Прокалка электродов
Прокаливание присадочных материалов считается одним из этапов термообработки, который осуществляется для снижения в их внешнем покрытии содержащейся жидкости. От избыточного содержания влаги может возникать плохое поджигание электрода, его залипания или осыпание слоя. Из-за этого ухудшается качество сварочного процесса.
Поэтому перед выполнением сварки следует провести проверку имеющихся присадочных материалов с предварительной их подготовкой. В основном процессы прокалки и сушки сварных электродов схожи, но во время их просушивания применяются не такие высокие температуры, а процедура выполняется с нарастающим нагреванием. В некоторых случаях электрод просушивается перед прокаливанием (в соответствии с технологическими требованиями).
Следует отметить основные случаи, когда нужна прокалка:
- при размещении электродов в условиях высокой влажности;
- после долгого хранения;
- при попадании на них жидкости или ее выявлении в процессе сварки;
- после открытия новой упаковки.


Нужно заметить, что прокаливание присадочных материалов требуется проводить перед сваркой, оно способствует достижению высоких результатов. Однако не стоит часто проводить данную процедуру (более 2 раз), так как существует опасность отставание покрытия от основного стержня.
Следует провести расчет необходимого объема электродов для сварки и отправлять их на сушку, чтобы после выполнения процедуры их осталось минимальное количество. При следующей сварке следует сначала пользоваться повторно просушенными электродами.
Сушка электродов
Необходимость в осуществлении сушки присадочного материала может появиться для повышения температуры электродов перед сварочными работами. Не все марки можно применять без предварительного разогрева. Причиной этому является большая разница между температурами, которая может оказаться вредной для сварочной ванны и образования некачественного шва. Также сушка нужно для создания герметичного соединения в условиях давления. Тогда электроды постепенно разогреваются, чтобы из них выпарилась влага или не возникло ее закипание при появлении известкового налета.
Тогда электроды постепенно разогреваются, чтобы из них выпарилась влага или не возникло ее закипание при появлении известкового налета.
Печь для сушки электродов
Прокаливание и сушка сварных электродов может осуществляться в нескольких вариантах, исходя из нужного режима и используемого оборудования. В производстве применяются специализированные устройства:
1. электрические печи для прокаливания, обладающие дополнительными опциями сушки. У современных модификаций есть микропроцессорный регулятор, способствующий программированию всего сварочного процесса. Максимальный предел температуры составляет 400°C. С учетом постепенного регулирования, уровень загрузки составляет до 160 кг, а уровень наибольшей мощности равен 8,5 кВт (у некоторых моделей она равна 3 кВт с подсоединением к 3-х фазной сети 380 В). У этих печей предусмотрена работа в стационарном режиме и высокий уровень теплоизоляции. Благодаря наличию тепловых экранов происходит равномерное прогревание электродов;.
2. электрическая печь с термометром со средним диапазоном работы 100-400°C. Такие электропечи имеют компактные размеры, поэтому их можно транспортировать самостоятельно. Работа устройств основана на применении ТЭНов с автоматическим управлением. Печи могут подсоединяться к сети 220 Вольт. Их мощность зависит от выбранной модели, варьируется в пределах 1-3 кВт, максимальное количество загружаемых электродов может составлять 50 кг;
3. термопеналы для сушки. Оборудование представляет собой герметичную емкость с теплоизоляцией, которую применяют для хранения присадочного сырья. Компактные параметры термопеналов позволяют сварщику их легко устанавливать на рабочем месте. Основным отличием оборудования считается способность подогрева присадочных материалов от трансформаторной энергии или от сети 220 Вольт. Максимальный уровень их нагрузки равен 10 кг;
4. пеналы термосы схожи с термопеналами, но они способны без подогревания сохранять внутреннюю температуру. Для оборудования характерным является долгое остывание.
Для оборудования характерным является долгое остывание.
Температура и режим прокалки сварочных электродов
Для получения качественных результатов, нужно знать о процессе прокаливания электродов. По мнению специалистов, длительность процедуры не должна превышать 2 часа. При выполнении сварочных работ нужно пользоваться сухим материалом, поэтому электроды предварительно помещаются в пенале, где поддерживается заданные температурные условия.
Для каждой марки присадочных материалов предназначен определенный режим, поэтому у сварщика должно быть в наличии универсальное устройство с плавным температурным регулированием. Независимо от имеющегося запаса времени для прокалки, не желательно превышать указанные лимиты. Не следует прокаливать несколько раз одни и те же материалы.
Следует обратить внимание на запрет применения пламенных печей, так как средний диапазон температур для процедуры варьируется в пределах 180-400°C.
Перед сушкой сварочных электродов, нужно взвесить присадочные материалы, так как минимальный уровень загрузки печи равен 10 кг, а максимальный – 40 кг. Затем проводятся следующие процедуры:
Затем проводятся следующие процедуры:
- загрузка электродов в печь с плотным закрытием крышки;
- регулировка температуры в соответствии с параметрами, указанными для просушки;
- выключить, подождать остывания с печью, чтобы избежать резких температурных перепадов. Достаточно будет подождать до температуры 100-150°C.
Выбор
Прокалка присадочного материала является важной деталью технологии, на которую надо обращать внимание во время производства. Может задаваться разная температура прокаливания в зависимости от типа электродов, указывается на упаковке материала.
ОЗШ-1
- Электроды
- Флюсы
- Сочетания сварочных материалов
- ПОСТАВЩИКАМ
- Годовая программа закупок
Стройка
Судостроение
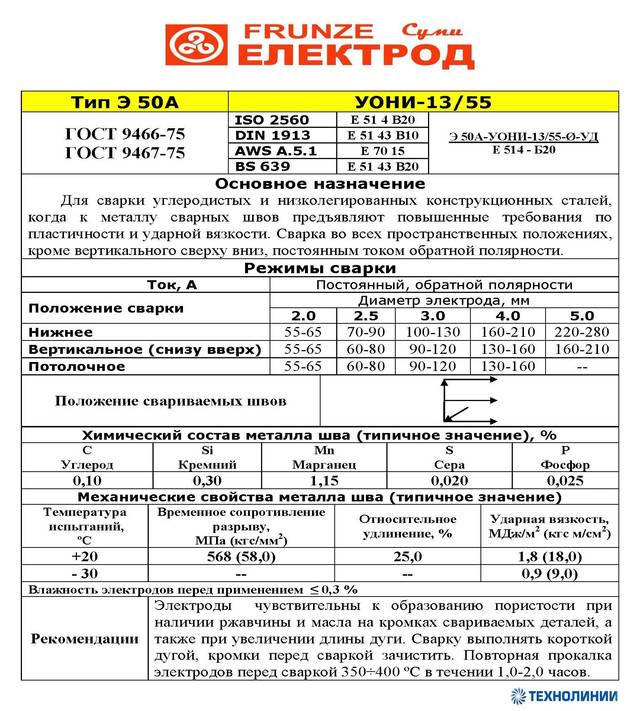
Тип Э100 по ГОСТ 9467-75
Область применения
для сварки ответственных конструкций из легированных сталей повышенной и высокой прочности с временным сопротивлением до 1080 МПа во всех пространственных положениях шва постоянным током обратной полярности.
Характеристики
Покрытие электродов – основное.
Коэффициент наплавки ОЗШ-1 – 8,5 г/А·ч.
Производительность наплавки (для диаметра 4,0 мм) – 1,1 кг/ч.
Расход сварочных электродов ОЗШ-1 на 1 кг наплавленного металла – 1,4 кг.для сварки ответственных конструкций из легированных сталей повышенной и высокой прочности с временным сопротивлением до 1080 МПа во всех пространственных положениях шва постоянным током обратной полярности.
Химический состав наплавленного металла, %
C | Si | Mn | P | S | Mo | Cr |
0,15 | 0,94 | 1,46 | 0,024 | 0,016 | 0,77 | 1,04 |
Рекомендации по сварке
Сварку производят только на короткой и предельно короткой длине дуги по очищенным кромкам.
Прокалка электродов перед сваркой: 350°С; 1,5-2 ч.
Особые свойства
Сварочные электроды ОЗШ-1 диаметром 3,0-5,0 мм используют в качестве наплавочных (тип Э-16Г2ХМ по ГОСТ 10051-75).
Механические свойства
| Временное сопротивление электродов sв, МПа | Относительное удлинение d5, % | Ударная вязкость aн, Дж/см2 | |
| 1100 | 13 |
 55pt; padding-right: 3.55pt; padding-top: 0cm; padding-bottom: 0cm;” valign=”top”>
55pt; padding-right: 3.55pt; padding-top: 0cm; padding-bottom: 0cm;” valign=”top”> 8pt; border: 1.0pt solid windowtext; padding-left: 3.55pt; padding-right: 3.55pt; padding-top: 0cm; padding-bottom: 0cm;” valign=”top”>
8pt; border: 1.0pt solid windowtext; padding-left: 3.55pt; padding-right: 3.55pt; padding-top: 0cm; padding-bottom: 0cm;” valign=”top”> 55pt; padding-right: 3.55pt; padding-top: 0cm; padding-bottom: 0cm;” valign=”top”>
55pt; padding-right: 3.55pt; padding-top: 0cm; padding-bottom: 0cm;” valign=”top”>
Почему необходимо нагревать сварочные электроды?
Вы расстраиваетесь, когда видите, что сварной шов выходит, как швейцарский сыр (с пористой текстурой)? А вы задавались вопросом, в чем проблема?
Ответ очень прост — вы забыли нагреть стержень перед сваркой.
Подождите, а зачем нагревать сварочные стержни, если в процессе сварки все равно выделяется тепло?
Отличный вопрос! Вот кратко почему.
Сварочные стержни могут содержать влагу. Когда электричество от сварки взаимодействует с водой, это приводит к необычным результатам. Как вы знаете, нагревание может вытеснить эту нежелательную влагу. Но существующее содержание влаги в сварочных стержнях может привести к дефектам сварного шва, таким как пористость, газовые включения и трещины в носке.
На самом деле, мы знаем, что чрезвычайно высокой температуры, используемой при сварке, достаточно, чтобы превратить воду в пар. Следовательно, этот пар может создавать пузырьки горячего воздуха внутри сварного шва. Конечно, эти карманы горячего воздуха затем приведут к ослаблению соединения или сварного шва. Соединение не будет выглядеть однородным или непротиворечивым, что приведет к серьезным сбоям.
Следовательно, этот пар может создавать пузырьки горячего воздуха внутри сварного шва. Конечно, эти карманы горячего воздуха затем приведут к ослаблению соединения или сварного шва. Соединение не будет выглядеть однородным или непротиворечивым, что приведет к серьезным сбоям.
Самым простым решением всех этих проблем будет предварительный нагрев сварочных электродов перед их использованием. Но как мы это делаем? А что еще мы должны знать? Я объясню все в этом подробном руководстве.
Давайте начнем.
Есть ли срок годности у сварочных электродов?
Да, абсолютно. Кроме того, это зависит от того, какой тип удилища вы используете, и от условий хранения. Фактически, условия хранения удилища могут иметь огромное значение в его сроке годности.
Итак, как долго служат сварочные прутки? Компания ESAB указала срок годности своих стержней ниже, если они хранятся при температуре 50-90°F и относительной влажности 50%.
ESRB Срок годности Таблица *Срок годности указан для удилищ, находящихся в невскрытой упаковке от производителя.
Для удилищ типа 6010, если хранить их в сухом месте и не допускать попадания влаги, удилища прослужат долгие годы. В результате я мог годами использовать удилища 6010 в своем гараже без каких-либо проблем. Однако это не одинаково для всех сварочных электродов.
Давайте рассмотрим самый распространенный стержень, используемый сварщиками конструкций — 7018 (также известный как стержень с низким содержанием водорода). Это означает, что покрытие стержня содержит очень мало водорода, что помогает избежать трещин в сварном шве (обычно называемых 9).0027 Водородное растрескивание ) и создает меньше брызг, более гладкий шов и достаточно стабильную дугу.
Звучит слишком хорошо, чтобы быть правдой? Это как бы… Загвоздка в том, что это удилище легко впитывает влагу, что делает его полностью бесполезным. Следовательно, условия хранения 7018 играют важную роль в его сроке годности. Итак, как мы их храним, нужны ли какие-то специальные хранилища или оборудование?
7018 Порядок хранения сварочного электрода
Как я упоминал ранее, условия хранения сварочного электрода (особенно для 7018) играют важную роль в его сроке годности. Вот почему эти стержни с низким содержанием водорода поставляются в герметичном ( герметично закрытый ) контейнер. Контейнер герметизирует стержень от внешней влаги.
Вот почему эти стержни с низким содержанием водорода поставляются в герметичном ( герметично закрытый ) контейнер. Контейнер герметизирует стержень от внешней влаги.
После того, как вы откроете контейнер, стержень должен быть сухим и храниться при более высокой температуре, чтобы предотвратить поглощение влаги или водорода из воздуха. Вы можете хранить открытые контейнеры в шкафу или в стержневой печи при температуре от 250 до 300 ° F.
Еще один ключевой момент, о котором следует помнить: в идеале вы не должны оставлять удилища вне дома более чем на 4 часа или около того. При более длительном хранении стержень поглощает достаточно влаги, чтобы потерять свойство низкого содержания водорода и все свои преимущества. Таким образом, вы можете взять столько стержней для работы, сколько, по вашему мнению, вы будете использовать в течение следующих 4 часов, а оставшиеся оставить в духовке или шкафу.
Напрашивается вопрос: что вы делаете с теми, кого случайно не пускали слишком долго? Что ж, некоторые эксперты в отрасли сказали бы, что это хорошая практика, особенно в тяжелой промышленности. Стандарт говорит об обратном, так как не все компании готовы выбрасывать удилища из-за их недешевой стоимости.
Стандарт говорит об обратном, так как не все компании готовы выбрасывать удилища из-за их недешевой стоимости.
Действительно, есть решение для повторной сушки стержней, которое удалит всю влагу и вернет их свойства перед сваркой. Итак, как именно мы это делаем?
(ПРИМЕЧАНИЕ. Все сварочные прутки или электроды с обозначением EXXX8 являются электродами с низким содержанием водорода. Цифра «8» на конце означает покрытие с низким содержанием водорода)
Повторная сушка 7018 Сварочные пруты
Давайте сразу перейдем к самым насущным вопросам. . Как сушить сварочные электроды 7018? Какие температуры следует использовать?
Для стержня 7018 стандарт (AWS A 5.1) предлагает повторную сушку при температуре 500–800°F в течение 1 часа или в соответствии с инструкциями производителя. Ведущие компании-производители сварочной проволоки предлагают следующие температуры. Вы увидите это на диаграмме температуры сварочного электрода ниже.
Lincoln Electric Low Hydrogen Electrode Таблица температур повторной сушки ESAB Low Hydrogen Electrode Таблица температур повторной сушки Благодаря техническим инновациям стержни 7018, представленные на рынке, обладают гораздо большей влагостойкостью. Их будут обозначать следующие номера сварочных прутков — E7018R или E2018HXR (h5R, h3R, H8R) и т. д. Это означает, что они проверены на устойчивость к влагопоглощению ( буква «R» ).
Их будут обозначать следующие номера сварочных прутков — E7018R или E2018HXR (h5R, h3R, H8R) и т. д. Это означает, что они проверены на устойчивость к влагопоглощению ( буква «R» ).
Как долго 7018 может быть вне духовки? Это зависит от их изготовления. Некоторые мы можем оставить на открытом воздухе почти на 9часов по сравнению с 4 часами для стандартных удилищ 7018.
7018 Процедура повторной сушки сварочных электродов
Этапы повторной сушки сварочных электродов:
- Стержни необходимо вынуть из емкости и поместить в подходящую печь для электродов. Прутья не должны быть загромождены, а разложены в духовке.
- После этого стержни должны быть помещены в печь до достижения в ней половины температуры повторной сушки и выдержаны при этой температуре в течение 30 мин.
- Следующий шаг: Затем печь поднимают до температуры повторной сушки и выдерживают при этой температуре в течение 1 часа.
- Выбрасывайте стержни, если покрытие становится хрупким, отслаивается или отламывается во время сварки. Стержень больше не даст вам ожидаемого результата.
 Стержень больше не даст вам ожидаемого результата.
Стержень больше не даст вам ожидаемого результата.Запрещена повторная сушка сварочных прутков:
- Повторная сушка прутков при температурах, превышающих рекомендуемые производителем или в соответствии со стандартом, если не указано иное.
- Пересушка более 3-х раз для стержня.
- Сушка в течение нескольких часов при более низкой температуре не эквивалентна сушке при определенных или стандартных требованиях.
- Смешивание стержней с низким содержанием водорода с стержнями с низким содержанием водорода при повторной сушке, поскольку они имеют разные температурные диапазоны для повторной сушки и разные свойства поглощения влаги.
Возникает другой вопрос — а как насчет других сварочных электродов? Какие сварочные прутки нужно хранить в печи? И нужно ли их нагревать перед сваркой? Нужна ли для них стержневая печь?
Можно ли сушить сварочные электроды в духовке?
В таблице ниже приведены некоторые сведения о различных сварочных электродах, условиях их хранения и методах восстановления.
Если вы в основном используете прутки 6010, 6011 или любые другие в этой категории, то вам не нужны специальные печи или приспособления. Все, что вам нужно, это шкаф, в котором вы можете хранить свои удилища в безопасности и вдали от влаги.
Однако, как известно, ничто не сравнится со стержнями 7018 по гладкости шва и легкости контроля сварки. Итак, если вы страстный любитель стержней 7018, то я бы посоветовал вам приобрести небольшую печь для стержней в зависимости от вашего использования. Хотя это может показаться большой инвестицией, она окупится в долгосрочной перспективе за счет качественных сварных швов.
Настоятельно рекомендую приобрести стержневую печь, будьте в безопасности и берегите свое окружение. Сварочные стержневые печи становятся дешевле, и вы можете купить небольшую печь, которая может выдержать до 10 фунтов и не займет много места в вашем гараже.
Итог
Я надеюсь, что этот пост помог вам понять важность предварительного нагрева сварочных прутков перед сваркой. Как я уже говорил, условия хранения и тип сварочной проволоки определяют, нужна ли вам печь для проволоки или нет. Для стержней 7018 было бы разумно инвестировать в небольшую печь для стержней. Любая потенциальная влага может повредить внутреннюю металлическую структуру и вызвать трещины или другие дефекты.
Как я уже говорил, условия хранения и тип сварочной проволоки определяют, нужна ли вам печь для проволоки или нет. Для стержней 7018 было бы разумно инвестировать в небольшую печь для стержней. Любая потенциальная влага может повредить внутреннюю металлическую структуру и вызвать трещины или другие дефекты.
Теперь, когда вы знаете, почему именно сварочные прутки нагревают перед сваркой, вы можете узнать, как правильно подготовить оборудование для сварки электродами. Я написал статью о том, как подключить сварочные провода здесь. Вы можете проверить это 🙂
Часто задаваемые вопросы
1. Каково назначение печи для сварки стержней?
Некоторые сварочные электроды очень чувствительны к влаге. Они могут создать карманы горячего воздуха в сварном шве, что нарушит его структурную целостность. Как правило, они используют тепло для «запекания» сварочных электродов и удаления воды. Убедитесь, что вы провели надлежащее исследование до выбор духовая печь для сварки электродов.
2. Испортятся ли сварочные электроды?
Сварочные прутки, вероятно, последнее, что вы ожидаете от срока годности. Но они портятся, и поэтому условия хранения имеют решающее значение. Стержни из нержавеющей или углеродистой стали имеют срок годности один год. Низководородные могут длиться около 5 лет. См. эту таблицу из ESAB .
3. Что такое электроды/стержни с низким содержанием водорода?
Электроды с низким содержанием водорода идеально подходят для высококачественных гладких сварных швов. Проще говоря, это электрод SMAW, содержание влаги в покрытии которого составляет менее 0,6 %. Поскольку температура сварки очень высока, любая влага расщепляется на водород и кислород.
Поскольку атомы водорода крошечные, они могут проникать между металлическими конструкциями сварного шва. Когда металл остывает, эти атомы образуют газообразный водород. И мы знаем, что происходит, когда газы внутри сварного шва трескаются. Таким образом, электроды с низким содержанием водорода сводят к минимуму риск захвата водорода внутри металла сварного шва.
Испортятся ли сварочные электроды
Испортятся ли сварочные электроды? Короткий ответ: да.
Со временем электроды становятся восприимчивыми к влаге и другим загрязнениям, что влияет на их эксплуатационные характеристики или иногда делает их бесполезными.
Время зависит от состава вашей удочки и условий, в которых вы ее содержите. Однако падение производительности через некоторое время неизбежно.
Срок годности — важный параметр, определяющий, как долго объект сохраняет свою эффективность.
В этой статье мы рассмотрим срок годности стержневых электродов и рассмотрим различные способы получения максимальной отдачи от вашего сварочного оборудования.
Эта статья в первую очередь предназначена для электродов для сварки низкоуглеродистой стали.
Испортятся ли сварочные электроды?
Сварочные прутки или электроды являются наиболее важными расходными материалами для сварки электродами.
Электроды играют огромную роль в любом виде дуговой сварки, поскольку они определяют требуемый путь тока.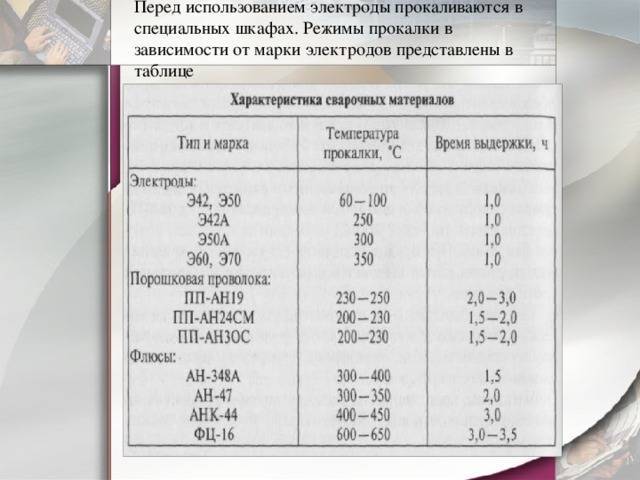
Стержневые электроды расходуются и плавятся в процессе сварки, в то время как электроды TIG (вольфрамовые) не распадаются.
Теоретически сварка — довольно простой процесс. Однако получить идеальный сварной шов сложно, потому что на результаты может повлиять множество факторов, включая плохое начало дуги или прилипание стержня к заготовке.
Наличие подходящего и эффективного оборудования для выполнения сварных швов является важным условием для получения наилучших результатов.
Это очень важно для любой ответственной сварки грузоподъемного оборудования, трубопроводов или сосудов высокого давления.
Неплавящиеся сварочные электроды, используемые для сварки ВИГ, являются исключением из приведенного выше утверждения. У них нет срока годности, так как на них не влияют условия окружающей среды.
Что приводит к порче сварочных электродов?
Основной причиной порчи сварочных электродов является содержание влаги. Флюс, который обеспечивает защитный газ для дуговой сварки вместо защитного газа, такого как MIG или TIG.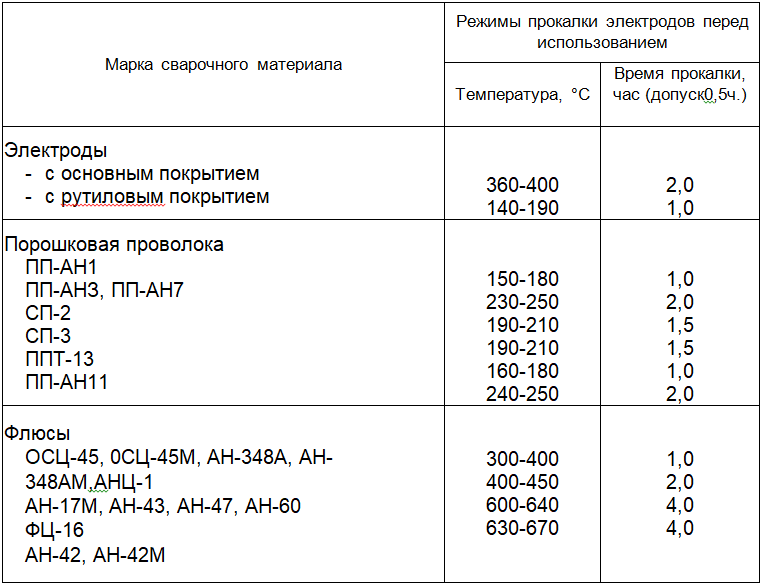
Для оптимальной работы и получения качественных сварных швов важно, чтобы на электроды не попадала влага.
Состав флюсового покрытия электродов определяет их чувствительность к влажным условиям.
Покрытие электродов стержней с низким содержанием водорода, например, чрезвычайно чувствительно к влаге. Они могут прийти в негодность, если влажность повысит порог 0,5%.
Электроды с низким содержанием водорода будут иметь тенденцию прилипать во время метода запуска с нуля и не будут работать в течение длительного периода времени, пока не перестанут работать.
Влага может растворить поверхностный слой электрода и оставить черный осадок на флюсе низководородных электродов (7018) или белый порошкообразный осадок на электродах 6010 и 6013, что сделает стержень непригодным для использования.
При длительном небрежном обращении мягкие стержни могут заржаветь.
Кроме того, при высоком содержании влаги в процессе сварки выделяется водород, что приводит к появлению брызг, трещин и других сварочных дефектов.
Еще одной причиной порчи сварочных электродов является температура.
Как правило, сварочные электроды хорошо себя чувствуют при более высоких температурах и в герметичных контейнерах. Крайне важно хранить электроды в теплом и сухом месте после вскрытия упаковки, чтобы получить от них максимальную эффективность.
Как это остановить?
Сварочные электроды часто выходят из строя, и часто вы не можете предотвратить это.
Однако процесс можно замедлить. Существует прямая зависимость между температурой, влажностью окружающей среды и сроком годности электрода. Таким образом, поддержание места хранения в тепле и сухости может существенно повлиять на общий срок службы сварочных электродов.
Поскольку состав определяет чувствительность электрода к влажности и температуре, вы можете восстановить некоторые электроды, поместив их в высокотемпературную среду, пока они не достигнут температуры высыхания.
Процесс может занять несколько часов и подходит только для некоторых типов сварочных электродов.
Средний срок годности сварочных электродов
На срок службы сварочного электрода влияет множество факторов. Как правило, обычный сварочный электрод может стабильно работать в течение 2–3 лет только при идеальных условиях. Поскольку это не всегда так, ваши электроды могут не прослужить так долго.
Как хранить сварочные электроды для увеличения срока годности
Качественные сварочные электроды обычно продаются в герметичных контейнерах по 5 и 10 фунтов.
При покупке картонных стержней флюс может быть поврежден. Храните стержни в герметичном контейнере и добавляйте в контейнеры влагопоглощающие шарики кремнезема, чтобы стержни оставались как можно более сухими.
Хорошей практикой является изготовление нескольких прочных герметичных контейнеров с использованием водопроводной пластиковой трубы и приклеивание заглушки для дна и резьбового соединения с внутренней резьбой сверху для навинчивающейся крышки. Сделайте пластиковую трубу достаточной длины, чтобы в нее входили стержни, ограничивающие попадание воздуха в контейнеры.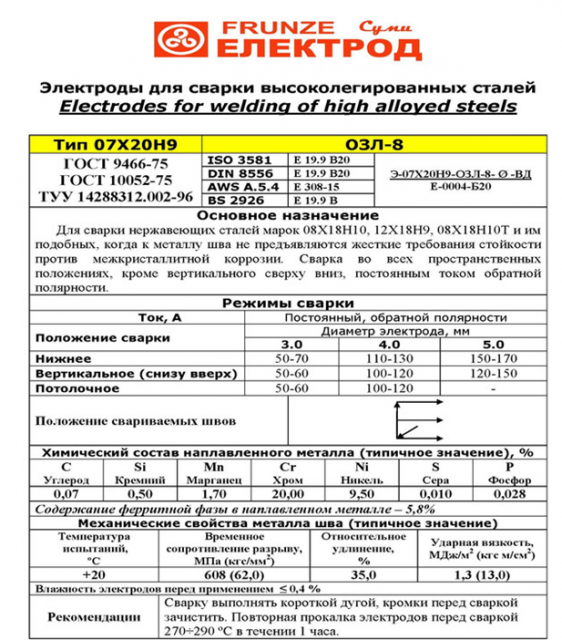
Для электродов с низким содержанием водорода используйте вакуумный герметик для упаковки стержней, чтобы удалить весь воздух и запечатать их, чтобы продлить срок их службы. Таким образом, вы можете купить большие упаковки удилищ и разбить их на более мелкие пакеты, что будет более экономично.
Я рекомендую использовать стержневую печь или, если у вас ее нет, найти бывшую в употреблении настольную печь и использовать ее как дешевую альтернативу.
Готовьте стержни в течение 1-2 часов при температуре 180-2200 градусов по Фаренгейту / 80-105 градусов, затем до 450-500 градусов по Фаренгейту 230-260 перед сваркой, чтобы получить наилучшие результаты от стержней.
Это не практика, которую вы бы использовали в профессиональной кодированной сварочной ситуации на критических работах. Но это отлично подходит для домашнего любителя или небольшого производственного цеха, чтобы продлить срок службы удилищ.
Имеет заметное значение при запуске и спуске удилищ с минимальной пористостью.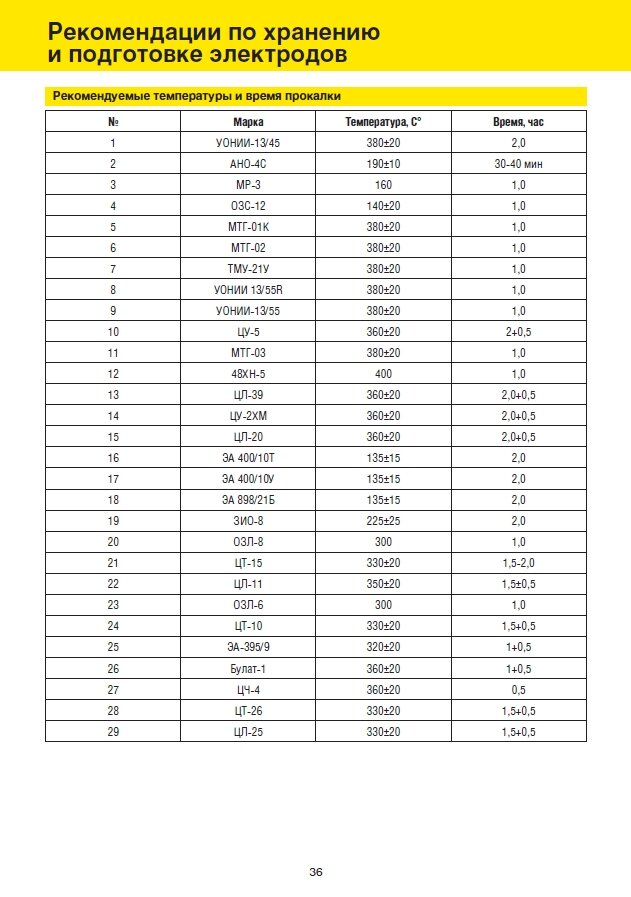
Подробнее о сварочных электродах: распространенные типы и их применение
Существуют различные категории расходуемых сварочных электродов. Каждый тип имеет свой собственный набор преимуществ и особенностей, которые делают их пригодными для конкретных применений дуговой сварки.
Каждый тип электрода также имеет свой идеальный срок годности, так как основной материал и состав различны.
Обычно плавящиеся электроды, используемые для электродуговой сварки, можно разделить на следующие категории:
- Электроды с низким содержанием водорода
- Электроды с металлическим сердечником
- Порошковые электроды
Американское общество сварщиков (AWS) характеризует стержневые электроды единым кодом для облегчения идентификации и единообразия.
Каждый стержень для дуговой сварки имеет код основного формата EXXX. Новичкам не нужно слишком зацикливаться на кодах, но они должны быть в состоянии понять информацию, которую они предоставляют.
Буква E в начале обозначает токоведущий электрод. Первые две цифры показывают прочность электрода на растяжение, а следующая цифра показывает положение сварки, которое может быть либо 0 (горизонтальное), либо 1 (все положения).
Наконец, последняя цифра показывает производительность и рабочие характеристики конкретных электродов.
Чтобы понять, давайте возьмем пример E8018.
Код указывает, что это токоведущий электрод с пределом прочности на разрыв 80 000 фунтов на квадратный дюйм.
Вы можете выполнять процесс сварки во всех положениях, и 8 показывает полярность этого электрода, проникающую способность и другие рабочие характеристики.
Вот несколько примеров самых популярных сварочных электродов на сегодняшний день
1 – E7018
E7018 (lo hy) чрезвычайно чувствителен к влажности и может стать бесполезным всего за несколько месяцев, если вы не будете осторожны.
В критических случаях электроды могут находиться вне обогреваемого шкафа только в течение нескольких часов.
Покрытие электрода также может осыпаться или стать чрезвычайно хрупким в процессе повторной сушки, а это означает, что вам нужно уделять немного больше внимания правильным методам хранения.
E7018 считается самым популярным сварочным электродом на рынке. Электрод обеспечивает высокое качество сварки, особенно для углеродистых сталей.
Результаты этого электрода не имеют крупных дефектов и трещин за счет ограничения количества водорода, просачивающегося в сварочную ванну.
Как следует из названия, сварочный пруток имеет прочность на разрыв 70 000 фунтов на квадратный дюйм и может легко работать во всех положениях.
Как хранить 60 000 электродов для измерения прочности на растяжение
Стержни серии 60xx не соответствуют требованиям серии 70. Не следует помещать в печи для сварки электродов.
Это изменит характеристики флюса. Как можно лучше запечатайте открытые контейнеры и храните их в сухом месте. Рядом с бойлером или бойлером стоит отличное место для домашнего хобби.
2 – E6010
Сварочный электрод E6010 – еще один популярный выбор для обычных сварочных работ.
Этот пруток не имеет особых характеристик, что делает его подходящим вариантом для самых разных сварочных работ.
Этот электрод предназначен для работы с постоянным током и имеет на своей поверхности флюсовое покрытие из натриевой целлюлозы. Этот стержень производит много брызг.
3 – E6011
E6011 очень похож на 6010 по скорости наплавки металла и положениям сварки. Они могут работать как от переменного, так и от постоянного тока.
4 – E6013
Сварочные электроды E6013, разработанные для начинающих сварщиков, являются одними из самых удобных сварочных электродов, доступных на рынке.
Эти электроды имеют внешнее покрытие на основе калия и могут использоваться как при переменном, так и при постоянном токе.
В профессиональной среде вы обнаружите, что E6013 используется для обработки листового металла и общего ремонта более тонких материалов. Их не нужно хранить в стержневой печи, поэтому они являются популярным выбором.
Их не нужно хранить в стержневой печи, поэтому они являются популярным выбором.
Использование стержневой печи для сварки электродов
Стержневые печи являются важным инструментом для сварщиков, так как они могут помочь увеличить общий срок годности их стержневых электродов.
Как обсуждалось ранее, температура и влажность являются основными причинами преждевременного износа сварочных прутков.
С помощью стержневых печей вы можете обеспечить теплую атмосферу без влаги для ваших сварочных электродов.
Для процесса повторной сушки также требуется стержневая печь. Однородной температуры сушки не существует, поскольку она зависит от различных факторов, таких как состав и влажность, поглощенная сварочным электродом. Даже два одинаковых сварочных электрода теоретически могут иметь разную температуру сушки.
Стержневые печи могут работать при различных температурах, поэтому вы всегда можете убедиться, что ваш сварочный электрод правильно высушен.
Для профессиональных сварщиков стержневые печи выполняют еще один важный процесс, называемый восстановлением электродов.
Code-work требует от пользователей строгого соблюдения графика и рекомендует выдерживать электроды при определенной температуре в течение некоторого времени, прежде чем использовать их для сварки.
Даже если вы выполняете кодовую работу, хранение ваших электродов в печи продлит срок их хранения и обеспечит постоянную производительность.
Тем не менее, вы должны быть осторожны и убедиться, что ваш сварочный электрод подходит для печи или нет.
Например, рассмотрим рассмотренный выше пример популярных сварочных электродов . И наоборот , хранение E7018 в печи имеет решающее значение для сохранения его 70 000 качеств при растяжении
Как долго сварочный электрод E7018 может находиться вне печи?
Рекомендуемая температура печи для сварочного электрода E7018 составляет 250F.