Сварочные кабели для сварочных аппаратов, какие для массы и держака, можно ли делать удлинитель, почему важен медный, на какие типы подразделяются
Сварочный кабель является важным дополнительным элементом сварочного оснащения. Он выступает в качестве проводника значительных величин тока. Без провода любое оборудование не работает и соответственно, бесполезно.
От правильного выбора сечения кабеля зависит качество сварки, функционирование оснащения, безопасность исполнителя. Если провод будет иметь слишком маленькое сечение, то ток по жилам шнура не пойдет и агрегат отключится. Большее, чем необходимо, сечение провода может привести к ненужным затратам на его покупку и таскать его сварщику будет тяжелее.
На нашем сайте представлен целый ряд статей, посвященных сварочным кабелям, проанализированы наиболее важные нюансы. Далее мы рассмотрим основные аспекты, касающиеся данной темы. Для получения более подробной информации, рекомендуем переходить по активным ссылкам.
Для какого аппарата ручной дуговой сварки какое нужно сечение
Расчет сечения кабеля по величине тока является наиболее понятным, простым и быстрым способом, так как эти два показателя напрямую связаны.
Домашние мастера для выполнения сварочных работ применяют аппараты инверторного типа, профессионалы для реализации производственных и промышленных задач останавливают свое внимание на трансформаторах и генераторах. Каждый агрегат способен выдавать различные величины тока. О том, какой проводник следует выбирать для разных видов оборудования можно узнать в статье “Сечение сварочных кабелей”.
Общие требования безопасности
Работа с высоким напряжением выдвигает определенные правила к безопасности. Кабели для сварки обязательно должны отвечать строгим требованиям и нормам. Основные из них:
- • площадь сечения жилы должна быть такой, чтобы выдержать электрическую нагрузку;
- • необходима оплетка полимерными материалами, чтобы исключить повреждения резинового гибкого кабеля факторами окружающей среды.


Кроме того, оплетка должна быть достаточно мягкой, но упругой. Помимо холода, жары, влажности изделия подвергаются многократному скручиванию.
Какой нужен для массы
Кабель для зажима массы (клеммы заземления) и его сечение необходимо выбирать точно таким же образом, как и проводник для сварочного оборудования любого типа.
Достаточно часто как опытные, так и начинающие сварщики сталкиваются с проблемой недостаточной длины провода. Некоторые исполнители соединяют два комплектных проводника в один для зажима массы, а для электрододержателя докупают дополнительный кабель нужной длины. В подобных и других похожих случаях следует знать, как правильно произвести соединение шнуров.
Для этого существует несколько способов: “скрутка”, сварка, пайка, опрессовка, с помощью соединительных муфт. Каждый из перечисленных методов обладает своими преимуществами и недостатками. О плюсах и минусах, а также о технике выполнения соединения в статье “Соединение, подключение и удлинение сварочного кабеля”.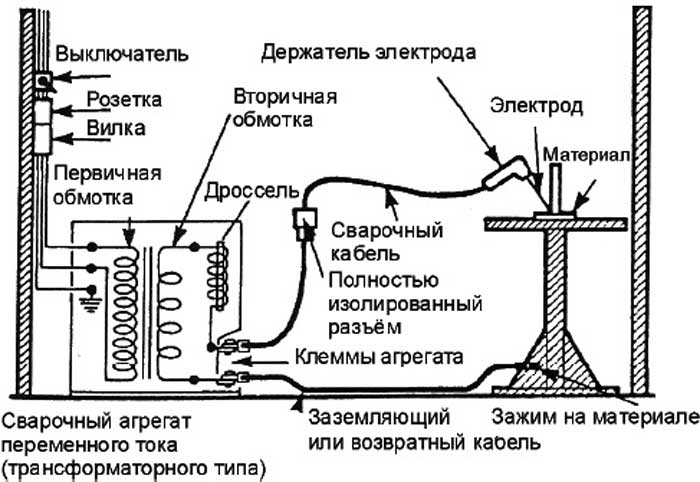
Правила подключения и использования
Чтобы выполнить правильное подключение нужно знать следующие правила:
- Для подсоединения сварочника с одной стороны находятся разъемы и наконечники, закрепленные на спайку вилки аппарата.
- Сварочные кабели соединяются друг с другом с помощью опрессовки. Соединения обязательно нужно изолировать.
- Подключение производится к силовым разъемам аппарата, электрод вставляется в держак, закрепленный на другом конце провода. Главное знать правила полярности.
- Требования к сварочным аппаратам и требования кабелям должны полностью соответствовать всем техническим нормам, в том числе номинальной мощности.
Основные требования по безопасной эксплуатации
Все устройства, работающие от электрического тока, попадают под повышенные требования охраны труда.
Перечень основных требований:
- Жила должна быть с сечением, выдерживающим нагрузку от электрического тока.
- Провод должен выдерживать нагрузки от ударов и негативное влияние от агрессивных сред.
- Оплетка сварочных проводов для инвертора должна остаться эластичной и упругой, несмотря на скручивание проводов.
- За провод не допускается подтягивание аппарата.
- Сварщик должен работать в соответствующей одежде, обуви с обязательной защитой головы.
- Если нет в наличии спецодежды и надежной защиты от тока, то к работе не следует приступать.

Как сделать удлинитель
Удлинение кабелей производится практически теме же способами, что и соединение: сварка, пайка, опрессовка. В случае, когда использование одного из этих методов по каким-либо причинам невозможно, следует обратить внимание на дополнительные расходные материалы.
Кабельные разъемы применяются для быстрого и простого удлинения проводов, а также для легкого подключения шнура к источнику питания. Выбор соединителей осуществляется в зависимости от сечения кабеля. Сварщикам предлагаются два вида штекеров: штыревые и в виде гнезда.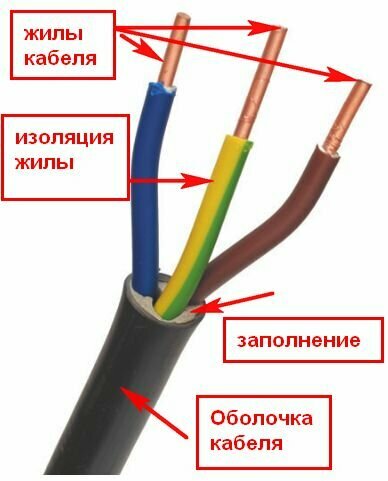 Более подробная информация представлена в статье “Разъем для сварочного кабеля”.
Более подробная информация представлена в статье “Разъем для сварочного кабеля”.
Особенности поставки
Изделия марки КГ находят очень широкое применение на практике, так что кабель для сварочного аппарата купить проблем не составит. Большинство марок с сечением жил до 95 мм2 относятся к складским продуктам.
Кабель сварочный, цена на который в независимости от марки обычно устанавливается на уровне рекомендованной производителем, серийно выпускается полутора десятками отечественных заводов по общему ТУ. Они практически идентичны, а имеющиеся отличия определяются главным образом применяемыми материалами. Характеристики продукции гарантируются необходимыми сертификатами.
Кабель для сварочного аппарата, сечение, количество и площадь жил которого могут иметь различные значения, поставляется преимущественно на барабанах. Минимальная заводская строительная длина вне зависимости от номера использованного барабана меняется в пределах 100 – 150 м, уменьшаясь по мере наращивания сечения токопроводящих жил. В случае небольших длин практикуется также бухтовая упаковка, что оказывается более удобным для транспортировки и складского хранения.
В случае небольших длин практикуется также бухтовая упаковка, что оказывается более удобным для транспортировки и складского хранения.
1х35, 25 мм2, 16 мм2: что значат эти цифры?
Маркировка сварочных кабелей включает в себя, кроме буквенных, еще и числовые обозначения, например, 1Х35 или 16 мм2. Рассмотрим подробнее первый пример. В маркировке подобного вида цифра “1” обозначает количество токопроводящих жил, а “35” – сечение проводника, которые измеряется в мм2. Следовательно, становится понятно, что 16 мм2 – это также обозначение сечения шнура. Подобным образом можно определить количество жил и их сечение в любом проводнике. [ads-pc-3][ads-mob-3]
Дополнительные рекомендации
Для удобной работы сварщику необходим гибкий кабель (4-й класс минимум). Иначе сварщику будет неудобно работать с подобной проводкой из-за ее «непослушности»
Обмотка проводов создается по государственным стандартам. Толщина оболочки должна быть минимум 1,1 мм, иначе сердечник будет подвержен риску оголения. Помимо основного материала (резина), в изоляцию добавляются различные компоненты, к примеру, каучук, который повышает уровень гибкость сварочных проводов.
Помимо основного материала (резина), в изоляцию добавляются различные компоненты, к примеру, каучук, который повышает уровень гибкость сварочных проводов.
Длина сварочного провода напрямую влияет на удобство рабочего во время сварки. Обычно хватает проводов длиной 2-3 метра. Для цеха рекомендуется использовать 5-метровые кабели.
Важно! Не увеличивайте кабель в длине. Чем длиннее шнур, тем выше сопротивление.
Наибольшая длина кабеля рассчитывается из максимально проводимой силы тока, поделенного на сотню. После чего диаметр шнура разделяется на число, получившееся ранее. Итогом станет наибольшая длина сварочного кабеля.
Используя рекомендации по выбору сварочных проводов, получится выбрать необходимый кабель, точно подходящий под заданные условия работы.
Медный или алюминиевый
На рынке кабельной продукции представлены медные и алюминиевые проводники. Многие исполнители задаются вопросом: какой кабель лучше и дольше прослужит?
Провода с медными жилами имеют несколько преимуществ перед алюминиевыми:
- медь является лучшим проводником тока, нежели алюминий;
- сварочные кабели должны обладать высокой гибкостью, поэтому в данном случае, также предпочтительнее применение проводов с медными жилами;
- медные шнуры способны выдерживать многократные сматывания и разматывания, при этом повреждения на проводах не появляются.

Однако, стоит отметить, что востребованные у исполнителей аппараты Ресанта оснащены алюминиевым кабелем. Поэтому, при выборе, кроме общих рекомендаций, следует ориентироваться на собственные ощущения от сварки.
Можно ли удлинить сварочный кабель
Длина у сварочного кабеля не должна превышать 3 м. С таким изделием работать сложно, особенно на высоте. Дополнительно наращивать длину производители не рекомендуют.
Какие негативные ситуации могут сложиться:
- Резкое падение тока.
- Повышение напряжения из-за ЭДС самоиндукции.
- Могут быть пробиты выходные электроды.
Чтобы этого избежать на аппаратах применялся дроссель. Изделие устанавливалось для накопления энергии, и ее отдача для образования дуги при закрытии транзисторов и отсутствии тока в первичной обмотке. Многие производители не комплектуют товар этими устройствами, потому что цена оборудования возрастает.
Наращивание кабеля не рекомендуется, это связано с тем, что он обладает реактивным и активным сопротивлением.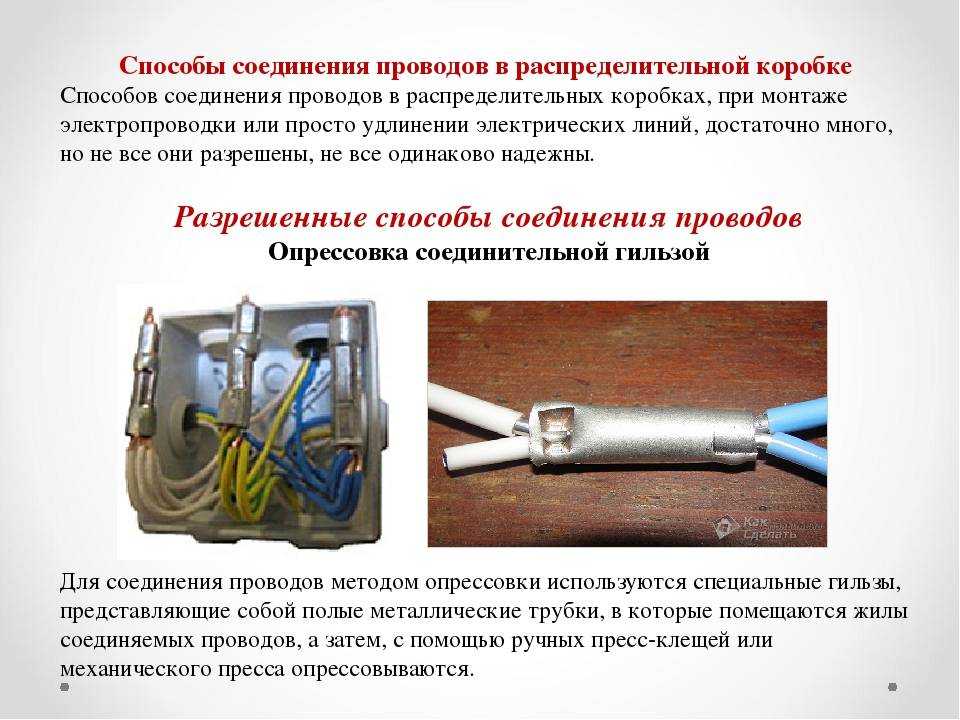 В связи с этим падает выходное напряжение и ток.
В связи с этим падает выходное напряжение и ток.
При изменении длины провода может нарушиться работа всей системы и даже выйти из строя оборудование.
На практике установлено, что увеличение длины до 5 м приемлемо при соответствии сечения сварочного кабеля.
Типы
Некоторые исполнители считают, что под типами кабелей, подразумевается деление по количеству жил и сечение провода. Однако, это не совсем верная точка зрения. В большинстве случаев речь идет о том, что проводники бывают гибкие () и особо гибкие (КОГ).
Каждый тип имеет несколько разновидностей, которые предназначены для применения в различных климатических условиях: ХЛ – холодостойкий; Т – тропический; н – негорючая изоляция. Данные обозначения присутствуют в маркировке проводников, поэтому любому исполнителю будет легко определить конкретный тип. КГ и КОГ имеют конструктивные особенности, представленные в статье “Марки сварочных кабелей”.
Силовой для инвертора
Силовой кабель представляет собой несколько изолированных проводов в герметичной оболочке, используется для подсоединения сварочных аппаратов к электрическим сетям в 220 В или в 380 В. Наиболее распространенные марки данного вида проводников представлены в статье “Длина и соединение сварочных кабелей”.
Кроме этого, рекомендуем ознакомиться со статьей “Сварочный кабель для инвертора”, где представлены основные типы проводов для данного типа оснащения, проанализированы важные аспекты по выбору сечения шнура, перечислены правила подключения провода к оборудованию.
Марки сварочного кабеля и их характеристики
Сварочные провода во время подвергаются повышенным нагрузкам, поступающим от оборудования и от окружающих факторов. От правильного выбора зависим срок службы сварочного кабеля. Сварочный кабель маркируется цифровыми и буквенными обозначениями. В помощь, какой кабель подобрать, приведены описания ниже.
Описание гибкого сварочного кабеля КГ
Расшифровка букв «КГ» в маркировке обозначают – кабель гибкий. Это распространенный вид продукции. Эксплуатируется при постоянном токе с показателем напряжения до 1000 В, при переменном – не превышающем 600 В, при частоте, не более 400 Гц. Подключается от сети 220 или 380 В или при соединении держака и зажима.
Это распространенный вид продукции. Эксплуатируется при постоянном токе с показателем напряжения до 1000 В, при переменном – не превышающем 600 В, при частоте, не более 400 Гц. Подключается от сети 220 или 380 В или при соединении держака и зажима.
Кабель для сварочных работ КОГ1
Для изготовления изделия используют жилы с диаметрами малого сечения. Это пригождается при образовании швов в недоступных местах. Чтобы по сторонам не торчали петли кабель можно использовать, намотанным на руку. Это удобно при выполнении работ на высоте.
Рассчитан на эксплуатацию под напряжением 220 В и частоту 50 Гц.
Сварочный кабель КГН
КГН, буква «Н» обозначает, что провод несгораемый. Изоляционный слой изготовлен из жаростойкого состава и выдерживает температуру более 200 0С. Этот кабель можно использовать не только для сварки, но для резки (плазменной или электродом), к примеру, для неотложных работ при возникновении нештатных ситуаций.
Провод при соприкосновении с подогретым металлическими изделиями плавиться, не будет.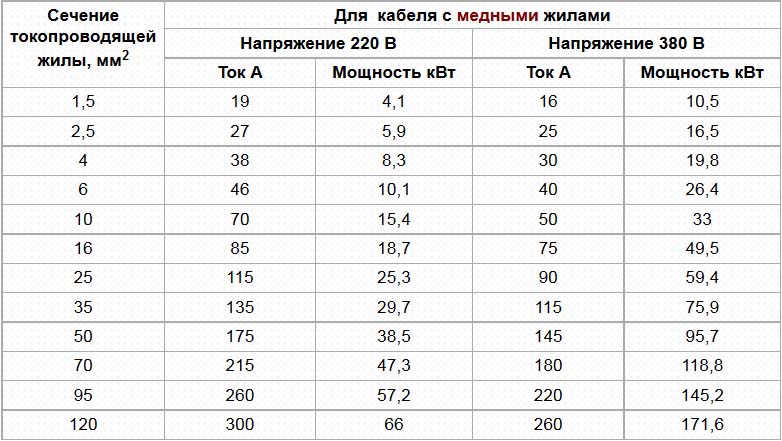
КГ ХЛ
В индексе товара содержиться обозначения «ХЛ», то есть его можно эксплуатировать при морозах. В нем содержится каучук, который выдерживает холод. Гибкость сохраняется при температурных режимах до -60 0С, в связи с этим провода идеально подходят для северных районов. Если работы проводятся на открытой местности, то внимание стоит заострить на данную продукцию.
Сварочный кабель КПЭС
Изделие предназначено для наплавления швов полуавтоматом или это кабель для сварочного инвертора. В этой разновидности вместо жил использованы спиралевидные трубки. Чтобы цепь была замкнута и возбудилась электродуга, внутри шнура пропущена проволока, которая может быть трех видов:
- цельной;
- трубчатой;
- с флюсом.
Стоимость зависит от величины внутреннего диаметра. Если конструкция полая, то срок службы сокращается на полтора года. В электромагистрали подается напряжение от 42 до 48 В при постоянном или переменном токе. При температурном режиме до -10 0С применяется низковольтная линия.
Полезная статья — Все что нужно знать про клей поксипол, чтобы обойтись без сварки
КВС
В составе изоляционного слоя использован поливинилхлорид. Изделие не поддается истиранию и идеально подходит, когда рабочему требуется постоянно перемещаться, волоча за собой кабель. Сердечник сохраняется за счет надежной изоляции. Работает под нагрузкой 127 или 220В, при температурном режиме от -40 до +400С, не гибкий. Сварочные провода для инвертора используются для подключения к розетке.
Сварочный кабель марки КГТ
Продукция рассчитана на высокие температуры. Эксплуатация изделия возможна при +850С. Изделие подойдет для эксплуатации во влажном климате.
Модель КРПТ
Этот провод гибкий с жилами. Жилы изготовлены из меди. Оболочка и изоляция изготовлены из резины. Кабель для сварки изготовителем выполнен для работы со следующими показателями:
- При напряжении 660 В переменного тока и 110 В при постоянном токе.
- Допускаемая токовая нагрузка от 3 до 20А/мм2.
- Температурный режим от -60 до +500С.

Сечение у сварочного кабеля зависит от числа и сечения жил – от 8 до 69 мм. Продукция не поддается возгоранию.
Какой кабель поставить на сварочный аппарат?
Сечение кабеля для инверторного сварочного аппарата, выдающего максимальный ток в 80-100 А, должно составлять 6 мм2. Для аппаратов с выдаваемым максимальным током в 120 А предназначен провод с сечением в 10 мм2. Сварочный кабель сечение 16 мм2 предназначен для инверторов, которые поддерживают максимальный ток до 180 А.
Параметры сечения кабеля для сварочного инвертора с различными токовыми характеристиками должны быть такими:
80-100 А – 6-7 мм2
120 А – 10 мм2
160-189 А – 16 мм2
200/250 А – 25 мм2
Содержание
Какой кабель поставить на сварочный аппарат?
Сварочное оборудование, работающее до 500 А, требует применения кабеля 1х120 или КОГ1 1х95. Для промышленных аппаратов с максимальным рабочим током до 680 А не обойтись без кабеля 1х185 или КОГ1 1х50. Кабели сечением выше 185 мм2 встречаются крайне редко, так как применяются на сверхмощных агрегатах.
Кабели сечением выше 185 мм2 встречаются крайне редко, так как применяются на сверхмощных агрегатах.
Исходя из этого, для сварочников с потребляемым током 25 А, рассчитанных на питание от 3-фазной сети, нужен четырехжильный сетевой кабель сечением не менее 4 мм2, а от 1-фазной — трехжильный с сечением 4 мм2, если в розетке есть заземление. При сварке на удлинителе не забывайте про потери напряжения.
Как рассчитать сечение сварочного кабеля?
Сечение сварочного кабеля по току
Диаметры сварочного кабеля указываются заводом-изготовителем в каталогах и технических описаниях. Если известно количество жил, с помощью этих данных можно узнать сечение сварочного кабеля по диаметру. Важным критерием также является допустимая длина сварочного кабеля.
Поэтому для определения оптимального значения следует пользоваться специальной формулой: l=S/ (I ÷ 100). где l– искомая максимальная длина, S– площадь сечения имеющегося электропровода, I– максимальная сила тока, выдаваемая аппаратом.
Допустим, у нас есть инвертор на 160 А и электрокабель с площадью сечения 25 мм². Расчет длины кабеля для инвертора будет выглядеть следующим образом: (25 мм²)/ (160 А ÷ 100)=15,625 м.
Какая должна быть длина сварочного кабеля?
Согласно техники пожарной безопасности общая длина сварочного кабеля не должна превышать 30-40 метров. Использование более длинного провода приводит к ухудшению качества сварки, происходящее из-за падения напряжения в сварочной цепи.
Длина у сварочного кабеля не должна превышать 3 м. С таким изделием работать сложно, особенно на высоте. Дополнительно наращивать длину производители не рекомендуют.
Какой кабель лучше использовать для удлинителя?
Наиболее оптимальный вариант кабеля для удлинителя – кабель с резиновой изоляцией. Популярные и практичные марки в этой категории силовых кабелей: КГ, КГ-ХЛ, КГН. В некоторых случаях в качестве кабеля для переноски допустимо использовать провода с ПВХ изоляцией, например, ПВС,ПРС.
Какой кабель нужен для удлинителя для сварки?
Чтобы избежать серьезных потерь – используйте удлинитель с толстым сечением кабеля. Чтобы избежать дополнительных потерь при удлинении сварочного кабеля – используйте кабель с как можно более толстым сечением.
Чтобы избежать дополнительных потерь при удлинении сварочного кабеля – используйте кабель с как можно более толстым сечением.
Сколько ампер в удлинителе?
Один из самых распространенных типов – это так называемый компьютерный удлинитель или сетевой фильтр. Он имеет в корпусе встроенный выключатель, которым можно отключать питание всех розеток. Рассчитан он обычно на ток от 10А (мощность 2,2кВт). Каждая розетка в них имеет заземляющий контакт.
Какие удлинители по сечению жил можно встретить в продаже:
0,75 мм – годится для максимальной нагрузки 1,3 кВт или до 6 А
1 мм – подходит для максимальной нагрузки 2,2 кВт или 10 А
1,5 мм – выдерживает максимальную нагрузку в 3,5 кВт или 16 А
Как выбрать мощность удлинителя?
Рассчитать предельную нагрузку удлинителя. Она должна быть равна суммарной мощности всех приборов, которые вы планируете к нему подключать. Определить оптимальное количество розеток: их должно хватить для одновременного подключения приборов, которые вы используете каждый день.
Мощность удлинителя должна быть больше суммарной мощности всех устройств, которые к нему подключены.
Сечение провода должно соответствовать мощности: тонкий провод может перегреться, если нагрузка превысит расчетную.
Какое сечение провода нужно для 2 квт 220в?
Для питания приборов мощностью в 2 кВТ при напряжении 220 В достаточно медного провода сечением 0,75 мм2 , при напряжении в 380 В – сечение 0,5 мм2, если речь идет о скрытой проводке.
Например, для подключения электрического чайника 2 кВт мощностью нужен кабель, сечение которого составляет не менее чем 1,5 мм². А вот, чтобы запитать электрокотел 6 кВт мощностью, уже нужен кабель сечением не менее 4 мм², провод на 2,5 мм² не подойдет для этих целей, поскольку он будет греться.
Какой кабель должен применяться для питания сварочного трансформатора?
Более масштабные и сложные работы требуют применения сварочных трансформаторов или инверторов повышенной мощности. Для токовых нагрузок 289 А необходимо выбирать кабель сечением 35 мм2, 350-362 А – 50 мм2.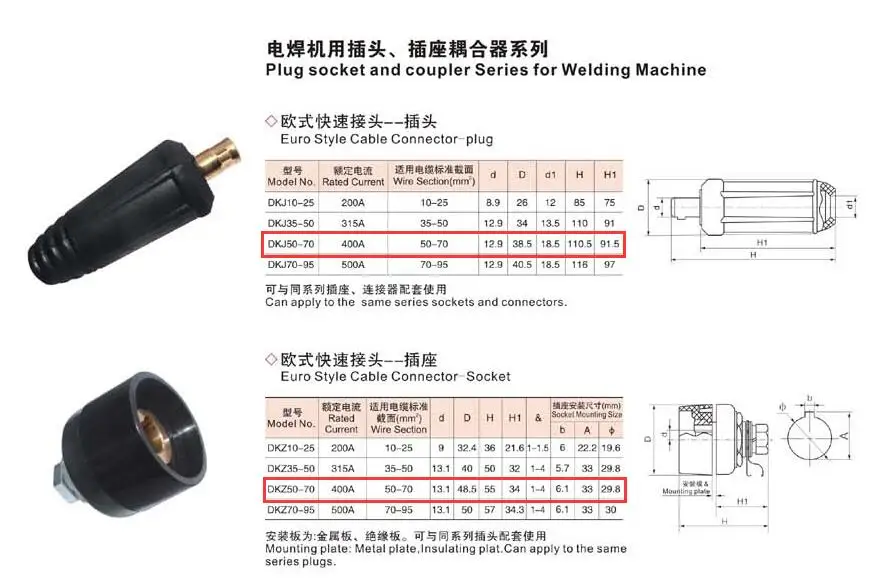 Трансформаторы, способные “выдавать” 437 А требуют 70 мм2 проводов, 522 А – 95 мм2.
Трансформаторы, способные “выдавать” 437 А требуют 70 мм2 проводов, 522 А – 95 мм2.
Для питания однофазного сварочного трансформатора должен применяться 3-х жильный гибкий шланговый кабель, 3-я жила которого должна быть присоединена к заземляющему болту корпуса сварочного трансформатора и до заземляющей шины пункта питания.
Что за кабель КГ ХЛ?
КГ-ХЛ – это силовой гибкий кабель, с медной жилой, изоляцией и оболочкой из резины. Холодостойкое исполнение.
Сколько меди в сварочном кабеле?
Количество лома в кабеле
| Толщина жилы (мм.) | Площадь сечения (кв.мм) | Вес меди (кг в пог.м) |
|---|---|---|
| 6,6 | 35 | 0,312 |
| 8 | 50 | 0,446 |
| 9,4 | 70 | 0,625 |
| 10 | 80 | 0,714 |
Cu * 4 жилы = 0.5696 кг Меди в 1 метре. Кабель Медный Сварочный КГ 1Х50 мм – Толщина медной жилы. Ø 7.978 мм = 0.445 кг Меди в 1 метре.
Какую розетку нужно для сварочного аппарата?
Выбирая розетку под сварочный аппарат, стоит взять розетку на 16 А. Розетки на 10 А и 6 А могут в итоге быстро выйти из строя и в худшем случае их использование приведёт к возникновению короткого замыкания. Также при выборе розетки стоит учитывать её место установки.
Что значит кг в кабеле?
КГ – кабель силовой гибкий с медными токопроводящими жилами с изоляцией и оболочкой из резины без защитных покровов (брони). Расшифровка обозначения: «К» – кабель; «Г» – гибкий.
Обозначение названия кабеля «Кг» значит «кабель силовой, гибкий», «Хл» обозначает его устойчивость к холоду. Когда в конце названия изделия через тире прописана буква «Т», то она значит что данная модификация сделана для эксплуатации в жарком и влажном климате.(к примеру КГ-Т).
Какие бывают сварочные кабеля?
Марки сварочного кабеля и их характеристики
- Cварочный кабель КГ.
- Сварочный кабель КОГ1.
- Сварочный кабель КГ-ХЛ.
- Сварочный кабель КПЭС.
- Сварочный кабель КВС.
- Одножильный сварочный кабель.
- Многожильный сварочный кабель.
- Алюминиевый сварочный кабель.
Какой провод нужен для Сварочника?
Сечение кабеля для инверторного сварочного аппарата, выдающего максимальный ток в 80-100 А, должно составлять 6 мм2. Для аппаратов с выдаваемым максимальным током в 120 А предназначен провод с сечением в 10 мм2. Сварочный кабель сечение 16 мм2 предназначен для инверторов, которые поддерживают максимальный ток до 180 А.
Самым лучшим вариантом для сварочного аппарата считается кабель КГ. Это проводник гибкого одножильного строения, имеющий многопроволочную жилу и резиновую изоляцию. Не менее лучшим вариантом является КОГ. Он отличается повышенной гибкостью. Есть проводник КС. В названии провода может встречаться буква Т, КХ, П или ХЛ.
Какой диаметр провода для сварки?
Сварочное оборудование, работающее до 500 А, требует применения кабеля 1х120 или КОГ1 1х95. Для промышленных аппаратов с максимальным рабочим током до 680 А не обойтись без кабеля 1х185 или КОГ1 1х50. Кабели сечением выше 185 мм2 встречаются крайне редко, так как применяются на сверхмощных агрегатах.
Для промышленных аппаратов с максимальным рабочим током до 680 А не обойтись без кабеля 1х185 или КОГ1 1х50. Кабели сечением выше 185 мм2 встречаются крайне редко, так как применяются на сверхмощных агрегатах.
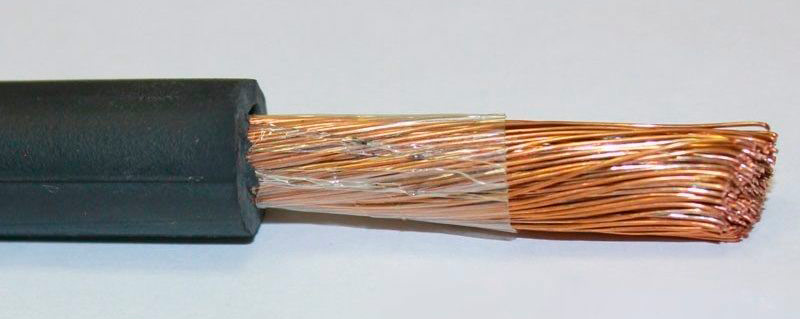
Кабель сварочный представляет собой гибкий изолированный провод, состоящий из множества сплетенных между собой токопроводящих жил. Жилы выполнены из пролуженых проволок, диаметр которых равен 0,18-0,2 мм.
Какой провод нужен для инвертора?
Если вы пользуетесь инвертором однофазного типа или же трансформатором двухфазного типа, то вам хватит медного кабеля с сечением до 4 мм2. Если розетка заземленная, то нужен будет трехжильный кабель, а если нет — двухжильный.
Сечение кабеля для инверторного сварочного аппарата, выдающего максимальный ток в 80-100 А, должно составлять 6 мм2. Для аппаратов с выдаваемым максимальным током в 120 А предназначен провод с сечением в 10 мм2. Сварочный кабель сечение 16 мм2 предназначен для инверторов, которые поддерживают максимальный ток до 180 А.
Сколько стоит сварочный кабель за метр?
Сварочный кабель для сварочного аппарата (инвертора)- купить по цене от 180 р. за метр – Энкор24.
Какой Удлинитель для сварочного аппарата?
Чтобы избежать серьезных потерь – используйте удлинитель с толстым сечением кабеля. Чтобы избежать дополнительных потерь при удлинении сварочного кабеля – используйте кабель с как можно более толстым сечением.
Как рассчитать длину сварочных кабелей?
Найдем коэффициент: k=180/100=1.8. Считаем длину: Lmax=16/1.8=8.88 м. Удлинять такой кабель сильнее без риска потери напряжения не стоит. Если провод нужен еще более длинный, то придется произвести полную замену, отдав предпочтение сечению 25 мм2.
L – Длина в метрах. S – Сечение провода в мм². P – Удельное сопротивление меди (равное 0.017 Ом умноженное на мм² и разделенное на метры). Формула выглядит так: R = P x (L/S). Пример: Вы берете удлинитель 30 метров. Сечение кабеля 1,5 мм². Сварочный кабель подключенный к вашему аппарату 7 метров и сечение 25 мм². Получается R =0.0017 x (30×2/1,5) – 0,68 Ом.
Получается R =0.0017 x (30×2/1,5) – 0,68 Ом.
Как узнать какое сечение кабеля?
То есть для определения сечения жилы кабеля или провода необходимо взять диаметр этой жилы, возвести его в квадрат и умножить на 0,785.
Сколько кг меди в сварочном аппарате Тдм 305?
Параметры
| Напряжение (В) | 380 |
|---|---|
| Модель | ТДМ 305/380в Медь |
| Мощность (кВт) | 19 |
| Вес (кг) | 63 |
| Артикул | 051-0090 |
60 гр. меди – катушка больше медный провод 1 шт. 150 гр. меди – реле с латунными клемами 1 шт. – чистой медной проволоки, пластин, проводов, клеммы и т.д. 4 кг.250 гр. + 1 килограмм из разной мелочевки выключатели, переключатели.
Какая должна быть проводка для подключения сварочного аппарата?
Розетку сварочного аппарата рекомендуется подключать к автоматическому выключателю с помощью кабеля ВВГнг с сечением 2,5 мм². Кабель ВВГнг является медным кабелем с изоляцией из ПВХ, не поддерживающий горение и с низким уровнем выделения дыма в случае пожара.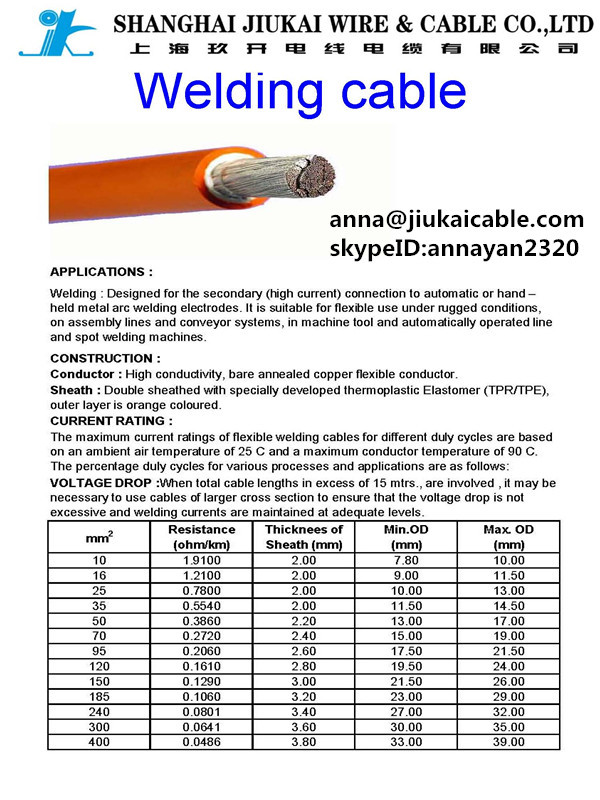
2.5 мм2
Для подключения розетки для сварочного аппарата нужно использовать кабель ВВГ нг сечением 2.5 мм2. Вести его от электрощита можно любым удобным способом.
Сколько меди в сварочном аппарате Тдм 250?
Колеса транспортировочные – 4шт. (заказываются отдельно)
| Потребляемая мощность, кВа | 9,0 |
|---|---|
| Номинальный сварочный ток, А | 250 |
| Режим работы (ПВ), % | 40 |
| Напряжение холостого хода, В | 80 |
| Обмотка | медная (Cu) |
Агрегат тяжелый — 130 килограмм. Используется для питания одного элемента. В настоящее время морально устарел, к тому же, достаточно тяжелый. Количество меди составляет в пределах 14 кг.
Как определить толщину сварочного кабеля?
Сечение сварочного кабеля по току
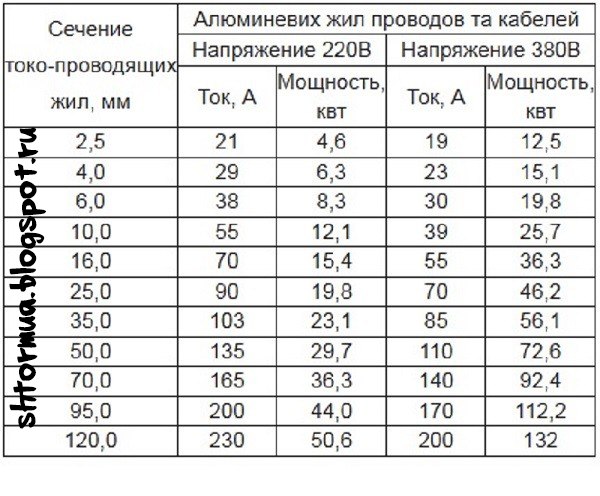
Какое должно быть сечение кабеля сварочного аппарата можно определить, зная токовую нагрузку потребления аппарата или сварочного тока на выходе. Выбрать сечение сварочного кабеля можно с помощью таблиц токовых нагрузок для кабелей на номинальное напряжение до 660 и 380 вольт.
Выбрать сечение сварочного кабеля можно с помощью таблиц токовых нагрузок для кабелей на номинальное напряжение до 660 и 380 вольт.
Чтобы узнать сечение сварочного кабеля следует замерить микрометром один из проводков. Медный провод — это круг, площадь которого необходимо вычислить. Для этого диаметр возводят в квадрат и умножают на 3,14. Результат следует разделить на 4. Получив площадь одной медной проволоки нужно умножить ее на количество нитей в кабеле.
Какой кабель для Держака?
Марка КВС расшифровывается как кабель с ПВХ изоляцией сварочный. Применяется для подключения держака сварочного аппарата к источнику питания до 127/220В переменного/постоянного напряжения. Рабочие температуры КВС от минус 40 до плюс 40 градусов.
Какой вес кабеля?
Таблица веса: кабель силовой ВВГ.
| Наименование | Вес 1 км кабеля, 660 В | Вес 1 км кабеля, 1000 В |
|---|---|---|
| Кабель ВВГ 1×16 | 224 кг | 229 кг |
| Кабель ВВГ 1×25 | 321 кг | 327 кг |
| Кабель ВВГ 1×35 | 418 кг | 423 кг |
| Кабель ВВГ 1×50 | 550 кг | 556 кг |
Кабель КГ 1 x 4 8,0 мм 110 кг. Кабель КГ 1 x 6 9,0 мм 150 кг. Кабель КГ 1 x 10 11,1 мм 230 кг. Кабель КГ 1 x 16 12,4 мм 310 кг. Кабель КГ 1 x 25 14,6 мм 450 кг. Кабель КГ 1 x 35 16,4 мм 590 кг. Кабель КГ 1 x 50 19,0 мм 820 кг. Кабель КГ 1 x 70 21,5 мм 1 090 кг.
Кабель КГ 1 x 6 9,0 мм 150 кг. Кабель КГ 1 x 10 11,1 мм 230 кг. Кабель КГ 1 x 16 12,4 мм 310 кг. Кабель КГ 1 x 25 14,6 мм 450 кг. Кабель КГ 1 x 35 16,4 мм 590 кг. Кабель КГ 1 x 50 19,0 мм 820 кг. Кабель КГ 1 x 70 21,5 мм 1 090 кг.
Как рассчитать вес кабеля?
Вес 100 метров медного кабеля = 1,5 * количество жил * сечение провода. Если вы хотите рассчитать вес бухты ВВГ 3 х 2,5, получаете 1,5 * 3 * 2,5 = около 11 кг. Вес 100 метров кабеля из алюминия = 0,5 * количество жил * сечение провода.
Чтобы посчитать вес кабеля без помощи онлайн калькулятора, применяется следующая простая формула: Вк=πr₂ρln, где r – радиус жилы, n – количество жил, l – длина проводника, ρ – плотность материала жил (для меди она равна 8,9 г/см3, для алюминия –2,7 г/см3). Таблица веса алюминия в проводе СИП-4. Содержание алюминия в проводе СИП-4. Таблица веса меди в кабеле КГ.
Сколько весит 1 м сварочного кабеля?
Сварочный кабель КГ 1х16 диаметр — 10,9-12,4 мм. Вес сварочного кабеля КГ 1х16 — 268-310 кг/км.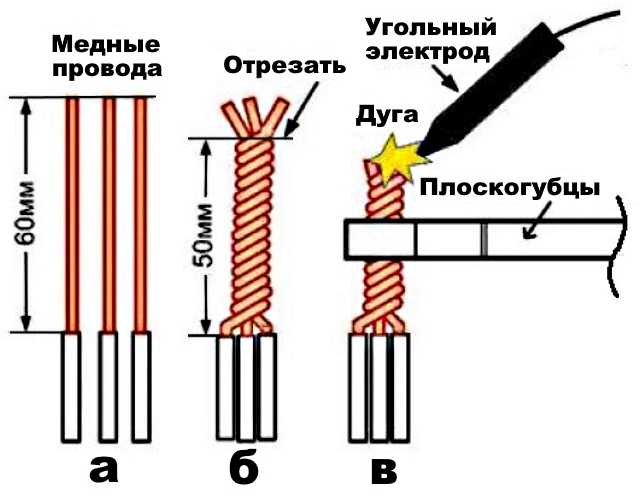
Чтобы узнать вес кабеля в одном метре полученный результат разделим на тысячу: 427,2 / 1000= 0,4272 килограмма, если округлить получим примерный вес в одном метре- 0,4 килограмма или 400 грамм.
Как выбрать сварочную проволоку для стали — Baker’s Gas & Welding Supplies, Inc.
Делиться:Ed Cyzewski
Выбор правильного типа сварочной проволоки для стали важен для внешнего вида и прочности сварных швов, которые вы создаете. Некоторые варианты сварочной проволоки зависят от типа сварочного аппарата, используемого сварщиком, или метода сварки, который вы будете использовать. Имейте в виду, что тип проволоки, которую вы выберете, будет составлять большую часть создаваемого вами сварного шва. Сварочную проволоку можно найти там, где вы покупаете сварочные материалы, или в Интернете.
Первое, что вы должны сделать при выборе сварочной проволоки, это выбрать порошковую проволоку , если вы не собираетесь использовать защитный газ при сварке. Этот тип проволоки, как правило, представляет собой серебряную сталь снаружи с флюсовым внутренним сердечником, который выжигает и защищает зону сварки, а также помогает предотвратить загрязнение. Сварочная проволока с флюсовым сердечником обычно обеспечивает более глубокое проплавление сварного шва, чем сплошная проволока. При выборе сварочной проволоки вы также должны основываться на типе 9.0005 защитный газ
Этот тип проволоки, как правило, представляет собой серебряную сталь снаружи с флюсовым внутренним сердечником, который выжигает и защищает зону сварки, а также помогает предотвратить загрязнение. Сварочная проволока с флюсовым сердечником обычно обеспечивает более глубокое проплавление сварного шва, чем сплошная проволока. При выборе сварочной проволоки вы также должны основываться на типе 9.0005 защитный газ
Вы также должны учитывать тип материала, который вы будете сваривать
 Если вы собираетесь сваривать тонкие металлы, диаметр проволоки 0,030 дюйма будет достаточным. Однако, если вы собираетесь работать с очень тонкой сталью, такой как автомобильный листовой металл, вы можете сделать тоньше и использовать проволоку диаметром 0,024 дюйма. Наименьший диаметр сварочной проволоки с флюсовой сердцевиной – 0,030”. Не забывайте, что размер наконечника вашего сварочного пистолета также должен соответствовать размеру используемой проволоки. Если вам нужно заменить наконечник на сварочном пистолете, все, что вам нужно сделать, это открутить его с помощью плоскогубцев или руками, установить/вставить наконечник нужного размера и затянуть. Тот же метод следует использовать, если вы собираетесь использовать более толстую сварочную проволоку. Если вам необходимо сваривать более толстые стали, вам потребуется использовать сварочную проволоку диаметром от 0,035 до 0,045 дюйма. Если сталь, которую вы свариваете, имеет толщину 3/16 дюйма или больше, вам может потребоваться сделать несколько проходов, чтобы убедиться, что сварной шов проник достаточно глубоко.
Если вы собираетесь сваривать тонкие металлы, диаметр проволоки 0,030 дюйма будет достаточным. Однако, если вы собираетесь работать с очень тонкой сталью, такой как автомобильный листовой металл, вы можете сделать тоньше и использовать проволоку диаметром 0,024 дюйма. Наименьший диаметр сварочной проволоки с флюсовой сердцевиной – 0,030”. Не забывайте, что размер наконечника вашего сварочного пистолета также должен соответствовать размеру используемой проволоки. Если вам нужно заменить наконечник на сварочном пистолете, все, что вам нужно сделать, это открутить его с помощью плоскогубцев или руками, установить/вставить наконечник нужного размера и затянуть. Тот же метод следует использовать, если вы собираетесь использовать более толстую сварочную проволоку. Если вам необходимо сваривать более толстые стали, вам потребуется использовать сварочную проволоку диаметром от 0,035 до 0,045 дюйма. Если сталь, которую вы свариваете, имеет толщину 3/16 дюйма или больше, вам может потребоваться сделать несколько проходов, чтобы убедиться, что сварной шов проник достаточно глубоко. Делаем 9Многократные проходы 0005 на более толстой стали также гарантируют, что вы создали хороший, прочный сварной шов.
Делаем 9Многократные проходы 0005 на более толстой стали также гарантируют, что вы создали хороший, прочный сварной шов.Поданный в: порошковая проволока, металл, защитный газ, Советы, сварка, сварка, сварочная проволока для стали, размер провода
Делиться: Предыдущая статья Это SAVAGE… Классика, качество, экономичность….PAPR от ESAB Комментарии
Джордж Каша – 20 мая 2020 г.привет
не могли бы вы сказать мне, могу ли я сварить паровую трубу с mig
и какую проволоку я должен использоватьс уважением
джордж
Твердая проволока против.
 Проволока с флюсовой сердцевиной и ее применение
Проволока с флюсовой сердцевиной и ее применениеСварка MIG и сварка с флюсовой проволокой обладают различными характеристиками, которые сварщики должны учитывать при выборе процесса для использования в сварочных работах. Для достижения наилучших результатов учитывайте следующие факторы: толщина материала, надлежащий защитный газ, скорость подачи проволоки и настройки напряжения, расположение рабочей площадки и внешний вид сварного шва.
Не существует универсального решения для сварки, и все вышеперечисленные факторы влияют на решение сварщика использовать сплошную или порошковую проволоку. Эта статья поможет новичкам или случайным сварщикам, например фермерам, владельцам ранчо, любителям автоспорта и домашним любителям, понять основы сплошной и порошковой проволоки и узнать, как максимально использовать преимущества каждой из них.
Сплошная проволока/основы MIG
В источниках питания MIG используется непрерывный сплошной проволочный электрод для присадочного металла и требуется защитный газ, подаваемый из газового баллона под давлением. Сплошные проволоки из мягкой стали обычно покрыты медью для предотвращения окисления, повышения электропроводности и увеличения срока службы сварочного контактного наконечника. Защитный газ защищает расплавленную сварочную ванну от загрязняющих веществ, присутствующих в окружающей атмосфере. Наиболее распространенная комбинация защитного газа состоит из 75% аргона и 25% углекислого газа. При использовании сплошной проволоки на открытом воздухе сварщики должны соблюдать осторожность и не допускать, чтобы ветер сдувал покрытие защитного газа в сторону от сварочной дуги. Возможно, придется использовать ветровые стекла.
Сплошные проволоки из мягкой стали обычно покрыты медью для предотвращения окисления, повышения электропроводности и увеличения срока службы сварочного контактного наконечника. Защитный газ защищает расплавленную сварочную ванну от загрязняющих веществ, присутствующих в окружающей атмосфере. Наиболее распространенная комбинация защитного газа состоит из 75% аргона и 25% углекислого газа. При использовании сплошной проволоки на открытом воздухе сварщики должны соблюдать осторожность и не допускать, чтобы ветер сдувал покрытие защитного газа в сторону от сварочной дуги. Возможно, придется использовать ветровые стекла.
Основы порошковой проволоки
Порошковая проволока бывает двух типов — газозащитная и самозащитная. Для газозащитных порошковых проволок требуется внешний защитный газ, а шлак легко удаляется. Рассмотрите возможность использования порошковой проволоки в среде защитного газа при сварке более толстых металлов или при сварке в нестандартных условиях. Порошковые проволоки в защитных газах имеют флюсовое покрытие, которое затвердевает быстрее, чем расплавленный сварочный материал. В результате создается полка для удержания расплавленной ванны при сварке над головой или вертикально вверх. Самозащитная порошковая проволока не требует внешнего защитного газа, поскольку сварочная ванна защищена газом, образующимся при сжигании флюса из проволоки. В результате самозащитная порошковая проволока более портативна, поскольку не требует внешнего газового баллона.
В результате создается полка для удержания расплавленной ванны при сварке над головой или вертикально вверх. Самозащитная порошковая проволока не требует внешнего защитного газа, поскольку сварочная ванна защищена газом, образующимся при сжигании флюса из проволоки. В результате самозащитная порошковая проволока более портативна, поскольку не требует внешнего газового баллона.
На что обратить внимание при выборе сплошной или порошковой проволоки
Внешний вид
Многие сварщики считают, что внешний вид сварного шва является важным фактором. При работе с материалами толщиной менее 3/16 дюйма вплоть до тонкого листового металла (калибр 24) сплошная проволока обеспечит чистый сварной шов. Например, передача короткого замыкания с помощью одножильного провода диаметром 0,030 дюйма, настроенного на 18-19 вольт, 160-170 ампер и использующего 75-процентный аргон и 25-процентный защитный газ двуокиси углерода, обычно приводит к небольшому разбрызгиванию и меньшему тепловому нагреву. – пораженный участок и снизить вероятность прожога. В результате многие автомобильные энтузиасты, специализирующиеся на кузовных работах, или те, кто работает с более тонкими изделиями, предпочитают в своей работе сплошную проволоку.
– пораженный участок и снизить вероятность прожога. В результате многие автомобильные энтузиасты, специализирующиеся на кузовных работах, или те, кто работает с более тонкими изделиями, предпочитают в своей работе сплошную проволоку.
Расположение
При выборе между сплошной и порошковой проволокой сварщик также должен учитывать расположение рабочей площадки. В ветреных местах сплошную проволоку или порошковую проволоку в защитном газе использовать труднее, поскольку воздействие защитного газа на ветер может нарушить целостность сварного шва. Как правило, потеря защитного газа вызывает пористость, видимую в валике сварного шва.
С другой стороны, самозащитная порошковая проволока идеально подходит для сварки на открытом воздухе или в ветреную погоду. Сварщику не нужно устанавливать ветровые стекла для защиты защитных газов от уноса, поскольку защитный газ образуется из горящего флюса. Поскольку самозащитная порошковая проволока не требует внешнего защитного газа, она также более портативна, чем сплошная проволока. Эта портативность идеальна для сельскохозяйственных работ, где полевое оборудование может сломаться далеко от магазина. Если вы свариваете более толстые металлы (размером 16 и выше), самозащитная порошковая проволока также обеспечивает отличное проплавление.
Эта портативность идеальна для сельскохозяйственных работ, где полевое оборудование может сломаться далеко от магазина. Если вы свариваете более толстые металлы (размером 16 и выше), самозащитная порошковая проволока также обеспечивает отличное проплавление.
Толщина, тип применения и настройки параметров
Многие начинающие сварщики пытаются использовать универсальную комбинацию проволоки и защитного газа для различных применений. Наиболее распространенными комбинациями проволоки и газа (для сплошной проволоки) является проволока диаметром 0,035 дюйма, используемая с защитным газом, состоящим из 75 % аргона и 25 % двуокиси углерода. Однако при сварке более толстых материалов необходимо учитывать выходную мощность источника сварочного тока, а также диаметр сварочной проволоки. Если для более толстых материалов выбрана проволока диаметром 0,035 дюйма, а источник питания подключен к 115-вольтовой цепи, выходной силы тока может быть недостаточно для качественной сварки. Это увеличивает риск холодного притирания или отсутствия сплавления.
Попытка использовать слишком тонкую сплошную проволоку для более толстых изделий (например, для А-образной рамы автомобиля) увеличивает вероятность меньшего проникновения в корень и может потребовать более одного прохода сварки. Неправильное применение сплошной проволоки (даже если она достаточно прочная) также может не обеспечить адекватного проникновения в более толстый материал.
Хотя порошковая проволока дороже сплошной проволоки, она может помочь вам повысить производительность. Порошковая проволока обычно подходит для сварки более грязных материалов, которые могут иметь более высокий уровень ржавчины, прокатной окалины или масла. Хотя очистка всегда является надлежащим методом подготовки стали, порошковая проволока содержит раскисляющие элементы, которые улавливают эти загрязняющие вещества в сварочной ванне и удерживают их в шлаковом покрытии, что обычно предотвращает связанные с этим проблемы со сваркой, возникающие при сварке более грязных сталей. По сравнению со сплошной проволокой, порошковая проволока также увеличивает проплавление боковых стенок и обеспечивает более высокую скорость наплавки (количество металла сварного шва, наплавленного за определенный период времени, измеряемое в фунтах в час). Хотя сварщик изначально тратит больше на материалы для порошковой проволоки, экономия реализуется за счет сокращения времени производства.
Хотя сварщик изначально тратит больше на материалы для порошковой проволоки, экономия реализуется за счет сокращения времени производства.
Что лучше, сплошная проволока или порошковая проволока?
Ни один провод не лучше другого. У них просто разные свойства, которые лучше работают в определенных приложениях. Что касается производительности, оба типа проволоки обеспечивают качественные сварные швы с хорошим внешним видом сварного шва при правильном применении и использовании с правильными настройками параметров. Сплошная проволока обеспечивает глубокое проникновение в корень и обычно имеет небольшое разбрызгивание. Порошковая проволока имеет большую передачу шарикового типа и дает низкий уровень разбрызгивания. Кроме того, порошковая проволока обеспечивает более округлый профиль проплавления с превосходным сплавлением боковых стенок.
С точки зрения пользователя, как сплошная, так и порошковая проволока относительно просты в использовании и идеально подходят для начинающих и случайных сварщиков, работающих в автомобильной промышленности, сельском хозяйстве и домашнем хобби.