Правильная сварка полимерной трубы и время её нагрева
- Блог
- 2023-03-07
Правильная сварка полимерной трубы
В данном материале мы рассмотрим как правильно осуществлять сварку трубы с фитингами из современных полимерных материалов: PP ( полипропилен ), PE-RT ( термостойкий полиэтилен ), PE ( ПНД, ПВД ). Все данные будут усреднёнными так как разные поставщики могут указывать собственные рекомендации к технологии монтажа трубопроводных систем. Поэтому для профессиональной работы мы настоятельно советуем использовать оригинальные инструкции и руководствоваться временем нагрева полимерной трубы при сварке, которые указал производитель.
Диффузионная сварка — это соединение поверхности деталей за счёт взаимной диффузии на атомарном уровне. Стандартный комплект сварочного оборудования для труб из полимеров ( PP, PE-RT, PE ) состоит из сварочного аппарата, труборез, насадки покрытые тефлоном. Тефлоновая оболочка защищает насадку от «прилипания» расплавленных пластмасс, что позволяет улучшить результат самого соединения. Именно поэтому тефлоновое покрытие должно чиститься.
Стандартный комплект сварочного оборудования для труб из полимеров ( PP, PE-RT, PE ) состоит из сварочного аппарата, труборез, насадки покрытые тефлоном. Тефлоновая оболочка защищает насадку от «прилипания» расплавленных пластмасс, что позволяет улучшить результат самого соединения. Именно поэтому тефлоновое покрытие должно чиститься.
Меню навигации:
- Сварка PP
- Сварка PE-RT
- Сварка PE
Сварка трубы PP ( полипропилен )
Классическая сварка полипропиленовых трубопроводов не имеет особой сложности. Труба и фитинг надеваются на тефлоновые насадки установленные на сварочном аппарате. Далее начинается отсчёт времени нагрева деталей. После нагретый стык трубы засовывается в деталь и фиксируется в правильном положении. Нужно помнить что в процессе сваривания полипропилена есть определённый момент времени при котором детали можно выровнять в правильном положении. Обычно это значение не должно превышать 5 секунд.
Отдельный вид полипропиленовых труб имеет внешний алюминиевый слов. Перед началом сварки его в обязательном порядке снимают специальной фрезой.
Перед началом сварки его в обязательном порядке снимают специальной фрезой.
При сварке полипропиленовой трубы PP могут быть и ошибки монтажников из-за не квалифицированности или некачественного материала. Например при несоблюдении времени нагрева свариваемый стык может расплавиться и сузить проходное отверстие. Если труба тонкостенная, то она также имеет свойство сужать внутренний проходной диаметр в следствии повышенной пластичности после нагрева.
Время нагрева трубы из полипропилена PP для сварки
- PP
- PP-R
- PP-RCT
- PP-RCT FIBER
- PP-RCT STABI
В таблице применены средние значения в секундах для правильного нагрева и сварки трубы PP ( полипропилен ) разного диаметра с постоянной характеристикой PN 25 или SDR 6 ( смотреть маркировку на трубопроводе ).
| Диаметр трубы PP ( мм ) | Глубина сварки ( мм ) | Время нагрева ( сек ) | Время полного остывания ( мин ) |
|---|---|---|---|
16 мм. | 14 мм. | 5 сек. | 4 мин. |
| 20 мм. | 16 мм. | 6 сек. | 4 мин. |
| 25 мм. | 20 мм. | 8 сек. | 4 мин. |
| 32 мм. | 22 мм. | 10 сек. | 4 мин. |
| 40 мм. | 27 мм. | 14 сек. | 6 мин. |
| 50 мм. | 22 мм. | 18 сек. | 8 мин. |
| 63 мм. | 38 мм. | 26 сек. | 8 мин. |
| 75 мм. | 52 мм. | 34 сек. | 8 мин. |
| 90 мм. | 64 мм. | 44 сек. | 10 мин. |
| 110 мм. | 79 мм. | 56 сек. | 10 мин. |
| 125 мм. | 86 мм. | 60 сек. | 10 мин. |
| 140 мм. | 98 мм. | 72 сек. | 15 мин. |
| 160 мм. | 105 мм. | 80 сек. | 15 мин. |
| 200 мм. | 112 мм. | 106 сек. | 15 мин. |
| 225 мм. | 122 мм. | 118 сек. | 15 мин. |
| 250 мм. | 134 мм. | 130 сек. | 15 мин. |
| 280 мм. | 148 мм. | 152 сек. | 15 мин. |
| 315 мм. | 155 мм. | 174 сек. | 15 мин. |
| 355 мм. | 168 мм. | 226 сек. | 15 мин. |
| 400 мм. | 188 мм. | 260 сек. | 15 мин. |
| 450 мм. | 196 мм. | 332 сек. | 15 мин. |
| 500 мм. | 215 мм. | 350 сек. | 15 мин. |
Сварка трубы PE-RT ( термостабилизированный полиэтилен )
Сварка термостойкой полиэтиленовой трубы PE-RT требует большей осторожности. Труба и фитинг надеваются на тефлоновые насадки установленные на сварочном аппарате. Далее начинается отсчёт времени нагрева деталей. После нагретый стык трубы засовывается в деталь и фиксируется в правильном положении. Нужно помнить что данный материал слишком пластичный и не терпит долгой передержки при нагреве на сварочном аппарате. Иначе она просто расплавится, потеряет свою правильную форму и будет непригодна для работы.
Иначе она просто расплавится, потеряет свою правильную форму и будет непригодна для работы.
Соединение термостабилизированной полиэтиленовой трубы PE-RT требует обязательное использование специальной латунной гильзы. Так как материал тонкостенный и пластичный, гильза при нагреве держит внешние стенки трубопровода предотвращая деформацию. Тем самым сохраняется качество стыка на 100 %.
Время нагрева трубы из термостойкого полиэтилена PE-RT для сварки
- PE-RT
- PE-RT / EVOH
- PE-RT / EVOH / PE-RT
В таблице применены средние значения в секундах для правильного нагрева и сварки трубы PE-RT ( термостабилизированный полиэтилен ) разного диаметра с постоянной характеристикой PN 25 или SDR 6 ( смотреть маркировку на трубопроводе ).
| Диаметр трубы PE-RT ( мм ) | Глубина сварки ( мм ) | Время нагрева ( сек ) | Время полного остывания ( мин ) |
|---|---|---|---|
| 16 мм. | 14 мм. | 5 сек. | 5 мин. |
| 20 мм. | 16 мм. | 6 сек. | 5 мин. |
| 25 мм. | 20 мм. | 8 сек. | 5 мин. |
| 32 мм. | 22 мм. | 10 сек. | 5 мин. |
| 40 мм. | 27 мм. | 14 сек. | 10 мин. |
| 50 мм. | 32 мм. | 16 сек. | 10 мин. |
| 63 мм. | 38 мм. | 24 сек. | 10 мин. |
Сварка трубы PE ( ПНД / ПВД )
Раструбная сварка полиэтиленового трубопровода PE осуществляется стыковым методом. Две трубы устанавливаются и фиксируются на специальном стыковом механическом аппарате. В обязательном порядке с помощью фрезера делается фаска и снятие оксидного слоя. Далее обе детали нагреваются дисковым сварочным аппаратом и соединяются.
Также существует муфтовая сварка полиэтиленовых трубопроводов PE. При данном способе необходимо снимать оксидный слой перед установкой соединительного фитинга. Процесс сваривания осуществляется путём нагрева фитинга с помощью двух кабелей присоединённых к фитингу. Они нагревают внутреннюю спираль детали после чего происходит соединение.
Процесс сваривания осуществляется путём нагрева фитинга с помощью двух кабелей присоединённых к фитингу. Они нагревают внутреннюю спираль детали после чего происходит соединение.
Время нагрева трубы из полиэтилена PE для сварки
- PE-100 / ПНД ( полиэтилен низкой плотности )
- PE-100 / ПВД ( полиэтилен высокой плотности )
В таблице применены средние значения в секундах для правильного нагрева и сварки трубы PE ( полиэтилен ) разного диаметра с постоянной характеристикой PN 25 или SDR 7,4 ( смотреть маркировку на трубопроводе ).
| Диаметр трубы PE ( мм ) | Время создания давления ( сек ) | Время нагрева ( сек ) | Время полного остывания ( мин ) |
|---|---|---|---|
| 20 мм. | *** | *** | *** |
| 25 мм. | *** | *** | *** |
| 32 мм. | *** | *** | *** |
| 40 мм. | 5 сек. | 55 сек. | 8 мин. |
50 мм. | 6 сек. | 69 сек. | 10 мин. |
| 63 мм. | 7 сек. | 86 сек. | 12 мин. |
| 75 мм. | 7 сек. | 103 сек. | 14 мин. |
| 90 мм. | 8 сек. | 123 сек. | 16 мин. |
| 110 мм. | 9 сек. | 151 сек. | 20 мин. |
| 125 мм. | 10 сек. | 171 сек. | 22 мин. |
| 140 мм. | 11 сек. | 192 сек. | 24 мин. |
| 160 мм. | 12 сек. | 219 сек. | 27 мин. |
| 180 мм. | 13 сек. | 246 сек. | 30 мин. |
| 200 мм. | 14 сек. | 274 сек. | 34 мин. |
| 225 мм. | 18 сек. | 308 сек. | 38 мин. |
| 250 мм. | 18 сек. | 342 сек. | 42 мин. |
| 280 мм. | 19 сек. | 383 сек. | 47 мин. |
| 315 мм. | 22 сек. | 431 сек. | 52 мин. |
| 355 мм. | 25 сек. | 485 сек. | 58 мин. |
| 400 мм. | 27 сек. | 547 сек. | 65 мин. |
| 450 мм. | 31 сек. | 615 сек. | 72 мин. |
| 500 мм. | 35 сек. | 683 сек. | 78 мин. |
Заключение
Качественные работы по монтированию и сварке полимерных трубопроводов может выполнять только квалифицированный монтажник-инженер или сантехник. В процессе используется специализированное оборудование и утверждённые технические данные сварочного процесса. Осуществлять сварку полимерных труб без нужных знаний и опыта мы не рекомендуем.
Актуальные услуги
Устанавливаем надёжные системы холодного и горячего водоснабжения с автономной рециркуляцией горячей воды.
Подробнее
Монтаж эффективных систем индивидуального отопления с максимальной экономией энергоресурсов.
Подробнее
Рекомендации по использованию сварочного оборудования – 1001Сварка
Правильная покупка того или иного инвертора – еще не залог того, что результат его эксплуатации будет оптимальным. Поэтому изучить применение сварочного аппарата, специфику его подготовки и другие нюансы – важный фактор успешной и беспроблемной работы подобной техники. Для тех, кто понимает это, мы предлагаем общие рекомендации. Ознакомление с ними и соблюдение позволит сэкономить ваши нервы и средства, которые могут быть выброшены на необязательный ремонт оборудования.
Поэтому изучить применение сварочного аппарата, специфику его подготовки и другие нюансы – важный фактор успешной и беспроблемной работы подобной техники. Для тех, кто понимает это, мы предлагаем общие рекомендации. Ознакомление с ними и соблюдение позволит сэкономить ваши нервы и средства, которые могут быть выброшены на необязательный ремонт оборудования.
Подготовка сварочного оборудования к работе
Подготовка сварочного оборудования и места осуществления работ – важный этап, выполнение которого не может быть проигнорировано. Необходимо убрать из рабочей зоны или локации сварочного поста посторонние предметы, что могут воспламеняться при кратковременном контакте с искрами или сварочной дугой.
Настоятельно рекомендуется, чтобы поблизости был огнетушитель. Соединяемые элементы и сам аппарат для сварки должны быть установлены на ровной поверхности и хорошо закреплены. При работе в аппарат не должны попадать осадки, пыль, грязь. Даже если модель имеет высокую степень защиты, эту вероятность должна быть по возможности минимизироваться. Также стоит позаботиться о высокой эффективности вентиляции в помещении. При работе с газами и расходными материалами выделяется немало вредных веществ, высокая концентрация которых в малом пространстве нежелательна для человека.
Также стоит позаботиться о высокой эффективности вентиляции в помещении. При работе с газами и расходными материалами выделяется немало вредных веществ, высокая концентрация которых в малом пространстве нежелательна для человека.
Подбор средств защиты сварщика
Подбор средств защиты сварщика – еще один существенный момент, к которому нельзя относиться халатно.
Начнем с маски сварщика, предназначение которой заключается в защите исполнителя работ от искр и ярких вспышек сварочной дуги. Рынок подобной продукции и наш каталог предлагают широкий спектр масок различной конструкции и ценовых категорий. Они отличаются по форме, материалу и сложности исполнения, наличию фильтров с функцией автозатемнения и другим параметрам.
Очень важно, чтобы выбираемая сварочная маска была удобной и мало весила. Так как сварщику зачастую приходится проводить в ней несколько часов, то удобное крепление на голове помогает разгрузить руки и не сильно нагружать шею. Также желательна возможность подгона изделия по форме и размеру головы. Наличие затемняющегося светофильтра повышает продуктивность работы и положительно сказывается на качестве полученного шва. У наиболее современных моделей фильтр с автоматическим затемнением имеет всевозможные настройки. Также стоит обратить внимание на тип элементов питания (сменные либо несменные), которые питают светофильтр.
Наличие затемняющегося светофильтра повышает продуктивность работы и положительно сказывается на качестве полученного шва. У наиболее современных моделей фильтр с автоматическим затемнением имеет всевозможные настройки. Также стоит обратить внимание на тип элементов питания (сменные либо несменные), которые питают светофильтр.
Одежда сварщика – также важный элемент защитной амуниции. Она включает краги или перчатки из плотной кожи, что предохраняют кожу рук от ожогов брызгами расплавленного металла и поражения электрическим током. Также из плотного материала для тех же функций должны быть выполнены обувь и одежда исполнителя сварочных работ.
Проверка и подготовка сварочного оборудования (инвертора)
Сварочный инвертор или аппарат иного типа, используемый как источник тока для поддержания дуги, должен быть полностью исправным. Также обязательно проверить наличие заземления прибора. Разъемы, контакты, провода и шланги должны быть надежно закреплены и не иметь следов повреждения.
Перед началом работы прибора стоит проверить его показатели и настройки инвертора. Они оказывают ключевую роль на качество конечных швов и во многом определяют удобство выполнения задачи сварщиком. Величина рабочего тока должна четко соотноситься с типом прибора (инверторы ММА, MIG, TIG или другие), а также с материалом и толщиной соединяемых конструктивных элементов.
Также необходимо при подключении клемм, держателей электродов и горелок учесть полярность. Она должна быть согласована с выбранным режимом сварки и материалом соединяемых деталей.
Подготовка сварочных материалов к применению
Если говорить о сварочной проволоке, расходуемых электродах или присадочных прутках для различных видов сварки, то их необходимо подбирать правильно. Мы неоднократно подчеркивали, что их химический состав должен быть идентичен или максимально схожим со сплавами соединяемых деталей. Диаметр и скорость подачи в каждом конкретном случае должны быть согласованы с материалом элементов и возможностями аппарата. Несоблюдение этого приведет к браку соединения или прожигу элементов. Также все расходные материалы не должны иметь следов влаги и загрязнений.
Несоблюдение этого приведет к браку соединения или прожигу элементов. Также все расходные материалы не должны иметь следов влаги и загрязнений.
Мы надеемся, что Вы прислушаетесь к изложенным рекомендациям. Это вкупе с информацией в инструкциях к аппарату и расходных материалах поможет обеспечить наилучший результат сварки.
Передовые методы и процессы сварки
Сварка — это производственный процесс, при котором материалы, обычно металлы, соединяются с использованием высокой температуры для расплавления деталей, а затем позволяют им остывать, вызывая плавление. Сварка популярна в нескольких отраслях, включая судостроение, автомобилестроение, авиакосмическую промышленность, строительство. Каждая отрасль предъявляет разные требования к сварке, поэтому понимание потребностей проекта и правильных методов сварки поможет вам лучше подготовиться к успешной сварке.
БЕЗОПАСНОСТЬ Важно понимать требования безопасности при сварке. Независимо от того, проводится ли сварка на объекте регулярно или только в отдельных проектах, важно соблюдать правила безопасности и требования к средствам индивидуальной защиты (СИЗ).
Сварочная маска , также известная как капюшон, не только защищает лицо сварщика от искр, но и от потенциально вредных для зрения ультрафиолетовых и инфракрасных лучей, испускаемых дугой. Использование сварочные перчатки , а также огнестойкие фартуки, рукава и куртки необходимы для защиты от летящих искр и мгновенного ожога. Избегайте одежды с манжетами или карманами, которые потенциально могут ловить искры. В то время как капюшон защищает лицо сварщика, также важно иметь средства защиты органов дыхания . Сварочные дымы содержат испарившийся металл, который может привести к серьезным проблемам со здоровьем. Сварочные сапоги , как и защитная одежда, должны быть огнестойкими и иметь шнурки. Надлежащие сварочные сапоги защитят ваши ноги от искр, корродирующих материалов на полу и разливов горячего расплавленного металла.
Включение этих соображений безопасности в ваш проект поможет вам не стать еще одной статистической травмой. Для получения дополнительной информации о безопасности при сварке посетите Американское общество сварщиков (AWS), OSHA или Национальный институт охраны труда и здоровья (NIOSH).
Для получения дополнительной информации о безопасности при сварке посетите Американское общество сварщиков (AWS), OSHA или Национальный институт охраны труда и здоровья (NIOSH).
СХЕМА ПРОЕКТА
После того, как вы собрали защитное снаряжение, вы должны оценить свой проект. Поймите свои цели и спецификации, чтобы лучше подготовиться к любым вызовам. Вы будете в необычном положении или в сложной обстановке? Какой тип сварки необходим для успешного выполнения работы? Различные процессы сварки лучше подходят для использования на разных материалах или в разных обстоятельствах. Понимание различных сварочных процессов жизненно важно для успеха проекта. У каждого процесса сварки есть свои плюсы и минусы, поэтому перед началом обязательно полностью изучите свой проект.
Сварочные ПРОЦЕССЫ
Дуговая сварка металлическим электродом в среде защитного газа
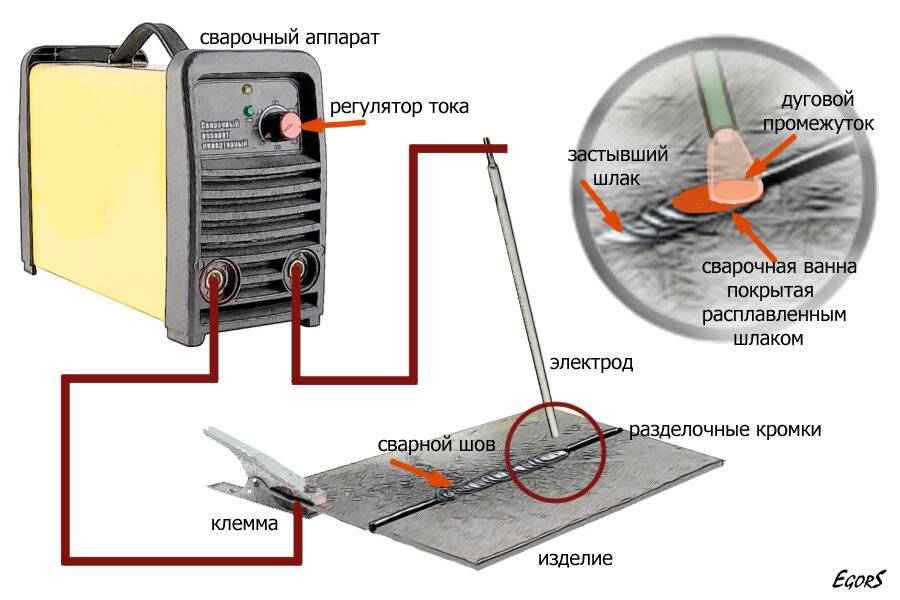
Дуговая сварка металлическим электродом в среде защитного газа (SMAW), часто называемая электродуговой сваркой, является очень распространенным и популярным методом сварки. Обычно он используется в строительстве, производстве стали, трубопроводных работах и для ремонта тяжелого оборудования. Это процесс ручной дуговой сварки, в котором используется плавящийся электрод, покрытый флюсом или защитным составом для прокладки сварного шва. Проще говоря, присадочный материал плавится, образуя сварочную ванну, которая затвердевает, соединяя отдельные металлические секции.
Обычно он используется в строительстве, производстве стали, трубопроводных работах и для ремонта тяжелого оборудования. Это процесс ручной дуговой сварки, в котором используется плавящийся электрод, покрытый флюсом или защитным составом для прокладки сварного шва. Проще говоря, присадочный материал плавится, образуя сварочную ванну, которая затвердевает, соединяя отдельные металлические секции.
Газовая дуговая сварка металлическим электродом
Газовая дуговая сварка металлическим электродом (GMAW) представляет собой процесс дуговой сварки, при котором происходит слияние металлов путем их нагревания дугой между непрерывно подаваемым присадочным металлическим электродом и металлической деталью, над которой вы работаете. В этом процессе используется защита от подаваемого извне газа для защиты расплавленной сварочной ванны. GMAW широко известен как сварка MIG (металл в инертном газе) и менее известен как сварка MAG (металл в активном газе).
По сравнению с SMAW, в обоих используется расходуемый материал, известный как электрод, для создания сварного шва, и электрод должен быть защищен от окислительных сил во время процесса сварки для успешного сваривания. SMAW покрывает электрод слоем материала, известного как флюс. По мере плавления электрода флюс превращается в газ, образующий защитный слой вокруг расплавленной сварочной ванны. GMAW не имеет слоя флюса. Вместо этого расходуемый электрод подается через инструмент, известный как шпульный пистолет. Пистолет для катушки не только направляет положение электрода, но и в его наконечнике есть отверстия, которые испускают специальный защитный газ. Защитный газ покрывает расплавленный электрод, когда он собирается на поверхности сварного шва, защищая его от окисления.
SMAW покрывает электрод слоем материала, известного как флюс. По мере плавления электрода флюс превращается в газ, образующий защитный слой вокруг расплавленной сварочной ванны. GMAW не имеет слоя флюса. Вместо этого расходуемый электрод подается через инструмент, известный как шпульный пистолет. Пистолет для катушки не только направляет положение электрода, но и в его наконечнике есть отверстия, которые испускают специальный защитный газ. Защитный газ покрывает расплавленный электрод, когда он собирается на поверхности сварного шва, защищая его от окисления.
Дуговая сварка порошковой проволокой
Для дуговой сварки порошковой проволокой (FCAW) требуется расходуемый трубчатый электрод с непрерывной подачей, содержащий флюс и постоянное напряжение. Сам флюс обеспечивает необходимую защиту от атмосферы, создавая как газообразную защиту, так и жидкий шлак, защищающий сварной шов. Этот процесс популярен в строительстве из-за его высокой скорости сварки и портативности. По сравнению с SMAW и GTAW для выполнения этого сварного шва требуется меньше навыков.
Дуговая сварка вольфрамовым электродом в среде защитного газа
Дуговая сварка вольфрамовым электродом в среде защитного газа (GTAW) — это процесс дуговой сварки, в котором для получения сварного шва используется неплавящийся вольфрамовый электрод. Зона сварки и электрод защищены от окисления или других атмосферных загрязнений инертным защитным газом. GTAW обычно используется для сварки тонких профилей металла, такого как сталь и алюминий. Этот процесс сварки дает оператору лучший контроль над сваркой по сравнению с SMAW и GMAW, что позволяет выполнять более прочные и качественные сварные швы. Однако GTAW является более сложной и трудной для изучения и значительно медленнее, чем большинство других методов сварки.
Электронно-лучевая сварка
Электронно-лучевая сварка — это процесс сварки плавлением, при котором пучок высокоскоростных электронов воздействует на два соединяемых материала. Обрабатываемые металлы плавятся и текут вместе, поскольку кинетическая энергия электронов преобразуется в тепло при ударе. Электронно-лучевая сварка выполняется в вакууме, так как присутствие газа может привести к рассеиванию луча. Благодаря вакуумному процессу и используемому высокому напряжению этот метод сварки в значительной степени автоматизирован и управляется компьютером. Этот процесс сварки является очень точным, а также очень воспроизводимым. Недостатком этой технологии является высокая стоимость и необходимость частого обслуживания.
Электронно-лучевая сварка выполняется в вакууме, так как присутствие газа может привести к рассеиванию луча. Благодаря вакуумному процессу и используемому высокому напряжению этот метод сварки в значительной степени автоматизирован и управляется компьютером. Этот процесс сварки является очень точным, а также очень воспроизводимым. Недостатком этой технологии является высокая стоимость и необходимость частого обслуживания.
Сварка атомным водородом
Сварка атомным водородом (AHW) — это процесс сварки, при котором сварка выполняется с использованием дуги, создаваемой между двумя вольфрамовыми электродами, и газообразного водорода, поступающего из баллона с водородом. Сварка называется атомарно-водородной, потому что дуга диссоциирует водород в атомарную форму. Этот процесс также известен как атомно-дуговая сварка.
Основное отличие процесса AHW от других процессов сварки заключается в том, что в отличие от AHW в других процессах сварки дуга образуется между электродом и основным металлом. В процессе AHW дуга образуется между двумя электродами.
В процессе AHW дуга образуется между двумя электродами.
Плазменная дуговая сварка
Плазменно-дуговая сварка (PAW) — это процесс дуговой сварки, аналогичный GTAW. Электрическая дуга образуется между электродом и куском металла, с которым вы работаете. Ключевое отличие от GTAW заключается в том, что в PAW электрод расположен внутри корпуса горелки, поэтому плазменная дуга отделена от защитного газа.
Основными недостатками PAW по сравнению с GTAW являются сложность оборудования и стоимость.
Выбирая правильный процесс сварки, обязательно учитывайте все. Понимание металлов, с которыми вы работаете, места сварки, вашей среды, того, насколько быстро должна быть выполнена работа, — все это факторы, которые помогут вам выбрать правильный процесс сварки.
СВАРОЧНОЕ РЕШЕНИЕ ОТ TPC
Компания TPC гордится разработкой сварочного кабеля, который прослужит дольше, чем любой другой коммерческий сварочный кабель на рынке, обычно более года без замены. Что отличает сварочный кабель TPC от остальных?
Что отличает сварочный кабель TPC от остальных?
Запатентованная кабельная оболочка TSE на 25 % толще обычных сварочных кабельных оболочек, что обеспечивает исключительную устойчивость к повреждениям от химических веществ, истирания, масел, ударов, озона, брызг, разрывов, открытого огня и тепла.
Запатентованная изоляция Fabric Serve предотвращает усадку и представляет собой систему изоляции, устойчивую к маслам, охлаждающим жидкостям, кислотам и химическим веществам.
В 2-1/2 раза больше медных жил , чем в обычном сварочном кабеле, что обеспечивает максимальную гибкость и подвижность внутри оболочки.
TPC предлагает несколько конфигураций кабеля 600 В, которые остаются гибкими и служат дольше обычных сварочных кабелей в различных сварочных и силовых применениях.
Знание важности правильных процедур сварки
Сварка необходима для любой инфраструктуры. Чтобы подчеркнуть его важность, вы понимаете, что около 70% производимой продукции производится с помощью сварки? Да! Чтобы назвать лишь некоторые из них, сварка используется при строительстве зданий, заборов, ворот, транспортных средств и бытовой техники.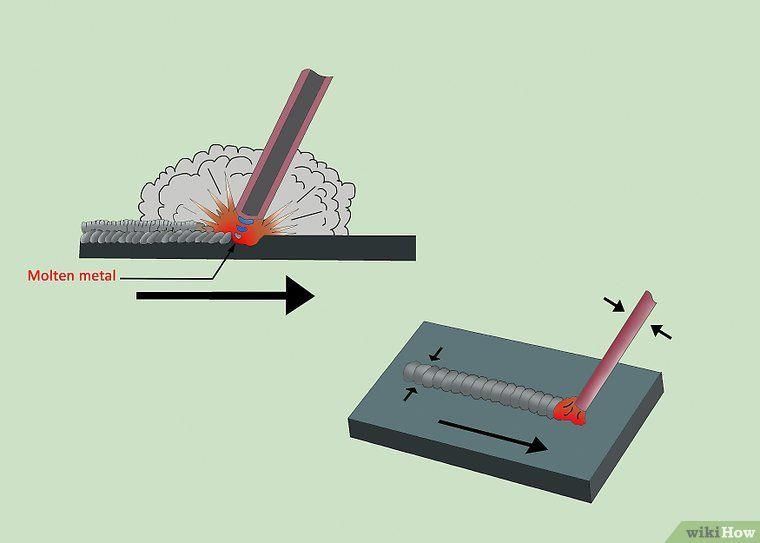 Без надлежащих сварочных процедур большинство этих продуктов, которыми пользуются люди, не будут работать должным образом. При этом сварка — это отрасль, требующая профессионализма, дополнительных мер предосторожности, особой осторожности и соблюдения самых высоких стандартов процедуры.
Без надлежащих сварочных процедур большинство этих продуктов, которыми пользуются люди, не будут работать должным образом. При этом сварка — это отрасль, требующая профессионализма, дополнительных мер предосторожности, особой осторожности и соблюдения самых высоких стандартов процедуры.
Несмотря на то, что на процесс сварки уходит много времени и средств, любой неверный шаг или неверное решение может обойтись очень дорого и даже привести к катастрофе. Надежная сварочная компания обеспечивает современное обучение, надлежащие СИЗ для сварки, надлежащий уход за сварочным оборудованием и знает наизусть 5 основных принципов правильной сварки. В этом случае проект обязательно будет успешным. Давайте поговорим подробнее о каждой из этих вещей.
Надлежащие СИЗ для сварщиков
Средства индивидуальной защиты или СИЗ имеют решающее значение для обеспечения безопасности сварщиков. Сварка — это физически сложная отрасль, и безопасность сварщиков должна стоять на первом месте.
- Глаза и лицо должны быть закрыты сварочной маской, очками и щитком для защиты от радиации, искр, осколков, яркого света, химических ожогов и летящих частиц.
- Респираторы используются для защиты легких от оксидов и паров.
- Огнезащитная одежда предназначена для защиты от ожогов, радиации, тепла и пожаров.
- Противопожарные наушники защищают уши (и слух) от чрезмерного шума и искр, которые могут попасть в ухо.
- Сапоги и перчатки для защиты ног и рук от тепла, ожогов, огня и поражения электрическим током.
Надлежащий уход за сварочным оборудованием
Обслуживание сварочного оборудования требует особой осторожности:
- Следуйте спецификациям каждой единицы оборудования для обеспечения надлежащего использования. Убедитесь, что сварщик знает, как правильно и точно следовать этому правилу, чтобы обеспечить максимальную производительность каждого оборудования.
- Сняв крышку и продув блоки сжатым воздухом, можно удалить мусор, застрявший внутри.

- При необходимости заменяйте детали, чтобы каждый раз обеспечивать наилучшее использование. Такие детали, как горелки, сопла и механизмы подачи проволоки, чаще всего заменяют, чтобы они работали должным образом.
- Самое главное, должно быть запланировано техническое обслуживание каждой из частей:
- Ежемесячно: Проверка электрических кабелей и осмотр оборудования
- Ежеквартально: Очистка механизма подачи проволоки, выхода, входа, приводных роликов
- Semi-Annual: Отключение вакуумной машины и силовых агрегатов
- Годовой: Обслуживание сварочной горелки и направляющей. Это должны делать только лицензированные специалисты.
5 основ правильной сварки
В любой процедуре сварки профессиональный сварщик должен знать эти 5 основных вещей, которые всегда должны быть правильными и точными.
- Размер электрода: учитывайте положение, тип и подготовку соединения, способность сохранять первоначальные свойства после процедуры сварки, способность выдерживать значения тока без потери эффективности и массу обрабатываемого металла.
- Ток: слишком высокий ток приводит к быстрому плавлению электродов, а слишком низкий недостаточен для расплавления металла.
- Длина дуги или напряжение: Слишком длинная дуга или слишком высокое напряжение вызывают быстрое плавление электродов в виде больших шариков, в то время как короткой дуги или низкого напряжения недостаточно для плавления. Оба дают неравномерный валик и плохое сплавление.
- Скорость перемещения: слишком высокая скорость приводит к тому, что бассейн не длится долго, в результате чего примеси задерживаются внутри; бусинка узкая с заостренной рябью. Слишком медленная скорость приводит к тому, что металл накапливается, образуя высокие и широкие бусины.
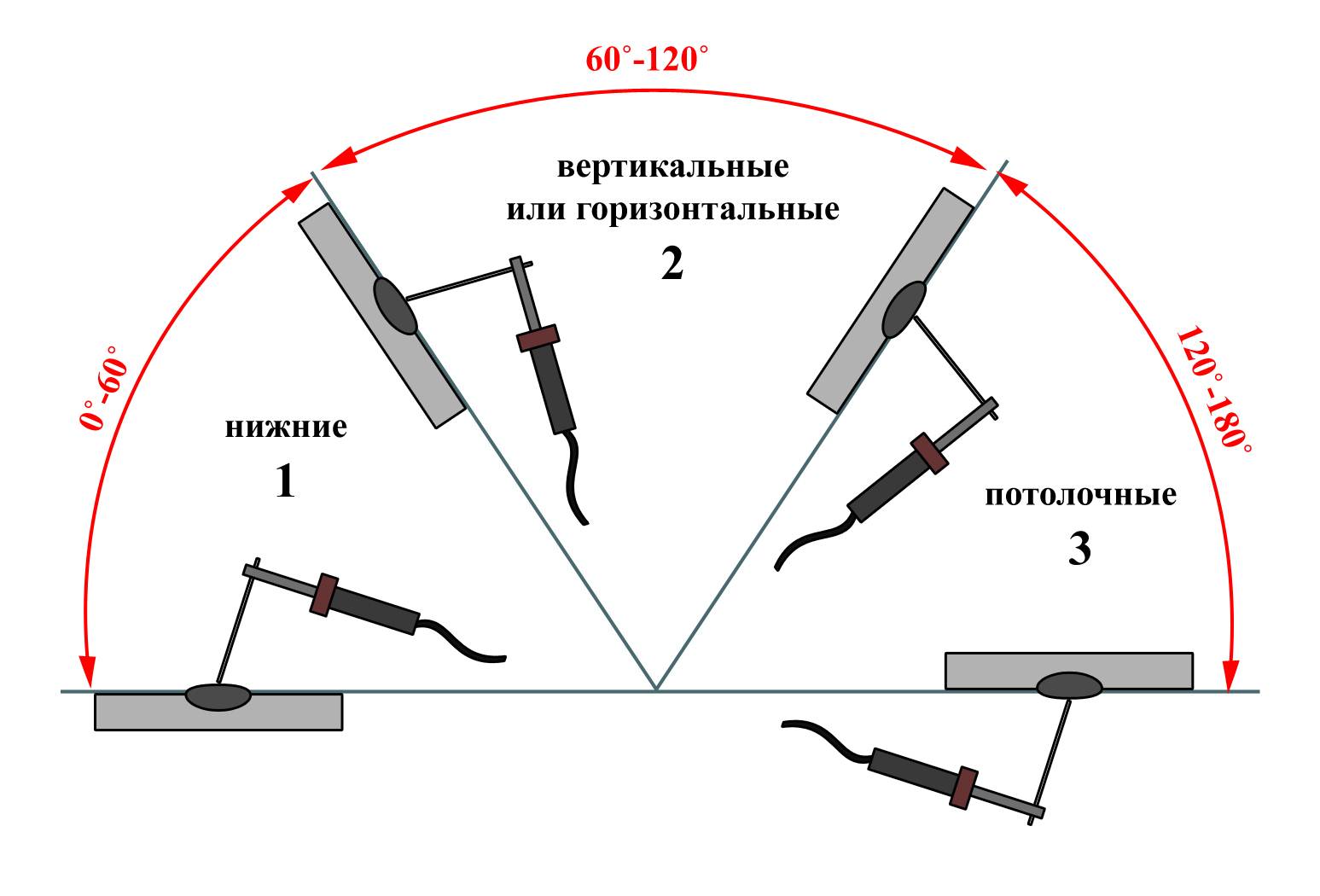
- Угол электрода: Правильный угол имеет значение при сварке с глубоким пазом и угловой сварке.
Очевидно, что необходимо помнить о многих вещах, когда дело доходит до соблюдения надлежащей процедуры сварки. Как бы запутанно это ни звучало, Спецификация процедур сварки (или WPS) — это документ, в котором содержатся четкие указания о том, как обеспечить высокое качество продукции, соответствующее отраслевым стандартам и нормам.