Сварка профильной трубы для начинающих
В последнее время для сооружения беседок, теплиц и других малых архитектурных форм все чаще используют профильную металлическую трубу. Это и не удивительно, ведь получаемый каркас выходит очень прочным и легким, а главное стоит относительно недорого.
Однако, в процессе сварки возникают некоторые сложности, связанные с особенностями конструкции самой профильной трубы. Чтобы избежать неприятных моментов во время работы, лучше заранее изучить возможные проблемы и методы их устранения.
- Основы сварки профильной трубы
- Способы соединения профильной трубы сваркой
- Сварка профильной трубы инвертором
- Электроды для сварки профильной трубы
- Тонкости сварки под углом 90 градусов
- Сварка каркаса своими руками
- Секреты сварки профильной трубы без прожогов
Основы сварки профильной трубы
Большинство профильных труб, представленных на отечественном рынке изготовлены из углеродистой стали с толщиной стенки от 0,8 до 2 мм.
-
настроить силу сварочного тока в диапазоне от 10 до 60 А;
-
использовать электроды диаметром до 2 мм;
-
стараться накладывать сварочный шов в один проход.
Еще одним немаловажным фактором является скорость сварки. Шов лучше всего закончить до того момента, когда кромки трубы начнут остывать. Это позволит улучшить прочностные характеристики стыка. Использование электродов с рутиловым покрытием позволяет формировать шов в несколько этапов.
Кроме того, при работе с профильной трубой не следует забывать об общих правилах сварки:
-
воздействие высоких температур может привести к деформации свариваемых изделий, что в случае с профильной трубой как нельзя актуально;
-
расплавленный металл может заполнять внутреннюю полость изделия.
 Это стоит учесть в случае, если необходимо обеспечить полое внутреннее пространство;
Это стоит учесть в случае, если необходимо обеспечить полое внутреннее пространство; -
торцевая сварка увеличивает внутреннее напряжение, особенно в углах конструкции.
 Это стоит учесть в случае, если необходимо обеспечить полое внутреннее пространство;
Это стоит учесть в случае, если необходимо обеспечить полое внутреннее пространство;Способы соединения профильной трубы сваркой
Профильная труба может свариваться любым доступным способом, каждый из которых обладает своим набором достоинств и недостатков.
Ручная дуговая сварка
Одним из наиболее распространенных способов соединения профильных труб является ручная дуговая сварка. Она позволяет добиться отличного качества сварочного шва без использования дорогостоящего оборудования. Для выполнения работ необходимы:
сварочные инверторы
покрытые электроды
маски сварщика
вспомогательное оборудование
Достоинства и недостатки ручной дуговой сварки
Применение плавящегося электрода позволяет производить сварку в любых пространственных положениях и под необходимым углом.
Одним из недостатков такого способа сварки является умение сварщика правильно подобрать силу тока и диаметр электродов, а также выдержать необходимое расстояние для формирования дуги.
Сварка неплавящимся электродом в среде защитного газа
Чуть более дорогим, но не менее качественным способом изготовления каркаса из профильной трубы является TIG-сварка. За счет минимального расстояния между вольфрамовым электродом и свариваемой поверхностью, такой метод позволяет сделать более ровный шов. А применение инертного газа улучшает его прочностные характеристики.
Необходимый набор приспособлений включает в себя:
источник сварочного тока;
баллон с защитным газом;
вольфрамовый электрод и присадочный пруток;
индивидуальные средства защиты;
уголки, струбцины, центраторы.
Диаметр неплавящегося электрода подбирается в зависимости от стенки трубы. Так, например, при толщине стенок около 2 мм лучше использовать электрод диаметром 1 мм, а при их увеличении можно взять электрод 1,6 мм.
Так, например, при толщине стенок около 2 мм лучше использовать электрод диаметром 1 мм, а при их увеличении можно взять электрод 1,6 мм.
Сварка полуавтоматом
Еще одним популярным способом соединения профильной трубы является сварка при помощи полуавтомата MIG/MAG. Постоянная подача сварочной проволоки в сочетании с использованием защитного газа позволяет получить красивый, ровный и прочный шов. Однако, в силу громоздкости и более высокой стоимости оборудования, такой метод используется реже. Для сварки таким методом потребуется:
Следует помнить, что диаметр сварочной проволоки должен быть таким же, как и толщина стенок свариваемых изделий. Только в этом случае удастся получить качественное соединение.
сварочный полуавтомат MIG/MAG
сварочная проволока и баллон с защитным газом
средства индивидуальной защиты
вспомогательное оборудование
Газовая сварка
Газовая сварка основывается на подаче присадочного прутка в область, предварительно нагретую ручной горелкой. В результате этого он расплавляется и заполняет полость между деталями. Такой способ сварки требует большого уровня квалификации сварщика, так как велик риск того, что вместе с прутком оплавятся и края трубы.
В результате этого он расплавляется и заполняет полость между деталями. Такой способ сварки требует большого уровня квалификации сварщика, так как велик риск того, что вместе с прутком оплавятся и края трубы.
Кроме того, из-за использования ацетилена и открытого пламени, такой способ является наиболее опасным.
Сварка профильной трубы инвертором
Рассмотренные способы сварки не лишены достоинств, однако наиболее простым и надежным способом сварки является ручная дуговая сварка при помощи инвертора. Одним из главных преимуществ является невысокая стоимость оборудования, возможность сварки в импульсном режиме, а также мобильность.
Особенностью применения ручной дуговой сварки является возможность сваривать трубы с различной толщиной стенок. Для тонкостенных изделий достаточно силы тока в 50 – 60 А, а для более толстых конструкций ее необходимо увеличивать.
Кроме того, в процессе оплавления электрода, из его оболочки выделяются газ, который сводит окисление сварочного шва к минимуму.
Электроды для сварки профильной трубы
Для изготовления профильной трубы наиболее часто используются низкоуглеродистые и углеродистые марки стали. Сварку таких металлов лучше всего производить электродами следующих марок:
-
АНО – 4. Одна из наиболее популярных марок электродов, которые используются для сварки изделий из углеродистых сталей. Использование рутиловой обмазки позволяет производить сварку в несколько заходов, а также облегчить первичный и повторный розжиг дуги;
-
УОНИ 13/55. Еще одна популярная марка электродов, позволяющая сформировать прочный и надежный шов;
-
МР – 3С. Применяются в случаях, когда металл шва будет испытывать повышенные статические и динамические нагрузки;
-
ОЗС – 12. Электроды с рутиловым покрытием, использование которых позволяет получить прочный шов.
Следует отметить, что новичку лучше выбрать электроды с рутиловым типом покрытия, так как они менее восприимчивы к воздействию влаги, а также характеризуются минимальным разбрызгиванием и легким розжигом дуги.
Тонкости сварки под углом 90 градусов
Несмотря ни на какие тренировки и идеальный глазомер, сварить две трубы под углом 90° не получится. Такая работа обязательно проводится на ровной поверхности, в несколько этапов с использованием дополнительного оборудования, а именно:
- края заготовок предварительно размечают и обрезают перпендикулярно центральной оси;
- при помощи угольников или упоров выставляется необходимый угол;
- производится черновая точечная сварка;
- вымеряется правильность выставленного угла.
Только после выполнения всех указанных этапов производится окончательная сварка.
Сварка каркаса своими руками
Во время сварки профильной трубы возникает неравномерный нагрев металла, который приводит к возникновению местных напряжений и, как следствие к деформации изделия. Чтобы избежать подобных дефектов, профессионалы рекомендуют использовать во время работы специальные приспособления – магнитные кондукторы.
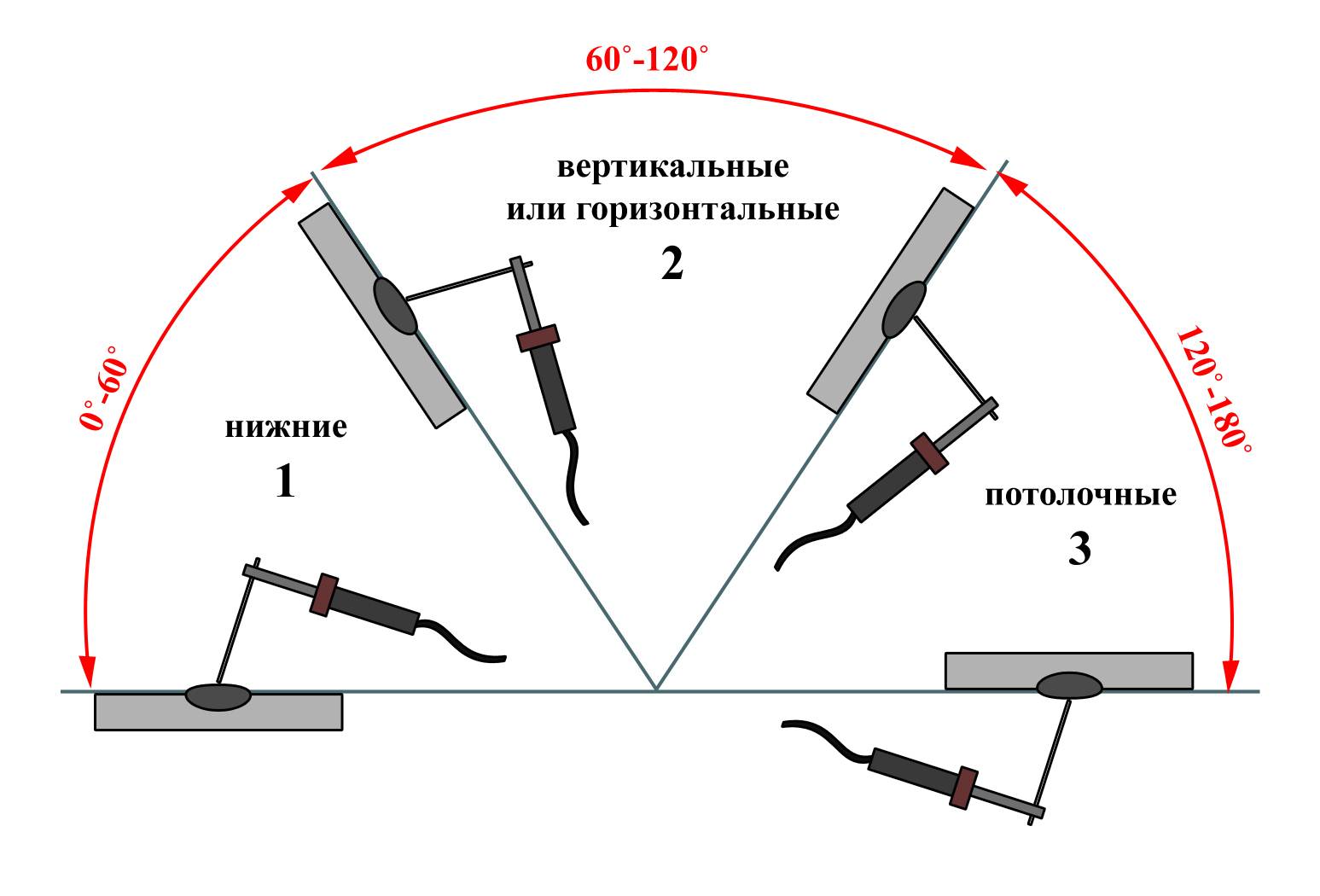
Также не следует забывать об особенностях сварки в различных пространственных положениях.
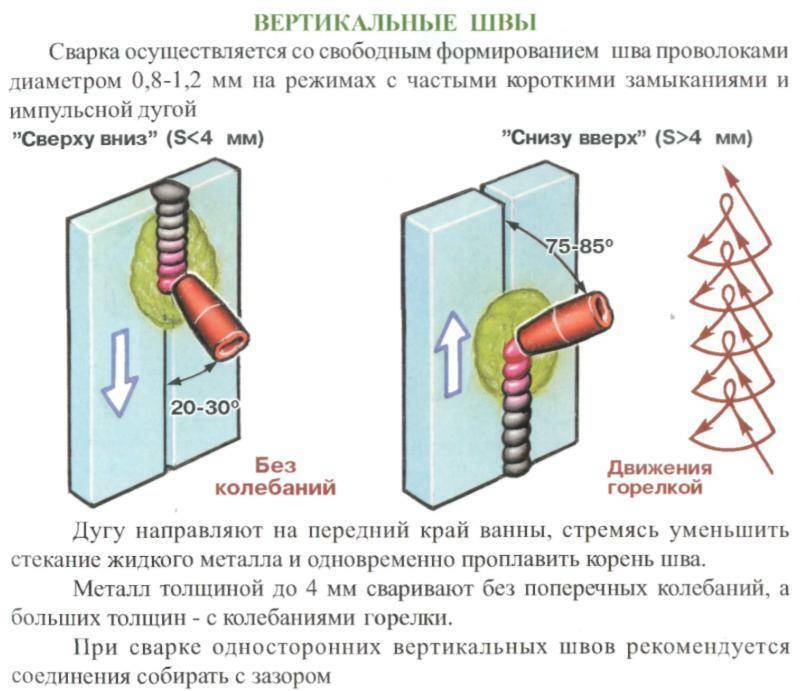
- Вертикальный шов
- При сварке в вертикальном положении электрод следует удерживать углом вперед. Это создаст необходимое давление и убережет расплавленный металл от вытекания. Розжиг дуги следует производить на более толстой заготовке, после чего стоит переходить к сварке, которую рекомендуют выполнять по направлению сверху вниз.
- Горизонтальный шов
- Горизонтальное расположение шва значительно облегчает процесс сварки. Хотя и в этом случае существует несколько нюансов, например, при неотрывном формировании шва, не стоит совершать колебательных движений электродом или, если шов накладывается на заготовки, расположенные под углом 90°, провар лучше делать на вертикально расположенной трубе. Это связано с тем, что у нее лучше теплоотвод, а значит риск деформаций меньше.
- Потолочный шов
- В своем роде это один из наиболее сложных типов швов. Новичкам лучше всего сваривать заготовки совершая небольшие круговые движения кончиком электрода, а шов при этом лучше всего делать прерывистым. Такой способ сварки поможет уберечь металл от прожога и перегрева.
 Это связано с тем, что у нее лучше теплоотвод, а значит риск деформаций меньше.
Это связано с тем, что у нее лучше теплоотвод, а значит риск деформаций меньше.Секреты сварки профильной трубы без прожогов
Основной причиной появления прожогов в профильной трубе является высокая сила сварочного тока. Следует помнить, что для сварки тонкостенных изделий следует выбирать минимальные значения. Кроме того, стоит придерживаться и других рекомендаций, а именно:
-
новичкам не стоит выбирать электрод диаметром больше 1,5 мм;
-
при сварке не допускается использования колебательных движений электродом;
-
дуга должна быть короткой, то есть расстояние между электродом и свариваемой поверхностью не должно превышать 1,5 мм;
-
не обрывать дугу в конце стыка.
Для этого лучше отвести электрод назад на 15 – 20 мм и только потом разорвать.
 Для этого лучше отвести электрод назад на 15 – 20 мм и только потом разорвать.
Для этого лучше отвести электрод назад на 15 – 20 мм и только потом разорвать.Прежде чем начинать сборку ответственной конструкции лучше поэкспериментировать на небольших обрезках. В этом случае можно оптимально подобрать силу тока и длину дуги, не опасаясь повреждений.
Какие еще марки электродов можно использовать для сварки профильной трубы? СкрытьПодробнееЛучше всего пользоваться электродами с рутиловым покрытием. Кроме ранее названных неплохим выбором будут электроды ESAB OK 46.00 или отечественные МР – 3.
Какой расход газа рекомендуется при сварке профильной трубы полуавтоматом? СкрытьПодробнее
При сварке трубы полуавтоматом максимальное значение расхода газа не должно превышать 12 л/мин.
При сварке профильных труб с малой толщиной стенки предварительное формирование не требуется. Достаточно выдержать минимальный зазор между свариваемыми поверхностями.
На какой полярности лучше всего сваривать профильную трубу с тонкими стенками? СкрытьПодробнееЧтобы снизить вероятность прожога изделий с тонкими стенками их сварку лучше всего проводить на обратной полярности.
Остались вопросы
Оставьте Ваши контактные данные и мы свяжемся с Вами в ближайшее время
Обратная связь
Вернуться к списку
Товары
Быстрый просмотрСпрей антипригарный TBI Classic (400 мл, без силикона) 257. 30 руб
30 рубСобственный импорт
хит продаж
Быстрый просмотрКраги пятипалые спилковые БАРСВЕЛД с подкладкой (нить Kevlar®, спилок КРС) 535 руб / парСобственный импорт
Быстрый просмотрУгольник магнитный БАРСВЕЛД MF-50 LBS 292 руб2. ВЕС:
ВЕС:
- пачка 1 кг
ПРОИЗВОДИТЕЛЬ:
Тольятти- Тольятти
Собственный импорт
Быстрый просмотрМолоток сварщика шлакоотбойный 440 г, БАРСВЕЛД 254.40 рубСобственный импорт
Быстрый просмотрМаска сварщика БАРСВЕЛД МС 207 (FULL COLOR) 3 032 рубСобственный импорт
рекомендуем
Быстрый просмотрСварочный инвертор БАРСВЕЛД Profi ARC-207 D (220 В) 12 200 рубкак научиться варить начинающим сварщикам, сравнение инвертора и трансформатора для сварки • Мир электрики
Содержание
- Аппараты для сварки
- Основы работы инвертора
- Пошаговая инструкция для начинающих при применении инвертора
- Длина дуги
- Небольшой промежуток
- Большой промежуток
- Необходимый правильный промежуток
- Правильно сформированный сварочный шов и его дефекты
- Обратная и прямая полярность при сварке инвертором
- Процесс сварки инвертором тонкого металла
Сварка в наши дни является самым распространенным способом соединения вместе двух металлических отдельных деталей. Со стороны кажется, что варить – это просто и несложно, но на самом деле профессия сварщика достаточно сложная и требующая наличия определенных навыков. Необходимо много чему научиться и многое учесть прежде, чем браться за процесс сварки.
Со стороны кажется, что варить – это просто и несложно, но на самом деле профессия сварщика достаточно сложная и требующая наличия определенных навыков. Необходимо много чему научиться и многое учесть прежде, чем браться за процесс сварки.
Для начинающих сварщиков и для профессионалов, работающих на высоте, поступили в продажу компактные современные аппараты для электродуговой сварки — инверторы.
Аппараты для сварки
Сварочный аппарат выполняет работы с помощью источника питания и электродов.
Существует два типа аппаратов:
- инверторный;
- трансформаторный.
Аппараты трансформаторного типа просты в эксплуатации, но имеют большой вес и большие размеры, прочные и выносливые, а также очень надежные. Для работы необходим переменный ток. Для сварки используют фтористо-кальциевые или рутиловые плавящиеся электроды. Агрегат обладает малым коэффициентом полезного действия, а сварочный шов, выполненный с помощью трансформаторного устройства, получается среднего качества. При работе с данным типом электросварки требуется высокая квалификация сварщика.
При работе с данным типом электросварки требуется высокая квалификация сварщика.
Инвертор – это электросварочный аппарат, который работает на постоянном токе, в отличие от трансформаторного. На входе схемы аппарата поступающее напряжение преобразуется из постоянного в переменное, которое затем поступает в трансформатор. Главное отличие этого типа сварки заключается в следующем:
- малый вес;
- мобильность;
- компактность;
- хорошо зарекомендованный аппарат в полевых условиях;
- независимость от входного напряжения;
- экономичность.
Инверторы очень экономичные, при использовании устройства потери электроэнергии в десятки раз меньше, чем при работе трансформаторных моделей. Аппарат имеет коэффициент полезного действия от 85 до 90 процентов.
С помощью инвертора можно соединить как мелкие, так и крупные металлические изделия. Инверторы в наше время стали большим прорывом в области сварочных агрегатов, старые громоздкие трансформаторы постепенно вытесняются с обихода из-за своих габаритов и сложностей в применении. Инвертор доступен как по цене, так и по классификации любому сварщику, достаточно для работы знать основы и принципы самого сварочного процесса.
Инвертор доступен как по цене, так и по классификации любому сварщику, достаточно для работы знать основы и принципы самого сварочного процесса.
Электроэнергия, которую потребляет этот небольшой сварочный аппарат, идет исключительно на работу самой дуги, которая и осуществляет непосредственно сварочный процесс.
Основы работы инвертора
Сварочные аппараты инверторного типа очень удобны в эксплуатации и максимально экономичны, это важно для начинающих, неимеющих опыта сварщиков. Для начала необходимо понимать, что инвертор является электронным сварочным аппаратом, поэтому основная нагрузка при работе с ним пойдет на вашу электрическую сеть.
Для сравнения: старый трансформаторный сварочный аппарат, при включении производил максимальный и сильный толчок электроэнергии, из-за чего происходило отключение электричества в сети вашего дома.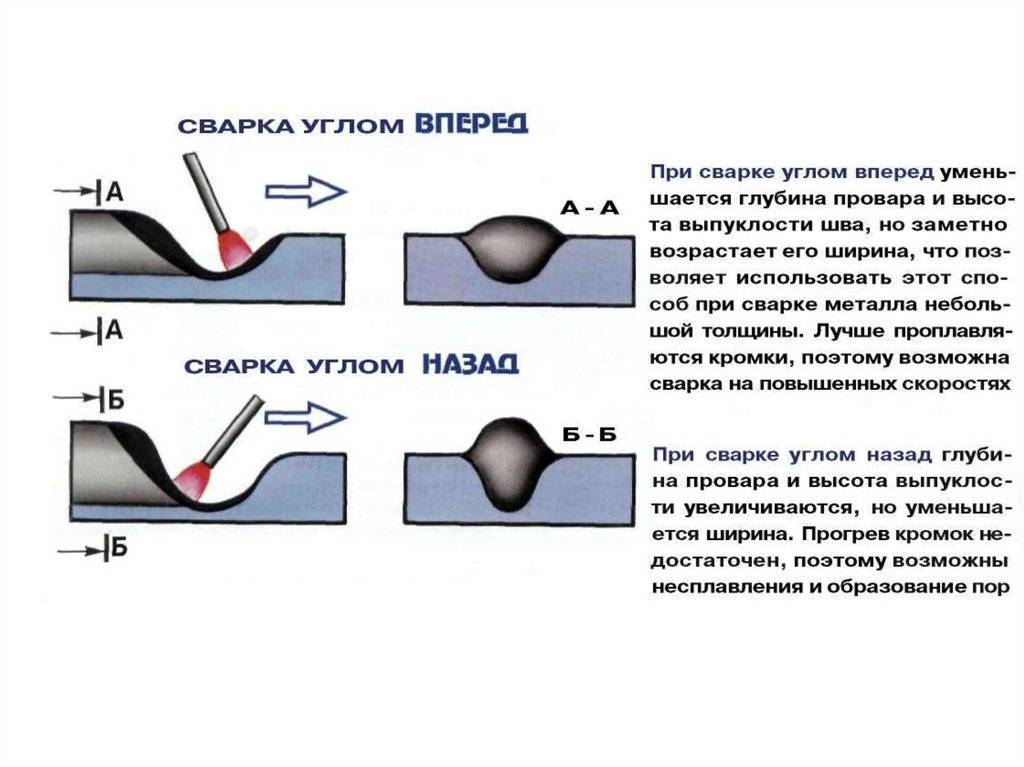 Инвертор, напротив, обладает конденсаторами накопительного действия, которые сначала накапливают электроэнергию, а затем обеспечивают, бесперебойную работу вашей электросети и мягко разжигают электрическую дугу.
Инвертор, напротив, обладает конденсаторами накопительного действия, которые сначала накапливают электроэнергию, а затем обеспечивают, бесперебойную работу вашей электросети и мягко разжигают электрическую дугу.
Вы можете в доступной форме освоить и самостоятельно изучить уроки сварки инвертором. Мы со своей стороны можем дать вам несколько полезных и нужных предложений, если у вас возникнут вопросы. В статье мы расскажем, на что сначала необходимо обратить ваше внимание перед началом сварки.
Важным моментом, который необходимо усвоить, является тот факт, что потребление электроэнергии инвертором напрямую зависит от диаметра вашего электрода. Чем больше диаметр применяемого вами электрода, тем больше он потребует электроэнергии. Поэтому перед началом работы вы должны рассчитать примерное максимальное значение потребляемой вашим аппаратом электроэнергии, чтобы не сжечь проводку или бытовую технику в вашем доме.
Кроме этого, для каждого применяемого вами диаметра электрода необходима минимальная рекомендуемая сила тока, то есть если вы захотите уменьшить показатель силы тока, то шов у вас не получится.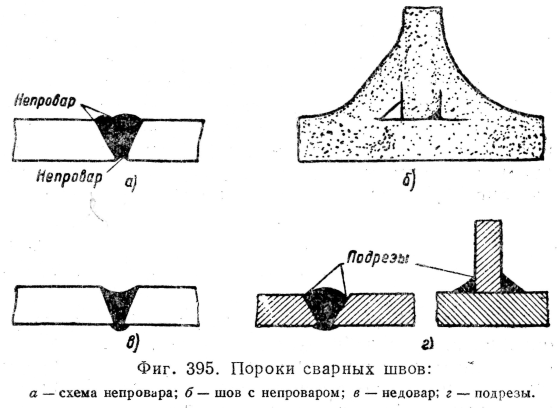
Если вы захотите поэкспериментировать и увеличить силу тока, то сам шов получится, при этом электрод может очень быстро сгорать или прилипать. Как вы уже поняли, важным элементом для сварочного процесса является правильный подбор электрода и тока работы аппарата.
Конструктивно электрод состоит из металлического стержня, на который напылен порошковый специальный состав. Порошковое напыление — необходимая преграда для доступа к сварному шву окружающего воздуха. Окружающая среда негативно влияет на формирование сварного шва, окисляя его, что ухудшает качество шва. Порошковое напыление также необходимо для поддержания нормального процесса горения дуги.
Для сварки инвертором используют электроды УОНИ, МР, АНО, ОЗС. Качество покупаемых электродов во многом зависит от транспортировки и условия их хранения. Диаметр необходимого электрода варьируется в пределах от 2 до 5 мм. Все зависит от материала и толщины свариваемых деталей.
 youtube.com/embed/APbB12bjRzM”>
youtube.com/embed/APbB12bjRzM”> Пошаговая инструкция для начинающих при применении инвертора
- Перед началом работы необходимо иметь средства защиты. Вам необходимо приобрести перчатки, не резиновые, а из грубой ткани, защитную сварочную маску и грубую куртку. Это необходимо для вашей защиты, чтобы уберечь ваши глаза и кожный покров от термического и светового воздействия при работе со сварочным аппаратом.
- С помощью регулятора на корпусе инвертора необходимо настроить сварочный ток и подобрать электрод. Напоминаем, что необходимо использовать электроды диаметром 2-5 миллиметров. Регулируем сварочный ток исходя из параметров толщины и материала свариваемой детали. На корпусе аппарата должна быть электронная или стрелочная индикация силы тока. Для предотвращения залипания электрода со свариваемой поверхностью необходимо медленно подносить сам электрод.
- Подключите минусовую клемму (массу) к свариваемой детали. Сварочный процесс начинается с правильного поджога дуги. Необходимо поднести электрод к поверхности свариваемой заготовки под малым углом. Затем пару раз дотроньтесь электродом к поверхности металла, чтобы произошла активизация сварочного электрода. Удерживаем электрод на расстоянии нескольких миллиметров от свариваемой заготовки, примерно равное диаметру электрода.
- У вас должен получиться сварочный шов. Для проверки шва, необходимо молотком, прикрывая глаза, убрать окалину.
 Необходимо поднести электрод к поверхности свариваемой заготовки под малым углом. Затем пару раз дотроньтесь электродом к поверхности металла, чтобы произошла активизация сварочного электрода. Удерживаем электрод на расстоянии нескольких миллиметров от свариваемой заготовки, примерно равное диаметру электрода.
Необходимо поднести электрод к поверхности свариваемой заготовки под малым углом. Затем пару раз дотроньтесь электродом к поверхности металла, чтобы произошла активизация сварочного электрода. Удерживаем электрод на расстоянии нескольких миллиметров от свариваемой заготовки, примерно равное диаметру электрода.Длина дуги
Это расстояние, которое образуется между металлом и электродом в процессе сварки. Важно во время сварки выдерживать постоянное правильное расстояние.
Небольшой промежуток
Наличие небольшого промежутка приведет к тому, что металл не успеет полностью прогреться, при этом шов выйдет выпуклым и не сплавленным по бокам.
Большой промежуток
Наличие большого промежутка приведет к скачку дуги, что помешает провару, а значит, наплавляемый раскаленный металл будет неровно ложиться.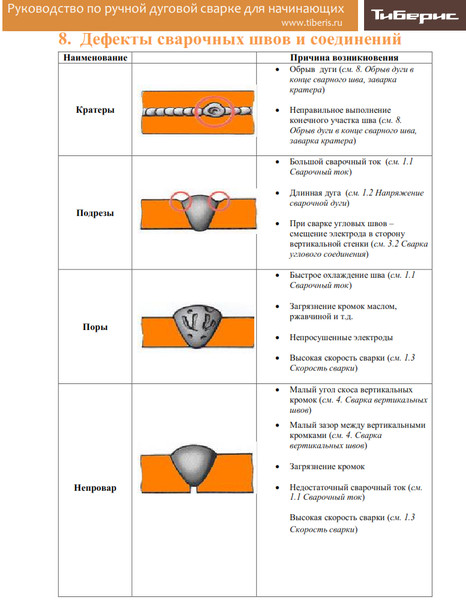
Необходимый правильный промежуток
Обеспечение правильного постоянного расстояния приведет к хорошему провару и формированию отличного шва.
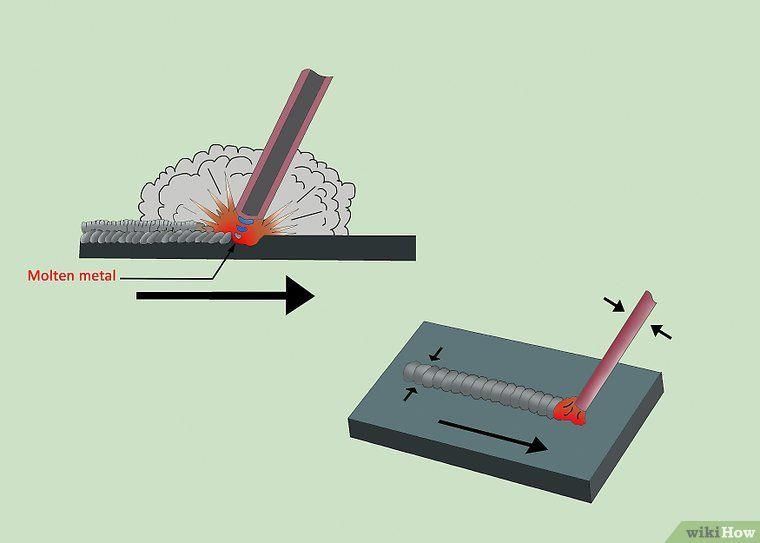
С опытом вы сможете правильно управлять длиной дуги, которая обеспечит вам оптимальный результат. Дуга формирует сварочную ванну, при проходе через зазор, плавя при этом основной металл. Она же обеспечивает попадание в ванну расплавленного металла.
Правильно сформированный сварочный шов и его дефекты
В процессе сварки, при поспешном движении электрода, формируется дефектный шов. Линия ванны располагается ниже, чем линия поверхности основного металла. Если зажженная дуга глубоко и интенсивно проникает в свариваемый металл, она выталкивает ванну назад и формирует шов. Поэтому в процессе необходимо следить, чтобы сварочный шов находился на уровне свариваемого металла.
Идеальный сварочный шов помогут образовать зигзагообразные и круговые движения. Выполняя движения по кругу, необходимо следить за швом, равномерно распределяя ванну.
При движении электрода в разные стороны зигзагом формируется хороший шов, при этом необходим контроль за образованием шва. В процессе образовываем шов сначала с левого края, потом по центру ванны, затем с левого бока и т. д. Нужно запомнить, что ванна идет за теплом.
Подрез формируется, когда недостаточно металла электрода, при заполнении ванной полностью и во время движения поперек. Чтобы не произошло образование подреза, необходимо соблюдать наружные границы шва, тщательно наблюдать за ванной и, если необходимо, сделать ее тоньше.
Чтобы управлять ванной применяют напряжение дуги, расположенную на конце стержня электрода. Во время наклона стержня ванна не тянется, а толкается. Запомните, чем вертикальней в процессе сварки располагается электрод, тем сварной шов формируется менее выпуклым.
Когда вы держите электрод вертикально, ванна вдавливается вниз, так как над ней сконцентрировано все тепло. Она при этом хорошо распространяется вокруг и проплавляется.
Когда ваш электрод слегка под углом, вся сила стремится назад и шов всплывает (приподнимается). Когда электрод имеет большой угол, сила прикладывается по вектору шва, что не дает возможности управлять раскаленной ванной.
Если необходимо сдвинуть ванну назад или получить плоский шов, применяют наклоны электрода под разными углами. Работа электрода начинается с угла от 45 градусов до 90, так как этот угол позволяет контролировать ванну и нормально производить сварку.
Обратная и прямая полярность при сварке инвертором
При обратной полярности происходит сниженный ввод тепла в изделие. Зона расплавления неглубокая, хоть и достаточно широкая. Можно наблюдать эффект катодной очистки свариваемой поверхности.
При прямой полярности происходит сниженный ввод тепла в металл. Зона расплавления глубокая, в то же время — узкая.
 youtube.com/embed/GrVBaIZ3ddE”>
youtube.com/embed/GrVBaIZ3ddE”> Процесс сварки инвертором тонкого металла
Инвертор хорош для начинающих сварщиков, так как имеет ряд функций, а именно:
- hotstart – помогает при начальном формировании сварочной дуги;
- arcforce – для предотвращения залипания электрода, когда тот находится на близком расстоянии от свариваемой детали. Функция увеличивает сварочный ток;
- anti-stick – предотвращает перегрев устройства отключением напряжения.
Все эти функции включаются автоматически во время непредвиденной критической ситуации, что дает новичкам производить сварочные работы на хорошем уровне.
Для того чтобы сварочный шов на тонком металлическом листе образовывался хорошего качества и на сварных листах не получались прожоги, необходимо следить за тем, чтобы во время сварочного процесса вы видели шов.
Электрод необходимо выбирать меньшего диаметра и располагать его максимально близко к металлу. Затем ждем, когда начнет формироваться красное пятно, под ним образуется капелька металла, которая соединит между собой тонкие металлические заготовки.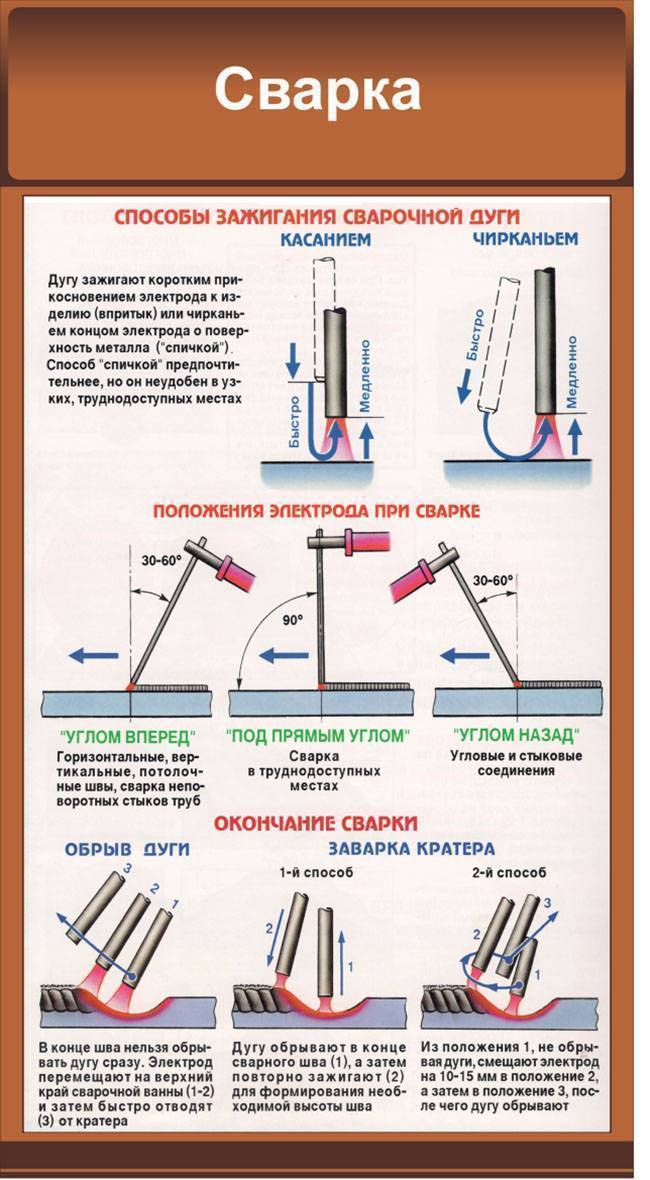
Медленно ведя электрод по поверхности тонких металлических деталей, образуются металлические капли, которые соединяют между собой заготовки, образуя при этом сварочный шов.
После прочтения нашей статьи вы научитесь правильно работать электросварочным инвертором. Надеемся, процесс сварки покажется для вас легким и увлекательным занятием. Прежде, чем приступать к процессу сварки, почитайте инструкцию инвертора и рекомендации от завода-производителя, чтобы уберечь не только сварочный аппарат, но и ваше имущество от поломок.
Знакомство со сварочным аппаратом — инструменты DEKO
Перейти к содержимомуСварка
похожа на шитье огнем.
Аппарат для дуговой сварки MMA, портативный ручной сварочный аппарат 200A
79,00 $
Этот портативный ручной сварочный аппарат MMA 200 A – лучший выбор для любителей сварки, начинающих и профессиональных сварщиков, которые хотят выполнять повседневные сварочные процедуры. Благодаря легкой и сверхкомпактной конструкции пользователям очень удобно транспортировать и использовать его в ограниченном пространстве. Сварочный аппарат DEKO MMA позволит вам получить профессиональную отделку при сварке, кузовных работах, бытовом ремонте, сельскохозяйственных проектах, требующих дополнительной мощности сварки.
Благодаря легкой и сверхкомпактной конструкции пользователям очень удобно транспортировать и использовать его в ограниченном пространстве. Сварочный аппарат DEKO MMA позволит вам получить профессиональную отделку при сварке, кузовных работах, бытовом ремонте, сельскохозяйственных проектах, требующих дополнительной мощности сварки.Примечание. Этот сварочный аппарат доступен только для Европы и Украины.
?- Обеспечивает превосходную работу дуги;
- Два напряжения 110/220 В;
- Очень легкая, компактная и портативная конструкция;
- Защита от перегрузки по току и защита от перегрузки для обеспечения безопасности;
- Идеально подходит для ежедневных сварочных работ легкой и средней сложности;
- Управление с обратной связью по замкнутому контуру, встроенный вентилятор и интеллектуальный регулятор сверхнизкого напряжения, стабильное выходное напряжение, легкий запуск в области нестабильного напряжения.
- Усовершенствованная инверторная технология IGBT с высоким рабочим циклом и превосходным напряжением зажигания делает сварочный аппарат более надежным и менее подверженным повреждениям или отказам.
- Энергосберегающий и высокоэффективный. Переключатель инверторного сварочного аппарата также работает быстро и потребляет меньше энергии для выполнения заключительной операции.
- Внутренний охлаждающий вентилятор защищает сварочный аппарат от перегрева, увеличивая срок службы устройства.
- Подходит для 6010, 7018, 6011 дуговой сварки постоянным током нержавеющей стали, легированной стали, углеродистой стали и других металлических материалов.
Фирменное наименование: DEKO Pro
Номер модели: DKA-200Y
Номинальный рабочий цикл: 40%
Ток пилотной дуги: /
Применение: Сварочное задание
Частота импульсов: / 900 04
Размеры: 11,4″x4. 92 x 7,87 дюйма (29 x 12,5 x 20 см)
Ток дуги: 20–200 А
Входное напряжение: 220–240 В
Напряжение холостого хода: 60 В
Диаметр электрода: 1,6–4,0 мм 900 04
Степень защиты: IP21S
N. W.: 12 фунтов (5,5 кг)
W.: 12 фунтов (5,5 кг)
1X Держатель электрода и кабель 9,28 фута
1X Рабочий зажим и кабель 9,55 фута
1X Адаптер входного питания, кабель и вилка
1X Штекерный адаптер и 19,3″ 1X Щетка и 3,26″
9000 9 1X Руководство пользователяВведение в сварочный аппарат
Определение
ММА
Что такое ММА в сварочном аппарате?
Ручная дуговая сварка металлическим электродом (MMA или MMAW), также известная как дуговая сварка металлическим электродом в среде защитного газа (SMAW), дуговая сварка в среде защитного флюса или электродуговая сварка, представляет собой процесс с использованием электрического тока, протекающего из зазора между металлом и местом дуговой сварки. электрод. Стержень эффективен для сварки большинства сплавов или соединений и может использоваться в помещении и на открытом воздухе, а также в местах со сквозняком. Кроме того, это самый экономичный метод, который позволяет создать хорошее сцепление с ржавыми или грязными металлами. Ручная дуговая сварка металлом впервые была изобретена в России в 1888 г.
Кроме того, это самый экономичный метод, который позволяет создать хорошее сцепление с ржавыми или грязными металлами. Ручная дуговая сварка металлом впервые была изобретена в России в 1888 г.
Преимущества MMA
Лучше подходит для ветреной погоды на открытом воздухе
Более щадящая сварка грязного или ржавого металла
9 0002
Подходит для более толстых материалов
Определение
СТИК СВАРОЧНЫЙ ЭЛЕКТРОД
Что такое сварочный электрод?
Сварочный электрод представляет собой прямую сварочную проволоку фиксированной длины, покрытую присадочным материалом. Сварочный электрод имеет фиксирующую головку, с помощью которой он крепится к электрододержателю.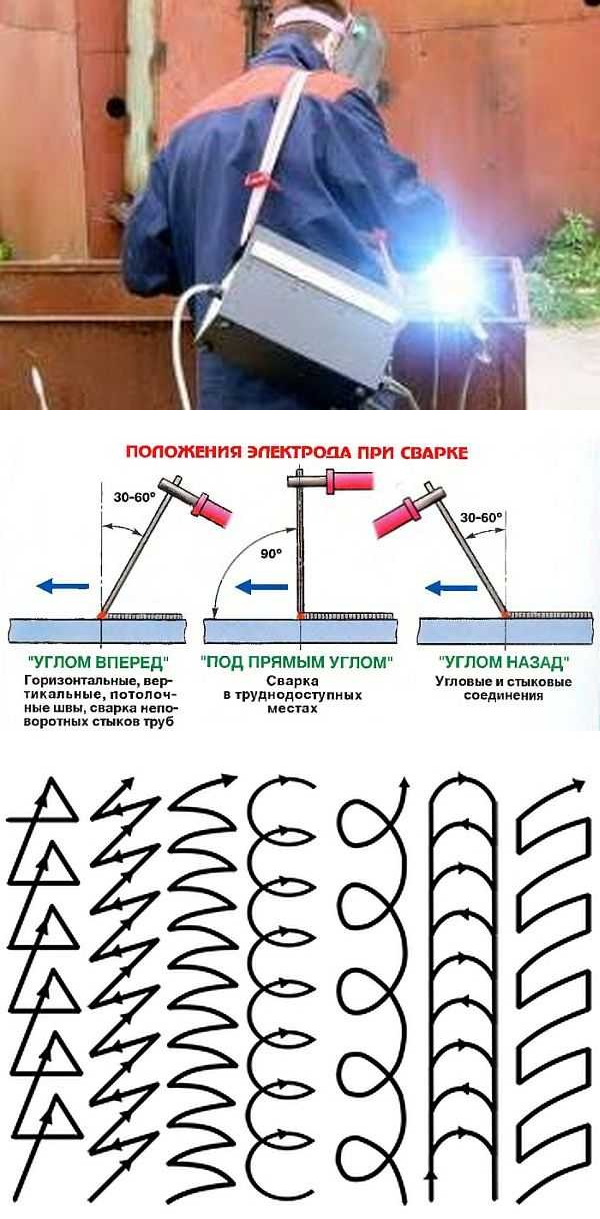 На другом конце электрода имеется запальная головка, которой приклеивается заготовка для зажигания дуги. Качество или торговое наименование электрода указывается возле фиксирующей головки в покрытии. Диаметр сварочного электрода относится к диаметру металлического стержня внутри электрода. Целью покрытия на поверхности металлического стержня является защита места сварки от воздействия окружающего воздуха, образование шлака для поддержки сварного шва и облегчение создания дуги.
На другом конце электрода имеется запальная головка, которой приклеивается заготовка для зажигания дуги. Качество или торговое наименование электрода указывается возле фиксирующей головки в покрытии. Диаметр сварочного электрода относится к диаметру металлического стержня внутри электрода. Целью покрытия на поверхности металлического стержня является защита места сварки от воздействия окружающего воздуха, образование шлака для поддержки сварного шва и облегчение создания дуги.
СОВЕТЫ ПО СВАРКЕ ММА
Перед сваркой
Перед сваркой необходимо проверить состояние источника сварочного тока, кабелей, электрододержателя и заземляющего зажима. Необходимо проверить качество и прочность сварочных электродов и они должны соответствовать заготовке. Покрытие на электроде должно быть неповрежденным.
СОВЕТЫ ДЛЯ СВАРКИ MMA
Во время сварки
Сварку начинают резким ударом сварочного электрода по дну канавки. После этого верните сварочный электрод в исходное положение, не растягивая дугу, и легко перемещайте электрод, следя за шириной расплавленной сварочной ванны. Переместите сварочный электрод так, чтобы рукоятка была направлена вперед. Граница образовавшегося шлака видна после расплавленного шва. Он должен быть за расплавленным сварным швом. Расстояние от границы шлака до расплавленного шва можно регулировать сварочным током и углом держателя электрода. Во время сварки концентрируйтесь на длине дуги и делайте ее как можно короче. Длина дуги легко увеличивается по мере уменьшения размера электрода во время сварки. Поначалу это движение может быть несколько трудно контролировать, но к нему легко привыкнуть. Когда сварочный электрод закончится, необходимо удалить шлак с предыдущего шва и очистить его стальной щеткой. Зажгите следующий электрод немного перед предыдущим сварным швом, а затем переместите сварочный электрод обратно к предыдущему шву и продолжите сварку.
После этого верните сварочный электрод в исходное положение, не растягивая дугу, и легко перемещайте электрод, следя за шириной расплавленной сварочной ванны. Переместите сварочный электрод так, чтобы рукоятка была направлена вперед. Граница образовавшегося шлака видна после расплавленного шва. Он должен быть за расплавленным сварным швом. Расстояние от границы шлака до расплавленного шва можно регулировать сварочным током и углом держателя электрода. Во время сварки концентрируйтесь на длине дуги и делайте ее как можно короче. Длина дуги легко увеличивается по мере уменьшения размера электрода во время сварки. Поначалу это движение может быть несколько трудно контролировать, но к нему легко привыкнуть. Когда сварочный электрод закончится, необходимо удалить шлак с предыдущего шва и очистить его стальной щеткой. Зажгите следующий электрод немного перед предыдущим сварным швом, а затем переместите сварочный электрод обратно к предыдущему шву и продолжите сварку.
СОВЕТЫ ПО СВАРКЕ ММА
ПОСЛЕ сварки
Отключите сварочный электрод, слегка переместив его назад к завершенному сварному шву, а затем подняв электрод прямо от заготовки.
Лучшие сварочные аппараты и каски DEKO
Ссылки
ОСНОВЫ СТИРАЛЬНОЙ СВАРКИ: https://www.kemppi.com/en-US/support/welding-abc/mma-welding/#0c1a6b0e
MIG Welding Essentials: Руководство для начинающих по сварке MIG
Что такое сварка МИГ?
Сварка металлов в среде инертного газа (MIG), также известная как дуговая сварка металлическим газом (GMAW), представляет собой процесс дуговой сварки, в котором используется тепло и газ для расплавления присадочного металла и соединения двух металлических деталей вместе. Нагревательным элементом в этом процессе сварки является электрическая дуга, энергия которой поступает от сварочного аппарата.
Присадочный металл представляет собой сплошную электродную проволоку, также известную как положительный электрод постоянного тока (DCEP). Проволока подключается к положительному выводу и непрерывно подается в сварочную ванну через сварочный пистолет.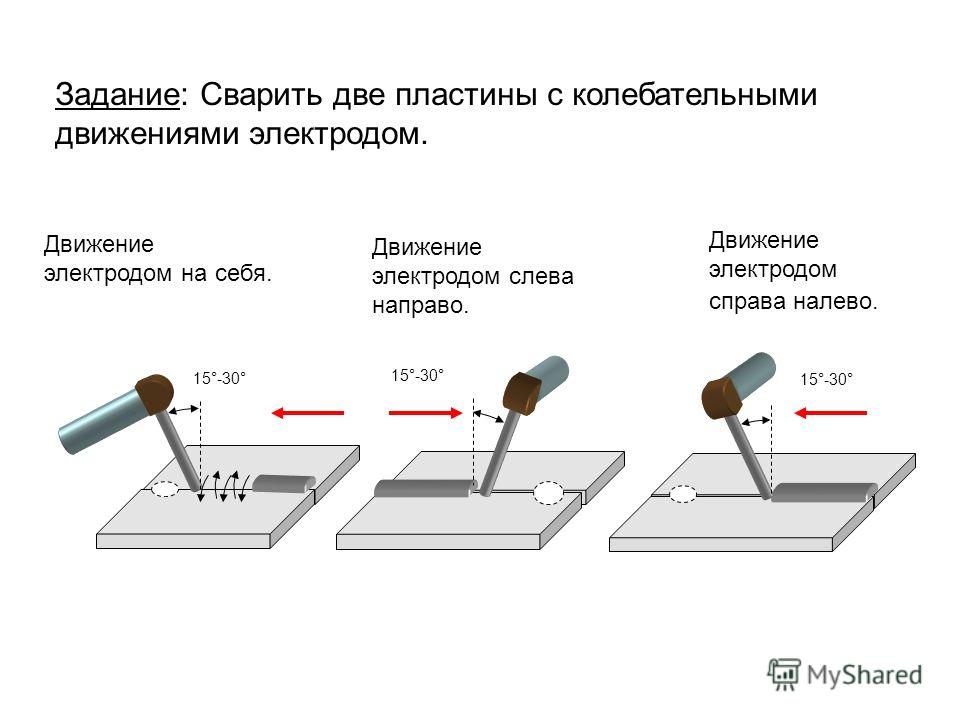
Контактные наконечники для сварки MIG обычно изготавливаются из химически обработанной меди, которая передает электрическую энергию по каналу к присадочной проволоке электрода.
Еще одной важной особенностью сварочной горелки MIG является подача инертного газа, которая присоединяется к газовому шлангу для облегчения подачи газа в зону сварки через сварочную горелку. Как часть сварочной горелки, сопло и диффузор газового кожуха отвечают за защиту и регулирование потока газа, чтобы он мог равномерно соприкасаться со сварным швом.
Метод сварки MIG имеет множество преимуществ, например:
Универсальность во многих приложениях
Экономичный
Меньше дыма и более безопасные условия сварки
Легче учиться для начинающих
Производит более чистые и качественные сварные швы
Идеально подходит для тонких материалов
Подходит для толстых сварных швов
Быстрый и эффективный процесс
Настройка аппарата для сварки МИГ
Чтобы понять, как выполнять сварку МИГ, сначала необходимо разобраться с некоторыми ключевыми особенностями настройки аппарата для сварки МИГ.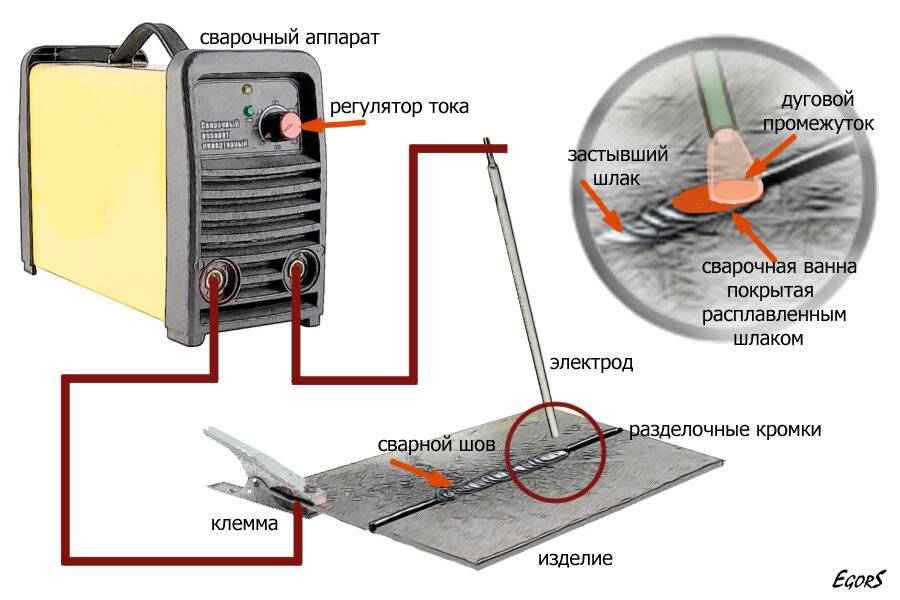
Стандартное устройство для сварки MIG будет включать следующие основные функции и используемые общие термины:
Горелка MIG или сварочный пистолет MIG
Подача инертного газа
Газовое сопло
Система подачи проволоки или устройство подачи проволоки
Источник питания
Основной металл (соединяемый металл)
Присадочный металл (свариваемый металл)
Зона термического влияния (ЗТВ)
Зона сварки (между ЗТВ и металлом)
Линия сплавления или сварной шов (где происходит волшебство!)
Выбор подходящего аппарата для сварки MIG
Чтобы подготовить рабочее место для сварки MIG, сначала необходимо выбрать подходящий сварочный аппарат MIG для выполнения работы.
Когда дело доходит до выбора сварочного аппарата MIG, необходимо учитывать множество факторов, поскольку каждое сварочное задание имеет свой уникальный набор требований. Тип сварочного аппарата MIG, который вы используете, зависит от типа сварочных работ, которые вы выполняете.
Тип сварочного аппарата MIG, который вы используете, зависит от типа сварочных работ, которые вы выполняете.
При выборе сварочного оборудования MIG для вашего сварочного проекта необходимо учитывать следующие факторы:
Тип свариваемого материала
Толщина материала основного металла и металла шва
Доступный источник питания
Место сварки и размер сварного шва
Расположение объекта (внутри/снаружи)
График проекта и бюджетные ограничения
Чтобы узнать больше о сварке MIG, ознакомьтесь с советами по сварке MIG
WIA предлагает широкий выбор сварочных аппаратов, продуктов и расходных материалов для сварки MIG для оптимизации процессов сварки MIG в различных областях применения в различных отраслях.
Сварочные аппараты MIG серии WIA включают:
Велдматик 180
Велдматик 200
Велдамтик 200+
Велдматик 250
Велдматик 270
Велдматик 350
Велдматик 356
Велдматик 396
Велдматик 500
Изготовитель Weldmatic
Сварочные аппараты MIG в линейке Miller включают:
Dimension 650 с ArcReach
XMT 350 FieldPro с ArcReach
XMT 350 МПа
СМТ 450
XMT 450 МПа
Сварочная система PipeWorx
Чтобы получить консультацию по сварочному аппарату MIG или организовать демонстрацию продукта в реальном времени, свяжитесь с одним из наших специалистов по продуктам в вашем регионе.