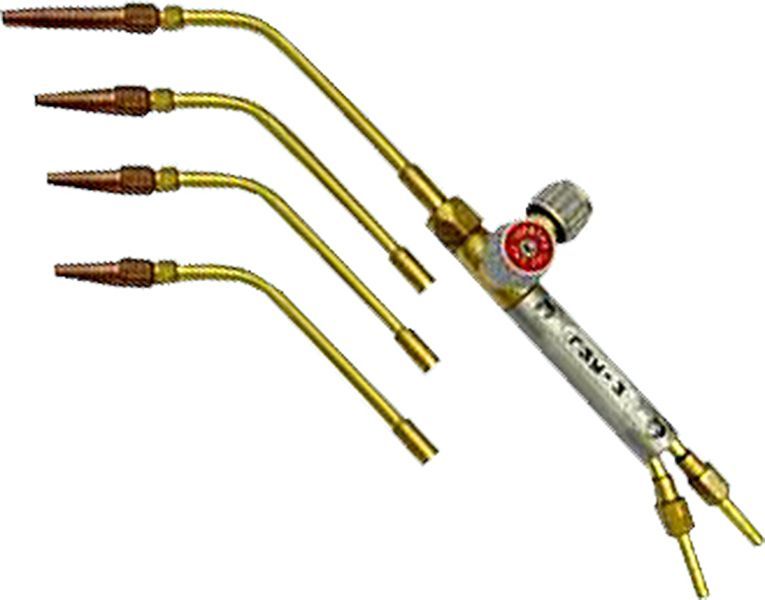
- Газовые горелки используются во всевозможных отраслях промышленности. Все горелки по своей конструкции похожи. Каждая состоит из корпуса, к которому прикрепляется несколько деталей: вентиль, контролирующий подачу газа; рычаг, контролирующий высоту огня; наконечник.
 На него наносится голубая маркировка. Подлежит использованию в агрессивной среде, так как не боится коррозии.
На него наносится голубая маркировка. Подлежит использованию в агрессивной среде, так как не боится коррозии.При помощи редуктора выполняется соединение с баллоном. Горелка может комплектоваться пьезоподжигом и ветрозащитой.
Горелка при работе с пропаном отличается своей безопасностью. Поддерживает высокую температуру огня, которой достаточно для большого количества сварочных работ. Некоторые виды сварки проводятся ацетиленовыми горелками при смеси кислорода и ацетилена.
Газовые резаки
Выделяют следующие виды газовых резаков:
- пропановые;
- ацетиленовые.
Изделие состоит из рукоятки, корпуса, ниппелей (к ним крепятся газовые шланги), инжектора, трубки, смесительной камеры, головки газового резака, трубки с вентилем. Сварка металла и её качество зависят от того, насколько правильно подобрали резак.
Принцип: кислород подаётся в редуктор, далее, в шланг, попадает в корпус — резак разветвлён на два канала. Одна часть кислорода двигается через вентиль в инжектор. Газ выходит с огромной скоростью, в то же время подсасывает горючий газ.
Вступая в соединение с кислородом, образуется горючая смесь, которая движется между мундштуками и сгорает. Появляется подогревающий огонь. Кислород, двигающийся по второму каналу, проходит в трубку, отчего появляется режущая струя. Именно она обрабатывает участок материала.
Появляется подогревающий огонь. Кислород, двигающийся по второму каналу, проходит в трубку, отчего появляется режущая струя. Именно она обрабатывает участок материала.
Этапы сварки труб
Подготавливается металл, проводится зачистка, разметка, разрезаются и собираются трубы. Резка круглого сечения трубы должна выполняться термическим резаком.
Большую часть работы занимает именно подготовка. Это замеры, разметки, резка и многое другое. Сборку конструкции выполняют с помощью прихватки газовой сваркой, это предотвратит смещение и деформацию отрезков труб, что может сказаться на появлении трещин.
В результате неспешного нагрева зона воздействия при газосварке значительней, чем при дуговой. Пласты основного материала, непосредственно прилегающие к сварочной ванночке, постоянны и имеют крупнозернистую структуру.
У самой близости у границы шва располагается зона неполного расплавления металла с крупной структурой, типичной для ненагретого материала. В этой зоне прочность ниже, чем у металла шва, потому здесь и происходит разрушение сварочного соединения.
В этой зоне прочность ниже, чем у металла шва, потому здесь и происходит разрушение сварочного соединения.
Резка проводится при использовании металлов и сплавов, которые могут гореть в струе чистого кислорода. Этот вид резки проделывается двумя способами: поверхностно и разделительно. Можно вырезать заготовки, разметить металл, разделать кромку будущего шва под сварку.
При помощи поверхностной резки удаляется поверхностный металл, заделываются канавки, удаляются дефекты. Такой вид работы выполняется специальными резакам
Техника безопасности
Газосварка — это работа, требующая повышенного внимания. Запрещено проводить вблизи легковоспламеняющихся и огнеопасных материалов (бензин, керосин, опилки, пакля, ветошь).
Если процесс происходит в помещении, то работнику необходимо периодически дышать свежим воздухом. Работа должна проходить в проветриваемом помещении.
Если проводится газопламенная обработка металла, помещение надобно вентилировать и удалять вредоносные газы. Сварка и резка проходят с дистанции до десяти метров от ацетиленовых генераторов и перепускных рамп.
Сварка и резка проходят с дистанции до десяти метров от ацетиленовых генераторов и перепускных рамп.
Горелка, резак, шланги, редуктор, кислородный баллон ни в коем случае не должны быть испачканы в масле. Такая деталь, как наконечник или сопло, перегревается. Для снижения температуры, всегда рядом должно находиться полведра воды. В потухшем состоянии, наконечник охлаждают в воде.
Сварщик, на рабочем месте обязан быть в брезентовом костюме, перчатках, закрытой обуви. При себе иметь защитные очки, головной убор.
Карбидом не переполнять секции загрузочных коробок. В корпусе генератора контролировать наполненность водой. Запрещается работа с кислородным баллоном, если его давление ниже нормы, 10 кг. на сантиметр кубический. Огонь горелки направлять в противоположную источнику газопитания, сторону.
Газосварочные работы должны проводиться с обязательным соблюдением правил безопасности, жизнедеятельности и применением качественного оборудования. Эти требования помогут сделать процесс работы безопасным, а сварочные соединения металлов надёжными.
Эти требования помогут сделать процесс работы безопасным, а сварочные соединения металлов надёжными.
в чем ее суть и преимущества
Вопросы, рассмотренные в материале:
- Что такое газовая сварка
- В чем преимущества и недостатки газовой сварки
- Каковы основные технологии газовой сварки
- Какое оборудование нужно для газовой сварки
Сварка является надежным способом соединения элементов металлических конструкций. На данный момент используются разные типы такой обработки, в том числе и позволяющие работать с разными видами металла, однако технология газовой сварки относится к наиболее популярным из них.
Суть технологии газовой сварки
Может показаться невероятным, но сварка использовалась еще в древнем Египте. Человек научился сваривать, спаивать металлы практически в то же время, когда освоил другие технологии обработки металлов. Нет смысла сравнивать древние методики с современными по эффективности, однако многие конструкции, сваренные многие сотни лет назад, до сих пор не утратили своих качеств.
Сначала люди открыли электросварку, и только в 1903 году французские ученые создали аппарат для газовой сварки. Он работал на основе ацетилена и кислорода, и с тех пор его конструкция и принцип действия в целом остались прежними. Безусловно, с течением времени система совершенствовалась: изменения коснулись вспомогательного оборудования, кислородных баллонов, редукторов, материалов прокладок, пр.
Суть технологии газовой сварки состоит в использовании газового пламени, которое нагревает кромки заготовок и часть присадочного материала (электродов).
Под действием температуры металл становится жидким, образуя сварочную ванну. Последняя защищена от воздействия воздуха за счет не только пламени, но и газовой среды. Расплавленный металл медленно остывает и твердеет, формируя сварной шов.
У технологии газовой сварки есть ряд особенностей, о которых важно помнить в процессе работы с соответствующим оборудованием. Многие сварщики говорят о том, что главным достоинством данного метода является возможность накладывать швы в любых пространственных положениях.
Многие сварщики говорят о том, что главным достоинством данного метода является возможность накладывать швы в любых пространственных положениях.
Газовая сварка позволяет работать не со всеми металлами, чаще всего ее используют для обработки:
- жести и тонколистовой стали, если толщина листа не превышает 5 мм;
- цветных металлов;
- чугуна;
- инструментальной стали.
Перечисленные металлы имеют одно сходство: для работы с ними необходим мягкий и плавный нагрев. Именно такие условия обеспечивает технология газовой сварки.
Рекомендуем статьи по металлообработке
- Марки сталей: классификация и расшифровка
- Марки алюминия и области их применения
- Дефекты металлический изделий: причины и методика поиска
Соединение и резка металлов при помощи газов активно используется во многих отраслях промышленности и даже в быту. Постепенный нагрев детали позволяет избежать сильной деформации, поэтому данная технология считается наиболее подходящей для тонких металлов. В этом случае основная задача сварщика состоит в том, чтобы верно настроить подачу газа и мощность пламени. Для этого открываются вентили кислорода и ацетилена и поджигается горелка. Регулировку осуществляют вентилем ацетилена при полностью открученном кислороде.
Постепенный нагрев детали позволяет избежать сильной деформации, поэтому данная технология считается наиболее подходящей для тонких металлов. В этом случае основная задача сварщика состоит в том, чтобы верно настроить подачу газа и мощность пламени. Для этого открываются вентили кислорода и ацетилена и поджигается горелка. Регулировку осуществляют вентилем ацетилена при полностью открученном кислороде.
Плюсы и минусы технологии газовой сварки металлов
Газовая технология, как и все остальные виды сварки, имеет свои плюсы и минусы. О них ни в коем случае нельзя забывать при выборе способа сваривания, ведь вам важно получить качественный шов и сократить затраты на работу.
Достоинства технологии газовой сварки:
- Возможность отказаться от сложного дорогостоящего оборудования и использования дополнительного источника электроэнергии. Все это позволяет применять данный метод даже в чистом поле. Отметим, что при строительстве всех нефтепроводов с 1926 по 1935 гг. использовалась именно газовая технология. Сегодня она помогает осуществлять ремонт металлических конструкций в разных частях зданий и даже в удаленных областях и регионах.
- Возможность варьировать мощность пламени в очень широких пределах, за счет чего удается сваривать металлы с разными температурами плавления.
- Возможность работать с такими материалами, как чугун, медь, свинец, латунь.
 Отметим, что при строительстве всех нефтепроводов с 1926 по 1935 гг. использовалась именно газовая технология. Сегодня она помогает осуществлять ремонт металлических конструкций в разных частях зданий и даже в удаленных областях и регионах.
Отметим, что при строительстве всех нефтепроводов с 1926 по 1935 гг. использовалась именно газовая технология. Сегодня она помогает осуществлять ремонт металлических конструкций в разных частях зданий и даже в удаленных областях и регионах.
- Возможность получать швы высокого качества при условии грамотного выбора марки присадочной проволоки, мощности и вида пламени. Отметим, что газоацетиленовый метод использовался на наиболее ответственных производственных участках.
- Постепенный нагрев и остывание обрабатываемых поверхностей.
- Удобное изменение температуры пламени. Дело в том, что изменение угла наклона пламени относительно свариваемой поверхности влияет на его температуру. Максимальная температура достигается, когда пламя расположено по нормали.
- Более высокая прочность швов по сравнению с получаемыми за счет электродуговой технологии с использованием низкокачественных электродов.
- Возможность при помощи одной технологии сваривать, резать, закалять металлы.

- Большая область нагрева, из-за чего могут пострадать находящиеся рядом с рабочей зоной термически неустойчивые элементы.
- При увеличении толщины материала снижается производительность. Технология газовой сварки становится экономически неоправданной, когда приходится работать с металлами толщиной более 5 мм. В таких ситуациях стараются использовать электродуговой метод.
- Данный подход не применяется, когда требуется соединение внахлест металлов толщиной более 3 мм. В таком случае возникает напряжение в металле, что может вызвать деформацию и даже разрушение шва.
- Подобная обработка предполагает использование достаточно опасных веществ, образующих взрывные смеси в сочетании с содержащимся в воздухе кислородом (водород, ацетилен, пр. ). Поэтому используемые в процессе работы газовые баллоны устанавливаются на максимальном расстоянии от органических веществ, то есть жиров, масел, углеводородов. При несоблюдении техники безопасности можно спровоцировать пожар или взрыв.
- Нагрев и остывание поверхностей, подвергаемых обработке, происходит довольно медленно.
- Данная технология практически не может быть механизирована, чего нельзя сказать об электродуговой сварке.
- Невозможно легировать наплавляемый металл. Качество швов, получаемых электродуговой обработкой, во многом зависит от выбранных электродов и специальной обмазки.
- Газовая сварка не подходит для обработки высокоуглеродистых сталей.
 ). Поэтому используемые в процессе работы газовые баллоны устанавливаются на максимальном расстоянии от органических веществ, то есть жиров, масел, углеводородов. При несоблюдении техники безопасности можно спровоцировать пожар или взрыв.
). Поэтому используемые в процессе работы газовые баллоны устанавливаются на максимальном расстоянии от органических веществ, то есть жиров, масел, углеводородов. При несоблюдении техники безопасности можно спровоцировать пожар или взрыв.
Интересно, что низкая скорость нагревания и остывания встречается как среди преимуществ, так и в перечне недостатков. Если рассматривать это качество как достоинство, то нужно понимать, что многие металлы и сплавы требуют мягких условий при сваривании. Иными словами, им необходимо постепенное повышение температуры. Поэтому газовая сварка лучше всего подходит для работы с цветными металлами и рядом инструментальных сталей.
Поэтому газовая сварка лучше всего подходит для работы с цветными металлами и рядом инструментальных сталей.
Основные технологии газовой сварки
Специалисты называют газовую сварку царицей среди методов, используемых при работе с металлами. И это понятно, ведь количество ее достоинств просто поражает: технология простая, используется недорогое оборудование, расходуется мало электроэнергии. Кроме того, газовая обработка может вестись в любом измерении.
Существует огромное количество способов газовой сварки, поговорим о наиболее распространенных.
- Технология левой газовой сварки.
Она используется мастерами чаще всего, вне зависимости от их квалификации. С ее помощью удается соединять металлические заготовки с тонким краем, а также работать с металлами, отличающимися невысокой температурой плавления.
- Технология правой газовой сварки.

Такой подход является полной противоположностью «левому» методу, поэтому применяется для заготовок толщиной больше 3 мм, обладающих высокой теплопроводностью. В этом случае получается более качественный сварочный шов, так как металл лучше защищен пламенем. Тепло пламени расходуется экономичнее, а скорость работы возрастает почти на 20 %. Еще одним немаловажным достоинством является сниженный на 10 % расход газов.
При выборе присадочной проволоки нужно учитывать, что ее диаметр должен быть в два раза меньше толщины металлической заготовки. В целом не допускается использование проволоки толще 8 мм.
- Технология с использованием сквозного валика.
В данном случае сварщик постепенно перемещает пламя, плавя верхнюю кромку отверстия в заготовке и накладывая на его нижний край слой расплавленного металла.
Прежде чем приступать к работе, металлические листы закрепляют в вертикальном положении таким образом, чтобы между ними сохранялся зазор, равный половине толщины заготовки. В процессе соединения деталей формируют шов в форме валика. Он должен быть плотным, без пор и остатков шлака.
В процессе соединения деталей формируют шов в форме валика. Он должен быть плотным, без пор и остатков шлака.
- Технология сварки с помощью ванночек.
Суть метода состоит в формировании новых ванночек по ходу шва. Как только образовывается первая, в нее вводится конец присадочной проволоки, плавится, после чего перемещается в восстановительный участок огня горелки.
Мундштук сопла передвигается дальше вдоль шва на следующий участок. В этом случае есть одно условие: каждая новая ванночка должна перекрывать предыдущую на одну треть диаметра проволоки.
При помощи данного подхода скрепляют тонкие листы, если требуется сделать стыковые или угловые швы. Такая технология прекрасно подходит для газовой сварки труб из низколегированной стали или сплавов с низким содержанием углеродов.
- Технология многослойной газовой сварки.
Данный метод используют во время выполнения наиболее ответственных работ. Дело в том, то он имеет низкую производительность, а также требует большого расхода сварочных газов. Последнее приводит к повышению цены обработки.
Дело в том, то он имеет низкую производительность, а также требует большого расхода сварочных газов. Последнее приводит к повышению цены обработки.
Суть технологии состоит в отжиге нижних слоев при наплавке последующих. Это обеспечивает отличную проковку каждого слоя перед формированием следующего шва, за счет чего возрастает качество металла шва.
Работают на коротких участках. Также отметим, что особенно тщательно очищают поверхность каждого слоя, прежде чем наложить следующий.
- Технология сварки окислительным пламенем и раскислением.
Таким образом соединяют заготовки из малоуглеродистых стальных сплавов. В данном случае пламя имеет резко-окислительный характер, за счет чего в сварочной ванне формируются окислы железа. А когда происходит окисление, не обойтись без процесса, который называют «раскисление».
Для него используют специальную присадочную проволоку, содержащую в себе большую долю марганца и кремния. По мнению специалистов, данный подход очень хорош и имеет производительность на 10 % выше, чем остальные.
По мнению специалистов, данный подход очень хорош и имеет производительность на 10 % выше, чем остальные.
- Технология газопрессовой сварки.
При таком методе происходит нагревание металла до пластичного состояния за счет сварочной адетилено-кислородной горелки. Когда достигнута требуемая степень нагрева, заготовки сдавливаются и свариваются.
Существует две разновидности данной технологии: соединение в пластичном состоянии с защитой шва и сваривание оплавлением. В первом случае к элементам, которые будут свариваться, прикладывается осевое давление, затем разжигается горелка. Далее детали нагреваются и параллельно сдавливаются. Сразу после того как образуется утолщение, прекращают нагрев и устраняют давление.
Вторая разновидность предполагает фиксацию заготовок с учетом зазора. Когда эта операция выполнена, можно разжигать горелку, нагревать и оплавлять концы деталей. На завершающем этапе к заготовкам прикладывают осевое давление, после чего их сваривают.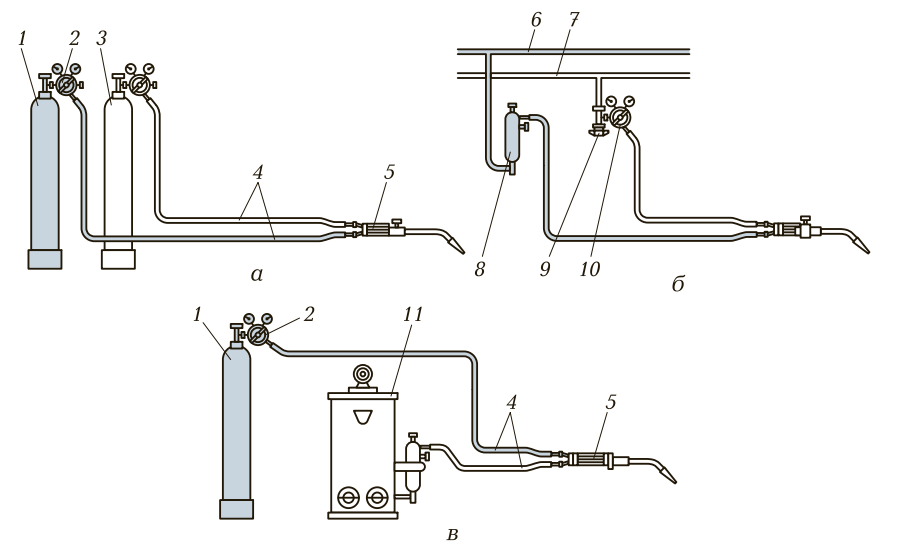
Технологическое оборудование, используемое для газовой сварки
Технология газовой сварки не может использоваться без определенного оборудования, в состав которого входят:
- Водяной затвор.
Данный элемент обеспечивает защиту всех элементов оборудования, например, генератора ацетилена, труб от обратной тяги огня из горелки. Данный затвор играет защитную роль, если установлен между газовой горелкой и генератором ацетилена, а вода в нем находится на определенном уровне.
- Баллон с газом.
Баллоны окрашиваются в разные цвета, используемые для обозначения конкретного газа. При этом не трогают верхнюю часть баллона, чтобы избежать реакции его содержимого с компонентами краски. Немаловажно, что на баллоны для хранения ацетилена нельзя устанавливать вентили из меди, поскольку такое соседство может спровоцировать взрыв газа.
- Редуктор.

Он позволяет снизить давление газа, выходящего из баллона. Такие устройства могут быть прямого или обратного действия, при работе со сжиженным газом применяют модели с оребрением, так как они позволяют избежать его вымерзания при выходе.
- Шланги.
Технология газовой сварки требует использования специальных шлангов, позволяющих работать с газом и горючими жидкостями. Всего есть три категории подобных шлангов, все они имеют свою маркировку: красная полоса – для давления до 6 атм, желтая полоса – для подачи горючих жидкостей, синяя полоса – для давления не более 20 атм.
- Горелка.
Данный элемент обеспечивает смешивание газов и их горение и может быть инжекторного и безынжекторного типа. Сегодня встречаются горелки разной мощности – именно она определяет количество газа, пропускаемого за единицу времени. Бывают горелки большой, средней, малой и микромалой мощности.
- Проволока и флюс.
Именно они обеспечивают надежность сварного шва. На проволоке не может быть краски, масла, коррозии, а порог ее плавления должен совпадать или быть ниже порога плавления материала изделия. Если под рукой не оказалось проволоки, ее можно заменить тонкой полоской обрабатываемого металла.
- Специальный стол.
Любые работы производят в специальном месте, которое принято называть постом. Это стол с поворотной либо фиксированной столешницей, оснащенный вытяжной вентиляцией и местами для хранения вспомогательных инструментов. В целом такая конструкция значительно упрощает работу сварщика.
Виды пламени и применяемых газов в данном способе сварке
От пламени в процессе газовой обработки зависит температура нагрева и возможность работы с разными металлами. В пламени выделяют три зоны: ядро, где распадается ацетилен, восстановительную зону, в которой окисляется углерод и водород, а также факел или область полного сгорания газов.
Существует три вида пламени, каждый из которых зависит от соотношения ацетилена и кислорода.
«Нормальным» называют восстановительное пламя, при котором скорости окисления и восстановления металла одинаковы. Чаще всего именно такое пламя используют в процессе работы. Для обработки бронзы и других сплавов, имеющих в своем составе олово, подходит исключительно восстановительный огонь.
Для получения окислительного пламени в газовой смеси повышают содержание кислорода. Именно такое пламя используют в процессе соединения латуни и пайки твердым припоем. Дело в том, что окислительное пламя позволяет увеличить скорость газовой обработки.
Однако все не так просто – для получения хорошего результата придется использовать специальную присадку, имеющую в составе раскислители, то есть марганец и кремний. Если применять в качестве присадочной проволоки материал, аналогичный материалу заготовок, шов выйдет хрупким, с множеством пор и каверн. Но отметим, что это правило не распространяется на проволоку из латуни.
Но отметим, что это правило не распространяется на проволоку из латуни.
Пламя с повышенной долей горючего газа подходит для наплавки на одну деталь другой, из более твердого сплава. Кроме того, на его использовании базируется технология газовой сварки алюминия и чугуна.
Обычно газопламенную обработку производят при помощи специфического газа ацетилена (C2H2). Он имеет достаточно резкий запах, его получают в промышленных условиях за счет реакции карбида кальция с водой. Этот газ горит при +335 °C и выше, однако при сочетании с кислородом температура воспламенения понижается до +297 °C.
Для газопрессового метода чаще всего используют кислород, в равных долях смешанный с C2H2. Предприятия поставляют О2 в баллонах синего цвета. Перед началом работ с помощью шланга к горелке подключают кислород и подают его при низком давлении, не более 4 атм. В соседнее отверстие подключается C2H2. В горелке предусмотрено устройство, позволяющее смешивать газы, поэтому через наконечник выходит готовый концентрат.
В горелке предусмотрено устройство, позволяющее смешивать газы, поэтому через наконечник выходит готовый концентрат.
При обработке металлов, чья температура плавления ниже, чем у стали, нередко используют газы-заменители, такие как пропан, метан, водород.
Пропан – технический бесцветный газ с резким запахом, тяжелее воздуха. При работе с металлами применяют смесь пропана и бутана, в которой доля бутана находится в пределах 5–30 %. Отметим, что температура пропан-кислородного пламени достигает +2400 °С.
Смесь метана и кислорода практически не имеет запаха, а температура пламени составляет +2100…+2200 °С. По этой причине данный состав стараются использовать не так часто.
Водородом называют легкий горючий газ без запаха и цвета. При сочетании с кислородом и воздухом в определенных пропорциях он способен образовать взрывоопасную смесь, поэтому во время работы с ним очень важно помнить о технике безопасности. Водород поставляют на предприятия в газообразном состоянии в стальных зеленых баллонах. Водородно-кислородное пламя отличается синим оттенком, при этом имеет нечеткие контуры зон, что значительно осложняет его регулировку.
Водородно-кислородное пламя отличается синим оттенком, при этом имеет нечеткие контуры зон, что значительно осложняет его регулировку.
Для газопламенного метода обработки стальных изделий метаном или пропаном применяют проволоку с повышенным содержанием марганца и кремня.
Техника и технология газовой сварки
Газовая сварка позволяет выполнять нижние, горизонтальные, вертикальные и потолочные швы. Самыми трудными считаются потолочные, поскольку сварщик поддерживает и распределяет в пределах шва жидкий металл за счет давления газов пламени. Чаще всего такую сварку применяют для стыковых соединений, несколько реже этим способом выполняются угловые и торцовые швы. Не стоит использовать данную технологию для тавровых соединений и внахлест, поскольку такая работа сопряжена с интенсивным нагревом металла, что вызывает повышенное коробление изделия.
Сварку отбортованных соединений тонкого металла осуществляют без использования присадочной проволоки. В этом случае используют прерывистые и непрерывные, однослойные и многослойные швы. Прежде чем приступать к работе, с кромок удаляют следы масла, краски, ржавчины, окалины, влаги и всевозможных загрязнений.
В этом случае используют прерывистые и непрерывные, однослойные и многослойные швы. Прежде чем приступать к работе, с кромок удаляют следы масла, краски, ржавчины, окалины, влаги и всевозможных загрязнений.
Очень важным вопросом является способ перемещения горелки. Ее пламя направляют на свариваемый металл таким образом, чтобы кромки заготовки оказались в восстановительной зоне, на расстоянии 2–6 мм от конца ядра. Соприкосновение жидкого металла с концом ядра спровоцирует науглероживание металла ванны. Конец присадочной проволоки должен располагаться в восстановительной зоне либо его можно погрузить в ванну расплавленного металла. В том месте, куда направлен конец ядра пламени, жидкий металл под действием газов слегка раздувается в стороны, из-за чего в сварочной ванне формируется углубление.
Скорость нагрева металла регулируется за счет изменения угла наклона мундштука относительно поверхности обрабатываемой заготовки. Чем больше угол, тем больше тепла получает от пламени металл, а значит, быстрее нагревается. Технология газовой сварки красной меди как хорошо проводящего тепло металла, а также толстых металлов предполагает использование большего угла наклона мундштука, чем при сварке тонкого материала либо с низкой теплопроводностью.
Технология газовой сварки красной меди как хорошо проводящего тепло металла, а также толстых металлов предполагает использование большего угла наклона мундштука, чем при сварке тонкого материала либо с низкой теплопроводностью.
Основным движением, которым пользуется в процессе работы сварщик, является перемещение мундштука вдоль шва. Также в качестве вспомогательных могут использоваться поперечные и круговые движения – они позволяют регулировать скорость прогрева и расплавления кромок. Кроме того, они формируют необходимую конфигурацию шва.
Во время работы металл ванны должен быть постоянно защищен от соприкосновения с окружающим воздухом – для этого используют газы восстановительной зоны пламени. Стоит отказаться от способа, требующего время от времени отводить пламя в сторону, ведь при нем неизбежно окисление металла кислородом воздуха.
Параметры пламени регулируются посредством редуктора, именно он дает возможность изменять состав газовой смеси.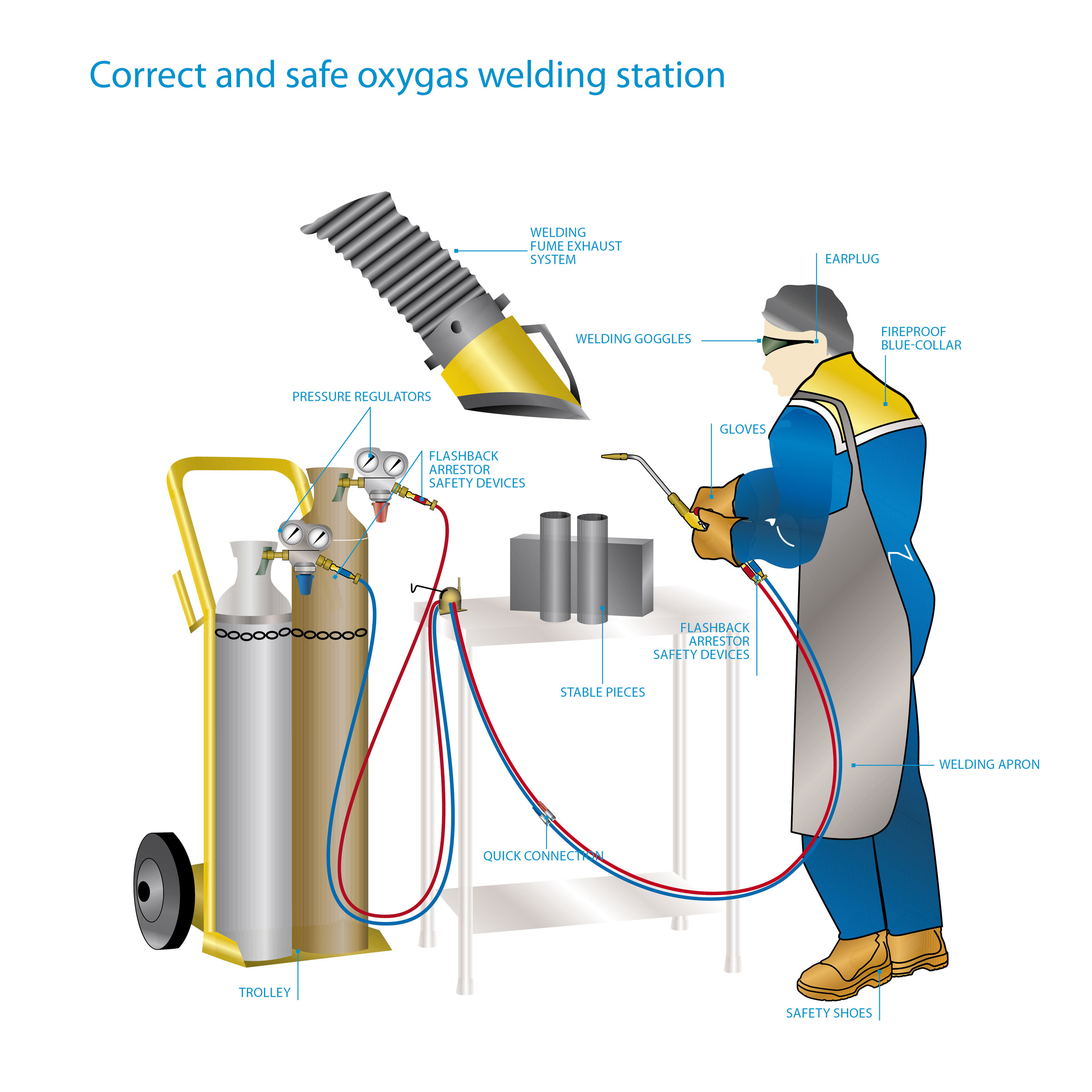 Редуктор формирует три типа пламени: восстановительное, которые может использоваться для сварки большинства металлов, окислительное и с повышенным количеством горючего газа. Параллельно со сваркой металлов в расплавленной ванне идут два процесса: окисление и восстановление. Отметим, что при работе с алюминием и магнием окислительные процессы происходят активнее.
Редуктор формирует три типа пламени: восстановительное, которые может использоваться для сварки большинства металлов, окислительное и с повышенным количеством горючего газа. Параллельно со сваркой металлов в расплавленной ванне идут два процесса: окисление и восстановление. Отметим, что при работе с алюминием и магнием окислительные процессы происходят активнее.
Сварочный шов и находящаяся в непосредственной близости от него область имеют разные параметры. Участок металла, расположенный вдоль шва, обладает очень низким уровнем прочности, поэтому в первую очередь подвергается разрушению. Дело в том, что прилегающий металл отличается структурой, состоящей из крупных зерен. Повысить качество соединения прилегающей зоны позволяет дополнительный нагрев, который еще называют термической ковкой.
Нужно понимать, что технологии газовой сварки и резки различных металлов обладают своими тонкостями.
Так, технология газовой сварки деталей из низкоуглеродистых сталей позволяет использовать любые газы. Роль присадки в данном случае играет стальная проволока с небольшим содержанием углерода.
Роль присадки в данном случае играет стальная проволока с небольшим содержанием углерода.
Подход к обработке легированных сталей непосредственно зависит от их состава. Для нержавеющих жаропрочных необходима проволока с хромом, никелем в составе, а некоторые разновидности не могут вариться без присадочного материала, включающего в себя еще и молибден.
С чугуном работают при помощи науглероживающего пламени – оно не позволяет протекать реакции пиролиза кремния и предотвращает формирование зерен хрупкого белого чугуна.
Сварка меди предполагает использование мощного пламени. Поскольку этот материал очень текучий, между заготовками стараются оставлять минимальный зазор. Роль присадки может играть медная проволока или флюс, способствующий раскислению металла шва.
Неправильная работа с латунью приводит к тому, что из ее состава улетучится цинк, в результате получается слишком пористый шов. Не оказаться в такой ситуации позволяет использование латунной проволоки в качестве присадки и подача большей доли кислорода в пламя горелки.
При работе с бронзой используют восстановительное пламя, поскольку оно не способно выжечь олово, алюминий и кремний, содержащиеся в этом сплаве. Присадочным материалом служит близкая по составу проволока из бронзы, в которую добавлен кремний, необходимый для раскисления металла шва.
Считается, что варить алюминий по данной технологии достаточно просто, однако и здесь есть свои тонкости. Так, данный металл обладает плохими свойствами свариваемости, что значительно усложняет работу. Главные затруднения связаны с тем, что всегда очень велик риск получения брака, а также с тем, что расплавленный алюминий обладает высокой текучестью. Также непросто справиться с естественной оксидной пленкой. Дело в том, что она расплавляется лишь при +2 000 °С, тогда как сам металл приобретает другое агрегатное состояние уже при +700 °С. При нагреве цвет алюминия не меняется – чтобы заметить начало его плавления, сварщик должен обладать соответствующим опытом.
Важно помнить о низкой температуре плавления и высокой теплопроводности алюминия, ведь грамотный выбор мощности сварочного пламени во многом зависит от этих свойств. Для литейных алюминиевых сплавов выбирают присадочный металл, соответствующий основному по составу.
Для литейных алюминиевых сплавов выбирают присадочный металл, соответствующий основному по составу.
Правила безопасности при газовой сварке
Любые сварочные работы, в том числе при использовании технологии газовой сварки сталей, требуют серьезного отношения.
Сварщик подвергается серьезному риску, когда:
- Сварка ведется в непосредственной близости от огнеопасных и легковоспламеняющихся материалов, таких как бензин, керосин, пакля, стружка.
- Для обработки металла выбрано закрытое пространство, причем специалист не выходит время от времени на свежий воздух.
- Отсутствует вентиляция, позволяющая удалять вредные газы из помещения, где ведется газопламенная обработка металла.
- Расстояние между зоной резки и сварки и перепускными рампами, ацетиленовыми генераторами составляет менее 10 м.
- Секции загрузочных коробок переполняются карбидом.
- В корпусе генератора нет необходимого объема воды.
- Давление в баллоне кислорода не доходит до нормы.
- Пламя горелки направлено в сторону, противоположную источнику газа.
- Работы ведутся в непроветриваемом помещении без доступа свежего воздуха.

Гарантией безопасности сварщика является не только соблюдение техники безопасности при проведении сварочных работ, но и использование качественного оборудования. И что не менее важно, эти факторы позволяют повысить качество швов при работе с использованием технологии газовой сварки углеродистых сталей и других металлов.
Технология газовой сварки: видео для начинающих
Купить лучшее в линейке сварочное оборудование — Baker’s Gas & Welding Supplies, Inc.
перейти к содержаниюМАГАЗИН БОЛЕЕ 25 БРЕНДОВ
Эксклюзивные предложения и пакеты
Сварить сейчас, заплатить потом
Доступное финансирование
Бонус пекаря
Эксклюзивные предложения и подарки
Есть вопрос?
Свяжитесь с нами по электронной почте!
FR Сварочные рабочие рубашки
Сварочные, режущие и защитные перчатки
Самые популярные сварочные каски
Куртки
Магниты и уровни
Нагрудники, фартуки и рукава
Защита органов дыхания
Аппараты
Сварочные маски
Плазма
Фурик
CK Worldwide
Weldcraft
Рубашки
Куртки
Перчатки
Шлифовальные станки
Бестселлеры
Стержень TIG
Lincoln 210 и 211i, готовый к сварке комплект
175,00 $
Универсальный рюкзак сварщика Lincoln — K3740-1
92,00 $
Сварочный шлем Lincoln Viking 3350 4C Matte Black 4-го поколения — K3034-4
9000 6 325,00 $Куртка сварщика Lincoln XVI Series Split Leather FR – K4933
92,00 $
Lincoln Magnum Pro 100SG Spool Gun — K3269-1
398,18 $
Универсальная тележка Lincoln (вместимость бутылки 150 куб.
 футов) — K520
футов) — K5205 $ 30.00
Линкольн 211
Сварочный аппарат POWER MIG® 211i MIG — это простой и надежный аппарат, который идеально подходит для сварки MIG и сварки с флюсовой проволокой. Лучшее соотношение цены и качества только для MIG в этой категории.
УЗНАТЬ БОЛЬШЕГотовый к сварке комплект Lincoln 210 и 211i
175,00 $
Универсальный рюкзак сварщика Lincoln — K3740-1
92,00 $
Lincoln Viking 3350 4C Матовый черный сварочный шлем 4-го поколения — K3034-4
325,00 $
Сварочный жилет Lincoln XVI Series Split Leather FR — K4933
92,00 $
Lincoln Magnum Pro 100SG Spool Gun — K3269-1
398,18 $ 9000 3
Универсальная тележка Lincoln (емкость бутылки 150 куб. футов) — K520
$530,00
Что говорят наши клиенты
Читать все отзывы
Быстрый просмотр
Обычная цена 27,95 долларов США
Цена продажи 27,95 долларов США
Сэкономьте 46%
Обычная цена 51,99 долларов США
Цена за единицу товара / заЧерная рабочая рубашка Stallion Khaki FR – FS7-KHK
Быстрый просмотр
Обычная цена 325,00 долларов США
Цена продажи 325,00 долларов США
Сэкономьте 34%
Обычная цена 492,40 долларов США
Цена за единицу товара / заСварочный шлем Lincoln Viking 3350 4C Matte Black 4-го поколения — K3034-4
Быстрый просмотр
Обычная цена
31,00 долл.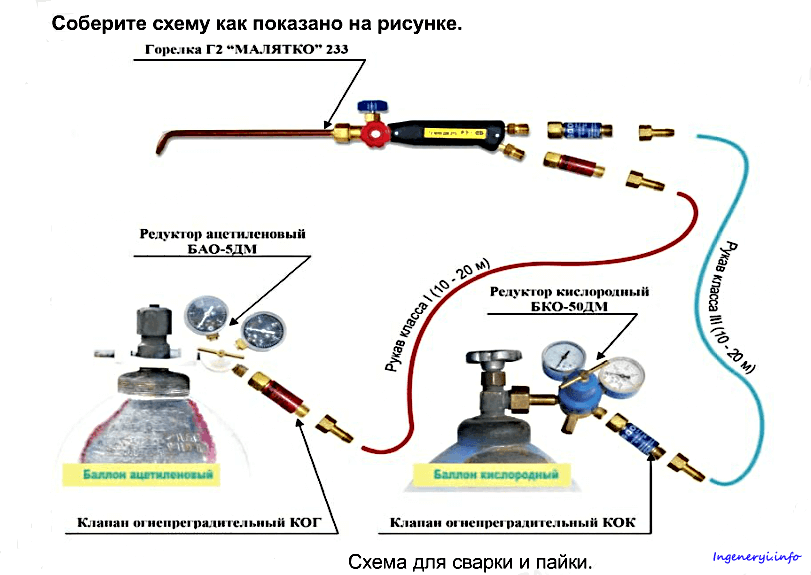 США
США
Цена продажи $31.00 USD
Скидка 43%
Обычная цена 53,99 долларов США
Цена за единицу товара / заЧерная джинсовая рабочая рубашка Stallion FR – FS8-DNM
Быстрый просмотр
Обычная цена 42,9 доллара США9 USD
Цена продажи $42.99 USD
Сэкономьте 28%
Обычная цена 59,83 долларов США
Цена за единицу товара / заСменный электрод Hypertherm 65 и 85, 5 шт/уп — 220842
Быстрый просмотр
Обычная цена 38,00 долларов США
Цена продажи 38 долларов США 9 долларов США0003
Скидка 21%
Обычная цена 48,28 долларов США
Цена за единицу товара / заСопло Hypertherm 45XP 65 и 85 FineCut, 5 шт/уп- 220930
Быстрый просмотр
Обычная цена 4 199,00 долларов США
Цена продажи 4 199,00 долларов США
Скидка 21%
Обычная цена 5 307,00 долларов США
Цена за единицу товара / заМногопроцессорный сварочный аппарат Miller Multimatic 220 AC/DC —
7Быстрый просмотр
Обычная цена 39,99 долларов США
Цена продажи 39,99 долларов США
Сэкономьте 33%
Обычная цена
$590,90 долл. США
США
Черная рабочая рубашка из хлопка Stallion AR/FR, в клетку – WF2110
Быстрый просмотр
Обычная цена 12,80 долларов США
Цена продажи 12,80 долларов США
Скидка 15%
Цена за единицу товара / заВодительские перчатки Tillman Top Grain из воловьей кожи — 1414
Быстрый просмотр
Обычная цена 35,99 долларов США
Цена продажи 35,99 долларов США
Сэкономьте 25%
Обычная цена 48,28 долларов США
Цена за единицу товара / заСменное сопло Hypertherm 65 и 85 45A, 5 шт/уп — 220941
Быстрый просмотр
Обычная цена 29,99 долларов США
Цена продажи 29,99 долларов США
Сэкономьте 25%
Обычная цена 39,99 долларов США
Цена за единицу товара / заКлассическая тканевая сварочная куртка Miller
Быстрый просмотр
Обычная цена 17,99 долларов США
Цена продажи 17,99 долларов США
Сэкономьте 25%
Обычная цена 24,13 доллара США
Цена за единицу товара / заМеханизированный щит Hypertherm 65 и 85 — 220817
Быстрый просмотр
Обычная цена 14,99 долларов США 9 долларов США0003
Цена продажи 14,99 долларов США
Сэкономьте 25%
Обычная цена 19,99 долларов США
Цена за единицу товара / заСменный омический экран FineCut для Hypertherm 65 и 85 — 220948
Быстрый просмотр
Обычная цена 69,99 долларов США
Цена продажи
$69. 99
99
долларов Скидка 35%
Обычная цена 107,98 долларов США
Цена за единицу товара / заЧерная толстовка с капюшоном из хлопка Stallion Full-Zip FR – JF1331-BK
Быстрый просмотр
Обычная цена 33,99 долл. США
Цена продажи $33.99 USD
Сэкономьте 25%
Обычная цена 45,33 долларов США
Цена за единицу товара / заСменное сопло Hypertherm 65 и 85 65A, 5 шт/уп — 220819
Быстрый просмотр
Обычная цена 2 115,00 долларов США
Цена продажи 2 115,00 долларов США
Скидка 21%
Обычная цена 2 663,00 долларов США 9 долларов США0003 Цена за единицу товара / за
Многопроцессорный сварочный аппарат Miller Multimatic 215 —
3Быстрый просмотр
Обычная цена 36,95 долларов США
Цена продажи 36,95 долларов США
Сэкономьте 21%
Обычная цена 47,02 долларов США
Цена за единицу товара / заПерчатки Miller Heavy Duty MIG/Stick
Быстрый просмотр
Обычная цена 12,58 долларов США
Цена продажи 12,58 долларов США
Скидка 20%
Обычная цена
15,73 долл. США
США
Пруток TIG из мягкой стали Blue Demon ER70S-6 1/16″, 1 # – ER70S6-063-01T
Быстрый просмотр
Обычная цена 199,00 долларов США
Цена продажи 199,00 долларов США
Сэкономьте 5%
Обычная цена 210 долларов США
Цена за единицу товара / заСтартовый комплект Furick Cup 3 Series для горелок TIG 17/18/26 — FU17-SK
Быстрый просмотр
Обычная цена 114,15 долларов США
Цена продажи 114,15 долларов США
Скидка 15%
Обычная цена 134,19 долларов США
Цена за единицу товара / заСварочная маска Miller Classic Series с линзой ClearLight, черная — 287803
Быстрый просмотр
Обычная цена 365,00 долларов США 9 долларов США0003
Цена продажи 365,00 долларов США
Сэкономьте 34%
Обычная цена 550,26 долларов США
Цена за единицу товара / заСварочный шлем Lincoln Viking 3350 4C Hot Roders 4-го поколения – K4440-4
Быстрый просмотр
Обычная цена 625,00 долларов США
Цена продажи 625,00 долларов США 9 долларов США0003
Скидка 21%
Обычная цена 789,00 долларов США
Цена за единицу товара / заСварочный аппарат Miller Thunderbolt 160 DC —
1
Быстрый просмотр
Обычная цена 10,99 долларов США
Цена продажи 10,99 долларов США
Сэкономьте 39%
Обычная цена $17,99 долларов США
Цена за единицу товара / заВодительские перчатки Black Stallion Grain Cowhide с усиленной ладонью — 97SW
Быстрый просмотр
Обычная цена $13,23 USD
Цена продажи
$13. 23 USD
23 USD
Сэкономьте 14%
Обычная цена 15,45 долларов США
Цена за единицу товара / заBlue Demon ER4043 1/16″ алюминиевая сварка TIG, 1 # – ER4043-063-01T
Быстрый просмотр
Обычная цена 11,75 долларов США
Цена продажи 11,75 долларов США
Сэкономьте 16%
Обычная цена 13,98 долларов США
Цена за единицу товара / заСменные фильтры для полумаски Miller P100, 2 шт/уп — SA00818
Быстрый просмотр
Обычная цена 4 099,00 долларов США
Цена продажи 4 099,00 долларов США
Скидка 17%
Обычная цена 4 949,00 долларов США
Цена за единицу товара / заМногопроцессорный сварочный аппарат переменного/постоянного тока ESAB Rebel 205ic — 0558102553
Быстрый просмотр
Обычная цена 19,99 долларов США
Цена продажи 19,99 долларов США
Сэкономьте 33%
Обычная цена 29,99 долларов США
Цена за единицу товара / заКомплект переходников для крепления горелки Furick Cup, стиль 17/18/26 — 17KIT
Быстрый просмотр
Обычная цена $35,99 USD
Цена продажи 35,99 долларов США
Сэкономьте 22%
Обычная цена 45,99 долларов США
Цена за единицу товара / заСменное сопло Hypertherm 85 85A, 5 шт/уп — 220816
Быстрый просмотр
Обычная цена 1 935,00 долларов США
Цена продажи
$1,935. 00 USD
00 USD
Скидка 21%
Обычная цена 2 451,00 долларов США
Цена за единицу товара / заСварочный аппарат Miller Millermatic 211 MIG с расширенной автоматической настройкой —
4Быстрый просмотр
Обычная цена 365,00 долларов США
Цена продажи 365,00 долларов США
Сэкономьте 34%
Обычная цена 550,26 долларов США
Цена за единицу товара / заСварочный шлем Lincoln Viking 3350 4C Daredevil 4-го поколения – K3683-4
Быстрый просмотр
Обычная цена 73,99 долларов США
Цена продажи 73,99 долларов США
Сэкономьте 38%
Обычная цена
119 долларов. 00 долларов США
00 долларов США
Черная кожаная куртка сварщика Stallion Color Block – JL1030-BB
Быстрый просмотр
Обычная цена 86,00 долларов США
Цена продажи 86,00 долларов США
Сэкономьте 39%
Обычная цена 141,50 долларов США
Цена за единицу товара / заСварочная куртка из воловьей кожи Black Stallion Split – 30WC
Быстрый просмотр
Обычная цена 54,98 долл. США
Цена продажи $54.98 USD
Сэкономьте 34%
Обычная цена 83,74 доллара США
Цена за единицу товара / заНизкопрофильный респиратор Miller LPR-100 в комплекте
Быстрый просмотр
Обычная цена 365,00 долларов США
Цена продажи 365,00 долларов США
Сэкономьте 34%
Обычная цена 550,26 долларов США
Цена за единицу товара / заСредневековый сварочный шлем Lincoln Viking 3350 4C 4-го поколения – K4671-4
Быстрый просмотр
Обычная цена 459,00 долларов США
Цена продажи 459,00 долларов США
Скидка 25%
Обычная цена 608,00 долларов США
Цена за единицу товара / заСварочный шлем Optrel Crystal 2.
 0, серебристый – 1006.900
0, серебристый – 1006.900Быстрый просмотр
Обычная цена $6,90 USD
Цена продажи 6,90 долларов США
Сэкономьте 37%
Обычная цена 11 долларов США
Цена за единицу товара / заУвеличительные линзы Миллера 0,75–2,50–212235
Быстрый просмотр
Обычная цена 189,00 долларов США
Цена продажи 189 долларов США.00 USD
Скидка 5%
Обычная цена 199,00 долларов США
Цена за единицу товара / заСтартовый комплект Furick Cup 2 Series для горелок TIG 9/20 — FU920-SK
Быстрый просмотр
Обычная цена 365,00 долларов США
Цена продажи 365,00 долларов США
Сэкономьте 34%
Обычная цена 550,26 долларов США
Цена за единицу товара / заСварочный шлем Lincoln Viking 3350 4C Steampunk 4-го поколения – K3428-4
Быстрый просмотр
Обычная цена 16,99 долларов США
Цена продажи 16,99 долларов США
Сэкономьте 23%
Обычная цена 21,9 доллара США9 долларов США
Цена за единицу товара / заЩиток для перетаскивания Hypertherm 65 и 85 — 220818
Быстрый просмотр
Обычная цена 2 749,00 долларов США
Цена продажи 2 749,00 долларов США
Скидка 15%
Обычная цена 3 249,00 долларов США
Цена за единицу товара / заМногопроцессорный сварочный аппарат ESAB Rebel EMP 215ic, упаковка 3 в 1 — 0558102240
Быстрый просмотр
Обычная цена 365,00 долларов США
Цена продажи 365,00 долларов США
Сэкономьте 34%
Обычная цена 550,26 долларов США
Цена за единицу товара / заСварочный шлем Lincoln Viking 3350 4C Mojo 4-го поколения — K3101-4
Быстрый просмотр
Обычная цена 16,96 долларов США
Цена продажи 16,96 долларов США
Сэкономьте 11%
Обычная цена 18,97 долларов США
Цена за единицу товара / заКорпус цанги для газовых линз CK Worldwide серии 2, 2 шт/уп — 2GL116
Быстрый просмотр
Обычная цена 349,00 долларов США
Цена продажи 349,00 долларов США
Скидка 15%
Обычная цена 409,00 долларов США
Цена за единицу товара / заСварочная маска ESAB Sentinel A60 — 0700600860
Быстрый просмотр
Обычная цена 38 долларов США 9 долларов США0003
Цена продажи 38,00 долларов США
Сэкономьте 8%
Обычная цена
41,18 долл. США
США
Furick Cup #8 Чашки Pro Pyrex, 4 шт/уп – 8PRO4
Быстрый просмотр
Обычная цена 2,35 долл. США
Цена продажи 2,35 доллара США 9 долларов США0003
Скидка 40%
Обычная цена 3,90 доллара США
Цена за единицу товара / заBSX Черно-синяя шапка BSX из хлопкового твила – BC5B-BLU
Быстрый просмотр
Обычная цена 120,09 долларов США
Цена продажи 120,09 долларов США
Сэкономьте 29%
Обычная цена 169,22 долларов США
Цена за единицу товара / заСварочный шлем Lincoln Viking 1740 4C черный – K3282-3
Быстрый просмотр
Обычная цена 78,00 долларов США
Цена продажи 78,00 долларов США
Сэкономьте 16%
Обычная цена
$93,28 долл. США
США
Защитная крышка Miller для 141/190/211/215 – 301262
Быстрый просмотр
Обычная цена 365,00 долларов США
Цена продажи 365,00 долларов США
Сэкономьте 34%
Обычная цена 550,26 долларов США
Цена за единицу товара / заСварочный шлем Lincoln Viking 3350 4C Zombie 4-го поколения – K4158-4
Быстрый просмотр
Обычная цена 2 205,00 долларов США
Цена продажи 2 205,00 долларов США
Скидка 21%
Обычная цена 2 790,00 долларов США
Цена за единицу товара / заMiller Millermatic 211 MIG Welder w Adv.
 Автоматическая установка/стойка для цилиндров – 951603
Автоматическая установка/стойка для цилиндров – 951603Быстрый просмотр
Обычная цена 58,78 долларов США
Цена продажи 58,78 долларов США
Сэкономьте 26%
Обычная цена 79,80 долларов США
Цена за единицу товара / заПруток TIG из мягкой стали Blue Demon ER70S-6 1/16″, 10# – ER70S6-063-10T
Быстрый просмотр
Обычная цена 133,30 долл. США
Цена продажи $133.30 USD
Сэкономьте 17%
Обычная цена 161,01 долл. США
Цена за единицу товара / заСварочная маска Miller Classic Series с линзой ClearLight, Liberty — 287820
Посмотреть все
Бестселлеры Baker’s
Посмотреть все
Baker’s Gas — семейный бизнес с 1936 года.
Baker’s Gas имеет более 10 офисов и отгрузочный склад, чтобы обслуживать вас. Baker’s Gas стремится обеспечить превосходное качество обслуживания клиентов как в Интернете, так и в наших обычных магазинах. В наших демонстрационных залах и по телефону у Baker’s Gas есть знающие сотрудники, которые помогут вам со всеми вашими потребностями в сварочных материалах.
Узнать большеПросмотреть адреса магазиновПосмотреть все >
Обзор Miller Maxstar 161 – Какой Maxstar подходит именно вам?
Maxstar 161 — очень универсальный аппарат, который может выполнять множество различных сварочных работ. Прочтите этот пост в блоге, чтобы узнать все о Maxstar 161 и узнать, как он может вам помочь.
Подробнее
Раскройте всю мощь точности и производительности с кофемолками Metabo
Из этой записи в блоге вы узнаете, почему Metabo является лучшим выбором для энтузиастов и профессионалов.