Сварка тонкостенного металла инвертором и электродом
✅ Дата публикации статьи: 2021-04-30| 📌 Категория: Технологии сварки | 👁 66 просмотров
Содержание статьи:
Как варить тонкостенный металлИз тонкостенного металла изготавливается множество конструкций, начиная от автомобильных кузовов и заканчивая трубами. И если на промышленных предприятиях сварка тонкого металла осуществляется преимущественно полуавтоматами, то вот в быту для этих целей используется сварочный инвертор и электроды.
Наверняка вы уже не раз задавались вопросом — как варить тонкостенный металл? Какие электроды для этого следует применять, полярность и т. д. Сварка металла 1-2 мм электродом — подобна искусству. Для успешной работы нужен опыт.
Проблемы при сварке тонкостенного металла
Далеко не каждый сварщик способен красиво заварить листовой металл 1-2 мм без заплаток и полуавтомата, обычным инвертором и электродами.
Помимо знаний здесь нужен опыт и сноровка, поскольку сварка тонкого металла осложняется вот чем:
- Прожогами — металл 1-2 мм толщиной сразу прогорает.
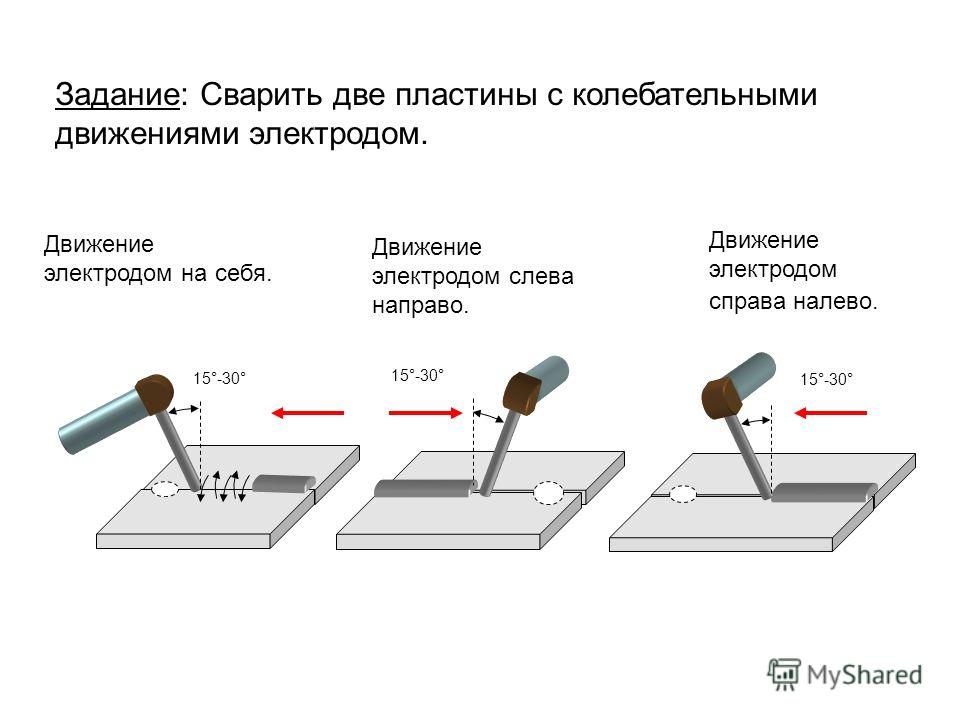
 Нужно приноровиться к скорости перемещения электрода, поймать сварочную дугу и удерживать её правильно, на небольшом расстоянии;
Нужно приноровиться к скорости перемещения электрода, поймать сварочную дугу и удерживать её правильно, на небольшом расстоянии; - Непроварами — боясь прожечь тонкий металл, начинающие сварщики сильно спешат. В результате образуются непровары;
- Наплывами — при сварке тонкостенного металла появляется еще одна проблема, это, наплывы, валики, которые выступают с другой стороны сварного шва. Происходит это за счет того, что расплавленный металла продавливает соединение в обратную сторону. Решить проблему можно техническим путем, а именно: подложками, либо правильным выставлением силы тока на инверторе;
- Деформациями — ну и деформации, куда же без них. В результате быстрого нагрева и расширения молекул, тонкий металл сильно ведёт.
 Нужно приноровиться к скорости перемещения электрода, поймать сварочную дугу и удерживать её правильно, на небольшом расстоянии;
Нужно приноровиться к скорости перемещения электрода, поймать сварочную дугу и удерживать её правильно, на небольшом расстоянии;Как видно, существует достаточно много проблем, которые приходится решать в процессе сварка тонкостенного металла.
Как варить тонкостенный металл
Начнём с электродов, которые лучше использовать для сварки тонкостенного металла.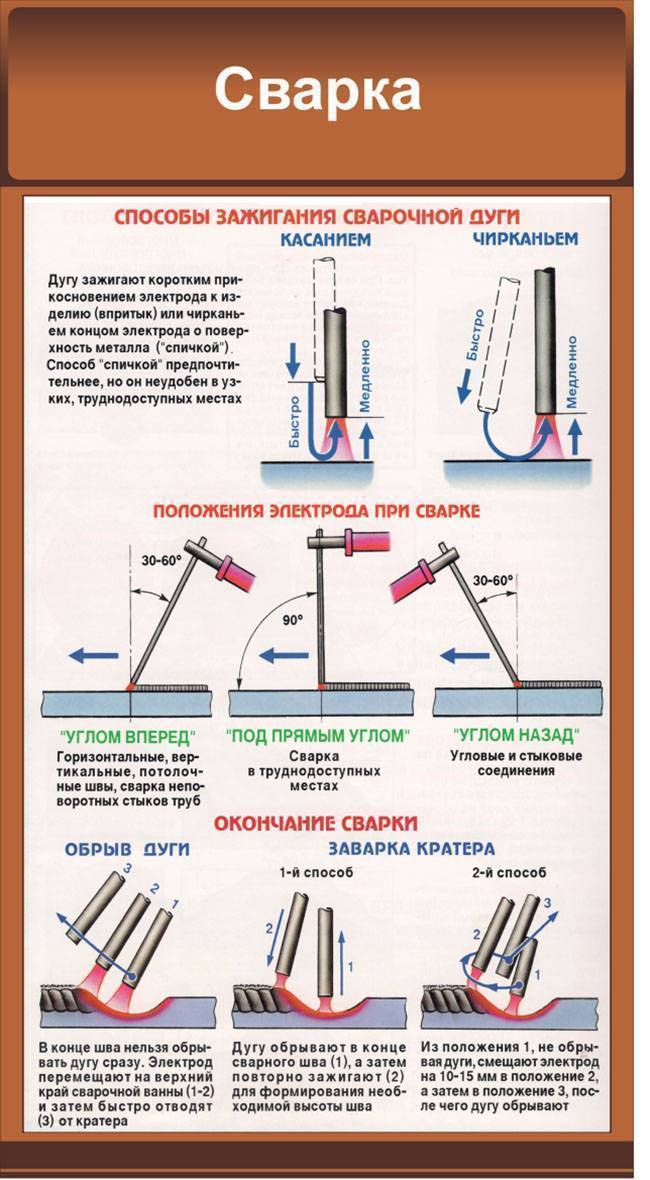 Для этих целей плохо подходят электроды, диаметр которых составляет 3-4 мм. Лучше отдать предпочтение более тонким электродам, диаметром 1,6-2 мм. Сварка будет выполнена более успешно, если перед работой вы предварительно прокалите электроды при температуре 170 градусов.
Для этих целей плохо подходят электроды, диаметр которых составляет 3-4 мм. Лучше отдать предпочтение более тонким электродам, диаметром 1,6-2 мм. Сварка будет выполнена более успешно, если перед работой вы предварительно прокалите электроды при температуре 170 градусов.
Чтобы электрод не прожигал тонкий металл, очень важно выбрать правильное значение сварочного тока. Для электродов 2 мм, ток на инверторе должен быть выставлен в пределах 55 Ампер. В результате этого не буду образованы дыры в тонкостенном металле.
Многие спрашивают, на какой полярности лучше варить тонкостенный металл. Варить нужно на обратной полярности, постоянным током. Именно так металл будет нагреваться меньше всего при сварке, и соответственно не будет прожогов. При сварке на обратной полярности к электроду подводится плюс. В результате чего он плавится быстрее.
Ну и последнее, не нужно спешить и пытаться варить тонкостенный металл сплошным швом. Скорее всего, действуя, таким образом, ничего не получится, поскольку металл быстро нагреется и прогорит, либо его сильно деформирует. Обязательно нужно варить с отрывом и давать время на то, чтобы металл хоть немного остыл.
Обязательно нужно варить с отрывом и давать время на то, чтобы металл хоть немного остыл.
Поделиться в соцсетях
Секреты резки металла электросваркой (сварочным инвертором)
Содержание:
Секреты резки металла электросваркой (сварочным инвертором)При помощи сварочного инвертора можно не только соединять металл, но и резать его. Для этого понадобится всё тоже, что и для сварки, а именно: инвертор, электроды, а также щиток сварщика.
Как именно выглядит процесс резки металла электросваркой? Существуют ли какие-то секреты и тонкости данной работы? С чем придётся столкнуться во время резки металла инвертором? Попробуем ответить на все эти вопросы.
Можно ли резать металл электросваркой?
Металл широко используется на стройке, а также во время выполнения хозяйственных и ремонтных работ. Следовательно, возникает потребность не только в соединении металлических заготовок, но и их разрезании посредством электросварки.
Часто на сварочных форумах и сайтах задаётся один и тот же вопрос — как резать металл инвертором? Потянет ли обычный инвертор резку металла электродами?
Осуществлять резку металла электросваркой можно только в тех случаях, когда не предъявляется особых требований к качеству работ. Конечно же, при таком подходе не получится сделать идеально ровные края и рез, как это происходит в случае с болгаркой.
Конечно же, при таком подходе не получится сделать идеально ровные края и рез, как это происходит в случае с болгаркой.
Однако при наличии соответствующего опыта и знаний, можно всё-таки добиться плавных и ровных краёв реза. Для этого нужно придерживаться следующих правил.
Как резать металл сварочным инвертором
Для резки металла инвертором очень важно подобрать правильные значения тока. Подбираются они в зависимости от толщины металла и диаметра электродов, а также от вида разреза.
Разделительная резка металла инвертором — лист устанавливается вертикально или горизонтально, в такое положение, чтобы расплавленный металл беспрепятственно вытекал из места разреза. При вертикальной резке металла, сварку осуществляют электродом сверху вниз. Для этих целей используются электроды, которые толще металла. Их движение осуществляется строго перпендикулярно к поверхности.
Поверхностная резка металла — используется преимущественно для устранения различных дефектов сварки. При этом электрод удерживается не перпендикулярно поверхности, а с небольшим уклоном к ней, всего около 5-10 градусов. Образовать широкую канавку можно небольшим раскачиванием электрода из стороны в сторону.
При этом электрод удерживается не перпендикулярно поверхности, а с небольшим уклоном к ней, всего около 5-10 градусов. Образовать широкую канавку можно небольшим раскачиванием электрода из стороны в сторону.
Резка отверстий электросваркой — с помощью инвертора можно не только резать металл, но и проплавлять отверстия в нем нужного диаметра. Для этого сначала нужно прожечь небольшую дырку в металле, а уже затем, расширить её до требуемых размеров. При этом важно удерживать электрод как можно ровней под прямым углом, поскольку даже незначительные отклонения сделают края отверстия неровными.
Как видно, инвертором можно не только резать металл, но и делать отверстия в нем. Однако стоит понимать, что подобная технология не позволит осуществить аккуратное разрезание, например, как болгаркой или плазменной резкой.
Для резки металла сварочным аппаратом нужна большая сила тока, чем при сварке. В идеале, резка должна осуществляться специальными электродами, хотя можно использовать и обычные электроды, главное подходящего диаметра.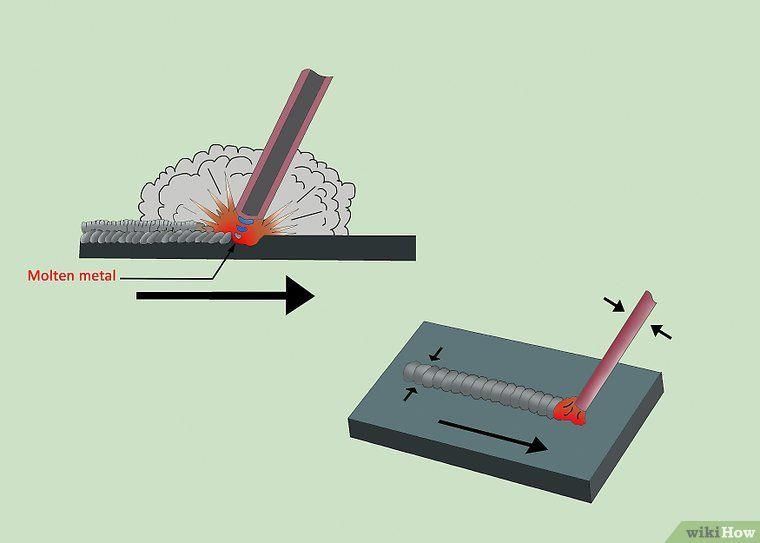
Тонкий металл режется электродами 3 мм. То есть, металл до 3 мм толщиной, а все что больше, электродами, диаметр которых составляет 4 и 5 мм.
Анализ 7 распространенных проблем при сварке электродами
Используя правильную технику и следуя некоторым рекомендациям, вы можете улучшить результаты SMAW.
Использование надлежащей техники и соблюдение некоторых передовых методов могут помочь вам улучшить свои навыки дуговой сварки в среде защитного газа (SMAW). Но как бы вы ни были дотошны, иногда вы все равно можете столкнуться с проблемами.
Знание того, как быстро выявлять и устранять распространенные проблемы SMAW, может сократить ненужное время простоя, что особенно важно, поскольку этот процесс уже относительно медленный по сравнению с проводными процессами. Любое сэкономленное время может помочь повысить производительность и уменьшить разочарование.
Рассмотрите эти семь распространенных проблем с SMAW и их решения, которые помогут вам на этом пути.
Проблема № 1: Брызги
Двумя наиболее распространенными причинами брызг при сварке являются сварка со слишком большой длиной дуги и сварка на грязной поверхности. Слишком большая длина дуги может привести к образованию шарика на конце электрода. Разбрызгивание происходит, когда этот шар отделяется и падает в лужу. Кроме того, отсутствие очистки основного материала может привести к загрязнению сварного шва, что также приводит к разбрызгиванию.
Брызги также могут возникать из-за слишком высокого сварочного тока; удар дуги; или при сварке мокрым, грязным или поврежденным электродом.
Если вы часто имеете дело с брызгами, попробуйте отрегулировать сварочный ток и поддерживать правильную длину дуги. Обязательно очистите основной материал перед сваркой и следуйте рекомендациям производителя присадочного металла по хранению и восстановлению в печи, чтобы предотвратить попадание влаги на электрод.
Проблема №2: Пористость
Начало сварки с грязным основным материалом также является распространенной причиной пористости. Масло, жир, влага, ржавчина или прокатная окалина на металле могут загрязнить сварной шов. Правильная очистка основного материала перед сваркой и правильное хранение сварочных электродов могут помочь предотвратить это.
Масло, жир, влага, ржавчина или прокатная окалина на металле могут загрязнить сварной шов. Правильная очистка основного материала перед сваркой и правильное хранение сварочных электродов могут помочь предотвратить это.
Пористость также может быть вызвана слишком длинной или короткой дугой, поэтому важно поддерживать правильную длину дуги. Слишком длинная дуга означает, что вы не достигаете точки, в которой защитная атмосфера защищает сварной шов. Рекомендуемая длина дуги зависит от диаметра электрода. В паспортах сварных швов часто указывается рекомендуемая длина — обычно не более диаметра жилы проволоки.
Кроме того, слишком высокий сварочный ток приводит к замерзанию сварочной ванны до того, как газ сможет выйти, что приводит к пористости. Использование слишком высокой скорости движения может вызвать аналогичные проблемы, потому что вы, по сути, опережаете свой запас газа. Соответственно отрегулируйте скорость.
Проблема № 3: Непровар или плохое проплавление
Непровар возникает при отсутствии сплавления между металлом шва и поверхностью основного материала. Плохое проплавление похоже на то, что валик сварного шва не полностью пронизывает всю толщину основного материала или не полностью проникает в пятку сварного шва.
Плохое проплавление похоже на то, что валик сварного шва не полностью пронизывает всю толщину основного материала или не полностью проникает в пятку сварного шва.
И то, и другое может произойти, когда сварочный ток установлен слишком низким и не обеспечивает достаточной силы тока, чтобы фактически проникнуть в соединение, или когда соединение спроектировано плохо, или когда подготовка соединения выполнена неправильно.
Недостаточное проваривание или плохое проплавление происходит, когда ваша скорость перемещения слишком высока, если ваш электрод слишком велик для соединения, если вы используете неправильный тип электрода или если ваш электрод находится под неправильным углом.
Чтобы устранить проблемы, связанные как с непроваром, так и с непроваром, уменьшите скорость перемещения и увеличьте сварочный ток. Кроме того, убедитесь, что конструкция сварного шва обеспечивает доступ электрода ко всем поверхностям внутри соединения. Также может помочь использование электрода меньшего диаметра.
Проблема № 4: Подрез
Подрез — когда шов не заполнен должным образом — приводит к образованию канавки или эрозии.
Использование слишком высокого сварочного тока или слишком высокой скорости перемещения является распространенной причиной подреза. Слишком высокая скорость перемещения означает, что вы не остаетесь в положении достаточно долго, чтобы правильно заполнить косяк. Дуговой разряд и неправильное обращение с электродом также могут привести к подрезу.
Во избежание этого обязательно делайте паузы с каждой стороны сварного шва при использовании техники плетения. Кроме того, используйте правильный угол наклона электрода, уменьшите скорость перемещения и используйте сварочный ток, соответствующий размеру электрода и положению сварки.
Проблема № 5: Перехлест или переваривание
Перехлест возникает, когда расплавленный металл шва течет по поверхности основного материала и остывает без плавления. Обычно это вызвано низкой скоростью перемещения и слишком длительным нахождением в ванне, что приводит к заполнению соединения большим количеством металла сварного шва, чем необходимо. Неправильный угол наклона электрода или использование слишком большого электрода также может привести к перекрытию.
Неправильный угол наклона электрода или использование слишком большого электрода также может привести к перекрытию.
Во избежание этого увеличьте скорость движения и используйте правильные рабочие углы в соответствии с рекомендациями производителя присадочного металла. Кроме того, используйте небольшой электрод, чтобы предотвратить попадание слишком большого количества расплавленного металла в соединение.
Проблема № 6: Дуга дуги
Магнитная дуга возникает, когда во время сварки возникает несбалансированное магнитное поле или в детали или приспособлении присутствует чрезмерный магнетизм. Это может произойти в электрической системе, когда она намагничивается.
Дуговой разряд может произойти при сварке по направлению к зажиму заземления или в направлении от него. Чем ближе вы подходите к земле, тем больше будет блуждать дуга. Это называется продувкой обратной дугой. Прямой удар дуги возникает при наличии неуравновешенного магнитного поля при сварке вдали от земли.
Во избежание возникновения дуги измените положение заземляющего контакта на изделии. Это также помогает уменьшить сварочный ток и длину дуги и использовать переменный ток.
Проблема № 7: Проблема с зажиганием дуги
Если вы только начинаете изучать SMAW, часто возникают проблемы с прилипанием электрода к заготовке. При поджигании дуги обязательно поджигайте заготовку и одновременно поднимайте электрод.
Может показаться, что одни электроды чиркать легче, чем другие. Например, электроды E7018 прилипают сильнее, чем электроды других типов, в то время как электроды с более глубоким проникновением, такие как E6010 и E6013, обычно прилипают не так сильно, потому что у них больше энергии для дуги.
Будьте осторожны при использовании электродов E7018 с низким содержанием водорода. Их следует хранить в духовке, чтобы предотвратить впитывание влаги. Влага, поглощаемая этими электродами, увеличивает содержание водорода в сварном шве и приводит к растрескиванию.
Источники питания для дуговой сварки защищенным металлом (палки)
Toggle NavПоиск
Первая часть успешной сварки электродом или электродуговой сваркой в среде защитного газа заключается в том, чтобы убедиться, что у нас есть источник питания, способный выполнять эту работу. Для выполнения дуговой сварки защищенным металлом нам необходим источник постоянного тока. Это тип сварочного аппарата, мощность которого снижается по мере увеличения силы тока. некоторые люди называют это машиной с падающим наклоном, имея в виду кривую вольт-ампер, полученную путем нанесения выходной мощности машины на график.
Один из способов определить источник питания постоянного тока — это когда главная ручка на лицевой стороне машины регулирует силу тока. Если вы не видите на машине ручки для регулировки силы тока, но можете найти ручку, которая регулирует напряжение, вы получили источник постоянного напряжения. Источник питания постоянного напряжения обычно используется для процессов подачи проволоки, таких как MIG и дуговая сварка с флюсом, и мы поговорим о них в другой статье.
Понимая, что нам нужен источник постоянного тока для электродуговой сварки, теперь мы можем рассмотреть, какие варианты доступны для источника постоянного тока.
Машина с приводом от двигателя – это машина, которая приводится в действие бензиновым или дизельным двигателем внутреннего сгорания. Генератор, вращаемый двигателем, производит сварочную мощность. Эти типы машин хороши, когда у нас нет местного питания от нашей коммунальной службы. Это тип машины, который нам нужен, если мы собираемся выполнять электродуговую сварку или дуговую сварку защищенным металлом в удаленном месте, возможно, вдали от мастерской. Двигатель обычно работает в режиме холостого хода, а затем разгоняется и увеличивает обороты, когда мы зажигаем дугу и начинаем сварку.
В отличие от других сварочных аппаратов, которые подключаются к стене, этот тип аппарата требует дополнительного обслуживания для ухода за двигателем, который является сердцем источника питания. Кроме того, это не тот тип машины, который мы хотим использовать, если нам нужно сваривать, а источник питания должен быть расположен в помещении. Выхлопы двигателя быстро портят дыхание и местную атмосферу.
Кроме того, это не тот тип машины, который мы хотим использовать, если нам нужно сваривать, а источник питания должен быть расположен в помещении. Выхлопы двигателя быстро портят дыхание и местную атмосферу.
Если у нас есть возможность подключиться к розетке и получить питание от местной коммунальной сети, наши варианты немного разнообразнее.
Самый простой тип сварочного аппарата, работающего от электричества, называется трансформатором. Трансформаторная машина берет низковольтную мощность высокого напряжения от сети и преобразует ее в низковольтную энергию высокого напряжения, которую мы используем для сварки. Эта машина, как правило, имеет большой трансформатор внутри, а также больше и тяжелее, чем сопоставимая инверторная машина. Эти типы машин обычно производят только энергию переменного тока.
Существует еще один тип машин, которые очень тесно связаны с трансформатором, это трансформаторно-выпрямительные машины. Трансформаторно-выпрямительная машина представляет собой трансформаторную машину, в которой установлена схема выпрямителя, позволяющая машине производить мощность постоянного тока из переменного тока, поступающего от коммунального предприятия.
Инверторы, кажется, являются современной тенденцией в сварочной промышленности. Инверторные машины исключают большой тяжелый трансформатор и заменяют его электронной схемой и печатными платами. Большинство инверторных машин способны производить как переменный, так и постоянный ток. Одной из характеристик инверторных машин является то, что они, как правило, меньше по размеру и легче по весу, чем сопоставимые трансформаторные аналоги. Инверторные машины также способны изменять форму волны и частоту выходной мощности способами, на которые не способны трансформаторные машины. Долговечная сварка наряду с другими производителями использовала эту технологию.