особенности, техника и этапы, необходимое оборудование
Время на чтение: 3 мин
158
Не стоит впадать в уныние, когда в доме стал необходим ремонт трубопровода. Дорогостоящий вызов мастеров не обязателен.
Полипропиленовые трубы можно сварить самостоятельно. Для этого нужно придерживаться строгих правил. Следовать рабочим инструкциям и помнить особенности материала.
Содержание статьиПоказать
Введение в тему
Полипропилен дешевле металлических деталей и систем, но прослужит достаточно долго. По этому параметру он не так уж отстает от деталей, выполненных из металла.
Есть компании, которые обещают, что их изделия обладают крепостью и качеством для работы сроком свыше 10-20 лет.
Системы из полипропилена устойчивы к коррозийным изменениям, весят достаточно мало и легко монтируются без применения дополнительных механизмов.
Сборку можно провести в одиночку, однако наличие помощника сократит время монтажа. Это может сделать даже несведущий в таких работах человек. Достаточно выполнить все правила и следовать инструкциям.
Это может сделать даже несведущий в таких работах человек. Достаточно выполнить все правила и следовать инструкциям.
Термин «полимерная труба» подразумевает под собой те их виды, которые созданы на основе полимерных соединений – пластик, пластмасса, ПП, и прочие типы.
Они различаются по набору химических элементов в составе, технологиям процесса производства, но сварочная методика работы с ними едина.
Далее представлена информация по правилам работы со сварочными инструментами и принципы их использования. А также характерные особенности процесса полимерной сварки и спецоборудования для ее проведения.
Инструменты для сваривания полипропиленовых соединений
Для начала понадобятся трубы из подходящего вида полимерного соединения. Разметка на них выполняется маркером, подходящим для работы с подобными поверхностями.
Разметка на них выполняется маркером, подходящим для работы с подобными поверхностями.
Для разделения полипропиленовой трубы на части берутся специальные ножницы, предназначенные для резки пластиковых деталей. Сваривание проводится с помощью спецпаяльника, предназначенного для спайки пластиковых веществ.
Перед сваркой необходимо обработать детали обезжиривающей жидкостью.
Однако не следует использовать вещества на основе ацетона, поскольку он приводит к размягчению материала трубы.
В случае использования муфтового типа соединений в рабочий комплект включаются фитинги. Также потребуется строительный уровень.
Трубы, располагающиеся на расстоянии до пятидесяти сантиметров от котла, всегда остаются металлическими. Пластик присоединяется дальше, при помощи переходников.
Стадии работы
Этапы сварки полипропиленовых труб
Перед началом сварки полипропиленовых труб стоит провести пару тренировочных заходов.
- При помощи рабочих ножниц от трубы нужного диаметра отделяется пара кусков.
 Края срезов зачищаются, поверхность обрабатывается обезжиривающей жидкостью. При муфтовом соединении маркером производится разметка мест под фитинги.
Края срезов зачищаются, поверхность обрабатывается обезжиривающей жидкостью. При муфтовом соединении маркером производится разметка мест под фитинги. - Спецпаяльник крепится к столу. Работать с ним нужно строго по приложенной к нему инструкции. Подходящие насадки, закрепляются на сварочном инструменте. Настраивается рабочая температура. Средний уровень в градусах – 260-270.
- Когда лампы нагрева погаснут, трубы и фитинги помещаются на насадки. В таком положении их необходимо продержать указанный в правилах срок. При более длительном сроке нагрева паяльника, стоит увеличить и срок спайки.
- Время прогрева прибавляется и при работе в прохладной среде, где меньше +20 °С. От уровня нагрева напрямую зависит качество сварки. Недостаточный уровень даст слабое соединение, повышенный размягчит деталь.
- Когда пластик достаточно прогреется, детали быстро снимаются и прижимаются друг к другу. Давление должно быть не сильным, проворачивать детали не стоит, если вы не мастер полипропиленовой сварки.
- Для закрепления шва достаточно нескольких секунд. После этого изделие откладывается для остывания. Трогать его в это время не стоит, чтобы не повредить нестабильный еще стык.
 Края срезов зачищаются, поверхность обрабатывается обезжиривающей жидкостью. При муфтовом соединении маркером производится разметка мест под фитинги.
Края срезов зачищаются, поверхность обрабатывается обезжиривающей жидкостью. При муфтовом соединении маркером производится разметка мест под фитинги.
Таблица соотношения показателей полипропиленовых деталей и сроков сварки:
Советы по самостоятельной спайке
При работе с полипропиленовыми деталями бракованный шов исправить невозможно. Для того чтобы получить качественное соединение, потребуется изъять испорченный участок трубы и перепаять все наново.
Включение в работу уже использованных фитингов запрещено. Фитинги – одноразовый элемент. При перепайке берутся новые.
Существует два типа сварки полипропиленовых труб: стык и муфта. В первом случае спайка происходит оплавлением краев пластиковых деталей.
Соединение происходит путем диффузии расплавленного материала. Во втором случае для соединения требуются спецпереходники (фитинги).
Для разовой работы сварочный инструмент можно арендовать либо взять на время у кого-то из друзей. Брать паяльник себе нужно в случае частого применения.
Брать паяльник себе нужно в случае частого применения.
Здесь нужно помнить, что для личного применения не обязательна версия сварки с терморегулятором, достаточно показателя температур.
Выполняя муфтовый способ сварки, сначала надевается фитинг, после него – деталь. Отсчет срока нагрева начинается после закрепления всех деталей на нагревателе.
Только что сваренное соединение должно охладиться само. Охлаждать его при помощи дополнительных воздействий, таких как помещение в холодную воду, запрещено.
При верной сварке полипропиленовых труб на муфте образуется «наплыв» пластика. Качество шва можно проверить. Для этого сваренная часть разрезается в точке соединения. В месте обработки не должно быть пустот, разрывов, неровностей.
Итог
Самостоятельная сварка труб из полипропилена реальна, при следовании рабочей инструкции. Достоинство обработки изделий из полипропиленовых соединений – маленькая цена, позволяющая наработать опыт без больших трат.
Поэтому можно приобрести несколько экземпляров для тренировочной сварки. Работа с пластиковыми деталями не требует дополнительных защитных элементов или подготовки рабочей зоны.
Она требует только чистоты, порядка и спокойной рабочей обстановки.
инструкция и видео по установке трубопровода
Время металлических водопроводных труб уже давно прошло. Такой материал, как полипропилен, а также технология пайки труб из полипропилена находятся сегодня во главе угла в обустройстве систем отопления и водопровода в квартире или частном доме.
- Работа с полипропиленовыми трубами
- Паяльник для полипропиленовых труб
- Особенности сварки
- Работы по сварке полипропиленовых труб
- Подводя итог
На рубеже веков жители старых многоэтажных домов начали менять металлический трубопровод на пластиковый, который в то время еще был далеко идеальным и сегодня нуждается в очередной замене. Статистика показывает, что сейчас более 80% трубопроводов устанавливают из полипропилена.
По цене полипропиленовые изделия намного дешевле металлических, причем время эксплуатации этих труб гораздо дольше, а требуемые усилия и работа по их монтажу – намного меньше. Кроме этого, вес полипропилена меньше, чем у других полимеров, в том числе и полиэтилена.
Естественно, этот факт влияет на снижение затрат по доставке материала, при этом компактности полипропиленовых труб можно добиться, уложив трубы меньшего сечения в изделия с большим диаметром.
Планируя поменять стояк или проложить водопровод из полипропиленовых труб в своем доме, не нужно торопиться с вызовом специалиста – всю работу можно проделать своими руками, конечно же, при наличии свободного времени и желания.
Работа с полипропиленовыми трубами
Сегодня разработана технология укладки полипропиленовых труб, включающая в себя монтаж изделий разного диаметров, а также все дополнительные элементы соединений, включения, обводы, запорную и крепежную арматуру.
Система комплектации создана таким образом, что дает возможность сконструировать схему водопровода любой сложности и конфигурации. Единственный недостаток полипропиленовых трубопроводов, да и тот, по большому счету, относительный – невозможность распайки при сварном способе крепления.
Потому технология крепления полипропиленовых труб нуждается в предельной аккуратности, чтобы избежать ошибок во время их сварки.
Самостоятельно освоить сварочный способ пайки может любой домашний мастер, просмотрев видео и ознакомившись с инструкцией, но новичка в этом деле поджидает множество возможных оплошностей, которые связаны, как правило, со спешкой или невнимательностью. Перед пайкой элементов трубопровода нужно несколько раз убедиться в точности их размеров и расчетов.
Теперь что касается сварки – способа крепления труб из полипропилена с конструктивными элементами и фитингами. Инструмент, при помощи которого производят сварку, в народе имеет название паяльник. И хоть с технической точки зрения это название некорректно, этот понятный и простой термин прижился и начал использоваться даже в кругу специалистов.
И хоть с технической точки зрения это название некорректно, этот понятный и простой термин прижился и начал использоваться даже в кругу специалистов.
Процесс пайки выглядит таким образом:
- сварочным устройством (паяльником) одновременно разогревают обе свариваемые части;
- соединяют их друг с другом;
- после относительно непродолжительного времени охлаждения извлекают из паяльника уже готовый крепеж.
Это сварочное соединение имеет такую прочность и герметичность, что может выдержать почти любое давление в системе.
Паяльник для полипропиленовых труб
В комплекте для пайки труб из полипропилена находится собственный сварочный аппарат, который по своей конструкции довольно прост.
Паяльник состоит из ручки, нагревательной плиты и терморегулятора. В нагревательной плите находятся два отверстия, которые позволяют соединять в ней сварные части.
Так как при пайке, как правило, используют непосредственно трубу и какой-то конструктивный элемент (фитинг), куда вставляется труба, то и пара элементов сварки (насадок) устройства также внешне различается.
Самыми популярными трубами, которые используются в домашних системах водопровода и отопления, являются изделия с наружным диаметром 32 и 20 миллиметра. Маркировка сечения находится на всех изделиях из полипропилена.
В стандартную комплектацию для пайки входит обычно 4 пары сварочных элементов, они дают возможность выполнять почти любые задачи – от 20 до 40 миллиметров в диаметре.
Элементы обработаны тефлоновым напылением, что делает изготовление этого устройства своими руками невозможным. И даже если получится сделать все элементы на токарном станке, что не составляет большого труда, во время нагревания без тефлонового напыления пластик начнет прилипать к металлу.
Особенности сварки
Одним из главных требований во время пайки полипропиленовых труб, которое очень часто не выполняется, является обезжиривание стенок свариваемых участков. Естественно, пайку можно делать и без этого, но качество сварки будет гораздо ниже.
- Перед тем как начать пайку, торец трубы и поверхность внутри элемента фитинга необходимо протереть спиртом. Причем это еще поспособствует удалению частиц пыли и мелкого абразива с поверхности, которые отрицательно влияют на целостность тефлонового напыления насадок сварочного устройства.
Перед самим креплением, поверхности насадок тоже нуждаются в осмотре и очистки спиртом для предотвращения прилипания горячего пластика, при дальнейшем механическом удалении которого тефлон можно повредить.
- Разметка глубины вставки труб из полипропилена является также немаловажным моментом, который нужно учитывать при пайке.
Фитинги разного диаметра подразумевают различную глубину крепления сварки. Это обозначает, что перед пайкой нужно промерить глубину при помощи линейки или штангенциркуля.
Таким образом, не будет сделана ошибка с вводом трубы в отверстие сварочного элемента глубже необходимого. В противном случае может быть сужен диаметр проходного отверстия или же полностью запайка трубы.
Важно! Если вы решили научиться, как правильно нужно паять трубы из полипропилена – видео в Интернете, или инструкция, которая прилагается в комплекте к сварочному устройству, могут вам помочь.
- Обычно выполнение разметки является довольно трудоемким процессом. Глубину посадки всех частей специалисты определяют на глаз, но этот опыт возможен только в результате долгой практики и не для любого мастера.
Чтобы облегчить задачу зачастую изготавливают специальный прибор, который дает возможность не только сделать проще процесс замеров, но также и экономит время. Это приспособление для трубы 20 миллиметров в диаметре изготавливают из куска трубы 32 миллиметра в диаметре.
При глубине установки 20 мм трубы в 15 миллиметров, нужно обрезать от 32 мм трубы кольцо 15 миллиметров в ширину. Его можно использовать для четкой отметки линии, которая обозначает глубину посадки, что довольно удобно при необходимости пайки большого количества элементов друг с другом.
Кольцо разметки можно модернизировать приклейкой картонного или пластмассового дна, это сведет сложность работ по разметке до минимума. Эти кольца можно изготовить для полипропиленовых труб любых диаметров, исключение составляет только наибольший диаметр.
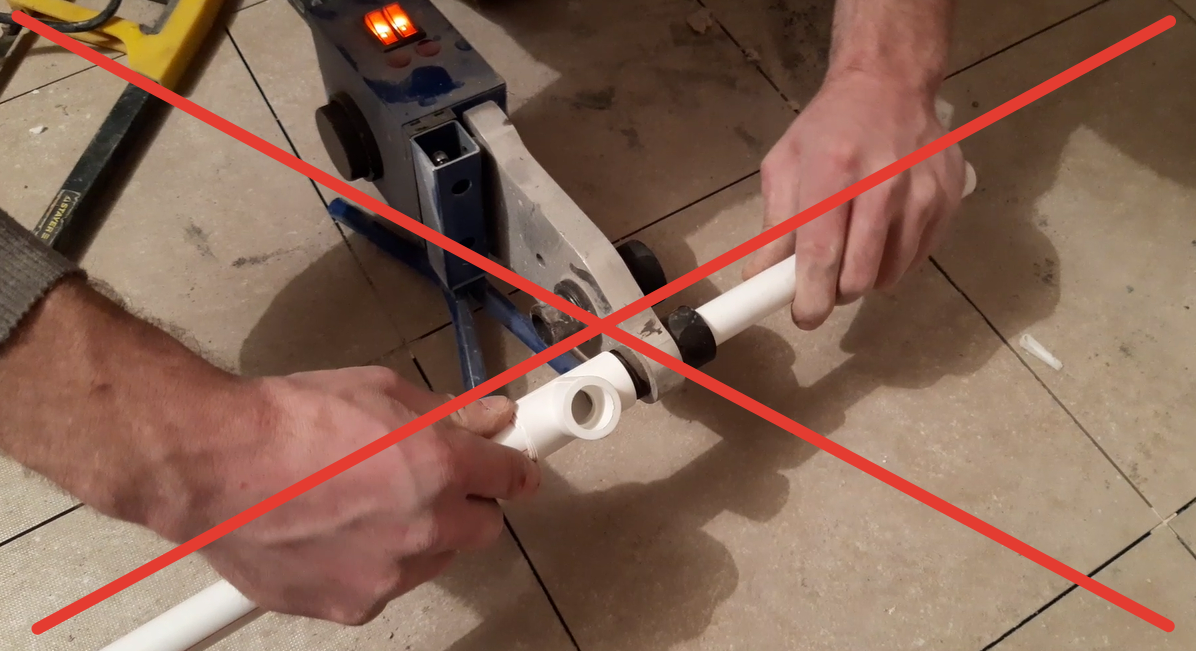
Как правило, самостоятельная сварка происходит одним человеком на полу или на столе. Но иногда при монтаже водопровода появляется необходимость пайки труб на месте, где они устанавливаются. В этом случае без еще пары рук ни как не обойтись. Причем помощник обязан быть ознакомлен с тем, как нужно сваривать пластиковые изделия.
Во время пайки ни в коем разе не нужно медлить. Надо четко соблюдать время прогрева соединяемых частей, которое описано в соответствующей таблице для всех диаметров, тем более, если сварка происходит на месте установки, и не будет возможности проверки качества.
Самой распространенной ошибкой является перегрев элементов, в результате этого происходит сужение диаметра трубопровода.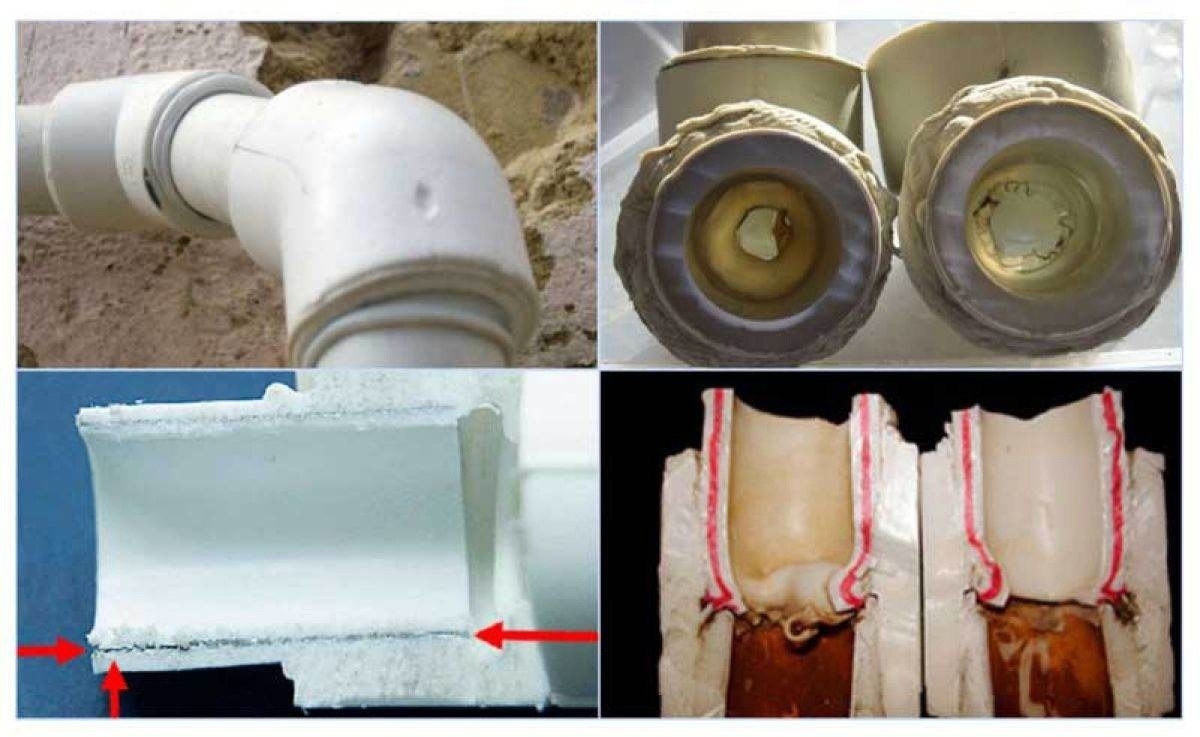
Важно! При пайке на месте установки, одному человеку нужно удерживать сварочный аппарат, а второму соединять фитинг и трубу сначала с горячими насадками сварочного устройства, а затем друг с другом. Самому не всегда получается снять одновременно со сварочного аппарата и фитинг, и трубу. Что-то одно иногда остается, и в этом случае помощнику нужно быстро помочь с извлечением.
Работы по сварке полипропиленовых труб
Включают паяльник. Индикатор клавиши включения должен загореться. Прогрев паяльника проходит в течение 15-35 минут, это зависит от температуры окружающей среды. Рабочая температура устройства 260 гр. Если сварочное устройство эксплуатируется в первый раз, после прогрева ему нужно дать постоять около 5 минут, и лишь затем начинают сварочные работы.
Фитинг и труба одновременно устанавливаются в нагревательную насадку в одной плоскости. Прогрев делается в соответствии с таблицей и с учетом диаметра свариваемых частей.
По завершении времени прогрева, трубу и фитинг достают из сварочного устройства и сразу же соединяют, держа их неподвижно на протяжении определенного времени.
Остывшее крепление говорит о том, что сварка завершена, и эти части можно использовать как одно целое.
Подводя итог
Как видно, помимо организационных проблем во время проектировке, сварка полипропиленовых труб не составит большой сложности для любого домашнего. В ваших силах влиять и на температуру, и на время пайки труб, поэтому нужна только аккуратность и внимательность.
как правильно сварить полипропиленовые трубы
Хотите отремонтировать или заменить коммуникации из полимерных труб? Согласитесь, неплохо сэкономить на вызове мастера, собрав новый трубопровод самостоятельно. Но вы не знаете, как можно соединить между собой отдельные элементы системы и что для этого нужно.
В нашей статье подробно описана технология сварки полипропиленовых труб – соединить их своими руками сможет любой начинающий сантехник. Мы расскажем, на что обратить внимание, как состыковать пластиковые элементы паяльником. Позвольте мне показать вам, в каких случаях используются другие методы.
Мы расскажем, на что обратить внимание, как состыковать пластиковые элементы паяльником. Позвольте мне показать вам, в каких случаях используются другие методы.
В помощь начинающему мастеру мы подобрали подробные видеоролики, демонстрирующие пошаговый процесс сварки полипропилена, и фотоиллюстрации.
Содержание статьи:
- Трубы и монтажные принадлежности
- Способы соединения полимерных труб
- Соединительный инструмент
- Основные этапы технологии пайки
- Этап №1 – расчет материала и комплектующих
- Этап №2 – пайка элементов трубопровода
- Краткая фотоинструкция по сварке ПП труб
- Типичные ошибки монтажа
- Сборка элементов без пайки
- Вариант №1 – установка компрессионного фитинга
- Вариант №2 – склейка элементов
- Выводы и полезное видео по в теме
Трубы и монтажные принадлежности
Одно из неоспоримых достоинств полимерных труб – простота монтажа.
Установка элементов может производиться практически везде: открыто на стенах или скрыто под полом.
Если сварка водопроводных труб из полипропилена выполнена правильно, то собранная система исправно прослужит несколько десятков лет без ремонта
Полимерные трубы выпускаются диаметром от 20 до 110 мм. В бытовых целях чаще всего используются изделия размером 20/25/32/40 мм. Область применения определяет показатель номинального давления материала.
В маркировке обозначается буквами “PN” :
- PN 10 – выбрать для обустройства холодного водоснабжения.
- PN 16 – применяется для холодной воды, но с более высоким напором, а также при обустройстве системы «теплый пол».
- ПН 20 – изделия, единственным ограничителем которых является температурный режим транспортируемых по ним жидкостей. Она не должна превышать 75 °С.
- ПН 25 – универсальные изделия, применяемые для обустройства как «холодных», так и «горячих» систем, температура которых достигает 90°С.

В продаже можно найти полимерные изделия, оснащенные дополнительным армированием.
Армированные изделия применяются для прокладки на протяженных участках в условиях, когда необходимо уменьшить линейное расширение, возникающее при колебаниях температуры
Основной особенностью полимерных труб является невозможность их изгиба.
Поэтому все изменения траектории проложенной магистрали осуществляются только с прямых участков, соединенных между собой вспомогательной арматурой:
- крестовина – для возможности разветвления основного потока;
- тройники – умножители потока;
- Муфты – для соединения труб на прямом участке;
- отводы – для изменения направления трубопровода.
Арматура может быть оснащена закладной металлической резьбой, что позволяет соединить полимерный трубопровод с металлическими элементами.
Чтобы швы были максимально прочными и герметичными, важно обеспечить точное соответствие диаметров соединяемых элементов
При выборе вспомогательных элементов следует брать за основу два параметра: внутреннее сечение изделий и толщину их стенок. Эти параметры должны соответствовать техническим характеристикам используемых полипропиленовых труб.
Эти параметры должны соответствовать техническим характеристикам используемых полипропиленовых труб.
Способы соединения полимерных труб
При соединении труб из полимерных материалов в зависимости от условий монтажа применяют один из двух способов:
- Пайка – предполагает нагрев и соединение оплавленных концов элементов.
- Без пайки – предполагает соединение труб с помощью компрессионных фитингов или с применением так называемой «холодной» сварки.
Второй способ установки удобен тем, что для его осуществления нет необходимости использовать специальное оборудование. Всю работу можно выполнить с помощью простого инструмента – обжимного ключа.
Фотогалерея
Фото
Устройство для соединения ПП труб
Насадки и оправки на сварочный аппарат
Работа сварочного аппарата для полимерных труб
Соединение подготовленных пластиковых труб
Полипропиленовая труба с толщиной стенки более 4 мм и диаметром более 50 мм соединяется методом стыковой сварки:
Галерея изображений
Фото
Устройство для стыковой сварки ПП трубы
Комплект нагревательных дисков для сварки
Раскряжка полимерной трубы перед стыковой сваркой
Нагрев трубы на сварочном аппарате
Инструменты для соединения
Основным инструментом для соединения пластиковых труб является утюг для сварки.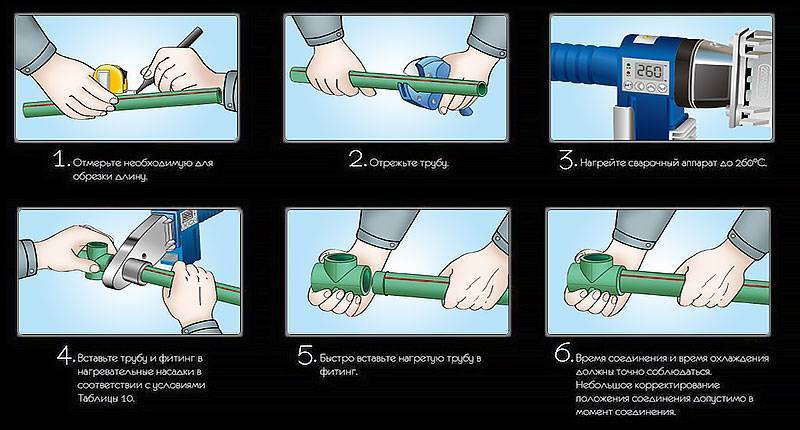 Это своеобразный паяльник, работающий от сети 220В. Принцип работы устройства достаточно прост. Роль нагревательного элемента утюга выполняет сварочный нагреватель, помещенный в металлический кожух.
Это своеобразный паяльник, работающий от сети 220В. Принцип работы устройства достаточно прост. Роль нагревательного элемента утюга выполняет сварочный нагреватель, помещенный в металлический кожух.
Разогревает до заданной температуры печку, которая нагревает форсунки. Терморегулятор отвечает за поддержание оптимальной температуры форсунок. Пайке и типичным ошибкам при соединении полипропиленовых труб посвящена статья, с которой советуем ознакомиться.
Утюг представляет собой компактный и легкий сварочный аппарат, оборудованный посадочными местами для размещения муфты для труб и оправок для фитингов
В комплекте с утюгом идут нагревательные насадки стандартных размеров. Нагреваясь до определенной температуры, они размягчают пропилен до вязкости, которая обеспечит герметичное соединение элементов.
Насадки подбираются в зависимости от диаметра применяемых труб:
- 20-й размер – для труб диаметром полдюйма;
- 25-й – для изделий диаметром 0,75 дюйма;
- 40-й – для элементов сечением 1,25 дюйма.

Так как стоимость такого сварочного аппарата довольно высока, а использовать его уже не так часто нужно, приобретать оборудование нет смысла. Инструмент лучше арендовать на день или два.
Для качественной резки и подготовки свариваемых участков лучше всего использовать специально предназначенный для этого инструмент – . С ее помощью можно получить ровный, ровный и красивый срез.
Роль режущего элемента трубореза выполняет лезвие из нержавеющей стали; для удобства использования инструмент снабжен обрезиненной рукояткой
За неимением трубореза работу можно производить болгаркой или ножовкой по металлу. Единственное – на месте среза после таких инструментов остается бахрома. Но удалить его не составит труда, зачистив полоску наждачной бумаги.
Кроме основных инструментов для работы вам также понадобятся:
- квадрат;
- лента строительная;
- простой карандаш или маркер.
При планировании соединения труб методом холодной сварки необходимо заранее приобрести термоактивный клей на основе полиэфирной или эпоксидной смолы или ее термопластичный аналог на основе каучука.
Основные этапы технологии пайки
Ключевыми условиями успешного монтажа сантехники или полимеров являются тщательный расчет необходимого материала и качественно выполненная сварка элементов.
Этап №1 – расчет материала и комплектующих
Чтобы облегчить себе работу, тем самым свести к минимуму ошибки при монтаже, первым делом необходимо нарисовать схему будущей системы, указав на ней количество витков и ответвлений. При расчете количества труб к каждой длине отрезка следует прибавить 25-40 мм, затраченных на «проходку».
Цена полимерных изделий и фасонных элементов, необходимых для их монтажа, невысока, а потому на случай брака спаянных пар, которые часто возникают в начале эксплуатации, имеет смысл делать небольшой запас
Если вам еще не приходилось сваривать полипропиленовые трубы, опытные специалисты рекомендуют даже приобрести несколько отрезков труб для предварительной подготовки. Такие затраты обойдутся недорого и позволят избежать грубых ошибок при установке системы.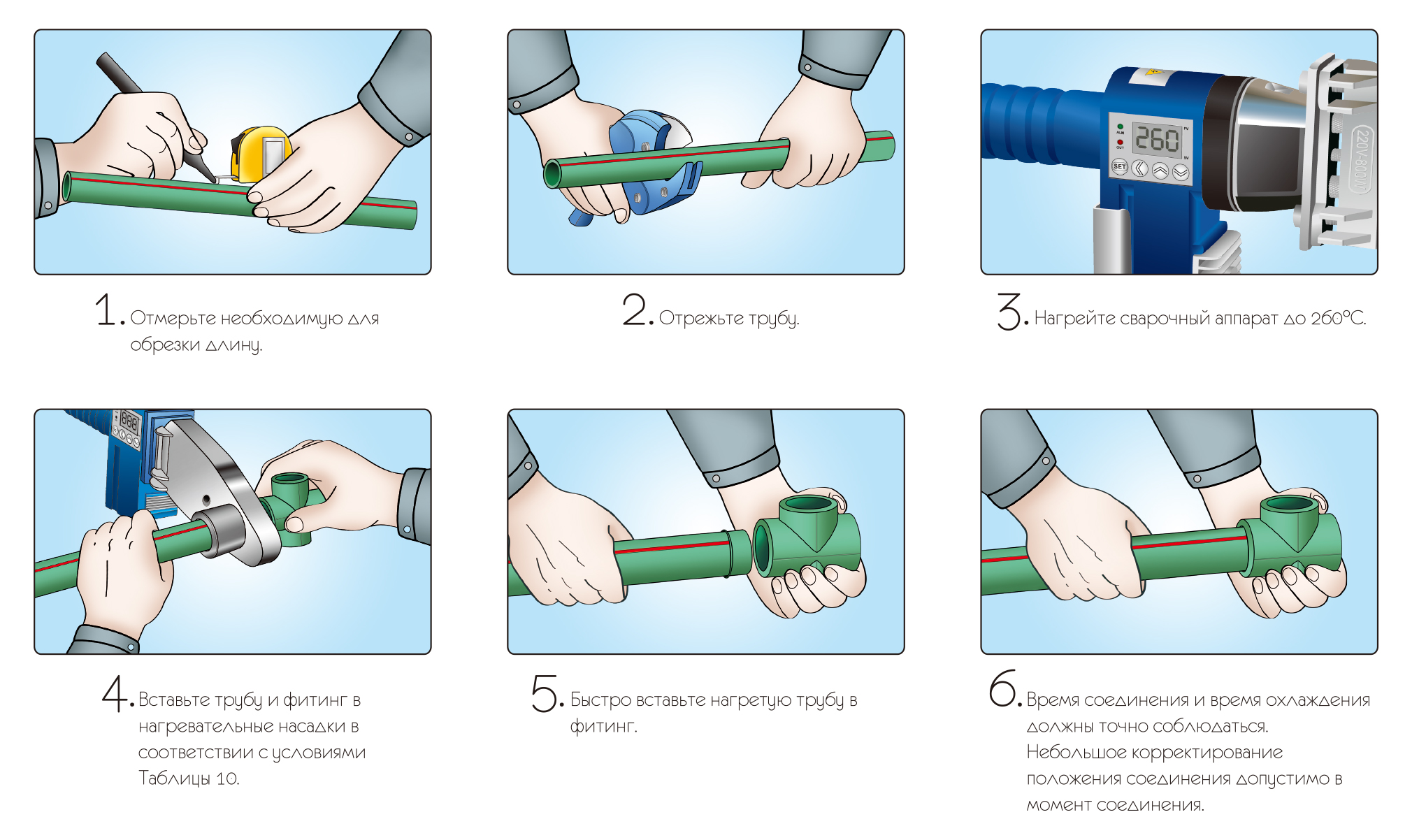
Особенностью является увеличение коэффициента линейного расширения под действием высоких температур.
В результате: при нагреве или повышении давления внутри системы трубы удлиняются и со временем начинают провисать. Для предотвращения этого явления при прокладке участков длиной более 4-5 метров также необходимо будет использовать компенсаторы.
Компенсаторы представляют собой П-образные соединительные элементы в виде завернутых петель, обеспечивающие надежность системы при ее эксплуатации
Компенсаторы устанавливают как на горизонтальные, так и на вертикальные участки, устанавливая их между двумя неподвижными опорами. При необходимости можно приобрести компенсаторы специальной модификации, позволяющие исключить линейное расширение на угловых изгибах трубопровода.
Узнаем, как правильно сварить полипропиленовые трубы, чтобы не было протечек в местах стыков.
Этап №2 – пайка элементов трубопровода
Вкратце суть технологии сварки заключается в том, что под воздействием высокой температуры концы состыкованных элементов нагреваются и плотным прижатием друг к другу соединяются.
Для создания прочного соединения при выполнении пайки сама труба нагревается снаружи, а вспомогательные элементы, участвующие в ее соединении, нагреваются изнутри. На рисунке порядок действий: 1 – сделать разметку; 2 – разминка нужное количество секунд; 3 – соединяем 2 отрезка между собой; 4 – выдерживаем рекомендуемое количество секунд до охлаждения
Перед началом работ нарезанные на заданную длину отрезки труб устраняют неровности и заусенцы. Если в трубе предусмотрен слой внутренней или внешней фольги, его необходимо предварительно очистить торцовочным резаком, снабженным хорошо заточенными и отрегулированными ножами.
При выполнении зачистки с помощью поперечной фрезы труба должна быть заглублена в инструмент до упора.
Работы по сварке пластиковых труб своими руками выполняются в следующей последовательности:
- Подключить к электросети с целью прогрева оборудования до оптимальной температуры 260-270°С.
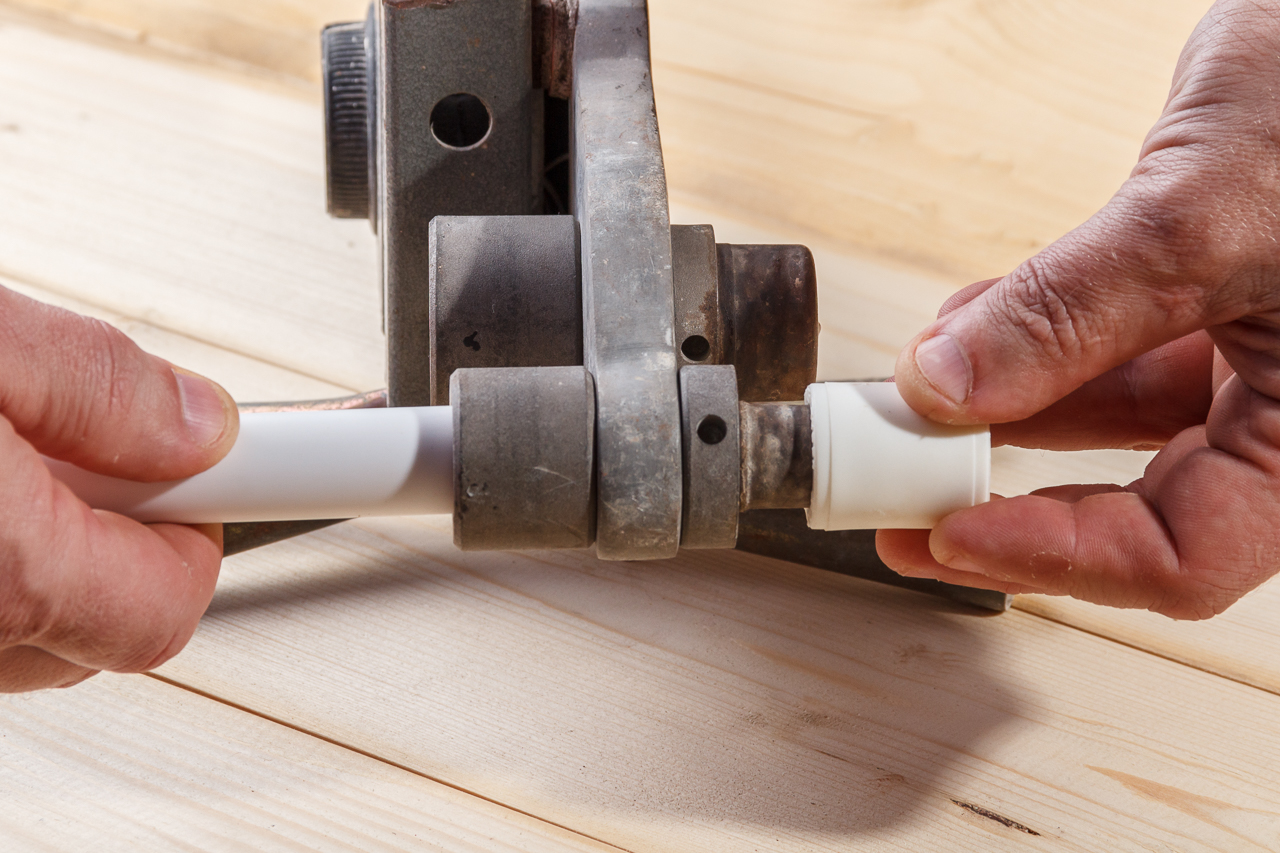
- Соединяемые отрезки труб одновременно надеваются на патрубки, обеспечивая максимально ровный вход. Эту работу нужно делать быстро и уверенно.
- Выдержав указанное в инструкции время до расплавления фитингов и концов труб, снимают элементы с патрубков нагрева.
- Соедините расплавленные концы вместе, слегка сжимая друг друга в течение 15-20 секунд.
- Склеиваемые детали оставляют в статическом положении, чтобы шов полностью остыл и соединение стало монолитным.
 Эту работу нужно делать быстро и уверенно.
Эту работу нужно делать быстро и уверенно.Продолжительность нагрева можно определить из инструкций, прилагаемых к оборудованию, или с помощью приведенной ниже таблицы.
Продолжительность нагрева для достижения полной полимеризации состыкованных элементов зависит от диаметра изделий и толщины их стенок
Нельзя пренебрегать требованиями к времени нагрева, указанными в таблице. Недостаточный прогрев не способен обеспечить надежное соединение. Чрезмерный перегрев приведет к тому, что полипропилен «потечет», а детали деформируются.
В результате: на внутренней поверхности сварных швов образуются выступы, что позволит значительно уменьшить диаметр трубопровода.
Для того чтобы иметь возможность контролировать глубину входа сегментов в нагревательный элемент, уменьшая тем самым вероятность брака, на их концах желательно предварительно сделать надрезы. Условные обозначения: 1 – обогрев двух отрезков полипропиленового трубопровода; 2 – своевременное снятие патрубков с паяльника; 3 – соединение двух элементов друг с другом; 4 – на трубе отмечена глубина шва для правильного соединения
После завершения полимеризации и затвердевания, которое занимает около 20 секунд, соединение готово. По той же технологии все последующие узлы припаиваются до упора, при этом система отопления или не будет полностью собрана.
В статье приведены температурные параметры, с которыми самостоятельным домашним мастерам обязательно следует ознакомиться перед началом работы.
Краткая фотоинструкция по сварке ПП труб
Следующая подборка пошаговых фото поможет наглядно представить последовательность работ по сборке полипропиленового трубопровода и соединению его частей:
Фотогалерея
Фото
Режем полипропиленовые трубы по проектным размерам. Учитываем глубину «входа» трубы в фитинг
Учитываем глубину «входа» трубы в фитинг
Подбираем оправку и насадку соответствующего диаметра, устанавливаем их для нагрева на утюг и включаем прибор. Перед первой сваркой его необходимо прогреть не менее 5 минут
Примеряем соединяемые детали. Отметьте край фитинга на трубе, указав глубину погружения привариваемой детали
Протирание стыков неармированных труб любым спиртосодержащим средством для удаления жира, мешающего полимеризации это. Затем шейвером освобождаем отмеченный участок трубы от внешнего слоя ПП
Помимо внешнего слоя ПП, с присоединяемого участка трубы 9 удаляем алюминиевую фольгу, находящуюся под внешним полимерным слоем.0003
Нагреваем соединяемые детали на оправке и насадке, закрепленной на утюге. Время прогрева зависит от толщины стенки трубы.
Снимаем с утюга нагретые на приборе детали и производим быстрые соединения уверенным движением, не поворачивая их вокруг собственной оси
Шаг 1: Нарезка труб по проектным размерам
Шаг 2: Подготовка сварочного аппарата к работе
Шаг 3: Маркировка соединительных участков
Шаг 4: Обезжиривание склеиваемых поверхностей
Шаг 5: Подготовка к соединению армированной трубы
Шаг 6: Удаление армирующей фольги трубы
Шаг 7: Установка свариваемых деталей на чугун
Шаг 8: Соединение сварных деталей
Типичные ошибки при монтаже
9000 2 основные ошибки, которые допускают новички при работе с полимерными изделиями:- Нагрев деталей . В момент нагрева детали должны располагаться в максимально ровном положении. Малейшее смещение может негативно сказаться на эксплуатационных параметрах всей водопроводной системы.
- Стыковать полимеризованные концы . При нажатии на расплавленные концы элементов нельзя вращать детали вокруг своей оси. Это может привести к тому, что шов будет недостаточно прочным.
- Выравнивание . При стыковке элементов допускается лишь незначительная корректировка их соосности, продолжительность процедуры которой не более 1-2 секунд.
 В момент нагрева детали должны располагаться в максимально ровном положении. Малейшее смещение может негативно сказаться на эксплуатационных параметрах всей водопроводной системы.
В момент нагрева детали должны располагаться в максимально ровном положении. Малейшее смещение может негативно сказаться на эксплуатационных параметрах всей водопроводной системы.Еще один важный момент: при пайке штуцеров с фитингами необходимо учитывать расположение клапанов, обеспечив им свободный полный ход.
Нагретый полипропилен так быстро остывает, что уже через час с момента завершения монтажа можно смело подавать воду в систему
Если после соединения элементов в виде какого-либо шва возникают сомнения, то стык лучше разрезать и переделать это.
Дефекты лучше устранять на этапе монтажа конструкции, так как заменить негерметичный стык в работающей системе гораздо проблематичнее.
Сборка элементов без пайки
Использование компрессионных фитингов и современных клеев позволяет производить монтаж полипропиленовых труб качественно, быстро и с минимальными материальными затратами.
Вариант №1 – установка компрессионного фитинга
Для реализации данного способа соединения потребуется приобрести компрессионные фитинги и использовать обжимной ключ.
Компрессионные фитинги снабжены уплотнительными прижимными кольцами, выполняющими роль демпферов при ударных импульсных нагрузках (в отличие от простых накидных гаек)
Монтаж компрессионного фитинга включает три основных этапа:
- На отрезанный под прямым углом конец трубы надевается синяя гайка и зачищается от заусенцев. При размещении белого обжимного кольца необходимо придать ему положение, в котором утолщенная часть направлена в сторону хвоста трубы.
- Труба вставляется в фитинг до упора, максимально вдавливая зажимное кольцо.
- Затяните синюю гайку, «наживляя» ее сначала рукой, а затем усилителем с помощью ключа.

Сборка компрессионных фитингов не требует специальных знаний и навыков. Изделия поставляются готовыми к установке на продажу. Их монтаж можно производить при любых температурных режимах.
Вариант №2 – склеивание элементов
Клеевой метод используется для сборки водопровода, по которому планируется транспортировать только холодную воду. Для применения метода «холодной» сварки потребуется использовать «агрессивный» клеевой состав типа ЛН-9.15.
Клей способен растворять поверхности соединяемых деталей на одну треть, создавая тем самым условия для холодной диффузионной сварки
В целях защиты кожи рук от случайного попадания состава и «разъедания» его активные компоненты, процедуры склеивания лучше проводить в защитных перчатках.
Последовательность действий при склеивании изделий:
- Проверить соответствие углов среза соединяемых участков и отметить карандашом места склейки.
- Концы соединяемых труб очищаются и обезжириваются.
- На торцы труб и в зону раструбов арматуры ровным слоем наносится клеевой слой.
- Отрезки труб вставляют в отверстия штуцера, ориентируясь на отметки, сделанные карандашом. Конструкцию выдерживают в фиксированном положении три минуты, после чего излишки состава удаляют салфеткой.
- Комбинированные элементы раскладывают на ровной поверхности и оставляют на 5-6 часов до полного высыхания.

Пропустить воду для проверки качества склеивания можно только через сутки после завершения монтажа.
При реализации важно соблюдать два основных условия: температурный и влажностный режимы. Все работы необходимо производить при температуре воздуха +5, +35°С. При склеивании в жаркую погоду работы следует выполнять как можно быстрее, чтобы клей не успел высохнуть до завершения монтажа.
Выводы и полезное видео по теме
О тонкостях процессов пайки и склейки труб вы можете узнать из следующих видео:
Видео №1. Как паять трубы:
 youtube.com/embed/FTZ_Rtu4a_w”>
youtube.com/embed/FTZ_Rtu4a_w”> Видео №2. Сборка водопровода без пайки:
Работа на самовыравнивающихся полипропиленовых трубах даже у начинающего мастера не должна вызвать особых затруднений. Нужно только четко и добросовестно соблюдать все технологические нормы. И тогда собранный своими руками трубопровод порадует вас безотказной работой.
Комментарии пишите в блоке ниже. Задавайте вопросы по спорным вопросам, делитесь информацией, которая может быть полезна посетителям сайта. Оставляйте посты со своим мнением, размещайте фотографии по теме статьи.
10 простых шагов для сварки выхлопной трубы
Если вы автолюбитель, то знаете, что правильно работающая выхлопная система имеет решающее значение для производительности вашего автомобиля. Вы также можете знать, что ремонт сломанной выхлопной трубы стоит дорого, поэтому сделать это самостоятельно — отличный способ сэкономить деньги.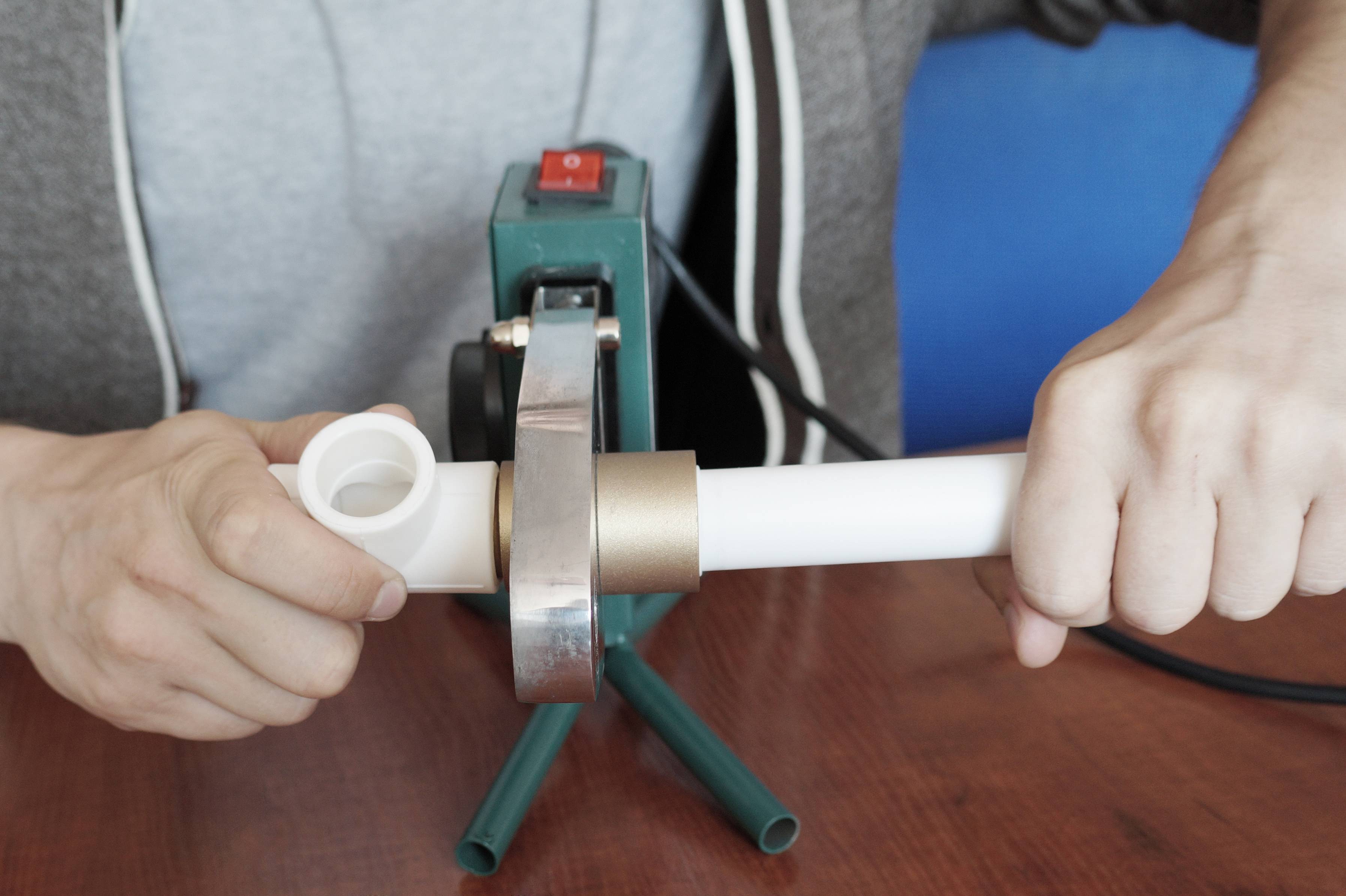 Но если вы никогда раньше не занимались сваркой, перспектива может быть немного пугающей.
Но если вы никогда раньше не занимались сваркой, перспектива может быть немного пугающей.
К счастью, это не так сложно, как вы думаете, и в этой статье я покажу вам, как сваривать выхлопные трубы.
Инструменты, необходимые для сварки выхлопной трубы
- Сварочный аппарат
- Сварочная проволока
- Проволочная щетка
- Пара перчаток
- Сварочная маска/каска/очки
Пошаговое руководство: сварка выхлопной трубы
1. Подготовка участка
Перед началом сварки необходимо подготовить участок. Вы должны убедиться, что участок чист и свободен от мусора. Вы не хотите, чтобы что-то мешало вашей сварке, поэтому важно убедиться, что область чистая.
Совет для профессионалов: если вы свариваете в ограниченном пространстве, вы можете открыть окно или дверь, чтобы проветрить помещение.
2 Решите, какой сварочный аппарат вы собираетесь использовать
Сварка MIG (металл в среде инертного газа) является наиболее распространенным типом сварки, а также самым простым в освоении. Если вы новичок, сварка MIG — отличное место для начала.
Если вы новичок, сварка MIG — отличное место для начала.
Сварка ВИГ (вольфрам в инертном газе) сложнее, чем сварка МИГ, но при этом получаются более чистые сварные швы. Если у вас есть опыт сварки, сварка TIG — отличный выбор для сварки выхлопных труб.
Сварка с флюсовой проволокой похожа на сварку MIG, но вместо сплошной проволоки используется порошковая проволока. Сварка флюсовой сердцевиной является хорошим выбором для сварки выхлопных труб, потому что она менее вероятно приведет к дефектам сварки.
Сварка стержнем является наиболее универсальной, но одним из ее основных недостатков является то, что это самый сложный для изучения вид сварки. Еще одним недостатком является то, что он может образовывать шлак, который может стать серьезным дефектом сварных швов.
Этот вид сварки не лучший выбор для новичков, поэтому мы рекомендуем его только профессиональным сварщикам.
Вот видео на YouTube, в котором более подробно рассказывается о плюсах и минусах каждого типа сварки.
3. Выберите правильный провод
После того, как вы решили, какой сварочный аппарат вы собираетесь использовать, вам необходимо выбрать правильный провод. Тип проволоки, которую вы используете, будет зависеть от многих факторов, в том числе от типа используемого вами сварочного аппарата и от того, из какого металла (например, сплава или мягкого металла) изготовлена ваша выхлопная труба.
Если вы используете сварочный аппарат MIG, вам потребуется сплошная проволока. Самый распространенный вид сплошной проволоки – ЭР70С-6. Эта проволока покрыта медью и содержит большое количество кремния и марганца, что обеспечивает высокое качество сварных швов.
Если вы используете сварочный аппарат TIG, мы рекомендуем проволоку ER70S-2. Для сварщиков с флюсовой проволокой мы рекомендуем порошковую сварочную проволоку общего назначения, такую как E71T-11.
Для сварщиков с флюсовой проволокой мы рекомендуем порошковую сварочную проволоку общего назначения, такую как E71T-11.
Если вы используете сварочный аппарат, вам понадобится металлический стержень. Одним из наиболее распространенных типов электродов является 6011, представляющий собой стержни общего назначения, обеспечивающие отличные сварные швы.
4. Настройка сварочного аппарата
Теперь, когда вы выбрали правильный сварочный аппарат и проволоку для работы, пришло время настроить ваш сварочный аппарат. Процесс настройки сварочного аппарата зависит от типа используемого сварочного аппарата.
Всегда лучше следовать руководству, прилагаемому к выбранному вами сварочному аппарату. Если вы купили его подержанным и к нему не прилагалось руководство, вы можете найти его в Интернете, введя название модели вашего сварочного аппарата в поисковую систему и добавив «руководство».
5. Очистка металла
Перед началом сварки вам необходимо очистить металл. Лучший способ очистить металл — использовать проволочную щетку. Проволочная щетка удалит с металла грязь, жир или краску.
Лучший способ очистить металл — использовать проволочную щетку. Проволочная щетка удалит с металла грязь, жир или краску.
6. Наденьте защитное снаряжение
Теперь, когда место подготовлено и металл чистый, пришло время надеть защитное снаряжение. Вам нужно будет надеть сварочный шлем или маску и пару перчаток.
7. Прихваточная сварка трубы
После того, как металл станет чистым, вам нужно будет прихватить трубу. Прихваточная сварка — это тип сварки, который используется для соединения двух кусков металла перед выполнением окончательного сварного шва. Чтобы сварить трубу прихватками, вам нужно будет приварить два маленьких валика по обеим сторонам трубы, соединяя ее.
8. Начало сварки
Во время сварки вам необходимо держать электрод на постоянном расстоянии от металла. Если вы используете сварочный аппарат MIG, вам нужно держать электрод от трубы на расстоянии от ⅜ до ½ дюйма.
Если вы используете сварочный аппарат TIG, вам необходимо соблюдать рабочее расстояние от 1 до 3 мм. Для тех, кто использует сварочный аппарат с флюсовой проволокой, вам необходимо выдерживать расстояние от ⅜ до ½ дюйма. Наконец, при использовании сварочного аппарата расстояние между наконечником стержня и выхлопной трубой должно составлять около ⅛ дюйма.
Для тех, кто использует сварочный аппарат с флюсовой проволокой, вам необходимо выдерживать расстояние от ⅜ до ½ дюйма. Наконец, при использовании сварочного аппарата расстояние между наконечником стержня и выхлопной трубой должно составлять около ⅛ дюйма.
9. Завершите сварку и дайте ей остыть
После завершения сварки необходимо выключить сварочную систему. В зависимости от типа сварочного аппарата вам нужно будет отпустить курок, выключить газ и отключить питание. Когда ваш сварочный аппарат выключен, вам нужно дать выхлопной трубе остыть, прежде чем двигаться дальше.
10. Проверьте свою работу и протестируйте ее.
Когда металл остынет, вам нужно будет проверить свою работу. Вы должны искать любые трещины, отверстия или дефекты в сварном шве. Если он выглядит хорошо, вы можете, наконец, проверить его.
Лучший способ проверить выхлопную трубу — завести машину и дать ей поработать на холостом ходу. Если вы обнаружите какие-либо дефекты, вам нужно будет отремонтировать выхлопную трубу и приварить ее снова.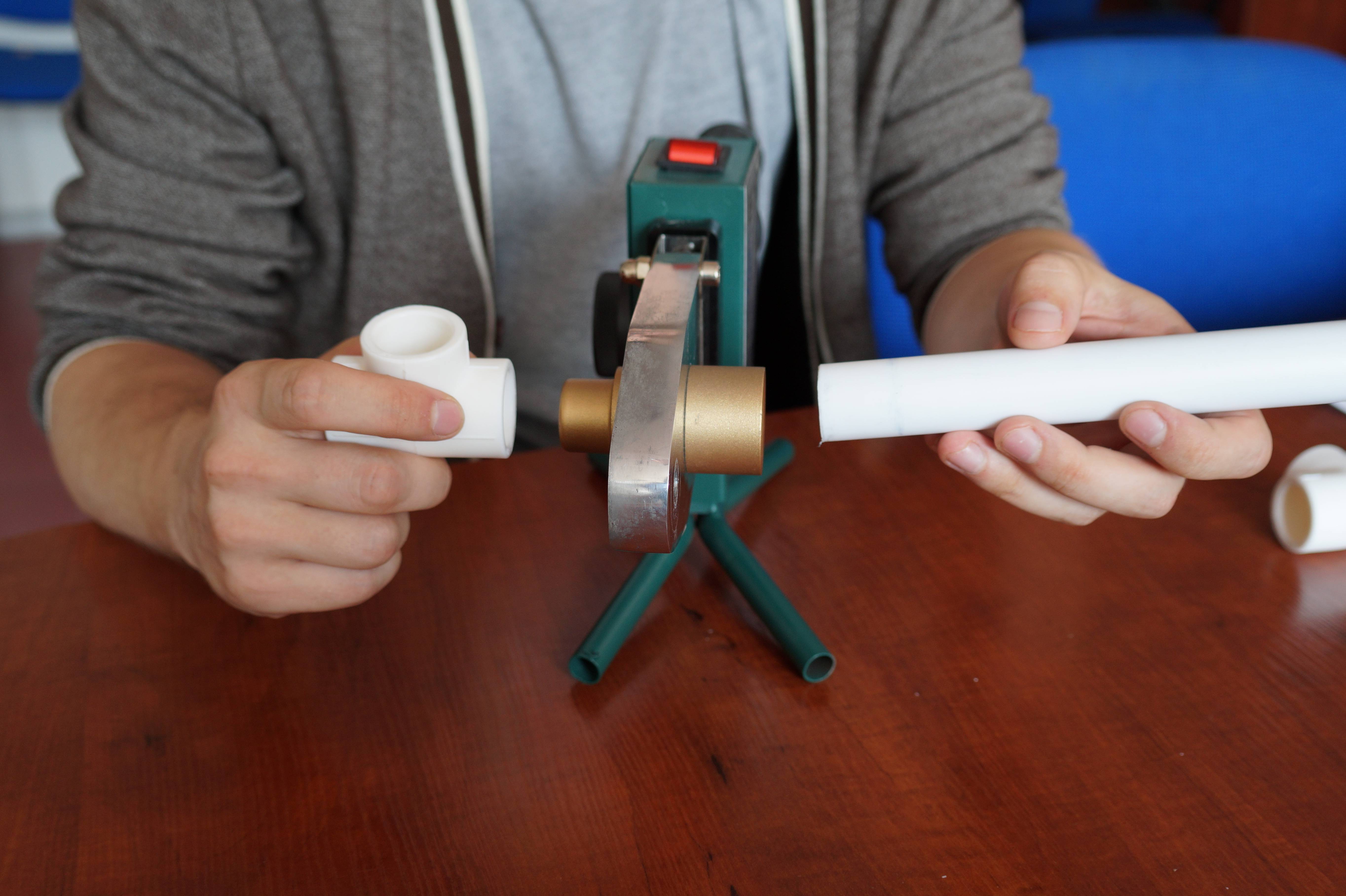 Если видимых дефектов нет, можно прокатиться на машине для окончательного испытания.
Если видимых дефектов нет, можно прокатиться на машине для окончательного испытания.
Удлиненные наконечники для сварки выхлопной трубы
1. Используйте подходящую сварочную проволоку/стержень
При сварке выхлопных труб важно использовать правильный сварочный стержень. Это зависит от вашего выхлопа, сварщика и даже предпочтений. Например, одним из самых распространенных типов сварочной проволоки для аппаратов МИГ является ЭР70С-6, но вы можете выбрать и другой.
2. Используйте проволоку подходящего диаметра
Сварочные проволоки бывают разных диаметров в зависимости от предполагаемого назначения. Для сварки выхлопной трубы мы рекомендуем использовать проволоку шириной от 0,025 до 0,035 дюйма. Однако это не правило, и вы можете использовать более узкую или более широкую шпулю и все равно получать отличные результаты.
3. Используйте правильные настройки сварки
У каждого сварочного аппарата есть несколько настроек, которые определяют способ сварки металла. Это зависит от типа используемого сварочного аппарата, но чаще всего основными являются настройки напряжения, силы тока, скорости подачи проволоки и расхода защитного газа.
Это зависит от типа используемого сварочного аппарата, но чаще всего основными являются настройки напряжения, силы тока, скорости подачи проволоки и расхода защитного газа.
Использование неправильных настроек приведет к плохим сварным швам или, что еще хуже, к травме, поэтому отнеситесь к этому серьезно и убедитесь, что ваши настройки верны, прежде чем начинать сварку.
4. Регулярно проверяйте выхлопную трубу
Лучший способ поддерживать выхлопную трубу в рабочем состоянии — регулярно проверять ее. Если вы обнаружите утечку, вам нужно будет заварить или залатать ее, чтобы избежать больших проблем в будущем.
5. Примите меры безопасности
Сварка может быть опасной, особенно если вы делаете это впервые. Нельзя недооценивать, что вы должны следовать всем советам по безопасности. Вы должны использовать перчатки и сварочный шлем, чтобы защитить себя от тепла, света, сварочных брызг (искр) и дыма. Кроме того, убедитесь, что помещение хорошо проветривается
Потренируйтесь на металлоломе перед сваркой выхлопной трубы.
Не торопитесь и не торопите работу.
6. Накройте выхлопную трубу пластиковым пакетом
Когда вы не водите машину, всегда полезно накрыть выхлопную трубу пластиковым пакетом, чтобы продлить срок службы трубы. Это предотвратит попадание внутрь влаги или вредителей и вызовет проблемы, такие как ржавчина, в будущем.
7. Практика на металлоломе
Всегда полезно потренироваться на металлоломе, прежде чем приступать к сварке выхлопной трубы. Таким образом, вы сможете почувствовать сварочный аппарат, проволоку и настройки. Это также поможет вам понять, как сваривать трубу.
8. Не спешите с проверкой после завершения сварки
Подождите не менее 24 часов, предпочтительно 48 часов, прежде чем проверять свою работу. Сварному металлу требуется время, чтобы проявились все потенциальные дефекты. Дайте ему постоять, прежде чем проводить какие-либо проверки или испытания.
Заключение
Сварка выхлопной трубы своими руками — отличный способ сэкономить.