что это такое, схема, принцип работы, преимущества и отличия от других видов сварки
Плазменная сварка (PAW сварка – Plasma Arc Welding) – это сварка плавлением металла, нагрев которого проводится направленным потоком сжатого ионизированного газа (плазмы).
Данная технология известна еще с советских времен – 80-х годов прошлого столетия, существенное развитие получила на Западе и за время своего существования претерпела множество изменений в лучшую сторону.
Так, например, источники стали производить инверторными, программируемыми, плазматроны заметно уменьшились в габаритах, технологические возможности расширились, сильный шум, который присутствовал раньше при сварке, отсутствует.
Промышленный источник плазменной сварки состоит из двух инверторов – вспомогательного и основного. Именно это является в том числе причиной, почему плазменные источники дороже аргонодуговых. НО при этом они имеют большие преимущества по сравнению с TIG сваркой.
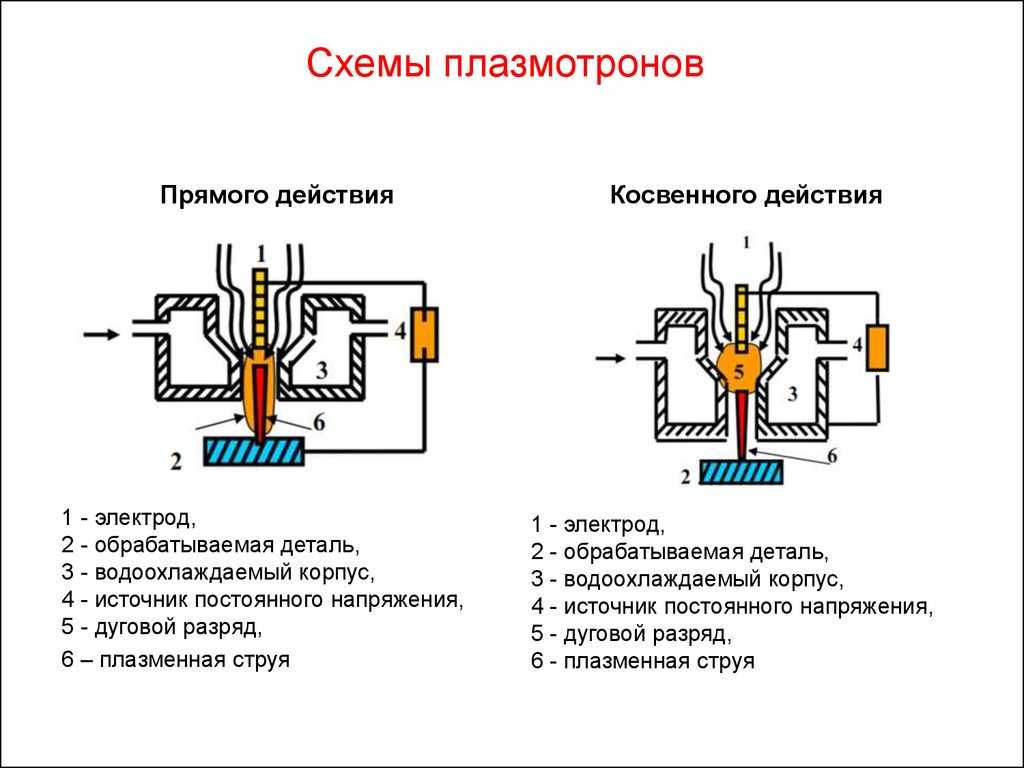
Схема классического промышленного аппарата плазменной сварки
Вспомогательный инвертор зажигает дугу между вольфрамовым электродом и соплом, которая затем выдувается, и в работу включается основной инвертор, который уже обеспечивает поддержание и регулировку сварочного процесса. Именно благодаря наличию малоамперной 3-15 А вспомогательной дуги поджиг осуществляется на плазме всегда стабильно в отличие от аргонодуговой TIG сварки. Особенно это заметно при сварке алюминия и при сварке/пайке оцинкованных сталей, где при ТИГ сварке электрод разрушается и загрязняется, а при плазме стойкость электрода в 30-40 раз выше, т.к. электрод «спрятан» за плазменным соплом и помимо этого обдувается сжатым газом аргоном.
Благодаря наличию плазменного сопла и подачи сжатого газа аргона, сварочная дуга сжимается, становится узконаправленной, а не свободно горящей как при ТИГ, поэтому иногда плазменную сварку называют «аргонодуговая сварка сжатой дугой». Из-за того, что дуга при TIG сварке является свободной, при ТИГе существуют проблемы, когда при нахлесточном шве дуга переходит на верхнюю кромку, то же происходит и при стыковой сварке, когда один лист в зажатом состоянии выше другого, в этом случае – прожог или непровар. При плазме прожога или непровара не происходит из-за сжатой дуги.
Из-за того, что дуга при TIG сварке является свободной, при ТИГе существуют проблемы, когда при нахлесточном шве дуга переходит на верхнюю кромку, то же происходит и при стыковой сварке, когда один лист в зажатом состоянии выше другого, в этом случае – прожог или непровар. При плазме прожога или непровара не происходит из-за сжатой дуги.
Говоря простым языком, плазменная сварка – это доработанная аргонодуговая сварка.
По качеству плазменная сварка по праву занимает положение между аргонодуговой и лазерной сваркой.
Отличия от других видов сварки
Главные отличия плазменной сварки от аргонодуговой и полуавтоматической МИГ/МАГ наглядно показаны на рисунке. Применение плазменной сварки помогает решить такие вопросы как образование брызг и пор, непровар и большой расход сварочной проволоки, повреждение электрода и коробление изделия.
Виды плазменной сварки
- Шовная плазменная сварка
- Точечная плазменная сварка
Свариваемые материалы
– нержавеющие стали
– низкоуглеродистые стали
– оцинкованные стали
– титан
– медь, бронза, латунь
– сплавы алюминия (для источника PMI 350AC)
– для оцинкованных сталей также возможен процесс плазма-пайки
Преимущества технологии плазменной сварки
- повышение производительности процессов сварки в 2-3 раза, cкорость сварки до 4 м/мин;
- повышение качества сварочных швов, швы более узкие, можно варить с усилением и без;
- отсутствие брызг в отличие от полуавтоматической МИГ/МАГ сварки и большая экономия на сварочной проволоке, т.
 к. варим без разделки и ток и скорость подачи проволоки при плазме – независимы;
к. варим без разделки и ток и скорость подачи проволоки при плазме – независимы; - малая зона термического влияния, благодаря механическому сжатию плазменным соплом, вследствие этого незначительный нагрев основного металла и минимизация коробления после и во время сварки;
- глубокое проплавление в стыковом соединении, сварка проникающей дугой без разделки до 8 мм. По сравнению с МИГ и ТИГ плазменная сварка не имеет конкурентов по качеству и производительности на диапазоне толщин от 3 до 8 мм;
- гладкая поверхность швов, не требующая дополнительной обработки;
- высокая надёжность зажигания основной дуги благодаря наличию вспомогательной;
- отсутствие включений вольфрама в сварном соединении;
- высокая стойкость расходных материалов.
 к. варим без разделки и ток и скорость подачи проволоки при плазме – независимы;
к. варим без разделки и ток и скорость подачи проволоки при плазме – независимы;
Более подробно о применении и преимуществах плазменной шовной и плазменной точечной сварки можно прочитать в статьях:
«Плазменная шовная сварка: особенности и преимущества шовной плазменной сварки при сварке различных материалов»
«Плазменная точечная сварка: особенности, преимущества и применение»
| К статье “Установки для плазменной сварки продольных швов компании SBI, Австрия, их отличия и преимущества” |
принцип работы установки и в чем заключается сущность работы плазмотрона
Из большого многообразия методов обработки – плазменная сварка является наиболее распространенной.
В первую очередь это обусловлено тем, что в современной промышленности довольно часто используется нержавеющая сталь, цветные металлы и их сплавы, для которых применение других видов обработки малоэффективно.
Современное оборудование обеспечивает высокую продуктивность в сравнении с другими технологиями.
Содержание
- Достоинства и недостатки плазменной сварки
- Разновидности
- Характеристики
- Устройство и принцип работы
- Технология сварки
- Используемое оборудование
- Итог
Итак, что такое плазменная ? Это процесс локального расплавления металлического изделия плазменным потоком. Он формируется высокоскоростной дугой, температурой 5000-30000°С.
Газовый поток, проходящий через дугу, нагревается и ионизируется, за счет чего он превращается в плазменный поток и выдувается соплом плазматрона для сварки. В этом и заключается сущность ее работы.
Для того, чтобы данный аппарат функционировал, необходимо лишь электричество и поток сжатого газа. Если используется компрессор, тогда достаточно только электричества.
Если используется компрессор, тогда достаточно только электричества.
Особенности сварки плазмой.Для работы необходимо менять лишь плазмотрон и электроды. На этом обслуживание оборудования такого типа и заканчивается. В то время как для других типов сварок необходимо выполнять большее количество работ по уходу. Кроме того они являются более взрывоопасными.
К основным достоинствам данных аппаратов можно отнести:
- высокую скорость резки металлов;
- возможность использования аппарата практически со всеми металлами и сплавами;
- высокая точность и качество шва;
- более низкая стоимость работ по сравнению с другими методами;
- отсутствие деформаций металла при обработке плазмой;
- высокий уровень безопасности выполнения работ.
Разновидности
Сварка плазмой разделяется на несколько видов, в зависимости от силы тока:
- микроплазменная;
- на средних токах;
- на больших токах.

Чаще всего используется именно первый тип. Дело в том, что дуга может гореть при достаточно низких токах, если используются диаметром до двух миллиметров. Это возможно за счет высокой степени электродуговой ионизации газа.
Схема микроплазменной сварки представлена ниже.
Чертеж плазменной сварки.Данный вариант технологии наиболее эффективен для соединения тонких деталей толщиной до полутора миллиметров. При этом диаметр дуги не превышает 2 мм. Это позволяет сфокусировать тепло в достаточно маленькой области и не нагревать соседние участки.
Основным газом в данном методе является аргон. Тем не менее в зависимости от типа изделия, в него могут добавляться различные примеси, которые способствуют увеличению эффективности процесса.
Приборы для микроплазменной сварки позволяют работать в нескольких режимах:
- непрерывный;
- импульсный;
- непрерывный обратной полярности.
Плазменная сварка на средних токах во многом схожа с аргонодуговой. Однако первая обладает более высокими температурами, в то же время область нагрева существенно меньше. Это обуславливает ее высокую продуктивность.
Однако первая обладает более высокими температурами, в то же время область нагрева существенно меньше. Это обуславливает ее высокую продуктивность.
Плазменная сварка позволяет проплавлять материал более глубоко, при этом ширина шва получается меньшей, чем в аргонодуговой.
Выполнять сварочные работы можно как с присадочным материалом, так и без него.
Плазменная сварка на больших токах оказывает сильное силовое действие на материал. Она полностью проплавляет металл. В результате в ванне формируется отверстие, то есть детали сначала как бы разрезаются, а затем сплавляются заново.
Характеристики
Принцип работы плазменной сварки дает понять, что ее лучше всего использовать для тонких материалов, нержавеющей стали, цветных металлов и сплавов на их основе. Стоит сразу отметить, что во многих случаях использование других технологий, не представляется возможным.
Стоит сразу отметить, что во многих случаях использование других технологий, не представляется возможным.
В то же время в металлургии и других областях промышленности необходимо выполнять работы именно с такими изделиями.
Схема технологии сварки плазмой.- цилиндрическая форма;
- концентрация энергии в небольшой области;
- маленький угол расхождения потока;
- невосприимчивость к изменению расстояния между плазмотроном и изделием;
- высокая безопасность зажигания.
Все перечисленные выше характеристики являются одновременно и достоинствами метода. Например, цилиндрическая форма и возможность увеличения длины позволяет осуществлять сварочные работы даже в самых труднодоступных местах.
Также особенности технологии упрощают проведение сварки при наличии колебаний изделий, за счет нечувствительности к изменению расстояния.
 youtube.com/embed/scez3EysnWQ?feature=oembed” frameborder=”0″ allow=”accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture” allowfullscreen=””>
youtube.com/embed/scez3EysnWQ?feature=oembed” frameborder=”0″ allow=”accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture” allowfullscreen=””> Устройство и принцип работы
Особенности аппарата для сварки плазмой.Плазменная сварка характеризуется следующим принципом работы: она основана на формировании дуги посредством осциллятора. Приборы функционируют на токах прямой полярности, которые и питают дугу. Она, в свою очередь, образует плазму.
С использованием данной можно осуществлять резку или соединение любых типов металлов и сплавов во всех пространственных положениях.
Плазма формируется из газов, в качестве которых используют аргон или гелий. Они же выполняют и защитные функции. Это исключает косвенное влияние оксида на изделие при плазменной сварке.
Метод характеризуется незначительной чувствительностью к изменению длины дуги. При этом возможно соединение деталей толщиной более пятнадцати миллиметров без скоса кромок.
Это становится возможным благодаря сквозному прорезанию детали.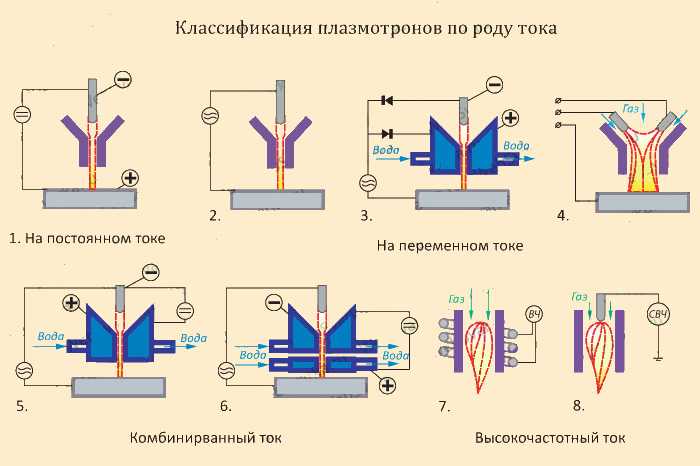 В результате поток может выходить и на обратную сторону изделия. Само же соединение состоит из двух процессов: разрезание и последующая заварка.
В результате поток может выходить и на обратную сторону изделия. Само же соединение состоит из двух процессов: разрезание и последующая заварка.
Данная технология позволяет осуществлять различные типы соединений. Наибольшее преимущество заключается в возможности сваривания листового металла без разделывания кромок и использования припоя.
Технология сварки
Специфика метода плазменно-дуговой технологии сварки состоит в том, что в область соединения подается плазма из специальной горелки – плазмотрона. В некоторых случаях, если необходимо, может быть использован аргон или гелий для создания инертной среды в области стыка деталей.
Чертеж сварочного аппарата.Вся энергия концентрируется в плазменной струе. За счет этого нагрев не распространяется по всей области изделия, а фокусируется только возле соединения. При этом температура на таком участке может составлять 10000-15000°С. Однако за счет быстрого отвода тепла металлом, она снижается до температуры плавления в зоне стыка.
За счет этого нагрев не распространяется по всей области изделия, а фокусируется только возле соединения. При этом температура на таком участке может составлять 10000-15000°С. Однако за счет быстрого отвода тепла металлом, она снижается до температуры плавления в зоне стыка.
Если во время данной процедуры соединение защитить инертным газом, то можно получить высококачественный шов, который не потребует дополнительной ручной обработки.
Корпус выполняется из стали, анод – из меди. Последний охлаждается водой. Дуга питается газом, подающимся под большим давлением в полость между анодом и катодом.
В то же время важно иметь в виду, что аргон не ионизируется. Он быстро улетучивается, смешиваясь с воздухом. Чтобы он надежно выполнял свои защитные функции, необходимо придерживаться определенного расстояния между горелкой и деталью.
Поскольку метод обеспечивает высокий нагрев только в области стыка, это может привести и к нежелательным последствиям. Иногда приходится изделие предварительно прогревать или использовать несколько горелок, чтобы избежать резкого перепада температур по поверхности материала.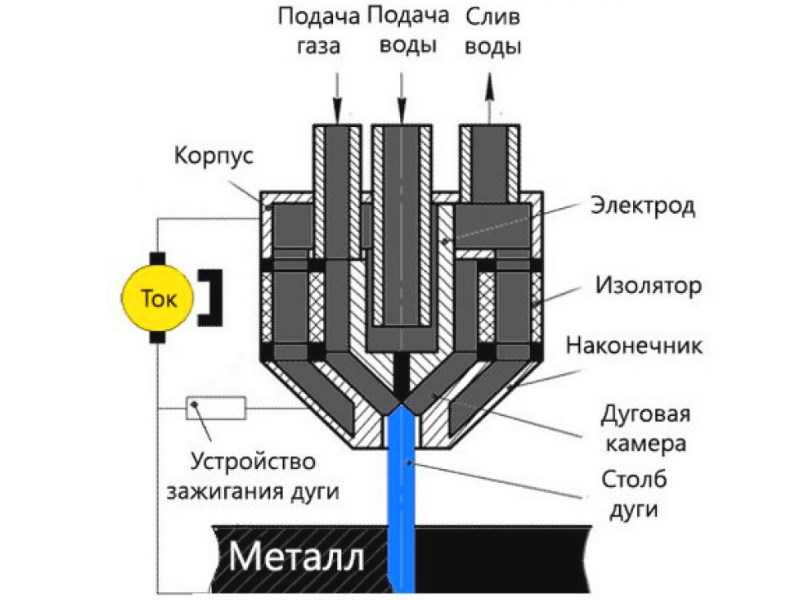
При использовании микроплазменной сварки удается получать качественные швы на тонких материалах. Реализация данной технологии возможна даже без использования присадочной проволоки.
Используемое оборудование
Установки для плазменной сварки широко применяются не только на крупном производстве, но и в бытовых условиях. При этом стоит отметить, что спрос на данном оборудовании постоянно растет, что лишний раз подтверждает его востребованность.
Устройство оборудования для сварки.Все оборудование, предназначенное для выполнения данной работы, можно разделить по следующим особенностям:
- тип воздействия;
- способ стабилизации дуги;
- сила тока.
По своим возможностям плазменная дуга уступает пальму первенства только лишь нескольким технологиям, основанным на лазерном и электронном лучах. В сравнении с другими методами, плазменный отличается более высокой эффективностью и производительностью.
В сравнении с другими методами, плазменный отличается более высокой эффективностью и производительностью.
При этом стоит отметить, что не стоит забывать и о других технологиях. Так, для сваривания деталей в серьезных отраслях, например, в авиастроении и аэрокосмической сферах, широко используется аргонодуговая сварка.
Плазменная, в свою очередь, чаще всего применяется для , так как она позволяет осуществлять данный процесс с высокой скоростью.
Особенно она становится незаменимой при обработке сплавов с минимальным последующим короблением и развитием напряжений, а также деформаций.
Итог
Плазменная технология сварки является единственно возможным и доступным методом обработки некоторых металлов и сплавов. Особенно это относится к нержавеющим сталям, меди, латуни и т.д. Данный метод позволяет получать качественные, надежные и тонкие швы, а также осуществлять резку с высокой эффективностью.
Отдельное применение она нашла в соединении тонколистового металла без использования присадочной проволоки. Кроме того, такой тип сварки обеспечивает локальный нагрев лишь в области стыка, что может быть очень удобным при решении многих задач.
Кроме того, такой тип сварки обеспечивает локальный нагрев лишь в области стыка, что может быть очень удобным при решении многих задач.
Типы, детали, работа и применение [PDF]
В этой статье вы узнаете что такое плазменная дуговая сварка ? и его принцип работы , оборудование, типы, области применения, преимущества и многое другое. Также вы можете скачать PDF-файл этого поста в конце.
Что такое
Плазменная дуговая сварка ? Плазменно-дуговая сварка — это процесс дуговой сварки с использованием тепла, выделяемого сжатой дугой между вольфрамовым неплавящимся электродом и другим изделием (процесс с переносной дугой) или сужающим соплом с водяным охлаждением (процесс с непереносимой дугой).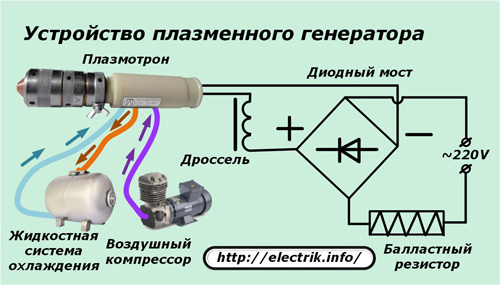
Плазма представляет собой газовую смесь положительных ионов, электронов и молекул нейтрального газа. Процесс переноса дуги создает плазменные струи с высокой плотностью энергии и может использоваться для высокоскоростной сварки и резки керамики, медных сплавов, сталей, алюминия, никелевых и титановых сплавов.
В процессе дугового разряда без переноса образуется плазма с относительно низкой плотностью энергии. Применяется для сварки и плазменного напыления (покрытия) различных металлов. Поскольку заготовка при плазменной дуговой сварке без переноса не является частью электрической цепи, плазменная горелка может перемещаться от одной заготовки к другой без гашения дуги.
Принцип работы плазменно-дуговой сваркиPAW работает по принципу , когда любому инертному газу передается достаточное количество энергии, некоторые из его электронов высвобождаются из ядра, но путешествуют вместе с ним.
После движения электронов атомы переходят в горячее ионизированное состояние.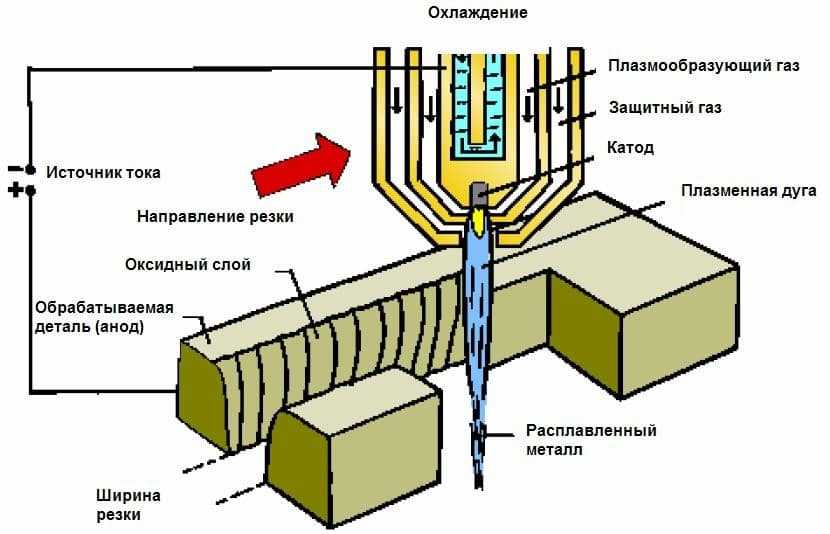 Это наиболее распространенное состояние вещества, известное как четвертое состояние материи.
Это наиболее распространенное состояние вещества, известное как четвертое состояние материи.
Эти ионизированные атомы имеют высокие температуры, которые используются для соединения двух пластин. Это основной принцип PAW. Эта сварка представляет собой форму сварки TIG, при которой для создания дуги используется неплавящийся вольфрамовый электрод.
Читайте также:
- Дуговая сварка: типы, оборудование, области применения и многое другое
- Как работает подводная сварка?
Следующее оборудование PAW:
- Плазменная дуговая факел
- ЭКСПОЛОЖЕНИЕ И ПЛАЗМА ДЛЯ ЗАПАСНОСТИ
- ПЛАНСМАНАЛИЧЕСКИ
Он состоит из четырех основных частей: вольфрамового электрода, цанг, внутреннего и внешнего сопел. Вольфрамовый электрод удерживается цангой. Внутреннее газовое сопло подает инертный газ для формирования плазмы внутри горелки.
Внешнее сопло подает защитные газы, защищающие зону сварки от окисления.
Горелки PAW охлаждаются, потому что дуга находится внутри горелки, что приводит к сильному нагреву, поэтому водяная рубашка находится снаружи горелки.2. Подача защитного и плазмообразующего газа
Плазмообразующий газ подобен защитному газу, подаваемому из одного источника. В основном инертные газы, такие как аргон, гелий, используются как в качестве инертных, так и в качестве защитных газов. Этот газ подается как в инертные, так и в наружные трубы.
3. Присадочный металл
Часто в этом процессе сварки присадочный материал не используется. Если используется присадочный материал, он подается непосредственно в зону сварки.
4. Источник питания
Для процесса PAW требовался источник постоянного тока высокой мощности для создания электрической искры между электродом и сварочными пластинами (для переносимого процесса PAW) либо в вольфрамовом электроде, либо в выпускном сопле (между непереносимым процесс ПАВ).
Эта сварка может производить сварку при низком токе около 2 А и максимальном токе, которым можно управлять, около 300 А.
Работа плазменно-дуговой сварки Для нормального функционирования требуется около 80 вольт. Источники питания включают трансформаторы, выпрямители и пульты управления.Сначала заготовки тщательно очищаются. Источник питания подает энергию, которая создает дугу между вольфрамовым электродом и соплом или вольфрамовым электродом и заготовкой. Вольфрамовый электрод дает дугу высокой интенсивности, используемую для ионизации частиц газа и преобразования газов отверстия в плазму.
Этот горячий ионизированный газ подается на сварочные пластины через небольшое отверстие. Защитные газы, такие как аргон и т.п., подаются через клапан давления и регулирующие клапаны на внешнее сопло сварочной горелки.
Эти газы образуют экран вокруг зоны сварки, который защищает ее от атмосферных газов, таких как кислород, азот и т. д. Плазма сталкивается со сварочными пластинами и превращает их в единое целое. Следующая сварка осуществляется в направлении сварки.
Типы плазменной дуговой сварки Если для этого процесса сварки требуется присадочный материал, сварщик подает его вручную.Ниже приведены два типа плазменной дуговой сварки:
- PAW без переноса
- С переносом PAW
фиксируется на плюсовой клемме. Он также использует постоянный ток. Между вольфрамовым электродом и заготовкой возникает дуга.
В этом процессе и плазма, и дуга переносятся на заготовку, что повышает теплопроизводительность процесса. Применяется для сварки толстых листов.
2. Плазменно-дуговая сварка без переносаВ этом процессе сварки используется постоянный ток. В котором вольфрамовый электрод присоединен к отрицательному полюсу, а сопло присоединено к положительному полюсу. Между вольфрамовым электродом и соплом внутри горелки возникает дуга.
Это повысит ионизацию газа внутри горелки. Горелка передает этот ионизированный газ для дальнейшей обработки. Используется для сварки тонких листов.
Преимущества и недостатки плазменно-дуговой сварки
Ниже перечислены преимущества PAW:
- Требует меньше навыков оператора из-за хорошей устойчивости дуги к смещениям.
- Высокая скорость сварки.
- Обладает высокой проникающей способностью (эффект замочной скважины).
- Для сварки доступна высокая энергия. Он может легко сваривать твердые и шероховатые заготовки.
- Расстояние между инструментом и заготовкой не влияет на формирование дуги.
- Низкое энергопотребление для сварки одинакового размера.
- Более стабильная дуга, получаемая при плазменной сварке.
- Может работать при низкой силе тока.
Недостатки PAW:
- Дорогостоящее оборудование.
- Большое искажение и ширина из-за высокого тепловложения.
- Это шумная работа, поэтому существует вероятность шумового загрязнения.
- У него больше радиации.
- Плазменно-дуговая сварка требует высокой квалификации.
- Стоимость обслуживания высока.
Вы можете задаться вопросом, для чего используется плазменная дуговая сварка, ниже приведены области применения PAW:
- Этот тип сварки используется в морской и аэрокосмической промышленности.
- Широко используется для сварки труб и труб из нержавеющей стали или титана.
- Плазменная дуговая сварка часто используется в электронной промышленности.
- Обычно используется для ремонта инструментов, красок и форм.
- Он также используется для сварки или покрытия лопаток турбины.
Скачать PDF этой статьи
ЗаключениеИтак, теперь мы надеемся, что развеяли все ваши сомнения относительно Плазменно-дуговой сварки .
Если у вас все еще есть сомнения по поводу « PAW », вы можете связаться с нами или задать вопрос в комментариях.У нас также есть сообщество Facebook для вас, ребята. Если вы хотите, вы можете присоединиться к нашему сообществу, вот ссылка на нашу группу в Facebook.
Вот и все, спасибо за прочтение. Если вам понравилась наша статья, поделитесь ею с друзьями. Если у вас есть какие-либо вопросы по какой-либо теме, вы можете задать их в разделе комментариев.
Подпишитесь на нашу рассылку, чтобы получать уведомления о новых публикациях.
Адрес электронной почты
Возможно, вам будет интересно прочитать следующие статьи:
- Лазерная сварка: работа, типы используемых лазеров, области применения
- Газовая сварка: типы, принцип работы, оборудование, применение
- PAW переменной полярности магниевых сплавов
Что такое плазменная сварка?
Плазменная сваркаиспользуется в ряде отраслей, где ключевыми факторами являются объем производства, стабильность и минимальное время простоя.
Вот некоторые основные факты о процессе и о том, чем он отличается от более традиционных, широко распространенных процессов сварки. Плазма — это горячий ионизированный газ, состоящий примерно из равного количества положительно заряженных ионов и отрицательно заряженных электронов. Характеристики плазмы значительно отличаются от характеристик обычных нейтральных газов, поэтому она считается отдельным четвертым состоянием вещества.
Проще говоря, плазма — это газ, перегретый до такой степени, что он становится высокопроводящим. В процессах сварки и резки это позволяет передавать электрический ток. Температура плазменной дуги может достигать 30 000 градусов по Фаренгейту.
Плазменная сварка, впервые представленная как процесс сварки в начале 1960-х годов, использовалась в специальных слаботочных приложениях (микроплазма) от 0,5 ампер или ниже, или до 500 приложения для тяжелой промышленности.
Несмотря на то, что в современных производственных условиях плазменная сварка считается экзотическим процессом, плазменная сварка по-прежнему используется в ряде отраслей, где ключевыми факторами являются объем производства, стабильность и минимальное время простоя.
Вот некоторые основные факты о плазменной сварке и о том, чем она отличается от более традиционных, общепринятых процессов.Сфокусированная дуга
Одним из основных преимуществ процесса PAW является сфокусированная дуга, создаваемая через отверстие наконечника. Вы можете увеличить или уменьшить размер отверстия в соответствии с вашими требованиями к силе тока, а также для конкретных приложений. Преимущества сфокусированной дуги включают:
- Глубокое проникновение
- Уменьшение зоны термического влияния
- Высокая скорость перемещения
- Меньше дуги блуждающий
- Точность в автоматизированных/роботизированных приложениях
Эти черты пригодятся при производстве таких вещей, как сосуды под давлением, аэрокосмические компоненты, датчики расхода, сварные сильфоны, батареи и медицинские устройства.
Защищенный электрод
В отличие от сварки TIG, когда вольфрамовый электрод подвергается воздействию атмосферы после цикла сварки, в плазменном процессе электрод изолирован внутри камеры горелки и защищен газовым экраном.
Это позволяет электроду оставаться в одном и том же состоянии в течение более длительных периодов времени. В автоматизированных приложениях это значительно повышает производительность, поскольку сокращает необходимость остановки процесса сварки для заточки электрода.Передача дуги без высокой частоты
Чтобы предотвратить загрязнение во время процесса TIG, необходимо использовать высокую частоту для передачи дуги от электрода к заготовке. В некоторых случаях это создает проблемы во время автоматизированных приложений, когда высокая частота может создавать помехи и прерывать работу управляющего оборудования. Этот метод переноса также может привести к преждевременному износу электрода, особенно при сварке больших объемов и кратковременных сварных швов, что увеличивает потребность в остановке процесса для заточки вольфрамового электрода.
Несмотря на то, что в современных производственных условиях плазменная сварка считается экзотическим сварочным процессом, она по-прежнему используется в ряде отраслей, где ключевыми факторами являются объем производства, стабильность и минимальное время простоя.
Плазменная сварка, с другой стороны, использует постоянную вспомогательную дугу, что позволяет передавать дугу без высокой частоты. Это устраняет помехи в системе управления и обеспечивает надежную и точную передачу для более длительных производственных циклов.
Arc Control
В дополнение к функциям, доступным на источнике питания для плазменной сварки, таким как управление током, цифровое управление подачей газа (которое поддерживает поток газа в заданных пределах с настройками силы тока) и синхронизация импульсов и точек, горелка для плазменной сварки может помочь вам точно настроить характеристики дуги. К ним относятся:
- Размер отверстия наконечника
- Смещение электрода
- Скорость потока газа
- Возможность работы с несколькими газами
Это обеспечивает большую гибкость для дальнейшего усовершенствования процесса, подходящего для многих приложений.
Выбор газа
Для улучшения процесса сварки можно использовать различные газы.
Например, вы можете использовать аргон, смешанный с 2-5% водорода, в качестве плазмообразующего газа или в качестве защитного газа в сочетании с чистым аргоном.Плазменный газ аргон в сочетании с защитным газом аргоном/водородом . Повышенное тепловложение от защитного газа снижает поверхностное натяжение материала и позволяет увеличить скорость перемещения.
Аргон/водородный плазмообразующий газ в сочетании с защитным газом из чистого аргона. Концентрирует тепло в потоке плазмы для увеличения проникновения (режим замочной скважины).
Скорость перемещения
Сфокусированная дуга и высокая концентрация тепла позволяют достигать более высоких скоростей перемещения в некоторых случаях.
Это можно рассматривать как немедленную выгоду в повторяющихся приложениях, где требуется крупносерийное производство.
Несколько режимов работы
Два режима работы плазменной сварки обычно называются мягкой плазмой и режимом замочная скважина .
Разница между режимом замочной скважины и режимом мягкой плазмы (не замочной скважины) в основном заключается в настройке расходных материалов и параметров резака. В режиме замочной скважины электрод отодвигается от отверстия наконечника, что позволяет концентрировать тепло от плазменной дуги на меньшей площади. В этом режиме можно настроить параметры и конфигурацию горелки, чтобы позволить потоку плазмы пробивать материалы толщиной до 0,39 дюйма, обеспечивая полное проплавление без необходимости подготовки шва.
В режиме без замочной скважины (мягкая плазма) электрод устанавливается ближе к отверстию наконечника. Это уменьшает фокус дуги, а в сочетании с выбранной силой тока, плазменным газом и скоростью потока вы можете получить все преимущества плазменного процесса без необходимости сварки с полным проплавлением.
Установка для плазменной сварки похожа на обычную сварку TIG, за исключением раздельных плазмы и защитного газа, а также способа передачи тока для включения дуги.
 Горелки PAW охлаждаются, потому что дуга находится внутри горелки, что приводит к сильному нагреву, поэтому водяная рубашка находится снаружи горелки.
Горелки PAW охлаждаются, потому что дуга находится внутри горелки, что приводит к сильному нагреву, поэтому водяная рубашка находится снаружи горелки. Для нормального функционирования требуется около 80 вольт. Источники питания включают трансформаторы, выпрямители и пульты управления.
Для нормального функционирования требуется около 80 вольт. Источники питания включают трансформаторы, выпрямители и пульты управления.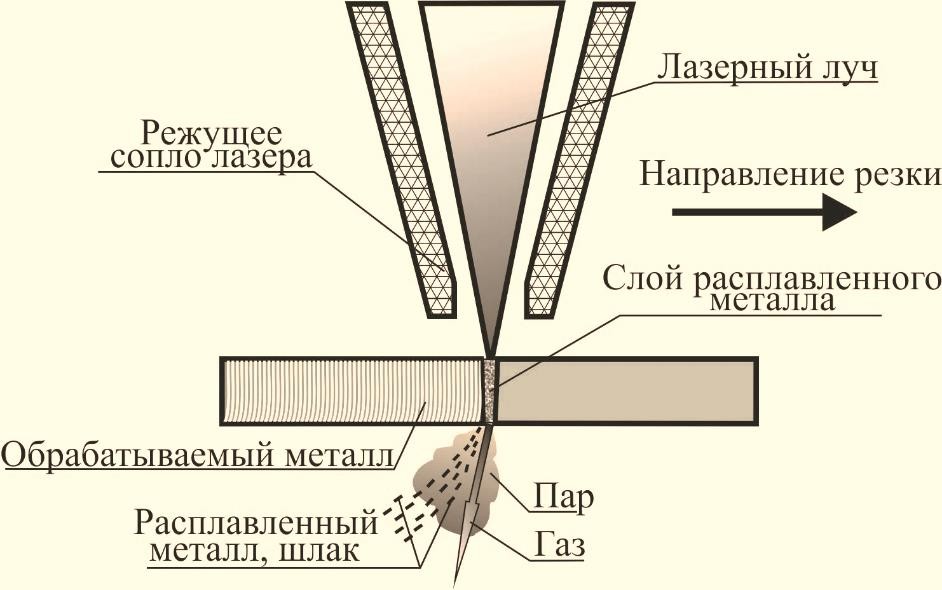 Если для этого процесса сварки требуется присадочный материал, сварщик подает его вручную.
Если для этого процесса сварки требуется присадочный материал, сварщик подает его вручную.

 Если у вас все еще есть сомнения по поводу « PAW », вы можете связаться с нами или задать вопрос в комментариях.
Если у вас все еще есть сомнения по поводу « PAW », вы можете связаться с нами или задать вопрос в комментариях.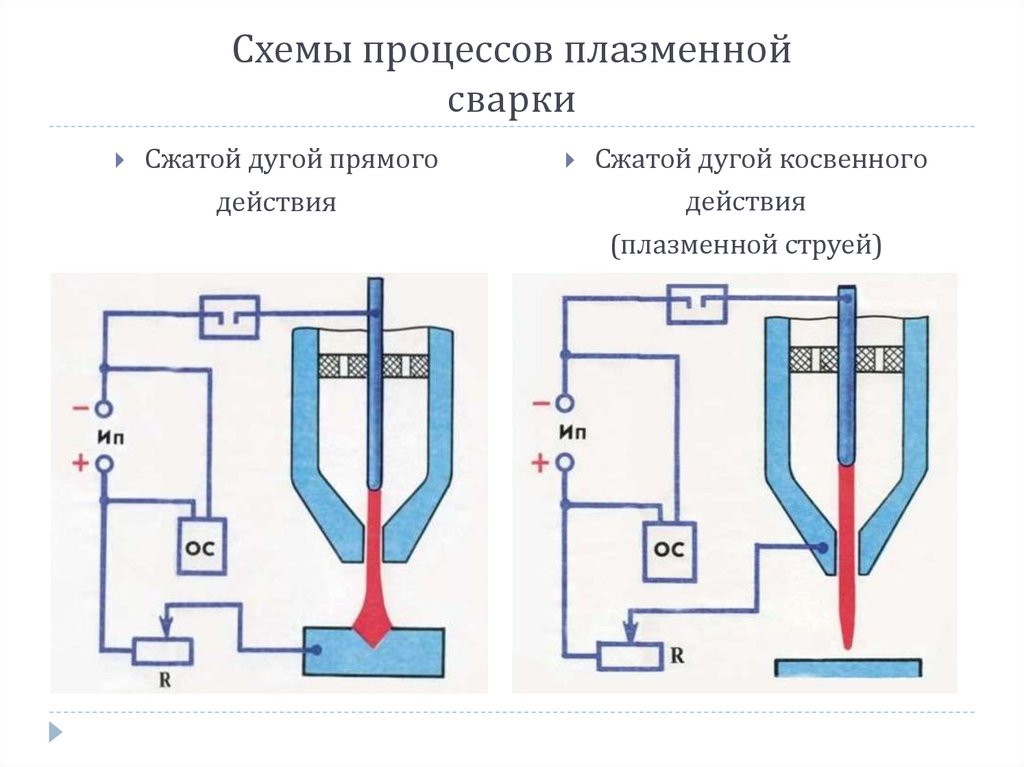 Вот некоторые основные факты о процессе и о том, чем он отличается от более традиционных, широко распространенных процессов сварки.
Вот некоторые основные факты о процессе и о том, чем он отличается от более традиционных, широко распространенных процессов сварки. 
 Это позволяет электроду оставаться в одном и том же состоянии в течение более длительных периодов времени. В автоматизированных приложениях это значительно повышает производительность, поскольку сокращает необходимость остановки процесса сварки для заточки электрода.
Это позволяет электроду оставаться в одном и том же состоянии в течение более длительных периодов времени. В автоматизированных приложениях это значительно повышает производительность, поскольку сокращает необходимость остановки процесса сварки для заточки электрода.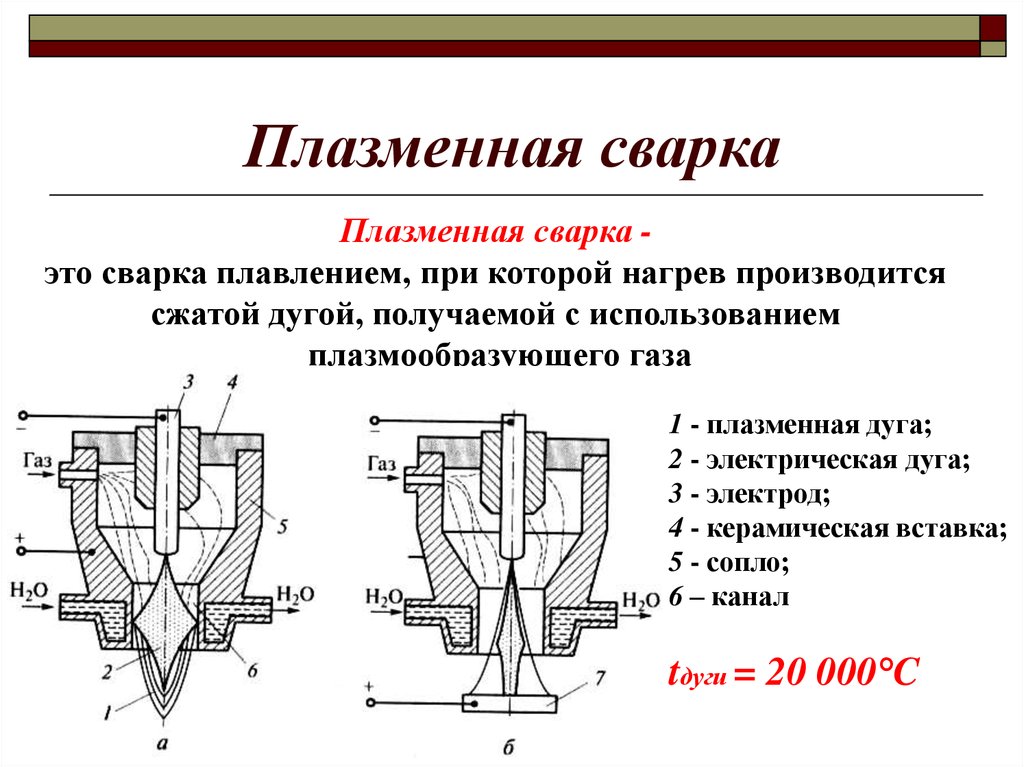
 Например, вы можете использовать аргон, смешанный с 2-5% водорода, в качестве плазмообразующего газа или в качестве защитного газа в сочетании с чистым аргоном.
Например, вы можете использовать аргон, смешанный с 2-5% водорода, в качестве плазмообразующего газа или в качестве защитного газа в сочетании с чистым аргоном.