Прямая и обратная полярность при сварке инвертором
0
Опубликовано: 18.04.2017
Направление движения электронов регулируется с помощью полярности путём переключения проводов на клемму «плюс» или «минус». То есть, при работе со сваркой постоянного тока возможны два варианта настройки:
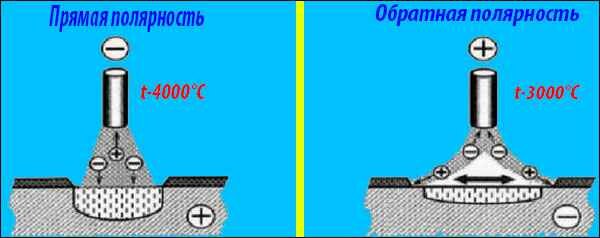
- Прямая полярность. Минус подключён к электроду, плюс на клемме «земля». В этом случае ток движется от электрода к заготовке, и металл греется сильнее.
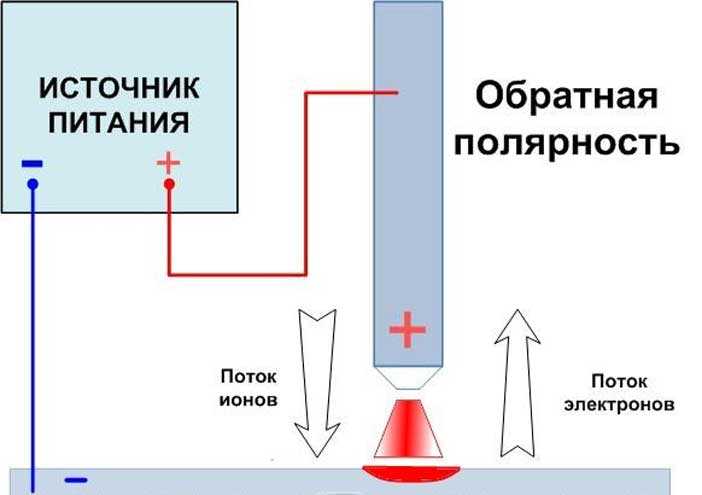
- Обратная полярность. К электроду подсоединяется плюс, на клемму «земля» — минус. Движение тока от минуса к плюсу (от заготовки к электроду) создаёт более сильный нагрев.
Прямая и обратная полярность подключения при сварке инвертором используется в зависимости от поставленных задач и качества материалов.
Оглавление:
- Значение полярности для сварки
- Виды сварки
- Ручная сварка дугой с помощью плавящегося электрода (ММА)
- Сварка полуавтоматическая
- Сварка в среде защитных газов
- Технология ручной сварки дугой
- Итог
Значение полярности для сварки
Постоянный ток создаёт термическое (анодное) пятно. Меняя полярность, можно его перемещать от электрода к заготовке. Основной нагрев создаётся на плюсовом гнезде, поэтому при прямой полярности сильнее нагревается заготовка, а при обратной – электрод. Таким образом формируются возможности инвертора в зависимости от характеристик металлов:
- Толщина металла. При прямой полярности основной нагрев достаётся заготовке, поэтому ширина шва провара получается достаточно глубокой. Соответственно для тонких металлов правильнее использовать обратное подключение, при котором металл нагревается слабее электрода.

- Тип металла. При сварке приходится работать с различными сплавами, обладающими определёнными свойствами. Например, алюминий относится к среднеплавким металлам, поэтому нужно обеспечить заготовке прямое подключение для нагрева. Нержавеющую сталь лучше не перегревать, выбрав обратную полярность. Настройки инвертора позволяют учитывать, какой сплав подвергается варке, поэтому предварительное изучение инструкции поможет эффективно справиться с задачей.
- Тип электрода. Сварочные электроды имеют покрытие – флюс. При разогреве он сгорает, выполняя свою основную задачу: вытесняя воздух, предотвращает образование пор. Тип флюса определяет особенности использования электродов при разных температурных режимах. К примеру, угольные электроды не подходят для подключения с обратной полярностью. Рекомендации производителя позволят сделать правильный выбор. То же самое относится и к типам проволоки. К слову, инверторные полуавтоматы также имеют характеристики, которые стоит учитывать.

Виды сварки
Ручная сварка дугой с помощью плавящегося электрода (ММА)
Здесь его роль играет особая плавящаяся проволока, покрытая шлаком. Способ очень популярен, но специалисты считают его не самым лучшим вариантом для получения качественных швов, если изделие по составу является сложным сплавом. Во время плавления проволока соединяет нужные детали, а её покрытие очищает от грязи и защищает от кислорода сварочную ванну. Способ подходит для сварки чугуна, чёрных металлов.
Сварка полуавтоматическая
Электродом является проволока, автоматически попадающая в зону сварки. Аппарат находится в режиме ручного передвижения, поэтому данный способ не подходит для обработки большой рабочей зоны, его используют для сварки тонких листов, цветных металлов, высоколегированной стали. Применяется как постоянный, так и импульсный ток. При использовании порошковой проволоки газ не нужен, в остальных случаях сварка током производится в среде активных или инертных защитных газов. Возможна сварка электродом без его плавки.
Применяется как постоянный, так и импульсный ток. При использовании порошковой проволоки газ не нужен, в остальных случаях сварка током производится в среде активных или инертных защитных газов. Возможна сварка электродом без его плавки.
Сварка в среде защитных газов
Технологический процесс подразумевает использование газа аргона. Электродом выступает неплавкий вольфрамовый либо графитовый стержень. Применение аргона очищает сварочную ванную от всех ненужных примесей и окислов. Образование шлака исключено, шов получается качественным и чистым, но сварка в среде защитных газов – довольно дорогая технология, требующая серьёзных навыков.
Разные типа сварки используются и в зависимости от условий работы сварки. Например, для ремонта кузовов автомобилей в сервисах используют дуговую сварку полуавтоматом с помощью среды защитного газа, что позволяет создавать качественную сварочную работу при её невысокой стоимости. Прямая и обратная полярность при сварке инвертором позволяет регулировать глубину плавления для любого типа сварочных работ.

Технология ручной сварки дугой
Дуговая сварка – самый распространённый тип сварки металла. Способ универсален, технологически прост и позволяет получать сварочные швы хорошего качества в непроизводственных условиях. Электроток сварочного источника образует дугу между изделием и электродом. На нём сгорает покрытие (флюс), выделяя газ, очищающий рабочую область от кислорода.
По форме и типам соединений сварочные швы разделяются на:
- тавровые;
- угловые;
- стыковые;
- нахлесточные;
- торцовые.
Обычно сварочные аппараты комплектуются кабелем массы с держателем зажимного типа. С первого взгляда, это удобно, такое приспособление можно надежно закрепить к практически любой поверхности (листы, металлопрокат и прочие).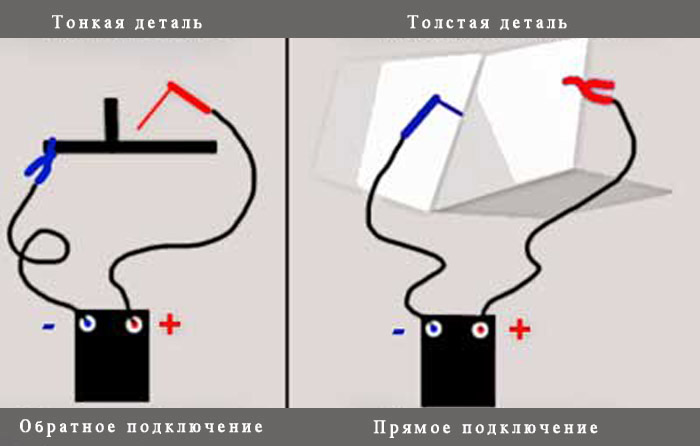 Но бывают ситуации, когда нет возможности установить такую массу на заготовку или, еще чаще, она перегорает. Неплохой альтернативой станет магнитный контакт сварочного кабеля.
Но бывают ситуации, когда нет возможности установить такую массу на заготовку или, еще чаще, она перегорает. Неплохой альтернативой станет магнитный контакт сварочного кабеля.
Итог
Главная задача для новичка – научиться «вести» сварочный шов. Основной металл прогревается до состояния расплавления, формируя сварочную ванну. В зависимости от ситуации сварщик меняет установки тока, ориентируясь на состояние ванны. Начинать нужно с настроек, рекомендованных производителями, а дальше постепенная практика поможет понять и правильно использовать все возможности инвертора.
Сергей Одинцов
tweet
Полярность сварочного тока – прямая и обратная
Автор: Михаил Щербаков. Рубрика: полярность сварочного тока,сварка тонкого металла,сварочный ток,электричество,электроды
Полярность сварочного тока — один из важных параметров, влияющих на качество сварного шва. Ведь от него зависит направление движения тока, то есть электронов в металле, что влияет на процесс выполнения шва, горение дуги, формирование сварочной ванны и в результате — на качество сварного соединения.
По поводу физического смысла, а также терминов «прямая» и «обратная» я написал отдельную статью ранее. А сейчас я расскажу основные принципы использования прямой и обратной полярностей сварочного тока. И главное, что нужно знать: там, где «+», там греется больше. Соответственно, при сварке на токе при обратной полярности, когда «+» на электроде, он греется больше, чем в случае с прямой. А деталь, наоборот, больше греется при сварке на токе прямой полярности.
Тонкости и особенности
С деталью ситуация несколько более хитрая. Когда «+» на детали, получается шире пятно проплавления, но глубина при этом не больше, а то и меньше, чем когда на детали «-«. С «минусом» на детали пятно сварочной ванны меньше, но его глубина может быть не меньше, а то и больше, чем при сварке на токе прямой полярности. Благодаря этому, когда на детали «минус», получается лучше контролировать перемещение сварочной ванны.
Как это использовать на практике? Вариантов много. Обычно, по умолчанию используется прямая полярность сварочного тока — особенно, когда нужно сильно прогревать и проваривать детали.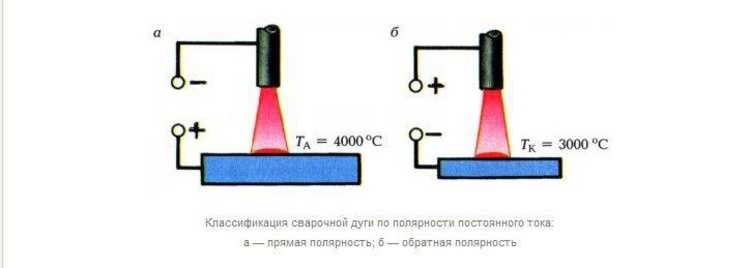 Обратная полярность используется в тех случаях, когда нужно точнее контролировать перемещение сварочной ванны. Например, это некоторые виды вертикальных швов, особенно сверху вниз. Также сварка на токе обратной полярности может помочь при выполнении потолочных швов и сварке тонкого металла — ведь в этом случае деталь прогревается меньше, а это позволит минимизировать стекание металла при выполнении вертикальных и потолочных швов и сквозное проплавление металла при сварке тонкого листа.
Обратная полярность используется в тех случаях, когда нужно точнее контролировать перемещение сварочной ванны. Например, это некоторые виды вертикальных швов, особенно сверху вниз. Также сварка на токе обратной полярности может помочь при выполнении потолочных швов и сварке тонкого металла — ведь в этом случае деталь прогревается меньше, а это позволит минимизировать стекание металла при выполнении вертикальных и потолочных швов и сквозное проплавление металла при сварке тонкого листа.
Полярность сварочного тока зависит также от электродов
Ещё один важный момент — это сварочные электроды. Не все электроды позволяют использовать сварочный ток любой полярности. Например, электродами с основным видом покрытия сварку следует вести только с «минусом» на свариваемом металле. К таким электродам относятся, например, электроды УОНИ-13/55. В любом случае, всегда проверяйте соответствие фактически установленной полярности сварочного тока допустимой для конкретных используемых электродов.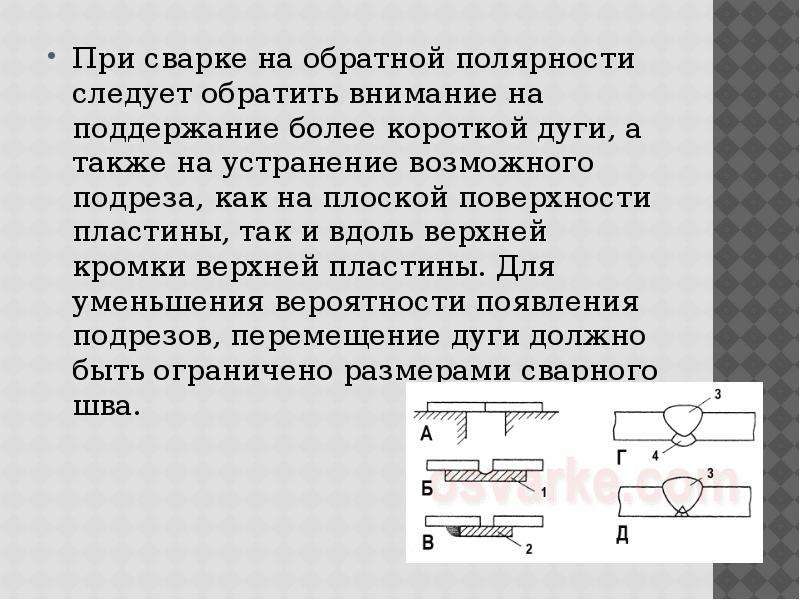
Резюме
Итак, важно понимать, что выбор направления сварочного тока зависит от пространственного положения сварного шва, выбранных электродов, толщины металла и личных навыков сварщика. Если все эти условия будут соблюдены, то и швы будут получаться качественными, надёжными и эстетичными.
И главное — экспериментируйте! Я говорю это очень часто, потому что на самом деле, только эксперимент даст вам самые точные и правильные ответы на ваши вопросы!
Возможно, я раскрыл эту тему несколько сумбурно, поэтому, если у вас остались какие-то вопросы, пишите их в комментариях. А также обязательно расскажите о своём опыте использования прямой и обратной полярностей!
Ещё по теме:
Какие электроды лучше для инвертора
Особенности сварки тонкого металла
Тонкий металл, вертикальный шов
Видеокурсы:
Как варить электросваркой
Как установить сварочный ток правильно
Как выбрать маску «хамелеон»
Как настроить маску «хамелеон» правильно
Как выбрать сварочный инвертор
Что такое полярность при сварке? И различные типы полярности сварки – Mig Welder, Mma Welder, Arc Welder, Tig Welder, Plasma Cutter, Welding Machine, Wire Feed Welder, Welding Equipment, Welding Machine Price, Welding Supplies
28 ноября 2022 г.
Знание by kasonkiu
Полярность имеет два полюса, где отрицательные частицы электрического тока бегут от отрицательного полюса к положительному. Положительный полюс — это область, в которой меньше отрицательного заряда, чем в отрицательном полюсе. С помощью настроек полярности при сварке вы можете выбрать, где находится каждый полюс и будут ли они меняться. Любой из полюсов может существовать как со стороны электрода, так и со стороны зоны сварки. В постоянном токе полюса не меняются, и электричество течет от отрицательного к положительному (например, только от электрода к детали или только от детали к электроду). В переменном токе полюса меняются с определенной частотой, и поэтому частицы электричества колеблются вперед и назад. Свойства сварки полностью различны для каждого типа электрического тока.
В школе вы, возможно, помните, как в упражнениях предполагали, что электричество течет от положительного полюса к отрицательному из-за ложного заблуждения, существовавшего до изобретения микроскопов более века назад. Реальное направление тока не имело значения в старшей школе, в то время как при сварке оно очень важно. Итак, поскольку очень легко все перепутать, всегда старайтесь выяснить, где находится отрицательный полюс. Это единственный способ узнать наверняка, что происходит.
Реальное направление тока не имело значения в старшей школе, в то время как при сварке оно очень важно. Итак, поскольку очень легко все перепутать, всегда старайтесь выяснить, где находится отрицательный полюс. Это единственный способ узнать наверняка, что происходит.
Что такое полярность при сварке
Для выполнения сварки TIG необходимо использовать источник питания. Это позволит вам сделать дугу между двумя материалами. Первый материал предназначен для сварки, а второй должен быть типом электрода. Как уже упоминалось, этот процесс сварки известен многим, поскольку его можно использовать для различных типов металлов.
Полярность сварки TIG бывает двух типов. Полярность сварки TIG на постоянном и переменном токе. Оба имеют соответствующие подтипы; электроотрицательный DCEN и электроположительный DCEP. В этом разделе мы собираемся обсудить различные типы полярности сварки TIG.
Итак, без лишних слов, приступим!
Существует две классификации AWS (Американского общества сварщиков) для электродов SMAW (дуговая сварка в защитных газах).
Но, несмотря на их сходство, они все же имеют заметные различия. Вы можете использовать E6011 как с постоянным, так и с переменным током. С другой стороны, E6010 можно использовать только с постоянным током.
Кроме того, E6011 поставляется с более высоким уровнем покрытия целлюлозно-калиевого типа, в то время как E6011 имеет более высокий уровень покрытия целлюлозно-натриевого типа.
Полярность сварки постоянным током Первый тип полярности сварки — это постоянный ток, и большинство сварщиков предпочитает именно эту полярность сварки по сравнению с переменным током. Вы можете использовать электроды E6010 и E6011 с этой полярностью. Когда дело доходит до более серьезных сварочных работ, включая сварку низколегированных сталей и сварку труб, требующих повышенной прочности, вы можете положиться на этот тип полярности.
Кроме того, важно помнить, что только электрод E6010 подходит для такого вида сварки с использованием полярности постоянного тока. Обратите внимание, что для сварки электродом используется полярность DC+. Это потому, что он известен тем, что создает превосходный профиль борта. Не только это, но и обеспечит вам высокий уровень проникновения.
С другой стороны, полярность постоянного тока может обеспечить высокую скорость расплавления электрода и более низкое проплавление. Но это полярность постоянного тока, используемая для сварки более тонкого металла, чтобы избежать прожога.
Полярность сварки переменным током Если источник питания, который вы используете, излучает переменный ток или переменный ток, вы можете ожидать, что появятся обратная полярность и прямая полярность. Во время полупериода можно ожидать, что электрод находится в отрицательной форме. Это означает только то, что он имеет положительные опорные пластины. С другой стороны, теперь у вас может быть положительный электрод и отрицательная базовая пластина.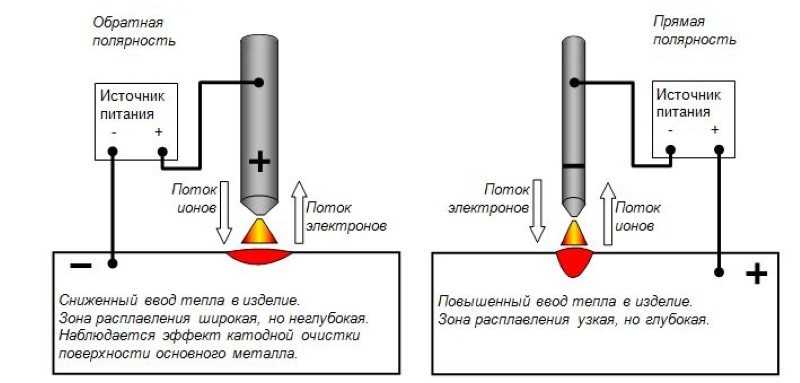 Имейте в виду, что частота источника питания всегда будет влиять на количество циклов.
Имейте в виду, что частота источника питания всегда будет влиять на количество циклов.
Что такое полярность в сварке?
Технически сварка является ручным трудом, но сварщикам по-прежнему необходимо обладать достаточным объемом технических знаний, чтобы выполнять свою работу должным образом.
Одна из вещей, которую вы часто слышите, если посещаете курсы сварки или просто идете в магазин, это «сварочный ток». ток машины.
Что такое полярность при сварке?
Электрическая цепь, образующаяся при включении сварочного аппарата, имеет отрицательный и положительный полюс. Это свойство называется полярностью.
Полярность чрезвычайно важна при сварке, поскольку правильный выбор полярности влияет на прочность и качество сварного шва. Неправильная полярность может привести к большому количеству брызг, плохому проплавлению и потере контроля над сварочной дугой.
Что такое переменный и постоянный ток?
AC означает переменный ток, а DC означает постоянный ток. В переменном токе направление потока меняется, в то время как в постоянном есть только одно направление. Таким образом, сварочные аппараты и электроды с маркировкой DC имеют постоянную полярность, а маркировка AC означает, что полярность меняется.
Чем отличаются переменный и постоянный токи при сварке?
Когда речь идет о дуговой сварке защищенным металлом, широко используется постоянный ток, поскольку он имеет много преимуществ. Сварка на постоянном токе дает более ровную и стабильную дугу, и вам легче зажигать дугу.
Это приводит к меньшему количеству простоев и меньшему количеству брызг, а также уменьшает количество осложнений при вертикальной сварке вверх и потолочной сварке.
Однако, хотя постоянный ток имеет свои преимущества, переменный ток может быть предпочтительным выбором для других случаев, например, для обучения сварке, поскольку он часто используется с недорогим оборудованием начального уровня.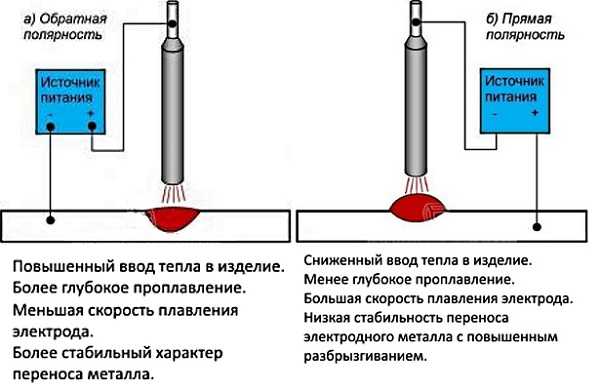 Переменный ток также предпочтителен для использования в судостроительной сварке или в любых условиях, когда дуга может дуть из стороны в сторону.
Переменный ток также предпочтителен для использования в судостроительной сварке или в любых условиях, когда дуга может дуть из стороны в сторону.
Три типа полярности
При сварке используются три различных типа полярности.
Постоянный ток прямой полярности
Это происходит, когда электрод сделан отрицательным, а пластины положительными. В результате электроны перетекают от кончика электрода к опорным пластинам.
Постоянный ток обратной полярности
Это происходит, когда электрод сделан положительным, а пластины отрицательными. Затем электроны текут в обратном направлении от базовых пластин к электроду.
Переменная полярность тока
Если источник питания обеспечивает переменный ток, то и прямая, и обратная полярность будут появляться одна за другой в каждом цикле. В течение половины цикла электрод будет отрицательным, и, следовательно, базовые пластины положительны. В другой половине базовые пластины будут отрицательными, а электроды положительными. Количество циклов, происходящих в течение секунды, зависит от частоты питания.
Количество циклов, происходящих в течение секунды, зависит от частоты питания.
Электрод постоянного тока Положительная полярность (DCEP) при дуговой сварке
При использовании источника питания постоянного тока, если электрод подключен к положительной клемме, а опорные пластины к отрицательной клемме, он называется электродом постоянного тока. Положительная или обратная полярность.
Электроны высвобождаются из базовой пластины и текут к электроду через внешнюю цепь. Непрерывный поток электронов в маленьком проходе создает дугу.
Электроны, испускаемые базовыми пластинами, ускоряются из-за разности потенциалов и ударяются об электрод с очень высокой скоростью. Это приводит к преобразованию кинетической энергии электронов в тепловую энергию, что приводит к выделению тепла на конце электрода.
Общепринято, что около двух третей всего тепла дуги выделяется на электроде, а остальная часть выделяется на опорной плите. Это приводит к быстрому расплавлению электрода и увеличению скорости наплавки расходуемых электродов.
С другой стороны, базовая пластина не сплавляется должным образом из-за отсутствия достаточного тепла, что может привести к таким дефектам, как отсутствие провара или сильное армирование.
Однако поток электронов, исходящий от базовой пластины, удаляет масло, покрывая оксидные слои или частицы пыли, присутствующие на поверхности базовой пластины. Это называется действием по очистке от оксидов.
Плюсы DCEP
DCEP лучше очищает дугу, что снижает вероятность дефектов включения. Большой объем осаждения означает, что сварка выполняется быстрее.
Уменьшает деформацию, остаточное напряжение и полную резку, что повышает производительность при сварке тонких листов. Он также подходит для соединения металлов с низкой температурой плавления, таких как медь.
Недостатки DCEP
DCEP имеет меньший срок службы неплавящихся электродов. Существует высокий уровень подкрепления, если скорость не отрегулирована должным образом.
При недостаточном плавлении и низком проплавлении вы не сможете правильно сплавить толстые листы или металлы с высокой температурой плавления.
Электрод постоянного тока с отрицательной полярностью (DCEN)
В отличие от DCEP, когда электрод подключен к отрицательной клемме, а базовые пластины к положительной, это называется электродом постоянного тока с отрицательной или прямой полярностью. Электроны текут от электрода к опорным пластинам.
Это приводит к выделению большего количества тепла на опорной пластине, чем на электроде – опять же, противоположно DCEP – и это означает, что скорость осаждения металла на электроде снижается.
Это также означает, что устраняются дефекты, вызванные недостаточным сплавлением. Однако DCEN не обладает очищающим действием, поэтому дефекты включения могут появиться, если вы не очистите опорные пластины должным образом перед сваркой.
Плюсы DCEN
DCEN означает, что возможно достаточное плавление основных металлов и, следовательно, надлежащее проникновение. Вероятность включения вольфрама и низкого армирования также уменьшается. DCEN — лучший выбор для металлов с высокой температурой плавления, таких как нержавеющая сталь. Толстые пластины также можно правильно соединить.
Толстые пластины также можно правильно соединить.
Недостатки DCEN
В DCEN нет действия по очистке дуги, поэтому вероятность дефектов включения возрастает. Существует также высокий уровень деформации и высокое остаточное напряжение.
Имеется более широкая зона термического влияния, что обусловливает низкую продуктивность из-за низкой скорости осаждения. Не подходит для сварки тонких листов.
Полярность переменного тока
Полярность переменного тока дает преимущества как DCEP, так и DCEN, поскольку оба происходят в цикле, но только до некоторой степени.
Полярность переменного тока обеспечивает умеренную очистку дуги и совместима с большинством типов электродов, но не со всеми. Он обеспечивает лучшее плавление и проникновение металла и подходит для широкого диапазона толщин листа.
Как полярность влияет на качество дуговой сварки?
Полярность является одним из решающих факторов, влияющих на качество сварных соединений. Перед началом сварки необходимо выбрать правильную полярность в зависимости от требований, присадок, типа электрода и основного материала.
Перед началом сварки необходимо выбрать правильную полярность в зависимости от требований, присадок, типа электрода и основного материала.
Параметры, на которые обычно влияет полярность сварки:
- Нанесение наполнителя. При использовании расходуемых электродов полярность DCEP увеличивает скорость осаждения.
- Проплавление сварного шва. Полярность DCEN увеличивает провар.
- Очистка опорной плиты. DCEP упрощает очистку базовых пластин и снижает риск дефектов включения.
- Армирование. DCEP вызывает глобулярный режим переноса металла и увеличивает ширину сварного шва.
- Зона термического влияния (ЗТВ). Полярность DCEN вызывает быстрый нагрев базовых пластин, и если скорость не регулируется, ЗТВ становится шире.
- Внешний вид сварного шва. Это зависит от многих других факторов, но в основном происходит от функции переменного тока.
Как правильно выбрать полярность?
Выбор полярности сварки требует тщательного учета большого количества факторов. Некоторые из основных:
- Алюминий или магний в качестве основного металла лучше подходят для DCEP, поскольку они могут разрушить оксидный слой, присутствующий на поверхности пластины. Температура плавления обоих довольно низкая, поэтому вам не требуется сильное тепловыделение вблизи опорной плиты.
- Для титана или нержавеющей стали лучше использовать переменный ток, так как он может дать вам все преимущества. Однако DCEN может увеличить HAZ.
- Если рабочий материал имеет плохую эмиссию электронов или требует высокого напряжения, DCEP может привести к нестабильной дуге.
- Если опорная плита слишком толстая, предпочтительнее использовать DCEN, при этом требуется подготовка кромок. Точно так же для тонких пластин лучше использовать DCEP.
- При сварке TIG DCEP может привести к образованию шариков на конце электрода, что может сократить срок службы электрода и привести к дефектам вольфрамовых включений.
