Как научиться варить сварочным инвертором с нуля
Сварка – соединение неразъемных деталей с помощью сварки. Используется в создании изгороди, теплицы из металлического основания и так далее. Умение пользования сварочным аппаратом позволяет создавать настоящие шедевры искусства.
За счет нагревания металлических материалов, с помощью электрической дуги, происходит процесс изменения структуры металла и придачи ему требуемой формы и размеров. Во время возникновения элементарных частиц в соединении, сплав становится прочным.
Инновационные технологии позволяют использовать для сварки лазерные и электронные лучи, использовать ультразвуковое излучение и газовую горелку. Если сварка производится в домашней обстановке, то лучше всего использовать электрические дуги.
Виды сварокДля осуществление сварочных работ необходимо знать все виды сварки:
- Газопрессовая сварка создается за счет использования ацетилкислорода.
 Высокая производительность этого метода – основное преимущество. Метод приобрел популярность в нефтяной и газовой отрасли. Этот метод нашел применение в сооружении магистральных линий, мостов и каналов для переправки газа, и нефти.
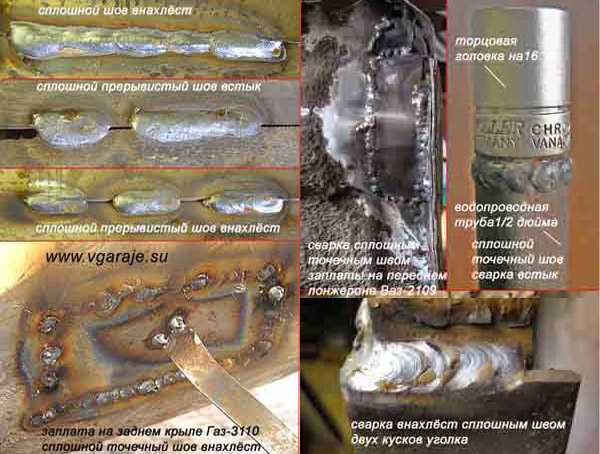
Высокая производительность этого метода – основное преимущество. Метод приобрел популярность в нефтяной и газовой отрасли. Этот метод нашел применение в сооружении магистральных линий, мостов и каналов для переправки газа, и нефти. - Контактная сварка используется за счет электрического тока, который имеет низкое напряжение. Данный метод использует 3 типа нанесения шва: стыковой, шовный, точечный.
- В некоторых случаях используют роликовую и электрошлаковую сварку, термитную.
 Высокая производительность этого метода – основное преимущество. Метод приобрел популярность в нефтяной и газовой отрасли. Этот метод нашел применение в сооружении магистральных линий, мостов и каналов для переправки газа, и нефти.
Высокая производительность этого метода – основное преимущество. Метод приобрел популярность в нефтяной и газовой отрасли. Этот метод нашел применение в сооружении магистральных линий, мостов и каналов для переправки газа, и нефти.Как правильно подобрать комплектующие?
Для начала освоения сварочных работ потребуется специализированная аппаратура. Если не имеется возможности приобрести новый сварочный аппарат, можно взять в аренду либо купить б/у товар. Современные сварочные аппараты позволяют регулировать силу тока, что существенно продлевает срок эксплуатации и количество потребляемой энергии.
Люди, которые знакомы со сварочным аппаратом, имеют огромный опыт в пользовании и не раз занимались ремонтными работами могут самостоятельно изготовить аппарат и для этого понадобится:
- Преобразователь, который будет преобразовывать бытовое электричество в ток, который необходим для выполнения сварочных работ. Модели низкого качества электрической дуги стоят намного меньше, но и качество соответствующие. Такие преобразователи много весят и часто «просаживают» электрическую цепь, из-за чего может возникнуть замыкание.
- Выпрямитель необходим, чтобы бытовое электричество преобразовывать в постоянный. Таким образом, повышается качество шва и срок постоянной работы.
- Инвертор необходим для преобразования постоянного тока и регулировки напряжения. Инвертор небольшой по размерам, с регулятором мощность сварки и напряжения. Следует отдавать предпочтение инверторам, которые считаются экономными и потребляют меньшее количество энергии в отличие от своих предшественников.
Для осуществления дуговой сварки необходимо использовать электроды. Электрод состоит из проволоки и плавящегося порошка, который во время плавки изменяет температуру металла. Если вы новичок в сфере сварки, то стоит использовать электроды с твердым стержнем.
Такие стержни не поддаются деформации и позволяют новичку осуществить ровный шов по металлу. Диаметр такого электрода должен составлять 3 мм. Электроды меньшого диаметра предназначены для создания тонких швов, а сам процесс сварки осуществляется по тонкому листу металла.
Правила обращения с инструментомЭто необходимо, чтобы не «прожечь» металл и выполнить аккуратный шов.
Яркие световые излучения – первое, с чем сталкивается сварщик во время работы. Чтобы избежать появление ожогов на лице от раскалённого порошка на электроде и предохранении от порчи зрения, следует использовать сварочную маску.
Чтобы избежать появление ожогов на лице от раскалённого порошка на электроде и предохранении от порчи зрения, следует использовать сварочную маску.
Поскольку «брызги» раскалённого метала попадают не только на лицо, руки и тело также необходимо защитить. Для этих случаев может понадобиться использование рукавиц из брезентовой ткани либо замши. Лучше всего использовать специальный сварочный костюм, который на 100% защищает сварщик от получения ожогов.
Чтобы предотвратить возгорание, возле места сварки следует держать открытый резервуар с водой, который может понадобиться в любую минуту.
План выполнения сварочных работ
- Очистить поверхность металла, на котором будет производиться сварка.
- Надеть средства защиты для предотвращения появления ожогов.
- При появлении электрической дуги создать зазор на металле, размером в 3 мм.
- Для улучшения качество шва, зазор необходимо делать во время всего выполнения процесса сварки.

Чтобы получить навык сварки, следует обратиться к специалисту, который сможет корректировать ваши действия. В противном случае вы можете испортить поверхность и нанести вред своему организму.
Поделитесь статьёй в социальных сетях:
[posts_listed_single numposts=”3″ offset=”0″ categoryin=”18″]
[posts_listed_single numposts=”3″ offset=”0″ categoryin=”19″]
Adblock
detector
Сварка вертикальных швов и потолочных швов, полуавтоматом, инвертором, электродом, для начинающих и профи
Мастеру следует знать, что сварка вертикальных и потолочных швов имеет свои особенности. Если учесть их, то сварочный шов получится максимально надежным.
Сварка швов в вертикальном положении сложна тем, что расплавленный материал под действием силы тяжести будет вытекать из сварочной ванны. Как правильно варить сваркой вертикальный шов, учитывая эту проблему? Опытные мастера советуют использовать способ «снизу вверх». Следует подготовить горизонтальную площадку, сечение которой совпадает с сечением создаваемого шва. Электрод при сварке должен выполнять поперечные колебания полумесяцем. Такая сварка вертикального шва для начинающих предпочтительнее, так как ее проще освоить.
Следует подготовить горизонтальную площадку, сечение которой совпадает с сечением создаваемого шва. Электрод при сварке должен выполнять поперечные колебания полумесяцем. Такая сварка вертикального шва для начинающих предпочтительнее, так как ее проще освоить.
Сначала мастеру следует наплавить полочку на свариваемые кромки. После чего малыми порциями наплавляют металл, постепенно направляя электрод выше. В итоге внизу должен формироваться сварной шов.
Сварка вертикальных швов электродом может осуществляться углом.Электрод переменно направляется вверх и вниз. Металл должен постоянно поступать на кромки и аккуратно переноситься вверх при помощи электрода.
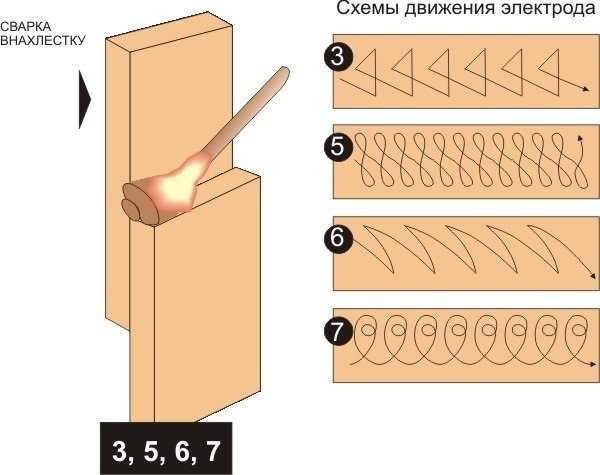
Как варить вертикальный шов дуговой сваркой, чтобы добиться высокого качества сварного шва? Первым делом по линии создаются небольшие прихваты до 2 см. Это позволит скрепить заготовки и избежать смещения или деформации из-за высокой температуры. Перед тем, как варить вертикальные швы электродуговой сваркой, следует определиться с углом наклона. Он должен быть в пределах 45-90°. Сварка начинается в самой нижней точке. Дуговая сварка вертикальный шов можно создавать, двигая инструмент «елочкой», то есть из стороны в сторону, постепенно продвигаясь вверх.
Перед тем, как варить вертикальные швы электродуговой сваркой, следует определиться с углом наклона. Он должен быть в пределах 45-90°. Сварка начинается в самой нижней точке. Дуговая сварка вертикальный шов можно создавать, двигая инструмент «елочкой», то есть из стороны в сторону, постепенно продвигаясь вверх.
Ручная сварка вертикальных швов предполагает активную работу без задержек. Если закончился электрод, то мастеру следует как можно быстрее поменять его, ведь задержка приводит к остыванию области ванны. Когда производится сварка вертикального шва ручной дуговой сваркой, важно также избежать зашлакованности зазора. Для этого надо делать начальный заход в глубину максимально быстро.
Для этого надо делать начальный заход в глубину максимально быстро.
Сварка вертикальных швов инвертором для начинающих обладает несколькими важными моментами, которые надо учитывать. К примеру, новички часто создают сварочные швы с дефектами. В стыках могут иметься полости воздуха, и такое соединение будет непрочным. Причиной является небольшая сила тока или быстрое движение электрода. Когда закончена сварка металла вертикальные швы могут иметь поры или наплывы. Обычно это связано с тем, что начинающий сварщик неверно подобрал электроды или они имеют слишком низкое качество.
Сварка вертикального углового шва считается наиболее сложной работой. Ведь мастеру приходится находиться в неудобном положении, подняв руки вверх. В этом случае нужно помнить о нескольких правилах:
- Ход электрода должен быть плавным.
- Наплавка металла производится равномерно.
- Во время сварки следует избегать остановок электрода.

Когда требуется сварка вертикальным швом трубу, перед мастером стоит задача не допустить, чтобы жидкий материал отошел от сварочной области. Поэтому нужна стабильно горящая электродуга. Мастеру следует расположить ее таким образом, чтобы между сварочной ванной и концом электрода был маленький пробел.
Сварка вертикальных швов полуавтоматом пройдет успешно, если выполнить следующие рекомендации:
- При толщине материала менее 3 мм сварку ведут сверху вниз, а при большей толщине наоборот.
- Горелка прибора располагается под углом 45° к поверхности изделия.
- Ток и скорость подачи проволоки должны быть небольшими, так как материал плавится быстрее по сравнению с ручной сваркой.
Сварка в потолочном положении шва требует от мастера внимательности и аккуратности. Ведь из-за особенности расположения шва расплавленный материал будет стремиться вытечь из ванны.
Как варить потолочный шов дуговой сваркой, чтобы соединение было максимально прочным? Перед началом работ надо убедиться, что электроды сухие. Ведь если они влажные, то создаваемые газы будут подниматься вверх и останутся в шве. В результате возникнут внутренние пустоты.
Сварка потолочных швов ручной дуговой сваркой может проходить тремя способами:
- Лесенкой. Мастер помещает электрод под углом примерно 110° к плоскости, приближает к материалу и зажигает дугу. Данная технология сварки потолочных швов подразумевает, что после формирования небольшого количества расплавленного материала электрод отдаляют на 10 мм от потолочной поверхности. Затем электрод снова возвращают, чтобы перекрыть застывшую часть материала расплавом, длина которого должна составлять около 1/3 ее длины.

- Полумесяцем. Сварщик располагает электрод под углом 110° к поверхности потолка. Затем совершает им колебательные движения, похожие на дуговые зигзаги, постоянно заводя электрод на застывшую область материала. Дуговая сварка потолочный шов в этом случае будет отличного качества, главное сделать несколько проходов.
- Обратнопоступательно. Сварка потолочного шва электродами таким методом доказала свою надежность. Концом электрода мастер постоянно возвращается на застывший участок материала, в результате происходит постепенное удлинение шва.
Как правильно варить потолочный шов сваркой, чтобы быстрее освоить эту работу новичкам? Опытные мастера советуют применять половину электрода. Это упрощает управление положением его конца.
Потолочный шов сварка как правильно все сделать и получить надежное соединение? В большинстве случаев желательно сводить кромки свариваемых изделий максимально близко друг к другу. Сварку с зазорами качественно выполнит только высококвалифицированный мастер.
Сварку с зазорами качественно выполнит только высококвалифицированный мастер.
Если предстоит сварка потолочного шва полуавтоматом, то можно использовать способ «на себя». В процессе работы мастер старается «подталкивать» сварочную ванну по направлению сварки. Если надо проварить корень шва, то ток увеличивают примерно на 20 %. После проварки корня область сварки надо зачистить до «серебра». Затем при помощи болгарки создается борозда по центру корня. Это позволит повысить точность проваривания облицовочного шва. Сварка потолочного горизонтального шва обычно производится на дуге с небольшой длиной.
Потолочная сварка угловых швов является сложным видом работ, и мастеру требуется постоянно контролировать процесс. Следует удерживать стабильной скорость движения электрода, а длина дуги должна быть небольшой. Чтобы сварка угловых швов в потолочном положении прошла без проблем, мастеру нужно вести стержень круговыми движениями для увеличения участка прогрева материала.
Может ли инвертор работать на сварочном аппарате?
Можно ли отключить сварочный аппарат от инвертора?
Сварочные аппараты являются жизненно важным инструментом для многих предприятий и могут использоваться для различных проектов. Однако они могут быть дорогими в эксплуатации и требуют большой мощности.
В этом посте:
Инверторы — более дешевая альтернатива сварочному аппарату. Но может ли инвертор управлять сварочным аппаратом? Да, вы можете запустить сварочный аппарат от инвертора.
Инверторы часто используются для питания сварочных аппаратов, поскольку они могут обеспечить высокую мощность, необходимую для сварки. Тем не менее, вы должны быть осторожны при использовании инвертора для питания сварочного аппарата.
Инверторы могут сильно нагреваться, поэтому храните их в хорошо проветриваемом помещении. Кроме того, обязательно используйте инвертор соответствующего размера и типа для вашего сварочного аппарата.
Что такое инверторный источник питания для сварки?
Инверторный источник питания — это тип источника сварочного тока, в котором используются транзисторы для преобразования постоянного тока (DC) в переменный ток (AC).
Инверторные источники питания более эффективны, чем традиционные источники сварочного тока, и могут использоваться с более широким спектром материалов.
Инверторные источники питания также более портативны и могут использоваться в различных условиях. Однако инверторные источники питания более эффективны, чем традиционные источники сварочного тока.
Они меньше по размеру и легче по весу, что делает их более портативными и удобными в использовании для различных сварочных работ.
Инверторные источники питания потребляют меньше энергии для обеспечения той же мощности сварки, что и традиционные источники питания, что делает их более экологичными.
Инвертор мощности какого размера мне нужен для работы сварочного аппарата?
Мощность инвертора, необходимого для работы сварочного аппарата, зависит от мощности сварочного аппарата.
Большинство сварочных аппаратов рассчитаны на ток от 130 до 250 А, поэтому вам понадобится инвертор, способный выдержать как минимум такую мощность.
Для работы сварочных аппаратов требуется много энергии, поэтому для их работы вам понадобится мощный инвертор. Размер инвертора будет зависеть от типа и размера вашего сварочного аппарата.
Для небольшого сварочного аппарата может потребоваться только инвертор мощностью 1000 Вт, а для более крупного сварочного аппарата может потребоваться 3000 Вт и более.
В целях безопасности всегда выбирайте инвертор, мощность которого больше, чем требуется вашему сварочному аппарату.
…но,
Сколько ватт должно работать сварочному аппарату?
Сварщику для работы требуется не менее 1000 Вт. Однако чем больше ватт у сварочного аппарата, тем он мощнее и тем лучше он может сваривать более толстые материалы.
Сварочный аппарат мощностью не менее 90 ампер потребляет около 3000 Вт, чего достаточно для сварки материалов толщиной до 3/16 дюйма, а сварочный аппарат мощностью 250 Вт может сваривать материалы толщиной до 1/2 дюйма. .
.
Может ли инвертор мощностью 3000 Вт управлять сварочным аппаратом?
Да, инвертор мощностью 3000 Вт может работать со сварочным аппаратом. Однако сварщик не сможет работать на полную мощность.
Инверторы не такие мощные, как специализированные сварочные аппараты, поэтому вы не сможете сваривать тяжелые материалы.
Если вам нужно сварить толстый металл, вам может понадобиться инвертор более высокой мощности или специальный сварочный аппарат.
Может ли инвертор мощностью 5000 Вт управлять сварочным аппаратом?
Безусловно, да! инвертор на 5000 ватт может запустить сварочный аппарат до 180-200 ампер от генератора на 240 вольт.
Однако важно отметить, что сварщику потребуется выделенная цепь, и он может не иметь возможности делить цепь с другими инструментами или устройствами.
При работе сварочного аппарата с инвертором также важно поддерживать инвертор в прохладном состоянии и использовать качественные сварочные кабели, чтобы свести к минимуму сопротивление и накопление тепла.
Можно ли подключить сварочный аппарат к обычной розетке?
Большинство сварочных аппаратов низкого напряжения можно подключать к обычной розетке с помощью соответствующего адаптера. Однако некоторым сварщикам требуется более высокая сила тока, чем может обеспечить обычная розетка.
В этих случаях сварочный аппарат должен быть подключен к специальной цепи с соответствующей номинальной силой тока. Это необходимо для того, чтобы сварочный аппарат имел достаточную мощность для правильной работы и предотвращения повреждения машины или цепи.
Сколько ватт потребляет сварочный аппарат на 200 ампер?
Сварочный аппарат на 200 ампер будет потреблять около 6000 ватт (200 ампер при 28 В постоянного тока дадут не менее 5600 ватт).
Очень мощная ничья. Если вы ищете сварочный аппарат для домашнего использования, вероятно, будет достаточно блока меньшей мощности.
Если вы ищете сварочный аппарат для коммерческого или промышленного использования, хорошим выбором будет сварочный аппарат на 200 ампер.
Насколько большой инвертор мне нужен для работы сварочного аппарата 220?
Размер инвертора, который вам понадобится для работы сварочного аппарата 220, зависит от мощности сварочного аппарата.
Большинство сварочных аппаратов 220 работают от 150 до 250 ампер, поэтому вам понадобится инвертор, способный справиться с этим диапазоном.
Для работы сварочного аппарата на полной мощности на стороне 220 В вам потребуется не менее 8 500 рабочих ватт и 11 000 пиковых ватт.
Это связано с тем, что для правильной работы сварочного аппарата требуется много энергии, и вам нужно убедиться, что у вас достаточно энергии для его работы.
Если у вас недостаточно мощности, сварочный аппарат не сможет работать должным образом, и вы можете повредить аппарат.
Прежде чем пытаться использовать сварочный аппарат, убедитесь, что у вас есть соответствующие требования к электропитанию.
Какой инвертор нужен для работы сварочного аппарата?
При выборе инвертора для сварки важно выбрать инвертор с чистой синусоидой.
Эти инверторы бывают разных форм и размеров, поэтому важно выбрать тот, который соответствует вашим потребностям. Размер инвертора будет определять количество энергии, которую он может обеспечить.
Инвертор большего размера сможет выполнять более мощную сварку, а инвертор меньшего размера может больше подойти для менее требовательных сварочных проектов.
Также важно учитывать рабочий цикл инвертора, так как от этого зависит, как долго его можно использовать для непрерывной сварки.
Наконец
В заключение, сварочные аппараты являются необходимым инструментом для многих предприятий и могут быть довольно дорогими в эксплуатации. Инверторы — более дешевая альтернатива сварочному аппарату с обычным электричеством, но они могут сильно нагреваться, поэтому важно хранить их в хорошо проветриваемом помещении.
|
| ||||||||||||||||||||||||||||||||||||
Arcraft Plasma Equipments (Индия) Pvt. ООО Производители Поставщики и экспортеры |
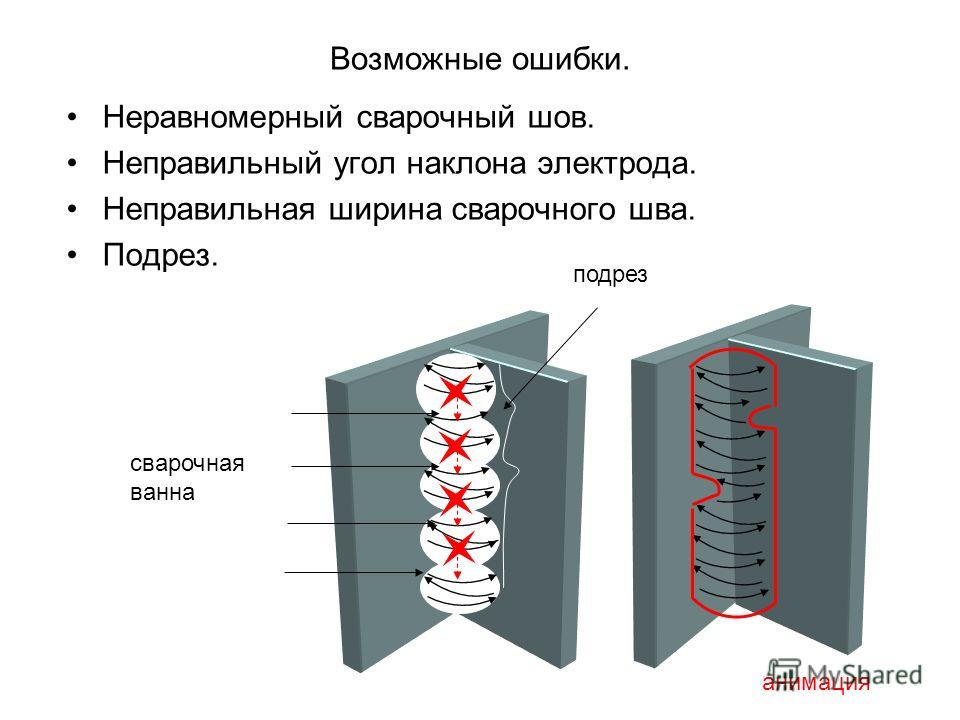 При правильно выполненной наплавке рябь на валике будет равномерной, а валик будет гладким, без перехлестов и подрезов.
При правильно выполненной наплавке рябь на валике будет равномерной, а валик будет гладким, без перехлестов и подрезов.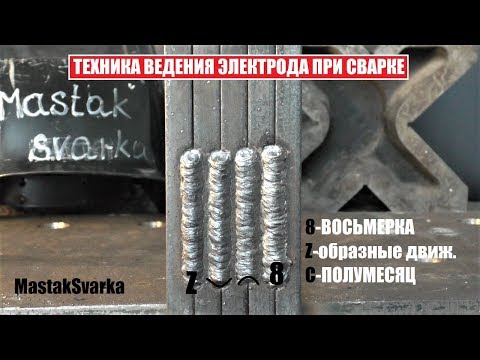 Если слишком высокая, электрод плавится слишком быстро, и ваша расплавленная ванна будет большой и неравномерной, если слишком низкая, не будет достаточно тепла, чтобы расплавить основной металл, и ваша расплавленная ванна будет маленькой, будет накапливаться, выглядеть неравномерно.
Если слишком высокая, электрод плавится слишком быстро, и ваша расплавленная ванна будет большой и неравномерной, если слишком низкая, не будет достаточно тепла, чтобы расплавить основной металл, и ваша расплавленная ванна будет маленькой, будет накапливаться, выглядеть неравномерно. Когда скорость слишком низкая, металл накапливается, валик получается высоким и широким с довольно прямой рябью.
Когда скорость слишком низкая, металл накапливается, валик получается высоким и широким с довольно прямой рябью.