Техника сварки полуавтоматом и инвертором
Для получения неразъемного соединения однородных (металлы) или разных по качеству (керамика, металл) деталей применяют сварку. За счет плавления материалов удается получить устойчивый к нагрузкам, недеформируемый и прочный рабочий шов между элементами. В бытовых условиях безопаснее и надежнее для начинающих применять электродуговую сварку, используя специальный сварочный аппарат (инвертор, полуавтомат). Задача оператора не просто соединить два элемента, а создать красивый, прочный, надежный и неразъемный рабочий шов. А для этого должна быть изучена техника сварки полуавтоматом и инвертором различных по толщине материалов.
Расходным материалом при работе с первым видом оборудования будет проволока (тонкостенные детали), со вторым — электроды (сваривание толстых деталей). Нужно освоить:
- Принципы подбора расходных материалов: диаметр, длина.
- Способы поджига дуги.
- Виды сварных швов, их назначение и характеристики.

- Работу с дугой.
Наглядно с процессом дуговой сварки поможет ознакомиться видео.
Определение характеристик электрической дуги
Одно из основных условий получения качественного и надежного рабочего шва — корректный подбор длины дуги и диаметра расходного элемента. Поэтому для начинающих сварщиков важно запомнить следующее правило: габариты дуги должны быть равны 0,5-1,1 от параметров электрода (2.5, 3.25, 4, 5 мм) или проволоки (до 2-2,25 мм). Правила техники сварки полуавтоматом и инвертором гласят, что оператор обязательно должен поддерживать в ходе процесса заданную (корректную) длину электросварочной дуги. Если отступить от правила, то последствия будут следующими:
- окисление оплавленного металла — длинная дуга;
- прерывание дуги — короткая;
- деформация рабочего шва — длинная;
- припай расходного элемента к деталям — короткая дуга;
- азотирование оплавленного материала — длинная;
- повышенная пористость структуры рабочего шва — длинная;
- разбрызгивание оплавленного материала — длинная.
Если сваривать детали, не поддерживая постоянной величину дуги, то процесс дуговой сварки нарушается: неустойчивое, неравномерное горение, некорректная глубина провара, пожароопасность процедуры и т.д. Рабочий шов будет иметь неправильную форму и однородную структуру, размеры. Чтобы облегчить процесс, для начинающих производители расходных материалов (только при работе с электродами большого диаметра) в паспорте указывают желательную величину дуги.
Возбуждение дуги: правила и способы поджига
Если ранее оператором не рассматривалась техника электродуговой сварки с помощью инвертора или полуавтомата, тогда процесс лучше начинать изучать с самых азов — с поджига или возбуждения дуги. Сложности связаны с прикипанием основания стержней к поверхности соединяемых материалов. Поэтому новичкам нужно запомнить главное правило сварки инвертором: при поджиге прикосновение электрода к деталям должно быть кратковременным. Чтобы возбудить дугу используют один из методов поджига:
- слегка (секундная задержка) прикоснуться стержнем к поверхности детали и быстро разделить объекты. Надо отвести электрод на расстояние не менее 4 мм.
- боковое протягивание стержня по поверхности детали и отвод электрода. Расстояние разделения объектов — 4-4,5 мм.
 Надо отвести электрод на расстояние не менее 4 мм.
Надо отвести электрод на расстояние не менее 4 мм.Если секундная задержка не удалась, стержень обязательно прикипит к детали. Отрывать его нужно, применяя вращение. Поворачивая расходный элемент в сторону, резким движением срывают его. На видео показано, как правильно выполнить возбуждение сварочной электрической дуги.
Положение стержня при оформлении различных видов швов
Соединения принято делить на стыковочные, потолочные, угловые, горизонтальные, нахлестные, вертикальные, тавровые и прочие. Характеристики пространства между деталями определяют количество проходов, за которые удастся положить ровный и качественный шов. Меленькие и короткие соединения выполняют одним проходов, длинные — несколькими. Накладывать шов можно непрерывно либо точечно.
Выбранная техника сварки определит прочность, устойчивость к нагрузкам и надежность места соединения деталей. Но прежде чем выбрать схему работы, необходимо определиться с положением стержня. Его определяют:
Но прежде чем выбрать схему работы, необходимо определиться с положением стержня. Его определяют:
- пространственное положение места соединения;
- толщина свариваемого металла;
- марка металла;
- диаметр расходного элемента;
- характеристики покрытия электрода.
Корректный выбор положение стержня определяет прочность и внешние данные места соединения, а техника сварки швов в различных положениях будет следующей:
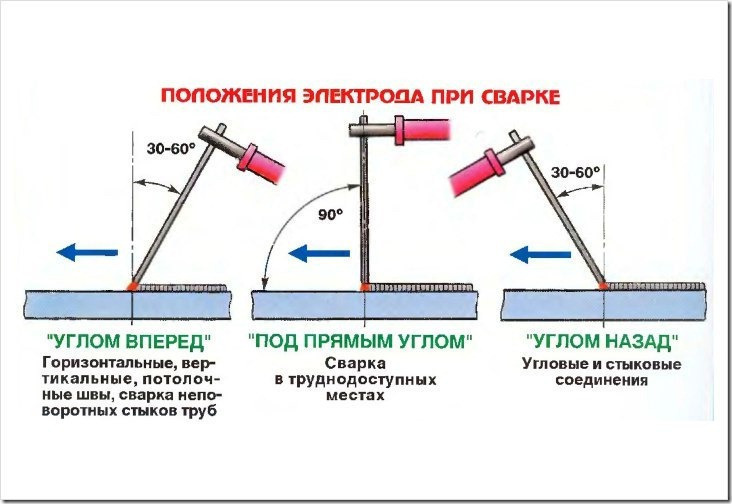
- «От себя», или «вперед углом». Стержень при работе наклонен на 30-600. Инструмент продвигается вперед. Такую технологию применяют при соединении вертикальных, потолочных и горизонтальных стыков. Также применяется эта техника для сварки труб — электросваркой удобно соединять неповоротные стыки.
- Под прямым углом. Способ подходит для сваривания труднодоступных стыков, хотя его считают универсальным (можно сваривать места с любым пространственным расположением). Положение стержня под 900 усложняет процесс.
- «На себя», или «назад углом». Стержень при работе наклонен на 30-600. Инструмент продвигается по направлению к оператору. Эта техника сварки электродом подходит для угловых, коротких, стыковых мест соединения.
 Стержень при работе наклонен на 30-600. Инструмент продвигается по направлению к оператору. Эта техника сварки электродом подходит для угловых, коротких, стыковых мест соединения.
Стержень при работе наклонен на 30-600. Инструмент продвигается по направлению к оператору. Эта техника сварки электродом подходит для угловых, коротких, стыковых мест соединения.Правильно подобранное положение инструмента гарантирует и удобство выполнения запайки стыка, и позволяет следить за корректным проплавлением материала. Последний факт обеспечивает качественное формирование и прочность рабочего соединения. Правильная техника сварки инвертором — проплавление материалов на незначительную глубину, отсутствие брызг, равномерный захват кромок стыка, равномерное распределение расплава. Каким должен получиться соединительный сварочный шов можно увидеть видео для начинающих сварщиков.
Особенности перемещения дуги при выполнении дуговой сварки
Корректное движение сварной электрической дугой обеспечивает качество и надежность соединительного шва. Описываемая техника дуговой сварки предполагает перемещение дуги в следующих направлениях:
- Поступательном — вдоль оси расходного элемента. Служить для поддержания заданной длины дуги. Правило: продвижение электрода должно согласовываться с укорочением стержня.
- Продольном — вдоль оси рабочего шва. Используется для формирования сварочного ниточного валика. Толщина его напрямую будет зависеть от скорости движение стержня и его габаритов (валик толще на 3 мм диаметра расходного элемента). Валик образует первичную спайку.
- Поперечном — поперек соединительного шва. Концом стержень совершают колебательные движения. Характеристики соединяемых материалов, расположение стыка и его размер, требования к рабочему шву и другие параметры определяют размах поперечных движений. Движения завершают формирование сварочного соединения. Его ширина будет колебаться в пределах 1,5-5 диаметров используемого стержня.
 Служить для поддержания заданной длины дуги. Правило: продвижение электрода должно согласовываться с укорочением стержня.
Служить для поддержания заданной длины дуги. Правило: продвижение электрода должно согласовываться с укорочением стержня.Чтобы стала понятной эта техника сварки инвертором для начинающих, уточним: все три движения стержнем постепенно накладываются друг на друга, формируя прочное и неразъемное соединение материалов. Поступательно-колебательные движения концом стержня могут иметь различную фигурную траекторию (классических вариантов 11).
При работе с длинными или сложными стыковочными объектами придется выполнять замену стержня. Процедура следующая:
- процесс прервать;
- сменить расходный элемент;
- сбить шлак с остывшего шва;
- возбудить электрическую дугу — поджиг делают на расстоянии 12-13 мм от воронки, которая появилась в конце шва;
- подвести стержень к воронке;
- сформировать сплав из нового и старого стержня;
- завершить перемещение расходного элемента.
Коротко о схемах сварки и видах соединительных швов
Схема заполнения места соединения деталей будет определять эксплуатационные и прочностные характеристики сварного шва. Поэтому любая техника сварки, в частности дуговой сварки, классифицирует последние по длине и сложности. Различают:
- Короткие стыки (до 300 мм). Заваривание выполняют в один проход — от начала до конца.
- Стыки средней длины (от 300 до 1000 мм). Процесс начинают от середины стыка и ведут к краям. Может использоваться и обратноступенчатый метод — место соединение условно разбивается на несколько равных промежутков, каждый из которых заваривается последовательно в одном направлении.
- Длинные стыки (свыше 1000 мм). Заваривание шва проводится обратноступенчатым методом (самые короткие), каскадом, горкой, блоками (способы вразброс).
На видео продемонстрировано корректное сваривание стыков несколькими видами швов. После его формирования, важно правильно заварить кратер. Нельзя резко обрывать конец шва. Нужно постепенно удлинять дугу, завершив движения стержнем. Процесс сварки заканчивает с ее обрывом. Закрепить теоретический материал поможет видео.
Нельзя резко обрывать конец шва. Нужно постепенно удлинять дугу, завершив движения стержнем. Процесс сварки заканчивает с ее обрывом. Закрепить теоретический материал поможет видео.
Поделись с друзьями
0
0
0
0
Краткий курс обучения сварке MMA.
Если Вы приобрели сварочный аппарат, предназначенный для проведения работ методом MMA (Manual Metal Arc) – ручная электродуговая сварка штучным покрытым электродом, но не знаете как приступить к работе, Вам следует внимательно ознакомиться с приведенным ниже материалом.
1. Подключение к сети.
Ознакомьтесь с техническими характеристика Вашего сварочного аппарата на предмет его соответствия электросети к которой его планируется подключать . Напряжение питания и количество фаз аппарата должно соответствовать аналогичным параметрам электросети. Сейчас есть большой выбор сварочных аппаратов, имеющих возможность работы как от сетей 220В, так и от сетей с напряжением 380В.
2. Выбираем электрод
Электроды, использующиеся при ручной электродуговой сварке, состоят из металлического стержня со специальным покрытием. Материал стержня электрода должен быть схожим с материалом свариваемых деталей. Диаметр электрода выбирается в зависимости от толщины свариваемого изделия.
таблица.
3. Выбираем величину сварочного тока
Величина сварочного тока прежде всего зависит от диаметра выбранного электрода и может быть посчитана по упрощенной формуле: на 1 мм диаметра электрода необходимо 35-40А тока, т.е. если взять сварочный электрод диаметром 3мм, то для работы понадобится ток 105-120А.
Важно: при выполнении сварочных работ с вертикальными и потолочными швами силу тока необходимо уменьшить на 10-20%.
4. Зажигаем сварочную дугу и варим
После установки необходимой силы тока можно приступать непосредственно к сварке.
Зажигание (возбуждение) сварочной дуги
Первый способ: зажигание дуги касанием. Электрод плавно опускают перпендикулярно к поверхности детали, легко касаются поверхности в месте начала сварного шва и отводят вверх оставляя небольшой зазор, обеспечивающий стабильное горение дуги.
Второй способ: зажигание дуги чирканьем. В этом случае процесс возбуждения дуги напоминает процесс зажигания спички, при котором происходит движение электродом по касательной к поверхности металла с легким прикосновением и фиксацией оптимального зазора.
По мере выгорания электрода необходимо стараться поддерживать выбранный зазор и одновременно перемещать электрод вдоль линии соединения деталей. В случае прилипания электрода необходимо интенсивно качнуть его, оторвать от металла и снова зажечь дугу. Для получения качественного сварного соединения необходимо получить твердый навык поддержания устойчивой дуги при зазоре в 3-5мм между электродом и деталью.
Для получения качественного сварного соединения необходимо получить твердый навык поддержания устойчивой дуги при зазоре в 3-5мм между электродом и деталью.
5. Правильное перемещение электрода
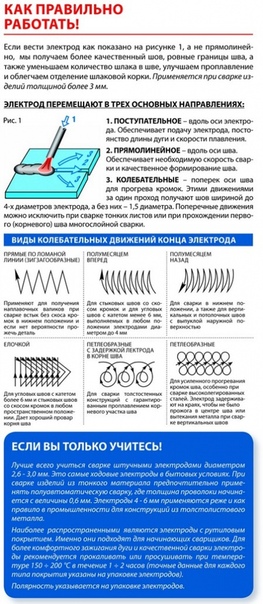
Правильно вести электрод нужно так, как показано на рисунке, а не прямолинейно. Основные движения:
1.Поступательное – вертикально вдоль оси электрода для поддержания постоянной длины дуги и скорости расплавления электрода.
2.Прямолинейное – горизонтальное вдоль оси шва для поддержания оптимальной скорости сварки обеспечивающей качественное формирование сварного соединения.
3.Колебательные – горизонтальные поперек оси шва для улучшения прогрева кромок. длина поперечного движения может быть до 4-х диаметров электрода, что позволяет получить однородный шов соответствующей ширины. Этот вид движений можно исключить при сварке тонких листов металла или при производстве первого шва в многослойной сварке.
Типы колебательных движений
В случае правильного движения электрода шов получается более прочным, с ровными границами и минимальным количеством шлака внутри также улучшается проплавление кромок и облегчается отделение шлаковой корки.
Классификация положения сварочного шва в пространстве
| Н-нижнее; П-потолочное; Пп-полупотолочное; Г-горизонтальное; Пв-полувертикальное; В-вертикальное; Л– в “лодочку”; Пг-полугоризонтальное | |
Для приобретения устойчивых навыков лучше всего учиться работать со штучными электродами, имеющими диаметр 2,6-3мм. Эти электроды наиболее часто применяются для проведения сварки в бытовых условиях. Наиболее распространенными являются электроды с рутиловым покрытием, которые также хорошо подходят для неопытных сварщиков. Для обеспечения более комфортного поджога дуги и получения высокого качества сварного шва электроды нужно прокаливать или просушивать при температуре 150-200°C в течение 1-2 часов ( более точные данные для электродов с различными типами покрытия указываются на их упаковке).
Сварка инвертором для начинающих их методы и рекомендации специалистов
Сварка инвертором для начинающих должна включать в себя не только практическую работу, но также изучение основ данного процесса, включая и особенности подготовки (выбор инвентаря, инструмента, защитных элементов и прочее).
Если раньше помимо трансформаторов и выпрямителей для выполнения сварочных работ другого оборудования не было, то сегодня ввиду широкого разнообразия агрегатов разных типов и целевого назначения необходимо иметь соответствующий уровень подготовки и обладать достаточным объемом знаний для эффективной работы с техникой такого рода.
Так ли надежна сварка
Со времен появления этого метода соединения двух и более элементов конструкции принято считать его наиболее эффективным и надежным. И действительно, если рассматривать крепеж, то данный способ соединения во многом не уступает сварке, однако, он все же не является вечным и даже при наличии дополнительных удерживающих от разбалтывания элементов, таких, как контргайка, пружинные шайбы и прочее, нет гарантии, что соединение не потеряет своей надежности. А в условиях вибрации ни один вид крепежа не избавит от риска снижения прочности.
Совсем другое дело – сварной шов, который на уровне атомов выполняет скрепление двух и боле элементов. Это происходит при повышении температуры металла до больших значений и при деформировании поверхности листа. В результате получается соединение высокой степени прочности и надежности, но только при условии соблюдения правил сварочных работ.
Это происходит при повышении температуры металла до больших значений и при деформировании поверхности листа. В результате получается соединение высокой степени прочности и надежности, но только при условии соблюдения правил сварочных работ.
Подготовительные работы
Сварка электрическим инвертором для начинающих подразумевает некоторую подготовку. Самое простое при этом – обеспечить безопасность сварщика, для чего используется специальная экипировка: перчатки из грубого материала, одежда для работы достаточной плотности (комбинезон или брюки, куртка) и защитная маска со светофильтром.
Смотрим видео, производим подготовительные работы с полуавтоматом:
Обязательно следует подготовить и рабочее место в соответствии с требованиями безопасности, которые включают в себя:
- Удаление из рабочей зоны легковоспламеняющихся веществ и материалов;
- На участке должно быть ведро с песком;
- Следует контролировать степень безопасности агрегата, в частности, следить за его исправностью и качеством изоляции;
- Не рекомендуется сваривать свежеокрашенные элементы.
Для работы необходимо иметь в распоряжении непосредственно сам сварочный инвертор, характеристики которого соответствуют условиям работы. Для начала производится настройка оборудования и выбор электродов. Величина рабочего тока определяется толщиной свариваемых элементов: чем выше этот параметр, тем большей производительностью должен обладать агрегат. Влияет также и род используемого материала.
Решая вопрос, как научиться варить сварочным электрическим инвертором, следует знать о нюансах работы этого агрегата. Например, чаще всего на корпусе указывается соответствие свариваемого материала величине рабочего тока в конкретных условиях.
Рабочая инструкция для начинающих
Для выполнения сварки посредством инверторного аппарата подбираются электроды из диапазона значений 2-5 мм. Во избежание залипания на начальной стадии работы не следует подносить электрод к металлу слишком быстро, а непосредственно сама сварка должна выполняться на некотором расстоянии от поверхности обрабатываемого элемента, как правило, оно равно диаметру электрода.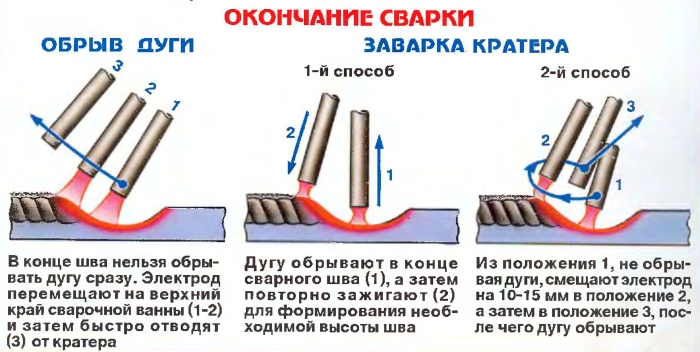 Когда все подготовительные работы выполнены, можно приступать к свариванию металла.
Когда все подготовительные работы выполнены, можно приступать к свариванию металла.
С чего начинается работа
Сначала подключается клемма массы к поверхности свариваемого элемента. Дуга поджигается при системном кратковременном контакте с металлом, для чего достаточно несколько раз поднести электрод к поверхности. Так следует делать до тех пор, пока он не активируется. Сварочные работы ведутся при помощи электрода, который располагается под некоторым углом (желательно, под небольшим наклоном, чтобы угол не превышал 70 градусов).
Смотрим видео, с чего начинается работа:
Перед началом работы и непосредственно во время сварки следует обращать внимание на температуру окружающей среды. Обычно производитель в сопровождающей документации оборудования указывает диапазон допустимых значений температур во время работы, на что следует ориентироваться, выполняя сварные швы. Если попытаться ввести в работу сварочный аппарат при минусовой температуре, то он может попросту не включиться.
Если попытаться ввести в работу сварочный аппарат при минусовой температуре, то он может попросту не включиться.
Сварные соединения
Типы сварных соединений
Техника сварки электрическим инвертором для начинающих включает в себя необходимость непосредственного участия сварщика в формировании шовного соединения. После воздействия на металл электродом следует снять окалину, которая представляет собой так своего рода накипь раскаленного металла. Это можно сделать любым подручным инструментом, который достаточно тверд и имеет внушительный вес, например, молотком.
По мере выполнения работы необходимо внимательно следить за тем, на каком расстоянии от поверхности металла находится электрод. От этого напрямую зависит качество сварного соединения. Слишком маленький зазор, равно как и слишком большой приведут к тому, что шов получится либо кривым, либо слишком выпуклым. В норме при соблюдении правил работы с агрегатом соединение должно формироваться посредством образования сварочной ванны дугой, которая преодолевает зазор, расплавляя при этом металл. Наплавляемый материал переносится в ванну с помощью все той же дуги.
Наплавляемый материал переносится в ванну с помощью все той же дуги.
Ошибки при выполнении сварочных швов
Если сварка ведется поспешно, то это сразу скажется на качестве соединений. Поэтому движение электрода не должно быть слишком быстрым. Не рекомендуется также слишком погружать электрод в металл, что приведет к тому, что ванна будет располагаться несколько ниже поверхности обрабатываемого материала. В норме линия ванны и сварочное соединение должны быть на одном уровне с металлом.
Смотрим видео, типы сварочных соединений и их правильное положение при сварке:
В зависимости от расположения электрода получается разной формы шов. Например, если во время работы держать его перпендикулярно обрабатываемой поверхности, то в результате ванна более глубоко проникает в металл.
Если электрод располагается под очень небольшим углом относительно поверхности материала, то ванной в этом случае управлять очень сложно, учитывая, что сила дуги направлена по направлению сварного шва.

Полярность при сварке инвертором
Особенность инверторных аппаратов заключается в возможности изменения полярности, что определяет направление движения электронов. Так, если установить прямую полярность, то в результате можно получить более узкое, но при этом глубокое проплавление металла. В данном случае подключение проводов к клеммам выглядит следующим образом: на электроде минус, на «земле» — плюс.
Смотрим видео, выставляем полярность и токовый режим:
При обратной полярности можно наблюдать иной результат: участок расплавления более широкий, но не отличается глубиной. При этом подключение взаимообратное: на электроде плюс, на «земле» — минус.
Работа с тонколистовым металлом
Когда планируется сварка инвертором руководство для начинающего, что позволит избежать грубых ошибок. Например, если планируется работа с тонким листом металла, то для сварки больше подойдет обратная полярность, когда проникновение тепла вглубь материала происходит не столь быстро. Это может привести к сквозному расплавлению металла.
Это может привести к сквозному расплавлению металла.
Правильная схема подключения обеспечит долговечность сварочного шва, а также высокое качество соединения элементов конструкции, относительно которых применялась сварка. Рекомендуемый угол наклона электрода – 30 градусов. Во время работы не следует забывать о необходимости постоянного контроля выполнения сварочного соединения.
Таким образом, в работе инверторного аппарата есть свои преимущества, как и отдельные нюансы, влияющие на качество шва. Не каждый вид аппаратов для сварки допускает изменение полярности с такой легкостью. Но для начинающих пользователей основной сложностью остается поддержание одинакового по величине зазора между электродом и свариваемой поверхностью.
Здесь может выручить знание некоторых нюансов, как, например, выполнение круговых или загзагообразных движений во время сварки, что обеспечит высокое качества шва. Во время работы следует учитывать не только собственные навыки в обращении со сварочным агрегатом, но также и параметры материала. Например, для сварки тонколистового металла существуют особые требования, что позволяет получить надежный шов, неповрежденный излишне глубокой проплавкой метала электродом.
Например, для сварки тонколистового металла существуют особые требования, что позволяет получить надежный шов, неповрежденный излишне глубокой проплавкой метала электродом.
уроки для чайников, основы и правила работы для начинающих
Практически на любом дачном участке или в гараже периодически требуется скрепить намертво какие-либо железные детали или запчасти. Лучше всего для подобных работ использовать сварку. Однако иметь мощный сварочный аппарат удовольствие довольно дорогое, да и не всякая дачная или гаражная электрическая сеть сможет выдержать напряжение от сварки подобным аппаратом. Профессиональные сварочные аппараты также требуют определенных знаний, навыков и умений, которые трудно освоить самостоятельно. Поэтому мастера советуют использовать сварку инвертором для начинающих.
Руководство для чайников
Сварочный инвертор — это аппарат, преобразующий переменный ток электросети напряжением 220 (есть аппараты для 380) вольт в колебания высокой частоты, а затем в постоянный ток. Этот аппарат имеет несомненные плюсы перед обычным сварочным аппаратом:
Этот аппарат имеет несомненные плюсы перед обычным сварочным аппаратом:
- коэффициент полезного действия достаточно высок и составляет около 0,85—0,9;
- экономит электроэнергию;
- способен работать в сети меньшего напряжения (при падении напряжения до 180—190 вольт), что очень актуально для сельской местности и дачных участков, где падение напряжения — нередкий случай;
- по мнению профессионалов, «держать» дугу инвертора намного легче, чем у мощного сварочного аппарата;
- по сравнению с громоздким сварочным аппаратом, инвертор практически «ручной» и может легко переноситься даже одним человеком.
Как выглядит инвертор
В основном все инверторы выглядят примерно одинаково: небольшой металлический аппарат с передней и задней панелями. На передней панели находятся контакты с обозначением «плюс» и «минус», к которым подсоединяются рабочие провода, рукоятки управления напряжением и рабочим током, кнопка или тумблер питания. Задняя панель, как правило, оснащена только разъемом кабеля электропитания. Один рабочий провод оканчивается держателем электрода, второй же специальным зажимом, цепляющимся за одну из свариваемых деталей.
Задняя панель, как правило, оснащена только разъемом кабеля электропитания. Один рабочий провод оканчивается держателем электрода, второй же специальным зажимом, цепляющимся за одну из свариваемых деталей.
Что касается проводов, то на них необходимо обратить особое внимание при выборе и покупке аппарата, ведь от их длины и гибкости зависит комфортность работы, жесткие и короткие провода не позволяют сделать аккуратный ровный шов.
Многие инверторные аппараты оснащены ремнем для переноски, которым также удобно пользоваться при работе «на весу».
Уроки сварки для начинающих
Можно изучить самоучитель сварщика, видеоурок и мастер-класс, пытаясь постигнуть искусство сварки в полной мере, однако чтобы научиться, сварщику достаточно понимать физику дуговой электросварки.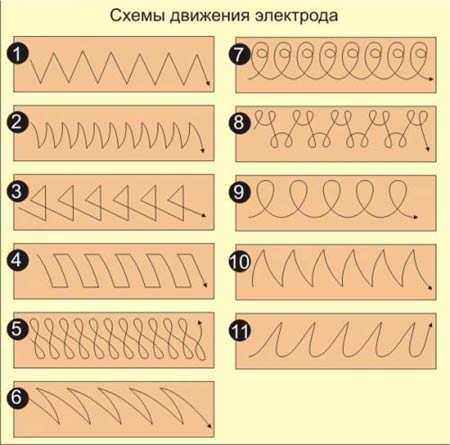 За счет температуры электрической дуги, возникающей между электродом и деталью, металл расплавляется, а при остывании намертво схватывается, образуя шов.
За счет температуры электрической дуги, возникающей между электродом и деталью, металл расплавляется, а при остывании намертво схватывается, образуя шов.
Электрическая дуга возникает между противоположными полюсами, одним из которых является электрод, вторым металл, при этом электроны движутся от минуса к плюсу, передавая свою энергию. Соответственно, металл, на который подается «плюс» нагревается намного сильнее. Если металл тонкий, от плюса он может оплавиться насквозь, поэтому провод с держателем электрода присоединяем к положительному контакту. Если же свариваемый металл толстый, то для его прогревания необходимо провод с зажимом «плюсовать».
Это правило обязательно для новичков, его соблюдение дает возможность спокойно практиковаться и даже совершать небольшие ошибки в удержании электрической дуги, которые не будут критичны. Мастера сварочного дела могут и не соблюдать этой техники, поскольку набитая рука и опыт позволяют «на глазок» определить сколько секунд держать дугу и с какой скоростью класть шов для получения нужного результата, чего нельзя постичь из видеоурка.
Как класть шов
Самым сложным в сварке является процесс правильного удержания и ведения электрода, особенно если между свариваемыми деталями какое-то расстояние. Для новичка также достаточно сложно будет поддержание одинаковой длины дуги, обеспечивающей не только надежное сваривание металлов, но и красоту шва.
Разжигание электрода
Разжигание электрода — это процедура, которую необходимо проводить перед началом сварки, а также после непродолжительного перерыва. Она необходима для того, чтобы прогреть электрод и привести его к рабочей температуре. Разжигание делается двумя способами:
- постукиванием электрода о металлическую поверхность;
- чирканьем о свариваемые детали.
И тот и другой способ хороши, единственное, желательно разжигать электрод в зоне сварки, чтобы не оставлять следов на поверхности.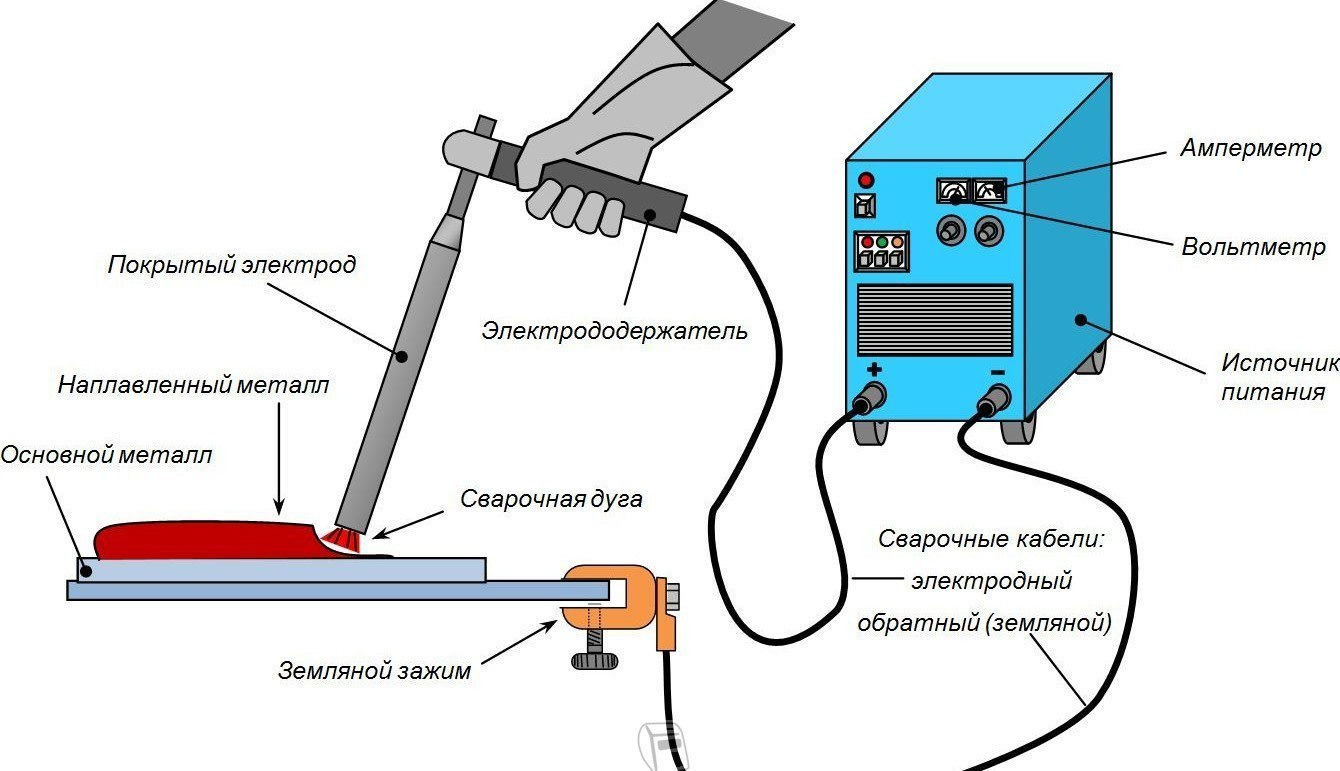
Длина дуги
Оптимальная величина дуги составляет 2—3 миллиметра, при этом получается ровный красивый невыпуклый шов, обеспечивающий максимальное схватывание металлических деталей. Если удерживать дугу меньшей длины, то металл недостаточно прогреется, а шов получится выпуклым и ненадежным. Дуга длиной более 3 миллиметров достаточно сложна в удержании, а также не обеспечивается надежная изоляция места сварки от кислорода в атмосфере (чему служит смазка электрода). Кроме того, дуга может «прыгать» и шов получается неровным.
Удержание электрода
Электрод можно удерживать под прямым углом, «углом вперед» или «углом назад», в зависимости от удобства, положения свариваемых деталей, возможности подлезть с электродом в труднодоступные места. При этом важно, чтобы положение электрода было не менее 30 градусов от свариваемой поверхности, иначе шов будет «приподниматься». Стоит дополнить, что при ведении электрода «углом вперед» шов получается неглубоким, но широким, а при сварке «углом назад» металл прогревается намного сильнее, и шов более глубокий, но узкий.
Стоит дополнить, что при ведении электрода «углом вперед» шов получается неглубоким, но широким, а при сварке «углом назад» металл прогревается намного сильнее, и шов более глубокий, но узкий.
Ведение электрода
Если детали примкнуты вплотную, то шов можно просто класть вдоль стыка. Но если между свариваемыми частями небольшой зазор, то необходимо выписывать электродом узор, похожий на ход нитки при сшивании тканей, прогревая детали попеременно, но так, чтобы они не остыли. Движения могут различаться, быть зигзагообразными, круговыми, дугообразными, главное, чтобы они были равномерными и плавными. Сложные сварочные швы для начинающих класть довольно проблематично, поэтому лучше сначала попрактиковаться на ненужных кусках металла, а затем переходить к «чистовой» сварке.
Общие рекомендации
При сварке необходимо обязательно нужно пользоваться защитной маской, пренебрежение этим правилом может привести к ожогу сетчатки и даже потере зрения. А также необходимо использовать защитную одежду, сделанную из прочной плотной толстой ткани, чтобы окалина не смогла ее прожечь.
Свариваемые детали в месте контакта с зажимом должны быть очищены от краски и ржавчины, чтобы ничто не препятствовало движению электрического тока.
Рабочее место, где происходит сварка, должно быть расчищено от легковоспламеняемых предметов. Если нужно работать инвертором в каком-либо помещении, откуда нельзя убрать все предметы, то их нужно укрыть, чтобы не прожечь окалиной.
Для тонких электродов правильно использовать меньший ток, для электродов большего диаметра ток увеличивается.
Чем тоньше металл, тем меньший диаметр электрода необходимо использовать и наоборот.
Оцените статью: Поделитесь с друзьями!Как варить сварочным инвертором. Как научиться варить электродной сваркой: технология процесса и подробная инструкция.
 Видео. Чем обоснована надежность сварки: основы сварочных работ
Видео. Чем обоснована надежность сварки: основы сварочных работСварочные инверторы (при своей невысокой цене в 7-10 тысяч) образует качественные швы, даже если находятся в руках новичков. Разумеется, работа получиться хорошей, если следовать нехитрым правилам. Все они описаны в статье. Однако перед работой новичкам необходимо прочитать инструкцию к аппарату. Там обычно приводится несколько полезных советов, а также техника безопасности. Помните, что научиться сваривать металл может каждый.
Как работает сварочный инвертор
Сварочный инвертор – инструмент для сваривания металла. Своё название он получил из-за того, что преобразует переменный ток в постоянный. И хотя КПД инвертора около 90%, энергопотребление у него низкое, поэтому о больших счетах за электричество можно не беспокоиться.
Чаше всего, сварочный инвертор работает от сети 220 вольт, некоторые виды – от 380. При этом есть возможность работать при пониженном напряжении: электрод 3 мм, например, можно использовать при 170 в.
Производить сварку инвертором, по сравнению с трансформатором или выпрямителем, намного проще. К тому же, удержать дугу сможет даже новичок. Именно поэтому на нём большинство людей обучаются искусству сварки.
Подготовка к работе
Какие электроды использовать
Электрод представляет собой стрежень из металла, который покрыт специальной обмазкой – шлаковой смесью. В неё иногда добавляют газообразующие вещества. Обмазка предохранят расплавленный металл от окисления.
Стержень выбирается в зависимости от вида металла, который предстоит сваривать. Например, чтобы работать с углеродистой или коррозионностойкой сталью, потребуется марка электрода УОНИИ. Существуют также универсальные электроды. К таким относится марка АНО. Их используют при обратном и прямом токе любой полярности.
Электроды разделяют и по диаметру, который варьируется от 1,6 мм до 5 мм. Размер подбирается в зависимости от толщины свариваемого металла: чем она больше, тем больше диаметр.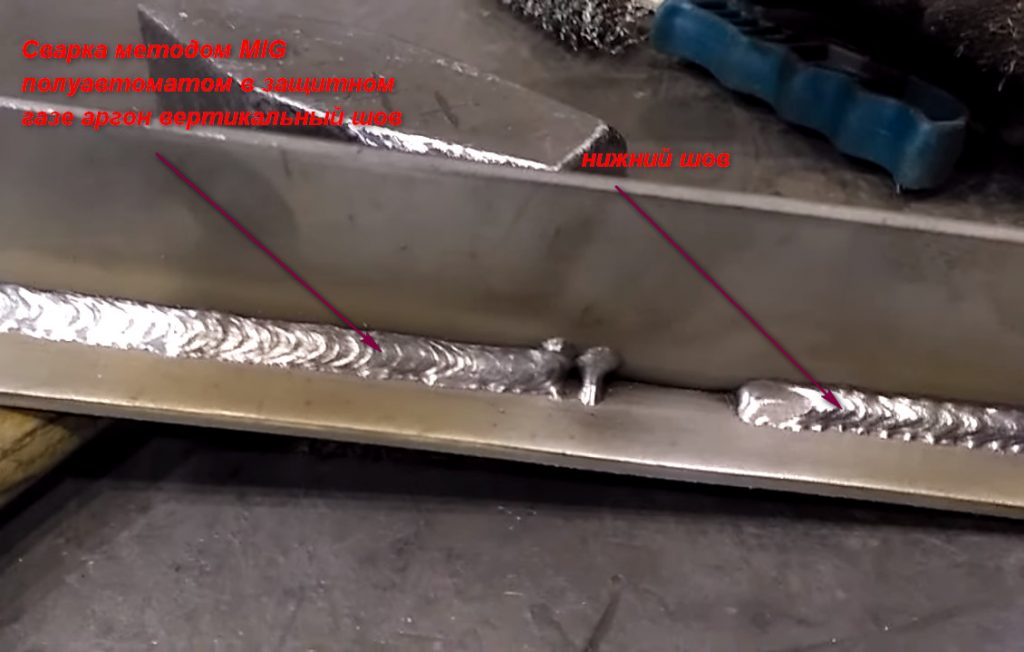 В работе со сварочным аппаратом может пригодиться таблица.
В работе со сварочным аппаратом может пригодиться таблица.
Чем толще стержень, тем большей мощностью должен обладать инверторный сварочный аппарат. Поэтому для начинающих подойдёт диаметр не более 4 мм; тонкий металл может свариться электродом и в 2 мм.
Полярность и значение сварочного тока
Толщина, на которую может проплавиться металл, напрямую зависит от выставленной силы тока. Мощность дуги также определяется этим показателем. Размер электрода задаёт необходимую силу тока.
В зависимости от поверхности, выбирается значение сварочного тока. На горизонтальных поверхностях оно максимальное, на вертикальных – меньше примерно на 15%, на нависающих – на 20%.
Сварочный аппарат бытового типа может выдавать до 200 ампер. На профессиональном инструменте значения доходят до 250 и выше. То, в каком направлении будет двигаться ток, определит полярность. На инверторе существует возможность изменять полярность.
Как известно, ток движется от минуса к плюсу. Поэтому клемма «+» сильнее нагревается. Эта особенность и позволяет осуществлять качественную сварку металла. В том случае, если свариваемые части имеют большую толщину, то положительную клемму подключают к одной из деталей. Этот способ называется прямая полярность.
Поэтому клемма «+» сильнее нагревается. Эта особенность и позволяет осуществлять качественную сварку металла. В том случае, если свариваемые части имеют большую толщину, то положительную клемму подключают к одной из деталей. Этот способ называется прямая полярность.
К тонким изделиям крепят отрицательную клемму. Данный метод подключения имеет название обратная полярность.
Инструкция по сварке
Основы сварки
Прежде, чем приступить непосредственно к свариванию металлических изделий, нужно изучить основные конструкционные особенности инверторного сварочного аппарата. Они представлены на схеме.
Сам инвертор имеет средний вес: до 7-8 кг. У качественного инструмента сбоку на металлическом корпусе есть вентиляционная решётка, которая не даёт трансформатору перегреваться.
На тыльной панели есть кнопка включения/выключения. На лицевой части имеются два разъёма: «+» и «-». К ним подключают кабель, на одном конце которого электрод, а на другом – зажим. Сами кабели должны иметь достаточную длину и быть гибкими.
Сами кабели должны иметь достаточную длину и быть гибкими.
Пошаговая инструкция, рассказывающая как правильно варить инвертором.
- Инверторная сварка начинается с подготовления защитной экипировки. В вашем распоряжении маска для сварки, плотная куртка, грубые, но не резиновые перчатки.
- Выберите электрод. Если вы новичок, то не используйте стержень толще 4 мм. На передней панели отрегулируйте нужную силу тока. Немного подождите; если поднести электрод сразу к металлу, то произойдёт залипание.
- Крепим зажим (его также называют клеммой массы) к металлической поверхности.
- Поджигается дуга. Затем подносим электрод к металлу и пару раз прикасаемся к нему. Таким образом, стержень как бы «активируется». Расстояние, на котором держится электрод, обычно равно его диаметру.
- Стрежень при сварке может двигаться по таким схемам.
Розжиг дуги в начале сварки + (Видео)
Розжиг дуги – первый этап, и с ним у новичков случаются проблемы. Сначала стержень немного обстукивается о металл, чтобы с него удалилась смазка. Затем применяется метод, похожий на розжиг спички. Электродом водят над поверхностью изделия и чуть задевают её. Если вдруг стрежень прилипнет к металлу, его либо резко отводят с сторону, либо совсем отключают инвертор.
Сначала стержень немного обстукивается о металл, чтобы с него удалилась смазка. Затем применяется метод, похожий на розжиг спички. Электродом водят над поверхностью изделия и чуть задевают её. Если вдруг стрежень прилипнет к металлу, его либо резко отводят с сторону, либо совсем отключают инвертор.
Чиркать нужно до появления яркой дуги. Чтобы дуга не пропала, держите электрод на расстояние 4 мм от металла.
Как передвигать электрод во время сварки + (Видео)
Электрод может двигаться только по определенным траекториям. Они уже были показаны. Если двигать электрод только прямо, то шов выйдет разрывным. Скорость его движения влияет на свойства шва. Если двигать быстро, то шов будет узким и не выпуклым, если медленно – широким и выпуклым. В месте, где будет кончаться шов, электрод задерживается на 3-4 секунды.
Как сформировать сварочный шов и избежать дефектов + (Видео)
Неровный шов, чаще всего, образуется при чересчур быстром движении электрода. Говоря о создании ровного и качественного шва, нужно ввести понятие сварочной ванны. Сварочная ванна — это та часть металла, которая при сваривании находится в жидком состоянии. В эту часть попадает присадочный материал. Появление ванны – хороший признак, означающий, что сварка идёт правильно.
Говоря о создании ровного и качественного шва, нужно ввести понятие сварочной ванны. Сварочная ванна — это та часть металла, которая при сваривании находится в жидком состоянии. В эту часть попадает присадочный материал. Появление ванны – хороший признак, означающий, что сварка идёт правильно.
Контур ванны находится под поверхностью металлической детали. Ванна образует хороший шов, если сварочная дуга ровно и на большую глубину проходит в изделие. Нужно следить, чтобы шов не уходил вниз, а оставался на уровне поверхности. Хорошее соединение создать проще, если делать электродом круговые движения. При этом ванна должна распределяться по кругу.
Делая шов на углах, помните, что ванна движется за теплом. Чтобы контролировать размеры ванн, регулируйте силу дуги.
Шов не получиться слишком выпуклым, если держать электрод близко к вертикальному положению. Если наклонить стержень (например, на 45˚), то шов начнёт всплывать. А когда электрод совсем близок к горизонтальному положению, ванна начинает расходиться, и шов искривляется. Поэтому оптимальные углы наклона – от 45˚ до 90˚.
Поэтому оптимальные углы наклона – от 45˚ до 90˚.
Контроль дугового промежутка
Дуговой промежуток – это расстояние между поверхностью металла и электродом. Промежуток на каждом этапе должен быть одинаковым, чтобы сварка получалась качественной и без дефектов.
Если зазор будет маленьким, то сварочный шов получится слишком выпуклым, и сам материал сплавится плохо. Происходит это по той причине, что изделие не может нагреться. При большом промежутке сварочная дуга будет ходить из стороны в сторону, и шов выйдёт кривым и непрочным. Нужный зазор, показанный на рисунке, даст хороший провар и ровный шов.
Как сваривать тонкие металлические листы + (Видео)
Для сваривания тонкого металла предпочтительно использовать обратное подключение инвертора, т.е. «-» крепится к листу. При этом сила тока должна находиться на средних значениях. Электрод лучше выбрать такой, который будет иметь длительное время плавления. Хорошо подойдёт модель МТ-2. Она используется сварщиками долгое время, поэтому хорошо зарекомендовала себя.
Стержень, в случае с тонким металлом, можно наклонять примерно на 35˚. Сначала вы аккуратно приближаете его к металлу, затем дожидаетесь появления красного пятна, превращающегося в каплю. Плавно перемещайте электрод, чтобы капля оставалась одного размера. Так шов будет ровным.
Необходимость в создании надежного соединения разного рода металлических изделий периодически возникает практически в любом хозяйстве. В большинстве таких ситуаций лучшим решением является сварка. Новичкам, как показывает практика, проще всего . Такой аппарат позволяет получать гораздо более надежные соединения, если сравнивать с результатами ближайших предшественников, в особенности при отсутствии должного опыта и навыков. Варить различный металл инвертором несложно, нужно лишь полностью изучить инструкцию и во всем следовать полученным рекомендациям.
Подготовка к работе с инвертором: основы качественной сварки
В большинстве случаев хозяева предпочитают именно сваривать металл, т. к. сварка позволяет получать самые прочные сварные швы при необходимости обеспечения неразъемного соединения деталей. Под воздействием аппарата материалы претерпевают пластическую деформацию. Частицы электрода и заготовок соединяются, в результате чего создается сверхпрочная межмолекулярная связь.
к. сварка позволяет получать самые прочные сварные швы при необходимости обеспечения неразъемного соединения деталей. Под воздействием аппарата материалы претерпевают пластическую деформацию. Частицы электрода и заготовок соединяются, в результате чего создается сверхпрочная межмолекулярная связь.
Разработано множество современных и высокофункциональных технологий. К примеру, металл можно варить с использованием электронного и лазерного излучения, изделия соединяют газовым пламенем и варят ультразвуком. Наиболее широко использующимся источником энергии является электрическая дуга.
Ее создают сварочные аппараты либо инверторы. Именно с такого агрегата лучше всего начинать познавать мастерство создания надежных и долговечных сварных соединений.
Сварщика без опыта нельзя считать мастером своего дела. Все навыки человек осваивает при выполнении различных практических задач. Поэтому новичку нужно в первую очередь запастись терпением и выделить достаточно времени на тренировочные работы.
Помните о том, что работа с инвертором является потенциально опасной. При неосторожности можно обжечься брызгами расплавленного металла. Помимо этого выделяются различные токсические вещества, да и риск поражения электротоком никто не отменял. Излучение может привести к ожогу роговицы глаз. Именно поэтому перед работой с инвертором нужно уделить должное внимание технике безопасности, подготовке защитной экипировки, рабочего места и оборудования.
Преимуществами сварочного инвертора является его легкий вес, компактный размер, возможность плавной регулировки тока, быстродействие и высокая производительность. Опытные сварщики рекомендуют новичкам начинать осваивать мастерство именно с этого аппарата. На рынке представлено множество недорогих моделей, которые не ударят по вашему бюджету и не займут много места в домашней мастерской.
Какие электроды лучше всего использовать
Традиционно для сварки металла применяются плавящиеся электроды. Через них ко шву подводится ток. Одной из главных составляющих такой работы является порошковая проволока. Она постепенно подается в зону плавления. Во множестве обучающих курсов можно встретить рекомендации по началу работы с применением электродов, которые выпускаются в формате твердых стержней и имеют специальное плавящееся покрытие. С такими электродами вы сможете быстрее научиться варить металл инвертором и создавать ровные четкие линии.
Одной из главных составляющих такой работы является порошковая проволока. Она постепенно подается в зону плавления. Во множестве обучающих курсов можно встретить рекомендации по началу работы с применением электродов, которые выпускаются в формате твердых стержней и имеют специальное плавящееся покрытие. С такими электродами вы сможете быстрее научиться варить металл инвертором и создавать ровные четкие линии.
Новичкам лучше всего начинать учиться варить металл с использованием электродов-стержней на 3 мм в диаметре. Более толстые электроды требуют сварочного оборудования более высокой мощности. Сварка тонколистового металла осуществляется с применением электродов на 2 мм. Крайне не рекомендуется использовать старые электроды, позаимствованные у кого-нибудь из знакомых. Лучше закупать их непосредственно перед началом сварочных работ. Залежавшиеся электроды с большой долей вероятности окажутся отсыревшими, так что никакого толку от них не будет.
Техника безопасности при работе с инвертором
Среди преимуществ современных инверторов нужно дополнительно отметить их безопасность. Все провода спрятаны в герметичном пластмассовом коробе. Такое решение существенно сокращает риск поражения электротоком, так что даже новичок сможет начать учиться варить металл безо всяких проблем и затруднений. Однако сварочный инвертор, как и любые другие электроприборы, является потенциально небезопасным механизмом. При работе с ним нужно выполнять ряд правил. Главные из них:
- Категорически запрещается варить под дождем и при отрицательных температурах воздуха.
- При работе должны быть созданы все условия для защиты сварочного агрегата от намокания.
В комплекте с любым инвертором должна идти инструкция по использованию. Обязательно убедитесь в ее наличии. В таком руководстве вы найдете советы по поведению в разнообразных ситуациях. В конце руководства обычно приводятся полезные рекомендации сварщику, дается краткое описание первой помощи при различных повреждениях и травмах, обязательно даются выдержки из техники безопасности. Все советы пишутся предельно понятным языком, чтобы даже у новичка не возникло никаких сложностей.
Обычно в комплекте с инвертором идет защитная маска и перчатки. Общий вес стандартного сварочного инвертора в полной комплектации составляет примерно 6-7 кг. Это позволяет брать аппарат с собой практически всюду.
Металл можно варить исключительно при наличии защитного щитка и маски сварщика. Эти приспособления защищают роговицы глаз от ожогов.
Непосредственно ожоги можно получить от яркого излучения. Раскаленные металлические брызги способны обжечь незакрытые участки кожи, поэтому их быть тоже не должно.
Для защиты кожи рук используются замшевые или брезентовые перчатки. Изделия из хлопчатобумажной ткани и трикотажа не подходят. Халат и штаны или комбинезон должны быть изготовлены из плотной ткани. Лучший вариант — толстый плотный брезент.
Рядом с рабочим местом поставьте ведро с водой. Подготовьте старое плотное одеяло. Все это поможет вам потушить случайное возгорание в случае его возникновения. Практиковаться лучше всего на улице, но можно и в помещении. Нужно лишь убрать от рабочего места все воспламеняемые предметы.
Первые шаги в освоении инверторной сварки
Прежде чем приступать к освоению , потренируйтесь на плоской поверхности. Сначала вам надо разобраться, как вести электрод по заготовке. Стержень следует держать под углом в 70-75° к поверхности. Дугу держите на расстоянии 3-5 мм от металла. Важно, чтобы это расстояние сохранялось по всей длине шва, иначе он будет иметь дефекты.
Также вам необходимо знать, как правильно выставить ток. При работе с электродом диаметром 3 мм хватит тока 80 А. Если ток будет слишком низким, вам не удастся поддерживать постоянную и достаточную дугу. Чрезмерный ток приведет к проплавлению металла.
Перед в бытовую электросеть обязательно уточните ее основные параметры и свойства. Это позволит вам предотвратить короткое замыкание, перегрев электропроводки и поломку сварочного аппарата.
Обязательно обратите внимание на такой параметр, как предельное время работы на полной мощности. В руководстве этот параметр обозначается как «Продолжительность включения» или «ПВ». Указывается он в процентах. К примеру, если в инструкции сказано, что ПВ для этого агрегата составляет 70%, нужно понимать, что 70% запланированного временного промежутка инвертор сможет работать на полной нагрузке, оставшиеся же 30% ему нужно оставить на отдых. Традиционно используется деление рабочего времени на промежутки. Чаще всего делят на 10-минутные интервалы. В рассматриваемом примере аппарат можно использовать в течение 7 минут на полной нагрузке, после чего он потребует 3-минутного отдыха. Сверяйте эти показатели для своего инвертора.
Как правило, новички начинают учиться варить металл с создания валиков на ненужных изделиях. Это позволяет попросту освоить порядок расплавления материалов, соединительные швы на данном этапе обучения не создаются. Поверхность предварительно обязательно очищается от коррозии и всевозможных загрязнений.
Чтобы сделать валики, придерживайтесь такой последовательности действий:
- Возьмите сварочный электрод и вставьте его в держатель инвертора.
- Запустите ток в зону плавления. Для этого обычно достаточно чиркнуть концом стержня по металлу, будто спичкой. Можно вместо этого несколько раз коснуться заготовки постукивающими движениями.
- После того как появится электрическая дуга, направьте электрод на металл. Выдерживайте постоянное расстояние между обрабатываемым металлом и дугой. Важно, чтобы оно не выходило за границы 3-5 мм.
Хотя это и тренировка, все равно не забывайте о том, что качество шва напрямую зависит от умения поддерживать расстояние между дугой и металлом на постоянном уровне. Если расстояние будет колебаться, вы попросту получите дефективный шов. Стержень держите под углом к поверхности заготовки. Лучшим считается уклон в 70°. Электрод можно наклонять и назад, и вперед. Делайте так, как вам удобнее. Со временем вы сможете подобрать такой уклон, который будет самым лучшим и удобным именно для вас.
На этом этапе вам нужно научиться устанавливать силу тока так, чтобы обеспечивалась его стабильная подача.
Если тока будет недостаточно, вы не сможете поддерживать стабильную дугу. При слишком мощном потоке тока металл проплавится. Оптимальное значение определяется только опытным путем.
Уделите этому достаточное время и найдите подходящее значение.
Пошаговая инструкция по сварке поверхностей
Когда вы научитесь делать валики, устанавливать ток и поддерживать дугу, можете переходить к следующему этапу обучения варки металла. Обычно все выполняется в проверенной множеством сварщиков последовательности. Придерживайтесь следующего рабочего порядка:
Процесс сварки требует изоляции всех токоподводящих проводов от сварочной дуги.
- Возьмите электрод, подготовьте его к работе и установите в держатель первого провода.
- Закрепите зажим другого провода на металл в том месте, где в будущем будет выполняться сварка.
- Зажгите дугу. Эта операция уже описывалась. Легонько постучите электродом или чиркните им по металлу.
- Электрод необходимо вести вдоль стыка. Спешка ни к чему. Главное, чтобы все было сделано максимально аккуратно. В отличие от рассмотренной ранее технологии создания валиков, при которой электрод направлялся по прямой, при сварке отдельных изделий вам нужно будет делать движения возвратно-поступательного характера.
- Обработайте небольшой участок и оцените выполненную работу. При необходимости удалите шлак с помощью металлической щетки или молотка.
- Если качество вас устраивает, завершите работу.
В результате вы получите сварочный шов. Вряд ли он сразу будет идеальным. Чтобы получать швы высокого качества, нужен опыт и тренировки. Со временем вы освоите данную работу и сможете делать все на лучшем уровне.
Таким образом, вы можете как пользоваться услугами сторонних специалистов, платя им довольно большие деньги, так и научиться все делать своими руками. Потратив некоторое время и силы на обучение, вы будете меньше зависеть от других людей. Со временем вы освоите данную профессию и сможете создавать угловые швы, потолочные соединения и другие сложные вещи. Придерживайтесь инструкции, и у вас все получится. Удачного обучения и работы!
Комментариев:
Инверторы являются лучшими аппаратами для сварки. Следует знать, что старые трансформаторы имеют большой вес и использовать их достаточно сложно. С инвертором может работать любой человек. Для этого нужно лишь знать основные принципы сварки металла данным устройством.
Инверторный сварочный аппарат имеет небольшой вес и большую мощность, что позволяет производить сложные сварочные работы даже начинающему сварщику.
Прежде всего достоинствами инверторного аппарата для сварки являются его небольшой вес и большие возможности. Благодаря этому с помощью данного устройства можно выполнить работы, которые раньше производились лишь сложными аппаратами. Электрическая энергия, которая потребляется данным аппаратом небольших размеров, будет направлена только на работу дуги, при помощи которой производится сам процесс сварки.
Как научиться сваривать металл, что нужно знать перед выполнением процесса сварки?
Таблица соответствия диаметра электрода и сварочного тока.
Инвертор для сварки является экономичным аппаратом, который удобно использовать. С помощью него могут научиться сваривать металл даже новички. Перед выполнением сварки важно узнать о принципе работы данного устройства. Инвертор является электронным аппаратом для сварки, потому основная нагрузка будет ложиться на электросеть. Когда старые аппараты для сварки включаются в электросеть, происходит сильный и максимально возможный толчок электрической энергии. В связи с этим производится отключение электросети всего района. В инверторе есть накопительные конденсаторы, которые способны накапливать электрическую энергию, в результате чего может быть обеспечена бесперебойная работа электрической сети. Электрическая дуга устройства в таком случае будет разжигаться мягко.
Следует знать, что чем большим будет диаметр электродов, тем больше электрической энергии он использует. Следовательно, если есть желание проверить сварочный аппарат в работе, понадобится рассчитать, какое количество электрической энергии приблизительно будет потреблять устройство. Это нужно для того, чтобы не сжечь бытовую технику своих соседей.
Для каждого из диаметров электродов показывается минимальная сила тока. Следовательно, если захочется уменьшить силу тока, то шов сделать не выйдет. Если захотелось поэкспериментировать и увеличить силу тока, то шов сделать можно будет, но электрод достаточно быстро сгорит, в результате чего работа не будет комфортной.
Чтобы была возможность правильно установить свариваемые заготовки металла, следует использовать струбцины или тиски.
Вернуться к оглавлению
Как правильно сваривать металл инвертором?
Прежде всего понадобится знать, какие элементы будут необходимы для защиты при работе со сварочным инвертором. Нужно купить следующее:
- Перчатки из кожи.
- Шлем для защиты.
- Куртка из плотной ткани.
- Щетка по металлу.
Понадобится настроить ток сварки и выбрать электрод. Для того чтобы варить сварочным инвертором, нужно будет применять электроды от 2 до 6 мм. Ток сварки выставляется в зависимости от толщины элементов аппарата и материала, который сваривается. В большинстве случаев на корпусе аппарата есть информация по поводу того, какая сила тока должна быть. Не нужно подносить электрод к основанию для сварки быстро. Если это сделать, то может произойти залипание.
Сварочный процесс должен начинаться с поджога дуги. Следует поднести электрод под небольшим углом к детали, которая сваривается, после чего несколько раз коснуться к сварочному основанию, чтобы была возможность задействовать электрод для сварки. Электрод удерживается на несколько элементов от заготовки, которая сваривается. В большинстве случаев данное расстояние равняется диаметру имеющегося электрода.
В результате получится шов сварки. Окалина (накипь металла в верхней части шва) убирается молотком небольшого размера. Можно использовать и какой-либо другой прочный предмет, который имеет большой вес.
Вернуться к оглавлению
Как контролировать дуговой промежуток?
Рисунок 1. Дуговой промежуток подходящих размеров поможет сформировать хороший шов.
Дуговой промежуток является зазором, который появляется во время сварки между металлической заготовкой и электродом. Важно непрерывно контролировать и поддерживать одинаковую величину данного промежутка.
- Если есть зазор небольших размеров, то это может привести к тому, что шов будет выпуклым и не сплавлен по бокам из-за того, что главный металл не сможет быстро прогреться.
- Если имеется зазор больших размеров, то не получится проварить деталь, а дуга будет прыгать. В результате металл, который плавится, уложится криво.
- Важно обеспечить зазор необходимой величины. Это нужно для того, чтобы была возможность сформировать нормальный шов, имеющий хороший провар. Визуально зазор подходящих размеров можно увидеть на рис. 1.
Если научиться контролировать длину дуги, будет возможность получить оптимальный результат. Дуга будет проходить через зазор и плавить главный металл. В результате образуется ванна сварки. Дуга также сможет обеспечить перенос металла, который проплавляется, в ванну.
Вернуться к оглавлению
Как сделать сварочный шов инвертором правильно?
Если электрод во время сварки будет двигаться быстро, получится шов с дефектами. Линия ванны располагается ниже, чем основание главного металла. Если дуга будет быстро и глубоко проникать в главный металл, то она сможет толкать ванну назад, в результате чего образуется шов. Во время сварки необходимо следить, чтобы шов располагался на уровне металла. Сделать идеальный шов можно, если использовать дуговые и зигзагообразные движения. Во время выполнения круговых движений понадобится контролировать уровень шва, размещая ванну равномерно по кругу. В процессе движений в разные стороны будет формироваться такой же шов, потому нужно контролировать появление шва во время сварки прежде всего с одного края, затем в верхней части ванны, а в конце с другой стороны и так далее.
Ванна будет следовать за теплом — это важно помнить, изменяя направление в процессе работ сварки. Образование подреза будет происходить, когда металла электрода начнет не хватать, чтобы полностью заполнить ванну в процессе поперечных движений. Для того чтобы не допускать появления подобной боковой канавки, понадобится контролировать наружные границы, регулярно следить за ванной. Если будет необходимость, можно сделать ее тоньше. Для манипуляции ванной нужно применять силу дуги, которая располагается на конце электрода. В процессе наклона электрода ванна толкнется, но не будет тянуться. Следовательно, чем более вертикальное положение займет во время сварки электрод, тем менее выпуклым будет шов. Когда электрод размещается в вертикальном положении, под ним будет концентрироваться все тепло и ванна вдавится вниз, хорошо проплавится и распространится вокруг.
Когда электрод слегка наклонится, вся сила будет направлена назад, в результате чего шов приподнимется (всплывет).
Когда электрод слишком сильно наклонится во время сварки, сила будет прикладываться по направлению шва, а это не даст полноценно управлять ванной.
Если понадобится сделать плоский шов или передвинуть ванну назад, следует использовать наклоны электрода под различными углами.
Работу нужно начинать от 45° до 90°, потому что подобные углы дают возможность наблюдать за ванной и с легкостью производить сварку.
Сварка металлов – наиболее распространенный способ их соединения в различных отраслях хозяйства (строительстве, машиностроении, прокладке трубопроводов и т. д.). В быту (дома, на даче, в гараже) мы также встречаемся с необходимостью применения сварочных работ по металлу. Неспециалисту эта работа кажется непостижимой, трудной и загадочной. Тем более что она сопряжена с определенным риском для жизни.
Давайте разберемся, так ли это. Как варить металл электросваркой?
В современной торговой сети имеется большое разнообразие сварочных аппаратов, инверторов, средств защиты при проведении сварочных работ. Они доступны любому, следовательно, купив соответствующее оборудование, можно самостоятельно эти сварочные работы выполнять. Надо только усвоить, что такое технология сварки металлов, каковы требования безопасности. Кроме того, надо получить необходимую практику выполнения сварки.
Виды сварки металлов
В наше время разработано много различных технологий того, как сваривать металл. Например, можно использовать электронное и лазерное излучение, соединять изделия газовым пламенем и варить ультразвуком. Но наиболее широко используется такой источник энергии, как электрическая дуга.
Также следует побеспокоиться о пожаробезопасности – убрать с места проведения сварочных работ все легковоспламеняющиеся материалы и жидкости, подготовить к применению средства пожаротушения (при отсутствии специальных средств подойдет даже ведро с водой), обеспечить проветривание помещения, где будут производиться работы, особенно с передней и задней сторон сварочного аппарата.
Обязательно надо ознакомиться с инструкцией по применению сварочного аппарата и выполнить все данные там рекомендации.
Электробезопасность
Прежде чем пытаться осваивать на практике, как сваривать металл, необходимо убедиться, что параметры электрической сети, от которой запитан сварочный аппарат, соответствуют его требованиям. Иначе могут быть повреждены другие электроприборы, подключенные к сети, причем не только у вас, но и у соседей. Особенно это касается трансформаторных которые существенно влияют на питающую электросеть наличием бросков напряжения во время начала сварки и увеличенным потреблением электротока при залипании электрода в месте сварки. Кроме того, следует расположить так, чтобы он не мог упасть, повредиться сам или нанести повреждения окружающим людям и предметам во время проведения работ. Провода, подключенные к аппарату, должны иметь исправную изоляцию, были расправлены. Должна быть исключена возможность их повреждения.
Порядок подготовки к работе
Как правильно сварить металл? Место, подлежащее сварке, должно быть зачищено до металла, быть сухим. Запрещено выполнять работы по сварке в сырую погоду, в дождь и при отрицательных температурах воздуха. Нельзя допускать намокания и электродов.
Как правильно сваривать металл электросваркой?
Сварка осуществляется при постоянном напряжении или при переменном. Трансформаторные сварочные аппараты обеспечивают сварку переменным напряжением.
При сварке постоянным током возможно два варианта подключения сварочного аппарата. При подключении плюса к массе, а минуса к электроду (это называется прямой полярностью) больше разогревается металл, зона расплавления создается глубокой и узкой. Такое включение используется при сварке толстого металла и приводит к экономному расходованию электродов. При противоположном включении (обратная полярность) более сильно разогревается и расходуется быстрее электрод, зона расплавления получается широкой и неглубокой. Поэтому обратная полярность используется лишь при сварке тонких листов металла.
Отличительные особенности инверторов
Как правильно варить металл преобразуют переменное напряжение промышленной сети в импульсную последовательность более высокой частоты и затем формируют ток постоянного напряжения. Благодаря наличию электронной схемы, реализующей данные преобразования, инвертор обладает малым влиянием на питающую электросеть при работе, имеет более плавную регулировку выходного напряжения, характеризуется небольшими весом и габаритами. По качеству получаемого инвертор не уступает другому подобному оборудованию. Поэтому сварочные инверторы получили в последнее время, когда цены на такие аппараты снизились, очень широкое распространение. Преимуществом такого аппарата является и относительная простота его использования при сварке.
Как выбрать инвертор
Важным параметром инвертора является период нагрузки (ПВ) источника тока. Эта величина, характеризующая коэффициент полезного действия инвертора, показывает отношение времени сварки к времени холостого хода. Бытовые аппараты не работают непрерывно. Они должны периодически остывать. Так, значение ПВ 30% инвертора означает, что после каждых 3 минут сварки вам придётся 7 минут ожидать, пока источник не остынет. При попытке продолжить работу без перерыва агрегат может сгореть. Или сработает защита, и он выключится. Поэтому следует выбирать инвертор с ПВ не менее 60% и максимальным током не менее 140 – 160 А.
Подготовка к работе с инвертором
Для приобретения опыта в том, как правильно варить металл инвертором, сначала рекомендуется работать с металлом не менее 2-3 мм толщиной и использовать электроды 3 мм. Электроды лучше купить новые. Старые, залежавшиеся, позаимствованные у других, с большой вероятностью будут отсыревшими и непригодными к работе.
Как правильно сварить металл? Если это ваш первый опыт, сначала попытайтесь сделать шов на поверхности одного куска металла, не сваривая его с другой деталью.
Рассмотрим последовательность выполнения работы.
Во-первых, необходимо подключить электрод к его держателю, а провод массы к свариваемой заготовке с помощью клеммы. Другие концы проводов надо соединить с выходами инвертора в прямой полярности.
Во-вторых, надо включить аппарат и установить его выходные параметры в соответствии с рекомендациями в зависимости от толщины свариваемого материала и выбранного размера электрода.
Технология сварки металлов предусматривает, что для разогрева металла до нужной для получения качественного шва температуры необходимо взять соответствующий толщине материала электрод. Чем толще последний, тем больший слой металла он может разогреть и тем больший ток надо установить на инверторе для образования электрической дуги. В то же время чем больше ток, тем быстрее плавится металл и тем быстрее расходуется электрод. Для тонкого слоя металла при высоком токе и толстом электроде часто образуются дыры, прогорание материала насквозь. При слишком малом токе либо не возникает электрическая дуга, либо, при ее возникновении, получается некачественный шов, так называемый непрогар.
Третье, на что следует обратить внимание, – это образование электрической дуги. Для этого надо чиркнуть концом электрода по месту, которое подлежит сварке, как спичкой по коробку, не удаляя конец электрода от металла. При возникновении дуги на металле образуется красное пятно. Но это еще не расплавленный металл, а только флюс, образующийся при плавлении порошковой оболочки электрода. Надо подождать, удерживая конец электрода на расстоянии 1-4 мм от поверхности металла, до тех пор, пока металл в месте дуги не разогреется до образования так называемой сварочной ванны – капли расплавленного металла, характеризующейся ярким оранжевым цветом и подрагивающей от протекания тока.
В-четвертых, надо сдвинуть в сторону выполняемого шва на один-два миллиметра конец электрода, опять-таки удерживая его на указанном расстоянии от металла. Снова подождать образования капли, и так далее, продвигаясь вдоль выполняемого сварочного шва. При касании электродом поверхности металла создается короткое замыкание, дуга исчезает, инвертор отключает ток. Поэтому при выполнении шва надо стараться выдерживать постоянное расстояние между концом электрода и поверхностью металла, приближая постепенно электрод к ней по мере его сгорания. Вернее, электрод не сгорает, а расплавляется, металл в сварочной ванне образуется в основном из металлического сердечника электрода. Порошковое покрытие поверхности электрода, расплавляясь образует флюс и газы, препятствующие поступлению кислорода из окружающего воздуха к месту сварки и окислению металла, а также помогающие процессу образования качественного сварочного шва.
В процессе сварки рекомендуют удерживать электрод под углом примерно 30 градусов от перпендикуляра к свариваемой детали для того, чтобы образовывалась компактная сварочная ванна, а место сварки было вам хорошо видно. Чем сильнее наклонен электрод к детали в процессе сварки, тем более удлиненным в противоположную сторону будет пятно нагреваемой поверхности металла и более время образования сварочной ванны при той же силе тока. Самое узкое пятно плавящегося металла достигается при перпендикулярном положении электрода к поверхности металла. Но в этом случае затруднено наблюдение сварщиком за процессом сварки. Поэтому такое положение используется лишь при сварке в труднодоступных местах.
Как правильно сваривать металл инвертором?
Потренировавшись в выполнении сварочного шва на простой поверхности, можно приступать к соединению металлических деталей. Процесс схож, отличие заключается в том, что привариваемую деталь надо предварительно зафиксировать в нужном месте с помощью струбцины или другим способом, а при появлении сварочной ванны двигать конец электрода не прямо вдоль шва, а зигзагообразными движениями от центра шва в сторону сначала одной, затем другой детали, постепенно продвигаясь вдоль шва, соединяя их таким образом.
Главное – успех приходит с опытом. Приобретя его, вы сможете вместо пользования услугами сторонних специалистов (за довольно большие деньги) научиться выполнять сварочные работы своими руками. Удачного вам обучения и работы!
Очумелый Строитель.ru представляет вам подробнейшее описание сварки инвертором. Инвертор представляет собой сварочный аппарат, которым можно соединить металлические листы под воздействием электрического разряда. Сварочные инверторы стали настоящим скачком в области сварочных аппаратов, так как старые трансформаторы являются достаточно тяжелыми и сложными в применении. Инвертор доступен для работы любому, достаточно знать некоторые принципы осуществления с его помощью сварочного процесса. Большое преимущество в том, что при сварке инвертором наблюдается меньшее разбрызгивание, чем при сварке от трансформатора.
Отличительной особенностью инвертора является, прежде всего, его малый вес и максимальные возможности, с помощью которых ему доступны такие работы, которые ранее выполнялись сложными и тяжелыми агрегатами. Электроэнергия, потребляемая этим небольшим аппаратом, направляется исключительно на работу дуги, с помощью которой и осуществляется непосредственный сварочный процесс.
Оборудование малочувствительно к перепадам напряжения в электросети, которые наблюдаются в сельской местности. Если у вас в частном доме наблюдают перепады, при покупке обратите внимание на рекомендуемое напряжение в паспорте инвертора. Некоторые источники позволяют выполнять сварку электродом d =3 мм даже при 185 В напряжения в сети.
Мнение сварщиков-профессионалов однозначное: с помощью инвертора легче держать сварочную дугу и получить красивый качественный шов.
Перед началом сварки инвертором или азы электросварки
Инверторные сварочные аппараты очень экономичны и максимально удобны в эксплуатации, что очень важно особенно для тех, кого интересует сварка инвертором для начинающих. Какие основы сварки инвертором, техника работы с ним важна для начинающего? В первую очередь стоит отметить принцип работы инвертора. Поскольку инвертор – это электронный сварочный аппарат, то основная нагрузка работы с ним ложится на электрическую сеть. По сравнению со старыми сварочными аппаратами, включение в работу которых происходит сильный и максимальный толчок электроэнергии, вследствие которого происходят отключение электрической сети всего поселка, инвертор обладает накопительными конденсаторами, которые накапливают электроэнергию и обеспечивают, во-первых, бесперебойную работу электросети, а во-вторых, мягко разжигают электрическую дугу инвертора. В достаточно доступной форме уроки сварки инвертором можно освоить и самостоятельно. А если у вас возник вопрос, как научиться варить инверторной сваркой, то мы можем предоставить вам несколько полезных советов, на что в первую очередь стоит обратить внимание перед производством сварки. Очень важным моментом является и тот факт, что чем больше диаметр электродов, тем больше электроэнергии он потребляет. Поэтому если вы решили проверить свой инвертор в работе, стоит примерно рассчитать максимальное количество потребляемой электроэнергии аппаратом, чтобы не сжечь бытовую технику у соседей. Кроме того, для каждого диаметра электрода показана минимальная сила тока, то есть если попытаться уменьшить силу тока, то шов не получится. Если вы решили поэкспериментировать и повысить силу тока, то шов получится, однако электрод будет слишком быстро сгорать.
Инвертор: внешний осмотр оборудования
Продаваемый торговой сетью инвертор внешне напоминает ящик. Его вес зависит от мощности аппарата: 3 — 7 кг. Перенос оборудования выполняется с помощью ремня или ручки. Охлаждение выполняется через вентиляционные отверстия в корпусе.
На поверхность оборудования выведены следующие рукоятки и индикаторы управления:
включение и выключение аппарата выполняется тумблером,
величина тока и напряжения выставляется ручками на передней панели,
на панели имеются индикаторы, которые информируют о подаче питания и перегреве оборудования,
впереди на панели расположены выходы, помеченные надписями «+» и «-».
Дополнительно в комплект входит два кабеля. Один из них заканчивается держателем для электрода. На втором имеется зажим по форме напоминающий прищепку для закрепления на сваривания изделие. Подключение сварочного оборудования выполняется через разъем, которые находится на задней панели аппарата.
Азы электросварки
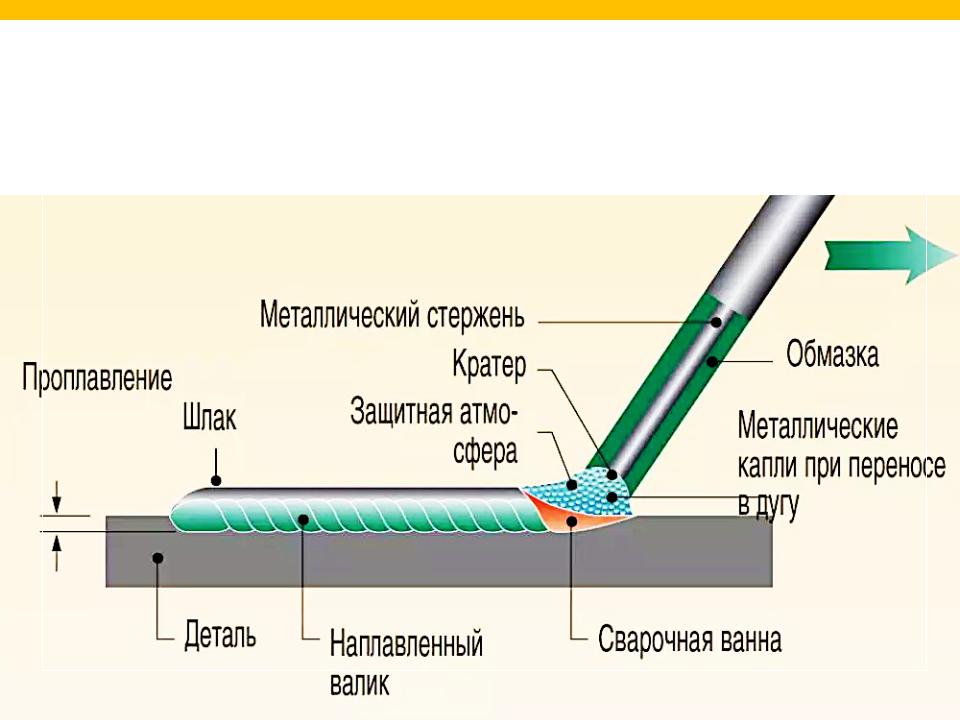
Для того чтобы разобраться, что происходит во время сварки, достаточно посмотреть на предложенную картинку.
Дуга образуется от контакта металлической части электрода и свариваемого металла. Под действием температуры дуги начинается плавиться как свариваемый металл, так и электрод. Расплавленная часть свариваемого металла и металлический стержень электрода в месте дуги образуют ванну. Обмазка электрода расплавляется. Часть ее превращается в газообразное состояние и закрывает ванну от кислорода.
Оставшаяся в жидком состоянии обмазка электрода находится сверху жидкого металла, защищает металла от кислорода воздуха в момент сварки и во время охлаждения.
После того, как сварка завершилась и металл охладился, жидкая часть обмазки превращается в шлак, который покрывает шов с наружной стороны. После полного остывания шлак легко удаляется при постукивании молотком.
Электрод во время сварки плавится. Для того чтобы дуга не гасла, необходимо выдержать постоянное расстояние между электродом и металлом, так называемую длину дуги. Это получается за счет подачи электрода в зону сварки с одинаковой скоростью. При этом стараться вести электрод ровно по стыку сварного шва.
Дополнительное видео по теме:
Урок по сварке инвертором для начинающих (пошаговая инструкция)
1. Для начала работы со сваркой нужно иметь защитные элементы, а именно:
2. Но одного аппарата для начала сварки недостаточно. Сварочные работы требуют наличия индивидуальных средств защиты и подготовительных мероприятий направленных на создание безопасных условий. Подготовка места заключается в следующем:
Обеспечьте на столе свободное пространство для выполнения сварки. Уберите все лишнее куда могут попасть брызги.
Обеспечьте качественное освещение места выполнения работ.
Сварочные работы выполняются стоя на деревянном настиле, защищающем от поражения электрическим током.
3. Настраиваем сварочный ток и выбираем электрод. Используем электроды для инверторной сварки от 2 до 5 мм. Выставляем сварочный ток в зависимости от толщины деталей и свариваемого материала. Обычно на корпусе инвертора указывается какова должна быть сила этого тока.
4. Если перед вами только что купленные в торговой сети электроды, вы уверены в их качестве, этот раздел можете пропустить. Приведенная информация поможет подготовить к работе электроды которые хранились в условиях неотапливаемого влажного помещения. Для того чтобы обеспечить качественное сварное соединение, их необходимо высушить в течение 2-3 часов при температуре 2000С. Для этой цели можно воспользоваться старым электрическим духовым шкафом.
Электроды выбирают строго ориентируясь на марку свариваемых материалов. Для обучения можно воспользоваться самыми распространенными: АНО или МР.
5.Подключаем клему массы к свариваемой поверхности (выделено красным).
6. Для того чтобы соединение сваркой получилось надежным и качественным, перед началом работы свариваемый металл необходимо подготовить:
- Полностью удалить ржавчину с кромок металлической щеткой.
- Обработайте кромки растворителем: бензином, уайт-спиритом.
- При подготовке обратите внимание на недопустимость наличия на кромках жира, лакокрасочных изделий.
7.Обучение лучше начинать с выполнения швов в виде валика на листе металла большой толщины. Первый шов выполняйте на металле, который положите на горизонтальную поверхность стола. Прочертите мелом на металле прямую линию, по ней будете прокладывать валик и ориентироваться в процессе работы.Процесс сварки начинается с поджога дуги. Имеется два способа для разжигания сварочной дуги:
- чирканье о металл, как при зажигании спички,
- постукиванием о поверхность металла.
Можно попробовать зажечь и удержать дугу обоими методами. Желательно при разжигании не оставлять следы вне зоны сварки. Дуга образуется от контакта электрода и металла. Сварщик отводит электрод на совсем небольшие расстояние, соответствующее длине дуги и начинает сварку.
8.Приступаем к сварке.
У нас получится сварочный шов. Окалину (накипь металла сверху шва) убираем постукиванием небольшим молоточком (либо другим твердым и увесистым предметом).
9. Вот, что приблизительно у нас должно получиться.
Смотрим видео:
Контроль дугового промежутка
Что такое дуговой промежуток или длина дуги? Это зазор, который образуется в процессе сварки между электродом и металлом. Основы сварочного дела гласят о том, что важным моментом есть постоянный контроль и поддержка одинаковой величины этого промежутка.
Короткая дуга
При короткой дуге, порядка 1 мм, металл разогревается на небольшую по ширине зону и шов получается выпуклый. В месте соединения металла и шва возможно появление такого дефекта как подрез. Это небольшая канавка возле шва и ему параллельная. Подрез уменьшает прочностные характеристики шва.
Длинная дуга
При длинной дуге трудно обеспечить ее стабильность. Дуга плохо защищена от воздуха атмосферы, менее прогревает металл и получается шов недостаточной глубины.
Нормальная дуга
Обеспечение постоянного зазора нормальной величины приведет к формированию нормального шва, имеющего хороший провар. Нормальная величина дуги составляет 2-3 мм.
Популярные ошибки начинающих при сварке:
Научившись управлять длиной дуги, можно обеспечить оптимальный результат. Дуга образует сварочную ванну, когда проходит через зазор, плавя основной металл и электрод. Она же обеспечивает перенос в ванну наплавляемого металла.
Как правильно сформировать сварочный шов и какие бывают дефекты
Как научиться варить сварочным аппаратом и избегать дефектов? При быстром движении электрода в процессе сварки образуется дефектный шов. Линия ванны расположена ниже, чем поверхность основного металла. Если дуга интенсивно и глубоко проникает в основной металл, она толкает ванну назад и образует шов. Поэтому в процессе сварки важно следить, чтобы шов был на уровне металла. Получение требуемого по глубине качественного шва обеспечивается умением сварщика. Помимо поступательного движения вдоль сварочной кромки он выполняет поперечные движения для обеспечения провара и получения требуемой ширины шва. Выбор, какие движения выполнять — личное дело сварщика. При толщине металла до 4 мм европейские стандарты советуют поперечные движения не выполнять.
Ванна следует за теплом – это необходимо помнить, меняя направление при сварочных работах. Формирование подреза происходит, когда металла электрода недостаточно, чтобы полностью заполнить ванную при движении поперек. Чтобы не допустить образование такой боковой канавки (подреза) нужно контролировать наружные границы, тщательно следить за ванной и при необходимости делать ее тоньше.
Когда электрод слегка наклонен, вся сила направляется назад и шов приподымается (всплывает).
Когда электрод в процессе сварки наклонен слишком сильно, сила прикладывается по направлению шва, что не дает нормально управлять ванной.
При необходимости получить плоский шов или сдвинуть ванну назад используют наклоны электрода под разным углом. Работа начинается с угла от 45° до 90°, так как такой угол позволяет наблюдать за ванной и нормально выполнять сварку.
Сварщик во время работы подает электрод в зону сварки с определенным наклоном. Различают сварку углом вперед и углом назад. Этот технологический прием позволяет регулировать параметры шва.
При сварке углом вперед получается шов меньший по глубине, но шире, что удобно для тонкого металла. Сварку толстого металла выполняют углом назад, при этом обеспечивается больший прогрев металла по глубине. При выполнении работ желательно выдерживать указанные на рисунке углы. Синей большой стрелкой показано направление сварки – движение сварного шва.
Дополнительное видео по теме:
Прямая и обратная полярность при сварке инвертором
Процесс расплавления металла во время сварки происходит под действием тепла дуги, которая образовалась между электродом и металлом в результате подключения металла и электрода к противоположным клеммам сварочного аппарата.
Существуют два варианта проведения сварочных работ, различающиеся порядком подключения, получившие название сварки на прямой и обратной полярности. При прямой полярности электрод подключается к минусу, а металл к плюсу, происходит сниженный ввод тепла в металл. Зона расплавления узкая, в тоже время глубокая.
При обратной полярности к плюсу подключен электрод, а металл к минусу, происходит сниженный ввод тепла в изделие. Зона расплавления достаточно широкая, но не глубокая. Можно наблюдать эффект катодной очистки свариваемой поверхности.
Какую полярность при сварке выбрать? Сварка выполняется как на прямой, так и на обратной полярности. При выборе учитывается тот факт, что больше нагревается элемент сети, подключенный к плюсу. Окрашенная на рисунке красным цветом область при сварке нагревается наиболее.
Выполняя сварку тонкого металла его боятся перегреть и прожечь. К изделию подключают минус и варят на обратной полярности. На прямой полярности варится толстый металл.
Влияние скорости подачи электрода
Скорость сварки и подачи электрода должна обеспечивать поступление достаточного количества расплавленного металла в зону сварки. Недостаток металла приводит к подрезу.
При быстром перемещении электрода вдоль шва, мощности дуги не хватает для прогрева металла, шов получается неглубокий, лежит сверху металла, не проплавив свариваемые кромки. При медленном продвижении электрода, наблюдается перегрев основного и электродного металла, возможно прожигание поверхности и деформация тонкого металла.
Влияние силы тока
Силу тока устанавливают на инверторе, согласно данным, приведенным в таблице. Как видите, данные предположительные.
Сила тока и скорость движения оказывают комплексное воздействие на сварной шов. Большой ток увеличивает глубину проплавления и позволяет увеличить скорость движения электрода. При оптимальном соответствии силы тока и скорости шов получается в меру выпуклый и красивый, обеспечивает требуемую глубину провара свариваемых кромок.
Сварочный процесс инвертором тонких металлических листов
На что еще нужно обратить внимание перед проведением сварочного процесса? На полярность электронов. Это есть основы сварочного дела. При сварочном процессе постоянным током имеются отрицательный и положительный заряд источника. Говоря о том, как правильно подключить сварочный инвертор, в первую очередь, нужно определиться какой заряд куда подключить, исходя из того, что если положительный заряд имеет материал, который нужно сварить, тогда он нагреваться будет больше. Если положительный заряд подсоединить к электроду, тогда он будет больше нагреваться и гореть. Типовой является обратная полярность при сварке инвертором, так как предполагается сваривание тонких металлических листов, а их легко прожечь. Поэтому если вас в первую очередь интересует сварка инвертором тонкого металла, стоит обратить особое внимание на установление обратной полярности инвертора, а также на нормальную силу тока. Электроды для инверторной сварки тонкого металла подключаются «плюсом» к дуге инвертора, а «минусом» к металлическому листу.
В условиях частного дома больше значение имеет именно сварка тонких деталей. Потому что малейшие ошибки могут привести к прожогу металла. Прежде чем приступить к работам с тонкими деталями постарайтесь освоить основные швы на металле большой толщины.
- Сварку выполняйте на минимальной рекомендованный величине силы тока.
- Шов выполняйте углом вперед.
- Сварку обязательно выполняйте на обратной полярности.
- Большая проблема при выполнении сварки тонкого металла – деформация детали. Для того чтобы ее уменьшить, закрепите детали во время сварки.
- При выполнении прихваток на длинных изделиях, более 0,5 м, прихватки начинайте ставить от середины изделия к краям.
Самым распространенным запросом в сети интернет для тех, кто хочет научиться работе инвертором, является «сварка инвертором для начинающих видео». Мы предоставляем на страницах своего сайта уникальное видео, на котором вы сможете посмотреть все принципы работы инвертором для начинающего.
А мы позволим себе еще несколько советов по обучению сварочному процессу инвертором:
Еще видео по теме:
Изучите видео, как правильно работать сварочным инвертором и, мы уверены, что для вас сварочный процесс не составит труда. Прежде чем посмотреть видео, внимательно прочитайте описание сварки, которое написано у нас в статье.
Видео-уроки по сварке инвертором:
И напоследок, как же грамотно выбрать сварочный инвертор?
Рекомендуем вам еще:
Комментарии:
Facebook (X )
ВКонтакте (0 )
Обычные (37 )
- Анатолий
Очень хорошая и полезная статья! Мне прям понравилось ее читать, спасибо за столь детальный разбор различных нюансов в сварном деле. Будем практиковаться!)
- Володимир
Пане Майстер. я лише починаю зварювати підкажіть я виставив рекомендовану напругу але шось воно занадто спалює електрод і полярність ніби нормальна ну шось воно не те може і мені шось порадете.
- Дмитрий
Сварщик Киев, сварочные работы по доступным ценам
Если нужна помощь пишите, тут в комментарии, всегда поможем) - Антон
большое спасибо!!!
- Валерий Анатольевич
Очень полезное видео для начинающих, полезная информация в целом и полезный сайт! Спасибо! Удачи в Вашей работе!
- Татьяна
Мне нужен мастер, который бы приварил металлический венец к окладу иконы. Металл- латунь.
- Соня
Спасибо, статья очень понравилась и комментарии тоже
- Александр (Прораб)
Дорогие друзья, за этот месяц эта статья была просмотрена 8272 раза, что есть высоким показателем. Пожалуйста, рекомендуйте статью своим друзьям в соц сетях, чтобы принести еще больше пользы начинающим сварщикам.
- Александр
подскажите пожалуйста по полярности. +на электрод подключать или на массу.а то везде по разному пишут.сварка перестала проваривать метал отдал в ремонт после ремонта немного проработала и опять такая-же проблема сообщил мастеру а он сказал что электрод надо на — подключать а + на массу а в инструкции наоборот написано + электрод, — масса.
- Дмитрий
Мужики, хочу сказать следующее, практика сварки металла у меня достаточная. Сегодня варю метал как из пластилина поделку леплю, легко могу электродом троечкой, в потолке, заварить дыру диаметром 40-100мм без заплатки ну и так далее, короче в удовольствие. Такое умение, а это произошло лет 18назад, получил, как только начал видеть и различать цвет металла во время нагрева дугой. Поэтому считаю самым важным умением во время горения дуги: 1. отличать шлак от металла. 2. видеть температуру нагрева металла по его цвету. Научитесь данным вещам и вы обалдеете как всё легко и просто.
Рекомендуем также
Сварка инвертором для начинающих: инструкции и видео
Инструменты и средства защиты для сварки
Для ручной сварки понадобятся: сварочный аппарат, расходники, в виде электродов, металлическая щётка, молоток, зубило и маска со светофильтром (маска сварщика).
Сварочные аппараты для ручной дуговой сварки:
Трансформаторы – работают с переменным током. Они тяжелые по весу, сильно шумят, образуют нестабильную дугу и влияют на электросеть, вызывая скачки напряжения. На трансформаторе выполнить ровный шов сможет только опытный сварщик. Однако, если научиться сварочному делу на трансформаторе, то с остальными аппаратами будет гораздо легче.
Выпрямители – преобразуют переменный ток в постоянный, работают на основе полупроводниковых диодов. Выпрямитель универсален, с помощью него варят самые разные металлы и используют любые электроды. В отличие от трансформатора, выпрямитель даёт стабильную дугу, что облегчает процесс сварки.
Сварочные инверторы – имеют компактные размеры, автоматизированные настройки, они работают тише, чем трансформаторы. Этот аппарат преобразует переменный ток в постоянный высокой мощности.
Преимущества:
- точность настроек;
- многофункциональный;
- образует стабильную дугу;
- не зависит от скачков напряжения;
- работает с любыми видами электродов.
Все эти преимущества обеспечивают ровный высокого качества шов.
Недостатки:
- нужно часто чистить от пыли;
- нельзя работать при температуре ниже -15°С.
Ряд полезных советов:
- Если в только начинаете изучать сварку на практике, то лучше начать с инвертора. С ним гораздо проще и удобнее работать
- Не забудьте про молоток и зубило, которые понадобятся вам для сбивания шлака со шва. Далее шов очищают металлической щёткой.
- Нельзя забывать и о средствах защиты.Обязательно должна быть сварочная маска со светофильтром, защищающим глаза.
- Костюм должен быть брезентовым, с длинным рукавом. Брюки гладкие, без отворотов. Обувь лучше выбрать максимально закрытую, например, кожаную.
- Еще один атрибут – брезентовые или замшевые перчатки или рукавицы достаточной длины.
- Также не помешает позаботиться о пожарной безопасности, например, приготовить ведро воды.
Сварочный ток и полярность
Начинающие сварщики допускают ряд ошибок именно при настройке инверторов, они неправильно подбирают сварочный ток. Вследствие этого, электрод либо прилипает к металлу, либо он прожигает его, таким образом, не получается нормально варить.
Как было сказано выше, толщина металла определяет диаметр электрода, а тот, в свою очередь, параметры сварочного тока. Чтобы нормально варить электродами 2 мм, сила тока должна быть в районе 80 ампер. Если используется электрод 3 мм, то сила тока должна быть выставлена на инверторе больше, но не менее чем 100 ампер.
Особенность сварки инверторами постоянным током в том, что на них можно менять полярность. То есть, подключать электрододержатель к плюсу или минусу сварочного аппарата. Таким образом, можно лучше проварить металл или наоборот, не допустить его прожога при небольшой толщине.
Принцип полярности инверторной сварки в следующем:
- Если к электроду подведён плюс от инвертора, то это обратная полярность, а если минус, то прямая;
- Прямая полярность используется при традиционной сварке металлов;
- Обратная полярность при сварке листовых материалов, там, где нужна высокая скорость сварки, чтобы не допустить прожогов.
Ну и последнее что может пригодиться начинающим сварщикам, а именно, как нужно варить. Зажечь электрод проще всего легким ведением его кончика вдоль металла. Так электрод быстрее прогреется и начнёт лучше гореть.
После того, как сварочная дуга появилась, электрод нужно отклонить на 45 градусов вдоль линии стыка, и начать совершать им круговые движения вдоль кромок металла с небольшим сдвигом в стороны. Смещения должны быть небольшими, в районе двух диаметров электрода, которым осуществляется сварка.
Способы сварки
На данный момент существует множество методов, используемых для сварки. Их разделяют по различным критериям. Данная информация будет полезна для новичка, поэтому с ней обязательно следует ознакомиться.
В зависимости от нагрева кромки изделия могут полностью расплавляться или же находиться в пластическом состоянии. Первый способ требует также прикладывать к соединяемым деталям определенные усилия – сварка давлением.
Во втором – соединение формируется в результате образования сварочной ванны, в которой находится расплавленный металл и электрод.
Существуют и другие способы сварки, при которых изделие не нагревается вовсе – холодная сварки, или не доводятся до пластического состояния – соединение с помощью ультразвука.
Способы и разновидности сварки.
Ниже перечислены остальные виды сварки:
- Кузнечная.
В данном методе концы соединяемых изделий нагреваются в горне, а затем проковываются. Подобный способ является одним из самых древних и в настоящее время практически не применяется. - Газопрессовая.
Кромки изделий нагреваются ацетиленокислородным племенем по всей плоскости и доводятся до пластического состояния, после чего подвергаются сжатию. Подобный метод отличается высокой эффективностью и производительностью. Используется в строительстве газопроводов, железной дороги, машиностроении. - Контактная.
Детали включаются в электрическую цепь сварочного оборудования и через них пропускают ток. В месте контакта деталей происходит короткое замыкание, в результате которого в месте соединения выделяется большое количество теплоты. Ее достаточно, чтобы расплавить и соединить металл. - Стыковая, точечная и шовная – разновидности контактного метода скрепления изделия.
- Роликовая.
Используется в соединении листовых конструкций, требующих качественных и надежных швов. - Термитная.
Металл скрепляется в результате сжигания термита – смеси из порошка железной окалины и чистого алюминия. - Атомно-водная.
Кромки изделия расплавляются по действием дуги, горящей между двумя вольфрамовыми электродами. Электроды подсоединяются в специальные держатели, по которым подается водород. В результате дуга и жидкий металл сварочной ванны защищены водородом от вредного воздействия таких атмосферных газов, как кислород и азот. - Газовая.
Суть способа заключается в применении пламени для нагрева и плавления деталей. Пламя получается в результате сжигания горючего газа в атмосфере кислорода. Газокислородную смесь получают с помощью специальных горелок.
Метод газовой сварки относится к сварке плавлением. Зазоры между изделиями заполняются с помощью присадочной проволоки. Этот способ широко используется в различных областях человеческой жизнедеятельности. Наиболее часто встречается при соединении тонкостенных изделий, цветных металлов, чугуна.
При работе с инверторным аппаратом немаловажное значение имеет полярность электродов. В зависимости от схемы меняется интенсивность нагрева детали, что позволяет создавать различные условия сваривания
Что нужно для того, чтобы научиться варить
Если вы мечтаете, стать профессиональным сварщиком, то должны понимать, с чем придётся столкнуться. Сварка металлов процесс достаточно грязный, плюс ко всему он опасный и требует наличия определённых знаний.
Поэтому в первую очередь, о чем должен позаботиться начинающий сварщик, это о специальной экипировке. Спецодежда сварщика должна быть выполнена из огнестойких материалов. Руки надежно защищены не обычными перчатками, а специальными крагами, именно так называются «рукавицы» сварщиков.
Но самое главное, это защита зрения. Очень часто можно слышать, что я варил весь день и нахватался «зайчиков». Так вот, чтобы такого не случилось, маска для сварки должна быть качественной и надежной. Наилучшим вариантом для обучения сварочному делу, являются маски Хамелеон. С автоматической маской начинающий сварщик не будет отвлекаться на ненужные ему процессы, только на сварку металлов.
Техника безопасности при электросварке
Электросварка металла сопровождается не только выделением тепла, искр и т. д. При неправильном обращении с ней, можно запросто получить удар током.
Поэтому перед тем как впервые взяться за электрододержатель, выполните ряд следующих требований:
- Защитите глаза. Для этих целей существуют специальные маски сварщиков или их предшественники, щитки со светофильтрами;
- Обязательно работайте в спецодежде, она должна быть изготовлена из негорючих материалов, руки и ноги должны быть закрыты;
- Используйте прорезиненную обувь и перчатки, краги сварщика. Так вы минимизируете риски поражения электрическим током.
Нельзя забывать и о том, что электросварка, кроме всего прочего, опасна ещё и поражением тока. Поэтому нельзя варить сваркой на улице, когда идёт даже мелкий дождь. Также нельзя варить в ёмкостях от топлива, газа и т. д. Всегда нужно надевать прорезиненную спецодежду для защиты рук и ног.
Сегодня для бытовой сварки, чаще всего используются инверторы. Это лёгкие и мобильные аппараты, которыми можно варить сталь, чугун, и нержавейку.
Подготовка
При первичной активации и перемещении инвертора необходимо осуществить проверку сопротивления изоляционного элемента, располагаемого между корпусом и токопроводящими частями. После данной проверки можно произвести заземление.
Если инверторный аппарат длительный срок находился в режиме эксплуатации, необходимо произвести ревизию устройства на предмет выявления пыльных отложений внутри пространства конструкции. При высоком уровне запыления требуется прочистить силовые элементы, блоки управления. Для этого требуется воспользоваться сжатым воздухом.
Чтобы не возникло каких-либо препятствий в работе системы агрегата, требуется создать для него благоприятные условия, а именно расчистить место установки не менее чем на 50 см.
Ни в коем случае нельзя работать инвертором рядом со шлифовальными устройствами. Эти приборы выдают металлическую пыль, которая может нанести вред электронике. Если рабочий процесс протекает на улице, требуется произвести защиту инвертора от влаги и лучей солнца.
Внешний осмотр прибора необходимо производить самому сварщику. Прежде чем приступать к работе, следует проверить оболочку кабелей. При необходимости заменить их. Затем осматриваются держак электродов и гнезда питания. Далее необходимо произвести осмотр рабочей панели управления. Проверить переключатели, работоспособность индикаторов. Также необходимо осмотреть прибор на предмет общего запыления устройства и, если требуется, произвести прочистку.
Профессиональные советы начинающим сварщикам
Практически каждый человек, не обладающий опытом, задается вопросом как правильно сваривать металл инвертором с минимальными рисками для своей безопасности и максимально положительными результатами работы.
Советы профессиональных мастеров помогут освоить азы сварки инвертором и избежать ряда ошибок в процессе сваривания:
ни в коем случае нельзя пренебрегать защитными средствами, особенно это относится к глазам. Ожоги сетчатки могут возникнуть даже при мимолетном взгляде на горящую дугу незащищенными глазами. А продолжительное воздействие может закончиться весьма печально, вплоть до потери зрения;
впервые сваривая детали неопытные мастера практически всегда допускают разнообразные ошибки. Поэтому лучше вначале потренироваться на подготовленных заготовках и попробовать выполнять разные типы швов перед тем как пользоваться сваркой инвертором для создания металлоконструкций;
каждый желающий может начать работать со сварочной аппаратурой, но только при тщательном подходе и предварительных тренировках можно выполнять надежные и ровные соединительные стыки;
обработка швов после сварки имеет огромное значение
Чтобы предотвратить развитие коррозии и разрушение конструкций необходимо очищать спаи от шлаковых образований;
не знаете, как предотвратить прилипание электрода? Проверьте силу тока, а также обратите внимание на сухость электродов;
хранить электроды нужно в сухом проветриваемом помещении. Если они слишком сырые, то перед применением их следует просушить на солнце или в духовом шкафу;
чтобы не произошло короткое замыкание нужно проверять положение провода перед включением и выключением аппарата.
Всю информацию о том, как подобрать ток для сварки инвертором и как должны происходить рабочие циклы можно найти в инструкции по эксплуатации оборудования или поискать в интернете уроки для начинающих сварщиков.
Зная основные правила сваривания и принцип работы аппаратуры вполне доступной станет инверторная сварка для начинающих мастеров, и уже в скором времени вы сможете без проблем изготавливать красивые и долговечные конструкции.
Как варить вертикальный шов
Сварка таких швов (наклонных и потолочных) — довольно сложный процесс. Это связано с тем, что даже расплавленный металл подвержен закону всемирного тяготения. Его все время тянет вниз, что и вызывает трудности. Начинающим сварщикам нужно будет потратить много времени, чтобы научиться этому.
Существует 3 технологии варки вертикального шва:
Треугольник. Применяют при соединении деталей толщиной не больше 2 мм. Сварка происходит снизу вверх. Жидкий металл находится сверху застывающего. Он стекает вниз, тем самым закрывая шовный валик. Стекающий шлак не мешает, т. к. он движется по затвердевшей ванне, которая выходит под определенным углом. Внешне сварная ванна похожа на треугольник
В этом способе важно безошибочно двигать электрод для полного заполнения стыка.
Елочка. Такой вид сварки подойдет для зазоров между заготовками, равными 2−3 мм
По кромке от глубины на себя необходимо электродом расплавить металл на всю толщину заготовки и, не останавливаясь, спустить электрод до зазора. После того как произойдет проплавка, сделать все это по другой кромке. Нужно продолжать от низа до верха сварочного шва. Так получается равномерное расположение расплавленного металла в пространстве зазора. Важно не допустить образования подрезов кромок и подтеков металла.
Лестница. Такой способ применяется при большом зазоре между соединяемыми заготовками и малом притуплении кромок (или его отсутствии вообще). Сварка осуществляется зигзагообразно от одной кромки к другой снизу вверх. Электрод длительное время останавливается на кромках, а переход производится быстро. Валик будет иметь небольшое сечение.
https://youtube.com/watch?v=eNo05v10ToM
Полярность при сварке
Расплавление металла в процессе сварки осуществляется под действием тепла дуги. Она образуется между металлом и электродом при их подключении к противоположным клеммам сварочного устройства.
Есть 2 варианта выполнения сварочных работ: прямой и обратной полярности.
- В первом случае электрод подключают к минусу, а металл — к плюсу. Осуществляется пониженное введение тепла в металл. Место расплавления узкое и глубокое.
- Во втором случае электрод подключается к плюсу, а металл — к минусу, происходит пониженное введение тепла в изделие. Место расплавления широкое, но не глубокое.
При выборе сварки необходимо учитывать, что элемент сети, подключенный к плюсу, нагревается больше. На прямой полярности варят толстый металл, а на обратной — тонкий.
https://youtube.com/watch?v=GrVBaIZ3ddE
Советы для «чайников»
- не пренебрегать средствами защиты;
- перед выполнением работы стоит потренироваться для предотвращения ошибок;
- сварку нужно выполнять с минимальной рекомендованной величиной силы тока;
- не забывать отбивать шлак;
- для уменьшения деформации изделия нужно закрепить детали в процессе сварки;
- соблюдать инструкции и рекомендации.
Помимо того, что сваркой можно соединять детали, ею можно и разрезать их. Для этого необходимо увеличить силу тока и отрезать деталь или уголки. Только ровно это сделать не получится.
Применяя это руководство, можно постепенно улучшать свои навыки и в дальнейшем без проблем пользоваться инверторной сваркой. Главное в этом деле — практика.
https://youtube.com/watch?v=Gc48nLTwTDg
Выбор электродов
Урок сварки инвертором (видео) начинается с выбора электрода. Как правило, его толщина должна равняться толщине детали. Также выбор зависит от используемого материала.
Для стали лучше всего подходят форматы АНО и УОНИИ и категории 1, 2 и 3.
Легированные виды стали нуждаются в электродах 1Y, 2Y и 3Y. Цифры, при этом, прямо пропорциональны прочности наплавляемого шва.
Для цветных металлов подбираются соответствующие электроды. А вот дюралюминий и силумин не поддаются обычной сварке. Также новичкам не следует браться за чугун, так как этот процесс требует высокой квалификации и наличия большого опыта работы.
После подсоединения электрода к инвертору необходимо выставить силу тока, которая указана на корпусе аппарата для различных видов материалов.
Урок сварки для начинающих (видео) показывает, что нельзя слишком быстро подносить электрод к обрабатываемой поверхности, потому что это приводит к залипанию.
Перед началом сварки следует к изделию подключить клемму массы, после чего можно начинать процесс сварки.
Важные моменты обучения
При сварке полуавтоматом или инвертором для ручной сварки надо знать следующее. Основой сварки инвертором для начинающих является безопасность, аккуратность выполнения всех этапов работы и постоянная практика.
Обучение может сопровождаться ошибками, поэтому работа начинается с тренировки на различных соединениях.
Результатом тренировок и правильного подхода будет крепкое и ровное соединение. Шлак нужно оббивать, чтобы контролировать появление коррозии.
Если в процессе электродный наконечник не может прилипнуть, то целесообразно проверить силу тока, и проверить детали сварочного устройства на сухость. Чтобы не спровоцировать короткое замыкание в сети, надо следить за правильностью подключения проводов.
Обучение сварке инвертором рекомендуется проводить из нижнего положения, после освоения процесса можно переходить к кольцевым и вертикальным. При угловых и тавровых (в виде буквы «Т») соединениях трудно достичь качественного сваривания, так как металлические срезы сливаются в сторону, но можно расположить сварные части «лодочкой», что устранит эти проблемы.
В инструкциях и руководствах к использованию инвертора содержится информация об оптимальной непрерывной длительности работы. Чтобы не допускать перегрева, следует чередовать циклы.
Если появились явные дефекты, то часть сваривания надо удалить и провести сварку повторно, проварив слабые места соединения.
Прямая и обратная полярность при сварке инвертором, режимы сварки
Появление инверторных сварочных аппаратов значительно расширило область их применения. Этот тип работ стал доступен каждому домашнему мастеру. Но не всегда владельцы моделей знают особенности использования. В частности — зачем нужна прямая и в каких случаях применяется обратная полярность при сварке инвертором.
Основы использования инверторного сварочного аппарата
Этот тип оборудования предназначен для выполнения электродуговой сварки, с помощью которой можно соединять или разрезать стальные заготовки. Для применения необходимо определиться с основными параметрами – выбрать сварочный ток и тип электродов. Затем можно приступать к работе.
Общий порядок использования инвертора
- Подготовка поверхности материала – очистка от ржавчины и обезжиривание. Это необходимо для формирования надежного шва.
- Выбрать режим сварочного тока и электроды. Они зависят от характеристик металла, параметров будущего сварочного шва.
- Клемму массы (плюс) нужно соединить с поверхностью металла. Важно, чтобы она не мешала выполнению основных операций.
- К электродному держателю подсоединяется «минус».
- Формирование дуги. Это можно делать чирканьем или постукиванием электродом об металл в районе шва.
- После формирования соединения с помощью молотка необходимо снять окалину.
Этот порядок сварочных работ не учитывает форму соединения, ориентацию электрода. Подобные тонкости понадобятся для формирования особых видов сварочных швов.
Подобные виды сварочных швов важны для цилиндрических ёмкостей, таких как локальные очистные станции ЛОС, нефтегазовые сепараторы, строительные резервуары.
Как правильно выбрать модель
Использование режимов прямой и обратной полярности доступно для всех видов инверторов. Однако помимо этой функции аппараты должны обладать дополнительными характеристиками. От этого зависит область их применения, скорость и комфорт выполнения работ. Поэтому к выбору модели необходимо подойти профессионально.
Рекомендуемый функционал инверторов:
- Горячий старт. Происходит кратковременное повышение тока для быстрого формирования дуги.
- Антиприлипание. При высоких значениях тока велика вероятность его приваривания к металлу. Снижение этой величины позволит сформировать максимально ровный шов.
- Форсаж. Активируется автоматически, когда на конце электрода появляется расплавленный металл. Кратковременное увеличение рабочего тока предотвратит прилипание.
- Переменный ток. Он необходим для сварочных работ с алюминиевыми заготовками.
- Пониженное значение холостого хода. Относится к мерам безопасности при эксплуатации в местах с повышенной влажностью или небольших помещениях. С помощью специального блока происходит снижение напряжения до 15 В.
- Тип индикации. Оптимальный вариант – цифровое отображение текущих параметров.
Также важно выбрать ток сварки, который напрямую зависит от диаметра используемого электрода и толщины металла.
При работе с инверторными сварочными аппаратами чаще всего используют электроды марки АНО и МР. Они подходят для формирования шва на стальных поверхностях. Сварка алюминиевых изделий или заготовок из сложных сплавов требует выбора специальных расходных материалов, могут использоваться присадки.
Когда применяется прямая и обратная полярность
Изменение полярности при работе обусловлено протекающими процессами. Помимо выбора основных параметров сварки можно поменять подключаемые клеммы местами. Ток идет от отрицательного элемента к положительному. В результате этого происходит нагрев первого.
Подобные операции рекомендуются в следующих случаях:
- Прямая полярность – к электроду подключен «минус», к металлу «плюс». Происходит нагрев поверхности последнего. Подобный режим необходим для обработки глубоких швов при большой толщине заготовки.
- Обратная полярность – электрод подсоединен к «плюсу», металл к «минусу». Возникает обратный процесс – нагрев электрода при холодном металле. Это нужно для обработки тонкостенных заготовок, но приводит к быстрому выгоранию электрода.
Применение того или иного режима зависит от поставленных задач. Простота смены клемм позволяет выполнять эти операции при обработке одной заготовки.
Лучшие сварщики стержневой сваркой (дугосварочные аппараты)
Ручная сварка – самый важный сварочный навык.
Поскольку это очень важно для отрасли, лучше научиться делать это хорошо.
Но чтобы хорошо разбираться в дуговой сварке, вам нужен отличный аппарат для ручной сварки.
Он должен иметь глубокое проплавление, контролируемые характеристики дуги и легкость касания.
Посмотрите на этих реальных дугосварщиков и сожгите металл по старинке.
Быстрое сравнение
| Продукт | |||
|---|---|---|---|
| Изображение | Продукт | Подробности | |
PrimeWeld TIG225X | Стабильное качество дуги Отличное обслуживание клиентов Хорошо известное качество сборки | ||
Титановая палочка 225 | Burns 6010 стержней Тепловая перегрузка 15-225 ампер | ||
Хобарт Stickmate 160i | Функция горячего старта Плечевой ремень Гарантия 5 лет | ||
Линкольн AC-225 | Чрезвычайно прочный Технология Smooth Arc Бестселлер Линкольна | ||
Да Сварщик TIG-205DS | Включает педаль Двойной вход 120/240 Несколько инверторов | ||
LOTOS LTPDC2000D | Многопроцессный 200-амперная мощность Вход 120/240 В | ||
Everlast PowerARC 160STH | Stick и TIG на постоянном токе Всего 14 фунтов Гарантия 5 лет | ||
Форни Easy Weld 180 ST | Легкий Двойной вход 120/240 В Совместимость с генератором |
Лучший аппарат для дуговой сварки и дуговой сварки с отзывами
Вот список некоторых из лучших аппаратов для дуговой сварки, которые мы нашли на рынке:
1.Сварочный аппарат PrimeWeld TIG225X
- CK17 Резак американского производства
- Дуга запускается бесконтактным способом
- Выход от 10 до 225 ампер
- Металлическая ножная педаль
- 120/240 вход
Плюсы
- Множество счастливых пользователей
- Включает регулятор
- Широтно-импульсная модуляция
- Stick and AC / DC TIG
- Частота импульсов 200 Гц
- Гарантия 3 года
Минусы
- Ножная педаль немного раздражает
- Дешевый регулятор
Обзор
Сварочный аппарат Primeweld TIG225X TIG – это хорошо зарекомендовавший себя аппарат для сварки TIG на переменном / постоянном токе с расширенными функциями, включая возможность работы в качестве сварочного аппарата на постоянном токе.Это сварочный аппарат с двойным напряжением, который работает от 120 или 240 вольт. Он имеет 12,5-футовый электродный зажим для аппарата для ручной сварки, также называемого ручной дуговой сваркой металлическим электродом или сваркой стержневым электродом. Длина провода также составляет 12,5 футов.
При использовании в режиме стика PrimeWeld TIG225X выдает 120 ампер при напряжении 12 вольт. Когда он работает от 240 вольт, у вас есть 180 ампер. Такой сок позволяет сваривать до 3/8-дюймовых пластин при 180 А и 1/4-дюймовых при 140 А. Нижний предел в 10 ампер для любого источника позволит вам сваривать листовой металл 24-го калибра с помощью тонкой палочки и правильных настроек.
Конечно, в случае листового металла TIG – король, и PrimeWeld TIG225X действительно идеально подходит для этой задачи. Этот сварочный аппарат имеет расширенные функции TIG на переменном токе, такие как широтно-импульсная модуляция, горелка CK17 и функция баланса переменного тока для регулировки времени, проведенного на каждой стороне цикла переменного тока, очистки сварочной ванны от загрязнений.
2.Titanium Stick 225 Аппарат для дуговой сварки
- Весит менее 17 фунтов
- Двойная входная мощность 120-240 В
- Защита от перегрузки по току
- Выход от 15 до 225 ампер
- Сварка стали толщиной до 1/4 дюйма
Плюсы
- Защита от тепловой перегрузки
- Технология Easy Start
- Компактность
- Стержни Burns 6010 и 6011
- Плавная регулировка мощности
Минусы
- Свинцы немного дешевы
- Сообщения об отсоединении отведений
Обзор
Аппарат для дуговой сварки Titanium Stick 225 компактный, мощный и легкий.Поводки имеют длину 10 футов для хорошей досягаемости. Некоторые владельцы думали, что они могут быть более высокого качества, сообщая об улучшении производительности после их замены. Это может быть связано с сообщениями о том, что провода иногда отключаются при дергании. Если вы не выполняете объемную сварку, это вряд ли проблема, но мы считаем, что многим современным сварщикам дуговой сварки выгодна смена проводов.
Эта машина предлагает широкий выход с 15-амперным нижним концом, приятное низкое значение для такой мощной машины. Сварочный аппарат Titanium Stick 225 обеспечивает максимальную мощность в 70 ампер при напряжении 120 вольт, чего достаточно для стали толщиной 1/8 дюйма.При питании от сети 240 вольт этот аппарат будет сваривать сталь толщиной 1/4 дюйма.
Аппарат для дуговой сварки Titanium Stick 225 удивил многих владельцев своей простотой использования и плавностью работы. Эта машина с легкостью работает со штангами 6010 и 6011, вплоть до штанг размером 1/8 дюйма. Он способен выполнять 100-процентный рабочий цикл при 100 А и 240 В, что дает вам возможность непрерывной сварки стали 3/8 дюйма.
3.Hobart Stickmate 160i Дуговый сварочный аппарат
- Сваривает стальную пластину толщиной до 1/4 дюйма
- Работает на входе 120 и 240 вольт
- Выходная мощность 160 А
- Дуговая сварка постоянным током
- Гарантия 5 лет
Плюсы
- Впечатляющие отзывы
- Весит менее 20 фунтов
- Технология горячего старта
- Плавная регулировка силы тока
- Широкий выходной диапазон 20-160 А
- Регулируемый плечевой ремень
Минусы
- Разработано в США, но произведено в Китае
- Опускается только до 20 ампер
Обзор
Hobart – одна из старейших американских сварочных компаний, известная своей прочной конструкцией и отличными характеристиками.Hobart Stickmate 160i обеспечивает хорошую производительность, но следует отметить, что он построен в Китае. Хобарт заверяет клиентов, что машина соответствует строгим стандартам Хобарта. Некоторые покупатели отмечают, что вы можете купить китайский сварочный аппарат за половину цены Hobart. Чего не может предложить китайский бренд, так это общенациональной сети дилерских центров и сервисных центров.
Пользователи хвалят Hobart Stickmate 160i за плавную работу. Длительная гарантия свидетельствует об уверенности Hobart в ее качестве.Благодаря мощности инвертора вес Stickmate 160i составляет менее 20 фунтов, и он достаточно легкий, чтобы перемещаться по рабочему месту с помощью прилагаемого регулируемого плечевого ремня.
Hobart Stickmate 160i имеет плавно регулируемую шкалу тока, которая может регулировать выходную мощность с шагом всего 1 ампер. Hobart Stickmate 160i может работать от 120 или 240 вольт, что делает его удобным и мощным. Он способен сваривать сталь толщиной до 3/8 дюйма, а широкий диапазон вариантов тока достигает 20 ампер.
4.Lincoln Electric AC-225 Сварочный аппарат переменного тока
- Сварщик переменного тока работает 6011 стержней
- Сертификат ISO 9001
- Самая продаваемая дуговая установка Lincoln
- Вход 240 вольт
- Ток от 40 до 225 А
Плюсы
- Зажим электрода 15 футов
- Исторический «надгробный» стиль.
- Кабель с зажимом заземления 10 футов
- Лист толщиной 16 на пластину 1/4 дюйма
- Технология Smooth Arc
Минусы
- Не высокие технологии
- Весит 99 фунтов
Обзор
Аппарат для дуговой сварки переменным током Lincoln AC-225 является бестселлером Lincoln Electric за всю историю компании.Есть примеры в работе, которые выполняются буквально десятилетиями. Он известен как надежный и надежный сварочный аппарат, который приносит домой бекон. Технология Lincoln Smooth Arc упрощает запуск, чем большинство сварщиков переменного тока, и поддерживает оптимальные характеристики дуги.
Хотя эта машина не оснащена высокотехнологичными приборами, как современные машины, ее простая конструкция означает, что она может выдержать износ мастерской. Сварочный аппарат переменного тока Lincoln AC-225 изготовлен с использованием трансформаторного источника питания, а не более современного инвертора, что почти не оставляет проблем.Это делает эту модель тяжелой, хотя и составляет 99 фунтов.
Многие профессиональные сварщики считают дуговой сварочный аппарат Lincoln AC-225 лучшим сварочным аппаратом из когда-либо созданных. У этого сварщика огромное количество энтузиастов-владельцев и безупречная репутация в отрасли. Он может сваривать лист толщиной от 1/16 дюйма до стального листа толщиной 1/4 дюйма. Управление простое, оно произведено в Америке и сертифицировано по ISO 9001. Если вы не возражаете против веса, это сделка, которую нельзя пропустить.
5.Сварочный аппарат TIG-205DS
Да- Высокочастотное зажигание дуги бесконтактным способом
- ЖК-дисплей силы тока
- Технология мягкого переключения IGBT
- Автоматическая компенсация настроек
- Автоматический контроль температуры
Плюсы
- Контроль скачков силы тока
- Совместимость с генератором.
- Двойной вход напряжения 110/220 В.
- Несколько инверторов
- Горелка WP-17 TIG
Минусы
- Текущий дисплей показывает высокий
- Источник 120 с адаптером 220
Обзор
YesWelder TIG-205DS – это сварочный аппарат с двойным напряжением и входным напряжением 120 или 240 В.Он имеет мощность 120 ампер на 140 ампер, 145 ампер в сварке TIG. У джойстика 240 есть верхний конец на 180 ампер, у TIG 205 ампер. Нижний предел для TIG или Stick составляет 15 ампер. Этот сварочный аппарат оснащен цифровым ЖК-дисплеем (некоторые владельцы сообщают, что он слишком высок) и автоматической компенсацией колебаний мощности.
Рукоятка позволяет сваривать сталь толщиной до 3/8 дюйма и листовой металл толщиной до 22 мм. Одним из необычных вариантов YesWelder TIG-205DS является адаптер питания для изменения входного напряжения. Большинство машин с двойным напряжением по умолчанию работают от 240 вольт с адаптером для подключения к 120 вольт.Этот сварочный аппарат работает от 120 вольт, с адаптером для подключения к 240.
YesWelder TIG-205DS имеет пылезащитную крышку над элементами управления, что приятно. На стороне аппарата TIG есть такие высокотехнологичные детали, как высокочастотный запуск дуги, технология плавного переключения для обеспечения стабильности дуги и защиты от перегрузки. Этот аппарат поставляется с 13-футовой горелкой для сварки TIG, 10-футовым зажимом Stinger и адаптером от 120 до 240.
Вы можете получить скидку 10% на этого YesWelder, используя код купона: WELDGURU10
6.Lotos LTPDC2000D Универсальный сварочный аппарат для стержней
- Палка, TIG и плазменная резка
- Режет сталь до ½ дюйма
- Сварка стали толщиной до 1/2 дюйма
- Выход дуги до 200 ампер
- Двойной вход напряжения – 120 или 240
Плюсы
- Рабочий цикл 60 процентов
- Многопроцессорная машина
- Кабели длиной 13 футов
- Широкий диапазон тока от 15 до 200 ампер
- Высокочастотный запуск дуги
Минусы
- Без педали для сварки TIG
- Дешевый регулятор
Обзор
LOTOS LTPDC2000D – это аппарат для ручной дуговой сварки более чем на 200 ампер.Он также способен выполнять сварку TIG на 15-200 А и включает в себя плазменный резак на 50 А, который может проходить через 1/2 дюйма стали. Он имеет двойное входное напряжение, что позволяет подключать его дома или в коммерческих целях с входным напряжением 120 или 240 вольт.
Эта многопроцессорная тройная угроза разработана с высокочастотным зажиганием дуги, что позволяет легко зажигать дугу. Часть аппарата для ручной сварки включает технологию «мягкой дуги» для облегчения запуска. Пуск высокочастотной дуги также обеспечивает функцию вспомогательной дуги на сварочном аппарате TIG и аппарате плазменной резки.
Это означает, что дуга не запускается от прикосновения, что позволяет сэкономить на расходных материалах, поскольку горелка TIG никогда не касается поверхности, что устраняет основную причину загрязнения вольфрамовых электродов. Одним из недостатков является то, что у этого сварочного аппарата нет педали контроля нагрева TIG.
Как в ручном, так и в сварочном режимах можно выдать 200 ампер, что достаточно для сварки 1/2 дюйма стали. Гарантия на Lotos LTPDC2000D составляет 1 год.
7.Сварочный аппарат Everlast PowerARC 160STH
- Легкий и портативный
- Технология инвертора IGBT
- Ручка постоянного тока 160 А и сварка TIG
- 5-летняя гарантия
- Весит 14 фунтов
Плюсы
- Лист 24 калибра, сталь до 1/2 дюйма
- Сварочный аппарат двойного назначения с функцией TIG
- Лифт дугового зажигания
- Кабель электрода 8 футов
- Широкий выход 10-180 А
Минусы
- Нет горелки или регулятора TIG
- Нельзя использовать ножную педаль
Обзор
Everlast PowerARC 160STH – это мощный и легкий аппарат для сварки штучным электродом постоянным током, обеспечивающий как дуговую сварку, так и сварку TIG постоянным током.
Эта машина имеет двойной вход напряжения, который позволяет подключать либо к электросети 120 вольт в магазине, либо использовать более мощные розетки на 240 вольт. Эта машина поставляется с плечевым ремнем, чтобы облегчить передвижение на рабочем месте, оставляя руки свободными для работы с кабелями и аксессуарами.
Everlast PowerARC 160 STH поставляется с 8-футовым зажимом для электрода, а также 12-футовой горелкой для сварки TIG и регулятором аргона. Однако одним из недостатков этой машины с точки зрения TIG является то, что она несовместима с ножной педалью управления нагревом TIG.Вместо этого запатентованная горелка Everlast SV17 TIG поставляется с регулируемым ручным регулятором нагрева.
Обладая очень широким диапазоном выходных сигналов 10–160 А, Everlast PowerARC 160STH весьма универсален, он способен сваривать тонкие листы толщиной от 18 до стального листа толщиной 1/2 дюйма. В комплект входит футляр для переноски горелки TIG и принадлежностей. Everlast предоставляет 5-летнюю гарантию на PowerARC 160 STH.
8.Сварочный аппарат Forney Easy Weld 180 ST
- Легкий и портативный
- Технология инвертора IGBT
- 8-футовые соединения
- Ручка постоянного тока и TIG постоянным током
- 5-летняя гарантия
Плюсы
- Лист 18 калибра, сталь до 1/2 дюйма
- Сварочный аппарат двойного назначения с функцией TIG
- Лифт дугового зажигания
- Весит 14 фунтов
- Широкий выход 10-180 А
Минусы
- Не совместим с педалью TIG
- Без горелки TIG
Обзор
Forney Easy Weld 180 ST – это легкий сварочный аппарат постоянного тока с инверторным питанием, который также позволяет выполнять сварку TIG постоянным током.Он разработан с учетом мощности генератора, устойчив к колебаниям «грязной энергии», которые являются обычными для источников питания генератора. Это устройство с двумя входными напряжениями, которое можно подключить к источнику питания на 120 или 240 вольт.
Форни разработал аппарат для дуговой сварки Easy Weld 180 ST с высокочастотным подъемным пускателем TIG-горелки, чтобы свести к минимуму загрязнение вольфрамового элемента и снизить расход расходных материалов. К сожалению, вам нужно покупать горелку TIG и газовый регулятор отдельно, если вы хотите выполнять сварку TIG.Эта машина несовместима с педалью ножного управления.
Этот аппарат для дуговой сварки / TIG обеспечивает очень широкий выходной ток от 10 до 180 А. Forney Easy Weld 180 ST способен сваривать сталь толщиной до 1/2 дюйма, несмотря на то, что он весит всего 14 фунтов. Минимальный предел в 10 ампер отлично подходит для сварки тонких листов толщиной 18 мм для кузовных работ. На Forney Easy Weld 180 ST предоставляется 5-летняя гарантия.
Сварочные аппараты и машины для электродов E6010
Успех сварки зависит от наличия подходящих инструментов и умения ими пользоваться.Для сварки труб, сварки в нестандартном положении и в полевых условиях с участием грязного или ржавого металла это означает использование электродов E6010 SMAW (стержневых) и источников сварочного тока, специально предназначенных для работы с этим электродом.
Наконечники электродов имеют разные характеристики, поскольку состав покрытия зависит от типа электрода. Согласно ASME Раздел II, часть D (пар. A7.1), «Покрытия [на электроде E6010] содержат много целлюлозы, обычно более 30% по весу. Другие материалы, обычно используемые в покрытии, включают диоксид титана, металлические раскислители, такие как ферромарганец, различные типы силикатов магния или алюминия и жидкий силикат натрия в качестве связующего.”
Из-за состава покрытия электроды E6010 обычно описываются как« целлюлозные »или« натриевые с высоким содержанием целлюлозы ». Эти электроды обладают следующими характеристиками:
- Глубоко проникающая, мощная дуга распылительного типа, которая помогает оператору добиться хорошей врезки на обеих сторонах стыка при выполнении корневого прохода.
- Эти характеристики «копания» также делают электроды E6010 хорошим выбором для ремонтных работ в полевых условиях, поскольку копающая дуга может прожечь ржавчину, грязь и краску (тем не менее, ничто не заменит хорошую подготовку к сварке).
- Сварочная лужа, которая хорошо смачивается, но быстро остывает. Этот атрибут «быстрого замораживания» делает электроды E6010 особенно подходящими для сварки над головой. Операторам нравятся электроды E6010, потому что расплавленный металл остается в стыке и не так сильно падает на них, как на другие электроды, устанавливаемые во всех положениях.
- Тонкий слой шлака, который легко удаляется, упрощая очистку и подготовку к следующему сварочному проходу.
- Плоская поверхность шва с крупной неравномерной рябью.
В совокупности эти атрибуты позволяют использовать электроды E6010 для сварки труб, а также для таких применений, как полевое строительство, судостроительные верфи, водонапорные башни, сосуды высокого давления, напорные трубы, стальные отливки и стальные резервуары для хранения.
Подготовка швов
Многие области применения электродов E6010 требуют 100-процентного проникновения. В случае критических сварных швов 100 процентов соединений будут подвергаться ультразвуковому контролю и другим проверкам.Обеспечение полного сплавления начинается с хорошей подготовки сварного шва, и для типичного стыкового шва с открытым корнем E6010 это означает:
- Снятие фаски с кромок трубы или листа; типичный скос составляет 37,5 градуса для трубы и 22,5 градуса для листа.
- Оставляем небольшую площадку «никель шириной» (примерно от 3/32 до 1/8 дюйма). Земля – это скошенная часть металла на краю стыка. Здесь металл должен быть толще, чтобы выдерживать тепло сварного шва; в противном случае сила дуги «пробьет» соединение.
- Создание зазора от 3/32 до 1/8 дюйма (или согласно спецификации). Чтобы обеспечить равномерный зазор, уловка старого сварщика труб состоит в том, чтобы согнуть кусок наполнителя TIG на 3/32 или 1/8 дюйма в U-образную форму и вставить его между секциями при прихватке.
И, говоря о прихваточных швах, сделайте прихваточные швы длиной около 1 дюйма, а затем используйте шлифовальный станок, чтобы сузить или «растушевать» каждый конец прихватки. Задача состоит в том, чтобы иметь достаточно толстую прихватку, чтобы дуга образовалась без прожога, но при этом достаточно тонкую, чтобы тепло дуги поглощало прихватку.После установления дуги многие операторы кратковременно создают «длинную дугу» на электроде, чтобы нагреть середину прихватки, а затем уменьшают длину дуги («затягивают дугу»), когда они переходят из пера в зазор.
Взбивание и пауза
Электроды E6010 требуют трех особых манипуляций. Для начала помните, что напряжение пропорционально расстоянию. Длинная дуга увеличивает напряжение (и текучесть лужи), а короткая («плотная») дуга снижает напряжение и обеспечивает больший контроль над лужей.Электроды E6010 из-за характеристик возбуждающей дуги требуют плотной дуги. Инструкторы иногда советуют студентам просто протолкнуть электрод до упора в зазор («У вас длинная дуга. Зажмите ее!»).
Вторая и третья техники, известные как «взбить и сделать паузу» и «прочитать замочную скважину», должны работать в гармонии. Вместо того, чтобы перетаскивать электрод с постоянной скоростью и углом или раскачивать его из стороны в сторону, операторы «толкают» электрод вперед на долю дюйма (возможно, от 3/32 до 1/4 дюйма) и немедленно возвращают его примерно на 1/8 дюйма. дюйм и «сделайте паузу» на долю секунды, чтобы образовалась сварочная лужа.
Некоторые эксперты описывают движение хлыста и паузы как два шага вперед и один шаг назад; расстояние каждого шага примерно равно диаметру электрода. Обратите внимание, что некоторые операторы на самом деле не приостанавливают работу. Скорее они медленно продвигаются вперед примерно на диаметр электрода, прежде чем снова взбить.
Взбивание электрода позволяет решить несколько задач. Во-первых, это дает луже возможность остыть, а также дает операторам возможность манипулировать лужей с большой степенью контроля.Во-вторых, он вытягивает расплавленный металл вперед, когда оператор перемещает электрод вперед. В-третьих, когда дуга контактирует с новым металлом, она врезается в боковые стороны соединения и открывает замочную скважину.
Чтение замочной скважины
При сварке открытого корневого шва с использованием техники взбивания и паузы операторы заметят «замочную скважину», открывающуюся, когда они проталкивают стержень вперед (это называется замочной скважиной, потому что она выглядит как отверстие старинный замок). Хорошие сварщики могут прочитать замочную скважину и использовать ее, чтобы оценить подвод тепла.Кроме того, они регулируют технику хлыста и паузы, а также скорость движения, чтобы контролировать размер замочной скважины.
Если замочная скважина становится слишком большой, существует опасность пробоя дуги через соединение. Чтобы «спасти» сварной шов без разрыва дуги, решения включают в себя увеличение скорости движения, поддержание максимально узкой дуги и создание небольшого овала, чтобы нагреться до фаски. Если это не удается, прекратите сварку и уменьшите силу тока.
The Right Welder
Электроды E6010 требуют большего напряжения, чем другие электроды.Кроме того, когда операторы взмахивают электродом, длина дуги изменяется, и источник сварочного тока должен поддерживать дугу.
Из-за этих двух проблем источники питания, подходящие для работы с электродами E6010, обладают двумя характеристиками. Во-первых, они имеют высокое напряжение холостого хода (OCV), которое представляет собой напряжение на электроде до возникновения дуги (например, отсутствие тока). Частая аналогия заключается в том, что OCV – и помните, что напряжение обеспечивает электрическое давление – похож на садовый шланг с включенной водой и до открытия форсунки.Источник питания, обеспечивающий хорошее электрическое давление, обеспечивает лучшее зажигание дуги.
Во-вторых, у хороших сварочных аппаратов Е6010 большой индуктор. Индуктор сопротивляется изменению электрического тока, проходящего через него. Говорят, что они «удерживают мощность» или действуют как «резерв мощности», чтобы поддерживать дугу, установленную при манипулировании электродом оператором. В обычных источниках питания и сварочных генераторах используются большие магнитные поля, такие как медная проволока, намотанная на ферритовый сердечник. В инверторных источниках питания используются электроника и магниты гораздо меньшего размера, чтобы минимизировать общий вес.
Обратите внимание, что инверторы должны быть специально разработаны для сварки электродом E6010. Добавление необходимых электронных компонентов и написание алгоритмов, обеспечивающих хорошие характеристики дуги, увеличивает стоимость устройства. Большинство небольших многопроцессорных инверторов, предназначенных для домашних сварщиков, просто не имеют этих компонентов (а у целевой аудитории нет навыков для работы с электродами E6010, даже если бы они были).
В других случаях, как в случае с ESAB Rebel, производитель специально разработал его для работы с E6010.При подключении к 230 В переменного тока он обеспечивает 92,8 В постоянного тока OCV. Подключенный к 120 В переменного тока, он обеспечивает 77,6 В постоянного тока OCV. При сварке его номинальные выходы на стержень составляют 110 А / 24,5 В при рабочем цикле 20 процентов при 120 В переменного тока и 160 А / 26,5 В при рабочем цикле 20 процентов при 230 В переменного тока.
Благодаря хорошему OCV и схемам, разработанным для электродов E6010, Rebel предоставляет подрядчикам, сварщикам труб и другим профессионалам тип управления дугой, который они обычно ассоциируют с полноценной промышленной установкой – весом 40 фунтов.упаковка. Учитывая, что большинство сварщиков используют электрод E6010 диаметром 1/8 дюйма при силе тока от 70 до 100 ампер (DC EN или EP), Rebel представляет собой действительно портативное решение для сварки E6010.
Помимо традиционных применений в трубах и котлах, способность дуги E6010 проходить сквозь ржавчину и краску делает этот электрод подходящим выбором для ремонта в полевых условиях.
Большинство инверторов профессионального уровня также обеспечивают регулировку горячего пуска и регулировку силы дуги для настройки характеристик дуги для конкретных электродов.Горячий старт увеличивает ток сверх установленного значения на несколько миллисекунд, чтобы помочь установить дугу. Поскольку электроды E6010 «легко загораются» (особенно по сравнению с электродами E7018), они не нуждаются в большой помощи при горячем запуске; поэкспериментируйте со значениями от 0 до 15 процентов. Контроль силы дуги увеличивает силу тока, когда напряжение падает ниже определенного порога, что позволяет операторам проталкивать электрод в соединение без прилипания электрода. Электроды E6010 не нуждаются в дополнительном регулировании силы дуги из-за их движущей дуги; поэкспериментируйте со значениями от 10 до 30 процентов.
Любой, кто начинает читать о сварке электродом, скоро узнает, что профессионалы в области сварки, выполняющие сварку труб, сосудов высокого давления и других критически важных компонентов, не имеют себе равных в том, что касается сварочных навыков. Одно из их отличительных качеств – способность многократно выполнять сварные швы «рентгеновского качества» с помощью электрода E6010. Чтобы перейти из ученика в подмастерье, сварщики затрачивают тысячи часов практики на промышленном оборудовании. Благодаря достижениям в области легких инверторов у этих профессионалов появился еще один инструмент, который упрощает работу, когда важна портативность.Кроме того, эти инверторы удовлетворяют потребности профессионалов, которым нужен домашний сварщик, работающий как их рабочая система. И хотя средний Джо дома на практике не справится с тысячами стрингеров, по крайней мере, есть устройство, которое позволяет ему пользоваться преимуществами электродов E6010.
ESAB
Как можно сваривать с генератором?
Некоторые сварочные работы нельзя переносить в магазин, особенно если детали находятся на открытом воздухе. Вот тут-то и пригодятся портативные генераторы.Эти генераторы создают источник питания, способный включать сварочные инструменты. Они пригодятся там, где нет электрических розеток. Думайте о них как о портативных сварочных аппаратах.
Как можно сваривать с помощью генератора? Первым делом необходимо приобрести генератор, который выдает достаточно энергии для работы сварщика. Затем вы можете подключить сварщика и переместить его туда, где это необходимо. Если вы не хотите подключать к генератору отдельный сварочный аппарат, вы можете приобрести сварочный аппарат со встроенным сварочным комплектом.
Использование генераторов для сварки иногда может быть сложной задачей. Вот почему важно знать, как правильно выполнять сварку с помощью генератора. Вот некоторая информация, которая может вам помочь.
Использование генератора для сварки
Генераторы используют топливо для выработки энергии вместо электросети. Они считаются незаменимыми инструментами для промышленности и строительства. Даже фермеры используют их для строительства или ремонта различных объектов. Работает как обычный генератор; все, что вам нужно сделать, это наполнить бак и включить его там, где вам это нужно.
Одним из преимуществ сварочного генератора является то, что его можно использовать как автономный генератор. Это означает, что вы можете использовать его для других электроинструментов или для питания электроприборов. Это может сэкономить вам место и деньги в долгосрочной перспективе.
Большинство сварочных генераторов могут работать:
- MIG
- TIG
- Порошковая сварка
- Stick
- Плазменные резаки
Некоторые сварочные генераторы поставляются с полным комплектом для сварки.Таким образом, вам не придется беспокоиться о подключении отдельного сварочного аппарата или инвертора.
Что искать в сварочном генераторе
Вот некоторые вещи, которые следует учитывать при покупке сварочного генератора:
- Какое топливо он использует?
- Есть ли в комплекте аксессуары?
- Какая сила тока?
Большинство небольших портативных генераторов имеют двигатели, работающие на бензине.Бензин намного дешевле дизеля или пропана. Дизель-генераторы в основном используются для промышленного оборудования и для более крупных работ.
Если вы собираетесь часто использовать генератор, то дизельное топливо может быть лучшим вариантом в долгосрочной перспективе, поскольку оно горит медленно и служит дольше, чем бензин и пропан. Не забудьте проверить и убедиться, что вентиляция достаточна для рассеивания выбросов.
Некоторые генераторы поставляются с принадлежностями или полным сварочным комплектом, а некоторые могут поставляться как автономный генератор.Если вы новичок и у вас немного собственных сварочных инструментов, тогда вам могут пригодиться аксессуары.
Следите за информацией о силе тока. Меньшие генераторы будут иметь меньший ток, чем промышленные (большие) генераторы. Если вы собираетесь заниматься сваркой изредка или на легких материалах, вам не понадобится промышленный сварочный генератор.
Если вы зарабатываете сваркой на жизнь или планируете часто заниматься сваркой, то промышленный сорт будет идеальным выбором.Он способен проработать 6-12 часов (в зависимости от размера топливного бака).
Ссылки по теме: Как начать и развивать сварочный бизнес за 11 шагов
Генератор какого размера мне нужен?
Выбранный вами размер будет зависеть от работы и местоположения. Например, для промышленных изделий потребуется генератор большего размера. Как правило, для сварки вам потребуется минимум 30 ампер.
| Инверторный сварочный аппарат макс.Выходная мощность | Рекомендуемый «минимальный» размер генератора ** | Предлагаемый «идеальный» размер генератора ** |
|---|---|---|
| До 160 А | 7 кВА | 8 + кВА |
| 180-200A | 8 кВА | 10 + кВА |
| 250A | 13 кВА | 15 + кВА |
Если вы ищете что-то среднее, что может делать все понемногу, есть более новые типы комбо-генераторов 3-в-1 или 4-в-1, также известные как «генераторы рабочих станций». Их можно использовать в нескольких целях:
- Генератор
- Сварщик
- Компрессор
- Зарядное устройство
Имейте в виду, что сварочные генераторы отличаются от стандартных генераторов, потому что они созданы для работы с постоянной энергетической нагрузкой, и другие не является.Они обеспечивают стабильную синусоидальную волну для равномерного и стабильного сварочного потока.
Например, если вы пытаетесь запитать сварочный аппарат трансформаторного типа, стандартный генератор может не подавать устойчивую синусоидальную волну или достаточный ток. В этом случае вам понадобится сварочный генератор.
Вот рекомендуемое руководство, которому следуют многие сварщики:
- Для максимальной мощности сварщика 160 А потребуется генератор 7 кВА или больше
- Для максимальной мощности сварщика 180-200 А потребуется генератор 8 кВА или больше
- Для максимальной мощности сварщика 250 А потребуется генератор 13 кВА или больше
Если вы не уверены, какой размер вам подойдет, всегда лучше перейти на следующий уровень.В конце концов, лучше иметь больший размер, чем генератор, «он слишком мал».
Прежде чем вы продолжите чтение, вот статья, которую мы написали: Если ваш сварщик продолжает отключать выключатель, прочтите это руководство
Можно ли использовать инверторные сварочные аппараты с генераторами?
Да! Вы можете использовать инверторные сварочные аппараты с генераторами, потому что они используют меньшие трансформаторы и требуют меньше энергии. Низкое энергопотребление означает, что их можно легко подключить практически в любом месте, даже в вашем собственном доме.
Главное преимущество инверторных сварочных аппаратов – они компактны и удобны в переноске. Значит, вы можете нести его вместе со своим генератором на площадку.
Убедитесь, что вилка подходит к вашему генератору. Если у вас уже есть инверторный генератор и вы хотите, чтобы он соответствовал вашему новому генератору, вы можете заменить вилку.
Защита по напряжению
Стандартные портативные генераторы обычно вырабатывают непостоянную мощность синусоидальной волны, что может вызвать колебания сварного шва.С другой стороны, сварочные генераторы оснащены функциями защиты от перенапряжения для предотвращения скачков высокого напряжения.
Если вам необходимо использовать стандартный генератор, который не удобен для сварщика, рекомендуется использовать инверторный сварочный аппарат со встроенной защитой от напряжения. Защита предотвратит текущие проблемы с перегрузкой. Это также снизит риск повреждения из-за скачков напряжения и улучшит качество сварки.
Как сваривать с помощью генератора
Теперь, когда вы знаете о генераторах для сварочных аппаратов, пора научиться ими пользоваться.Вот основные шаги:
- Проверьте топливный бак
- Запустите генератор
- Подключите сварочный аппарат к генератору (если он есть)
- Отрегулируйте настройки управления
- Не забудьте выключить его, когда не используется
Проверить топливный бак
В некоторых генераторах с двигателем используется масло, а в других может использоваться другое топливо, например, пропан или дизельное топливо. Всегда полезно сначала проверить бак, чтобы убедиться, что в нем достаточно топлива.Если он низкий, вам придется долить больше топлива.
Запуск генератора
Запуск генератора с приводом от двигателя может быть аналогичен запуску газонокосилки. Большинство из них имеют шнурок для запуска двигателя. Потяните его один или два раза, чтобы включить. Если у вашего генератора есть электрический запуск, вы можете включить его одним нажатием кнопки.
Подключение сварочного аппарата
Сварочный аппарат или инвертор должен иметь возможность подключаться к розетке сбоку генератора.Если вы не можете подключить сварочный аппарат к розетке, подумайте о том, чтобы отрегулировать вилку сварочного аппарата.
Вы можете отрезать вилку и подключить кабель к другой вилке с поворотным замком, которая подходит к генератору. Если вам нужно добавить к вилке новый резиновый кабель, лучше всего подойдет 10/3 типа SOW или SJOW.
После подключения сварочного аппарата к работающему генератору можно начинать сварку. Если к вашему сварочному генератору прилагается сварочный комплект, пропустите этот шаг и просто перейдите к следующему.
Настройте параметры управления
Настройки управления играют важную роль. Это позволяет вам управлять напряжением и током. Грубые настройки обычно связаны с усилителями. Например, если для конкретной сварочной работы вам требуется 85 ампер, в большинстве руководств рекомендуется установить грубое значение 100 и точное значение 85.
Вы можете отрегулировать сварочную дугу, изменив точный и грубый диапазон. Не все сварщики используют одни и те же настройки, поэтому вы можете поэкспериментировать с ними и выяснить, что вам больше нравится.
У некоторых сварщиков есть шаровидный режим или режим распыления, который можно использовать для толстого металла. Шаровидный режим создает большие «шарики» расплавленной проволоки, которые попадают в расплавленные части других металлических деталей. В режиме распыления струя расплавленного проволочного материала концентрируется на поверхности металла.
Примечание. Если вы планируете использовать режим распыления, замените сопло пистолета на другое, длиной не менее 3 дюймов.
Выключайте его, когда он не используется
Вы должны всегда выключать оборудование, когда оно не используется, из соображений безопасности, особенно потому, что выбросы топлива могут быть легковоспламеняющимися и горючими.Выключение этого также позволит сэкономить топливо и электроэнергию.
Устранение неисправностей
Большинство проблем можно решить, изменив настройки управления. Если это не помогло, вы можете попробовать следующее:
- Проверьте соединение между сварочным аппаратом и генератором
- Проверьте предохранители (F1 и F2) и замените их, если они разомкнуты (не забудьте убедиться, что все выключено при замене детали)
- Если мощность сварного шва низкая или высокая, проверьте частоту вращения двигателя.
- Если мощность сварки нестабильна, убедитесь, что соединения чистые и затянутые.
- Проверьте контактные кольца и щетки. если у вас по-прежнему возникают проблемы со сварочным аппаратом или сварочным генератором, возможно, вам потребуется его осмотр у сервисного агента или у кого-то, имеющего опыт ремонта сварщиков.
Имейте в виду, что большинство портативных генераторов имеют привод от двигателя, вам необходимо проверять моторное масло и менять масляный фильтр каждые 200 часов. Пока вы меняете масляный фильтр, проверьте остальные детали. Регулярное техническое обслуживание продлит срок службы двигателя.
Сварка генератора с помощью инверторного сварочного аппарата TIG >> Посмотрите видео ниже
Основы сварки
Процесс сварки обычно зависит от типа и толщины металла.Есть четыре типа сварки:
Металлический инертный газ (MIG)
Новым сварщикам следует начинать с MIG и постепенно расти. MIG также известен как газовая дуговая сварка металла. Это вид дуговой сварки, при которой создается электрическая цепь, соединяющая две металлические детали.
Для сварки MIG необходимо использовать сварочную проволоку. Проволока действует как электрод и вступает в реакцию с дугой, что активирует процесс сварки. Тепло от дуги расплавит проволоку, и она сольется с двумя другими металлическими частями.
Вольфрамовый инертный газ (TIG)
TIG требует больше навыков и опыта. Это более медленный процесс, чем MIG, но результаты точные. А газ действует как щит, защищающий новый сварной шов.
В сварочном пистолете в качестве электрода используется металлический вольфрамовый стержень. Стержень подается через отверстие в пистолете, пока сварщик удерживает его на месте. Тепло дуги расплавит стержень, и между двумя деталями образуется лужа. Лужа расплавленного металла будет перемешиваться и образовывать прочную связь по мере охлаждения.
Некоторые аппараты для сварки TIG оснащены ножной педалью для управления током дуги. Педаль может использоваться для увеличения или уменьшения нагрева, что может помочь сварщикам избежать теплового удара и хрупкости металла.
Порошковая
Порошковая сварка идеально подходит для сварки вне положения, особенно в вертикальном или верхнем положении, поскольку шлак быстро замерзает. Он также обеспечивает высокую производительность наплавки. Если вы выполняете сварку над головой, вы можете использовать проволоку E71T-8.
Если вы свариваете оцинкованный металл или металл с покрытием, вам следует использовать проволоку E71T.Материалы внутри проволоки вызовут небольшие взрывы в дуге, создавая мощный нагрев, который может пробить покрытие.
Палка
Сварка палкой – это метод двуручной сварки с использованием металлического присадочного стержня (стержня), покрытого флюсом. Когда флюс плавится во время сварки, он выделяет газ и шлак, которые защищают сварной шов.
Защита от залипания обеспечивает лучшую защиту сварного шва, чем защитный газ при сварке MIG. Если на улице, где вы работаете, ветрено, используйте палку для лучшего сварного шва.
Что хорошо в этом методе, так это то, что он не требует защитного газа, и вы можете сваривать ржавые металлы.
Ссылки по теме: 9 различных типов сварочных процессов и их преимущества
Сварочные наконечники
Сварка – это навык, который временами может быть сложной задачей. Вот несколько советов, которые могут вам помочь.
- Очистите его
- Обратите внимание на скорость и угол
- Отрегулируйте расстояние дуги
- Отрегулируйте для алюминия
- Предварительно нагрейте перед ремонтом высокопрочного металла
- генератор правильно
Clean It Up
Подготовка металла важна для успешной сварки, очистка металла перед сваркой позволит удалить грязь и мусор с поверхности и между трещинами.Если его не очистить, загрязнения могут повлиять на сварной шов, если они застрянут.
Если вы не можете очистить металл, попробуйте очистить его металлической щеткой, чтобы удалить грязь. Старайтесь не использовать MIG, если вам приходится работать с грязным металлом. Вместо этого возьмите сварочный аппарат и используйте с ним стержень 6011. (Помните, что палкой можно пользоваться по ржавому металлу.)
Помните о скорости и угле
Если вы чувствуете немного шлака, то при сварке следует перетянуть стержень / проволоку. Если вы используете MIG, вам нужно будет протолкнуть провод.Когда вы выполняете сварку проволокой, пистолет следует держать под углом 10-15 градусов к направлению, в котором вы нацелены.
Для сварки штангой во время перетаскивания ее следует держать под углом 20–30 градусов. Если вы выполняете угловой шов, вам нужно держать пруток / проволоку под углом 45 градусов между металлическими деталями, независимо от того, какой метод сварки вы выберете.
Отрегулируйте расстояние дуги
Вы можете отрегулировать скорость, чтобы дуга оставалась в пределах зоны действия ванны расплавленного металла (также известной как сварочная ванна).Длина дуги не должна быть больше диаметра сердечника электрода.
Следите за признаками того, что вам необходимо отрегулировать скорость. Медленная скорость создаст широкий и неглубокий валик. Это может привести к беспорядку, если в сварной шов будет наплавлено слишком много металла. Кроме того, высокая скорость перемещения может привести к неглубокому сварному шву с сильно выпуклым валиком.
Корректировка алюминия
В конце концов, вы столкнетесь с алюминием, который реагирует на сварку иначе, чем другие металлы.По этой причине у него есть собственный набор правил. Хорошая новость в том, что этому процессу легко научиться.
Необходимо заменить кабельную прокладку на тефлон или нейлон. Затем переключитесь на аргон или аргон-гелий и используйте алюминиевую присадочную проволоку диаметром 3/16 – 1/6 дюйма. Будет легче протянуть более толстые провода в кабель пистолета.
Замените контактный наконечник на наконечник, который на 0,0115 дюйма больше диаметра присадочной проволоки. Когда будете готовы к работе, протрите место ремонта проволочной щеткой из нержавеющей стали.Это удалит окисленный алюминий с поверхности и улучшит проникновение.
Ссылки по теме: 6 причин, почему трудно сваривать алюминий?
Предварительный нагрев перед ремонтом
Обязательно предварительно нагреть перед ремонтом высокопрочной стали, чтобы предотвратить растрескивание после сварки. Чем выше содержание углерода, тем больше тепла потребуется. После того, как предварительный нагрев будет выполнен, вы можете починить металл с помощью электрода небольшого диаметра, например стержня 7018.
При ремонте высокопрочной стали лучше всего использовать электрод с низким содержанием водорода и небольшую скорость перемещения. Благодаря этому сварочная лужа будет плавиться с нужной консистенцией достаточно долго, чтобы пузырьки газообразного водорода вышли из нее.
Правильно храните сварочный аппарат и генератор
Важно правильно хранить оборудование, держать его в безопасности и сухим, когда оно не используется, чтобы предотвратить повреждение и износ элементов.
Если вам нужно оставить оборудование на открытом воздухе, было бы неплохо накрыть его брезентом или водонепроницаемым материалом.
лучших брендов сварочных аппаратов в 2021 году [10 лучших вариантов]
Сварка – это арена, на которую вы хотите войти, но не знаете, с чего начать. Мы здесь, чтобы помочь вам выбрать лучший сварочный аппарат для новичка. Мы постараемся перечислить популярные способы сварки, их достоинства и недостатки. Идеальный сварочный аппарат – это такой аппарат, который помогает вам покорить мир металла с помощью любого процесса сварки MIG или TIG, в зависимости от того, что вам больше нравится в процессе сварки.
Основные ремонтные работы могут потребоваться домовладельцу, которому необходим переносной сварочный аппарат. Всякий раз, когда в какой-либо конструкции происходит поломка, вы должны немедленно исправить ее, чтобы продлить срок ее службы, или подождите, пока квалифицированный специалист по ремонту решит вашу проблему, в течение двух или более двух дней, чтобы починить машину.
Сварочный аппарат – необходимое приобретение для начала бизнеса в области сварки и производства. Все известные бренды Индии производят все типы сварочных аппаратов, которые нечасто используются в Индии.Ниже перечислены различные марки, доступные в Индии для сварочных нужд страны.
Я уверен, что вам интересно узнать несколько брендов, которые за это время завоевали доверие пользователей. Выбор почти идеальных брендов для вас осуществляется путем изучения объема производства, годового оборота, норм контроля качества, дизайна и эргономики машин. Другими факторами влияния являются экономическая эффективность, простота закупок и этичность брендов.
Что такое сварка?Сварка является неотъемлемой частью автомобилестроения, авиакосмической промышленности, производства, структурного формирования, архитектуры и судостроения с начала 19 века.Процесс заключается в соединении двух металлических сегментов с правильным значением напряжения в качестве сварки. Электрическая дуга, возникающая между электродом и основным металлом, блокируется присадочным металлом, возникающим из-за чрезмерного нагрева. Принцип дуговой сварки аналогичен как для обычных, так и для инверторных аппаратов.
Инверторная технология имеет дополнительное преимущество, позволяющее производить более постоянный, более стабильный и желаемый выходной ток. У них есть дополнительный механизм для переключения питания переменного тока на постоянный, а затем мощность постоянного тока изменяет плавную сварочную мощность для стабильного образования дуги.
Несколько преимуществ инверторного сварочного аппарата по сравнению с обычным оборудованием- Качество дуги лучше и стабильнее, чем у обычного оборудования.
- Окончательное качество сварки лучше с инверторным сварочным аппаратом.
- Повышение производительности за счет инверторной технологии.
- Инверторные сварочные аппараты энергоэффективнее обычных.
- Портативность – важная особенность инверторных сварочных аппаратов.
- Предусмотрено охлаждение вентилятором.
Они считают, что безупречное обслуживание клиентов – это позиция, которой придерживается каждый в компании. Они быстро развивают лучшую марку сварочного оборудования в Индии и удовлетворяют потребности людей в сварке и резке. Они производят лучшие сварочные аппараты по международной системе контроля качества как для полуфабрикатов, так и для готовой продукции под строгим контролем. Они удовлетворяют потребности сварки в более безопасных, точных, экологически чистых и энергосберегающих продуктах.Они делают оборудование очень портативным, легким, компактным, отлично управляемым, экологически чистым, защищенным от перегрева и тока.
Они поставляют лучший сварочный аппарат в Индии , который оптимизирован, настроен и отличается низким энергопотреблением.
У них есть разветвленная сеть поставок сварочного аппарата в Индии и сервисный центр по всей Индии. Они поставили перед собой цель стать мировым лидером в сварочной отрасли, установив эталон качества, морали, справедливости, приверженности, честности и подлинности.
Почему стоит покупать сварочные аппараты Cruxweld ?- Индийский бренд с мировым присутствием сварщиков
- Обслуживание клиентов – их девиз
- Большой выбор сварщиков, таких как MIG, TIG, ARC, плазменный резак
- Широкий ассортимент аппаратов для контактной сварки
- Точечная сварка, Аппараты для приварки шпилек имеют лучшее качество
- Экономичный бренд с лучшей ценой на сварочные аппараты доступен на мировом рынке
Сварочный аппарат Miller поможет вам справиться с большим разнообразием сложных сварочных задач.Они предоставляют широкий выбор сварочных аппаратов MIG, TIG, сварочных аппаратов Stick, SAW, сварочных генераторов с приводом от двигателя и многоцелевых сварочных аппаратов. Они имеют свою базу в Соединенных Штатах Америки и Канаде, но имеют продажи и услуги по всему миру, включая Индию.
Они лидируют в сварочной отрасли, создавая портативные сварочные аппараты , передовые продукты, основанные на решениях, и удовлетворяют технические потребности, заботясь о безопасности и полном здоровье. Продукция Miller предназначена для производства, изготовления, авиации, сельского хозяйства, автоспорта, образования и морских применений.
Почему стоит покупать сварочные аппараты Miller ?- Широкая сеть поставок и обслуживания
- Установленная лучшая марка сварочных аппаратов за столетие.
- Многоцелевые аппараты, поставщик
- Большой ассортимент от аппарата для дуговой сварки, сварочного генератора с приводом от двигателя
- Качество и безопасность – главные цели
- Привлекательный и портативный инверторный сварочный аппарат
Эта компания предлагает сварочное оборудование, программное обеспечение для управления сваркой и услуги для промышленности.У них есть база в Финляндии и присутствие в шестидесяти странах, включая Индию. Они были первым производителем в мире, использующим цифровую сварочную технологию и программное обеспечение для управления сваркой.
Они особым образом заботятся о сварочных потребностях клиента. Они предоставляют машины высокого уровня по разумной цене. Их сварочные аппараты надежны и долговечны. Сварочный аппарат они также продают онлайн . Мы находим стабильное качество в их аппарате для однофазной сварки .Оборудование достаточно универсальное и имеет характеристики высокого уровня.
Зачем покупать сварочные аппараты Kemppi ?- Мировое присутствие для продажи и поддержки
- Высокопроизводительный аппарат, поставляемый по цене небольшой сварочный аппарат
- Инверторные сварочные аппараты надежны и устойчивы и стабильное оборудование
Компания Panasonic начала свою деятельность в Индии.Инженеры. дизайнеры и руководство Panasonic постоянно стремятся определить лучший продукт, чем предыдущая версия, следуя очень строгим этапам проверки качества. Этот бренд поставляет прочный, водостойкий и энергоэффективный сварочный аппарат best .
Они работают над политикой «Лучшая жизнь, лучший мир». У них есть широкий выбор сварочных аппаратов Mig, Tig, плазменных резаков, робототехники в процессе сварки. Они производят сверхмощные термически защищенные и переносные сварочные аппараты , которые потребляют меньше энергии.
Почему стоит покупать сварочные аппараты Panasonic ?- Компактные, удобные и надежные сварочные аппараты
- Водостойкий и энергосберегающий сварочный аппарат
- Большой выбор MIG, TIG, плазменных резаков и робототехники
- Лучшие конструкции
- Эргономичный инверторный сварочный аппарат для оператора
Благодаря своей инновационной деятельности они являются мировым лидером в производстве сварочного и режущего оборудования. Они предоставляют машины для ручной сварки и резки, автоматизацию и механизированные системы резки с высокопроизводительными решениями с эффективными системами доставки.С момента своего создания они специализируются на однофазных сварочных аппаратах .
Они обслуживают мировой рынок сварки и резки в регионах Европы, Северной Америки, Южной Америки, Азиатско-Тихоокеанского региона и Индии. У них есть свои дочерние компании почти во всех странах и двадцать шесть производственных предприятий на четырех континентах, включая Индию. Они планируют свои действия и стратегию в соответствии с мнением клиентов. Вклад клиентов помогает сделать их лидером в предоставлении лучших сварочных решений.
Почему стоит покупать сварочные аппараты Esab ?- Лучшее в сварочном и режущем оборудовании
- Продажа по всему миру и послепродажное обслуживание
- Отзывы клиентов очень хорошо воспринимаются как новаторские решения.
- Прочный, компактный, стабильный и переносной сварочный аппарат
- Большой ассортимент дуговой сварки
- Автоматизация – это специализация
Hobarts была приобретена Illinois Tool Works в 1996 году, той же компанией, которая взяла под контроль Miller Electric.В Огайо, США, они делают своих сварочных аппаратов в сестринской компании Miller Electric. Небольшие сварочные аппараты стильные, стабильные, прочные и имеют лучшую цену на сварочные аппараты.
Чарльз Кларенс Хобарт, его жена Лу Элла, их сыновья Эдвардс и Уильям вместе со своими братьями Хобартс создали эту компанию. Hobarts проектирует, тестирует и производит широкий спектр сварочного и режущего оборудования.
Hobarts с большей гарантией, чем другие бренды. Их портативные сварочные аппараты подходят для нужд сельского хозяйства, технического обслуживания, ремонта автомобилей и производства.Сварочные принадлежности, расходные материалы и шлемы с автозатемнением были добавлены в их комплект в 2000 году.
Команда поддержкиHobarts стремится к тому, чтобы с ней можно было легко связаться, работать и получать информацию. Их качество сварочных аппаратов и быстрое послепродажное обслуживание выделяют их среди других производителей.
Fronius начал свой скромный путь от производителя зарядного устройства и сварочного трансформатора к трем динамичным направлениям: безупречная сварка, безупречная солнечная энергия и безупречная зарядка, распространив свои три поколения, которыми теперь руководит его внучка Элизабет Энгельбрехт Мюллер-Штрауб.Они обязаны своим ростом инновациям, качеству и первоклассному обслуживанию.
Инновационные портативные сварочные аппараты с острыми кромками алмазов делают компанию Fronius лидером. Пользователи специально просят машины с БТИЗ выполнять свои проекты с наилучшими результатами.
Международная торговая марка Fronius имеет свои офисы в США, Канаде, Мексике, Дании, Австралии, Франции, на Ближнем Востоке и в Индии. Сварщик Fronius – лучший выбор для бизнес-центра, где необходимы строительство, изготовление и обслуживание.
Lincoln Electric находит место среди ведущих производителей сварочных аппаратов. Это вековой бренд, чей капитал составляет 200 долларов США в Огайо, а его крылья охватывают 59 производственных точек в 18 различных странах. Их дистрибьюторы и офисы продаж расширились по всему миру в 160 местах.
Lincoln является мировым лидером в производстве лучших сварочных аппаратов и производит оборудование для пайки и припоя. Лучше всего они работают со своими машинами плазменной и газокислородной резки. Они являются ведущим поставщиком расходных материалов, таких как электроды, провода, кабели и горелки.
Бренд поставляет удобные и переносные сварочные аппараты с отличным послепродажным обслуживанием. Их отличительными чертами являются качество, внешний вид, стабильность, долговечность и доступность.
Их клиентами являются тяжелая промышленность, автомобилестроение, транспорт, трубопроводы, шельф, ремонт и техническое обслуживание.
Компания производит СИЗ, такие как шлемы, маски, сварочные костюмы, шапки, перчатки и защитные очки. О бренде можно судить по тому, что они готовят людей для курсов по сварке.
Lincoln специализируется на аппаратах для однофазной дуговой, сварочной сварки Mig, Tig и Stick. Роботизированная автоматизация – это его рвение к каждому производимому им устройству.
У основателя есть только два девиза: «Делай сам» и «Делай это правильно». Вариант быстрого и легкого сварщика был предложен г-ном Куртом Строхакком, чтобы выполнить свой девиз. Одиночный, высокомощный, компрессионный и портативный сварочный аппарат с возможностью сварки Mig, Stick / Arc, Tig предлагается компанией Eastwood. Минимальные изменения и переделки требуют выполнения сварных швов в разных режимах.
СварщикEastwood использует, когда вы беретесь за проект по переделке автомобиля. Для изменения требуется комбинация дуговой, TIG, Mig-сварки и точечной сварки. С небольшими изменениями сварщика, горелки. и катушку мы можем сваривать в разных режимах. Беря новый проект или переделывая автомобиль, нужен только сварщик из Иствуда.
Бренд рекомендует покупать своих сварочных аппаратов, поскольку они поставляют вам лучших сварщиков, учитывая при этом экономичность. Качество и стабильность на уровне любых доступных марок сварщиков.
Из скромной компании по производству генераторов и сварщиков, выросшей до серии Green Power, широко известной в США и Канаде. Вы знаете, что Everlast не является древним брендом, но завоевал доверие пользователей своим качеством и конкурентоспособной ценой на сварочные аппараты.
Everlast настолько уверен в своем сварочном оборудовании, что предлагает 30-дневную политику возврата на свои портативные сварочные аппараты и аппараты плазменной резки. Компания сертифицирована ISO и производит только U.S & Canadian модели сварочных аппаратов и плазменных резаков.
Они предпочитают продавать свои товары в Интернете либо через веб-сайт, либо через Amazon, E bay, либо через свой домашний склад. Everlast – восходящая звезда и многонациональная компания, имеющая сеть дистрибьюторов по всему миру.
Ассортимент сварочной продукции обширен: от однофазных, третьей фазы, МОП-транзисторов, IGBT и импульсных аппаратов. Единственным производителем комбинированного сварочного аппарата является Stick / TIG / MIG и Stick / TIG / Plasma.Сварщик, выполняющий различные задачи, выбирает его по экономическим причинам.
Вам также может понравиться другое сварочное оборудование, которое мы недавно рассмотрели:
Топ-5 брендов сварочных аппаратов для шпилек в 2020 году
Лучшие сварочные генераторы с приводом от двигателя
Заключительные слова руководства по покупкеМы обсудили лучших марок сварочных аппаратов в Индии . Их ассортимент сварочных аппаратов и страна их происхождения.Как эти бренды создали свою базу, производя лучших сварочных аппаратов .
Пришло время тщательно изучить наш проект, его размер, бюджет и время, необходимое для его завершения. Теперь мы в курсе лучших сварочных аппаратов в Индии. Однофазный сварочный аппарат – самая распространенная покупка, поскольку это оборудование выполняет большую часть проекта. Прежде чем решиться на покупку, лучше сравнить цену сварочного аппарата вместе с качеством сварочного аппарата.
Определите марку, доступность, доступность и качество машины. Бренд Cruxweld предлагает лучшую цену на портативный сварочный аппарат в Индии и лучшую послепродажную поддержку. Они предлагают сварку сопротивлением в тяжелых условиях и небольшой переносной сварочный аппарат с отличным качеством.
Теперь у вас есть веские причины купить сварочный аппарат для вашего проекта. В случае возникновения каких-либо вопросов, мы готовы помочь вам во всем.
Часто задаваемые вопросыЧем можно заняться вместо сварки?
Варианты сварки для соединения металлов:
Клей – самый простой способ соединения
Пайка
Клепка
Пайка
Сварка сильнее болтового соединения?
Болтовое соединение имеет более простую форму, а сварка более прочная, поскольку при сварке нет перфорации, а сварное соединение обеспечивает более высокую прочность.
Сколько ампер использует сварочный аппарат?
Сварочный аппарат потребляет примерно половину силы тока аналогичного сварочного аппарата 110 В.
В чем разница между сваркой и пайкой?
Пайка – это процесс нагрева, при котором металл соединяется без плавления основного металла. Температура пайки составляет примерно 840 градусов по Фаренгейту, в то время как в процессе сварки выделяется тепло до 6500 градусов по Фаренгейту. Металлы плавятся этим теплом, чтобы соединиться при охлаждении.
Заклепки прочнее сварных швов?
Заклепки более легкие, нежесткие и удерживают листовой металл. Таким образом сваривается прочный стык, намного более прочный, чем удерживание заклепки.
Какой вид сварки самый опасный?
В процессе сварки используется несколько типов оборудования, например, электродная сварка, сварка TIG, сварка MIG и кислородно-ацетиленовая сварка. Самый опасный из них – оксиацетилен.
Какой сварочный электрод простой в использовании?
Самым простым в использовании сварочным стержнем является электрод 7018. Они имеют толстый флюс и высокую мощность и обеспечивают плавное, тихое, без брызг и среднее проникновение. Он подходит им там, где необходима сварка металлоконструкций.
Сварщики слепнут?
Сварка может быть опасна для глаз сварщика из-за УФ-излучения и разлетающихся обломков. Они могут напрямую повредить глаз и зрение. Травмы глаз составляют 25% от общего числа сварочных травм.
Могу ли я сваривать алюминий сварочным аппаратом?
Сварка алюминия возможна с помощью однофазного сварочного аппарата сварочного аппарата TIG, TIG на постоянном токе с гелием в качестве защитного газа. Этот TIG на постоянном токе может работать в ветреную погоду, тогда как MIG и AC TIG не могут работать в ветреную погоду.
Сколько ампер нужно для сварки сваркой?
Сварочный аппарат от 200 до 300 ампер справится практически со всеми потребностями обычного пользователя. Для большинства процедур сварки штангой требуются сварочные аппараты мощностью 200 А. Если материал толще 3/8 дюйма, рекомендуется сделать несколько проходов и сварить сталь толщиной до 1 дюйма для конструкции.
Какой металл может быть самым редким на земле?
Самыми редкими металлами в мире являются родий и осмий, их содержание во Вселенной составляет 0,6 частей на миллиард.
Почему так важно покупать сварочный аппарат лучшего бренда?
Лучшие бренды за годы накопили опыт по сравнению с небрендовыми. Они так хорошо обрабатывают сварщиков, что делают их более эффективными для ваших нужд. Качество и состав делают этот класс сварщика отличным от нового и распространенного бренда. Крупный бренд никогда ни с чем не пойдет на компромисс, поскольку его беспокоит репутация. Зарекомендовавший себя бренд заботится о ваших деньгах и времени и предложит вам самое качественное и быстрое послепродажное обслуживание.При желании вы можете сравнить сварочный аппарат Mig с известной и не очень известной маркой. Двигатель механизма подачи проволоки, качество горелки будет видно по их лицам. При покупке сварочного аппарата рекомендуется использовать известный бренд.
Могут ли вышеуказанные бренды удовлетворить потребности каждого пользователя?
Вышеупомянутые бренды являются лучшими марками сварочных аппаратов в Индии по качеству и эффективности, но не могут удовлетворить потребности всех. Вы можете быть новичком, сделай сам, изготовителем или крупной индустрией.Вы должны определить свой бюджет и определить свои потребности в приобретении сварочного аппарата.
На что следует обратить внимание при покупке сварочного аппарата?
Следует помнить только о той работе, которую нужно выполнить. Предположим, вы покупаете сварочный аппарат MIG, тогда толщина металла является решающим фактором. Чем толще металл, тем больше требуется мощности сварщика. У сварщика должен быть более короткий рабочий цикл.
Что такое инверторный сварочный аппарат?
Инверторный сварочный аппарат сначала преобразует источник переменного тока в постоянный.Теперь эта мощность постоянного тока изменяется на желаемое сварочное напряжение или ток с помощью понижающего трансформатора. Здесь частота переключения составляет 10 кГц или выше для сварочного инвертора.
Почему инверторные сварочные аппараты лучше?
Качество дуги в инверторном сварочном аппарате более стабильное, сильное и постоянное, что делает инверторный сварочный аппарат достаточно эффективным и стабильным.
Насколько хороши инверторные сварочные аппараты?
Хороший инверторный сварочный аппарат может продемонстрировать впечатляющий уровень эффективности при очень стабильной дуге.Я считаю, что инверторный сварочный аппарат вдвое эффективнее, чем трансформаторный сварщик, учитывая его портативность и результаты сварки при сравнительной цене сварочного аппарата.
Какая самая лучшая марка инверторного сварочного аппарата?
Бренды, которые мы представили, уже имеют в своем арсенале инверторные сварочные аппараты. Немногие могут быть предприняты по качеству и цене сварочного аппарата, который они предлагают. Handy Mig Welder Lincoln, CTW-TIG200i Cruxweld, Esab Rebel 205i AC / DC сварочный аппарат, CWP-CUT100i Cruxweld, CWM-MIG200i Cruxweld – это немногие из имеющихся на рынке.
Как выбрать сварочный аппарат?
Вы должны быть уверены в своей заявке и бюджете. Предположим, вы покупаете сварочный аппарат TIG, тогда принимается во внимание толщина металла. Сделайте металл более тонким для вашего сварочного аппарата Tig. Не забывайте одновременно корректировать бюджет.
Какие четыре типа сварки?
Основными типами сварки являются GMAW (газовая дуговая сварка металла или MIG-сварка), GTAW (газовая вольфрамовая дуговая сварка или сварка TIG), SMAW (дуговая сварка защищенного металла или дуговая / палочная сварка), FCAW (дуговая сварка порошковой проволокой). .
Какой сварщик лучше всего подходит для начинающих?
Новичку нужно без особых хлопот завершить свой проект. Новичку в области сварки необходимо купить сварочный аппарат MIG, так как вы можете настроить его в соответствии с вашими потребностями в проекте. Это снова полуавтоматический процесс, когда одна рука свободна для работы. Если вы только начинаете работу над проектом, но уже обученный сварщик, то сварщик станет выбором для сварщика.
Какой сварочный аппарат самый лучший?
Несколько лучших сварочных аппаратов: Lincoln Electric Handy core, Cruxweld CWM-MIG200i, Forney Easy Weld Arc Welder, Cruxweld CTW-TIG200i.
Советы экспертовИзвестные бренды за долгое время заслужили доверие пользователей. БРЕНД известен своим лучшим качеством продукции, чем любой средний сварочный аппарат. Вы можете привлечь людей, которые могут быть новичками в магазин сварщика. Совет для них выбрать бренд, так как они предложат вам качественный продукт с первоклассной поддержкой при продаже. Покупка сварочного аппарата от надежного бренда защищает вас от проблем, которые могут возникнуть с менее надежными продуктами и брендами.
Лучше купить надежный сварочный аппарат лучшей марки в Индии, чтобы избежать хлопот при завершении проекта. Практически все бренды производят надежные сварочные изделия, но если вы попросите меня выбрать инверторный аппарат, вы можете попробовать Lincoln Electric. Они предлагают лучших сварщиков Mig, Arc и Tig. Их мощность MIG 210MP просто невероятна. Это старинный бренд, и ничего плохого не может быть, если вы купите их сварщика.
Cruxweld заработал себе имя в области контактной сварки.Они предлагают точечную сварку пневматического типа по лучшей цене сварочного аппарата. Специалисты Cruxweld очень уверены, что предлагают вам сварочные аппараты для стержней. Они очень уверены в своих качествах сварщиков.
Купите сварщика из списка лучших сварочных брендов, вы избавитесь от хлопот и можете положиться на их качество.
Если вам по-прежнему нужны какие-то особые требования для вашего сварочного проекта, вы можете поискать в Google и у некоторых лучших сварщиков для ваших нужд.
Лучшие сварочные аппараты 110 В (MIG, TIG, Stick)
0Последнее обновление: 13 января 2021 г.
Сварочные аппараты на 110 В – это удобные аппараты для выполнения основных сварочных работ с металлическими профилями легкой и средней толщины. Их не так часто можно найти, и гораздо сложнее найти бренды, которые делают их достаточно хорошими, чтобы обеспечить стабильное качество сварных швов. Но когда вы это сделаете, они станут ценным механизмом для рассмотрения и несравнимым в подходящих обстоятельствах.
Мы проделали большую работу, собрав шесть лучших сварщиков на 110 В на рынке, чтобы сэкономить вам время и силы, необходимые для их поиска. Наши обзоры основаны на сотнях личных опытов, которые показывают, почему стоит подумать о каждой машине.
СварщикиTIG реже работают исключительно от напряжения 110 вольт, но у нас есть ряд сварочных аппаратов MIG, TIG, ручных и многопроцессорных сварочных аппаратов, которые отлично подходят для любителей и небольших мастерских.
Краткий обзор наших фаворитов на 2021 год:
7 лучших сварщиков 110 В:
1.Forney Easy Weld 271 110v MIG Welder – Лучший в целом
Лучшим сварочным аппаратом на 110 В является сварочный аппарат Forney Easy Weld MIG 271. Хотя он не обладает такими же возможностями, как аппарат с входной мощностью 240 В, он используется во многих мастерских в качестве надежного сварочного аппарата легкого калибра. Вы можете использовать его для сварки MIG, приклеивания и сварки TIG, что очень удобно, если вам нужно разнообразие в сварке. Вы также не потеряете надежность, которую предлагает большинство одноцелевых машин в особой дисциплине.
Forney Easy Weld 271 был разработан в первую очередь как машина для сварки MIG и, к сожалению, не включает горелку для сварки TIG. Но он подходит для стандартных разъемов для горелок TIG, и купить приличный фонарик к нему не так уж и дорого.
Вам понадобятся сварные пластины толщиной до дюйма и не более, если вы не выполняете сварку в несколько проходов. В отличие от многих других сварочных аппаратов, независимо от ваших способностей к сварке, этот аппарат подходит для масс. Новичкам легко учиться, и у него одно из лучших руководств на рынке.Многие руководства по сварке трудны для понимания, особенно для сварщиков, работающих от 110 вольт. Но это однозначно исключение. Это также идеальный аппарат, если вы опытный сварщик и хотите недорогой универсальный аппарат для легких работ.
В заключение, мы настоятельно рекомендуем этот сварочный аппарат из-за его широких возможностей, простоты использования и доступности. Жаль, что в комплекте нет горелки TIG, но, учитывая, что очень мало аппаратов TIG, работающих исключительно на 110 вольт, есть преимущество, что у нее есть возможность TIG, если вы готовы потратить немного больше на отдельную горелку.
Плюсы
- Низкая цена
- Возможность сварки MIG, TIG и рукояти
- Предназначен для любителей и мастерских
- Высокое качество
- Простое руководство для подражания
2. Hobart Handler 140 110v MIG Welder
Если вам нужен сварочный аппарат MIG на 110 В, то сварочный аппарат Hobart 500559 Handler 140 MIG – это машина, от которой многие зависят при выполнении легких работ по сварке MIG. Это одна из лучших 110-вольтных машин на рынке, которая демонстрирует заслуживающее доверия имя Хобарта благодаря своей превосходной конструкции.
Это не сложный аппарат с широкими возможностями, но он с легкостью сваривает MIG до ¼ дюйма мягкой стали и невероятно прост в использовании. Кто-то, обладающий только базовыми знаниями в области сварки, может настроить его и запустить в кратчайшие сроки.
Hobart 500559 работает с высококачественным валиком и не производит чрезмерного разбрызгивания, как многие аппараты MIG на 110 вольт. Он зажигает ровную, стабильную дугу, что упрощает равномерную сварку. Кроме того, если вам нужно свести к минимуму силу тока, достаточно низкую, чтобы сваривать стыковые соединения легкого листового металла методом MIG, это будет удобно, не продувая лист, как аккуратный сварочный аппарат TIG.
Если вы ищете разнообразия или хотите обширные настройки MIG для вашего сварщика, то это, вероятно, не лучший сварочный аппарат для вас. Но для простой, но качественной машины это хорошо вам пригодится. Однако имейте в виду, что дополнительная диаграмма сварки не очень точна, поэтому вам будет лучше, если вы будете знать некоторые настройки настроек или, по крайней мере, научитесь экспериментировать с пробами и ошибками для получения наилучших сварных швов. Есть только две шкалы для регулировки, которые нетрудно освоить, но вы не можете полагаться на точность диаграммы.
Плюсы
- Низкая цена
- Низкий ток
- Простота использования
- Высококачественный станок
- Сварщик надежный
Минусы
- Неточная диаграмма сварки
3. Сварочный аппарат Forney Easy Weld 298 – лучшее соотношение цены и качества
Аппарат для дуговой сварки Forney Easy Weld 298, 90 А – лучший выбор, если у вас ограниченный бюджет, но все же вам нужен достойный сварочный аппарат для легкой сварки.Он не предназначен для использования в мастерских, но если вам для работы не требуется более девяноста ампер, он будет полезен любому любителю.
Вы также можете использовать стержни диаметром ⅛ дюйма или меньше, поскольку они не свариваются с чем-либо большим. Соблюдение этих параметров – единственный недостаток владения им. Но если придерживаться его ограничений, это отличный маленький сварщик, который справится с домашними делами.
Аппарат 298 – это легкий портативный аппарат, который легко переносится в любое место для сварки.У него хороший диапазон регулировки для легкой сварки, и он обладает отличными функциями безопасности, как у более крупного и элитного сварочного аппарата. Эта машина обеспечивает отличную отдачу от вложенных средств, и мы ее настоятельно рекомендуем.
Плюсы
- Низкая цена
- Простота использования
- Качественная машина
- Портативный
4. Weldpro Digital TIG200GD Сварочный аппарат TIG / Stick, 110 В,
Если вы сварщик TIG, у которого нет доступа к розетке на 240 В, мы рекомендуем сварочный аппарат Weldpro Digital TIG200GD TIG.Он имеет самый высокий диапазон силы тока в нашем списке машин и хорошо справляется с напряжением 110 вольт. Однако добавление прерывателя на 30 ампер поможет вам без проблем достичь большей силы тока.
Из всех типов электросварочных аппаратов, аппараты TIG борются с напряжением 110 вольт больше всего, поэтому рекомендуется сваривать только тонкие секции и не ожидать слишком многого от аппарата. Но он все еще может сваривать большинство металлов, в том числе нержавеющую сталь и алюминий, под напряжением 110 вольт.
Weldpro поставляется с одной из лучших стандартных ножных педалей на рынке.Большинство аппаратов для сварки TIG не оснащены педалями, которые хорошо работают, но это исключительный случай. Однако использование его в качестве аппарата для ручной сварки не даст таких же результатов, как другие варианты, поэтому мы рекомендуем поискать в другом месте, если вам не нужно только выполнять сварку с его помощью.
В целом, если вам нужно выполнять сварку TIG при напряжении 110 вольт, мы не можем порекомендовать лучшего сварщика, чем этот. Он прост в использовании, обладает широкими возможностями настройки и разнообразием сварочных работ. Это надежный сварочный аппарат как для любителей, так и для сварщиков в мастерских, и мы уверены, что он не подведет вас при сварке TIG.
Плюсы
- Хорошая сварка TIG 110 В
- Простое начало дуги
- Ножная педаль с продуманным дизайном
- Высокая сила тока
Минусы
- Плохая сварочная способность
5. Lotos MIG140 Сварочный аппарат MIG
Сварочный аппарат Lotos MIG140 MIG является фаворитом многих благодаря его отличным характеристикам, работающим при низком напряжении. Это простой в настройке аппарат, и для его использования не нужно много знать о сварке.
Это отличный выбор для начинающих сварщиков или любителей, но это немного легче для использования в мастерской, если вам не нужен легкий сварщик на месте. Lotos MIG140 MIG Welder оснащен переключателем 2T / 4T, который позволяет вам выбирать между ручной и автоматической подачей вашей MIG или флюсовой проволоки.
Этот аппарат также имеет возможность сварки алюминия, если вам нужно расширить объем работы, но для достижения наилучшей производительности требуется отдельный податчик алюминиевого шпинделя.Хотя это сварочный аппарат MIG, он также предназначен для сварки под флюсом, что делает его доступным по цене аппаратом, который не требует затрат и хлопот, связанных с использованием газа.
Lotos не так дешев, как некоторые другие сварочные аппараты в наших обзорах, но он не за горами и дает вам хорошие варианты по своей цене. Тем не менее, убедитесь, что вы узнали о настройке и использовании сварочных аппаратов откуда-нибудь, кроме руководства по эксплуатации, так как это не очень полезно, и нет схемы сварки, которой нужно следовать для выбора наилучших настроек.
Плюсы
- Доступный
- Множество настроек
- Возможности сварки алюминия
- Простота использования
Минусы
- Плохая инструкция по эксплуатации
- Без схемы сварки
6. Портативный инверторный сварочный аппарат AUTOOL
Портативный инверторный сварочный аппарат AUTOOL – отличный маленький сварочный аппарат, если вы только начинаете или вам нужно сэкономить деньги, но все же нужно что-то разумное для работы.Это определенно не лучшая машина, но и в этом нет ничего плохого. Просто включите его, установите заземление и силу тока, и вы уезжаете.
Наряду с цифровым сварочным аппаратом он поставляется с несколькими стержнями, удобным ремнем для переноски и недорогой защитной маской, которую следует заменить. Несмотря на то, что такое небольшое количество настроек в сварочном аппарате, как этот, не идеально для некоторых людей, это может освежить отсутствие необходимости беспокоиться о таком большом количестве настроек сварщика; особенно когда учишься.
Провода на удивление хорошего качества и настолько легкие, что их можно буквально держать в одной руке, а другой сваривать.Если вы носите правильный шлем, а не ручной щит, с которым он идет. В целом, вы не получите много с этой машиной, но и не заплатите много, и в этом нет ничего плохого для сварщика с легким стержнем.
Плюсы
- Низкая цена
- Цифровой экран
- Простота использования
7. VIVOHOME Flux Core Wire MIG 130 Welder
Последним в нашем списке идет сварочный аппарат VIVOHOME 130 для сердечников с флюсом.Опять же, это хороший выбор, если у вас небольшой бюджет и вы не возражаете против чего-то более простого. Однако это не самый безопасный и удобный сварочный аппарат из имеющихся, но вы, скорее всего, не найдете ничего, что стоило бы вам меньше денег, чем эта.
Когда вы включаете машину, провод постоянно находится под напряжением независимо от того, нажимаете вы на провод или нет спусковым крючком пистолета. Поэтому вам нужно быть осторожным, чтобы случайно не зажечь дугу, так как любой металл, соединенный с вашей землей, который касается вашего провода или наконечника, будет вызывать дугу, независимо от того, держите вы пистолет или нет.К этому легко привыкнуть, но это не лучшая функция, которую имеют такие сварщики, как этот.
Диапазон силы тока довольно хорош для того, для чего он предназначен, и вам не нужно беспокоиться о настройке газовых линий, поскольку в нем используется только проволока с флюсовым сердечником. Короткий провод пистолета также встроен в провод, поэтому вы немного ограничены, если хотите расширить зону действия или сменить сварочный пистолет.
Однако это один из самых экономичных сварочных аппаратов на рынке, который отлично справляется со сваркой.Для бюджетного 110-вольтового сварщика; это хороший выбор, если вы хотите сэкономить.
Плюсы
- Низкая цена
- Хороший диапазон силы тока
- Экономичный
Минусы
- Легкая
- Провод всегда под напряжением, когда машины на
- Не самый удобный
Окончательный вердикт:
Мы надеемся, что эти обзоры были для вас полезны.Это не исчерпывающий список, но это шесть достойных сварщиков на 110 вольт, которые стоит рассмотреть. Нашим фаворитом является сварочный аппарат Forney Easy Weld 271 140 MP MIG Welder. Мало что он предлагает, учитывая, что он работает от 110 вольт и настолько доступен. Он отлично работает в качестве сварочного аппарата MIG, TIG и стержневой сварки; но помните, что вам нужно купить отдельную горелку TIG, если вы хотите выполнять сварку TIG.
Вы также можете сэкономить деньги с помощью дуговой сварки Forney Easy Weld 298, 90 А.Он только прилипает к сварке, но вы за это очень мало платите, и он прилипает, как большая машина, только он работает от 110 вольт.
Спасибо, что прочитали эти обзоры. Сообщите нам, что вы нашли полезным, и с каким сварщиком вы остановились.
Связанные страницы:
Изображение предоставлено: skeeze, Pixabay
Битва между сваркой на переменном токе и постоянным током (2021 г.): какая из них лучше?
Какая из них больше СТАБИЛЬНАЯ: сварка на переменном или постоянном токе?
Это вопрос, который сводит с ума, верно?
Не могу винить вас!
Сварка – обширная область . И, скорее всего, вы начинающий. Неудивительно, что термин AC / DC выглядит для вас как ракетостроение.
Разве вы не ненавидите, когда это сбивает с толку?
Что ж, позвольте мне вам помочь. AC – это основная сварка, используется пайка и сварка угольной дугой. Он преобразован в питание постоянного тока, что в первую очередь упрощает сварку.
Все еще не уверены?
Продолжайте читать, и вы узнаете основы дуговой сварки о промышленном оборудовании и разницу между сваркой на переменном и постоянном токе.
Разница между сварочными аппаратами переменного и постоянного тока: подробное сравнениеВнешний вид:
Сварка – это соединение или соединение двух или более металлических частей, обычно путем их плавления. Как и любой электрический ток, сварочная дуга имеет полярность, состоящую из положительного и отрицательного полюса.
Я знаю, что тебе становится скучно и ты беспокоишься, почему я трогаю этот технический термин похож на полярность, но эта полярность сварочной дуги близко связанных со сваркой на переменном и постоянном токе.
Так что же такое полярность сварочной дуги?
Полярность оказывает значительное влияние на прочность сварного шва. Между тем, положительный электрод, также известный как обратная полярность, вызывает проникновение, а затем отрицательную полярность электрода (резерв). Так что обычно бывает два типа полярности.
- сварка с обратной полярностью
- сварка с прямой полярностью
прямая и обратная полярность являются обычным термином в Arc сварка.
Понять?
В большинстве случаев предпочтительной полярностью при сварке является постоянный ток.Теперь давайте посмотрим, в чем разница между сварочными аппаратами переменного и постоянного тока.
Спешите? Тогда ознакомьтесь с таблицей быстрого сравнения.
| Point | Сварочный аппарат переменного тока | Сварочный аппарат постоянного тока | |
| Размер | Маленький размер | Большой размер | |
| Вес | Легкий вес | Легкий вес | Вес |
| Диапазон цен | Разумно | Дорогой | |
| Выдувание дуги | Сравнительно легко | Трудно контролировать | |
| Эксплуатационные расходы | Дешевле | Выше | |
| Скорость падения напряжения | Высокий | ||
| Энергопотребление | 3–4 кВтч | 6–10 кВтч |
Связано: Обзор сварочного аппарата Everlast: готовое руководство
1.Обзор сварки постоянным током«Отличный вариант для начинающих, обучающихся сварке»
DC относится к постоянному току , – процессу, при котором заряд движется только в одном направлении и возвращает постоянную полярность. Как я упоминал ранее, при сварке в основном используются два соединения электродов. Это:
- Токовый электрод положительный (прямой)
- Токовый электрод отрицательный (прямой)
Следовательно, отрицательный или прямой электрод (DCEN) быстрее в его процесс, как и оплавление электрода, происходит относительно быстро.
Итак, мы все поняли?
Прямой ток производит меньше тепла, чем положительный. электрод. Вот почему он широко используется на более тонких подложках.
Каков принцип работы сварочного аппарата постоянного тока?
В методе обратной полярности постоянного тока электрод положительный; с другой стороны, ток течет от его заготовки к электроду.
Вот инструкция по обзору плазменного резака!
Преимущества сварки на постоянном токе
- Меньше брызг
- Легко запускается
- Меньше прилипаний / простоев
- Лучше при вертикальной сварке
- Делаем дугу более гладкой
- Отлично подходит для более тонких металлов
Недостатки сварки постоянным током
- Не достаточно хорошо для устранения дуги.
- Дороже
- Не подходит для интенсивного нагрева.
Подробнее о Hobart Ironman 230 Отзывы | Превратите сварку из воображения в реальность
2. Обзор сварки на переменном токеAC относится к переменному току, при котором электрический заряд движется в одном направлении половину времени, а затем в течение другой половины течет в противоположном направлении. (Переносное руководство для сварщика)
Ничего не понимаю?
Проще говоря, поток электронов всегда меняет направление и движется вперед и назад.Следовательно, он может даже 120 раз менять свою полярность; да, это за секунду.
А теперь давайте будем честными.
AC должен быть второстепенным ВЫБОРОМ в сварке. Конечно, есть несколько случаев, когда предпочтительнее сварка на переменном токе. Например, недорогие машины начального уровня иногда работают только от сети переменного тока.
Давайте посмотрим на преимущества и недостатки сварочного аппарата на переменном токе.
Преимущества сварки на переменном токе
- Намагниченные материалы
- по доступной цене
- Для использования на алюминии
- Высокая портативность
Недостатки сварки на переменном токе
- Создает больше брызг
- Не ожидайте гладкого среза, как DC
СВЯЗАННЫЕ С: Прочтите руководство по объективным отзывам сварщиков TIG!
Различия между сваркой на переменном токе и постоянным токомЕсть несколько больших различий, которые имеют большое влияние на Независимо от того, подходит ли вам сварка на переменном или постоянном токе.
Сначала поговорим о размере. Машины переменного тока имеют небольшие размеры. В результате вес также довольно небольшой. С другой стороны, DC относительно больше, вес тоже довольно большой.
Теперь переходим к падению напряжения. В сварочном аппарате переменного тока падение напряжения на переменном токе меньше, поэтому его можно использовать на больших расстояниях. Напротив, падение напряжения постоянного тока относительно выше и может использоваться на небольшом расстоянии.
Подождите, это еще не все.
Там, где у постоянного тока более высокие эксплуатационные расходы, машина переменного тока сравнительно доступна.В то же время требуется меньшее потребление электроэнергии на 1 кг наплавленного металла при сварке на переменном токе.
Использование и приложения имеют огромное значение между ними. С блоком питания переменного тока можно использовать только несколько машин, которым требуется низкий коэффициент мощности.
Виды сварки на АС
- Сварка алюминия методом TIG
- В судостроении
- Вниз на толстом листе
С другой стороны, постоянный ток можно использовать где угодно с машиной с приводом от двигателя D.Генератор переменного тока или даже выпрямленный источник переменного тока.
Видите разницу?
Одним словом, поддерживает большое количество машин и многое другое. универсальный. Взгляните на Типы сварки с использованием постоянного тока:
- Чугун
- Накладные
- Вертикальные
- Листовой металл
- Заклепки
- Тяжелый алюминий
- Дуговой бронзовый стержень
- С низким содержанием водорода
Последнее, но не менее важное: обслуживание сварки на переменном токе экономичнее и проще чем DC.
Итак, какой из них лучше?
Как мы видим, у обоих есть определенные области, каждая из которых будет НЕПРЕРЫВНОЙ. Таким образом, сварка на переменном и постоянном токе используется для решения различных задач.
Но да, в большинстве случаев сварочный аппарат постоянного тока больше выгодно по сравнению со сваркой на переменном токе. Следовательно, в некоторых случаях классический AC будет также будет лучшим выбором.
Независимо от того, что вы выберете, не забудьте использовать лучшие сварочные перчатки и защитное снаряжение, например сварочный шлем.
Часто задаваемые вопросы (FAQ)Вопрос: Сварка MIG постоянным или переменным током?
Ответ: Хорошо Да, технически источник переменного тока может использоваться для сварки MIG, и он также дешевле, чем источник постоянного тока.
Вопрос: Выполняет ли сварку стержнем нержавеющей стали переменным или постоянным током?
Ответ: Ручная сварка на постоянном токе обеспечивает больше преимуществ по сравнению с электродной сваркой на переменном токе при сварке стали, в том числе более стабильную и плавную дугу, более легкий пуск, меньшее количество брызг и сварку над головой.
3. Вопрос: Используете ли вы для сварки алюминия переменным или постоянным током?
Ответ: Ac предпочтительнее для сварки алюминия.
Как научиться готовить с помощью инвертора:
Все детали правильной сварки:
Как правильно приготовить сваркой: теория, практический опыт, советы и рекомендации профессионалов и опытных любителей.
Если набрать в поисковике фразу «Как правильно сварить сварку штучными электродами» или «Научиться готовить», то найдется несколько десятков статей, показывающих, как сварить металл самостоятельно с помощью инвертора.
Форма дома обобщила материал. Он выбрал самые полезные советы и расскажет новичкам, как за несколько дней освоить инверторную электросварку.
Содержание:
- Теория для новичка
- Что нужно использовать для начала работы с инвертором
- Видео, о преимуществах сварочной маски «Хамелеон» The
- основных типов и марок электродов
- Как выбрать и соблюдать правильную полярность
- Как выбрать диаметр электрода
- Два основных способа зажигания электродов
- Как правильно направлять электрод и под каким углом его держать
- Сварочный практикум для начинающих
- Руководство по сварке для начинающих, какие аксессуары необходимы
- Теория сварочных работ
Начинающий сварщик задумывается, какой сварочный инвертор купить, и какие аппараты нужны для сварки металла электродами.Если вы отказываетесь от профессионального использования сварки, покупайте сварочный инвертор, а не трансформатор или сварочный полуавтомат .
Сварочный инвертор преобразует переменный ток из электрической сети в постоянный.
Преимущества инверторного сварочного аппарата по сравнению с полуавтоматом и трансформатором:
- Небольшой вес и габариты, в среднем инвертор весит 3-5 кг.
- Прост в использовании для новичков.
- Позволяет быстро освоить сварочное дело.
Рассказывать о преимуществах инверторов можно бесконечно, но лучше один раз увидеть, чтобы понять, какими преимуществами обладает этот вид сварочного оборудования.
Сейчас мы расскажем, что происходит при сварке металла и как оценить результат. Есть две металлические заготовки разного размера. Постоянное напряжение сварочного инвертора подается на металл через электрод и массу.
Для создания электрической дуги нужны два токопроводящих элемента с плюсом и минусом.Когда к металлу прикасается электрод с разной полярностью, возникает электрическая дуга с выделением высокой температуры.
Металл начинает плавиться и одновременно при движении металлический стержень электрода со специальным покрытием – покрытие плавится.
При горении покрытие создает газовую защиту стыка, защищая его от вредного воздействия кислорода.
Также при сварке образуется защитный шлаковый слой сварочной ванны, который затем отбивается специальным молотком сварщика.
После окончания сварки деталей металл остывает, кристаллизуется и образует прочный сварной шов.
Что нужно купить, чтобы начать сварку
На этот вопрос отвечает статья-Инструменты и принадлежности для ручной дуговой сварки : базовый набор. Короче надо будет начать сварку инвертором дома:
Электроды.
- Маска сварщика.
- Набедренники или защитные перчатки.
- Защитный спусковой крючок, штаны и закрытая обувь.
- Молоток сварщика и щетка для удаления шлака.
О выборе маски для сварки металла специалист рассказывает в этом видео. Лучший выбор для начинающего сварщика – маска со светофильтром типа хамелеон.
Его неоценимое преимущество по сравнению с обычным защитным экраном с затемненным стеклом – сварщик видит свариваемые детали.
Ему не нужно поднимать и опускать маску, потому что «хамелеон» автоматически темнеет при появлении сварочной дуги и надежно защищает глаза.
Когда процесс сварки прекращается, стекло автоматически подсвечивается. Это упрощает работу. Новичок в сварке не уловит так называемых «зайчиков» от яркой вспышки дуги, если вовремя не опустить маску обычным стеклом.
Какие бывают электроды по маркам
Если зайти в любой специализированный магазин по продаже сварочного оборудования и посмотреть ассортимент, то глаза просто разбегаются от предложений разных типов электродов.Что купить?
При выборе электродов для сварки обращайте внимание на состав сердечника. Металл стержня должен быть идентичен свариваемому металлу.
Электроды бывают следующих типов. Для сварки:
- Сталь углеродистая и легированная
- Для сварки нержавеющей стали и цветных металлов.
Упростим выбор. В быту чаще всего сваривают обычный «черный» металл – профильные и круглые трубы, уголки, полосы, фасонные части, швеллеры, двутавры, водопроводные трубы и т. Д.
Также обратите внимание на покрытие электродов. Есть четыре типа покрытий – основное, рутиловое, кислотное и целлюлозное.
Мы не будем рассматривать в данной статье кислотное и целлюлозное покрытие электродов. Для домашних работ сварщику необходимы только электроды с рутиловым покрытием (марки МР-3 и ОК 63) и с основным покрытием (марка УОНИ 13/55).
Преимущества электродов с основным покрытием:
Подходит для сварки ответственных конструкций с высокими требованиями к качеству шва.Шов пластиковый, ударопрочный.
Отсутствие электродов с основным покрытием:
Повышенные требования к чистоте поверхности свариваемого металла и обработке кромок деталей.
Начинающим сварщикам сложнее повторно поджечь электрод.
Преимущества электродов с бесполезным покрытием:
- Металл меньше брызгается.
- Легкое повторное зажигание электрода.
- Стабильность дуги во всех пространственных положениях.
Как выбрать полярность при сварке металла электродами
Инвертор для ручной дуговой сварки вырабатывает постоянный ток. Если вы посмотрите на переднюю панель аппарата, вы увидите, что есть два разъема для подключения сварочных кабелей с метками + и -.
Прямая полярность: к плюсу прибора подключается «прищепка», а к минусу – держатель.
Обратная полярность: электрододержатель подключается к плюсовой стороне прибора, а зажим «прищепка» – к минусовой.
Какую полярность выбрать? По этой проблеме сломано довольно много копий. Если открыть учебные материалы по сварке и спросить в Интернете, часто можно услышать мнение, что «прямая полярность» свариваемого металла лучше прогреть и оплавить.
Практика это опровергает.
При сварке при контакте с плюсом выделяется больше тепла, поэтому при обратной полярности держатель подключается к плюсу, сварка всегда глубже.
В результате металл с толстыми стенками лучше сваривать на обратной полярности.Это профильная труба, плиты, уголок толщиной 4-5 мм. И наоборот, тонкий металл толщиной не более 1,5-2 мм следует сваривать по прямой полярности во избежание оплавления стенок и появления дырок.
Вы можете убедиться, что это утверждение верно на практике. Берем сварочный инвертор, выставляем сварочный ток 100 А.
Подключите к портам на держателе электрода машины и заземлите и разрежьте металлическую пластину толщиной 4-5 мм, сначала под прямым углом, а затем с обратной полярностью, не изменяя силу тока и диаметр электрода 3 мм.Вы увидите, что резка металла происходит быстрее при обратной полярности.
Как выбрать диаметр электрода для сварки металла разной толщины
Запомните простое правило: диаметр электрода зависит от толщины свариваемого металла.
Металл толщиной менее 1 мм обычно обрабатывается полуавтоматической сваркой или аргонодуговой сваркой , а не электродами.
Для каждого диаметра электродов устанавливается разный ток.
Совет начинающим сварщикам: рассчитать силу тока можно так: на каждый 1 мм диаметра электрода нужно около 30 А тока. То есть для электрода «тройка» выставить ток около 90-100 А.
На практике каждый сварщик выбирает диаметр электрода и ток на инверторе индивидуально.
Как зажечь электрод:
Есть два пути:
Вариант первый: зажечь электрод встык (прикоснуться).
Вариант второй: , когда вы проводите пальцем по экрану. Способы понятны из фото ниже.
Второй метод похож на зажигание спички на спичечном коробке. Первый способ иногда заменяют легким постукиванием по заготовке. Когда электрод новый и металл стержня виден на кончике, зажигание дуги происходит легко.
Если электрод был в работе, то вокруг стержня может появиться наплыв покрытия. Защитное покрытие электрода не проводит электрический ток.
Следовательно, его необходимо отталкивать, несколько раз постукивая кончиком электрода по свариваемой детали. Легкое зажигание электрода достигается умением, доведенным до автоматизма.
| asdf | asdfasdf | asdfasdf |
| asdfasdf | asdfasdf | |
| asdfasd | asdfasdf | asdfasdf |
Как направлять электрод и правильный угол электрода
После зажигания дуги проверьте сварочную ванну.Держите электрод на расстоянии 2-3 мм от поверхности свариваемых деталей. Вы должны увидеть сварочную ванну и отделить ее от шлака.
Сварочная ванна – это яркое белое пятно горячего металла:
Держите электрод под углом от 30 ° до 60 °, сохраняя оптимальное расстояние, поскольку стержень плавится. Следите за его положением и состоянием сварочной ванны. Ускоряйте или замедляйте движение руки в зависимости от различных условий и случаев.
Угол наклона электрода выбирается сварщиком в зависимости от пространственного положения, сварного шва и силы тока.
Чем быстрее вы водите электрод, тем меньше нагрев металла и степень проплавления. Если вести электрод медленно, можно перегреть металл и прожечь в изделии дыру.
Для самостоятельной тренировки новичку сначала нужно использовать толстый лист металла. Задача: научиться зажигать сварочную дугу и вести электрод по горизонтальной поверхности, чтобы получить качественный шов.
После этого можно начинать сварку в других пространственных положениях. Хорошим подспорьем для новичков станет видео Сварка для «чайников» от FORUM HOUSE, в котором технический специалист Денис Замыслов расскажет об основах сварочного мастерства и выборе инверторного устройства.
Сделайте забор из профлиста. Хочу приварить уголки к стойкам. Раньше я никогда не занимался сваркой. Нет опыта. Посоветуйте, с чего начать, чтобы он был надежным, и как правильно приготовить сварочный инвертор?
Для сварки возьмите обычный бытовой сварочный инвертор.
Оптимальный диаметр электрода 2,5 мм, «тройке» требуется больший ток.
Поджечь электрод. Для этого ударьте им по плоской металлической поверхности.
Направьте сварочный шов восьмерками.Начиная снизу вверх с шагом не более 1 мм.
Не готовьте продукт сразу от начала до конца. Сделайте пару прихваток, чтобы металл не вывел из-за нагрева разных сторон.
Если после сварки и сколов шлака остались пустоты, снова прокипятите эти места.
Отбейте шлак. Береги глаза! Надевайте защитные очки или делайте это в маске сварщика-хамелеона.
Самый популярный в быту электрод – «тройка».Стандартные инверторы тянут «четверку», и вам больше не нужно. Вы можете изменять и выбирать силу тока в процессе сварки, выбирая оптимальный режим. Слишком сильно обнажишь – дырку прожигешь, слишком мало – электрод прилипнет.
В копилке знаний:
- Сварные швы бывают горизонтальные, вертикальные и потолочные.
- Самый простой вариант для начинающих – горизонтальный.
Качественный вертикальный шов сделать особенно сложно из-за неудобных условий работы.
Задача сварщика – «слепить» две кромки свариваемого металла и сварить расплавленный металл со стержня электрода поверх шва.
Чтобы приварить стальной уголок к металлической стойке, лучше использовать струбцины или магнитные угольники. Если попросить друга помочь удержать заготовку, то он может подобрать «зайчиков» и обжечься от брызг расплавленного металла.
Как точно определить оптимальный сварочный ток?
Возьмите металлическую заготовку.Увеличьте силу тока и готовьте. Если вы прожигаете металл, уменьшите силу тока.
Найдите силу тока, при которой вам будет комфортно готовить, не сжигая металл. Опыт приобретается практикой. Тренируйтесь на ржавых кусках металла, набейте руку.
После того, как несколько электродов пригорят на прихватках на предмет ржавчины, тогда на хорошем металле дела пойдут быстрее.
Мой совет: тщательно очистить сварные детали и стыки от ржавчины и покрасить металл.
Еще можно научиться готовить красивые швы по вертикали.После выполнения такой тренировки горизонтальный шов становится идеальным.
Выводы:
Задача начального обучения выполнена. Мы рассказали об основных основах и технологиях сварки инвертором для домашних мастеров.
Опять же, у каждого есть возможность сделать красивые, ровные и качественные швы. Их получают только при регулярной практике и сжигают несколько кг электродов.
Советы начинающим сварщикам:
Перед сваркой не забудьте использовать средства защиты.Очень важный! Не стоит готовить без маски, крага и специальной одежды – сварочного костюма, материал которого не обожжет искры и брызги горячего металла, иначе можно повредить глаза или получить ожоги открытых участков тела.
Храните электроды в сухом месте. Не готовьте с влажными электродами или электродами со сколами. Сушить электроды можно в электрической духовке или в бытовой духовке.
Чем больше вы тренируете и используете металл и электроды, тем лучше будут сварные швы.Начав со сварки забора из профнастила, со временем вы перейдете к более сложным работам.
Сварка арок, теплиц, откатных и распашных ворот, ворот, навесов над домом, самодельные инструменты и приспособления, которые используются в домашней мастерской.
Особенно сварка пригодится при строительстве дома, если предполагается работа с металлоконструкциями и используются профили труб, арматура, уголок, швеллер и т. Д.
Подробнее о правильной сварке с инвертором можно узнать в теме «Обучение работе со сварочным аппаратом».
Рекомендуем артикулов:
Секреты мастерства: как выбрать сварочный аппарат, на каком токе варить разные металлы.
4 сварочных лайфхака для «чайников»: как сделать пенал для хранения электродов, как сращивать сварочные кабели и выбирать оптимальную длину для выполнения различных задач.
Делаем зеркало steam punk: как приготовить раму электросваркой для зеркала, как работать с металлом, полезные инструменты для мастерской.