Прямая и обратная полярность при сварке: какая роль
Содержание
- На что влияет полярность сварки
- Особенности прямой и обратной сварки
- Различия при подключении
- Зависимость от рода напряжения
- Отличия при работе с инвертором и полуавтоматом
- Особенности сварочных работ
- При прямой полярности
- При обратной полярности
- Преимущества и недостатки разных методов
- По каким критериям нужно выбирать полярность
- Толщина металлического листа
- Типы металлов
- Разновидности электродов
- Присадки и прочие расходники
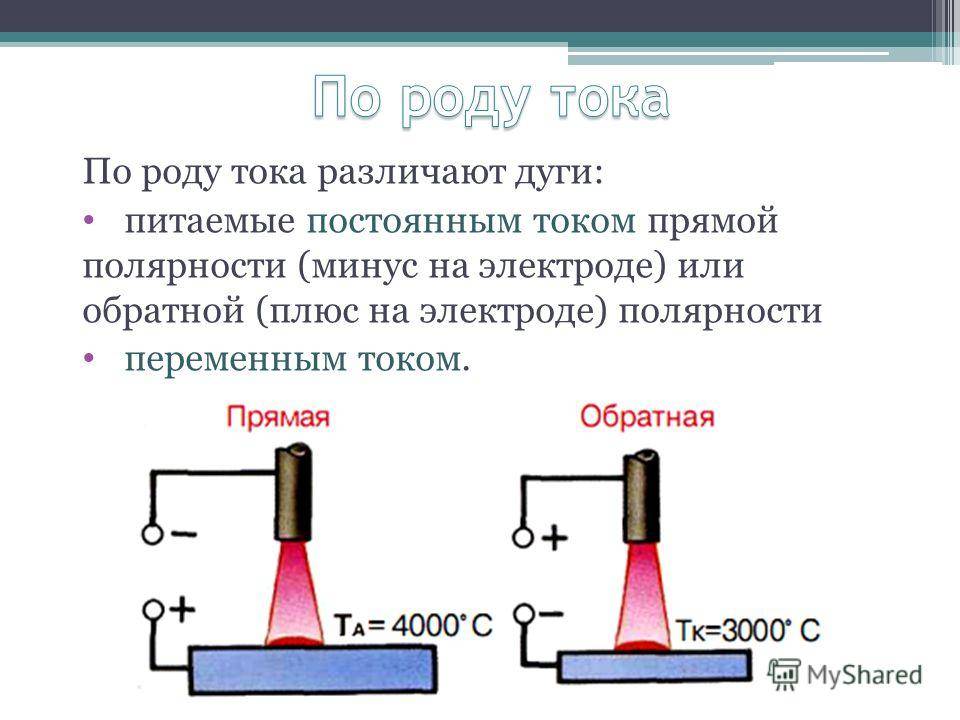
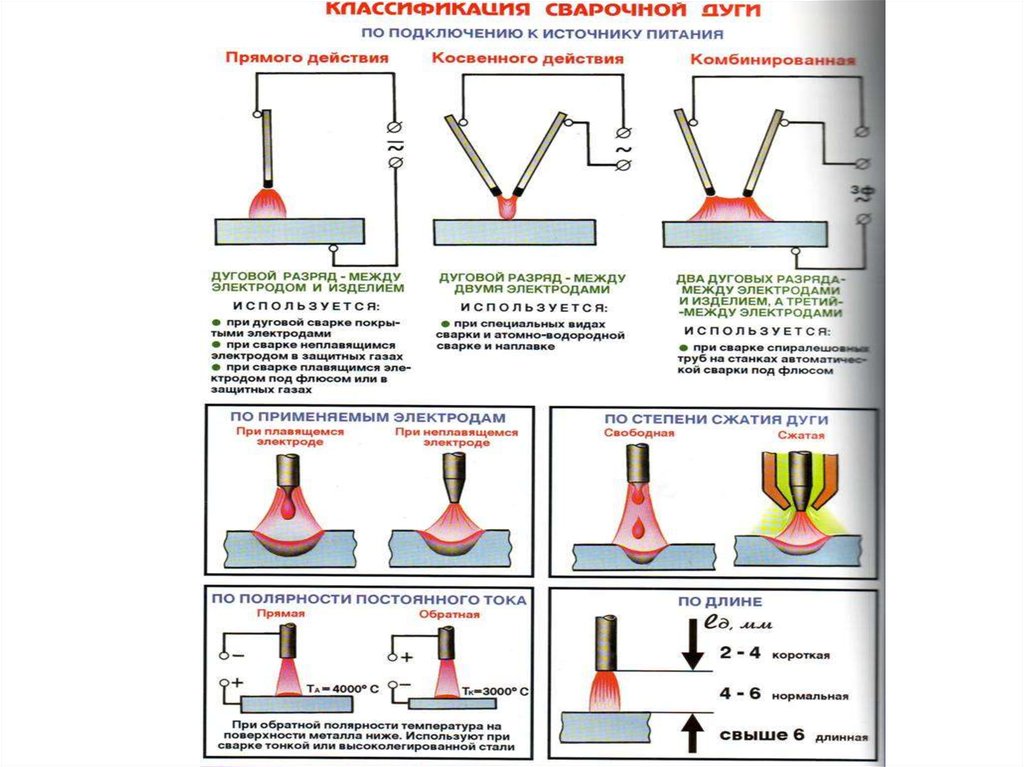
Прямая и обратная полярность сварочных агрегатов постоянного тока позволяет скорректировать температуру на электродах и обрабатываемых деталях. Если подсоединен плюс, анодное термопятно нагреется до 3900 °C. При подключении минуса этот показатель с катодной точкой будет равен 3200 °C. Для сварки разных металлов такое отличие существенно.
При сварке применяется прямая или обратная полярность.
На что влияет полярность сварки
Работа с рутиловыми электродами возможна на обоих видах полярности. Аналогами типа УОНИ производитель рекомендует варить на «минусе». От сварочной полярности зависит прогрев детали.
На прямой подаче заготовка сильнее накаливается, позволяя сделать глубже шовный участок.
На обратной полярности обрабатываемый элемент прогревается слабее, температура концентрируется на окончании электрода. Второй режим ориентирован на обработку тонкого металла и изделий, чувствительных к перегреву.
Особенности прямой и обратной сварки
Прямо-полярный метод рассчитан на:
- прокатный монтаж из спецсталей методом наплавления;
- неплавящуюся вольфрамовую сварку с применением проволоки для наплавки;
- работу с текучими материалами;
- раскрой заготовок с использованием сварочных приспособлений.
Если случайно сменить полюс, рабочий процесс с постоянным током затянется, шов получится широким, а скорость сжигания расходников увеличится. Обратная полярность уместна при аккуратной проварке заготовки, без допускания прожогов. Такой способ применяется для обработки цветмета, при флюсовой сварке.
Обратная полярность уместна при аккуратной проварке заготовки, без допускания прожогов. Такой способ применяется для обработки цветмета, при флюсовой сварке.
Различия при подключении
Отличие при подсоединении обусловлено полюсным перераспределением обрабатываемой детали и электродного держателя. При прямом методе электроны перемещаются к заготовке, на электродное окончание стремится минус. Дуга отличается повышенной компактностью и плотностью. На «обратке» плюс идет на держатель, место контакта термического пятна с металлом рассеянное.
Способ подсоединения полюсов обусловлен физическими параметрами и толщиной детали.
Зависимость от рода напряжения
Если варить на переменном токе, дуга тухнет и разгорается при прохождении синусоидой нуля. На высокочастотном напряжении это изменение визуально незаметно. Род тока обуславливает дуговое постоянство. На аппарате с постоянным показателем возможности по сварке расширены, поскольку можно поменять направление перемещения электронов и дуговую плотность.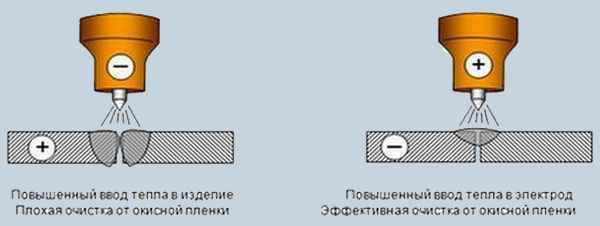 Это повлияет на соединительное усилие.
Это повлияет на соединительное усилие.
На генераторах переменного напряжения кабель подключается в любой конфигурации. Следует учитывать тип тока при подборе электродов. На коробке или в инструкции к расходникам указаны рекомендуемые параметры. Практичнее работать с универсальными элементами, рассчитанными на возможность изменения полюсов.
Отличия при работе с инвертором и полуавтоматом
На терморежим электродного кончика при сварке (постоянный ток) влияет полюсность. С плюсовым подключением показатель достигает почти 4 000 г, на минусе — на 1000 г меньше. Используя прямую и обратную полярность при сварке инвертором, можно точнее корректировать рабочий процесс. Во втором случае расходники сгорают быстрее.
Особенность сварки полуавтоматом — наличие присадки-проволоки, подаваемой равномерно. Швы ровные, аккуратные за счет равномерного прогрева металлов. Рабочий процесс облегчает встроенный преобразователь электронного типа. Прямая агрегация клемм уместна для стандартной порошковой проволоки.
Прямая агрегация клемм уместна для стандартной порошковой проволоки.
Постоянный ток обратной полярности на полуавтомате используется для ионизации защитного газа, флюсовых присадок.
Особенности сварочных работ
При сваривании постоянным током обратной полярности добиваются хорошего прогрева детали, получая своеобразную ванну плавления. На ее качество как раз влияет тип полюсности. При завышенном токе нагрев будет больше, изделие накалится до состояния отталкивания от электродуги, что воспрепятствует соединению. Заниженный показатель тоже неэффективен, поскольку не будет нужного термического режима.
При выполнении сварочных работ основное внимание уделяется соединению стыкуемых деталей.При прямой полярности
Нюансы работы сварочного оборудования:
- Металл в ванну от расходников стекает по каплям. Создается разбрызгивание изделия, повышается коэффициент плавления.
- Возникает нестабильная электродуга.
- Происходит уменьшение проварки на одной части, на другой — снижается содержание углерода.

- Обеспечивается правильный прогрев детали.
- Присадка меньше накаливается.
- При обработке флюсовых материалов повышается эффективность наплавления.
Черный металл при сварке с прямой полярностью в полости шва почти не содержит углерода, насыщен кремнием и марганцем.
При обратной полярности
Разница минусового подключения в том, что на электрод действует повышенная температура.
Чтобы нивелировать вероятность прогара и повысить качество сварки, нужно помнить о следующих особенностях:
- Снижении токового потенциала, если необходимо уменьшить терморежим на заготовке.
- Начальном применении частичного шва с короткими участками с перемещением к центру, дальнейшем возврате к стыковке на другую сторону, конечной обработке промежуточных зон. Это обуславливает снижение коробления материала.
- Сваривании тонких деталей с регулярным прерыванием дуги.
- Сцеплении материалов внахлест путем их герметичного прижимания между собой. Для этой цели подойдут струбцины или дополнительный груз.
- Сваривании встык с минимальным зазором.
- Соединении тонкого материала с неровными краями при помощи медной либо стальной пластины, служащей для забора тепла.
 Для этой цели подойдут струбцины или дополнительный груз.
Для этой цели подойдут струбцины или дополнительный груз.Зная, что такое прямая и обратная полярность при сварке, нужно учитывать достоинства и недостатки обоих способов. Это позволит изменить подключение клемм, добиться лучшего результата работ.
Преимущества прямой полярности перед обратным методом:
- получение узкого валика шва;
- глубокая проварка детали;
- наличие стабильной электрической дуги;
- широкий ассортимент расходников с разными видами покрытий.
Недостатки:
- разбрызгивание металла;
- повышенный риск прожога заготовок;
- появление остаточного напряжения в местах термообработки.
Достоинства минусовой полярности в том, что схема подходит для аккуратной обработки тонких и специальных сплавов.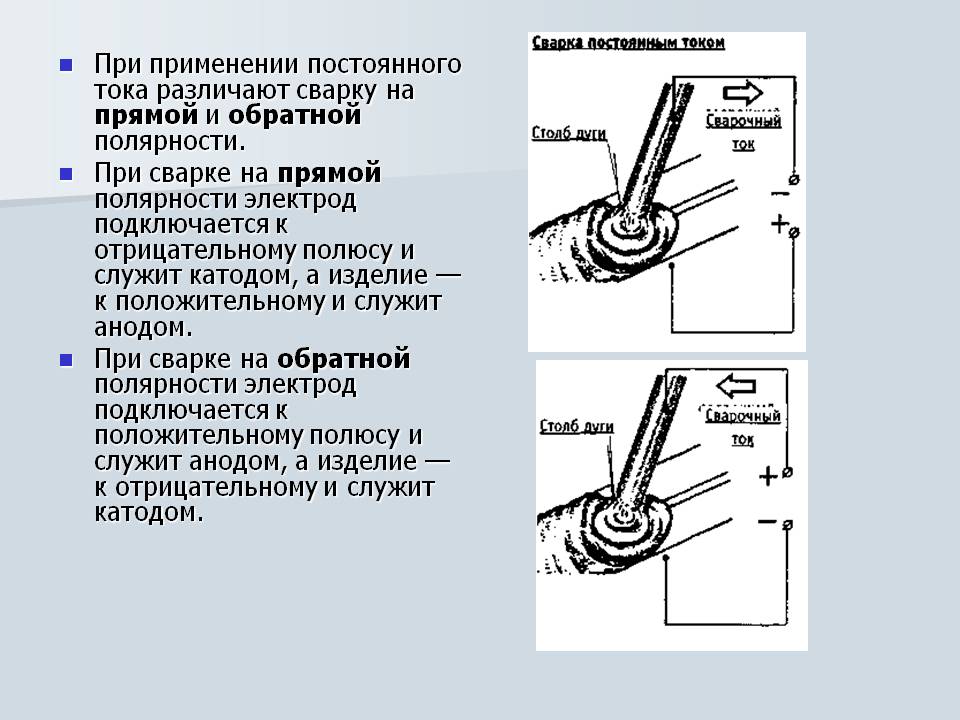
К недостаткам причисляют:
- необходимость использования электродов, устойчивых к перегреву;
- малую глубину шовного валика;
- поддерживание короткой дуги.
По каким критериям нужно выбирать полярность
Выбирая тип подключения сварочного аппарата, необходимо обращать внимание на ряд важных критериев. Это позволит не допустить брака или чрезмерного расхода материалов, обеспечить требуемую прочность соединения.
Толщина металлического листа
Детали, толщина которых не превышает 3 мм, часто прожигают. Для сварки подобных заготовок используют обратно-полярную схему, обеспечивая анодное термопятно на краю электрода. Такой подход уместен при обработке цветных, легированных материалов.
Типы металлов
За окончательный нагрев изделий и держателя отвечает плюсовая клемма. На катоде выделяется меньше тепла, чем на аноде. При обработке тугоплавких сталей лучше использовать прямое подсоединение, когда температура достигает 4000 °C. Для металлов, меняющих характеристики при перегреве, подключают минусовую клемму. При прямо-полярной обработке шов углубляется, при «обратке» — сосредотачивается на поверхности.
Для металлов, меняющих характеристики при перегреве, подключают минусовую клемму. При прямо-полярной обработке шов углубляется, при «обратке» — сосредотачивается на поверхности.
Разновидности электродов
Выбирая марку электродов, учитывают род тока. Для переменного напряжения подходят любые разновидности, поскольку полярность в этом случае не играет никакой роли. Для разновидностей ОК, ОЗС, МР рекомендуют обратное подсоединение. УОНИИ и подобные модификации рассчитаны на прямую схему. Рекомендации производителей указаны на упаковках. Многие сварщики предпочитают универсальные аналоги другим вариантам.
Присадки и прочие расходники
Тугоплавкие электроды, применяемые для создания дуги, чаще используют с прямой полярностью. Работа с наплавочной проволокой предусматривает применение только вольфрамовых элементов. Угольные аналоги неустойчивы к высокой температуре, становятся хрупкими и крошатся.
Работа с наплавочной проволокой предусматривает применение только вольфрамовых элементов. Угольные аналоги неустойчивы к высокой температуре, становятся хрупкими и крошатся.
Какую полярность при сварке инвертором выбрать
✅ Дата публикации: 06.07.2020 | 📒 Сварка | 🕵 Комментариев нет | 👁11
Какую полярность при сварке инвертором выбрать
Содержание статьи:
- 1 Зачем нужна обратная и прямая полярность
- 2 Особенности сварки на прямой полярности
Сварка инвертором имеет свои особенности перед сваркой обычным трансформаторным аппаратом. Прежде всего, это постоянный ток, следовательно, сварку металлов можно осуществлять в двух режимах, с прямой и обратной полярностью.
Простыми словами, меняя подключения инвертора (плюс на электрод и наоборот), можно менять режимы сваривания металлов. Это одно из основных преимуществ инверторной сварки, перед обычной. Что это даёт? Какую полярность выбрать? Именно об этом и будет рассказано в данной статье строительного журнала samastroyka.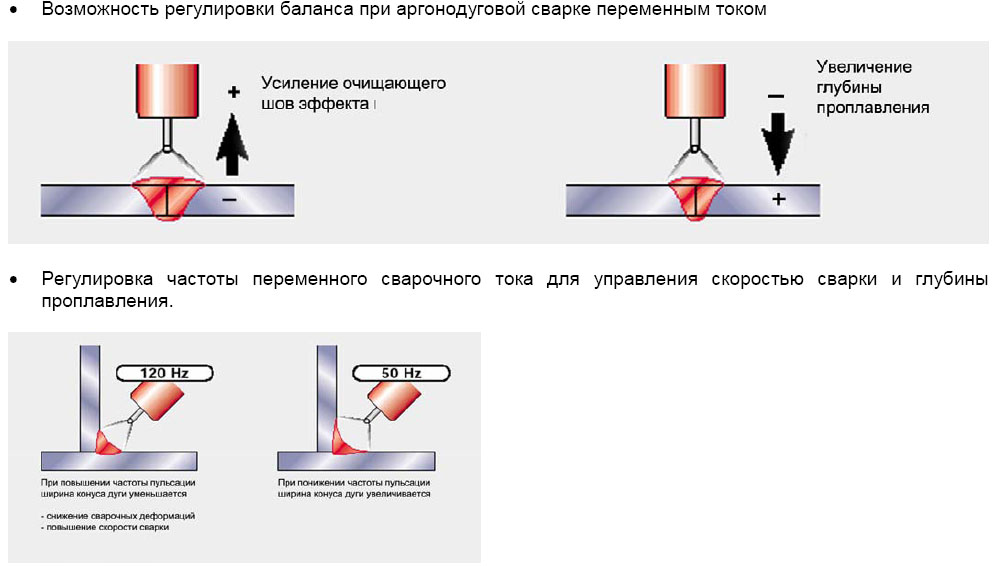
Зачем нужна обратная и прямая полярность
Чтобы ответить на данный вопрос, нужно углубиться в технологический процесс сварки постоянным током. При сварке на конце электрода появляется «термопятно», обладающее температурой свыше 3000°C.
При этом если к плюсовому выходу инвертора подключить электрододержатель, а к минусовому, держатель массы, то температура пятна будет гораздо ниже, примерно на 1000 градусов.
Таким образом, можно более тонко выбрать режим сварки, что даст следующие преимущества:
- Используя прямую полярность инвертора, основная температура придётся на свариваемый металла, который начнёт намного быстрее и больше разогреваться. Все это позволит более качественно проварить толстый металл и хорошо углубить корень шва. Сварочное соединение будет обладать максимальной прочностью и надёжностью.
- Используя обратную полярность инвертора, наоборот, получится не перегревать металл, поскольку самая большая температура будет приходиться на кончик электрода при сварке. Таким образом, на обратной полярности удобней всего варить тонкий металл, который на прямой полярности, скорее всего, будет прожигаться сваркой.
 Таким образом, на обратной полярности удобней всего варить тонкий металл, который на прямой полярности, скорее всего, будет прожигаться сваркой.
Таким образом, на обратной полярности удобней всего варить тонкий металл, который на прямой полярности, скорее всего, будет прожигаться сваркой.Кроме того, на обратной полярности варят такие металлы, которые имею большую чувствительность к перегреву. В первую очередь, это нержавейка, высокоуглеродистая сталь, чугун, и некоторые другие металлы.
Вот зачем нужна обратная и прямая полярность инвертора. При этом расход электродов на обратной полярности, будет намного выше, чем на прямой. Связано это с тем, что при подключении инвертора на обратную полярность, большая часть температуры приходится именно на электрод. В результате чего он намного быстрее сгорает в процессе сварки.
Особенности сварки на прямой полярности
При сварке инвертором на прямой полярности возникают определённые моменты, о которых должен знать каждый сварщик:
- Во-первых, данный режим сварки инвертором характеризуется большим разбрызгиванием расплавленного металла;
- Сварочная дуга на прямой полярности менее стабильна, и с этим приходится мириться;
- Поскольку температура нагрева электрода меньше, то при сварке на прямой полярности возможно использование токов с большим значением;
- Увеличивается коэффициент наплавки металла;
- Смена полярности инвертора влияет и на состав наплавленного металла. При сварке на прямой полярности, в составе металла практически отсутствует углерод, но зато гораздо больше марганца с кремнием.
 При сварке на прямой полярности, в составе металла практически отсутствует углерод, но зато гораздо больше марганца с кремнием.
При сварке на прямой полярности, в составе металла практически отсутствует углерод, но зато гораздо больше марганца с кремнием.Выбор того или иного режима сварки, во много зависит от поставленных задач.
Зная особенности обратной и прямой полярности инвертора, получится выполнить работу более тонко и качественно.
Оценить статью и поделиться ссылкой:
Что такое полярность при сварке? И различные типы полярности сварки – Mig Welder, Mma Welder, Arc Welder, Tig Welder, Plasma Cutter, Welding Machine, Wire Feed Welder, Welding Equipment, Welding Machine Price, Welding Supplies
28 ноября 2022 г.
Знание от Perfect Welders
Полярность имеет два полюса, где отрицательные частицы электрического тока бегут от отрицательного полюса к положительному. Положительный полюс — это область, в которой меньше отрицательного заряда, чем в отрицательном полюсе. С помощью настроек полярности при сварке вы можете выбрать, где находится каждый полюс и будут ли они меняться. Любой из полюсов может существовать как со стороны электрода, так и со стороны зоны сварки. В постоянном токе полюса не меняются, и электричество течет от отрицательного к положительному (например, только от электрода к детали или только от детали к электроду). В переменном токе полюса меняются с определенной частотой, и поэтому частицы электричества колеблются вперед и назад. Свойства сварки полностью различны для каждого типа электрического тока.
Любой из полюсов может существовать как со стороны электрода, так и со стороны зоны сварки. В постоянном токе полюса не меняются, и электричество течет от отрицательного к положительному (например, только от электрода к детали или только от детали к электроду). В переменном токе полюса меняются с определенной частотой, и поэтому частицы электричества колеблются вперед и назад. Свойства сварки полностью различны для каждого типа электрического тока.
В школе вы, возможно, помните, как в упражнениях предполагали, что электричество течет от положительного полюса к отрицательному из-за ложного заблуждения, существовавшего до изобретения микроскопов более века назад. Реальное направление тока не имело значения в старшей школе, в то время как при сварке оно очень важно. Итак, поскольку очень легко все перепутать, всегда старайтесь выяснить, где находится отрицательный полюс. Это единственный способ узнать наверняка, что происходит.
Что такое полярность при сварке
Для выполнения сварки TIG необходимо использовать источник питания. Это позволит вам сделать дугу между двумя материалами. Первый материал предназначен для сварки, а второй должен быть типом электрода. Как уже упоминалось, этот процесс сварки известен многим, поскольку его можно использовать для различных типов металлов.
Это позволит вам сделать дугу между двумя материалами. Первый материал предназначен для сварки, а второй должен быть типом электрода. Как уже упоминалось, этот процесс сварки известен многим, поскольку его можно использовать для различных типов металлов.
Полярность сварки TIG бывает двух типов. Полярность сварки TIG на постоянном и переменном токе. Оба имеют соответствующие подтипы; электроотрицательный DCEN и электроположительный DCEP. В этом разделе мы собираемся обсудить различные типы полярности сварки TIG.
Итак, без лишних слов, приступим!
Существует две классификации AWS (Американского общества сварщиков) для электродов SMAW (дуговая сварка в защитных газах). Это E6011 и E6010. Оба они имеют схожие свойства. Эти два типа электродов считаются электродами из мягкой стали. Его также можно использовать для нескольких сварочных работ. Кроме того, оба они имеют одинаковые механические свойства и эксплуатационные характеристики.
Но, несмотря на их сходство, они все же имеют заметные различия. Вы можете использовать E6011 как с постоянным, так и с переменным током. С другой стороны, E6010 можно использовать только с постоянным током.
Вы можете использовать E6011 как с постоянным, так и с переменным током. С другой стороны, E6010 можно использовать только с постоянным током.
Кроме того, E6011 поставляется с более высоким уровнем покрытия целлюлозно-калиевого типа, в то время как E6011 имеет более высокий уровень покрытия целлюлозно-натриевого типа.
Полярность сварки постоянным токомПервый тип полярности сварки — это постоянный ток, и большинство сварщиков предпочитает именно эту полярность сварки по сравнению с переменным током. Вы можете использовать электроды E6010 и E6011 с этой полярностью. Когда дело доходит до более серьезных сварочных работ, включая сварку низколегированных сталей и сварку труб, требующих повышенной прочности, вы можете положиться на этот тип полярности.
В дополнение к этому важно помнить, что только электрод E6010 подходит для такого вида сварки с использованием полярности постоянного тока. Обратите внимание, что для сварки электродом используется полярность DC+. Это потому, что он известен тем, что создает превосходный профиль борта. Не только это, но и обеспечит вам высокий уровень проникновения.
Это потому, что он известен тем, что создает превосходный профиль борта. Не только это, но и обеспечит вам высокий уровень проникновения.
С другой стороны, полярность постоянного тока может обеспечить высокую скорость расплавления электрода и более низкое проплавление. Но это полярность постоянного тока, используемая для сварки более тонкого металла, чтобы избежать прожога.
Полярность сварки переменным токомЕсли источник питания, который вы используете, излучает переменный ток или переменный ток, вы можете ожидать, что появятся обратная полярность и прямая полярность. Во время полупериода можно ожидать, что электрод находится в отрицательной форме. Это означает только то, что он имеет положительные опорные пластины. С другой стороны, теперь у вас может быть положительный электрод и отрицательная базовая пластина. Имейте в виду, что частота источника питания всегда будет влиять на количество циклов.
Теги:AC TIG WeldingДуговая сварка в среде защитного газаSMAWtig сваркаAC DC Понимание полярности
Знаете ли вы, что AC (переменный ток) и DC (постоянный ток) означают на вашем сварочном аппарате и электродах? Ну, в основном эти термины описывают полярность электрического тока, который создается сварщиком и проходит через электрод.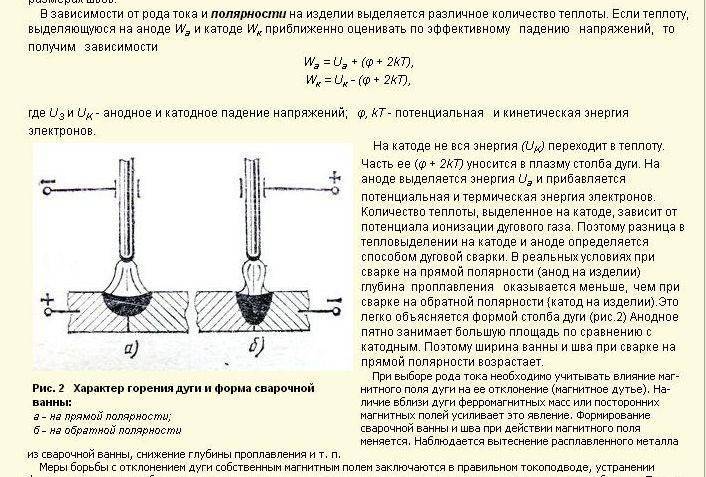 Выбор электрода с правильной полярностью оказывает реальное влияние на прочность и качество вашего сварного шва — так что читайте дальше и убедитесь, что вы понимаете разницу! Для дополнительной уверенности попробуйте выполнить два теста в конце статьи, чтобы определить полярность.
Выбор электрода с правильной полярностью оказывает реальное влияние на прочность и качество вашего сварного шва — так что читайте дальше и убедитесь, что вы понимаете разницу! Для дополнительной уверенности попробуйте выполнить два теста в конце статьи, чтобы определить полярность.
Термины “прямая” и “обратная” полярность используются в магазине. Они также могут быть выражены как «электрод-отрицательная» и «электрод-положительная» полярность. Последние термины являются более описательными и будут использоваться в этой статье.
Полярность возникает из-за того, что электрическая цепь имеет отрицательный и положительный полюса. Постоянный ток (DC) течет в одном направлении, что приводит к постоянной полярности. Переменный ток (AC) течет половину времени в одном направлении и половину времени в другом, меняя свою полярность 120 раз в секунду с током частотой 60 герц.
Сварщик должен знать значение полярности и понимать, какое влияние она оказывает на процесс сварки. За некоторыми исключениями, положительный электрод (обратная полярность) приводит к более глубокому проникновению. Отрицательный электрод (прямая полярность) приводит к более быстрому расплавлению электрода и, следовательно, более высокой скорости осаждения. Воздействие различных химических веществ в покрытии может изменить это состояние. Стержень из мягкой стали с высоким содержанием целлюлозы, такой как Fleetweld 5P или Fleetweld 5P+, рекомендуется использовать при положительной полярности для обычной сварки. Некоторые типы экранированных электродов работают с любой полярностью, хотя некоторые работают только с одной полярностью.
За некоторыми исключениями, положительный электрод (обратная полярность) приводит к более глубокому проникновению. Отрицательный электрод (прямая полярность) приводит к более быстрому расплавлению электрода и, следовательно, более высокой скорости осаждения. Воздействие различных химических веществ в покрытии может изменить это состояние. Стержень из мягкой стали с высоким содержанием целлюлозы, такой как Fleetweld 5P или Fleetweld 5P+, рекомендуется использовать при положительной полярности для обычной сварки. Некоторые типы экранированных электродов работают с любой полярностью, хотя некоторые работают только с одной полярностью.
Использование сварочного аппарата трансформаторного типа потребовало разработки электрода, который мог бы работать при любой полярности из-за постоянного изменения полярности в цепи переменного тока. Хотя переменный ток сам по себе не имеет полярности, когда электроды переменного тока используются на постоянном токе, они обычно лучше всего работают с одной определенной полярностью. Покрытие на электроде указывает, какая полярность является наилучшей, и все производители указывают рекомендуемую полярность на контейнере с электродом.
Покрытие на электроде указывает, какая полярность является наилучшей, и все производители указывают рекомендуемую полярность на контейнере с электродом.
Для надлежащего провара, равномерного внешнего вида валика и хороших результатов сварки необходимо соблюдать правильную полярность при сварке любым металлическим электродом. Неправильная полярность приведет к плохому проплавлению, неправильной форме валика, чрезмерному разбрызгиванию, трудностям в управлении дугой, перегреву и быстрому возгоранию электрода.
Большинство машин имеют четкую маркировку в отношении того, что представляют собой клеммы или как их можно установить для любой полярности. На некоторых машинах есть переключатель для изменения полярности, тогда как на других необходимо менять кабельные наконечники. Если есть какие-либо вопросы относительно того, используется ли правильная полярность или какая полярность установлена на машине постоянного тока, есть два легко выполняемых эксперимента, которые вам ответят.
Проверка полярности:
A. Определите полярность с помощью угольного электрода
1. Очистите основной металл и расположите горизонтально
2. Сформируйте кончики двух угольных электродов на шлифовальном круге так, чтобы они были идентичны с постепенным конусом, отходящим на 2 или 3 дюйма от кончика дуги
3. Зажмите один электрод в электрододержателе близко к конусу
4. Установите силу тока от 135 до 150
5. Отрегулируйте любую полярность
6. Зажгите дугу (используйте щит) и удерживайте в течение короткого времени. Измените длину дуги с короткой на длинную, чтобы можно было наблюдать за действием дуги
7. Наблюдайте за действием дуги. Если полярность отрицательная (прямая), дуга будет стабильной, простой в обслуживании, однородной и конической формы.