Какое сечение провода нужно для сварочного инвертора
Главная » Статьи » Какое сечение провода нужно для сварочного инвертора
КАК ВЫБРАТЬ КАБЕЛЬ ДЛЯ СВАРОЧНОГО ИНВЕРТОРА
На рынке представлен большой выбор электросварочных аппаратов с разными характеристиками и возможностями применения на производстве или для индивидуальных работ. Из всех типов сварочных аппаратов, к которым относятся трансформаторные, выпрямительные и инверторные, именно последний сейчас наиболее распространён и удобен в работе. Инверторные аппараты сочетают в себе компактность, небольшой вес, лёгкость подключения, простоту применения, и хорошую силу тока. О том какой кабель нужен для подключения сварочного инвертора речь пойдёт в данной статье.
Какой кабель нужен для сварочного инвертора
Марок кабелей, которые принято считать сварочными, не так уж много – это гибкие или особо гибкие кабели с изоляцией и оболочкой из резины или ПВХ, соответствующей по составу области и условиям применения. Они предназначены на переменное напряжение до 660В и частотой до 400Гц для подвижной прокладки, как в помещении, так и открыто на воздухе. Например, такие марки как КГ или КОГ. Выбор кабеля для сварочного инвертора обусловлен назначением, силой тока и длиной. Сечение сварочного кабеля для инвертора подбирается соответственно токовой нагрузки, на которую рассчитан аппарат. Для соединения всех блоков инвертора предусмотрены разные варианты исполнения сварочного кабеля: одножильное, или многожильное с основными и дополнительными жилами.
Они предназначены на переменное напряжение до 660В и частотой до 400Гц для подвижной прокладки, как в помещении, так и открыто на воздухе. Например, такие марки как КГ или КОГ. Выбор кабеля для сварочного инвертора обусловлен назначением, силой тока и длиной. Сечение сварочного кабеля для инвертора подбирается соответственно токовой нагрузки, на которую рассчитан аппарат. Для соединения всех блоков инвертора предусмотрены разные варианты исполнения сварочного кабеля: одножильное, или многожильное с основными и дополнительными жилами.
Длина сварочного кабеля
Длина кабеля сварочных инверторов подбирается исходя из величины выходной токовой нагрузки и её потерь по длине. Чем длиннее сварочный кабель, тем больше потери напряжения и меньше сила тока, на которую рассчитана работа инвертора. Чтобы сбалансировать эти параметры приходится выставлять на аппарате увеличенный ток, что может привести к изменению сварочной дуги и выходу из строя электроники аппарата. Поэтому на вопрос о том, можно ли удлинить сварочный кабель на инверторе ради удобства работы без перемещения аппарата, правильней ответить нет. Если кто-то предлагает якобы универсальный удлинитель сварочного кабеля для инвертора, то к этому нужно относиться скептически.
Если кто-то предлагает якобы универсальный удлинитель сварочного кабеля для инвертора, то к этому нужно относиться скептически.
Все сварочные кабели представлены на Кабель.РФ, где легко сделать выбор, ознакомившись с описаниями на сайте, получить расчёт специалистов по сечению кабеля инверторного сварочного аппарата и предложения менеджеров по ценам, условиям оплаты и отгрузки продукции.
Таким образом, к вопросу о подборе сварочного кабеля для инверторного сварочного аппарата нужно подойти основательно и разборчиво, учитывая как предложения на рынке, так и физику процесса сварки.
КАК ВЫБРАТЬ КАБЕЛЬ ДЛЯ СВАРОЧНОГО ИНВЕРТОРА
2provoda.ru
Как произвести подключение сварочного инвертора к источнику питания?
Комментариев:
Рейтинг: 78
Оглавление: [скрыть]
- Подключение сварочного инвертора
- Подключение сварочного инвертора к электрическому генератору
- Бензогенератор или электрогенератор?
- Выбор кабеля для подсоединения инвертора
- Подключение сварочных инверторов с помощью удлинителей
Сварочный инвертор — это устройство, с помощью которого можно значительно облегчить процесс дуговой сварки. С каждым годом его применение становится все популярнее, потому что оно позволяет осуществлять сваривание любых конструкций быстро и качественно. Чтобы сварочные работы проходили в нужных режимах, а аппарат имел долгий срок службы, нужно правильно подключать инвертор к источнику питания. Поэтому далее будет рассмотрено, как правильно подключить сварочный инвертор.
С каждым годом его применение становится все популярнее, потому что оно позволяет осуществлять сваривание любых конструкций быстро и качественно. Чтобы сварочные работы проходили в нужных режимах, а аппарат имел долгий срок службы, нужно правильно подключать инвертор к источнику питания. Поэтому далее будет рассмотрено, как правильно подключить сварочный инвертор.
Схема устройство инверторного сварочного аппарата.
Подключение сварочного инвертора
Подсоединение сварочного аппарата может быть осуществлено к внешней сети напряжением 220 В или 380 В либо к генераторной установке определенной мощности. Соединительный кабель с вилкой соответствует максимальной мощности агрегата, поэтому здесь никаких вопросов быть не должно. Основные трудности могут возникнуть со стороны внешнего источника питания, особенно если электропроводка на дачном участке старая и имеет неизвестное сечение.
Современная проводка, вилки и розетки рассчитываются на ток не более 16 А. Суммарная мощность, которая потребляется всеми устройствами в доме, может быть больше этого значения, поэтому его ограничивают автоматическим предохранительным устройством или обычной пробкой. Чтобы осуществить подсоединение сварочного инвертора, сначала нужно убедиться, что его входная мощность не отключит защитное устройство домашней сети.
Чтобы осуществить подсоединение сварочного инвертора, сначала нужно убедиться, что его входная мощность не отключит защитное устройство домашней сети.
Устройство сварочного инвертора.
Одно из преимуществ сварочных устройств этого типа заключается в том, что их электрическая цепь имеет несколько типов защиты. В случае перегруза сети защита автоматически отключает аппарат по низкому напряжению. Такая ситуация может произойти, когда входное напряжение имеет низкое значение, или в случае недостаточного сечения электропроводки, сопротивление которой снизит напряжение при возникновении нагрузки в виде сварочного тока.
Если электрическая проводка стационарной сети не позволяет осуществить подсоединение инвертора, нужно воспользоваться другими источниками питания, которые будут рассмотрены ниже. В случае полного соответствия максимальной мощности аппарата с внешней проводкой можно подсоединять инвертор к электросети и осуществлять тестовую сварку.
Не рекомендуется подключаться к сети, если в качестве защитного устройства установлен предохранитель неизвестного номинала.
Если есть возможность, нужно контролировать просадку напряжения при зажигании дуги. Сильная просадка может быть результатом малого сечения проводов.
Вернуться к оглавлению
Из-за плохих параметров внешней электросети в некоторых ситуациях осуществить сварку бывает просто невозможно. Тогда можно воспользоваться электростанцией. При этом очень важно, чтобы мощность электростанции позволяла проводить полноценные сварочные работы.
При выборе генератора следует сначала ознакомиться с основными техническими характеристиками сварочного аппарата. В качестве примера будет взят обычный инвертор с рабочим током 160 А. Современные инверторы имеют плавную регулировку тока сварки от минимального до максимального значения. Это позволяет проводить сварку как на средней, так и на максимальной мощности оборудования. Но фирмы-изготовители часто пишут только потребляемую мощность, ничего не говоря о ее максимальном значении.
Рисунок 1. Провода марки КГ бывают разные и различаются по максимальной нагрузке, зависящей от сечения.
Чтобы самостоятельно рассчитать максимальную мощность, необходимо максимальный рабочий ток устройства умножить на напряжение дуги (обычно оно составляет 25 В), после чего разделить полученную цифру на КПД инвертора (приблизительно 90%). В результате максимальная мощность будет равна: 160х25/0,9=4444 Вт.
После проведения расчетов можно приступать к выбору электрогенератора. При этом ориентироваться следует на максимальную потребляемую мощность, прибавив к ней запас в 25%, чтобы не использовать электростанцию на пределе возможности. Поэтому для сварочного инвертора с рабочим током 160 А нужно купить генератор с выходной мощностью не менее: 4444+4444х0,25=5555 Вт, или 5,5 кВт.
Вернуться к оглавлению
Схема подключения инвертора к аккумулятору.
В некоторых случаях при невозможности использовать внешнюю электросеть сварщики пытаются подключить инверторную сварку через бензогенератор небольшой мощности. Такой подход является неверным, если его мощность составляет менее 5 кВт. Рабочее напряжение в таких генераторах сильно зависит от величины нагрузки. Инверторные устройства чувствительны к перепадам напряжения, поэтому если выходное напряжение бензогенератора будет часто меняться, сварочный аппарат может выйти из строя.
Рабочее напряжение в таких генераторах сильно зависит от величины нагрузки. Инверторные устройства чувствительны к перепадам напряжения, поэтому если выходное напряжение бензогенератора будет часто меняться, сварочный аппарат может выйти из строя.
При сварке электродом 3 мм рабочий ток достигает 120 А при напряжении 40 В. В этом случае выходная мощность будет составлять: 120х40=4800 Вт, или 4,8 кВт, то есть бензогенератор будет работать на предельной мощности, что также повлечет его преждевременный выход из строя. Поэтому при плохой сети лучше подключать сварочный аппарат к электрогенератору.
Вернуться к оглавлению
Для осуществления качественной сварки очень важно правильно выбрать соединительные провода. Сварочные провода выбираются по таким показателям:
Функциональные возможности сварочного инвертора.
- длине;
- площади сечения;
- значению падения напряжения в сварочном контуре.
Кабель для инвертора представляет собой гибкий проводник тока с хорошей изоляцией. В большинстве случаев такой провод изготавливается из медных проволок толщиной 0,18-0,2 мм, сплетенных между собой. Такие кабели применяются для подсоединения инвертора к электродержателю, а также для осуществления заземления аппарата. Выбор проводов зависит от их технических характеристик и характеристик самого сварочного агрегата.
В большинстве случаев такой провод изготавливается из медных проволок толщиной 0,18-0,2 мм, сплетенных между собой. Такие кабели применяются для подсоединения инвертора к электродержателю, а также для осуществления заземления аппарата. Выбор проводов зависит от их технических характеристик и характеристик самого сварочного агрегата.
Среди сварщиков самым популярным выступает провод марки КГ (рис. 1). Изготовители этого типа кабеля рекомендуют его применять в цепях переменного тока с напряжением не более 600 В или при постоянном токе с напряжением не более 1000 В.
Провода марки КГ различаются по максимальной нагрузке, зависящей от сечения. Соотношение максимальной нагрузки на кабель и его марка представлены в таблице:
| Марка кабеля | Допустимая нагрузка, А |
| КГ 1х16 | 189 |
| КГ 1х25 | 240 |
| КГ 1х35 | 289 |
| КГ 1х50 | 362 |
| КГ 1х70 | 437 |
| КГ 1х95 | 522 |
Помимо марки КГ также применяется провод марки КОГ1, который является более гибкий, нежели первый вариант.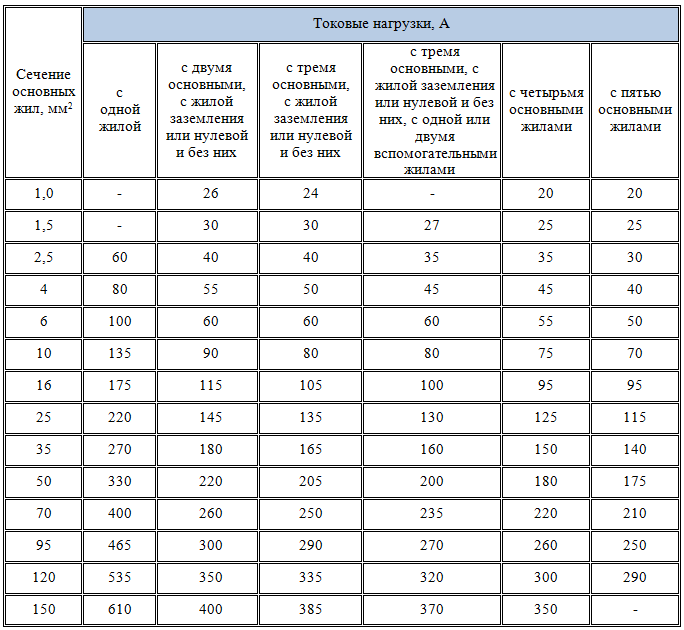 Он используется в тех случаях, когда сварщику для выполнения работ необходимо постоянно перемещаться.
Он используется в тех случаях, когда сварщику для выполнения работ необходимо постоянно перемещаться.
Подключение сварочного кабеля осуществляется с учетом некоторых правил:
- Подсоединение следует делать с помощью спрессованных или припаянных наконечников.
- Кабель подключается к силовым разъемам агрегата (+) и к держателю электродов в обратной полярности (-). Изменять полярность можно только тогда, когда изменены параметры тока.
- При проведении сварочных работ сварщику запрещено подтягивать к себе инвертор проводами.
- Ни в коем случае нельзя превышать номинальную мощность кабеля.
https://moyakovka.ru/youtu.be/54U4cqL2Ql8
Вернуться к оглавлению
Проведение сварочных работ очень часто связано с отдаленным расположением сварной конструкции от источника питания. Иногда в таких случаях требуется использовать удлинитель. Удлинитель для инвертора представляет собой проводник, имеющий некоторое сопротивление, которое является причиной падения напряжения в электрической цепи, то есть чем больше длина удлинителя, тем больше будет падение на нем рабочего напряжения.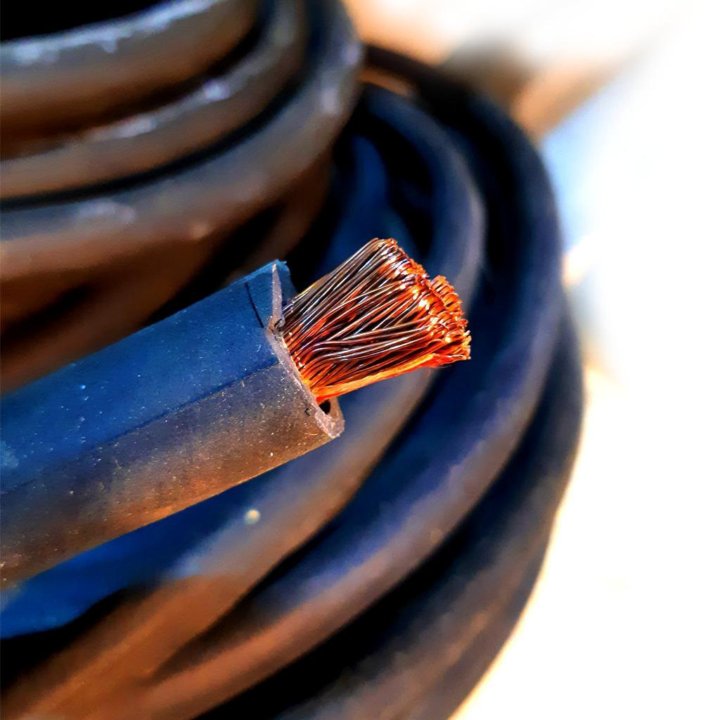
При недостаточной силе тока могут измениться параметры сварочной дуги, управлять ей становится намного тяжелее. Чтобы добиться требуемого тока на конце сварочного кабеля, приходится выставлять увеличенный ток на самом инверторе, что негативно сказывается на его работе и может привести к выходу аппарата со строя. Поэтому легче будет поднести сварочное устройство к месту сварки, нежели покупать новое.
В случае же безысходности ситуации, подбирая удлинитель, нужно руководствоваться тем, что сечение 2,5 мм2 при длине кабеля 20 м при использовании аппарата с рабочим током 150 А будет достаточным для нормальной работы сварочного аппарата. Для проведения сварки в домашних условиях такой длины вполне хватит.
При использовании переноски следует придерживаться некоторых правил:
- Запрещено наматывать удлинитель на катушку, так как смотанный кабель обладает индуктивностью, что может вызвать его перегрев и выход из строя.
- При сварке с удлинителем нужно контролировать изменение напряжения сети.

- Нагрев удлинителя допускается до температуры 70°С.

https://moyakovka.ru/youtu.be/VWB1qmZlj50
В случае соблюдения всех правил и рекомендаций при подключении сварочного инвертора вы сможете осуществить качественную сварку без негативных последствий для самого аппарата.
moyakovka.ru
Пояснения по сварочному кабелю и удлинителям.
Пояснения по сварочному кабелю и удлинителям.
Уважаемые покупатели, в этой статье мы расскажем вам какой длины можно использовать удлинитель для подключения сварочного аппарата, какой это должен быть удлинитель и дадим практические советы на эту тему.
Сопротивление отрезка провода:
R – Сопротивление.
L – Длина в метрах.
S – Сечение провода в мм².
P – Удельное сопротивление меди (равное 0.017 Ом умноженное на мм² и разделенное на метры)
Формула выглядит так:
R = P x (L/S)
Пример:
Вы берете удлинитель 30 метров. Сечение кабеля 1,5 мм². Сварочный кабель подключенный к вашему аппарату 7 метров и сечение 25 мм² .
Получается R =0.0017 x (30×2/1,5) – 0,68 Ом.
Идем дальше.
U = 0,68 Ом умножаем на 45 (45 это максимальный потребляемый ток, за пример взят аппарат Сварог ARC 250 R112) и получается 30,6 В.
Таким образом мы видим, что если вы используете 30 метровый удлинитель с сечением 1, 5 мм² , то к вашему аппарату доходит не 220 В от розетки, а 189,4 В. (220-30,6).
Если вы возьмете удлинитель с более толстым сечением, например 25 мм² , то потеря будет меньше и составит 18,4 В. А это значит, что к аппарату от вашей розетки дойдет 201,6 В. (220-18,4).
Не нужно требовать от аппарата невозможного, если вы подключаете очень длинный удлинитель, вы должны понимать, что будут потери в мощности аппарата. Если включить чайник в розетку в Москве, а сам чайник будет стоять в Санкт-Петербурге, то он никогда не закипит.
Давайте рассмотрим еще один пример. В стандартной комплектации практически все производители используют трехметровые сварочные кабели. Люди часто подключают очень длинные сварочные кабели к аппаратам.
Формула:
R = 0,017 x (7×2/25) = 0,00952 Ом.
Мы берем кабель сварочный длиной 7 метров и умножаем на 2 (ток идет туда и обратно, по этому нужно 7 метров умножать на 2) затем делим на сечение , пусть сечение будет 25 мм². Получаем 0,00952 Ом.
А теперь вторая формула.
Возьмем сварочный ток 210 А² и умножим на 0,00952 Ом. Получаем 420 Вт. Таким образом ваш аппарат потеряет в мощности 420 Вт. Чем толще сечение сварочного кабеля, тем меньше потери. Например взяв 35 мм² сварочный кабель, вы потеряете 300 Вт от мощности.
Важно!
Если вы используете удлинитель, всегда его полностью разматывайте. Если удлинитель собран в бобину, то ухудшаются условия охлаждения, что может привести к возгоранию проводов или их расплавлению, так как потребляемый ток сварочного аппарата выше допустимого тока удлинителя, как правило.
Итоги:
Чем больше удлинитель – тем больше потери.
Чтобы избежать серьезных потерь – используйте удлинитель с толстым сечением кабеля.
Чтобы избежать дополнительных потерь при удлинении сварочного кабеля – используйте кабель с как можно более толстым сечением.
Еще один часто задаваемый вопрос от наших покупателей. Сколько же будут потери в Амперах, если использовать длинный сварочный кабель. Это очень трудно рассчитать, поскольку свойства сварочного источника определяются в ВАХ (вольт амперная характеристика). Для этого необходимо подключать сварочный аппарат к балластному реостату и замерять Амперы при той или иной длине кабеля. Но на словах можно сказать, что при использовании хорошего сварочного кабеля с правильно подобрать сечением – потери в Амперах будут незаметны. Например кабель до 10 метров с сечением кабеля 25 мм² – вы не ощутите потерь.
Существует два вида типовых ВАХ источников: штыковая и пологая ВАХ. На разных аппаратх и у разных производтелях она своя. Мы попробуем провести опыты с разными аппаратами и сообщим вам о результатах.
Баллонные редукторы и регуляторы расхода газа. →← Демонстрация сварочного оборудования Сварог и Ergomax
svarkamall. ru
ru
Выбор сварочного кабеля | Полезные статьи – Кабель.РФ
Сварочный кабель используется для соединений при дуговой сварке с применением полуавтоматических или автоматических установок. В этой статье мы раскроем базовые классификации сварочных кабелей, критерии выбора и способы подключения их к оборудованию, и можно ли удлинять сварочный кабель на инверторе. Ознакомиться с полным перечнем марок, узнать цену и купить интересующий кабель, вы можете здесь.
Виды и назначение сварочного кабеля разных классов
Рисунок 1. Кабель гибкий резиновый для сварочных работ марки КГ
На самом деле выбор кабеля для сварочного инвертора не велик. Самый распространенный вид сварочных кабелей — марка КГ. Данный кабель предназначен для работы в силовых цепях переменного тока, при напряжении до 600 В с частотой до 400 Гц или постоянного до 1000 Вт. Эти параметры обеспечивают возможность применения кабеля КГ как для передачи тока на электродержатель, так и для подключения сварочного аппарата или инвертора к сети.
Какой именно кабель нужен для подключения сварочного инвертора определяют условия эксплуатации. Кабель КГ выпускается для различных макроклиматических районов. Например, для эксплуатации в условиях отрицательных температур Крайнего Севера (до –60 °С) существует специальный кабель КГ-ХЛ. Состав оболочки КГ-ХЛ — холодостойкая резина из эластичного каучука. Для работы в климатических зонах с тропическим жарким климатом применяют кабели КГ-Т. Особенность КГ-Т является устойчивость оболочки к плесневым грибам, которые пагубно влияют на конструкцию кабеля, а также возможность эксплуатации его при температуре окружающей среды до +85 °С.
Кроме КГ, очень часто применяют кабели с особо гибкой жилой марки КОГ1. Такой кабель позволяют сварщику быстро менять положение, чтобы обеспечить себе максимально удобную точку доступа и равномерный прогрев свариваемых поверхностей.
Также в рабочих зонах с повышенной пожароопасностью часто применяют кабель КГН, оболочка которого не поддерживает процесс горения.
Критерии выбора сварочного кабеля
Назначение сварочного кабеля — подвод электричества от сварочного агрегата или источника питания к зажиму заземления, электродержателю и свариваемой поверхности. Правильно выбранный сварочный кабель — одно из условий бесперебойной работы сварочного аппарата. Выбор кабеля в первую очередь зависит от технических характеристик и потребляемой мощности каждой конкретной модели сварочного аппарата, а также условий окружающей среды, в которых предстоит работать.
Какое сечение кабеля нужно для сварочного инвертора Например: к сварочному аппарату с питающим напряжением 220 В, потребляемой мощностью 2,4 кВА (60 %), напряжением холостого тока 44 В с плавной регулировкой до 100 А для подачи питания на электрод можно использовать кабель КГ1х6. КГ1х6 с данным аппаратом совместим по параметрам ресурсов максимальных нагрузок. Так как холостой ток аппарата — 44 В, максимально отдающий ток 100 А, то требуется кабель, который способен выдерживать до 4,4 кВт. КГ1х6 обладает сечением жилы 6 мм2, которая выдерживает нагрузку до 11 кВт, что дает возможность запаса мощности на кабеле. Запас имеет особое значение: при большой длине кабеля происходит падение напряжения.
КГ1х6 обладает сечением жилы 6 мм2, которая выдерживает нагрузку до 11 кВт, что дает возможность запаса мощности на кабеле. Запас имеет особое значение: при большой длине кабеля происходит падение напряжения.
Длина кабеля сварочных инверторов играет немалую роль в нормальной работе аппарата. Она должна подбираться так, чтобы избежать потерь силы тока. Универсального удлинителя сварочного кабеля для инвертора нет, поскольку характеристики аппарата индивидуальны и определяются тем, какого качества компоненты использованы при производстве, какой ресурс и запас мощности заложены каждым изготовителем.
Классификация сварочных кабелей
Классификация одножильных кабелей основана на области их применения:
- Для бытовых аппаратов с током 100–250 А в большинстве случаев используются кабель КГ сечением от 6 до 35 мм2.
- В случаях необходимости повышенного сварочного тока до 330 А (полупрофессиональное оборудование) применяется КГ 1х50 или КОГ1 1х50.
- Сварочное оборудование, работающее до 500 А, требует применения кабеля 1х120 или КОГ1 1х95.
- Для промышленных аппаратов с максимальным рабочим током до 680 А не обойтись без кабеля 1х185 или КОГ1 1х50.
- Кабели сечением выше 185 мм2 встречаются крайне редко, так как применяются на сверхмощных агрегатах.

Рисунок 2. Сварочный аппарат бытовой
Правила подключения и эксплуатации сварочного кабеля
- При подключении кабелей следует знать, что оно осуществляется при помощи припаянных или спрессованных кабельных наконечников.
- Соединения сварочных кабелей при необходимости тоже проводят методом опрессовки, пайки или сварки с обязательной изоляцией соединений.
- Сварочные кабели, как правило, подключаются к силовым разъемам оборудования (+), к электородержателям в обратной полярности (–). Изменение полярности выполняется на основании изменения параметров сварного тока.
- Сварочный кабель рекомендуется подключать без запаса длины, чтобы уменьшить падение мощности тока.
- Запрещается во время эксплуатации с помощью кабеля подтягивать и перемещать сварочный аппарат.
- Недопустимо подключение сварочного кабеля меньшей номинальной мощности, чем выдает сварочный аппарат.
- Приобретая сам кабель, нелишним будет побеспокоиться о покупке барабана, который облегчит передвижение и в разы сократит возможные запутывания проводов, что сильно усложняет и замедляет работу.

cable.ru
Удлинитель для сварочного инвертора: выбор
Skip to content Предыдущая СледующаяВыбираем удлинитель для сварочного инвертора.
«Какой удлинитель выбрать для сварочного инвертора или сварочного трансформатора?», – это часто задаваемый покупателями вопрос. «Чем нужно руководствоваться при выборе удлинителя для сварки, точнее для подключения сварочных аппаратов?».
Ответы на эти вопросы рассмотрим в данной статье.
1. Ознакомьтесь с инструкцией к сварочному аппарату. Определите НОМИНАЛЬНУЮ МОЩНОСТЬ и ТОК сварочного аппарата. Эти два параметра являются ключевыми для принятия решения о покупке удлинителя.
Как правило, бытовые инверторы и трансформаторы рассчитаны на номинальную мощность от 4,0 КВт до 5,5 КВт при номинальном токе 16 Ампер. ВНИМАНИЕ! Не путайте со сварным током, значение которого может варьироваться от 20-160 Ампер.
Аппараты свыше 5,5 КВт подходят под классификацию полупрофессиональных и профессиональных сварочных аппаратов.
Эти условия являются первоочередными при выборе удлинителя для сварочного аппарата. Они определяют выбор сечения провода.Для бытовых сварочных аппаратов (инверторов) с низкой и средней интенсивностью использования подходят удлинители сечением провода 2,5 мм и заземлением. При выборе удлинителя для сварочного обращайте внимание на сечение провода!Если мощность сварочного аппарата свыше 6,0 КВт или интенсивность использования инвертора, трансформатора высокая или сварочный аппарат рассчитан на 380 Вольт, то можно:либо заказать удлинитель сечением свыше 2,5 мм по телефону 8-495-778-39-90 или отправьте заказ на нашу электронную почту либо выбрать готовый удлинитель на 380 Вольт можно в сериях: СПЕЦИАЛИСТ (удлинители на 380 Вольт в бухтах) или ПРОФЕССИОНАЛ (удлинители на 380 Вольт на металлической катушке).2. Определите ИНТЕНСИВНОСТЬ использования сварочного аппарата.
Если предполагается использовать сварочный аппарат для сварки небольших деталей или для сварки малых форм: теплица, беседка, мангал, забор, крыльцо и прочее, вплоть для использования в домашнем строительстве, такое применение можно условно отнести к использованию С МАЛОЙ ИНТЕНСИВНОСТЬЮ.
Использование аппарата на производстве, при крупном, промышленном строительстве, при ежедневной постоянной сварке металлов, то условно отнесем сварочный аппарат к использованию С БОЛЬШОЙ ИНТЕНСИВНОСТЬЮ.
 Интенсивность работы определяется — частотой использования, длинной непрерывного сварного шва.
Интенсивность работы определяется — частотой использования, длинной непрерывного сварного шва.
ПРИМЕР
Удлинитель на катушке 40 м «Лидер» КГ 3 х 2,5 мм
Цифра «3» указывает на то что провод имеет 3 жилы, «фаза», «нейтраль» и «земля», то есть удлинитель имеет заземление.Цифра «2,5» — обозначает сечение каждой жилы.
Буквенный индекс КГ или ПВС обозначает марку провода удлинителя.
Рекомендации по выбору удлинителя для сварочного аппарата: инвертора / трансформатора
МЕТАЛЛИЧЕСКАЯ КАТУШКА ДЛЯ УДЛИНИТЕЛЯ РЕКОМЕНДУЕТСЯ. Она надежнее, чем удлинитель в бухте. Удлинитель на металлической катушке менее подвержен механическим и термическим повреждениям. Провод удлинителя удобнее хранить и использовать на катушке, он меньше перегибается, изламывается и не скручивается.
2, 3, 4 РОЗЕТКИ НА УДЛИНИТЕЛЬ — ПРЕДПОЧТИТЕЛЬНЫ. При сварочных работах часто требуется подключение доподнительного инструмента: болгарки, электроножовки, шлифовальной машины и т.
 д. для резки металла и зачистки швов.
д. для резки металла и зачистки швов. ПРОВОД КГ СОВЕТУЕМ. Провод КГ удлинителя подвержен механическим и термическим повреждениям в меньшей степени чем провод ПВС. Он имеет обрезиненную защиту. КГ провод не подведет вас при отрицательных температурах. Он морозостоек до -40 градусов Цельсия.
НЕ СОВЕТУЕМ АВТОМАТ ЗАЩИТЫ ДЛЯ УДЛИНИТЕЛЯ, ПРИМЕНЯЕМОГО ДЛЯ СВАРКИ. Сварочные аппараты, как правило, имеют свою защиту по току и от перегрева. Дополнительный автомат защиты — излишен.
admin_0072022-09-19T16:08:02+03:00ОСОБО ВАЖНО ПРИ ЗАКАЗЕ УДЛИНИТЕЛЯ НА 380 В ДЛЯ СВАРКИ. На удлинителе необходимо иметь 1, 2 розетки на 220 В для дополнительного подключения вспомогательного электроинструмента.
Метки товаров
1 розетка 380 в 2 розетки 220 вольт
1 розетка 380 вольт
2 розетки
2х0.75
2х1. 5
3 метра
3 розетки
3х0.75
3х1.0
3х1.5
3х2.5
4 розетки
5 метров
5х4.0
10 метров
20 метров
30 метров
40 метров
50 метров
380 вольт
IP44
АВАНГАРД
АЗ
АТЛАС
Автомат защиты
Без заземления
Бытовой
КГ
КОЛЫМА
ЛИДЕР
МАСТЕР
На колодке
ПВС
ПРОФЕССИОНАЛ
СПЕЦИАЛИСТ
С заземлением
УМЕЛЕЦ
Удлинитель на катушке
Фаворит
ШВВП
ЭКСПЕРТ
брызгозащищенные розетки
металлическая катушка
одна выносная розетка
четыре розетки
5
3 метра
3 розетки
3х0.75
3х1.0
3х1.5
3х2.5
4 розетки
5 метров
5х4.0
10 метров
20 метров
30 метров
40 метров
50 метров
380 вольт
IP44
АВАНГАРД
АЗ
АТЛАС
Автомат защиты
Без заземления
Бытовой
КГ
КОЛЫМА
ЛИДЕР
МАСТЕР
На колодке
ПВС
ПРОФЕССИОНАЛ
СПЕЦИАЛИСТ
С заземлением
УМЕЛЕЦ
Удлинитель на катушке
Фаворит
ШВВП
ЭКСПЕРТ
брызгозащищенные розетки
металлическая катушка
одна выносная розетка
четыре розетки
Категории товаров
- Без категории
- Комплектующие: катушки, вилки, розетки
- Опции для удлинителей.
- Сетевые фильтры
- Удлинители 100 метров в бухтах серии “Паритет”
- Удлинители 100 метров на катушках.
- Удлинители 220 вольт на пластиковой катушке “ЭКСПЕРТ”
- Удлинители 220/380 Вольт на металлической катушке серия “Профессионал”
- Удлинители 380 Вольт в бухтах серии “Специалист”
- Удлинители 380 Вольт на металлической катушке серия “Профессионал”
- Удлинители без заземления
- Удлинители в бухтах серии “Авангард”
- Удлинители в бухтах.
- Удлинители на 220 Вольт
- Удлинители на 220/380 Вольт комбинированные
- Удлинители на 380 Вольт
- Удлинители на катушках.
- Удлинители на катушке металлической на 220 Вольт: ФАВОРИТ
- Удлинители на катушке с одной розеткой морозостойкие серия “Колыма”
- Удлинители на металлической катушке с влагозащитными розетками серия “Лидер”
- Удлинители на пластиковой катушке с влагозащитными розетками серия “Мастер”
- Удлинители на пластиковой катушке с одной выносной розеткой серия “Атлас”
- Удлинители на пластиковой катушке серия “Умелец”
- Удлинители переноски
- Удлинители рулетки
- Удлинители с заземлением
- Удлинители силовые в бухтах серия “Паритет”
- Удлинители силовые на металлической катушке серия “Бригадир”
- Удлинители ШВВП
- Удлинители электрические бытовые

Как выбрать сварочную проволоку для стали — Baker’s Gas & Welding Supplies, Inc.
 Делиться:
Делиться:Ed Cyzewski
Выбор правильного типа сварочной проволоки для стали важен для внешнего вида и прочности сварных швов, которые вы создаете. Некоторые варианты сварочной проволоки зависят от типа сварочного аппарата, используемого сварщиком, или метода сварки, который вы будете использовать. Имейте в виду, что тип проволоки, которую вы выберете, будет составлять большую часть создаваемого вами сварного шва. Сварочную проволоку можно найти там, где вы покупаете сварочные материалы, или в Интернете.
Первое, что вы должны сделать при выборе сварочной проволоки, это выбрать порошковую проволоку , если вы не собираетесь использовать защитный газ при сварке. Этот тип проволоки, как правило, представляет собой серебряную сталь снаружи с флюсовым внутренним сердечником, который выжигает и защищает зону сварки, а также помогает предотвратить загрязнение. Сварочная проволока с флюсовым сердечником обычно обеспечивает более глубокое проплавление сварного шва, чем сплошная проволока. При выборе сварочной проволоки вы также должны основываться на типе 9.0005 защитный газ , который вы будете использовать. Например, если вы используете аргон, газ выходит из горелки MIG во время сварки, что обычно обеспечивает тот же тип защиты, что и проволока с флюсовой сердцевиной. Газ аргон обеспечивает такой же защитный экран, как и проволока с флюсовой сердцевиной. При сварке с использованием защитного газа на открытом воздухе вы должны принять надлежащие меры предосторожности, поскольку даже малейший ветерок может привести к тому, что газ сдуется из зоны сварки, что может повредить сварной шов.
При выборе сварочной проволоки вы также должны основываться на типе 9.0005 защитный газ , который вы будете использовать. Например, если вы используете аргон, газ выходит из горелки MIG во время сварки, что обычно обеспечивает тот же тип защиты, что и проволока с флюсовой сердцевиной. Газ аргон обеспечивает такой же защитный экран, как и проволока с флюсовой сердцевиной. При сварке с использованием защитного газа на открытом воздухе вы должны принять надлежащие меры предосторожности, поскольку даже малейший ветерок может привести к тому, что газ сдуется из зоны сварки, что может повредить сварной шов.
Вы также должны учитывать тип материала, который вы будете сваривать . Если вы собираетесь сваривать тонкие металлы, диаметр проволоки 0,030 дюйма будет достаточным. Однако, если вы собираетесь работать с очень тонкой сталью, такой как автомобильный листовой металл, вы можете сделать тоньше и использовать проволоку диаметром 0,024 дюйма. Наименьший диаметр сварочной проволоки с флюсовой сердцевиной – 0,030”. Не забывайте, что размер наконечника вашего сварочного пистолета также должен соответствовать размеру используемой проволоки. Если вам нужно заменить наконечник на сварочном пистолете, все, что вам нужно сделать, это открутить его с помощью плоскогубцев или руками, установить/вставить наконечник нужного размера и затянуть. Тот же метод следует использовать, если вы собираетесь использовать более толстую сварочную проволоку. Если вам необходимо сваривать более толстые стали, вам потребуется использовать сварочную проволоку диаметром от 0,035 до 0,045 дюйма. Если сталь, которую вы свариваете, имеет толщину 3/16 дюйма или больше, вам может потребоваться сделать несколько проходов, чтобы убедиться, что сварной шов проник достаточно глубоко. Делаем 9Многократные проходы 0005 на более толстой стали
Не забывайте, что размер наконечника вашего сварочного пистолета также должен соответствовать размеру используемой проволоки. Если вам нужно заменить наконечник на сварочном пистолете, все, что вам нужно сделать, это открутить его с помощью плоскогубцев или руками, установить/вставить наконечник нужного размера и затянуть. Тот же метод следует использовать, если вы собираетесь использовать более толстую сварочную проволоку. Если вам необходимо сваривать более толстые стали, вам потребуется использовать сварочную проволоку диаметром от 0,035 до 0,045 дюйма. Если сталь, которую вы свариваете, имеет толщину 3/16 дюйма или больше, вам может потребоваться сделать несколько проходов, чтобы убедиться, что сварной шов проник достаточно глубоко. Делаем 9Многократные проходы 0005 на более толстой стали
Поданный в: порошковая проволока, металл, защитный газ, Советы, сварка, сварка, сварочная проволока для стали, размер провода
Комментарии
Джордж Каша – 20 мая 2020 г.привет
не могли бы вы сказать мне, могу ли я сварить паровую трубу с mig
и какую проволоку я должен использоватьс уважением
джордж

Какой провод вам нужен?
Многие производители упускают из виду эффективность, которую они могут получить, заменив провод или процесс. На самом деле, когда вы спрашиваете изготовителей, почему они используют тот или иной электрод, некоторые отвечают: «Здесь всегда так делали», хотя другой способ может привести к значительным улучшениям.
Многие электроды в защитных газах — каждый с различными механическими свойствами, поведением дуги и предназначением — доступны практически для любого сварочного проекта. В зависимости от ваших требований к качеству, производительности и стоимости, вы можете выбрать одну из трех различных проволок для дуговой сварки в защитных газах для вашего применения:
- Проволока для дуговой сварки в твердом газе (GMAW)
- Композитная GMAW (с металлическим сердечником) проволока
- Проволока для дуговой сварки в среде защитных газов (FCAW)
Сплошная проволока GMAW
Для сварки GMAW требуется электрод из сплошной проволоки или композитный электрод с металлическим сердечником. Электроды из сплошной проволоки обычно называют электродами GMAW. Механические свойства и прочность наплавленного металла зависят, во-первых, от химического состава проволоки, а во-вторых, от типа используемого защитного газа (см. Рисунок 1 ). Защитный газ необходим для защиты сварного шва от атмосферы. Изготовители часто предпочитают GMAW, потому что наплавленный металл не содержит шлака и практически не требует очистки, что повышает эффективность.
Электроды из сплошной проволоки обычно называют электродами GMAW. Механические свойства и прочность наплавленного металла зависят, во-первых, от химического состава проволоки, а во-вторых, от типа используемого защитного газа (см. Рисунок 1 ). Защитный газ необходим для защиты сварного шва от атмосферы. Изготовители часто предпочитают GMAW, потому что наплавленный металл не содержит шлака и практически не требует очистки, что повышает эффективность.
| Рисунок 1 |
Грязная сталь. Существует множество классификаций проволоки GMAW, каждая из которых имеет разное количество раскислителей. Сильно раскисленная проволока может выдерживать легкие и средние уровни загрязнения поверхности. Для этих целей ищите провод ER70S-6, который имеет более высокое содержание кремния и марганца, чем ER70S-3. Вы также можете выбрать промежуточный электрод ER70S-4, если требуется больше раскислителей, чем ER70S-3, но меньше, чем ER70S-6.
Вы также можете выбрать промежуточный электрод ER70S-4, если требуется больше раскислителей, чем ER70S-3, но меньше, чем ER70S-6.
Не забудьте выбрать проволоку GMAW от зарекомендовавшего себя производителя, чтобы обеспечить постоянный химический состав, диаметр и возможность подачи от партии к партии или от катушки к катушке. Некоторые импортные провода GMAW имеют маркировку ER70S-6, но фактически соответствуют европейской классификации SG2. Многие европейские проволоки с маркировкой ER70S-6 не соответствуют химическому составу ER70S-6, требуемому Американским обществом сварщиков (AWS), и поэтому могут не подходить для вашего применения.
Скорость передвижения. На пластинах, подвергнутых пескоструйной обработке, хорошо работает сплошная проволока GMAW. На листе с толстой прокатной окалиной проволока GMAW не работает так же хорошо, как проволока с металлическим сердечником или порошковая проволока. Сплошные проволоки GMAW не так быстро раскисляют прокатную окалину, что отрицательно влияет на форму валика и скорость перемещения.
Сварка вне положения. Сплошная проволока GMAW может использоваться для сварки в нерабочем положении с использованием процедуры короткой дуги на тонких материалах, что обеспечивает низкую скорость наплавки. В качестве альтернативы, импульсная сварка струей с этими электродами может увеличить скорость наплавки, сохраняя при этом возможности работы вне рабочего положения.
Механические свойства. Как правило, прочность наплавленного металла сплошным электродом GMAW ограничивается прочностью самого электрода. Если у вас есть высокопрочный низколегированный основной материал, может быть трудно найти сплошную стальную проволоку GMAW, которая будет соответствовать требованиям к основному материалу. Для этих применений более подходящими могут быть электроды с металлическим или флюсовым сердечником.
Послесварочные работы. При определенных режимах переноса металла сплошной проволокой GMAW, таких как короткодуговой и шаровидный, могут возникать брызги, которые требуют очистки после сварки. Во время GMAW могут образовываться кремниевые островки, которые, возможно, потребуется удалить перед покраской или нанесением покрытия. Однако GMAW со сплошной проволокой, как правило, представляет собой чистый процесс, требующий минимальных операций после сварки.
Во время GMAW могут образовываться кремниевые островки, которые, возможно, потребуется удалить перед покраской или нанесением покрытия. Однако GMAW со сплошной проволокой, как правило, представляет собой чистый процесс, требующий минимальных операций после сварки.
Металлопорошковая проволока
Металлопорошковая проволока представляет собой трубчатые электроды с металлическими компонентами в сердечнике. Как и сплошная проволока GMAW, проволока с металлическим сердечником обеспечивает сварку без шлака, которая практически не требует очистки. Рабочие характеристики также аналогичны характеристикам сплошной проволоки GMAW. Металлопорошковая проволока, ранее классифицируемая как порошковая проволока, теперь классифицируется как композитный электрод GMAW.
Грязная сталь. Металлопорошковая проволока лучше справляется с прокатной окалиной и поверхностными загрязнениями, чем проволока GMAW, благодаря своим металлическим компонентам. Эти компоненты помогают электроду с металлическим сердечником раскислять окалину лучше, чем сплошная проволока, поэтому этот тип проволоки является лучшим выбором, если вы не хотите подвергать материал струйной очистке перед сваркой.
Депонирование. Из-за трубчатой конструкции проволоки с металлическим сердечником плотность тока проволоки с металлическим сердечником при данной силе тока выше, чем у сплошной проволоки того же диаметра. Это может привести к более высокой скорости осаждения при данной силе тока. В некоторых автоматизированных приложениях металлопорошковая проволока большого диаметра может соответствовать или превосходить характеристики порошковой проволоки в среде защитных газов. Однако проволока с металлическим сердечником большого диаметра может оказаться непригодной для полуавтоматической сварки из-за высокой силы тока и тепла, излучаемого дугой.
Скорость движения. Проволока с металлическим сердечником должна быть вашим первым выбором, если скорость движения является вашей основной задачей. На листе с прокатной окалиной проволока с металлическим сердечником может обеспечить улучшенное смачивание и более плоскую форму валика, а также повысить производительность из-за меньшего уровня разбрызгивания (меньше очистки после сварки) и более высокой скорости перемещения.
Сварка вне положения. Хотя можно использовать металлопорошковую проволоку в нерабочем положении при малых токах в режиме короткой дуги, обычно она не используется для сварки в нерабочем положении, за исключением сварки в вертикальном положении вниз. Как и в случае сплошной проволоки GMAW, импульсная сварка может улучшить скорость наплавки проволоки с металлическим сердечником.
Механические свойства. Электроды с металлическим сердечником доступны для высокопрочных низколегированных применений. В сердечник можно добавлять низколегированные металлические компоненты для достижения желаемых механических свойств. Эта возможность добавления компонентов может облегчить получение желаемых механических свойств с помощью электродов с металлическим сердечником, чем с помощью сплошной проволоки сопоставимой прочности.
Послесварочные работы. Перед покраской или нанесением покрытия на основной металл может потребоваться выполнить некоторую очистку после сварки, чтобы удалить островки кремния, отложившиеся от электродов с металлическим сердечником. Однако общее время очистки может быть сокращено, поскольку проволока с металлическим сердечником обычно дает мало брызг.
Однако общее время очистки может быть сокращено, поскольку проволока с металлическим сердечником обычно дает мало брызг.
Газозащитная проволока FCAW
Эти трубчатые электроды содержат флюс в сердцевине, а также раскислители для обеспечения дополнительной защиты от атмосферы. Ингредиенты флюса могут быть разработаны для улучшения механических свойств наплавленного металла. Электроды FCAW доступны как для сварки вне рабочего положения, так и для сварки в рабочем положении.
Грязная сталь. Проволока FCAW является наиболее устойчивой из трех типов проволоки для сварки грязного основного металла. Поскольку он имеет флюс и используется с защитным газом, он обеспечивает дополнительный уровень защиты от атмосферы.
Депонирование. В условиях сильного осаждения проволока FCAW большого диаметра в среде защитного газа часто может наносить большее количество фунтов в час, чем сплошная проволока GMAW или проволока с металлическим сердечником.
Исключением из этого правила является тандемная GMAW, в которой используются две сплошные проволоки в одной сварочной ванне. Tandem GMAW предлагает преимущества, аналогичные автоматической сварке металлическим сердечником, часто превышающие скорость наплавки проволоки FCAW в защитных газах.
Сварка вне положения. Чтобы получить высокую скорость наплавки при сварке в нерабочем положении, выбирайте проволоку FCAW малого диаметра — от 0,035 до 116 дюймов в среде защитного газа. Такие проволоки, как AWS E71T-1 или E71T-12, обеспечивают высокую скорость наплавки при использовании вне рабочего места. Шлак от этих изделий предназначен для поддержки сварочной ванны при сварке вертикально вверх или вверх.
Механические свойства. Поскольку к их сердцевинам добавляются шлакообразующие вещества и другие компоненты, электроды FCAW могут достигать хороших механических свойств. Электроды FCAW могут использоваться для многих высокопрочных низколегированных изделий.