Плазменная резка и сварка металла
Плазменная резка и сварка — это просто процесс резания электропроводящих материалов (алюминия, стали, меди и т. Д.) с помощью ускоренной струи горячей плазмы. Широко используется во многих отраслях промышленности. Убедитесь сами, что делает плазменную резку и сварку одной из самых интересных технологий.
Плазменная резка и сварка может выполняться механическим способом или вручную. Механизированные процессы резки в основном касаются резки с использованием фрез с ЧПУ или промышленных роботов. Источником тепла, который плавит металл, является плазменная дуга, светящаяся между электродом и заготовкой.
Плазменная резка и сварка были популярной техникой в 1960-х годах. Технология была представлена как идеальный метод резки в 1980-х годах. Почему она стала такой популярной? Причина в том, что плазменная резка не создает металлической стружки и очень точна при резке. Первые машины плазменной резки и сварки были очень большими и были предназначены в основном для массового производства из-за повторяющихся схем резки.
Безопасность плазменной резки и сварки
Во время резки плазмой все участники должны сосредоточиться на своей защите. У специалистов должна быть надлежащая защита глаз и лица. Плазма очень горячая и может повредить глаза и кожу в считанные секунды. Кроме того, нужно иметь правильную одежду: кожаные перчатки, фартук и жакет защитят наше тело от искр или мусора.
Конфигурации резки с ЧПУ
Можно легко сказать, что существует три основных конфигурации плазменной резки и сварки с ЧПУ. Каждый из них зависит от формы материала, который будет обрабатываться. Также очень важным фактором в плазменной резке и сварке является гибкость режущей головки. В любом случае, давайте подробнее рассмотрим конфигурации:
- 2-х мерная / 2-осевая плазменная резка и сварка
- 3-х мерная / 3+ осевая плазменная резка и сварка
- Трубная / секционная плазменная резка и сварка
Сколько стоит плазменная резка и сварка
В то время как в 1980-х данная технология была дорогой, сейчас мы можем найти эти машины практически везде. Они широко используются как в производственных компаниях, так и в частных мастерских. Это стало настолько распространенным явлением, что даже любитель может купить его и начать работать с металлом.
Они широко используются как в производственных компаниях, так и в частных мастерских. Это стало настолько распространенным явлением, что даже любитель может купить его и начать работать с металлом.
Оборудование плазменной резки и сварки с ЧПУ
ЧПУ означает компьютерное числовое управление. Это система числового управления, оснащенная микрокомпьютером, который можно свободно программировать. Этот термин обычно используется для обработки материалов с помощью устройств с компьютерным управлением, таких как фрезерные и токарные станки.
Обработка с ЧПУ позволяет быстро, точно и с высокой повторяемостью выполнять сложные формы.
Оборудование плазменной резки Promotech
Станки плазменной резки и сварки — Promotech MCM — это портативные станки с ЧПУ для резки и сварки. Они могут работать на круглых, конических или плоских поверхностях, а также на многослойных деталях. Эти машины разработаны и изготовлены компанией Promotech и выполнены из высококачественных европейских деталей.
Плазменную резку выполняют следующие станки компании Promotech:
Инверторный аппарат плазменной резки и сварки: как выбрать
В настоящее время альтернативой обычному электросварочному аппарату стал инвертор плазменной сварки и резки.
Ранее это устройство активно использовалось только в промышленности, однако с каждым днем оно все более часто находит свое применение и в бытовой сфере.
Этот факт и обусловил актуальность данной статьи, в которой будут рассмотрены инверторные сварочные аппараты как тип, охарактеризованы их основные виды, а также проанализированы преимущества и недостатки этого многофункционального устройства.
Содержание
Инверторный плазменный сварочный аппарат – что это такое
Сварочный аппарат плазменного типа – устройство, имеющее сравнительно небольшой размер и потребляющее минимальное количество электроэнергии. При помощи плазменного инвертора осуществляется соединение и резка черных и цветных металлов.
Принцип его работы заключается в том, что при помощи электрических разрядов специальная смесь (аргон, азот, воздух или водород) превращается в плазму, максимальная температура которой колеблется в промежутке от 6 до 7 тысяч градусов (оценки температуры у разных производителей расходятся, да и не особо это важно для конечного потребителя в большинстве случаев).
Это приспособление состоит из плазмотрона (резака) и источника питания (в данном контексте, мы говорим об инверторе). Плазмотрон инвертора, в зависимости от функционального назначения установки, может быть прямого и косвенного действия. Сварочный аппарат с плазмотроном прямого действия используется при необходимости генерации дуги, а механизм косвенного действия активно применяют в случаях, когда требуется генерация струи плазмы.
После окончания работы плазмотрон нуждается в охлаждении, поскольку образуемая им плазма достигает очень высоких температур. В зависимости от способа охлаждения плазмотрона сварочные аппараты подразделяются на охлаждаемые при помощи воздуха и воды. Первый вид наиболее выгоден с финансовой точки зрения, а второй – максимально эффективен, но сложен в использовании.
Первый вид наиболее выгоден с финансовой точки зрения, а второй – максимально эффективен, но сложен в использовании.
К сведению! Инвертор плазменной резки можно противопоставить с плазменным выпрямителем, друг от друга эти устройства имеют ряд отличий.
Аппарат для сварки превращает переменный электрический ток в постоянный, а затем снова возвращает его в прежнее состояние, в то время как выпрямитель работает лишь с переменным током
Инвертор потребляет в два раза меньше электроэнергии
Выпрямитель имеет силовой трансформатор, которого в сварочном аппарате нет
Размер и вес инвертора гораздо ниже
Инвертор плазменной резки: плюсы и минусы
Как и любой другой сварочный аппарат, плазменный инвертор имеет свои достоинства и недостатки, в сравнении с устройствами для газовой, электродуговой, электрошлаковой, лазерной и другими видами сварки.
Имеет высокую эффективность нагрева металла, в отличие от газовой сварки, в процессе которой этого добиться практически невозможно
Может сваривать максимально толстые детали (это свойство, кроме плазменного, обеспечивает только аппарат для электрошлаковой сварки, в то время как все остальные устройства имеют ограничения в объеме деталей, с которыми работают)
Способен работать со всеми видами металлов и даже с неметаллическими веществами, чего не может гарантировать больше ни один сварочный аппарат
Обладает небольшим размером, надежен и максимально прост в использовании
Отличается высокой стоимостью, в отличие от устройства для газовой сварки, приобретение которого не ударит по кошельку среднестатистическому пользователю
Характеризуется инфракрасным и ультрафиолетовым излучением, а также насыщением воздуха вредными ионами, в противовес абсолютно безопасной лазерной сварке
В процессе работы выделяет вредные пары металлов, в противоположность агрегату для холодной сварки
Где применяются
Плазменный сварочный аппарат многофункционален, в силу чего нашел свое применение во многих сферах деятельности. Его используют:
Его используют:
- В процессе термической обработки стали и других металлов.
- При соединении (сварке и пайке) или резке черных и цветных металлов.
- В процедуре воронения стали.
- Для резки плитки, стекла, бетона и прочих материалов.
Видео — как работает плазменный резак
Вот, к примеру резка керамической плитки Мультиплазом 3500:
Популярные производители и модели
Наиболее популярными производителями инверторных сварочных механизмов плазменного типа являются компании Горыныч, Плазариум и Мультиплаз. Какой лучше, судить конечным пользователям, вы можете перейти по ссылкам в тексте ниже, чтобы ознакомиться с отзывами по конкретным моделям.
Основной особенностью модели компании-производителя Горыныч является тот факт, что в качестве смеси, используемой для образования плазмы, в ней применяется вода в чистом виде или в смешении со спиртом.
Это свойство становится препятствием для образования коррозии. Работать такой аппарат может как от сети, так и от генератора.
Принцип работы устройства фирмы Мультиплаз схож с предыдущим. Еще одним достоинством этого инвертора является компактный размер, ведь вес его «младших моделей» (подробности см. по ссылке) не превышает шести килограмм. Кроме того, такой сварочный аппарат, в отличие от своих аналогов, в процессе работы практически не выделяет вредных веществ.
Компания Плазариум не разрабатывает таких мощных устройств, как ее конкуренты. Соответственно, цены на ее продукцию гораздо ниже. Однако характерным нововведением моделей этой фирмы является наличие на аппаратах специальных датчиков, помогающих регулировать температуру сварки, чтобы избежать поломки вследствие перегрева.
Что нужно знать о плазменной резке и сварке в современную эпоху
Блог Ассоциации строительного маркетинга > Строительство > Что нужно знать о плазменной резке и сварке в современную эпоху
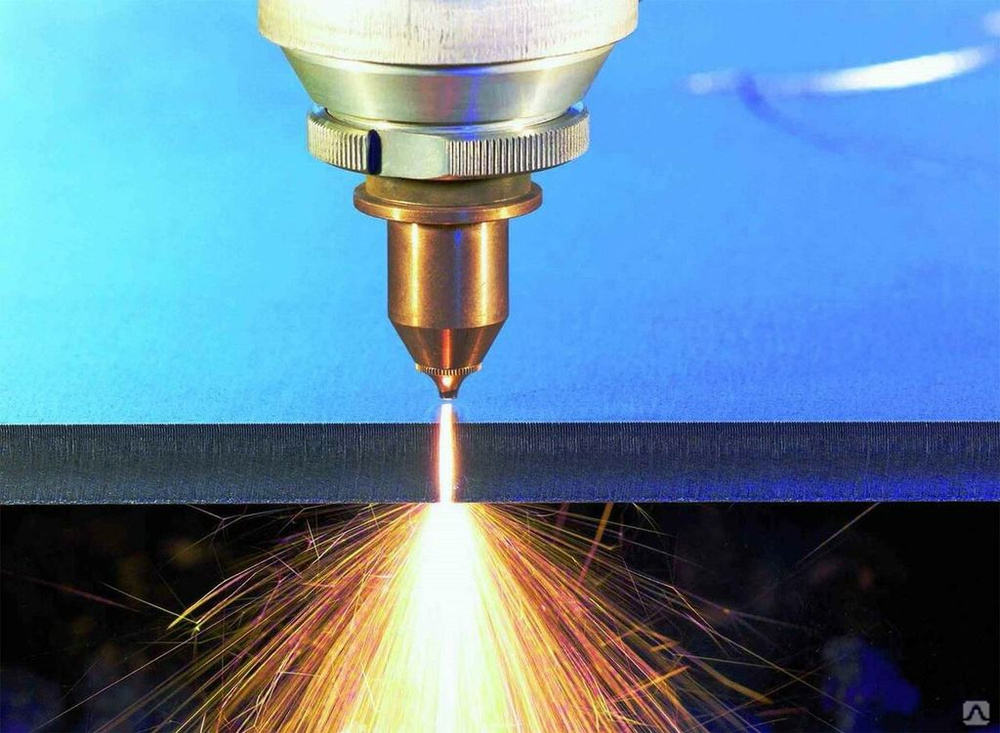
Процесс сварки значительно улучшился за последние несколько десятилетий. Сегодня процедуры сварки и плазменной резки выполняются быстрее и точнее благодаря изобретению высокотехнологичного оборудования. Плазменная резка обычно относится к резке алюминия, стали и других проводящих металлов с использованием потока горячей плазмы. Это производительный и точный инструмент для резки металлических листов и блоков.
Сегодня процедуры сварки и плазменной резки выполняются быстрее и точнее благодаря изобретению высокотехнологичного оборудования. Плазменная резка обычно относится к резке алюминия, стали и других проводящих металлов с использованием потока горячей плазмы. Это производительный и точный инструмент для резки металлических листов и блоков.
Если вы не хотите платить огромные деньги за плазменный резак, вы можете просто купить бюджетный плазменный резак, который предлагает эффективную резку металла.
Вот 4 вещи, которые вам нужно знать о плазменной резке и сварке в современную эпоху:
1. Это быстро и точно
Процессы плазменной резки и сварки достаточно быстрые и точные. Плазма — отличный проводник электричества, позволяющий разрезать металлические листы с минимальными усилиями. Кроме того, полученный срез получается чистым. Плазменная резка на самом деле произошла от плазменной сварки, уникального подтипа сварки, в котором используется электрически ионизированный газ (плазма) для сплавления двух металлов. Увеличивая разряд плазмы, вы можете превратить электронный сварочный аппарат в резак. Прежде чем генерировать плазму, необходимо сначала создать стартовую дугу. Они бывают двух типов: Пилотная дуга и Высокочастотный контакт .
Увеличивая разряд плазмы, вы можете превратить электронный сварочный аппарат в резак. Прежде чем генерировать плазму, необходимо сначала создать стартовую дугу. Они бывают двух типов: Пилотная дуга и Высокочастотный контакт .
2. Три основных процесса сварки
Сегодня сварка обычно настолько точна, что позволяет получать очень чистые сварные швы. Существует три основных типа сварки, включая сварку MIG, TIC и Stick. Эти процедуры сварки сильно различаются по типу используемых материалов и качеству сварного шва. Сварка металлов в среде инертного газа (MIG) является самым простым и наиболее предпочтительным типом, за которым следует сварка стержнем. Однако, если вы заинтересованы в более профессиональных сварных швах, таких как те, которые требуются в архитектуре и автомобилестроении, то сварка TIG должна быть вашей сильной стороной. Начинающие должны ознакомиться с этими тремя способами сварки, если они хотят развить свои навыки сварки.
3.
 Плазма и вода несовместимы
Плазма и вода несовместимыХотя плазма является наиболее эффективным способом резки металла, у нее есть один главный враг: вода. Однако поначалу источник влаги может быть неочевидным. Вода обычно задерживается в сжатом воздухе, находящемся в металле. Такая влага может препятствовать способности плазменной горелки генерировать дугу и поддерживать ее. Когда ваши обычные процессы плазменной резки приводят к чрезмерному разбрызгиванию и хлопкам, вода обычно удерживается в сжатых пространствах внутри металла. Вы можете использовать одноразовый воздушный фильтр, чтобы устранить любые следы влаги при использовании плазменной резки.
4. Техническое обслуживание ваших сварочных аппаратов и плазменных резаков имеет решающее значение
Помимо очистки вашего оборудования и рабочей зоны после каждой операции, важно поддерживать эти инструменты в идеальном состоянии. Проверьте газовые баллоны, оцените электрические соединения и замените изношенные детали. Регулярное техническое обслуживание продлевает срок службы вашего сварочного аппарата/плазменного резака, позволяя вам использовать такое оборудование в течение многих лет. Кроме того, проверка ваших электроинструментов помогает повысить их эффективность. Свариваемая поверхность всегда должна содержаться в чистоте, чтобы избежать возможных ошибок во время сварки.
Кроме того, проверка ваших электроинструментов помогает повысить их эффективность. Свариваемая поверхность всегда должна содержаться в чистоте, чтобы избежать возможных ошибок во время сварки.
Процедуры сварки и плазменной резки значительно улучшились, обеспечивая лучшие результаты в современную эпоху.
Связанное чтение: 2 типа сварочных шлемов, которые необходимо учитывать
В плазменной дуге многое происходит от ее образования на поверхности электрода до заготовки. Среди многих других факторов плазмообразующий газ и окружающий его защитный материал, будь то газ или жидкость, играют важную роль в качестве окончательного реза.
Высококачественный срез характеризуется малым углом скоса (в идеале от 0 до 1 градуса), отсутствием окалины на дне, закруглением верхней кромки, минимальной зоной термического влияния (ЗТВ) и гладкой поверхностью среза. На гладкость кромки реза может влиять стабильность столба плазменной дуги, отчасти из-за конструкции резака, а также точность стола для резки или робота.
Все варианты плазменной резки имеют оптимальное окно скорости резки, обеспечивающее резку без окалины. Если резак движется быстрее, угол скоса увеличивается, что в конечном итоге приводит к образованию высокоскоростной окалины, которая прилипает к нижней части разреза, и ее трудно стачивать. Если горелка движется слишком медленно, в процессе образуется низкоскоростная окалина, которая становится густой, пористой и ее легче удалить. Но медленный скорость также нагревает материал больше, чем необходимо, что приводит к увеличению ЗТВ и закруглению верхней кромки.
Любая грубая или химически загрязненная кромка реза может создать проблемы для сварщика. Чтобы обеспечить целостность сварного шва, ему, возможно, придется рассмотреть другие процедуры, такие как шлифовка; альтернативный присадочный металл; или изменение скорости движения. Обширная шлифовка может привести к получению поверхности, готовой к дуговой сварке металлическим электродом с коротким замыканием, но без такой шлифовки режим переноса может быть проблематичным, поскольку он позволяет
жидкость сварочной ванны быстро замерзает и, возможно, улавливает загрязняющие вещества, такие как азот.
Выбор наилучшего газа для резки
В 1970-х годах плазменная резка листов из углеродистой стали с комбинацией азота и воды была предпочтительнее кислородной плазменной резки из-за ее надежности и универсальности. По сути, закачка азота и воды может резать любой металл. Загрязненная азотом поверхность разреза, вредная для последующей сварки, просто считалась компромиссом в пользу повышенной скорости плазменного процесса и наилучшего жизнеспособного решение в то время.
Тем не менее, время, затрачиваемое на обширную подготовку к сварке, легко может свести на нет любые выгоды, полученные от более быстрой плазменной резки. Иными словами, не имеет значения, насколько быстро плазменная резка, если полученная поверхность разреза не может быть эффективно сварена. Однако произошли значительные прорывы в кислородно-плазменной резке, настолько важные, что сегодня это предпочтительный процесс при работе с углеродом. стали.
стали.
Углеродистая сталь: почему лучше использовать кислород
При резке углеродистой стали азотной плазмой азот поглощается поверхностью реза основного металла; точно так же при резке кислородной плазмой остается кислород. Азот, однако, химически менее активен, чем кислород. Кислород легче вступает в реакцию с рядом элементов, таких как кремний, алюминий и марганец, которые можно подавать в зону сварки через легирующие элементы в наполнители, защитный газ или флюсы. Таким образом, азот с большей вероятностью останется в зоне сварки. Это может привести к островкам нитридов на границе зерен, а также к пористости в сварном шве, что делает необходимой дополнительную подготовку поверхностей реза механическими средствами, такими как шлифовка или механическая обработка.
Плазменная резка углеродистой стали цеховым воздухом может быть еще хуже для сварки. Согласно исследованиям, синергия возникает в сильно нагретой плазменной дуге между молекулами кислорода и азота в окружающем воздухе.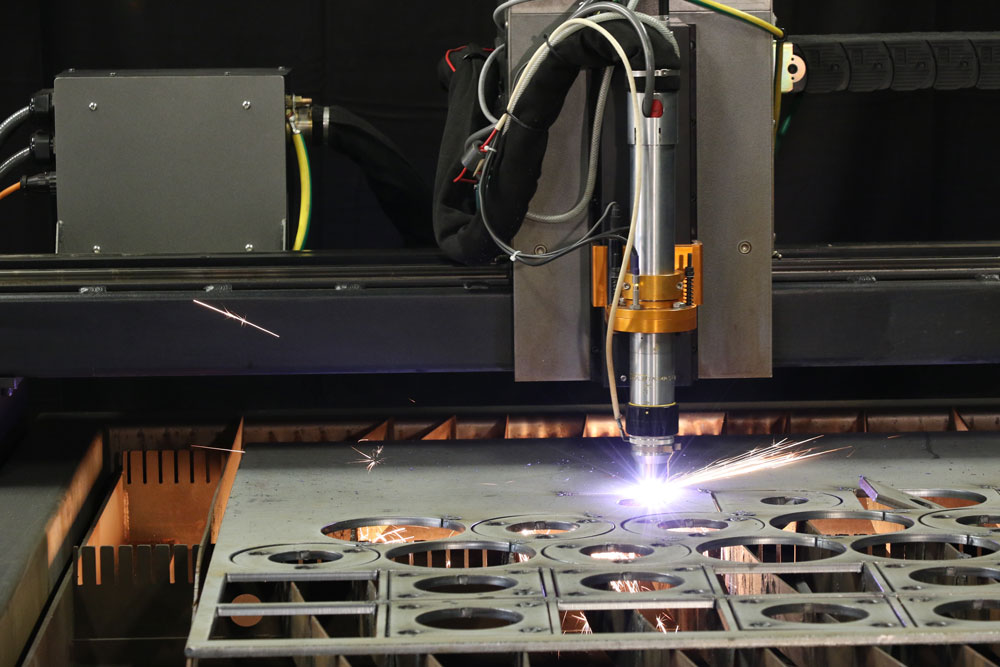
Кислородно-плазменная резка углеродистой стали обеспечивает лучшее качество резки: более высокая скорость, меньшие углы скоса (прямоугольность), меньшая шероховатость поверхности реза, большее окно без окалины, более тонкая ЗТВ и более благоприятная для сварки поверхность реза, которая может снизить количество дефектов, наносящих ущерб конструкции.
В дополнение к резкому снижению содержания нитридов на поверхности реза кислород также уменьшает образование окалины, которая прилипает к материалу во время резки.
Когда работает азот: нержавеющая сталь и алюминий
Это не означает, что азотная плазма никогда не работает. Металлы, не содержащие железа, такие как алюминий, или нереакционноспособные сплавы железа, такие как нержавеющая сталь, не получают преимуществ от кислородно-плазменной резки. Для алюминия газообразный кислород может привести к образованию тяжелых оксидов в разрезе.
При отсутствии реакции железо-кислород плазменная резка этих металлов основана исключительно на передаче тепла от плазменной дуги к изделию. С этими материалами хорошо себя зарекомендовал аргонно-водородный плазмообразующий газ, поскольку он обладает высокой теплопроводностью.
Поскольку теплопроводность аргонно-водородной дуги выше, дуга теряет больше тепла, что заставляет плазменную дугу сжиматься, повышая температуру ядра для противодействия потерям энергии. Конечно, для поддержания такой дуги требуется более высокая мощность.
Но аргон-водород не единственная альтернатива для резки алюминия и нержавеющей стали. При правильной конструкции горелки впрыск азота и воды, менее дорогой, чем другие газы, может хорошо работать при плазменной резке алюминия и нержавеющей стали для последующей сварки.
В процессе используется электрод, окруженный азотом, который нагревается электрической дугой для образования плазмы. Образовавшаяся плазменная дуга выходит из сопла, и на него падает радиальный водяной экран. На границе раздела плазмы и воды образуется паровая завеса, которая экранирует плазму от атмосферы и охлаждает периметр плазмы. Это уменьшает диаметр плазменного факела и концентрирует энергию в направлении
внутреннее ядро плазмы, используя тот же механизм, который был объяснен ранее для h45. Горячее внутреннее ядро эффективно сжижает и выбрасывает расплавленный металл через срезанное дно (см. 9).0009 Рисунок 1 ).
На границе раздела плазмы и воды образуется паровая завеса, которая экранирует плазму от атмосферы и охлаждает периметр плазмы. Это уменьшает диаметр плазменного факела и концентрирует энергию в направлении
внутреннее ядро плазмы, используя тот же механизм, который был объяснен ранее для h45. Горячее внутреннее ядро эффективно сжижает и выбрасывает расплавленный металл через срезанное дно (см. 9).0009 Рисунок 1 ).
Недавнее исследование протестировало 1/4-дюйм. нержавеющая сталь 304 и алюминий 5052-х3. 2 Исследование включало плазменную резку каждого из этих металлов с помощью комбинации азот-вода (N 2 /H 2 O), а затем их автогенную (без использования присадочного металла) сварку вольфрамово-дуговым процессом (см. Рисунок 2 и Рисунок 3 ). Были проведены механические и металлургические испытания.
сварных соединений, в том числе на растяжение и изгиб. После резки содержание азота на обработанных поверхностях измеряли с помощью сканирующего шнекового микроанализа (SAM). В гранях среза включений азота практически не обнаружено.
В гранях среза включений азота практически не обнаружено.
Два фактора в азотно-водной плазменной резке могут способствовать получению таких гладких резов. Во-первых, процесс очень быстрый; во-вторых, край плазмы относительно холодный по сравнению с обычными плазменными струями из-за воды, которая обладает эффектом гашения, что приводит к очень узкой ЗТВ в основном металле.
Более высокая плотность, лучшая резка
Целью плазменной резки, как и лазерной, является достижение максимально возможной плотности энергии для эффективного проникновения в лист. Общие для всех плазменных процессов сужение и стабилизация достигаются малым диаметром сопла в сочетании с вихревым движением плазмообразующего газа. В зависимости от варианта процесса дальнейшее сжатие может быть достигнуто с использованием воды в качестве экранирующий материал.
Для сужения и стабилизации дуги можно использовать другие механизмы, например, материалы с высокой теплопроводностью для сопла для отвода тепла, излучаемого суженной дугой, или даже сильные магнитные поля.