Электроды для сварки инвертором – как выбрать, характеристики
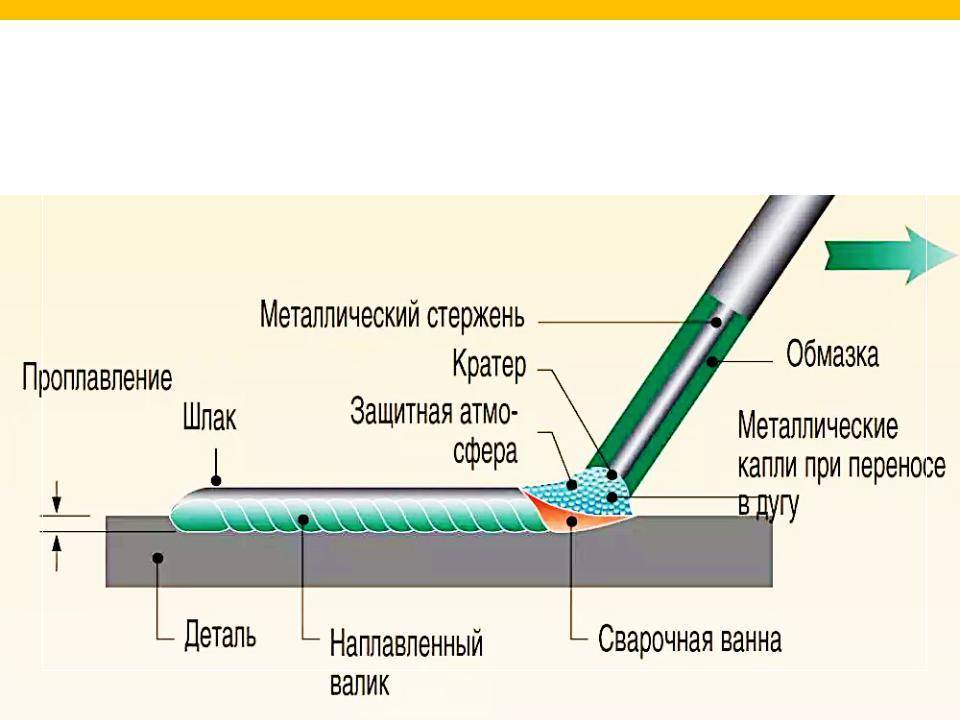
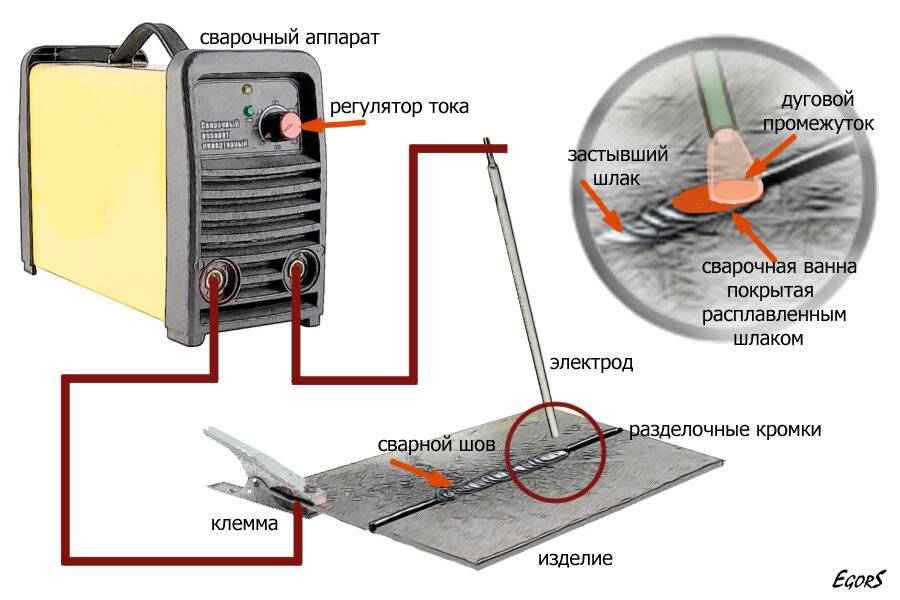
Инверторная сварка предполагает задействование в работу ИИСТ — инверторного источника сварочного тока. Это сварочный агрегат, один из вариантов электропитания для сварочной дуги, которая формируется разрядом в газе. Он обеспечивает получение неразъемного соединения за счет установившихся межатомных связей между свариваемыми деталями в условиях нагрева и/или пластического деформирования. Как правильно выбрать электроды для сварки инвертором?
Содержание
- 1 Варианты сварочного оборудования
- 2 Устройство и способ функционирования устройства
- 3 Как выбрать электроды для сварки инвертором
- 4 Основные характеристики сварочных стержней
- 5 Виды электродов по конструкции и материалу
- 5.1 Материал, из которого изготавливают электроды
- 5.2 Покрытия электродов
- 5.3 Другие параметры для оценки стержней
- 6 Какие электроды лучше для инвертора
- 6.
 1 Подходящие марки стержней для дома и стройки:
1 Подходящие марки стержней для дома и стройки:- 6.1.1 МР-3
- 6.1.2 УОНИ 13/55
- 6.1.3 АНО4
- 6.1.4 UTP 65D
- 6.
- 7 Требования к электродам
 1 Подходящие марки стержней для дома и стройки:
1 Подходящие марки стержней для дома и стройки:Варианты сварочного оборудования
Разные варианты сварки могут выполняться аппаратом одного вида, универсальный ИИСТ работает в разных режимах, с различными материалами. Основная цель – постоянный стабильный процесс горения сварочной дуги, необходим также легкий поджиг.
Источники питания сварочной дуги:
- Трансформаторы. Специально предназначен для сварочных работ, с помощью преобразования напряжения сети в низкое напряжение переводит ток из низкого в высокий. Показатели достигают тысяч ампер. Изменение параметров проходит за счет секционирования витков обмотки аппарата, первичной или вторичной.
- Электрогенераторы, работающие на дизеле, бензине или от электричества. Иначе именуются сварочными агрегатами, по сути – мобильные электростанции., способные генерить электрический ток для сварки и резки электродуговым способом.
- Выпрямители. Преобразователи энергии переменного электротока в постоянный, однонаправленный, выходной тип.
- Инверторы. Устройства для преобразования тока постоянного типа в переменный, меняется напряжение по типу дискретного сигнала. Используются как отдельные аппараты или в системах бесперебойного питания.

Выпрямители и инверторы относятся вариантами одной электрической машины. Это обусловлено правилом обратимости электромашин, заключающемся в преобразовании электроэнергии в механическую, и обратном преобразовании.
Устройство и способ функционирования устройства
Конструктивно инвертор собирается как блок нескольких устройств:
- Трансформатор, обеспечивающий снижение напряжения.
- Блок схем, опирающихся на транзисторах металл-оксид-полупроводникового типа — МОП, по-английски – MOSFET — metal-oxide-semiconductor field effect transistor, или вида БТИЗ-по-английски, IGBT — Insulated-gate bipolar transistor.
- Дроссель для стабилизации токовых пульсаций.
Работа устройства происходит следующим образом:
Напряжение сети поступает на выпрямитель, постоянный ток преобразуется в переменный, имеющий высокую частоту. Он передается на сварочный трансформатор, с него напряжения идет на сварочную дугу.
Особенностью инверторного аппарата является компактность, улучшенное качество работы дуги. Благодаря этому повышается КПД, уменьшается разбрызгивание во время работы, можно регулировать параметры сварки. Это обусловило их популярность и широкое применение не только профессионалами, но и мастерами-любителями.
Как выбрать электроды для сварки инвертором
Чтобы обеспечить высокий уровень мастерства в процессе сваривания металлов, получить ровный, надежный шов, стоит сконцентрироваться не только на характеристиках инвертора, но и на параметрах сварных стержней.
Электроды для сварки инвертором – это стержни, ведущие электроток непосредственно к локации, где проходит сварочный процесс. Эффективность обеспечивается рядом параметров, которые должны характеризовать электрод. Основные из них:
Основные из них:
- Равномерное плавление самого стержня и его покрытия.
- Поддержание физико-механических, химических характеристик материала стержня в период хранения и эксплуатации.
- Невысокая токсичность, минимальное выделение вредных веществ во время сварочного процесса.
Во время сварки от него требуется обеспечить стабильную постоянную дугу горения для получения ровного красивого шва, отсутствие массированного разбрызгивания раскаленных брызг металла, легкое отделение шлака, образовавшегося на поверхности шва.
По целевому использованию электроды делятся на категории.
Стержни применимы для сварки:
- Изделий и поверхностей, изготовленных из углеродистых или низколегированных металлов.
- Деталей из теплоустойчивых материалов, обладающих высокой прочностью и твердостью.
- Компонентов из нержавеющих сталей.
- Изделий из алюминиевых и медных сплавов или из соответствующих чистых материалов.
- Деталей, компонентов из чугуна.
- В условиях небольших ремонтных работ, при необходимости наплавки на уже имеющиеся изделия.
- Поверхностей из неизвестных металлов.

Основные характеристики сварочных стержней
Подбирая электроды для сварки обращают внимание на следующие характеристики:
- Диаметр.
Значение этого показателя связано с тем, какие детали или изделия необходимо соединить сварным методов, каков их размер, толщина. Также это определяется особенностями сварочного аппарата. Самый распространенный показатель диаметра – 3 мм. - Марка электрода. Определяется свойствами материалов, использованных при изготовлении стержней.
- Покрытие. Предохраняет стержень от процессов коррозии. Другая задача – создание защитного облака газов вокруг места сварки для предотвращения окисления и шлакообразования.
- Условия хранения. Покрытия способны впитывать влагу, она отрицательно сказывается на качестве шва, розжиге дуги.
- Бренд производителя.
Разновидности стержней, так же, как требования к ним описываются в нормативных документах ГОСТ.
Виды электродов по конструкции и материалу
Важные критерии, по которым различаются сварочные стержни- конструкция и материал.
Материал, из которого изготавливают электроды
Качественные характеристики швов зависят в большой мере от свойств материалов, использованных при изготовлении прутков. В соответствии с Государственными стандартами для производства прутков используется две большие группы материалов:
- Металлы
- Неметаллические материалы.
По другой классификации они делятся на две группы
- Неплавящиеся – произведенные из угольного материала, вольфрама, графита
| Виды стержней | Марки | Применение |
| Угольные . Неметаллические, возможна омедненная поверхность | СК- сварочные круглые ⌀:4, 6, 8, 10, 15, 18 мм | Применяются в условиях воздушно –дуговой резки, для устранения дефектов швов |
| ВДП- воздушно-дуговые ⌀: 6,8,10,12 мм Длина: 300 ±10 мм | ||
| ВДК –воздушно-дуговые круглые ⌀:12х5, 18х5 мм | ||
| Вольфрамовые Металлические. | ЭВЛ – лантанированный вольфрам ( 2%) | Применимы большей частью для аргонодуговой сварки. Отличаются высокой износостойкостью |
| ЭВИ-иттрированный (2%) | ||
| ЭВТ- торированный (до 1,5%) | ||
| ЭВЧ – не имеет добавок | ||
| Графитовые или графитизированные. Неметаллические | Специально не производятся. Получают с помощью обтачивания графитизированных стержней для руднотермических печей с применением электродуги. | Применяются для дуговой сварки и резки |

Для металлических стержней из вольфрама используется цветовая маркировка:
WP (зеленый). Переменный ток. Работают на магнии, алюминии, различных сплавах
WT-20 (красный) – постоянный ток, применяют для сваривания сталей нескольких видов: углеродистых, низколегированных, нержавеющих.
WC-20 (серый). Постоянный и переменный ток. Универсальный вариант для сварки всех видов стальной продукции.
WL-15 (золотой). Постоянный и переменный ток. Работают на сталях нержавеющих, легированных.
WL-20 (синий). Постоянный и переменный ток. Сваривают нержавеющие и ламинированные виды стальных изделий.
WY-20 (темно-синий). Постоянный ток. Работают не только со сталью нержавеющей, низколегированной, углеродистой, но и с другими металлическими материалами: медными и титановыми.
WZ-8 (белый). Переменный ток. Сваривают алюминиевые и магниевые изделия.
Присадки доставляются отдельно. Работы проводятся в газовой среде для защиты свариваемых элементов.
Неплавящиеся стержни отличаются целым рядом положительных качеств
— не подвергают металл деформационным воздействиям;
— обеспечивают ровный, прочный, долговечный шов.;
— процесс сварки и резки проходит на высокой скорости.
Есть недостатки: газ, создающий защитную ванну, легко выдувается, когда работа идет на воздухе, особенно в ветреную погоду. Помимо этого, необходимы предварительные работы на металле, зачистка свариваемых поверхностей.
Помимо этого, необходимы предварительные работы на металле, зачистка свариваемых поверхностей.
- Плавящиеся – металлические стержни. Плавление электрода приводит к формированию шва.
Среди них есть два типа: непокрытые и покрытые. Первый вариант раньше применялся очень широко. Сейчас вытеснен вариантами с различными видами покрытий. Непокрытый вариант может использоваться, когда работает специализированная технология непрерывной сварки в среде защитных газов.
Органические и неорганические вещества, представляющие покрытие, создают определенные эффекты. Возникает защитное газовое облако вокруг сварной ванны. Часть обмазки переходит в жидкое состояние, покрывает расплавленный металл, отграничивая его от кислорода воздуха. Создаются защитные механизмы для образовавшегося сварного шва от воздействий окружающей среды.
Порошковое напыление решает две основные задачи:
— отлаживает стабильность, постоянство процессов горения материала электрода;
— изменение физико-химических характеристик свариваемого металлического материала благодаря попаданию элементов стержня, вступлению во взаимодействие на уровне атомов веществ.
Покрытия электродов
Эффективность сварочных работ зависит в значительной мере от покрытий стержней.
Существуют четыре вида покрытий:
- Основное. Обозначение Б.
УОНИ — Универсальная обмазка научного исследовательского института, работает при сварке на постоянном токе. Создает прочные, гибкие, эластичные швы, устойчивые к различным воздействиям, в том числе к ударным нагрузкам. Работают во всех пространственных положениях, за исключением вертикального сверху-вниз и металлоизделий, отличающихся большой толщиной.
- Рутиловое. Обозначение Р.
Способно работать во всех сварных режимах: с постоян. и перемен. током во любых пространственных направлениях, кроме вертикального сверху вниз. Зажигается легко даже при низком напряжении холостого хода инвертора. Отрицательный момент: шлак на швах может создавать проблемы, убрать его можно порой лишь с помощью молотка.
- Кислое. Обозначение А.
Можно сваривать во всех сварных режимах: с постоян. и перемен. током любых пространственных положениях, кроме вертикального. Рекомендуется не применять для сталей, у которых в составе много углерода, серы.
и перемен. током любых пространственных положениях, кроме вертикального. Рекомендуется не применять для сталей, у которых в составе много углерода, серы.
В качестве недостатков замечено относительно большое разбрызгивание, иногда в швах наблюдаются трещины. Помимо этого, токсичность кислого варианта предполагает специальную подготовку рабочего места- оборудование его вытяжной аппаратурой.
- Целлюлозное. Обозначение Ц.
Сварка постоянным и переменным током может проходить во всех пространственных положениях. Удобно применять в условиях монтажа. Особое требование – не допуск перегрева. Большое разбрызгивание и, соответственно, увеличенные потери материала.
- Смешанный вид. Обозначение АЦ.
Возможность сварочных работ на различных конструкциях, трубопроводах, при любом положении шва, за исключением потолочного. Низкий расход на единицу наплавленного металла.
В основе напылений лежат ряд компонентов:
А – окись железа, свинца или иных металлов.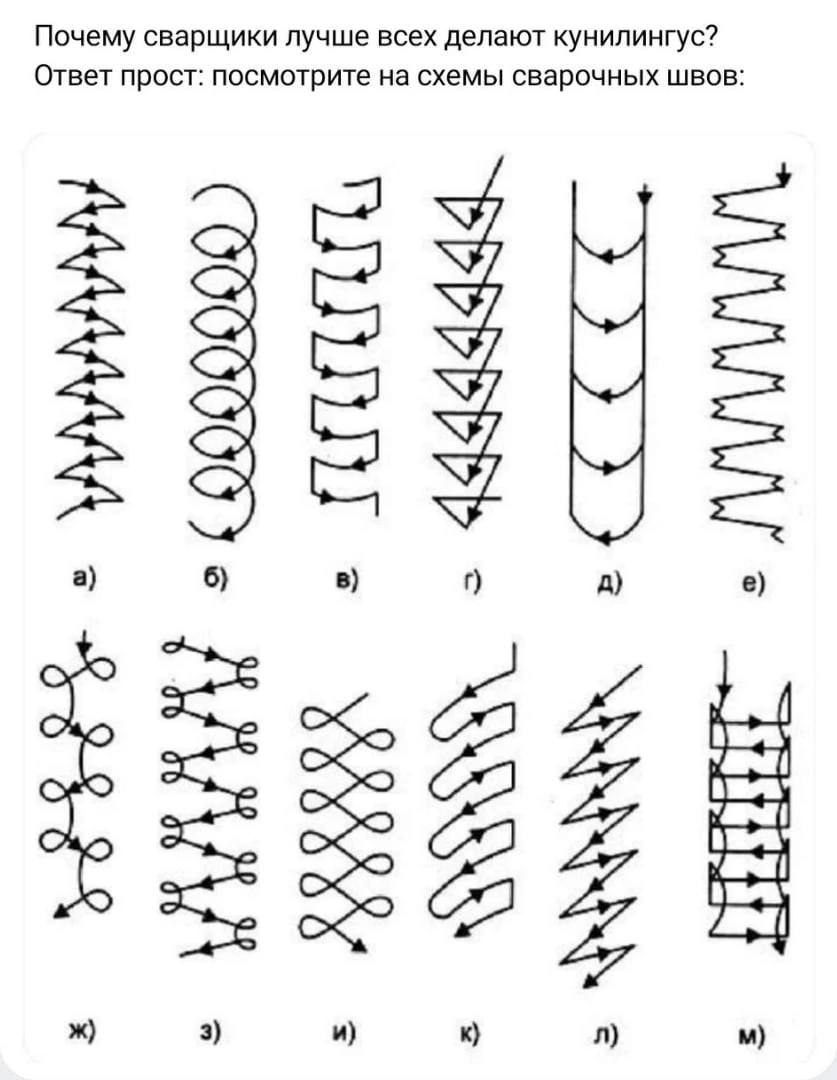
Б – два компонента на основе кальция: карбонат и фторид.
Ц – целлюлоза как базовая характеристика.
Р – рутил как основной элемент.
Другие параметры для оценки стержней
При выборе электродов обращают внимание на размеры прутка. Диаметр предопределяет, какой толщины и размера металлические изделия могут им свариваться.
Существует стандартная таблица размеров, в которой приводится соответствие толщин листов или изделий из стали диаметру электродов:
| Толщина стального листа или детали в мм | 1,5 | 2 | 3 | 4-5 | 2-12 | Свыше 13 |
| Значение диаметра стержня для сварки в мм | 1,6 | 2-2,5 | 2,5-3 | 3,2-4 | 4-5 | 5 |
Еще один важный показатель относится к электрической силе тока в амперах, которая необходима для того, чтобы успешно проварить металл определенной толщины
| Толщина стального листа или детали в мм | 2 | 2,5 | 3 | 4 | 5 |
| Сила тока в а | 55-65 | 55-80 | 70-120 | 130-160 | 180-210 |
Когда работа проходит в пространственном положении вертикальном или потолочном, силу тока можно снизить на 15-20 %. в этом случае диаметр стержня достаточен до 4 мм.
в этом случае диаметр стержня достаточен до 4 мм.
Какие электроды лучше для инвертора
Выбирая стержни для инверторного сварочного аппарата стоит ориентировать в первую очередь на материал, который придется сваривать. Сердечник электрода должен быть сходен по типу с этим видом металлов. Нержавеющие стали требуют стержней из такого же вида, причем если сталь отличается свойствами жаростойкости – нужен такой же стальной пруток с жаропрочными характеристиками. Высоколегированные стали для образования ровного, прочного шва нужно сваривать прутками с тем же составом легирующих элементов.
Подходящие марки стержней для дома и стройки:
МР-3
Универсальные широко известные электроды. Могут успешно применяться на слобокорродированном металле. Электроды Э46, покрытие Р и БР. Успешно применяется для сваривания конструкций из сталей углеродистого класса и низколегированных. Есть возможность сваривать изделия с большими показателями толщин.
Выпускаются электроды диаметром от 3 до 5 мм.
Особенности:
- высокие значения стойкости электродуги;
- небольшое разбрызгивание;
- легкий съем слоя шлака;
- легкое зажигание как первичное, так и повторное.
Существует требование зачистки сварочной поверхности и удаления окалины.
УОНИ 13/55
Дают возможность создавать высококачественные швы. С ними умеют работать опытные сварщики, мастера, имеющие высшую квалификацию. Тип электрода Э50А, покрытие предпочтительно основное. Напыление приемлемо фтористое или карбонатное, в этом случае снижается газосодержание шва и количество неметаллических вкраплений, ухудшающих качество.
Технические характеристики:
- диаметр от 2 до 4 мм;
- коэффициент по наплавке 9.5 г на А*ч;
- на 1 кг наплавленного металлического материала уходит около 1,5 кг прутков;
- предел текучести 420 мПа;
- предел прочности 530 мПа;
- относительный показатель удлинения 22%;
- ударная вязкость зависит от температурного режима, от 50 до 130 дж/см2.

АНО4
Стержни легко воспламеняются, их не нужно прокаливать. Электроды Э46, покрытие рутилом. Основной вид использования –сваривание стальной продукции углеродистых и низколегированных сортов. Работают со всеми видами тока в любых пространственных направлениях, за исключением направления сверху вниз.
Выпускаются с диаметром от 2 до 6 мм.
Технические параметры
- рутиловое покрытие
- наплавочный коэффициент 8,6 г на А*ч;
- производительная часть по наплавке 1,4 кг/ч при диаметре 4 мм.
- сопротивление 480 мПА;
- предел текучести 380 мПа;
- относительное удлинение 25%.
UTP 65D
Стержни хороши в работе с различными сталями и сплавами, швы будут качественные. Применимы для постоянного и переменного тока разной полярности. Рутиловое покрытие. Производятся в Австрии. Часто используется на автопредприятиях и мастерских по ремонту автомобилей для проведения кузовных работ.
Плюсы:
- стабильность дуги;
- малое разбрызгивание и, следовательно, минимизация потерь материала;
- возможность работы с различными толщинами металлоизделий, с деталями и листами тонко- и толстостенными.
- гладкие швы, не имеющие внутренних лакун. Можно обрабатывать сразу, как металл застыл.
- возможность проведения холодной закалки металлического материала по шву.
- легкое снятие слоев шлака.
- хорошая переносимость влажной среды, а также перегрева.
Особенности эксплуатации: перед самым процессом сварки прутки необходимо подвергнуть просушке в течение двух часов при температурном режиме в 160-170 гр. С. Зону свариваемых поверхностей зачищают. Работа с большими толщинами материала требует предварительной подготовки кромки с углом скоса примерно 60 градусов.
Требования к электродам
Выбирая стержни для работы, стоит их внимательно рассмотреть и оценить. Покрытие должно быть без сколов, повреждений, иначе не удастся добиться однородного разогрева и равномерного получения шва. На кончике электрода толщина смазки должна быть такой же, как на всем стержне – благодаря этому электрическая дуга пройдет по центру.
Проинспектировать стоит влажность покрытия, иногда повышенная влажность обмазки не позволяет легко зажечь стержень.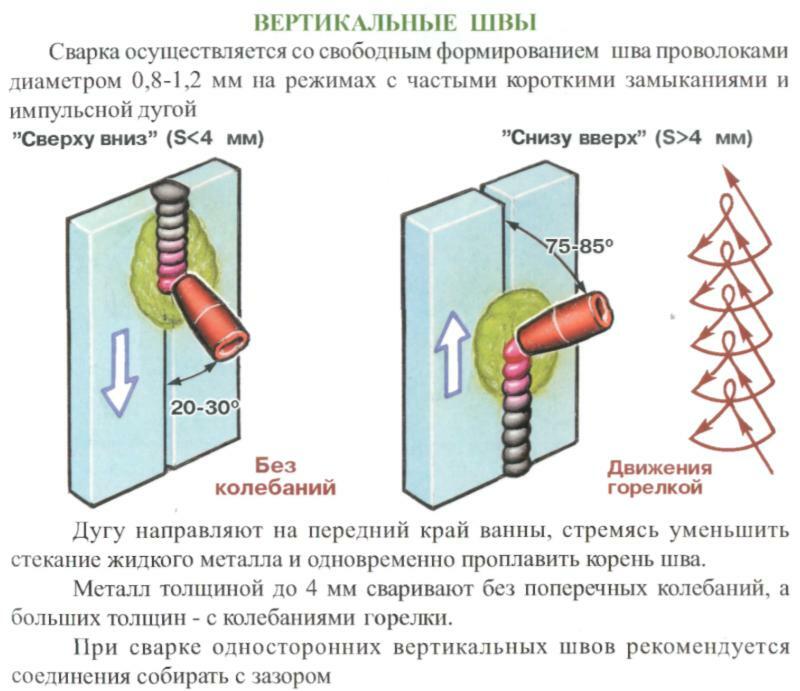 Отсюда, требования к хранению электродов в сухом месте, желательно, герметично упакованными. Народные умельцы рекомендуют в упаковку класть пакетики с солью для устранения излишней влаги. Если случится, что электроды отсыревают, их можно подсушить в кухонной духовке при невысокой температуре. Этот параметр указывается на упаковке изделий. Можно также оставить в проветриваемой сухой комнате.
Отсюда, требования к хранению электродов в сухом месте, желательно, герметично упакованными. Народные умельцы рекомендуют в упаковку класть пакетики с солью для устранения излишней влаги. Если случится, что электроды отсыревают, их можно подсушить в кухонной духовке при невысокой температуре. Этот параметр указывается на упаковке изделий. Можно также оставить в проветриваемой сухой комнате.
Во время сварочных работ для получения качественного прочного, устойчивого шва необходимо учитывать основные моменты:
- Правильная для конкретного изделия сила тока.
- Подходящий для изделия и вида работ диаметр сварочного электрода.
- Учет размерности и толщины свариваемых материалов.
Выбрав параметры, сварщик создает устойчивую, хорошо горящую дугу, которая обеспечит реализацию сварочных работ на высоком уровне.
Используемая литература и источники:
- М. Д. Банов, Ю. В. Казаков, М. Г. Козулин и др.; под ред. Ю. В. Казакова. Сварка и резка материалов: Учебное пособие. — Издание 2-ое, стереотипное. — Издательский центр «Академия», 2002.
- Кожевников Д.В., Кирсанов С.В. Металлорежущие инструменты. Учебник (гриф УМО). Томск: Изд-во Томского ун-та. 2003.
- Статья на Википедии
 — Издание 2-ое, стереотипное. — Издательский центр «Академия», 2002.
— Издание 2-ое, стереотипное. — Издательский центр «Академия», 2002.Сварка вертикальных швов и потолочных швов, полуавтоматом, инвертором, электродом, для начинающих и профи
Мастеру следует знать, что сварка вертикальных и потолочных швов имеет свои особенности. Если учесть их, то сварочный шов получится максимально надежным.
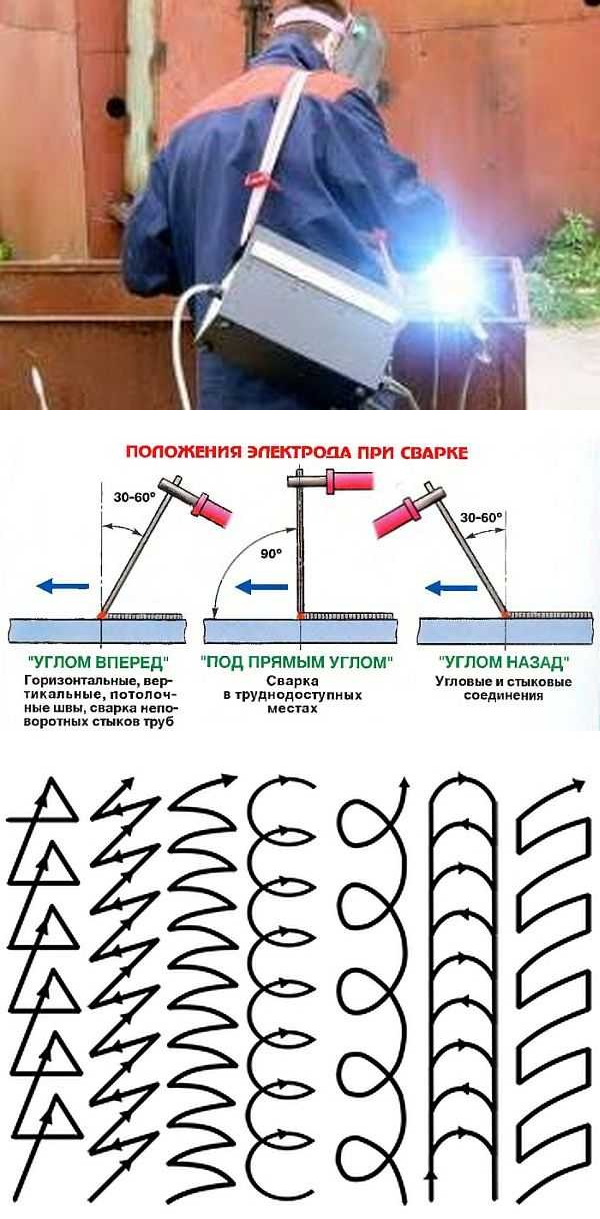
Сварка швов в вертикальном положении сложна тем, что расплавленный материал под действием силы тяжести будет вытекать из сварочной ванны. Как правильно варить сваркой вертикальный шов, учитывая эту проблему? Опытные мастера советуют использовать способ «снизу вверх». Следует подготовить горизонтальную площадку, сечение которой совпадает с сечением создаваемого шва. Электрод при сварке должен выполнять поперечные колебания полумесяцем. Такая сварка вертикального шва для начинающих предпочтительнее, так как ее проще освоить.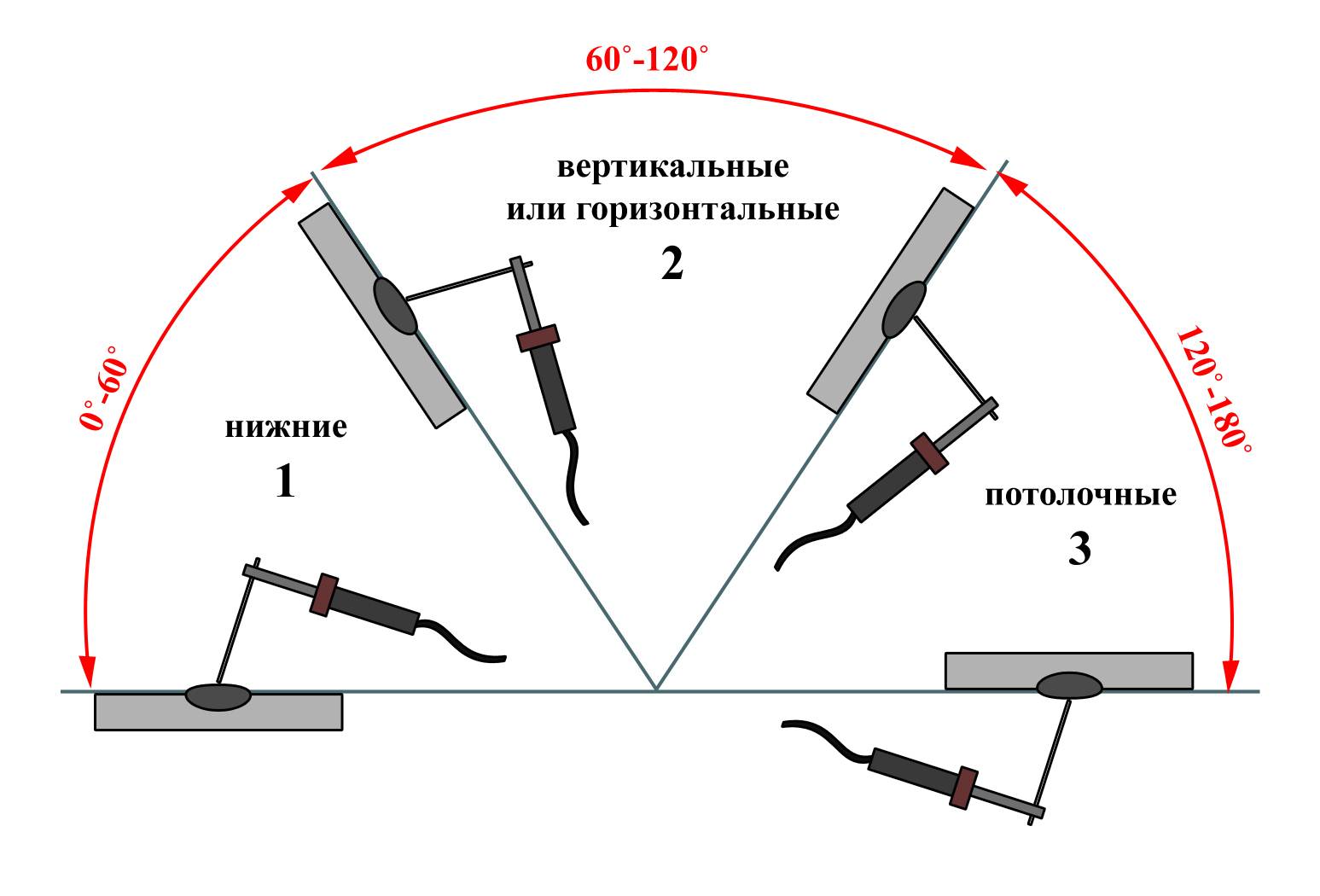
Сначала мастеру следует наплавить полочку на свариваемые кромки. После чего малыми порциями наплавляют металл, постепенно направляя электрод выше. В итоге внизу должен формироваться сварной шов.
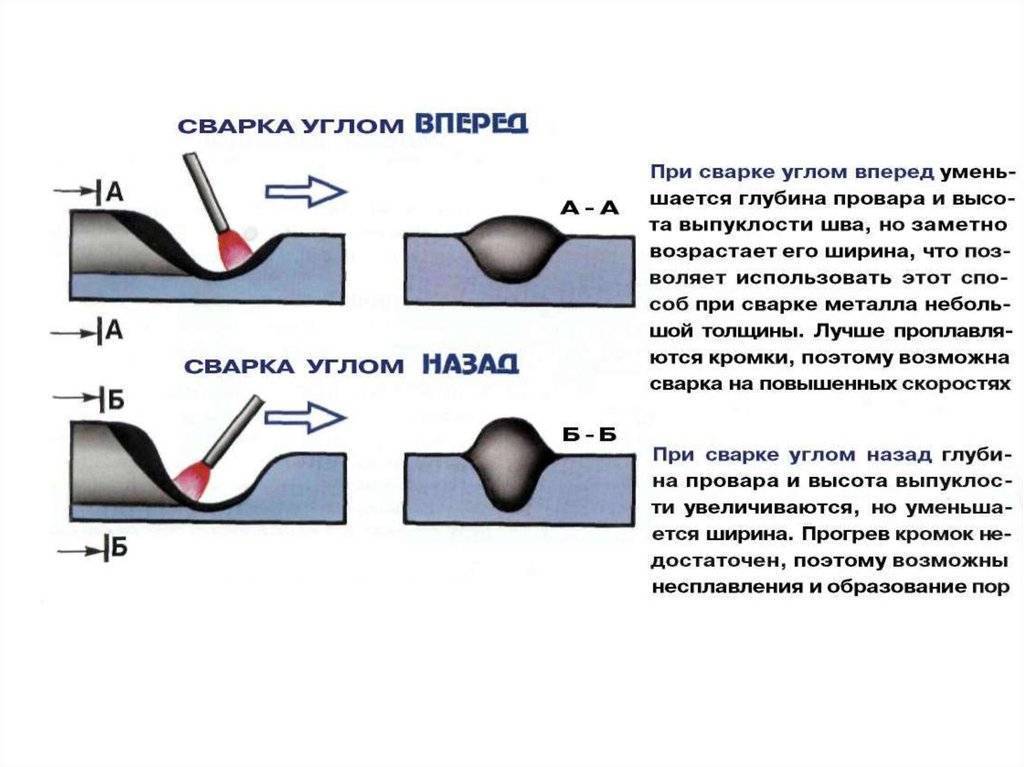
Сварка вертикальных швов электродом может осуществляться углом.Электрод переменно направляется вверх и вниз. Металл должен постоянно поступать на кромки и аккуратно переноситься вверх при помощи электрода.
Как варить вертикальный шов дуговой сваркой, чтобы добиться высокого качества сварного шва? Первым делом по линии создаются небольшие прихваты до 2 см. Это позволит скрепить заготовки и избежать смещения или деформации из-за высокой температуры. Перед тем, как варить вертикальные швы электродуговой сваркой, следует определиться с углом наклона. Он должен быть в пределах 45-90°. Сварка начинается в самой нижней точке. Дуговая сварка вертикальный шов можно создавать, двигая инструмент «елочкой», то есть из стороны в сторону, постепенно продвигаясь вверх. Вертикальный шов электродуговой сваркой как правильно варить, выбрав подходящую температуру? Опытные мастера советуют создавать такие швы с током, который будет примерно на 15 % меньше по сравнению со сваркой в нижнем положении. Это позволит избежать вытекания материала из сварочной ванны.
Вертикальный шов электродуговой сваркой как правильно варить, выбрав подходящую температуру? Опытные мастера советуют создавать такие швы с током, который будет примерно на 15 % меньше по сравнению со сваркой в нижнем положении. Это позволит избежать вытекания материала из сварочной ванны.
Ручная сварка вертикальных швов предполагает активную работу без задержек. Если закончился электрод, то мастеру следует как можно быстрее поменять его, ведь задержка приводит к остыванию области ванны. Когда производится сварка вертикального шва ручной дуговой сваркой, важно также избежать зашлакованности зазора. Для этого надо делать начальный заход в глубину максимально быстро.
Сварка вертикальных швов инвертором для начинающих обладает несколькими важными моментами, которые надо учитывать. К примеру, новички часто создают сварочные швы с дефектами. В стыках могут иметься полости воздуха, и такое соединение будет непрочным.
Сварка вертикального углового шва считается наиболее сложной работой. Ведь мастеру приходится находиться в неудобном положении, подняв руки вверх. В этом случае нужно помнить о нескольких правилах:
- Ход электрода должен быть плавным.
- Наплавка металла производится равномерно.
- Во время сварки следует избегать остановок электрода.
Когда требуется сварка вертикальным швом трубу, перед мастером стоит задача не допустить, чтобы жидкий материал отошел от сварочной области. Поэтому нужна стабильно горящая электродуга. Мастеру следует расположить ее таким образом, чтобы между сварочной ванной и концом электрода был маленький пробел.
Сварка вертикальных швов полуавтоматом пройдет успешно, если выполнить следующие рекомендации:
- При толщине материала менее 3 мм сварку ведут сверху вниз, а при большей толщине наоборот.
- Горелка прибора располагается под углом 45° к поверхности изделия.
- Ток и скорость подачи проволоки должны быть небольшими, так как материал плавится быстрее по сравнению с ручной сваркой.
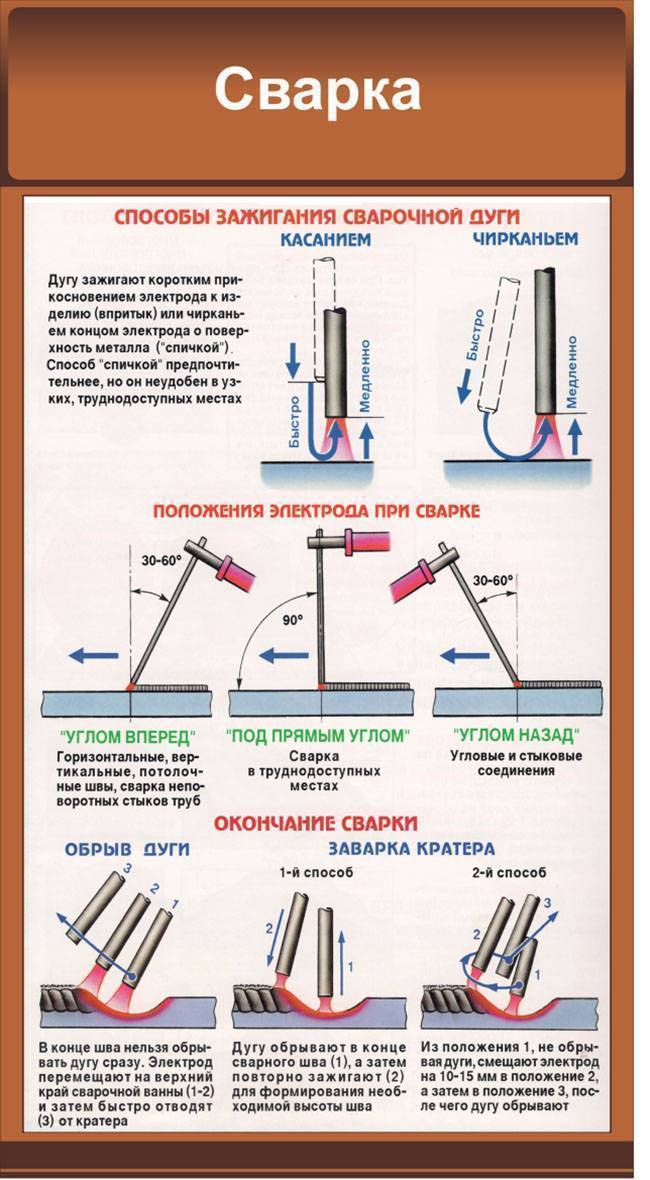
Сварка в потолочном положении шва требует от мастера внимательности и аккуратности. Ведь из-за особенности расположения шва расплавленный материал будет стремиться вытечь из ванны. В связи с этим при сварке потолочных швов сварочный ток мастеру следует уменьшить примерно на 15 % по сравнению со сварочными работами в нижнем положении.
Как варить потолочный шов дуговой сваркой
, чтобы соединение было максимально прочным? Перед началом работ надо убедиться, что электроды сухие. Ведь если они влажные, то создаваемые газы будут подниматься вверх и останутся в шве. В результате возникнут внутренние пустоты.Сварка потолочных швов ручной дуговой сваркой может проходить тремя способами:
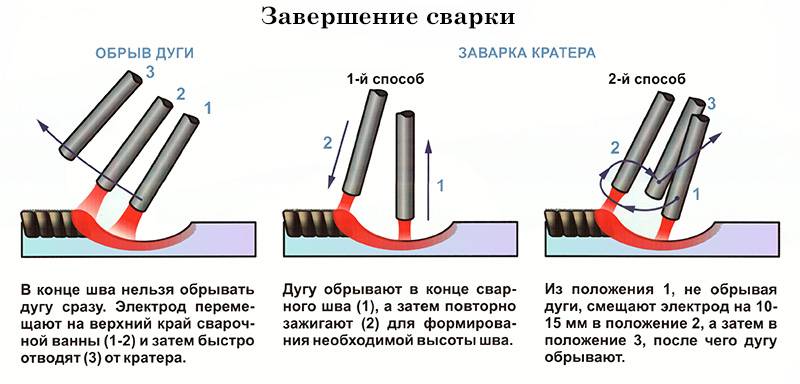
- Лесенкой. Мастер помещает электрод под углом примерно 110° к плоскости, приближает к материалу и зажигает дугу. Данная технология сварки потолочных швов подразумевает, что после формирования небольшого количества расплавленного материала электрод отдаляют на 10 мм от потолочной поверхности. Затем электрод снова возвращают, чтобы перекрыть застывшую часть материала расплавом, длина которого должна составлять около 1/3 ее длины.
 Мастер помещает электрод под углом примерно 110° к плоскости, приближает к материалу и зажигает дугу. Данная технология сварки потолочных швов подразумевает, что после формирования небольшого количества расплавленного материала электрод отдаляют на 10 мм от потолочной поверхности. Затем электрод снова возвращают, чтобы перекрыть застывшую часть материала расплавом, длина которого должна составлять около 1/3 ее длины.
Мастер помещает электрод под углом примерно 110° к плоскости, приближает к материалу и зажигает дугу. Данная технология сварки потолочных швов подразумевает, что после формирования небольшого количества расплавленного материала электрод отдаляют на 10 мм от потолочной поверхности. Затем электрод снова возвращают, чтобы перекрыть застывшую часть материала расплавом, длина которого должна составлять около 1/3 ее длины.- Полумесяцем. Сварщик располагает электрод под углом 110° к поверхности потолка. Затем совершает им колебательные движения, похожие на дуговые зигзаги, постоянно заводя электрод на застывшую область материала.
- Обратнопоступательно. Сварка потолочного шва электродами таким методом доказала свою надежность. Концом электрода мастер постоянно возвращается на застывший участок материала, в результате происходит постепенное удлинение шва.

Как правильно варить потолочный шов сваркой, чтобы быстрее освоить эту работу новичкам? Опытные мастера советуют применять половину электрода. Это упрощает управление положением его конца.
Потолочный шов сварка как правильно
все сделать и получить надежное соединение? В большинстве случаев желательно сводить кромки свариваемых изделий максимально близко друг к другу. Сварку с зазорами качественно выполнит только высококвалифицированный мастер.Если предстоит сварка потолочного шва полуавтоматом, то можно использовать способ «на себя». В процессе работы мастер старается «подталкивать» сварочную ванну по направлению сварки. Если надо проварить корень шва, то ток увеличивают примерно на 20 %. После проварки корня область сварки надо зачистить до «серебра». Затем при помощи болгарки создается борозда по центру корня. Это позволит повысить точность проваривания облицовочного шва. Сварка потолочного горизонтального шва обычно производится на дуге с небольшой длиной.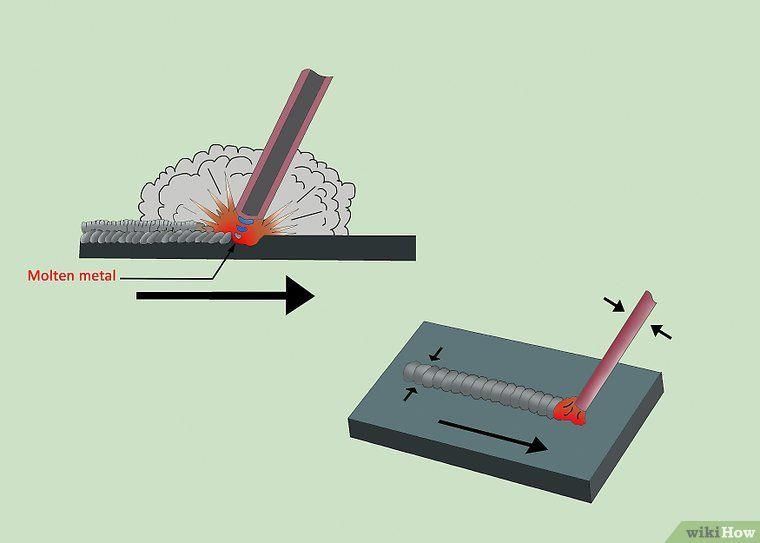
Потолочная сварка угловых швов является сложным видом работ, и мастеру требуется постоянно контролировать процесс. Следует удерживать стабильной скорость движения электрода, а длина дуги должна быть небольшой. Чтобы
|
| ||||||||||||||||||||||||||||||||||||
Arcraft Plasma Equipments (Индия) Pvt. ООО Производители Поставщики и экспортеры | |||||||||||||||||||||||||||||||||||||
 При правильно выполненной наплавке рябь на валике будет равномерной, а валик будет гладким, без перехлестов и подрезов.
При правильно выполненной наплавке рябь на валике будет равномерной, а валик будет гладким, без перехлестов и подрезов. Если слишком высокая, электрод плавится слишком быстро, и ваша расплавленная ванна будет большой и неравномерной, если слишком низкая, не будет достаточно тепла, чтобы расплавить основной металл, и ваша расплавленная ванна будет маленькой, будет накапливаться, выглядеть неравномерно.
Если слишком высокая, электрод плавится слишком быстро, и ваша расплавленная ванна будет большой и неравномерной, если слишком низкая, не будет достаточно тепла, чтобы расплавить основной металл, и ваша расплавленная ванна будет маленькой, будет накапливаться, выглядеть неравномерно.

 Мумбаи. Индия.
Мумбаи. Индия.Как правильно выбрать вольфрам для сварки TIG и что — Baker’s Gas & Welding Supplies, Inc.
перейти к содержаниюЭд Цижевски
После того, как вы инвестировали в первоклассный сварочный аппарат TIG для сварки алюминия или детальных проектов, получите максимальную отдачу от своих сварных швов, выбрав правильный сварочный вольфрамовый электрод TIG. Независимо от того, используете ли вы процессы переменного или постоянного тока для сварки TIG, вот несколько советов, о которых следует помнить, когда придет время запастись электродами TIG, включая новый электрод, о котором вы, возможно, не знаете. В конце поста мы также дадим ссылку на любимую работу клиентов Baker’s Gas and Welding.
*Щелкните по таблице, чтобы загрузить файл PDF для печати Выбор правильного цвета вольфрама для сварки TIG Каждый электрод для сварки TIG имеет особую цветовую классификацию, которая упрощает его идентификацию. В зависимости от состава электрода сварщики найдут конкретные области применения и преимущества, которые лучше всего подходят для каждого электрода. Вот краткий обзор:
В зависимости от состава электрода сварщики найдут конкретные области применения и преимущества, которые лучше всего подходят для каждого электрода. Вот краткий обзор:
Зеленые электроды для сварки TIG изготовлены из чистого вольфрама и используются для сварки переменным током, часто для алюминия и магния. Они, как правило, широко используются, потому что они недороги. Тем не менее, они также сгорают намного быстрее, чем электроды из других сплавов, поэтому приготовьтесь запастись, если пойдете по этому пути.
Зачем использовать зеленые электроды из чистого вольфрама? Они хорошо работают при синусоидальной сварке переменным током и образуют сплошной шарообразный наконечник, обеспечивающий стабильную дугу. Помимо высокого расхода, он не так хорошо заводится, как торированные или цериированные электроды, которые остаются фаворитами у многих сварщиков.
Красные торированные электроды для сварки TIG являются одними из наиболее часто используемых электродов, поскольку 2% тория, смешанного с вольфрамом, долговечны и универсальны. Сварщики могут заострить кончик этих электродов и наслаждаться стабильной дугой, которая длится долгое время. Окончательная сварочная ванна чище, так как электрод оставляет меньше отложений, а торий обеспечивает более легкий запуск дуги и более высокую допустимую нагрузку по току.
Сварщики могут заострить кончик этих электродов и наслаждаться стабильной дугой, которая длится долгое время. Окончательная сварочная ванна чище, так как электрод оставляет меньше отложений, а торий обеспечивает более легкий запуск дуги и более высокую допустимую нагрузку по току.
Переключение между сваркой переменным и постоянным током с использованием торированных электродов. Сварщики могут работать над проектами, включающими тонкий алюминий, титан, углеродистую сталь, нержавеющую сталь и никель. Поскольку торий радиоактивен, сварщики с осторожностью относятся к использованию этих электродов.
Оранжевые электроды с церием для сварки TIG содержат около 2% церия и идеально подходят для сварки постоянным током и процессов с низким током. Поскольку им можно сваривать углеродистую сталь, нержавеющую сталь, никелевые сплавы и титан, некоторые сварщики обнаружили, что он хорошо работает в качестве замены ториевых электродов.
Ceriated не рекомендуется использовать для сварки при более высоких токах, так как тепло может изменить состав электрода. Сварщики предпочитают работать с электродами Ceriated при более низких температурах для мелких, точных деталей, изготовления труб и сварки тонкого металла.
Сварщики предпочитают работать с электродами Ceriated при более низких температурах для мелких, точных деталей, изготовления труб и сварки тонкого металла.
Золотые лантановые электроды для сварки TIG работают как на переменном, так и на постоянном токе (отрицательный электрод), поскольку их можно затачивать или скруглять соответственно в зависимости от проекта. Он может сваривать сталь от источника питания прямоугольной формы и обеспечивает надежный запуск дуги и стабильность дуги.
Из-за его долговечности и универсальности некоторые сварщики используют лантанаты вместо тория, так как в металле нет радиоактивных элементов.
Коричневые циркониевые электроды для сварки TIG содержат минимальное количество циркония и лучше всего подходят для сварки переменным током. Поскольку цирконий является прочным металлом, устойчивым к растрескиванию, он обеспечивает стабильную дугу и препятствует загрязнению. Он также может проводить силу тока, сравнимую с ториевыми электродами.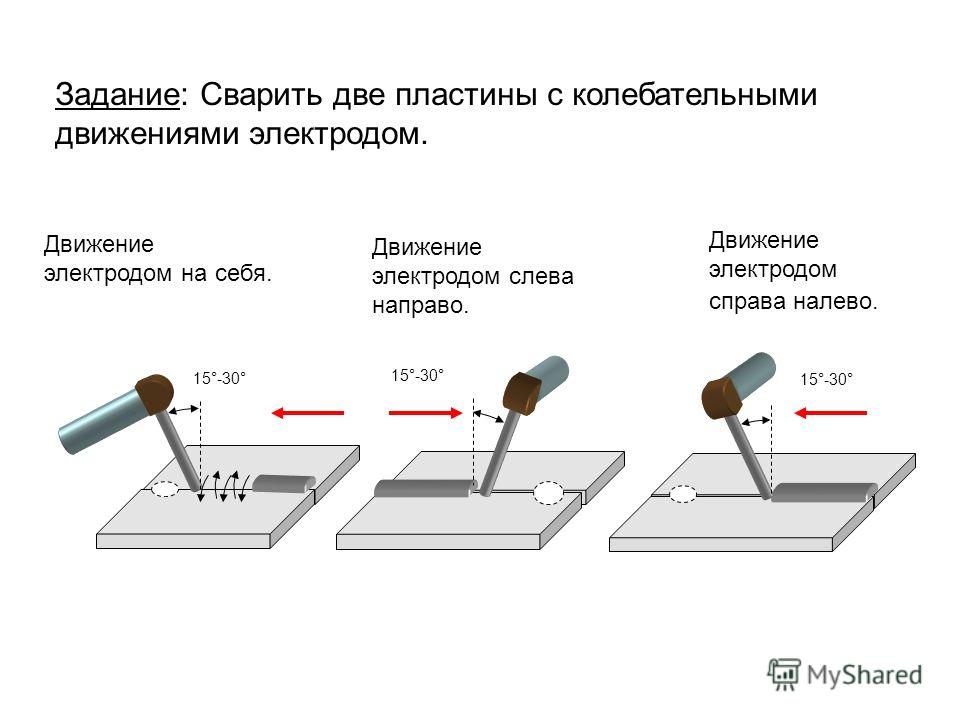
Серые редкоземельные электроды обычно указывают, какие оксиды редкоземельных элементов присутствуют в стержне. Эти электроды можно использовать для сварки на переменном и постоянном токе, но сварщики должны внимательно прочитать информацию о каждом металле, указанную на упаковке. В лучшем случае электроды из редкоземельных металлов обеспечивают стабильную дугу, более длительный срок службы и ток, который может конкурировать с другими электродами, даже если они обычно меньше.
Получите все пять электродов TIG в одном набореНе можете решить, какой электрод купить? Попробуйте новый Weldporn Five Flavors Assorted Tungsten. Было доказано, что эти электроды обеспечивают стабильность и постоянство при каждом сварном шве. В комплект входит по два электрода каждого типа.
Варианты электродов 3/32” включают:
- 2%-торированный
- 2% цериат
- 2% лантана
- Мультимикс
- Чистый вольфрам
Вариант с фиолетовым электродом
Фиолетовый вольфрамовый электрод E3 Если вы ищете безопасную альтернативу ториевым электродам и более долговечную версию чистого вольфрама, то вы можете рассмотреть вольфрамовый электрод E3, в котором смешаны три оксида.