как правильно это делать и на что обратить внимание при подготовке
Из этого материала вы узнаете:
- Почему сварка алюминия вызывает сложности
- Как правильно организовать сварку алюминия и его сплавов
- Можно ли варить алюминиевые детали вручную электродами
- Какие современные способы сварки алюминия используют на производстве
Алюминиевые детали обладают высокой теплопроводностью и низким весом. Эти свойства материала сделали его очень популярным в различных производственных областях. Тем не менее, технология сварки алюминия и его сплавов не так проста. Необходимо учесть много разных факторов и особенностей материала, чтобы выполнить сварочные работы на высоком уровне. В нашей статье мы подробнее расскажем о том, какие технологии соединения алюминия бывают и чем они отличаются между собой.
Особенности сварки алюминия и его сплавов
Иногда во время сварочных работ по алюминию или алюминиевым сплавам возникают трудности, существенно влияющие на качество сварных швов.
- Сварочной ванной достаточно сложно управлять из-за высокой жидкотекучести материала. Отсюда возникает необходимость использования теплоотводящих подкладок.
- Алюминий легко окисляется, что вызывает появление тугоплавкой пленки на каплях расплавленного металла. В результате затрудняется соединение в единый шов. Предотвратить появление пленки помогает грамотно организованная надежная защита сварочной зоны от окружающего воздуха.
- На поверхности алюминиевых изделий всегда присутствует окисная пленка Al2O3, которая имеет температуру плавления около +2040 °C, в то время как плавление самого металла осуществляется при температуре +660 °C.
- Значительная усадка материала может стать причиной деформации сварного шва после его охлаждения и затвердевания.
- Возможно снижение механических характеристик материала из-за склонности к порообразованию и трещинам в шве.

- Из-за высокой теплопроводности алюминия для сварочных работ необходим рабочий ток большого значения.

Перечисленные трудности вполне преодолимы, поэтому популярность различных технологий сварки алюминия не снижается. Этот металл позволяет создавать очень прочные и надежные конструкции.
Технология сварки алюминия: подготовка материалов и деталей
Чтобы создать сварное соединение высокого качества, необходимо в полной мере позаботиться о том, чтобы зона сварки была максимально защищена от всевозможных загрязнений:
- Для газоэлектрической сварки алюминия следует выделить чистое, сухое, не пыльное помещение.
- Скорость движения воздуха не должна превышать 0,2 м/сек.
- Обрабатываемые детали и присадочную проволоку необходимо тщательно очистить предусмотренными технологией способами.
- В качестве защитных газов можно применять лишь чистый аргон марки А по ГОСТу 10157–62 и гелий ВЧ (высокой чистоты) по МРТУ 51-04-23-64.
- Газоподводящую арматуру, шланги и сварочную горелку до начала сварочных работ тщательно промывают спиртом и в дальнейшем по ходу работы периодически повторно очищают и промывают.

Технология качественной очистки сварочной проволоки включает в себя смывание растворителем или горячей водой консервационной смазки, снятие окисной пленки химической обработкой.
Рекомендуем статьи по металлообработке
- Марки сталей: классификация и расшифровка
- Марки алюминия и области их применения
- Дефекты металлический изделий: причины и методика поиска
Для выполнения вышеперечисленных работ необходимо организовать специальное место, отдельно от зоны сварочных работ. Технология химической обработки предполагает несколько способов очистки. Наиболее популярный метод химической очистки представляет собой следующую последовательность:
- Травление в 5%-ном растворе каустической соды NOH при температуре +60…+65 °С в течение 2-3 мин;
- Промывка в горячей (+45…+50 °С) воде, а затем в холодной проточной воде.
- Осветление в 15–30%-ном растворе азотной кислоты HN03 при температуре +60…+65 °С в течение 2-3 мин;
- Промывка в горячей (+45…+50 °С) воде, а затем в холодной проточной воде.
- Сушка при температуре не ниже +60° С до полного удаления влаги.
Если у вас нет возможности сразу использовать сварочную проволоку после сушки, то храните ее в специально предназначенном месте. Для этого подходит ящик или шкаф с плотно закрывающимися дверцами.
Обработанная проволока может храниться не более 12 часов в том случае, если это присадочная проволока малого диаметра (до 1,6 мм) для работы на малых токах неплавящимся электродом.
Если речь идет о более толстой проволоке (4-5 мм) для работы плавящимся электродом на токах свыше 400 ампер, то допускается более длительный срок хранения (до полутора суток). При этом качество сварного шва не пострадает. Важно лишь соблюдать правила хранения обработанной проволоки и технологию сварки алюминия. Во время работы подготовленную проволоку нельзя брать руками без перчаток, так как это может привести к попаданию жировых частиц на ее поверхность.
Во время работы подготовленную проволоку нельзя брать руками без перчаток, так как это может привести к попаданию жировых частиц на ее поверхность.
Саму деталь и ее кромку желательно тщательно обрабатывать перед сварочными работами. Преимущество при сварке отдается химической обработке деталей, технология которой приведена выше. Небольшие по объему изделия обрабатываются полностью, а крупные заготовки целиком обезжиривают, химической обработке подвергают только кромки и до 10 см поверхности от стыка.
При небольших сварных соединениях зачистку кромок делают шабером, непосредственно, перед сварочными работами. Также необходимо снять окисную пленку в месте токопровода. Это можно сделать с помощью шабера или стальной проволочной щетки.
Если у вас нет возможности сделать химическую обработку большой по размеру детали, то допускается зачистка кромки стальными проволочными щетками. При этом желательно до и после обработки кромки протереть ее поверхность спиртом или ацетоном.
Щетину стальной проволочной щетки изготавливают из нержавеющей стали. Лучше всего использовать щетку с щетинками размером не более 2 мм в диаметре. Она позволит более качественно обрабатывать кромку, не оставляя слишком глубоких царапин и дефектов. Во время обработки детали щетку периодически промывают в растворителе.
Обработанные детали необходимо хранить в теплом сухом месте, закрыв кромку чистым чехлом. В таком виде допускается хранить детали столько же, сколько и обработанную присадочную проволоку.
Если по технологии сварки алюминия предполагаются длительные работы (монтажные, проверочные и пр.) между зачисткой деталей и их сваркой, то в этом случае используют сварку плавящимся электродом большого диаметра. Кроме этого, необходимо обеспечить защиту кромок от загрязнения на всех промежуточных этапах.
Если сварка выполняется в несколько проходов, то на каждом этапе необходимо зачищать поверхность шва и разделки при помощи щеток и ацетона.
Алюминий не только хорошо проводит тепло, но и обладает большой теплотой плавления (96 кал/г). Это свойство заложено в основе технологии сварки алюминия, поскольку для создания качественного шва понадобится непосредственное воздействие сварочной дуги на всю область контакта жидкой и твердой фаз сварочной ванны.
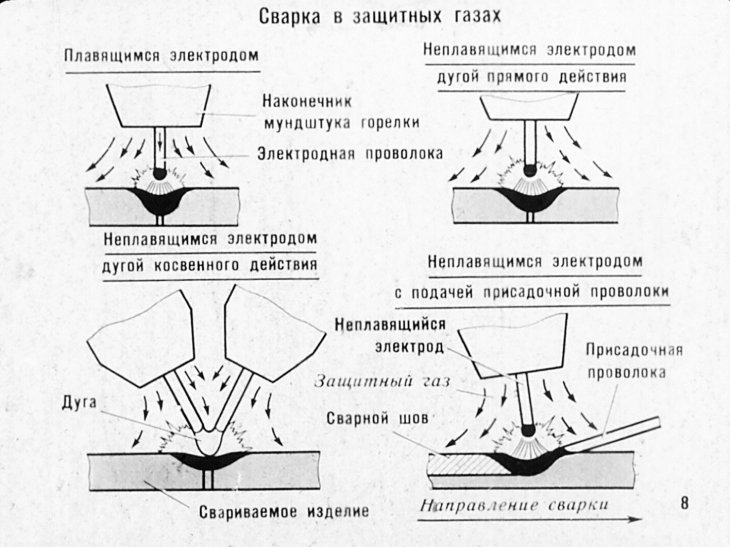
Если для соединения используется неплавящийся электрод, то ванна жидкого металла получится лишь в зоне горения дуги. При этом в основном она образуется из-за плавки основного металла (обычно в ней не более 30 % присадочного материала). Отличается плавным переходом к основному металлу.
Соединяя алюминий при помощи плавящегося электрода, вы получите большее углубление основного металла за счет более концентрированной дуги. Соответственно, размер сварочной ванны будет больше, в ней будет более 50 % наплавленного металла. Периферийная часть ванны в этом случае не попадает под влияние дуги, следовательно, могут возникнуть несплавления.
Важно, чтобы форма разделки кромок давала возможность те места, где возможно появление несплавления, заново переплавлять дугой при наложении последующих валиков. Соблюдение технологии разделки кромок позволяет достичь высокого качества сварного шва. В любом случае наилучшее соединение получается при осуществлении двухсторонней сварки.
Если нет возможности воспользоваться двусторонним методом, то необходимо принять меры к предотвращению и устранению дефектов в корне шва.
Технология сварки алюминия электродами
Технологию сварки алюминия электродами используют очень редко. Этот метод подойдет там, где нет возможности воспользоваться специальным оборудованием. То есть чаще его используют в полевых условиях или в маленьких мастерских, где финансово не могут себе позволить приобрести необходимое оборудование. В таком случае применение электродов может сократить и расходы, и время.
Существует несколько марок покупных электродов:
- ОК – электроды по алюминию с примесью марганца или магния. Следует беречь от влаги, поэтому не стоит вынимать все стержни из упаковки.
- ОЗАНА – здесь имеются две разновидности, которые немного отличаются в применении в зависимости от типа и сплава металла. Такие стержни применяются для горизонтальной и вертикальной сварки.
- ОЗА – полностью состоят из алюминия и по производству похожи на самодельные стержни. Используются для соединения сплава алюминия с кремнием.
- УАНА – по своему происхождению и свойствам предназначены для сварки алюминиевых сплавов, поддаются деформации.
- ЭВЧ – применяются для сварки в среде, где в качестве защиты применяется аргон. Эти электроды полностью состоят из вольфрама.
 Следует беречь от влаги, поэтому не стоит вынимать все стержни из упаковки.
Следует беречь от влаги, поэтому не стоит вынимать все стержни из упаковки.Электроды для соединения алюминиевых деталей разнятся по своей стоимости, поэтому выбирая подходящий вариант, обратите внимание на характеристики, которые для вас имеют первостепенное значение.
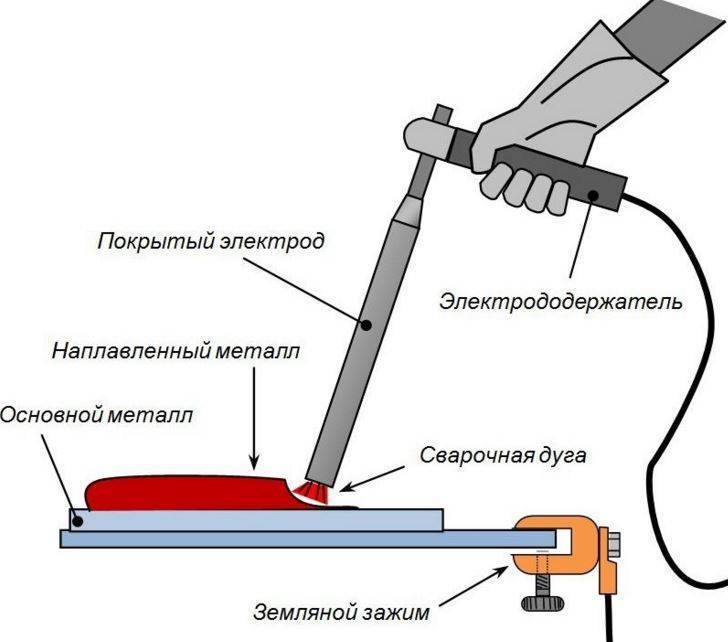
1. Ручная дуговая сварка алюминия покрытыми электродами (технология ММА).
Технология ручного соединения при помощи покрытых электродов используется для неответственных конструкций из чистого алюминия и его сплавов: AlSi, AlMg и AlMn. Этот метод подходит только для изделий толщиной менее 4 мм.
Недостатками данного способа соединения материала являются:
- пористость и низкая прочность шва, что подразумевает невысокое качество соединения;
- большое количество брызг расплавленного металла;
- плохая отделяемость шлаковой корки, которая может вызвать коррозию.
Для выполнения работ необходим ток обратной полярности без поперечных колебаний. Важно грамотно произвести расчет силы тока по следующей формуле: 25–30 А на 1 мм электрода.
Если вы хотите добиться высокого качества соединения, то желательно детали до начала сварочных работ разогреть до определенной температуры. Для тонких и средних по толщине деталей достаточно температуры +250…+300 °С. Крупным изделиям необходима температура до +400 °С.
Крупным изделиям необходима температура до +400 °С.
Не забывайте, что оптимальная температура может быть указана производителем электродов. Если вы нашли такие данные, то лучше руководствоваться ими.
2. Ручная дуговая сварка угольными электродами.
Технология сварки алюминия при помощи угольных электродов используется чаще всего для неответственных конструкций. Для данного вида работ понадобится постоянный ток прямой полярности.
Для габаритных изделий, толщина которых составляет более 2,5 мм, необходимо выполнять разделку кромок. Диаметр присадки должен быть в диапазоне 2–8 мм. Пастообразный флюс допускается наносить как на стержень, так и на рабочую поверхность.
3. Ручная дуговая сварка вольфрамовым электродом в инертном газе (технология AC TIG).
Это очень популярный способ соединения материалов, используемый тогда, когда необходимо получить очень прочное соединение с прекрасным внешним видом. Технология дуговой сварки алюминия вольфрамовым электродом основана на применении стержня диаметром 1,6–5 мм и присадки 1,6–4 мм.
Технология дуговой сварки алюминия вольфрамовым электродом основана на применении стержня диаметром 1,6–5 мм и присадки 1,6–4 мм.
Для выполнения работ по данной технологии необходима защитная среда из гелия или аргона. Электрическая дуга поддерживается источником переменного тока, что дает хорошие результаты при разрушении оксидной пленки.
- Угол между электродом и рабочей поверхностью должен составлять 70–80°; между присадочной проволокой и электродом – 90°. Длина дуги – от 1,5 до 2,5 мм.
- Присадка подается короткими возвратно-поступательными движениями. Поперечные движения электрода и присадочного прутка недопустимы.
- Горелка движется вслед за прутком.
- Под алюминиевое изделие следует класть прокладку из меди и стали, которая будет выполнять теплоотводящую роль. Это исключит образование дыр, особенно при работе с тонким металлом.
- Размеры сварочной ванны должны быть минимальными.
- Подача аргона начинается за 5–7 секунд до возбуждения дуги, а выключается через 5–7 секунд после ее обрыва.

Технология ручной электродуговой сварки алюминия
- Для выполнения сварочных работ по алюминию требуется постоянный ток с обратной полярностью (меняем разъемы на инверторе местами). Важно соблюдать соотношение мощности и диаметра электрода и регулировать силу тока по следующей формуле: 30 ампер на каждый миллиметр диаметра.
- Свариваемые детали необходимо предварительно нагреть. При средней толщине заготовку нагревают до +200…+300 °С. Крупные части нуждаются в более высоком нагреве (до +400 °С).
- Несмотря на обычное формирование дуги, особенностью работы с алюминием будет более высокая скорость горения электродов. Соответственно потребуется большая скорость при формировании шва.
- Обязательно планируйте длину шва из расчета на плавление одного электрода. Сварочный процесс обрывать нельзя. Корка шлака, образующаяся в конце шва, не позволит зажечь дугу снова в этом месте.
- По сравнению с варкой стальных заготовок запрещается делать поперечные движения во время соединения алюминиевых деталей.
- При завершении работы сразу удалите шлак в месте соединения. Зачистите все металлической щеткой и промойте горячей водой.
Сварка алюминия аргоном: технология, инструкция, нюансы процесса
По технологии сварочных работ в аргоновой среде высокие требования предъявляются как к сварочному аппарату, так и к дополнительному оборудованию, которое обеспечивает правильное хранение и подачу расходных материалов. Все эти параметры имеют определяющее значение при формировании сварного шва.
Аргоновая сварка алюминия и его сплавов может выполняться при наличии следующего оборудования:
- источник электрического тока, к которому будет подключаться сварочный аппарат и все остальное оборудование;
- баллон, в котором хранится защитный газ аргон;
- механизм, отвечающий за подачу присадочной проволоки в зону выполнения сварки.
Технология выполнения сварочных работ при помощи аргона на крупных промышленных предприятиях хорошо отработана. В таком случае защитный газ подается по централизованной сети. Из сварочной проволоки формируются целые бобины, устанавливаемые на полуавтоматический сварочный аппарат. Все работы выполняются на специальных верстаках, поверхность которых сделана из нержавеющей стали.
Сварной шов высокого качества получается только при тщательной очистке соединяемых деталей от различного вида загрязнений (жира, грязи, масла). Очистка выполняется с помощью растворителя. Для листовых заготовок, толщина которых более 4 мм, обязательно выполняется разделка кромок. В таком случае сварочные работы проводятся встык. Для удаления тугоплавкой окисной пленки с поверхности изделия необходимо обработать место соединения напильником или металлической щеткой. При сложной конфигурации соединения возможна обработка шлифовальной машинкой.
Технология сварки алюминия полуавтоматом в аргоновой среде имеет ряд характерных особенностей.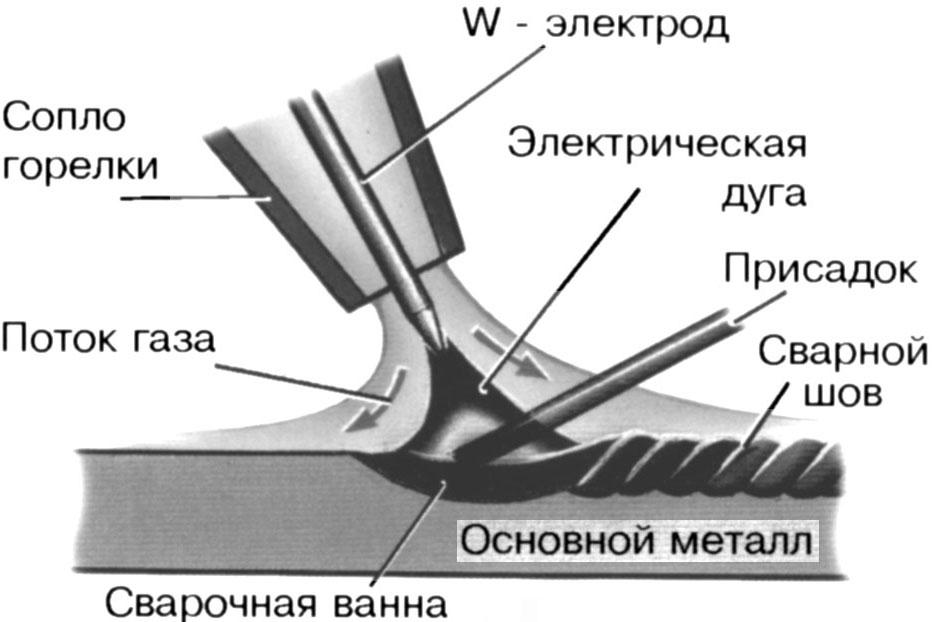 При выполнении работ полуавтоматом или с ручной подачей присадки понадобятся электроды из вольфрама диаметром 1,5–5,5 мм. При формировании сварочной дуги электрод необходимо располагать под углом 80° к поверхности деталей.
При выполнении работ полуавтоматом или с ручной подачей присадки понадобятся электроды из вольфрама диаметром 1,5–5,5 мм. При формировании сварочной дуги электрод необходимо располагать под углом 80° к поверхности деталей.
Технология ручной подачи присадочной проволоки допускает угол 90° относительно электрода. При этом присадочная проволока двигается впереди электрода. Это очень хорошо видно на демонстрационных видео, где показывают сам процесс сварочных работ с применением аргона.
1-2
2
1-2
50–70
30–40
3-4
3
2-3
100–130
60–90
4–6
4
3
160–180
110–130
6–10
5
3-4
220–300
160–240
11–15
6
4
280–360
220–300
Технология соединения аргоном требует соблюдение длины дуги в пределах 3 мм. При этом не допускаются поперечные движения присадочной проволокой.
Тонкие алюминиевые листы желательно соединять на подкладке, в качестве которой может выступать стальной лист. Такая технология способствует более быстрому выводу тепла из зоны работ, в результате редко возникают прожоги или протечки расплавленного металла. Кроме этого, подкладка позволяет экономить энергию, значительно увеличивая скорость выполнения сварочных работ.
Такая технология способствует более быстрому выводу тепла из зоны работ, в результате редко возникают прожоги или протечки расплавленного металла. Кроме этого, подкладка позволяет экономить энергию, значительно увеличивая скорость выполнения сварочных работ.
Технология сварки алюминия и его сплавов с помощью аргона имеет ряд неоспоримых преимуществ перед другими способами соединения заготовок. В первую очередь, это касается малого нагрева соединяемых деталей. Это очень ценное качество при варке заготовок сложной формы.
При использовании аргонового соединения получается очень прочный сварной шов с высокой однородностью материала в данной зоне, минимальным количеством пор, примесей и инородных вкраплений. Однородная глубина проплавления по всей длине сварного шва является очень важным показателем, выгодно отличающим технологию аргоновой сварки.
Безусловно, каждая технология имеет свои недостатки, и работа с аргоном – не исключение. Минусом этого способа является использование сложного оборудования. Только при грамотной настройке сварочного аппарата и дополнительного оборудования возможно достижение максимальной эффективности всех операций, в результате чего получается высококачественный сварной шов.
Минусом этого способа является использование сложного оборудования. Только при грамотной настройке сварочного аппарата и дополнительного оборудования возможно достижение максимальной эффективности всех операций, в результате чего получается высококачественный сварной шов.
Определяющим параметром при настройке всего оборудования для выполнения работ в аргоновой или другой защитной среде является скорость и равномерность подачи присадочной проволоки. При нарушениях данного параметра присадка подается с перерывами, прерывается сварочная дуга, а расход защитного газа и электроэнергии существенно возрастает.
Технология сварки алюминия полуавтоматом
Другим названием полуавтоматического сваривания является MIG сварка. Высокая производительность данного процесса обеспечивается импульсным оборудованием, которое формирует мощный импульс высокого напряжения. Под его воздействием оксидная оболочка быстро разрушается.
Технология действия данного оборудования подразумевает забивку каждой частицы расплава металлического стержня в область сваривания.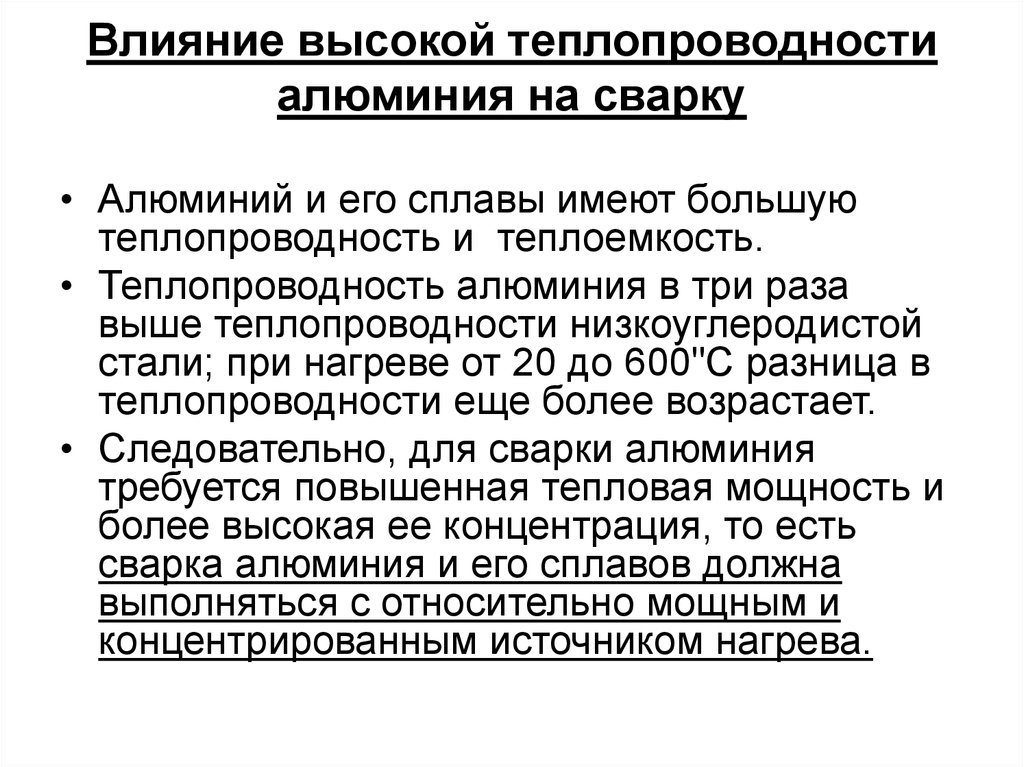 Благодаря этому формируется высококачественный сварной шов, отличающийся высокими прочностными характеристиками. Это технология точечной сварки алюминия.
Благодаря этому формируется высококачественный сварной шов, отличающийся высокими прочностными характеристиками. Это технология точечной сварки алюминия.
MIG/MAG соединение в полуавтоматическом режиме производится на довольно дорогостоящем оборудовании, приобрести которое может не каждый. Но современные мастера, увлекающиеся сварочными работами, нашли выход из этого положения, модифицировав стандартный полуавтоматический аппарат, используемый для соединения алюминиевых заготовок и нержавейки.
Принцип действия такого аппарата аналогичен MIG соединению, хотя есть ряд технических особенностей, оказывающих существенное влияние на качество получаемого результата:
- Чистый алюминий и его сплавы не поддаются варке током высокого напряжения и прямой полярности. Используется прямо противоположный вариант.
- Для подачи алюминиевого прутка необходимо специальное оборудование. Это связано с тем, что он намного мягче аналогов из стали, соответственно, может изгибаться. Специальный податчик оборудован четырьмя роликами, маленьким рукавом и тефлоновой прокладкой.
- Цветной металл при нагреве сильно расширяется. Эта особенность может стать причиной застревания проволоки в зоне наконечника подающего механизма. Предотвратить это помогут особые наконечники с маркой Al. Их можно заменить на стандартные модели наконечников с увеличенным диаметром.
- Расход материала и качество сварного шва определяется маркой присадочной проволоки. Высокая интенсивность плавления прутка может потребовать более высокого темпа подачи. Соответственно понадобится слишком частая замена наконечника.
 Специальный податчик оборудован четырьмя роликами, маленьким рукавом и тефлоновой прокладкой.
Специальный податчик оборудован четырьмя роликами, маленьким рукавом и тефлоновой прокладкой.Современные технологии сварки алюминия
1. Лазерная сварка.
Это сугубо производственная технология, отличающаяся очень специфическими характеристиками. До начала сварочных работ важно очень тщательно очистить изделие от загрязнений.
Технология сварки алюминия лазером позволяет достигать удивительной точности соединения.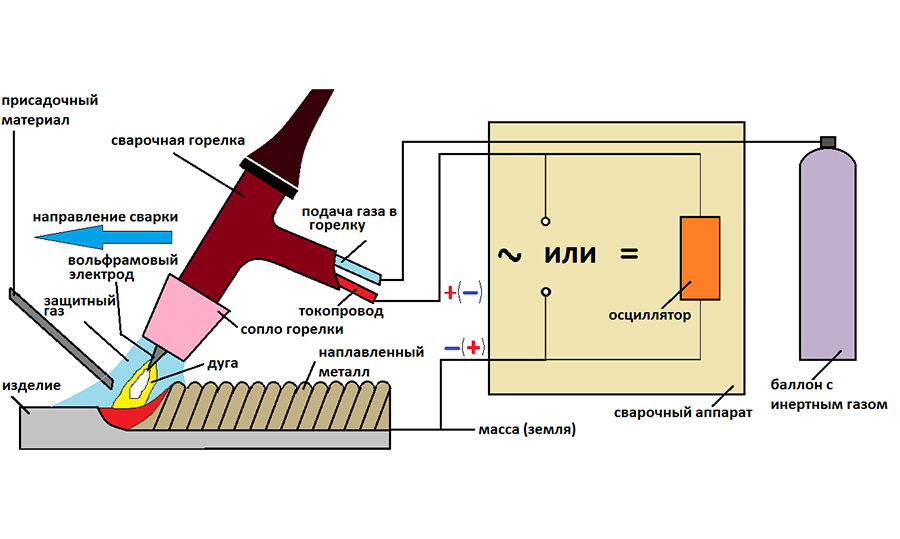 При этом зона термического воздействия достаточно маленькая, и шов получается очень узким. Кроме этого, существуют и другие достоинства данного метода:
При этом зона термического воздействия достаточно маленькая, и шов получается очень узким. Кроме этого, существуют и другие достоинства данного метода:
- возможность создавать швы сложной формы;
- высокий уровень производительности;
- оперативность сварочного процесса и (чаще всего) его автоматизация;
- экологически безопасный режим сварки;
- сваривание может проводиться в любом пространственном положении;
- околошовная зона практически не подвергается тепловому воздействию, что позволяет сохранять все первоначальные свойства.
Следует помнить и о недостатках данного метода:
- высокая стоимость оборудования и всего процесса в целом;
- лазер плохо обрабатывает толстостенные изделия;
- предназначен для работы с узким спектром изделий.
2. Плазменная сварка.
Современная технология сварки алюминия при помощи плазмы позволяет добиться очень хороших результатов. Этим достигается высокая концентрация энергии и довольно глубокое проплавление.
Этим достигается высокая концентрация энергии и довольно глубокое проплавление.
Технология аналогична процессу соединения металлов в аргоновой среде. Во время сварочного процесса металл в нужном месте расплавляется под воздействием плазмы. Все это действие происходит в защитном облаке, благодаря которому в зону сварочной ванны не попадают газы, содержащиеся в атмосфере.
Технология сварки алюминия при помощи плазмы подразумевает использование специального оборудования– аппарата для плазменной сварки. Конструкция аппарата представляет собой соединение плазмотрона и источника переменного и постоянного тока с обратной величиной. Плазмотрон помогает генерировать плазменный разряд.
Существует несколько модификаций источников питания, отличающихся друг от друга величиной силы тока, напряжением холостого тока, продолжительностью нагрузки и пр. В зависимости от этих характеристик меняется потребляемая мощность источника питания.
Плазмотрон оборудован специальными подводами, по которым подается плазмообразующий и защитный газ и обеспечивается охлаждение стенок сопла жидкостью или воздухом. Технология функционирования горелки опирается на использование электрода, сделанного из меди, тугоплавкого вольфрама или гафния.
Всего выделяют четыре вида плазменной сварки алюминия:
1. Сварка при помощи плавящегося электрода.
Для выполнения данного процесса понадобится специальная газовая среда, которая будет иметь защитные свойства. Для этих целей обычно используется гелий, аргон или смесь этих газов. Технология предусматривает применение специальных электродов из вольфрама и присадки диаметром до 2,5 мм. Выполнение сварочных работ осуществляется при помощи тока обратной полярности.
2. Автоматическая дуговая сварка.
Для выполнения автоматической дуговой сварки понадобится полуоткрытая плазменная дуга по флюсу и закрытая дуга под флюсом. Согласно технологии, используется флюс с маркировкой АН-А1, если свариваются детали из технического алюминия. Флюс с маркировкой АН-A4 предназначен для соединения алюминиево-магниевых сплавов. Для работы используется плавящийся расщепленный электрод.
Согласно технологии, используется флюс с маркировкой АН-А1, если свариваются детали из технического алюминия. Флюс с маркировкой АН-A4 предназначен для соединения алюминиево-магниевых сплавов. Для работы используется плавящийся расщепленный электрод.
Слой флюса необходим для того, чтобы предотвратить возможные нарушения технологического процесса и шунтирование. Если сварка осуществляется вручную, то размеры флюса определяются исходя из показателя толщины элементов. Средними данными являются ширина 20–45 мм, толщина 7–15 мм.
3. Ручная дуговая.
Технология сварки алюминия в ручном режиме используется, когда соединяются разные металлы (алюминий, алюминиево-кремниевый сплав, цинковый или магниевый сплав). В этом случае необходима толщина деталей не менее 4 мм. Ток должен быть постоянным с обратной полярностью и высокой скоростью.
Разделка кромок нужна, если их толщина более 1 см. В случае разделки кромок сварной шов формируется встык.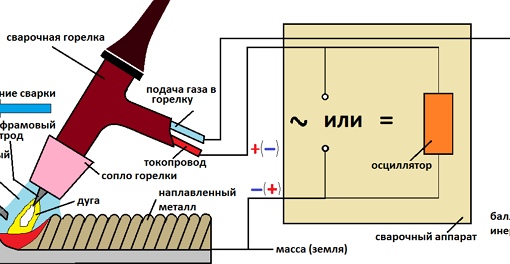 Технология «внахлест» не используется, поскольку в состав соединения могут проникнуть шлаки, что приведет к разрушению материала. Обязателен предварительный прогрев деталей до +400 °С.
Технология «внахлест» не используется, поскольку в состав соединения могут проникнуть шлаки, что приведет к разрушению материала. Обязателен предварительный прогрев деталей до +400 °С.
4. Электронно-лучевая.
Технология электронно-лучевого соединения подразумевает использование вакуума. Оксиды под влиянием паров металлов разрушаются. Так, благодаря вакууму окись разлагается, а водород выводится из сварного шва.
Качество соединения очень высокое, швы ровные, заготовка не деформируется, а материал в зоне стыка сохраняет свои прочностные характеристики.
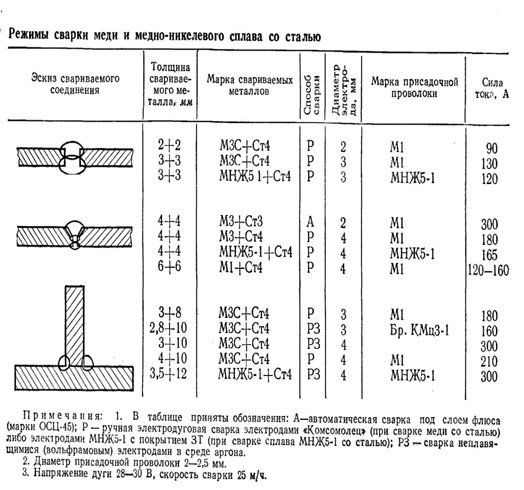
Технология сварки алюминия и его сплавов
Температура плавления алюминия 660°С, окисной пленки 2060°С
Марка | Свариваемость | Технологические особенности сварки | |
Технически чистый алюминий | Очистка кромок и присадка от окисной пленки | ||
АД00, АД0, АДД, АД | Хорошая | Электродная проволока Св-А1, Св-А000, Св-85Т. | |
Деформируемые, термически не упрочняемые сплавы | |||
АМц, АМцС, Д12 | Хорошая | Электродная проволока Св-АМЦ | |
АМг1 ,АМг2, АМг3 | Электродная проволока Св-АМг3 | ||
АМг4, АМг5 | Электродная проволока Св-АМг5 | ||
АМгб | Электродная проволока Св-АМг6, Св-АМг7 | ||
Деформируемые, термически упрочняемые сплавы | |||
АД31, АДЗЗ, АД35 АВ, АК6, АК8 | Удовлетворительная | Электродная проволока Св-АК5, Св-1557 | |
АК4, АК4-1 | Ограниченная | ||
В95 | Плохая | Предварительный подогрев Термообработка после сварки при t=200-250°C. 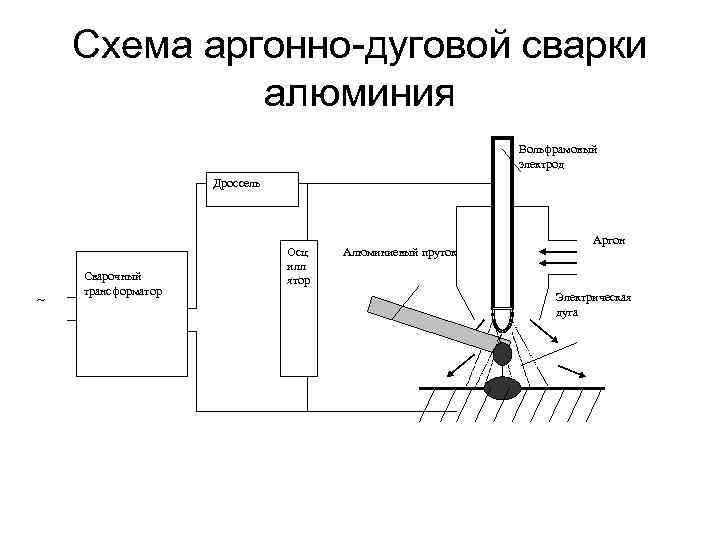 Электродная проволока Св-1557, Св-АМг5, Св-АМг6 Электродная проволока Св-1557, Св-АМг5, Св-АМг6 | |
1915, 1925 | Удовлетворительная | ||
Литейные сплавы | |||
АЛ 1, АЛ2, АЛ9, АЛ 25, АЛ 26 | Хорошая | Электродная проволока той же марки, что и основной металл Защитные газы Ar, He и их смеси | |
АЛЗ, АЛ4, АЛ5, АЛ7, АЛ8, АЛ 10В | Удовлетворительная | ||
 Защитные газы Ar, He и их смеси
Защитные газы Ar, He и их смесиТрудности при сварке
- высокая температура плавления окисной пленки по сравнению с температурой плавления алюминия;
- высокая теплопроводность:
- образование значительных остаточных напряжений и деформаций;
- нерастворимость окисной пленки в жидком металле сварочной ванны;
- при нагреве нет явных признаков перехода алюминия и его сплавов в жидкое состояние;
- образование кристаллизационных трещин.
Подготовка к сварке
Резку и подготовку кромок деталей из алюминия и его сплавов следует вести механическими способами
Стыковое соединение металла разной толщины
Конструктивные элементы подготовки кромок (размеры приведены в мм)
Конструктивные элементы подготовки кромок при сварке со сквозным проплавлсннем н формированием шва на весу
При сварке за один проход может возникнуть надрез корня шва
При снятии фаски с обратной стороны стыкуемых кромок надрез не возникает.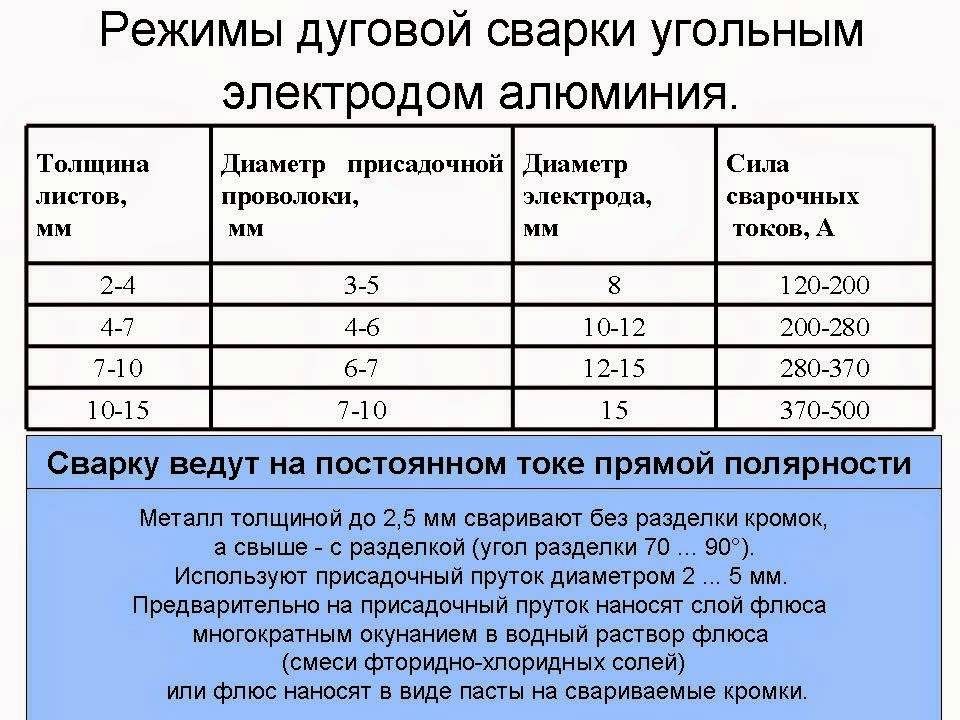 Для снятия фасок можно использовать напильник
Для снятия фасок можно использовать напильник
Свариваемые поверхности тщательно очищают от смазки, на ширине 100-150 мм от кромок обезжиривают ацетоном, уайт-спиритом или другим растворителем.
Пленку окиси алюминия удаляют механически или химическим травлением.
При механической обработке (непосредственно перед сваркой) кромки зачищают на ширину 25-30 мм абразивной бумагой, шабером или щеткой из нержавеющей проволоки диаметром не более 0,15 мм.
Химическое травление проводят в течение 0,5-1 мин в растворе, состоящем из 50г едкого натра и 45г фтористого натрия на 1 л воды. После травления поверхность промывают проточной водой, а затем осветляют в 30-35%-ном растворе азотной кислоты (для алюминия и сплавов типа АМц) или в 25%-ном растворе ортофосфорной кислоты (для сплавов типа АМг и В95). После повторной промывки поверхность сушат до полного испарения влаги.
Алюминиевую сварочную проволоку перед сваркой тоже обрабатывают. Сначала ее обезжиривают, а затем подвергают травлению в 15%-ном растворе едкого натра в течение 5-10 мин при 60-70°С. после чего следует промывка в холодной воде и сушка при температуре 300°С в течение 10-30 мин.
после чего следует промывка в холодной воде и сушка при температуре 300°С в течение 10-30 мин.
Подготовленные к сварке материалы сохраняют свои свойства 3-4 дня. Позже на поверхности вновь образуется окисная пленка.
Детали из алюминия и его сплавов собирают в приспособлениях или на прихватках, выполняемых аргонодуговой сваркой W-электродом. Расстояние между прихватками должно быть не более 150-180 мм.
Поверхности прихваток непосредственно перед сваркой зачищают металлическими щетками. Обнаруженные дефектные прихватки удаляют, и стыки прихватывают повторно. При сварке прихватки полностью переплавляют.
Выбор параметров режима
Сварку ведут на постоянном токе обрат ной полярности. Защитным газом служит apгон или гелий и их смеси. Непосредственно перед сваркой кромки обезжиривают .
Диаметр сопел горелок выбирают равным не менее 18-22 мм.
Длина дуги должна составлять 2-6 мм, а сварочный ток – быть больше, чем при ручной аргонодуговой сварке W-электродом. Сварку выполняют за один проходили двусторонними швами.
Сварку выполняют за один проходили двусторонними швами.
Процесс сварки может быть: импульсно-дуговым (ИДС), струйным (СТР) или с короткими замыканиями дуги (КЗ).
Ориентировочные режимы
Вид соединения | Размеры, мм | Процесс сварки | Газ | Сварочный ток, А | Напряжение на дуге, В | Скорость сварки, м/ч | Диаметр электрода , мм | Вылет электрода, мм | Расход газа, л/мин | |
S | b | |||||||||
2,5-3 | 0+0,5 | ИДС | Ar | 40-80 | 15-18 | 35-45 | 1,2 | 10-13 | 7-9 | |
4 | 0+0,5 | ИДС ИДС СТР | Ar | 80-130 | 18-20 | 30-40 | 1,4-1,6 | 13-18 | 8-10 | |
6 | 0+1 | ИДС ИДС СТР | Ar | 180-250 | 23-26 | 20-35 | 1,6-3 | 15-30 | 12-14 | |
8-10 | 0+1 | ИДС СТР СТР | Ar | 250-320 | 25-30 | 20-35 | 1,6-3 | 15-40 | 12-20 | |
12-16 | 0+4 | СТР | Ar | 320-420 | 26-28 | 20-30 | 2 | 18-25 | 20-25 | |
20-30 | 0+1,5 | СТР | Ar | 310-550 | 26-35 | 18-20 | 2-4 | 20-40 | 18-25 | |
2,5-3 | 0+0,5 | ИДС | Ar | 60-100 | 16-18 | 35-40 | 1-1,4 | 10-15 | 6-8 | |
4-5 | 0+0,5 | ИДС | Аг | 120-220 | 18-22 | 25-35 | 1,2-1,6 | 12-18 | 10-12 | |
| 8 и более | 0+1 | СТР | Аг Не | 280-330 280-320 | 27-29 | 20-25 | 1,6 | 18-30 | 20-25 | |
Техника сварки
При сварке алюминия и его сплавов необходимо использовать чистые и сухие перчатки из спилка или из другого подобного материала
Механизированную сварку стыковых соединений без разделки кромок в нижнем и вертикальном положениях выполняют обычно без поперечных колебаний электрода
При наличии разделки кромок первый шов выполняют также без поперечных колебаний, а последующие – с небольшими (до 5 мм) перемещениями электрода
При сварке угловых швов в нижнем положении угол наклона горелки относительно вертикальной стенки – 30-45°. Угловой шов на вертикальной плоскости ведут снизу-вверх “углом вперед”. Однопроходную сварку выполняют с перемещениями конца электрода. Угловые швы больших сечений на вертикальной плоскости делают многопроходными путем выполнения узких швов. Так же сваривают и стыковые горизонтальные швы
Угловой шов на вертикальной плоскости ведут снизу-вверх “углом вперед”. Однопроходную сварку выполняют с перемещениями конца электрода. Угловые швы больших сечений на вертикальной плоскости делают многопроходными путем выполнения узких швов. Так же сваривают и стыковые горизонтальные швы
С внутренней стороны шов защищают остающимися или съемными подкладками либо защитным газом, подаваемым каким-либо из способов:
1- защитный газ; 2- свариваемые детали; 3- заглушки; 4 – соединительные тросики
Схема установки заглушек в трубопровод для поддува защитного газа
При сварке деталей толщиной 4 мм и более из-за быстрого остывания сварочной ванны в шве образуются поры. Чтобы предотвратить их появление, применяют шаговую сварку с возвратно-поступательными перемещениями горелки. Каждый шаг вперед на 3-6 мм сопровождается перемещением назад на 1,5-3 мм. Такая техника сварки обеспечивает более эффективную защиту и медленную кристаллизацию сварочной ванны, что в конечном счете гарантирует отсутствие пор.
Чтобы уменьшить деформации при соединении длинномерных конструкций, широко применяют обратноступенчатый метод сварки.
Для заварки кратера горелку возвращают в обратном направлении на расстояние, немного превышающее длину кратера, и одновременно снижают скорость подачи проволоки
При сварке угловых и тавровых соединений сварку заканчивают перемещением горелки в обратную сторону по шву, одновременно замедляя подачу проволоки.
Эффективным способом окончания сварки служит вывод конца шва на выводные планки, которые после сварки удаляют
Характеристики алюминия, влияющие на свариваемость
Если вы сварили алюминий, вы знаете, что его поведение значительно отличается от поведения стали. Помимо разницы в прочности и общего внешнего вида, есть четыре физические характеристики алюминия, которые делают его сварку совершенно отличной от сварки стали. Это:
- Высокая теплопроводность
- Высокая усадка при затвердевании
- Высокая растворимость в водороде
- Оксидное покрытие
Алюминий можно успешно сваривать, но необходимо полное понимание его физических характеристик.
При сварке алюминия очень важно понимать, как эти характеристики влияют на свариваемость. Свариваемость означает не просто то, что металл можно сваривать, а способность сваривать его без дефектов. Полное понимание физических характеристик алюминия позволит вам легко устранять проблемы и своевременно находить решение. Итак, без лишних слов, вот эти 4 характеристики.
- Высокая теплопроводность
Благодаря высокой теплопроводности алюминий довольно быстро рассеивает тепло. Вот почему это отличный материал для радиаторов. При сварке это может создать проблемы. Для обеспечения плавления необходим более высокий сварочный ток, что означает необходимость использования более тяжелого оборудования. Если вам когда-либо приходилось сваривать толстый алюминий с помощью GTAW, вы, вероятно, замечали, что после запуска дуги необходимо некоторое время подождать, чтобы сварочная ванна была готова для добавления наполнителя. Это связано с тем, что тепло очень быстро отводится от зоны сварки. Как только деталь нагреется, вы, наконец, можете начать эту лужу, и вы можете начать добавлять наполнитель.
Как только деталь нагреется, вы, наконец, можете начать эту лужу, и вы можете начать добавлять наполнитель.
Вы также можете увидеть признаки высокой теплопроводности в начале сварки алюминия методом GMAW. Они будут иметь тенденцию быть веревочными и показывать явные признаки отсутствия сплавления или холодного колена. Даже с функциями горячего пуска на сварочном оборудовании это всегда будет проблемой при сварке алюминия методом GMAW.
- Высокий коэффициент теплового расширения
Алюминий дает усадку примерно в два раза больше, чем сталь, во время затвердевания из-за высокого коэффициента теплового расширения. Это создает пару проблем: большее накопление остаточных напряжений вокруг сварного шва и большая деформация. Необходимо соблюдать осторожность при сварке, так как это сильное затвердевание является причиной образования кратерных трещин. Если на конце сварного шва алюминия образуется кратер, он может перерасти в продольную трещину. Большой ошибкой является предположение, что вы можете просто приварить его вторым проходом и позаботиться об этом. Это не работает.
Большой ошибкой является предположение, что вы можете просто приварить его вторым проходом и позаботиться об этом. Это не работает.
В GMAW есть два общих решения для кратерных трещин. Во-первых, используйте технику обратного шага (когда вы дойдете до конца сварного шва в обратном направлении, по крайней мере, на 1-2 дюйма). Другим вариантом является использование функции кратера, если сварочное оборудование имеет эту функцию.
Кратерные трещины не представляют большой проблемы в GTAW просто потому, что оператор имеет возможность сгладить конец сварного шва, чтобы минимизировать размер кратера или полностью устранить его.
- Высокая растворимость в водороде
Алюминий в расплавленном состоянии имеет очень высокую растворимость в водороде. Водород поступает из загрязняющих веществ в основном материале, таких как масло и жир (углеводороды), водяной пар, который распадается в дуге, конденсат на присадочном металле, остатки смазки для волочения проволоки на присадочном металле, чрезвычайно высокая влажность, ветер, утечки воды при сварке.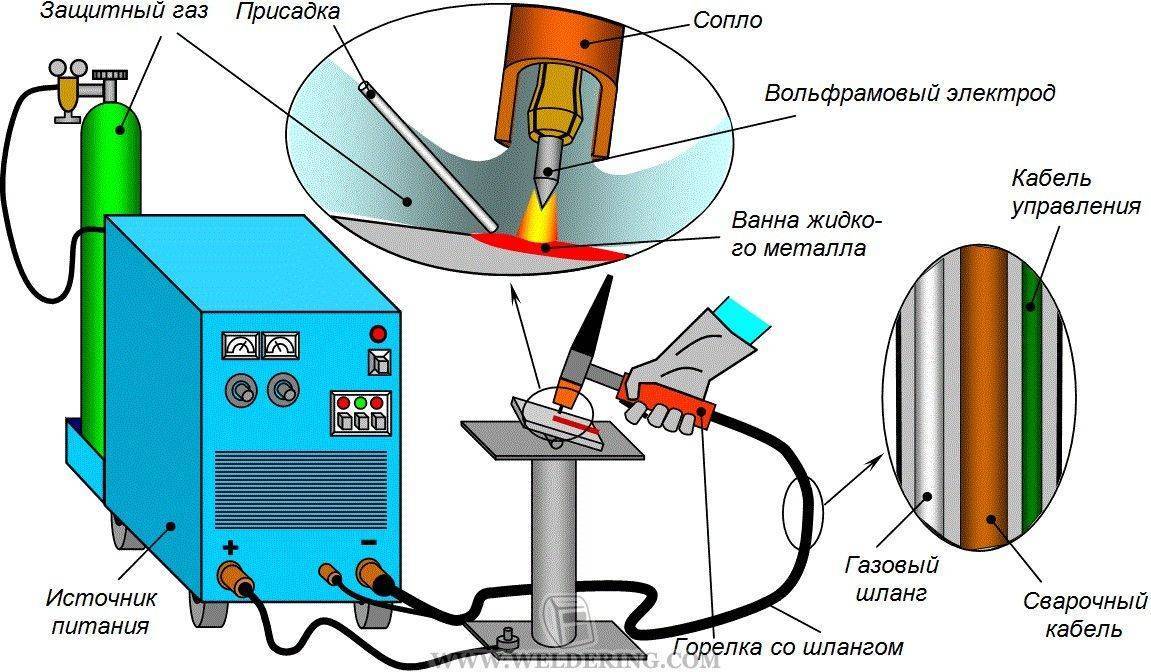 оборудование, защитные газы и гидратированные оксиды среди многих других источников.
оборудование, защитные газы и гидратированные оксиды среди многих других источников.
Рентгеновский снимок алюминиевого сварного шва с разделкой кромок. Поверхность не показала пористости. Темные пятна представляют собой пустоты (пористость) и выглядят темными из-за того, что являются областями с более низкой плотностью.
Если вы посмотрите на критерии приемлемости для RT (рентген) в AWS D1.2 (Нормы сварки алюминиевых конструкций) и сравните их с AWS D1.1 (Нормы сварки металлоконструкций), вы заметите, что существует много больший допуск на пористость в AWS D1.2. Получить сварной шов без пористости можно, но крайне сложно. Большая часть пористости будет подповерхностной.
- Оксидное покрытие
Как только алюминий вступает в контакт с воздухом, он соединяется с кислородом, образуя очень тонкий, но очень прочный оксидный слой. Этот оксидный слой желателен, потому что он обеспечивает коррозионную стойкость; однако это может затруднить сварку. Этот слой оксида алюминия очень пористый и задерживает влагу, жир, масло и другие загрязняющие вещества.
Этот слой оксида алюминия очень пористый и задерживает влагу, жир, масло и другие загрязняющие вещества.
Перед сваркой рекомендуется удалить толстые оксидные слои. Это можно сделать с помощью механических средств (например, с помощью щетки из нержавеющей стали или проволочного колеса из нержавеющей стали). Нам также необходимо удалить масло, большие или другие поверхностные загрязнения. Для этого лучше всего использовать ацетон. Когда оксидное покрытие очень тонкое, энергии дуги иногда достаточно для его очистки.
Белые участки по обе стороны от сварного шва появляются из-за того, что оксид очищается сварочной дугой.
В этой статье были рассмотрены некоторые основные проблемы сварки алюминия. Важно обратиться за помощью при разработке процедуры сварки, если вы не знакомы с металлургией алюминия. Выбор присадочного металла имеет решающее значение. Выбор неправильного сплава может значительно усугубить некоторые присущие сварке алюминия проблемы. 4043 и 5356 являются наиболее часто используемыми алюминиевыми присадочными сплавами, но они не единственные. Позвоните специалисту, если вам нужна помощь в выборе подходящего присадочного металла. Всегда держите под рукой подробную информацию о своем применении, включая: основной сплав, механические требования, рабочую температуру, толщину и т. д. Избегайте проблем, обращайтесь за помощью при необходимости.
Позвоните специалисту, если вам нужна помощь в выборе подходящего присадочного металла. Всегда держите под рукой подробную информацию о своем применении, включая: основной сплав, механические требования, рабочую температуру, толщину и т. д. Избегайте проблем, обращайтесь за помощью при необходимости.
Справочный материал: «Сварка металлургии и свариваемость» Джона К. Липпольда
Опубликовано
Категории: Теория и образование, Устранение неполадок
Раскрытие материальной связи: Некоторые ссылки в посте выше являются «партнерскими ссылками». Это означает, что если вы нажмете на ссылку и купите товар, мы получим партнерскую комиссию. Несмотря на это, мы рекомендуем только продукты или услуги, которыми пользуемся лично, и верим, что они принесут пользу нашим читателям. Я раскрываю это в соответствии с 16 CFR Федеральной торговой комиссии, часть 255: «Руководства по использованию одобрений и отзывов в рекламе».
Руководство по сварке алюминия
Сварка алюминия делает возможным бессчетное количество изделий. Например, автомобильные поршни, самолеты, морские клапаны, велосипеды, конструкционные алюминиевые балки и многое другое. Независимо от того, свариваете ли вы алюминиевые пластины, листы, прутки или трубы для изготовления этих и других изделий, знание марки алюминия является наиболее важным.
Сварка алюминиевых сплавов
Алюминий сплавляется с различными элементами, которые подчеркивают определенные характеристики, такие как проводимость и прочность. Изменчивость химических и механических свойств означает, что не все алюминиевые сплавы созданы одинаковыми. Они не взаимозаменяемы, когда речь идет о свариваемости. Вы никогда не должны сваривать алюминий, если вы не уверены в конкретном составе его сплава.
Во-первых, алюминиевые сплавы делятся на две категории: термообрабатываемые и нетермообрабатываемые. Нетермообрабатываемые сплавы упрочняются холодной обработкой и не должны подвергаться предварительному отпуску. С другой стороны, термообрабатываемые алюминиевые сплавы нагревают примерно до 400°F.
С другой стороны, термообрабатываемые алюминиевые сплавы нагревают примерно до 400°F.
Загрузите нашу спецификацию на алюминий сейчас
Kloeckner Metals — поставщик полного ассортимента алюминия и сервисный центр. Загрузите этот лист технических характеристик алюминия, чтобы узнать, что Kloeckner Metals регулярно поставляет на склад.
Спецификация алюминия
Когда дело доходит до сварки этих алюминиевых сплавов, сплавы, которые были предварительно нагреты, более подвержены ослаблению и растрескиванию.
Нетермообрабатываемые сплавы и свариваемость
- 1xxx – Хорошая свариваемость, однако при сварке происходит значительное удлинение. Хотя это не оказывает отрицательного влияния на устойчивость к росту трещин, алюминий серии 1ххх особенно чувствителен к типу наполнителя.
- 3xxx – Эта серия марганцевых сплавов считается очень свариваемой. Подходит для листогибочных прессов и грузовых боксов.
- 4xxx – Эта серия алюминиевых сплавов включает как нетермообрабатываемые, так и термообрабатываемые сплавы. Неподдающиеся термической обработке сплавы серии 4ххх чаще всего используются в присадочных стержнях. Кремний в этих сплавах замедляет скорость охлаждения, скорость затвердевания и усадочные напряжения.
- 5xxx – Как правило, серия сплавов из магниевого сплава считается очень свариваемой. Его часто можно увидеть в морских и анодированных трубах.

Термообрабатываемые сплавы и свариваемость
- 2xxx – Как правило, серия медных сплавов не считается очень свариваемой, 2017 и 2024 даже считаются несвариваемыми. Однако при использовании специальной технологии сварки сталь 2219 демонстрирует превосходное соотношение прочности к весу и широкий диапазон рабочих температур. Вы видите это в основном в аэрокосмической промышленности.
- 6xxx – Несмотря на то, что эта серия является сверхсвариваемой и прочной, зона термического влияния (ЗТВ) разрушается во время сварки. Это снижает механические свойства на 30 – 50%.
- 7xxx — Подобно сплавам серии 2xxx, незначительная часть сплавов серии 7xxx поддается сварке, поскольку при сварке они треснут. Однако 7005, например, считается свариваемым, потому что в его конкретном составе нет меди.
 Это снижает механические свойства на 30 – 50%.
Это снижает механические свойства на 30 – 50%.Как сваривать алюминий
Сварка — это дополнительная услуга, требующая специальных знаний, навыков и сертификации. По сравнению со сталью и другими металлами алюминиевые сплавы подвержены плохим и неэффективным сварным швам. Это особенно верно, когда надлежащие факторы не учитываются вдумчиво.
Во-первых, понимание проблем
Универсальный технический институт выделяет 4 проблемы при сварке алюминия:
- Окисление — Алюминий проявляет сильное сродство к кислороду. Оксид алюминия, также известный как глинозем, образует твердый беловатый слой на алюминиевых сплавах. Глинозем имеет более высокую температуру плавления, чем алюминиевые сплавы, и его необходимо учитывать во всех процессах сварки.
- Примеси — Примеси могут стать причиной плохого качества сварных швов. В расплавленном состоянии алюминий очень восприимчив к примесям.
- Пористость — Пористость возникает во время сварки, когда защитный газ задерживается в сварном шве. Примеси могут привести к пористым сварным швам, так как температура плавления нечистого алюминия будет непостоянной.
- Толщина — Прожог алюминия — распространенная проблема. Более тонкий алюминий сгорает быстрее, а толстый алюминий необходимо проварить достаточно глубоко, чтобы получился прочный сварной шов. Сварщики должны быть достаточно опытными, чтобы определить, сколько тепла нужно использовать в зависимости от толщины.

При сварке алюминия необходимо учитывать два дополнительных фактора:
- Теплопроводность — Алюминий быстро нагревается и легко распределяет это тепло, что может привести к быстрому сварному шву и образованию кратеров. Радиаторы могут быть особенно полезными.
- Присадочный металл — Чтобы избежать дефектов сварки, крайне важно подобрать лучшие сплавы основного материала, отпуск и присадочные материалы. Приблизительно 85 % сварных соединений могут быть выполнены с использованием присадочных сплавов 4043, 49.43 и 5356. Известно, что они являются наиболее доступными и экономически эффективными. Однако тип присадочного сплава в сочетании с послесварочными процессами, такими как анодирование, может оказать существенное влияние на внешний вид сварного шва, поскольку цвет может меняться от яркого и прозрачного до темного и серого. Пожалуйста, ознакомьтесь с таблицей присадочного металла и основного сплава перед сваркой.
 Радиаторы могут быть особенно полезными.
Радиаторы могут быть особенно полезными.Очистка алюминия перед сваркой
Одним из наиболее важных этапов сварки алюминия является тщательная очистка алюминиевого основного металла и присадочного прутка перед сваркой.
Для очистки алюминия используйте ацетон и щетку из нержавеющей стали.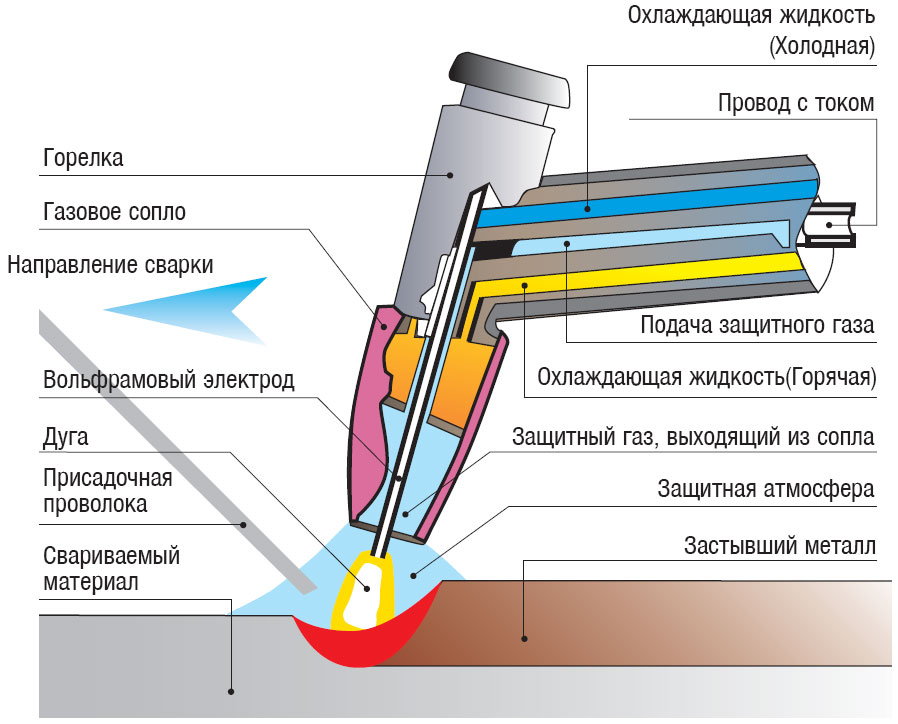 Не используйте щетку ни для чего другого, кроме алюминия, и, если вы можете себе это позволить, используйте новую щетку каждый раз, когда вы работаете с новыми сортами материала. Тщательно высушите весь алюминий и сварите в течение 8 часов. Очистите алюминий, если между первоначальной очисткой и началом процесса сварки прошло более 8 часов.
Не используйте щетку ни для чего другого, кроме алюминия, и, если вы можете себе это позволить, используйте новую щетку каждый раз, когда вы работаете с новыми сортами материала. Тщательно высушите весь алюминий и сварите в течение 8 часов. Очистите алюминий, если между первоначальной очисткой и началом процесса сварки прошло более 8 часов.
Почему так важна очистка алюминия перед сваркой
Окисление — одна из самых больших проблем при сварке алюминия. Если основной металл и присадочный стержень не были тщательно очищены перед сваркой, для прорыва поверхностного слоя окисления потребуется в три раза больше тепла.
К тому времени, когда слой окисления расплавится, у вас будет плавательный бассейн из расплавленного алюминия и комковатой сажи. Другими словами, алюминий под оксидным слоем все время плавился. Очистка оксидного слоя выравнивает температуру плавления, что приводит к получению чистых и прочных сварных швов.
Остерегайтесь этих признаков
Если алюминиевая основа и присадочный стержень не были очищены должным образом, вы поймете, что дуга колеблется, присадочный материал не смешивается и возникает неприятное поверхностное натяжение.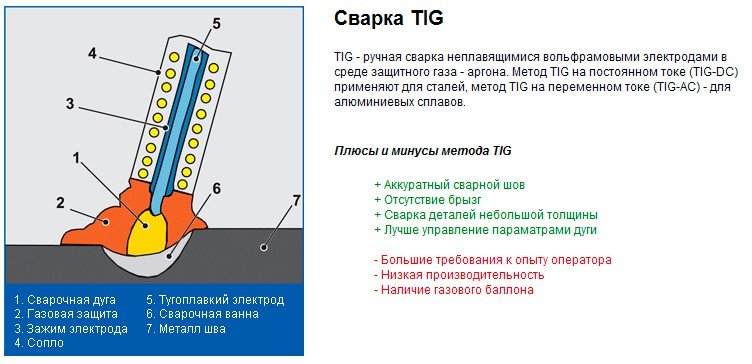
Сварочные процессы
Существует множество различных видов сварочных процессов. Некоторые из них устарели и были заменены новой технологией, а некоторые лучше подходят для стали, чем для алюминия.
- Лазерная сварка
- Электронно-лучевая сварка
- Сварка сопротивлением
- Палка – Дуговая сварка с защитным металлом
- Дуговая сварка порошковой проволокой
- Дуговая сварка металлическим газом
- Газовая вольфрамовая дуговая сварка
Что такое дуговая сварка?
Вы заметите, что некоторые из перечисленных выше процессов сварки включают в свое название слово «дуговая сварка». Итак, что это значит?
Дуговая сварка — чрезвычайно распространенный сварочный процесс, при котором для нагрева металла требуется электричество. Когда электричество течет от присадочного металла, также известного как стержень или электрод, к основному металлу для соединения, вы получаете дугу. Многие различные типы дуговой сварки могут различаться по типу необходимого тока, а также по тому, является ли сварка полуавтоматической, полностью автоматической или ручной.
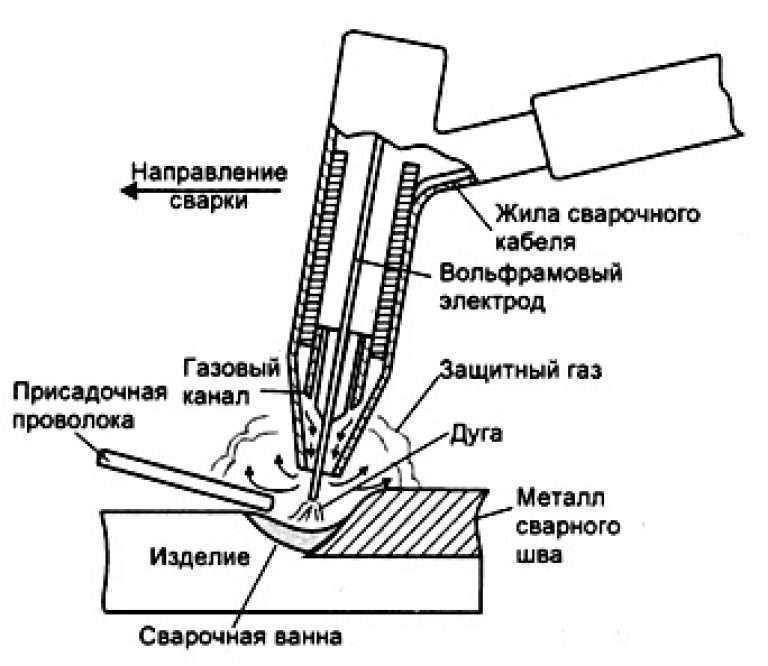
Аппарат для сварки алюминия методом ВИГ
Вероятно, наиболее популярным методом сварки алюминия является дуговая сварка вольфрамовым электродом в среде защитного газа, иначе называемая сварка ВИГ (вольфрам в среде инертного газа).
Сварка ВИГ особенно хороша при работе с более легким алюминием. Кроме того, он механически прочен и внешне привлекателен. По этим причинам наступила настоящая золотая эра, когда популярность алюминия в автомобильной промышленности росла. Большинство профессиональных сварщиков, работающих в автомобильной промышленности, предпочитают процесс сварки TIG.
Что ожидать во время сварки ВИГ
Сварка ВИГ — это процесс ручной сварки, который иногда критикуют за его медлительность. Однако, когда оператор имеет опыт, разница в скорости сварки по сравнению с другими процессами незначительна.
Когда вы зажжете дугу, вы сначала заметите морозную область. Эта морозная область также известна как очищающее действие. Это плавление оксидного слоя.
Это плавление оксидного слоя.
Присадочный стержень не может быть введен до тех пор, пока вы не увидите блестящую мокрую лужицу, которая указывает на проплавление оксидного слоя. Скорость вашего движения должна соответствовать скорости плавления алюминия. При ручной подаче проволоки вы проводите вдоль свариваемой линии. Вам нужен хороший конус и стабильная дуга.
Сварочный аппарат MIG для алюминия
Иногда более быстрым способом сварки алюминия считается дуговая сварка металлическим газом (GMAW) или процесс сварки MIG. Сварка MIG является полуавтоматической с использованием шпульного пистолета и считается более подходящей для сварки более толстого алюминия.
Аргон обычно используется при сварке MIG. Вы также можете получить смесь аргона и гелия. Гелий увеличивает дугу и обычно лучше подходит для более толстых металлов.
Некоторые рекомендации для сварки MIG
Пистолеты для катушки иногда могут быть менее предсказуемы, чем ручной процесс сварки TIG. Сварочные аппараты примут к сведению рекомендацию по скорости проволоки, но вы можете уменьшить ее в зависимости от того, насколько хорошо вы можете управлять катушечным пистолетом при такой скорости и температуре. Прогорание контактных наконечников во время сварки MIG является обычным явлением, поэтому запланируйте их большее количество.
Сварочные аппараты примут к сведению рекомендацию по скорости проволоки, но вы можете уменьшить ее в зависимости от того, насколько хорошо вы можете управлять катушечным пистолетом при такой скорости и температуре. Прогорание контактных наконечников во время сварки MIG является обычным явлением, поэтому запланируйте их большее количество.
Другим важным фактором при сварке MIG является тип угла. Как правило, при использовании шпульного пистолета для сварки алюминия предпочтительны углы толкания. Угол наклона шпульного пистолета влияет на очищающее действие и пористость сварного шва.
Также рекомендуется использовать теплоотвод во время сварки MIG. Радиаторы позволят сваривать немного медленнее, отводя тепло от шпульного пистолета. Это очень удобно при первом обучении сварке MIG, а также помогает предотвратить растрескивание.
Какое оборудование вам нужно?
- Щетка из ацетона и нержавеющей стали для очистки алюминиевой основы и присадочного стержня
- Сварочный аппарат TIG/MIG с педалью
- Инвертор — хотя технически и не требуется, он делает сварочные аппараты намного более эффективными, чем обычные трансформаторы
- Защитный газ
- Свариваемый лист или плита из алюминиевого сплава
- Соответствующий алюминиевый стержень
- Алюминиевая фиксирующая пластина (приспособление) для предотвращения появления следов дуги и закрепления рабочего материала на всем протяжении сварного шва
- Рекомендуются радиаторы
- Средства индивидуальной защиты, включая перчатки, длинные рукава и сварочный шлем
Настройка аппарата
Многие сварочные аппараты поддерживают сварку TIG и MIG. В зависимости от ваших предпочтительных процессов сварки выберите TIG или MIG, когда вам будет предложено выбрать инструмент.
В зависимости от ваших предпочтительных процессов сварки выберите TIG или MIG, когда вам будет предложено выбрать инструмент.
Далее вы выберете рабочий металл. Например: положительный электрод из 100 % аргона при сварке MIG.
Затем введите диаметр, скорость и толщину проволоки. Обратите внимание, что требуемый ток напрямую зависит от толщины свариваемого алюминия.
Дополнительные соображения при сварке алюминия
По сравнению со сваркой стали, при сварке алюминия все более чувствительно. Это усложняет сварку алюминия.
Источник питания
Одним из основных отличий при сварке алюминия является требуемый источник питания. Алюминий можно сваривать только переменным током. АЦ прорывает слой оксидной пленки, которая плавится при более высокой температуре, чем алюминий.
Сварочный ток DCEN течет от отрицательного к положительному. Используется при сварке стали, никелевых сплавов и титана. Но он не пробьет оксид алюминия. Если вы попытаетесь сварить током DCEN, вы получите закопченный шов, который после небольшой полировки обнажит отверстия по всему сварному шву. Это не работает.
Это не работает.
Сварочный ток DCEP протекает с обратной полярностью. Вы получаете желаемое очищающее действие, поскольку ток течет от заготовки к электроду. Однако электрод будет перегреваться, что приведет к неравномерной дуге. Таким образом, несмотря на то, что очищающее действие хорошее, электрод станет настолько горячим, что ваш присадочный стержень сформирует шарик на конце и не сможет соединиться с основным металлом.
При переменном токе вы получаете смесь EP и EN. Хорошее тепловложение и хорошее очищающее действие делают сварку алюминия жизнеспособной.
Теплопроводность
Алюминий также имеет большую теплопроводность, чем сталь. Тепло, образующееся при сварке алюминия, рассеивается быстрее, чем при сварке сплава на основе железа. Это увеличивает вероятность холодного пуска, при котором проплавление сварного шва слишком мелкое.
Вероятность образования кратеров
Повышенная теплопроводность также может повысить вероятность образования больших кратеров или вогнутых провалов в сварном шве. Это происходит потому, что к тому времени, когда вы достигаете конца сварного шва, тепла больше, чем было в начале, так как тепло рассеивается по всему металлу. Кратеры должны быть заполнены.
Это происходит потому, что к тому времени, когда вы достигаете конца сварного шва, тепла больше, чем было в начале, так как тепло рассеивается по всему металлу. Кратеры должны быть заполнены.
Другие факторы, влияющие на сварной шов
- Длина дуги. Длина дуги влияет на глубину провара и форму поверхности сварного шва. Многое зависит от количества используемых ампер
- Угол горелки
- Тип газового стакана
- Защитный газ — как поток, так и тип
- Электрод — Тип и диаметр
- Толщина алюминия
- Кто занимается сваркой? Не следует упускать из виду комфорт, знания и навыки сварщика.
Распространенные типы сварных швов
- Наружное угловое соединение / краевое соединение — Внешние края двух пластин состыкованы под углом 90 градусов параллельно друг другу. Считается одним из самых легких суставов. Рекомендуется удерживать более длинную дугу по сравнению с другими соединениями и использовать во время сварки поддон или поддон.
- Внутреннее угловое соединение — Края двух пластин соприкасаются друг с другом под углом 90 градусов. Обычно он обеспечивает канавку для заполнения, обеспечивающую хорошее проникновение. Рекомендуется поддерживать тугую дугу во время сварки.
- Стыковое соединение — Две детали, соединенные друг с другом встык. Сваривать можно только верхнюю и нижнюю поверхности. Без хорошего провара этот сварной шов не обладает прочностью многопроходного углового шва или соединения со скосом.
- Соединение внахлестку — Чаще всего используется для соединения двух деталей разной толщины. Детали укладываются внахлест одна на другую. Он считается угловым, и сварной шов может выполняться с одной или обеих сторон.
- Тройник — Тройниковые сварные соединения образуются, когда две детали пересекаются под углом 90°. Это приводит к тому, что края соединяются в центре пластины или компонента в виде буквы «Т». Тройниковые соединения считаются разновидностью углового сварного шва и также могут образовываться, когда труба приваривается к опорной плите. Рекомендуется, чтобы дуга была небольшой и плотной, форма с минимальным углом факела.
- Ремонт литого алюминия — Литые детали подвержены большему окислению, поэтому рекомендуется проводить очистку дольше, чем обычно.

 Тройниковые соединения считаются разновидностью углового сварного шва и также могут образовываться, когда труба приваривается к опорной плите. Рекомендуется, чтобы дуга была небольшой и плотной, форма с минимальным углом факела.
Тройниковые соединения считаются разновидностью углового сварного шва и также могут образовываться, когда труба приваривается к опорной плите. Рекомендуется, чтобы дуга была небольшой и плотной, форма с минимальным углом факела.Признаки хорошего сварного шва
- Сварной шов ровный и однородный. Это похоже на стопку десятицентовиков.
- Пористости и растрескивания нет. Вы можете проверить это, отполировав сварной шов для лучшей видимости.
- Глубина проплавления соответствует толщине металла. Поперечное сечение сварного шва можно разрезать, чтобы определить, соответствует ли глубина проплавления толщине металла и будет ли он прочным.
- Сварной шов не гнется. Это означает, что по всему сварному шву применялось соответствующее тепло.
- Сварной шов совмещен с шаблоном. Это указывает на то, что детали плотно прилегают друг к другу без каких-либо зазоров.
 Это указывает на то, что детали плотно прилегают друг к другу без каких-либо зазоров.
Это указывает на то, что детали плотно прилегают друг к другу без каких-либо зазоров.Распространенные ошибки новичков
- Отсутствие очистки алюминия перед сваркой. Даже если он выглядит чистым или имеет защитный блеск, вы должны его почистить. Обязательно очистите как пластину/лист из основного металла, так и наполнительный стержень.
- Слишком длинная дуга. Большая длина дуги заставляет стержень плавиться до того, как он попадет в блестящую алюминиевую ванну. Если вы не можете контролировать дугу, вы рискуете пористостью, не попаданием в корень соединения и общим отсутствием сплавления.
- Слишком много тепла в сварном шве . Это размягчит сварной шов и сделает его гибким.
- Если вы не знаете, какой это класс, не используйте его. Опять же, не весь алюминий одинаково хорошо сваривается. Металлолом нельзя использовать ни для чего критического.
Мы надеемся, что это поможет вам принять во внимание основные этапы и соображения при сварке алюминия.