что это такое? Для новичков
Время чтения: 7 минут
Многие домашние сварщики, в арсенале которых имеется простенький инвертор, слышали о замечательном сварочном аппарате. Он многофункциональный, варит не обычным электродом, а проволокой и газом, с помощью такого сварочника можно выполнить все сварочные работы: от мелкого ремонта калитки до сварки кузова авто. Но как называется сварочный агрегат, который варит проволокой и газом? Проволочный? Может быть, проволочно-газовый?
Ни то и ни другое. Термин «проволочный сварочный аппарат» возник в среде сварщиков, которые просто не знают, как он на самом деле называется. В этой статье мы подробно расскажем, что же такое проволочный аппарат, каково его истинное название и многое другое.
Содержание
Аппарат с проволокой, именуемый проволочным аппаратом — это всего на всего полуавтомат. Именно так называется этот тип сварочного оборудования. Мы рекомендуем использовать термин «полуавтомат», чтобы вас могли понять другие сварщики или консультанты в магазине.
Но почему полуавтомат? Ведь аппарат использует для сварки проволоку, и народное название «проволочный аппарат» куда лучше описывает его суть. Все дело в конструктивных особенностях полуавтомата. Внутри него находится специальный механизм подачи сварочной проволоки, в который заправляется присадочный материал. Механизм в полуавтоматическом режиме подает проволоку в зону сварки. Мастеру не нужно держать проволоку в руках, процесс существенно упрощается. Отсюда и название «полуавтомат».
Читайте также: Рейтинг полуавтоматов для дома и мастерской
Отметим, что полуавтомат можно использовать и без подающего механизма, просто подавая проволоку вручную. Но даже в таком случае аппарат будет называться полуавтоматом, поскольку мало кто не использует подающий механизм. Это просто неудобно.
Разновидности полуавтоматов (проволочных аппаратов)
Полуавтомат — это очень многофункциональный сварочный аппарат. Ему под силу сварка с применением проволоки под слоем флюса или в среде защитного газа, сварка с использованием специальной самозащитной проволоки (порошковой проволоки), а также классическая ручная дуговая сварка.
Большинство полуавтоматов способны выполнять только один из перечисленных видов сварки. Но есть модели, которые умеют все. Они наиболее универсальны и способны выполнить сварку любой сложности.
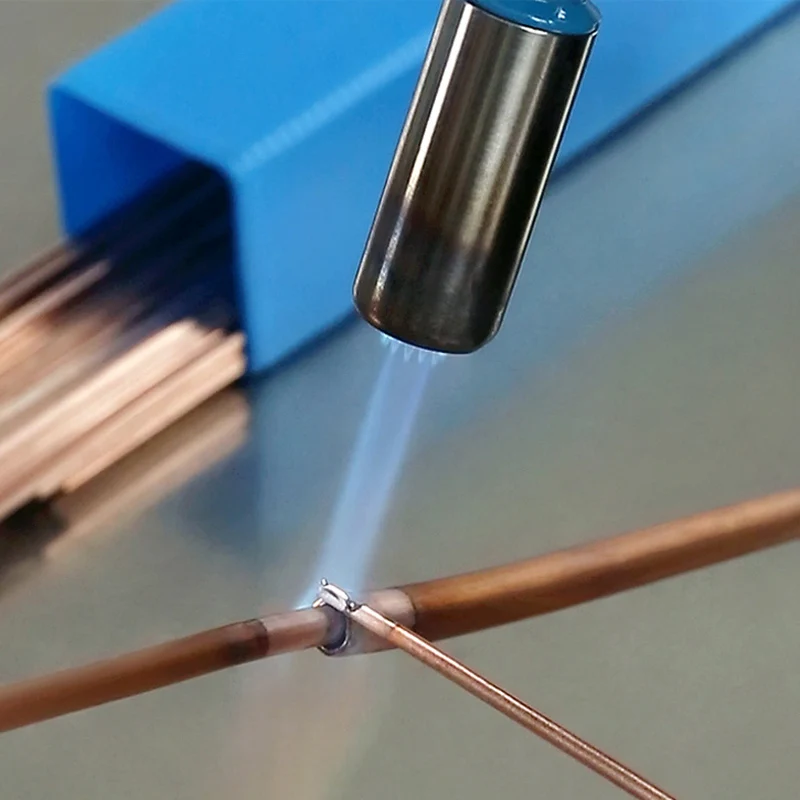
Сварка проволокой в среде защитного газа — самая распространенная. При этом методе сварки проволока является электродом и заодно плавится, смешиваясь с основным металлом. А газ защищает сварочную ванну от окисления. Сварка под флюсом зачастую применяется в промышленности. А вот сварка самозащитной проволокой достойна отдельного внимания.
При этом методе сварки вам не нужно использовать газ или флюс. Достаточно заправить в полуавтомат специальную порошковую проволоку и приступать к сварке. Порошковая проволока — это, по сути, полая металлическая трубка, внутри которой содержится флюс. В процессе сварки металлическая трубка плавится, флюс высвобождается. И начинает играть ту же роль, что и защитный газ.
Казалось бы, идеальная технология сварки. Но проблема заключается в том, что получаемые при таком методе сварки швы далеки от идеала. Самозащитную проволоку можно использовать лишь в экстренных случаях, когда другие методы сварки невозможно выполнить.
Самозащитную проволоку можно использовать лишь в экстренных случаях, когда другие методы сварки невозможно выполнить.
Плюсы и минусы полуавтомата (проволочного аппарата)
У полуавтомата есть множество преимуществ, из-за которых он так популярен среди любителей и профессионалов. Мы перечислим основные.
Самый главный плюс полуавтомата — это достойное качество сварных соединений. Аппарат настолько прост в применении, что с работой справится даже новичок или любитель. Швы получаются качественными потому, что дуга легко поджигается, горит стабильно на протяжении всего процесса сварки и сам металл защищается газом или флюсом.
Также отметим, что сварка полуавтоматом достаточно производительна, не смотря на то, что она немного сложнее РДС сварки. В процессе вам не нужно постоянно менять электроды и отвлекаться. Достаточно поставить катушку с проволокой в подающий механизм и можно варить. Именно поэтому полуавтомат можно встретить не только на даче или в гараже, но и в частной мастерской или на СТО.
Следующий плюс — универсальность. С помощью полуавтомата можно варить все типы металлов, в том числе те, которые вызывают трудности при ручной дуговой сварке. Тот же алюминий или нержавеющая сталь. Их не так просто сварить из-за окисной пленки, образующейся на поверхности металла. Но полуавтомат справляется с этой проблемой. Также можно варить очень толстые и очень тонкие детали, не беспокоясь о непроварах или прожогах.
Отметим, что даже бюджетный полуавтомат зачастую снабжается большим количеством настроек, так что вы сможете подстроить каждый параметр под себя. Можно экспериментировать с подачей проволоки или формой пламени горелки. И не смотря на множество регулировок, аппарат остается простым в применении и во многом интуитивно понятным. С ним справится любой.
Перейдем к минусам. Их немного, и на наш взгляд они не так существенны, но все же.
Первое, с чем вы столкнетесь — с необходимостью покупки множества комплектующих. Газовый баллон купи, проволоку купи, горелку купи, рукав для полуавтомата купи, редуктор на баллон купи… Сможете ли вы потратиться или вам проще купить электроды с покрытием и варить дальше своим инвертором или старым трансформатором? Задумайтесь.
Второе, на что вам нужно обратить внимание — это на трудности с перевозкой всего перечисленного выше комплекта. Сам полуавтомат может весить 15-20 кг, что не так уж много. А вот все комплектующие к нему + газовый баллон весят в разы больше. Проблема решается, если установить все на специальную тележку.
Выбор полуавтомата (проволочного аппарата)
Первое, на что вам нужно обратить свое внимание при выборе полуавтомата — это его предназначение. Или, проще говоря, класс. Класс может быть бытовым, полупрофессиональным или профессиональным. Чтобы понять, к какому классу относится аппарат, можно узнать его технические характеристики или посмотреть в инструкции.
Но по техническим характеристикам проще всего определить класс полуавтомата. Если максимальная сила тока составляет до 200 Ампер, значит перед вами бытовой сварочный аппарат. Полупрофессиональные полуавтоматы могут быть до 300 Ампер, это золотая середина. А вот профессиональные сварочники варят от 300 Ампер и больше.
Для сварки на даче или в гараже вам будет достаточно бытового аппарата. Если вы регулярно варите кузова у автомобилей, то лучше присмотритесь к полупрофессиональным аппаратам. Профессиональные модели используются на производствах или в мастерских, где ежедневно выполняется сложная продолжительная сварка.
Отдельно обратим ваше внимание на стоимость аппарата. Покупка самого дешевого полуавтомата — это плохая затея. Он быстро выходит из строя, а его технические характеристики часто не соответствуют реальным показателям. Лучше купить аппарат из средней ценовой категории. Если вам очень хочется купить качественный полуавтомат, но денег недостаточно, то можно поискать что-нибудь б/у на онлайн досках объявлений.
Также следите, чтобы у приобретаемого вами аппарата была официальная гарантия. Лучше, если она будет напрямую от производителя, а не от магазина.
Вместо заключения
Как вам статья?
что это такое, как и где применяется, характеристики, плюсы и минусы
Время на чтение: 2 мин
1621
Те, кому приходилось пользоваться сварочными устройствами в домашних условиях, наверняка слышали о таком чуде техники, как проволочный сварочный аппарат. Что же это такое, для чего нужен и чем хорош?
Что же это такое, для чего нужен и чем хорош?
Проволочным называют полуавтоматический аппарат, в котором для работы используют не электроды, а металлическую проволоку и газ или флюс.
Особенность действия такого аппарата в том, что встроенный механизм в полуавтоматическом режиме подает в зону сварки присадочный материал – проволоку.
Содержание статьиПоказать
- Общая характеристика
- Технология процесса
- Плюсы и минусы
- Заключение
Общая характеристика
Полуавтоматы – многофункциональные аппараты для разных видов сварочных работ. Это и классическая ручная дуговая сварка, и сваривание с проволокой и флюсом или защитным газом, и даже сварка со специальной порошковой проволокой.
Чаще сего применяют сварку проволокой в среде защитного газа. Проволока при таком способе одновременно служит электродом и плавится, смешиваясь с основным свариваемым материалом.
Назначение защитного газа при таком методе – защита сварочной ванны от окисления при работе. Плюсы такого метода – высокая производительность, удобство работы в любом пространственном положении.
Основной недостаток – из-за сильного нагрева оборудования на высокомощных режимах сварки понадобятся системы водного охлаждения.
Сварка с флюсом (плавящейся при нагреве силикатной массой) снижает потери электродного металла.
Но основные её недостатки – повышенные требования к точности сборки сварочных кромок и невозможность выполнения работ в любых положениях без вспомогательного оборудования, удерживающего флюс.
Этот способ часто применяют в промышленности для конвейерного производства.
Технология процесса
Особый интерес представляет сварка проволочным сварочным аппаратом с самозащитной порошковой проволокой.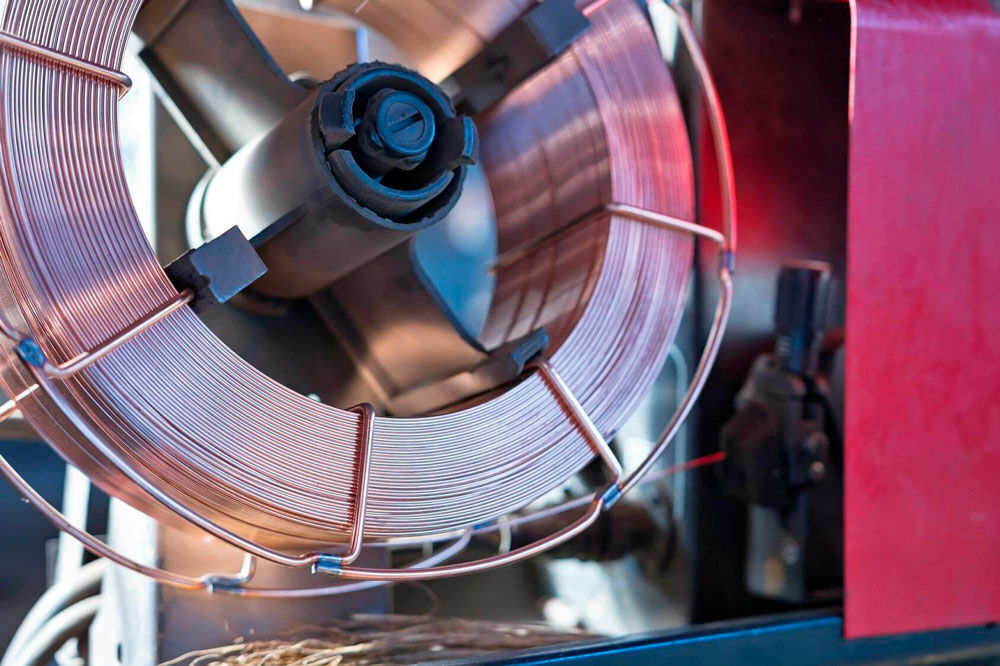 Эта проволока выглядит как полая металлическая трубка, внутрь которой помещен спрессованный флюс. Флюс высвобождается во время сварки при плавлении металла.
Эта проволока выглядит как полая металлическая трубка, внутрь которой помещен спрессованный флюс. Флюс высвобождается во время сварки при плавлении металла.
При таком способе удобнее всего контролировать точность сварного соединения. Недостаток способа – невысокая жесткость порошковой проволоки, из-за этого требуется осторожность в настройке механизма подачи проволоки в зону сварки.
Большая часть полуавтоматов разработана для одного вида сваривания, но есть универсальные модели, способные выполнить сварку любой сложности.
Универсальными проволочными моделями можно выполнять и мелкие работы на дому, и ремонт в частной мастерской или станции техобслуживания, и большой объем технологически сложных работ в производстве.
Плюсы и минусы
Ещё один плюс полуавтоматических проволочных сварочных аппаратов – они справляются со свариванием всех типов металлов.
При ручном дуговом сваривании алюминия или нержавеющей стали процесс осложняется образованием на поверхности металла окисной пленки, а с использованием газа или флюса этого можно избежать.

За счет стабильности горения дуги при автоматической подаче можно достигнуть высокого качества сварных швов без непроваров или прожогов.
Это позволяет сваривать как тонкие листовые, так и достаточно толстые заготовки без снижения качества сварного соединения.
Основное достоинство проволочных полуавтоматов – высокая производительность при относительной простоте использования. Даже для несложных моделей средней цены обычно предусмотрено много вариантов настроек.
Но не стоит этого бояться – большая часть этих настроек понятна интуитивно и не усложнит пользование аппаратом.
Недостаток проволочных сварочных полуавтоматов – необходимость покупки дополнительного оборудования (газового баллона с редуктором, горелки) и самой порошковой проволоки.
То-есть, для небольшого объема сварочных работ в домашних условиях покупка полуавтомата может быть нерациональной. Для дома, возможно, проще и дешевле покупать электроды с покрытием и варить привычным инвертором.
Но в серийном производстве эти дополнительные расходы окупятся за счет высокого уровня производительности.
Если производство не конвейерное, то для перемещения полуавтомата со всем дополнительным оборудованием между объектами удобно использовать небольшие тележки.
Заключение
По назначению проволочные полуавтоматические сварочные аппараты бывают трех классов – бытовые, полупрофессиональные и профессиональные.
Различаются эти классы не только количеством и сложностью настроек, но и максимально допустимой силой тока, эта характеристика указывается в инструкции к оборудованию.
Для домашних ремонтов достаточно аппарата с максимальной силой тока до 200 Ампер. Полупрофессиональные полуавтоматы с силой тока от 200 до 300 Ампер – золотая середина, лучший выбор для мастерской или небольшой станции техобслуживания.
Аппараты с силой тока более 300 Ампер стоит покупать, если сложная или продолжительная сварка требуется регулярно.
При покупке проволочного сварочного полуавтомата лучше выбирать среднее по цене оборудование или аппараты от известных производителей.
Стоит обращать внимание на условия гарантийного ремонта – надёжнее, если гарантию предоставляет сам производитель, а не магазин – посредник.
На основании этого обзора вы сможете выбрать устройство для сварки, которое соответствует вашим потребностям.
При правильном выборе вы сможете облегчить свою работу, не переплачивая за те технические возможности, которые вам не пригодятся. Желаем удачи в работе!
Что такое GMAW (сварка MIG) и как это работает?
Дуговая сварка металлическим газом («GMAW») представляет собой процесс дуговой сварки, в котором используется расходуемый проволочный электрод и защитный газ, который подается к соединению сварочной горелкой. Электрическая дуга между проволокой и основным металлом генерирует тепло, которое плавит оба металла, в то время как защитный газ защищает расплавленную сварочную ванну от вредных атмосферных газов.
Источник питания постоянного тока с постоянным напряжением чаще всего используется с GMAW, но могут использоваться системы постоянного тока, а также переменного тока.
В этой статье объясняются основы процесса сварки MIG, когда его применять, необходимое оборудование, возможности карьерного роста в GMAW, а также плюсы и минусы сварки MIG.
Как работает сварка MIG?
Сварочный аппарат MIG автоматически подает электрически заряженную сплошную проволоку в сварной шов с заданной скоростью, а подаваемый газ защищает расплавленную ванну. Источник питания внутри сварочного аппарата питает проволоку, создавая и возбуждая дугу.
GMAW всегда использует электрод постоянного тока с положительной полярностью («DCEP»). Это означает, что зажим заземления подключен к отрицательной клемме, а горелка MIG подключена к положительной клемме.
Присоединение зажима заземления к свариваемой детали и нажатие курка горелки MIG для подачи проволоки в соединение создает дугу. Дуга возникает, когда провод соприкасается с заземленным металлом, который замыкает и замыкает электрическую цепь.
Дуга возникает, когда провод соприкасается с заземленным металлом, который замыкает и замыкает электрическую цепь.
Дуга быстро выделяет тепло, и проволока на конце плавится, как и небольшая часть основного металла. Но механизм подачи проволоки постоянно проталкивает сплошную проволоку в соединение, что создает еще одно короткое замыкание.
Замыкание цепи и расплавление наконечника происходит много раз в секунду, что является причиной появления брызг, искр и известного уникального шипящего звука MIG.
Обратите внимание, что ваша проволока выступает в качестве электрода и металлического наполнителя в процессе MIG. Требуется создать дугу и наплавить металл в стык. Поэтому сварка MIG без присадочного материала невозможна.
Наиболее часто используется метод передачи короткого замыкания. Но существует четыре основных метода переноса металла с помощью GMAW:
- Короткое замыкание
- Шаровидное распыление
- Распыление
- Импульсное распыление
Режим переноса металла зависит от скорости подачи проволоки и настройки напряжения.
Подробнее о режимах передачи читайте здесь.
Оборудование для MIG
Минимальное оборудование, необходимое для типичной установки GMAW, включает сварочный аппарат MIG, источник питания, баллон с защитным газом, расходуемую проволоку для MIG, сварочную горелку и зажим заземления.
Также рекомендуется иметь основное защитное оборудование, такое как сварочный шлем для защиты глаз и сварочные перчатки для защиты рук от горячих брызг сварки.
Изображение, показывающее установку оборудования для сварки MIGЗащитный газ
Хотя защитный газ защищает сварочную ванну от атмосферных загрязнений, важно понимать, как различные защитные газы влияют на получаемый сварной шов.
Существует две классификации защитных газов:
- Активные газы , такие как двуокись углерода («CO 2 ») и кислород («O 2 »)
- Инертные газы («аргон» , подобные ) и гелий («Не»)
Технически сварка MIG требует использования только инертного газа. Вот почему процесс называется сваркой «металл в инертном газе ».
Вот почему процесс называется сваркой «металл в инертном газе ».
Если смесь защитного газа содержит активные газы, процесс сварки называется сваркой «металл активный газ », или сокращенно MAG. Но большинство людей называют оба подхода сваркой MIG, потому что между ними нет очевидной разницы.
Активные газы влияют на сварочную ванну, количество брызг и глубину проплавления. Инертные газы не взаимодействуют со свариваемым металлом. Однако инертные газы также в определенной степени изменяют характеристики сварки. Например, гелий инертен, но улучшает тепловложение и проникновение.
Для сварки углеродистой стали MIG обычно требуется смесь из 75 % аргона и 25 % CO 2 . Также можно сваривать МИГ мягкую сталь со 100% CO2 для достижения лучшего провара. Но для сварки алюминия требуется 100% аргон или смесь Ar/He.
Подробнее о защитных газах для сварки MIG можно узнать здесь.
Где используется сварка MIG?
Сварка MIG используется в различных отраслях промышленности, от автомобилестроения до строительства и общего производства. Его легко освоить, и он обеспечивает самую высокую производительность среди всех методов ручной дуговой сварки. Поэтому профессионалы и любители часто используют сварку МИГ.
Его легко освоить, и он обеспечивает самую высокую производительность среди всех методов ручной дуговой сварки. Поэтому профессионалы и любители часто используют сварку МИГ.
Благодаря простоте автоматизации и высокой степени гибкости сварка MIG является наиболее распространенным методом соединения металлов в промышленности. Большинство производственных предприятий выполняют более 50% сварных соединений с использованием процесса MIG.
Наиболее распространенные виды сварки MIG включают:
- Автомобили и другие транспортные средства обычно изготавливаются с использованием автоматизированной («роботизированной») сварки MIG, но ремонт кузова обычно выполняется вручную, и в большинстве автомобильных мастерских используется процесс сварки MIG. .
- Производственные предприятия используют сварку MIG для соединения листового металла и различных металлических профилей.
- Строительная отрасль зависит от сварки малых и больших несущих элементов, таких как стальные балки и колонны.
 Сварка MIG обеспечивает необходимую скорость в быстро меняющихся условиях строительства.
Сварка MIG обеспечивает необходимую скорость в быстро меняющихся условиях строительства. - Сварщики труб часто используют процесс сварки MIG в нефтегазовой промышленности и в инфраструктурных проектах для соединения труб.
- Общий ремонт быстрее и эффективнее с GMAW. Но сварка TIG лучше подходит для ремонтных работ, если вам нужно самое высокое качество сварки.
 Сварка MIG обеспечивает необходимую скорость в быстро меняющихся условиях строительства.
Сварка MIG обеспечивает необходимую скорость в быстро меняющихся условиях строительства.Подробнее : Для чего используется сварка MIG?
Для любителей активного отдыха и отдельных профессионалов важнее всего то, насколько портативным и доступным стало оборудование для ручной сварки MIG. Сварочные аппараты MIG просты в настройке и часто работают с входным напряжением 110 В, что делает этот процесс сварки доступным для всех и практически в любом месте. Простота использования и гибкость делают GMAW обычным выбором для большинства сварочных работ. 9
Плюсы и минусы сварки MIG
Недостатки сварки MIG:
- Образуется больше брызг, искр и дыма, чем при сварке ВИГ
- Сварку МИГ нельзя использовать на открытом воздухе в ветреную погоду, так как защитный газ сдувается
- Внешний вид сварного шва не такой приятный по сравнению со сваркой ВИГ
- Требуются многочисленные расходные материалы это означает, что сменные наконечники и газовые сопла требуют частой замены, что делает процесс несколько дорогим.
- Сварка алюминия MIG часто требует дополнительного дорогостоящего оборудования, такого как шпульные пистолеты или двухтактные системы (Примечание: сварщик MIG должен иметь соединение для этих специализированных горелок)
- Меньшее количество функций для контроля дуги по сравнению со сваркой TIG
- Пистолет для сварки алюминия ограничивает использование катушек малого диаметра, что увеличивает затраты на проволоку, поскольку дешевле покупать большие катушки и требует более частой перезагрузки
- Горелка MIG часто усложняет работу использование в труднодоступных углах

Читайте также : Сварка МИГ и сварка ТИГ
Какое оборудование мне нужно для сварки МИГ?
Для сварки MIG вам потребуется следующее оборудование:
- Сварочный аппарат MIG – источник постоянного напряжения со встроенным механизмом подачи проволоки. Если в сварочном аппарате нет устройства подачи проволоки, вам понадобится специальный аппарат для этой задачи. Большинство любительских и портативных профессиональных сварочных аппаратов объединяют механизм подачи проволоки с источником питания. У нас есть постоянно обновляемое подробное руководство по рекомендованным на рынке сварочным аппаратам MIG. Прочтите ее, если вы рассматриваете свой первый сварочный аппарат MIG, чтобы избежать покупки ненужных функций или аппаратов с завышенной ценой.
- Горелка MIG – обычно поставляется со сварочным аппаратом. Но примите во внимание рейтинг рабочего цикла горелки MIG. Например, горелка MIG для любителей, рассчитанная на рабочий цикл 40 % при токе 150 А, будет перегреваться при сварке стали толщиной 1/2 дюйма с выходным током 250 А.
- Баллон с защитным газом – вы можете купить или арендовать газовый баллон, но мы рекомендуем купить его. Прочтите наше руководство по размерам баллонов с защитным газом здесь.
- Регулятор защитного газа – двойной манометр, циферблатные регуляторы являются «стандартными», но регуляторы расходомера обеспечивают лучшую читаемость и надежность. Наше руководство по настройке давления газа для сварки MIG подробно описывает эту тему.
- Сварочная проволока MIG – вам нужна сплошная проволока MIG для дуговой сварки в среде защитных газов. Во многих установках MIG также можно использовать порошковую проволоку для FCAW — другого процесса, не требующего защитного газа.
- Маска сварщика – мы предлагаем маску сварщика с автоматическим затемнением, потому что она делает работу проще и приятнее, чем пассивный капюшон.
- Сварочные перчатки – приобретите пару прочных и долговечных кожаных перчаток. Брызги при сварке MIG могут поранить вас, поэтому наденьте прочные перчатки.
- Сварочные сапоги – никогда не используйте для сварки обычные кроссовки, так как расплавленный шлак может расплавить синтетические материалы и прожечь ткань, вызывая сильные ожоги. Вместо этого приобретите пару ботинок, сертифицированных для сварки. Сапоги с плюсневыми предохранителями предпочтительнее, потому что они обеспечивают дополнительную защиту от расплавленного мусора.
 Большинство любительских и портативных профессиональных сварочных аппаратов объединяют механизм подачи проволоки с источником питания. У нас есть постоянно обновляемое подробное руководство по рекомендованным на рынке сварочным аппаратам MIG. Прочтите ее, если вы рассматриваете свой первый сварочный аппарат MIG, чтобы избежать покупки ненужных функций или аппаратов с завышенной ценой.
Большинство любительских и портативных профессиональных сварочных аппаратов объединяют механизм подачи проволоки с источником питания. У нас есть постоянно обновляемое подробное руководство по рекомендованным на рынке сварочным аппаратам MIG. Прочтите ее, если вы рассматриваете свой первый сварочный аппарат MIG, чтобы избежать покупки ненужных функций или аппаратов с завышенной ценой. Наше руководство по настройке давления газа для сварки MIG подробно описывает эту тему.
Наше руководство по настройке давления газа для сварки MIG подробно описывает эту тему.
Карьера в сварке MIG
Сертифицированные сварщики MIG могут найти работу практически в любой отрасли, поскольку метод сварки широко распространен. Кроме того, сварке MIG легко научиться, и для прохождения сертификационных испытаний по сварке требуется всего несколько недель обучения. Таким образом, это отличная карьера для людей, которые любят практическую работу.
Почти каждому производственному предприятию требуются сертифицированные сварщики MIG. Если гибка, формовка, резка и сварка MIG сырьевых материалов кажутся интересными, вам может подойти работа сварщика-изготовителя. Средняя национальная заработная плата в США составляет 44 000 долларов, а самые преданные сварщики зарабатывают более 75 000 долларов в год.
Строители-металлурги также должны уметь сваривать. Хотя эта работа часто связана со сваркой электродом, сварка MIG предпочтительнее, когда место сварки защищено от сквозняков.
Создание собственного сварочного цеха — отличный способ построить карьеру на основе сварки MIG. Вы можете ремонтировать автомобили, сельскохозяйственную технику, инструменты, котлы и многое другое. Сварочные цеха также заключают контракты на изготовление строительных деталей, или вы можете работать в качестве субподрядчика на более крупном производственном предприятии.
Вы можете ремонтировать автомобили, сельскохозяйственную технику, инструменты, котлы и многое другое. Сварочные цеха также заключают контракты на изготовление строительных деталей, или вы можете работать в качестве субподрядчика на более крупном производственном предприятии.
Какой бы отраслью вы ни интересовались, велика вероятность того, что в ней есть большой спрос на сертифицированных сварщиков MIG. Мы предлагаем научиться сварке в признанной школе сварки, такой как школа сварки Талсы или школа сварки Lincoln Electric. В этих учебных заведениях вас хорошо научат и помогут найти прекрасную работу после окончания учебы.
Обертывание
Сварка MIG — широко распространенный метод соединения металлов. Это наименее сложный для освоения процесс дуговой сварки, который обеспечивает высокую скорость сварки. В результате процесс сварки MIG предлагает наиболее эффективный и продуктивный выбор для многих применений.
Поскольку электродная проволока подается автоматически, сварочное оборудование MIG легко настроить и использовать. Кроме того, сварочные аппараты MIG более доступны по цене, чем сварочные аппараты TIG. Но GMAW предлагает меньше функций для управления дугой.
Кроме того, сварочные аппараты MIG более доступны по цене, чем сварочные аппараты TIG. Но GMAW предлагает меньше функций для управления дугой.
Почти каждая отрасль промышленности зависит от сварки MIG. Несмотря на то, что существуют инновационные варианты сварки MIG, такие как холодный перенос металла Fronius («CMT»), традиционная сварка MIG останется основным методом соединения металлов в обозримом будущем.
Как пользоваться сварочным аппаратом MIG
Фото: istockphoto.com
Сварка MIG чрезвычайно популярна как среди новичков, так и среди профессионалов. Несомненно, это самый простой способ изучения четырех основных типов сварки, и с его помощью можно получать чистые и прочные сварные швы из самых разных металлов. MIG, что означает «металлический инертный газ» и также известна как дуговая сварка металлическим газом (GMAW), часто путают со сваркой TIG, хотя на самом деле они совершенно разные.
Эта статья поможет новичкам сделать первые шаги в сварке MIG, исследуя различные типы сварочных аппаратов MIG, рассматривая вопросы безопасности при сварке и объясняя, как использовать сварочный аппарат MIG для любого количества различных проектов DIY.
Фото: amazon.com
Хотя существует несколько различных типов аппаратов для сварки MIG, все они имеют одни и те же четыре или пять ключевых компонентов.
- Блок питания : Это основной блок, в котором находятся все органы управления сварочным аппаратом MIG. Он преобразует входную мощность (обычно от бытовой розетки или генератора) в напряжение, необходимое для сварки металла разной толщины, и задает скорость подачи сварочной проволоки.
- Сварочный пистолет (горелка ): это портативное устройство, создающее электрическую дугу для запуска процесса сварки. Он подает как газ для защиты сварного шва, так и проволоку, которая плавит металл, а также создает сварной шов.
- Зажим заземления : Для создания сварочной дуги требуется электрическая цепь. Частью этой цепи является земля или заземление. Заземляющий зажим крепится либо к свариваемому металлу, либо к подходящему металлическому верстаку.
- Сварочная проволока (без изображения) : В процессе сварки MIG ток подается по расходуемой металлической проволоке, которая технически является электродом. Это создает сварочную дугу, которая плавит металл, а также действует как наполнитель между двумя соединяемыми частями.
- Подача газа (без изображения) : При сварке MIG используется газ для создания защитного экрана вокруг сварного шва. Это предотвращает попадание примесей, которые в противном случае могли бы вызвать слабость. Сварочный газ MIG обычно подается из баллона, размер которого может варьироваться от 20 до 300 кубических футов (куб. футов). Для безгазовой сварки MIG не нужна бутылка, хотя, как мы увидим чуть позже в этой статье, термин «безгазовая» немного вводит в заблуждение.

Несмотря на то, что производительность одного и другого аппаратов для сварки проволокой MIG может значительно различаться, основное различие заключается в том, является ли аппарат газовым, безгазовым или и тем, и другим.
Фото: amazon.com
Газовая сварка MIG требует отдельной подачи баллонного газа для создания защитного экрана. Он проходит через сварочный пистолет через соединительный шланг. Скорость потока регулируется регулятором на верхней части флакона.
Хотя газовый баллон может быть немного неудобным, газовая сварка MIG более универсальна, чем безгазовая. Его можно использовать для сварки мягкой стали, нержавеющей стали и алюминия. Однако газовую MIG нельзя использовать на открытом воздухе, так как защитный газ будет выдуваться.
Наша рекомендация: YesWelder 250A Aluminium MIG Welder на Amazon за 499,99 долларов США
Этот аппарат YesWelder 3-в-1 совместим практически с любой сварочной задачей, совместим с катушечным пистолетом и предлагает производительность и универсальность при конкурентоспособная цена.
Фото: amazon.com
Безгазовая сварка MIG, также называемая дуговой сваркой с флюсом (FCAW) или просто сварка с флюсом, использует самозащитную проволоку. Другими словами, подаваемый в сварной шов электрод соединяется с плавящимся в дуге флюсом и образует собственную газовую защиту. Он не совсем безгазовый, но ему не нужен отдельный источник питания. В результате его легче настроить, чем газовую сварку MIG, поэтому его часто рекомендуют новичкам.
Другими словами, подаваемый в сварной шов электрод соединяется с плавящимся в дуге флюсом и образует собственную газовую защиту. Он не совсем безгазовый, но ему не нужен отдельный источник питания. В результате его легче настроить, чем газовую сварку MIG, поэтому его часто рекомендуют новичкам.
Возможность создания собственного экрана позволяет использовать безгазовую сварку MIG на открытом воздухе. Однако, несмотря на то, что можно найти порошковую проволоку для нержавеющей стали и алюминия, этот процесс, как правило, приводит к неаккуратным сварным швам низкого качества и не рекомендуется. В результате безгазовая сварка MIG обычно используется только для сварки низкоуглеродистой стали.
Наша рекомендация: Сварочный аппарат с флюсовой сердцевиной Forney Easy Weld 140 FC-i в The Home Depot за 248,70 долл. -использование и надежное введение в безгазовую сварку MIG.
3. Газовая и безгазовая сваркаФото: amazon.com
Комбинации газовой и безгазовой сварки MIG призваны предложить лучшее из обоих миров, и большинство из них делают это очень успешно. Они легко переключаются с одного типа сварки MIG на другой, редко идя на компромисс с точки зрения производительности.
Они легко переключаются с одного типа сварки MIG на другой, редко идя на компромисс с точки зрения производительности.
Они могут быть дорогими, но это лучшие сварочные аппараты MIG на рынке для тех, кто ищет адаптируемость.
Наша рекомендация: Hobart Handler 210MVP MIG Welder на Amazon за 1149 долларов США..99
Hobart — один из ведущих мировых брендов сварочного оборудования, и эта модель отличается профессиональными характеристиками и универсальностью.
Фото: istockphoto.com
Учитывая температуры и яркость, связанные с сваркой металлов, всегда существует вероятность получения травмы. Тем не менее, несколько простых мер предосторожности обеспечат максимальную безопасность сварщика.
- Всегда надевайте средства индивидуальной защиты (СИЗ) и одежду, включая комбинезон или фартук, высококачественную сварочную маску и соответствующие перчатки сварщика.
- Убедитесь, что вы разбираетесь в своем оборудовании, особенно в том, как быстро выключить сварочный аппарат в случае аварии.
- Очистите зону от любых легковоспламеняющихся материалов.
- Обеспечьте достаточную вентиляцию рабочей зоны. Сварочный дым может вызывать сонливость.
- При сварке в домашних условиях не допускайте детей и домашних животных к месту, где вы работаете.
- Для дальнейшего справки Управление по охране труда и здоровья (OSHA) выпускает ряд рекомендаций по технике безопасности. Хотя они предназначены для коммерческих организаций, они актуальны для всех сварщиков.

Сварка MIG упрощается тем, что сварочная проволока подается автоматически со скоростью, заданной пользователем. Однако не вся сварочная проволока одинакова.
Проволока для газовой MIG не содержит флюса, необходимого для безгазовой сварки. И наоборот, проволока с флюсовой сердцевиной (безгазовая) не может использоваться в аппаратах для газовой сварки MIG. Для различных типов сварных швов (мягкая сталь, нержавеющая сталь и алюминий) также требуются специальные проволоки, а диаметр проволоки изменяется в соответствии с толщиной материала.
Важно понимать вышеизложенное для получения качественных сварных швов. К счастью, информацию легко получить от поставщиков оборудования и расходных материалов.
Соотношение защитного газаНаиболее распространенным газом, используемым для сварки MIG, является аргон (A). Это инертный газ, поэтому он не содержит примесей, которые могут ослабить сварные швы.
Хотя иногда поставляется 100-процентный аргон, обычно он смешивается с двуокисью углерода (CO2) в соотношении 75 процентов A к 25 процентам CO2. Углекислый газ считается полуинертным, дешевле аргона и улучшает провар. Однако отделка может быть менее ровной. По данным Vern Lewis Welding Supply, это соотношение может составлять около 90 процентов от продаж сварочного газа продавца.
Гелий иногда добавляют к аргону и двуокиси углерода для создания так называемых «тримиксов». Они часто используются при работе с нержавеющей сталью. Конкретные соотношения меняются в зависимости от материала и процесса сварки, поэтому для получения дополнительной информации обратитесь к поставщику газа.
Фото: istockphoto.com
По возможности всегда полезно иметь профессиональную инструкцию при обучении сварке. Если местные занятия недоступны, отличной альтернативой могут стать онлайн-курсы по сварке.
Ниже приводится краткий обзор двух основных методов сварки MIG.
ШАГ 1: Решите, хотите ли вы толкать или тянуть.Существует два основных метода сварки MIG: тянуть сварной шов к себе или отталкивать его. С газовым MIG вы можете сделать и то, и другое. С безгазовым МИГом можно только тянуть, потому что толкание пробивает щит.
Тянуть стало проще и быстрее. Сварной шов не такой аккуратный, но может проникать глубже, поэтому он обычно обеспечивает более прочный сварной шов в толстом металле. Сварной шов с проталкиванием обычно выглядит более аккуратным, более последовательным и требует меньше усилий для последующей шлифовки, если требуется гладкая поверхность.
Для стали можно использовать любой метод. Алюминий следует проталкивать с использованием газа MIG. Сварка алюминия более подвержена загрязнению, и этот метод обеспечивает хорошую газовую защиту.
ШАГ 2: Настройте сварочный аппарат MIG.Необходимо правильно установить напряжение для толщины свариваемого металла и скорости подачи проволоки. Таблицы с соответствующей информацией всегда предоставляются, часто постоянно закрепленные на самой машине. В некоторых случаях это полуавтоматический процесс, когда вам нужно только установить определенные параметры, а сварщик сделает все остальное.
Необходимо включить газ и установить правильный расход. Прикрепите зажим заземления к заготовке или сварочному столу, если он у вас есть.
ШАГ 3: Наденьте СИЗ и p проведите проверку безопасности . Все, что вы сейчас делаете, должно выполняться с использованием защитного снаряжения. Наденьте свой сварочный шлем и убедитесь, что он работает правильно. Наденьте перчатки. Сварочные перчатки поначалу могут показаться неуклюжими, но защита, которую они обеспечивают, очень важна.
Наденьте перчатки. Сварочные перчатки поначалу могут показаться неуклюжими, но защита, которую они обеспечивают, очень важна.
Выполните проверки безопасности, упомянутые выше в разделе «Советы по безопасности при сварке MIG».
ШАГ 4: Нарисуйте дугу и наложите бусину.Потренироваться на куске чистого металлолома, пока вы привыкаете к сварке. Вместо того, чтобы пытаться сварить два куска металла вместе, просто сконцентрируйтесь на поджигании дуги и создании линии металла (называемой валиком) на поверхности.
Зажигание дуги и начало сварки обычно осуществляется путем царапания проволочного электрода по поверхности металла, вызывая искру. Представьте, как бы вы чиркнули спичкой о спичечный коробок. После того, как дуга зажглась, слегка оттяните пистолет. Сварка не происходит при контакте электрода (проволоки) с металлом. Вместо этого он должен находиться на расстоянии около ⅛ дюйма от металлической поверхности.
Некоторые машины создают дугу постукиванием, но это более сложная техника. Иногда это может привести к «замерзанию», когда проволока прилипает к металлу, а не создает сварочную ванну. Начинающим рекомендуется скретчинг.
Иногда это может привести к «замерзанию», когда проволока прилипает к металлу, а не создает сварочную ванну. Начинающим рекомендуется скретчинг.
Если вы уверены, что можете зажечь дугу и контролировать валик, вы готовы к сварке. Будь то вытягивание или толкание, пистолет следует держать под углом от 15 до 20 градусов. Сосредоточьтесь на расплавленном металле (сварочной ванне), работая как можно плавнее.
Если двигаться слишком медленно, в металле могут образоваться дыры. Слишком быстрое движение приводит к тому, что сварной шов не сформирован должным образом, а это означает, что у него будут слабые места. Будьте терпеливы к себе, когда учитесь плести бусину. Чтобы сделать это правильно, требуется немного практики.
ШАГ 5: Очистите готовый сварной шов. Подождите, пока шов остынет. Не поддавайтесь искушению окунуть металл в воду или полить его водой; это может привести к трещинам и искажениям. После того, как он полностью остынет, объем необходимой очистки металла зависит от того, будет ли виден сварной шов.
Несколько минут работы проволочной щеткой может быть достаточно. В тех случаях, когда металл будет окрашиваться, часто будет необходимо отшлифовать лишний валик, чтобы получить гладкую поверхность.
Фото: istockphoto.com
Распространенные ошибки при сварке MIG и как их избежатьСамая распространенная ошибка при сварке MIG — недостаточная подготовка. Понятно, что люди хотят начать сварку как можно скорее, но спешка с выполнением работы часто приводит к тому, что сварные швы не получаются.
- При сварке всегда надевайте все средства защиты глаз и тела.
- По возможности начинайте с небольших проектов, прежде чем браться за крупные проекты.
- Убедитесь, что соединяемые материалы чистые и на них нет краски, ржавчины, жира или других загрязнений.
- Инвестируйте в качественное оборудование и материалы.
- Если есть сомнения, проконсультируйтесь. Пройти курс сварки всегда хорошая идея. Поставщики оборудования и расходных материалов, как правило, также рады помочь.
Всегда следуйте рекомендациям производителя по уходу и техническому обслуживанию сварочного оборудования MIG. Вообще говоря, это покрывает следующее:
- Содержите его в чистоте. Сварочные цеха могут довольно быстро стать грязными. По окончании сварки протрите сварочный аппарат и храните его вдали от пыли и грязи или, по крайней мере, храните под крышкой. Держите сварочный пистолет подальше от пола.
- Выпустите защитный газ, выключив подачу газа и нажав на курок пистолета, пока регулятор не достигнет нуля. Это продлевает срок службы шлангов, клапанов и других деталей. Отрежьте и утилизируйте любой провод, который проходит через него.
- Регулярно проверяйте шланг и фитинги на наличие повреждений. Немедленно замените их при обнаружении утечек.
- Убедитесь, что электрические соединения надежны, а кабели не повреждены и не изношены.
Сварка — это увлекательное хобби, которое предполагает развитие навыков, которые могут быть как полезными, так и творческими.