причины и способы их устранения
- Главная >
- Блог >
- Деформация металла при сварке: причины и способы их устранения
27.08.2022
СваркаВремя чтения: 10 минут
Редакция сайта VT-Metall
Сохранить статью:Из этого материала вы узнаете:
- Причины деформации металла при сварке
- Виды деформаций металла после сварки
- О тестировании сварных швов и расчете деформаций металла при сварке
- Способы устранения деформации металла при сварке
- Способы избежать деформации металла при сварке
Деформация металла при сварке – это явление, которое приводит к нарушению геометрии изделий и, следовательно, к браку продукции. Подобное может наблюдаться даже в работе опытных сварщиков.
Существует множество причин возникновения деформации металла при сварке. О том, с чем они связаны, какие меры принимают для профилактики этого явления и что делают для исправления, читайте в нашем материале.
Причины деформации металла при сварке
Если на металлический предмет оказывается механическое воздействие, то в нем возникают напряжение и искажение. Первое характеризуется силой давления, оказываемой на единицу площади. Второе – нарушением габаритов и формы изделия из-за силового воздействия.
Напряжения появляются в деталях под влиянием практически любого усилия. Это может быть растягивание, изгиб, сжимание или резка. В ходе сварки следует внимательно следить за показателями как деформации, так и напряжения. Если превысить допустимые значения, то конструкция (частично или полностью) может разрушиться.
Рекомендуем статьи по металлообработке
- Марки сталей: классификация и расшифровка
- Марки алюминия и области их применения
- Дефекты металлический изделий: причины и методика поиска
Сварочные деформации возникают под влиянием различного рода напряжений, появляющихся внутри изделия. Основные причины их появления специалисты объединяют в две большие группы: основные, которые считаются неизбежными и постоянно появляются в ходе сварки, а также сопутствующие, устранение которых вполне возможно.
К основным причинам возникновения деформации и напряжения в ходе сварочных работ относят следующие:
- Структурные видоизменения, которые, влияя на металл, вызывают напряжения (растягивающие и сжимающие). Происходит это в ходе охлаждения деталей из легированных или высокоуглеродистых стальных сплавов. При этом размеры изделия, а также зернистая структура материала нарушаются.

- Неравномерный прогрев. Первичному нагреву в ходе сварочных работ подлежит только рабочая зона изделия. По мере увеличения температуры материал расширяется, воздействуя на мало прогретые слои металла. При прерывистом прогреве концентрация напряжений сварного шва достигает высоких значений. Ее показатель зависит от рабочей температуры, теплопроводности материала и уровня линейного расширения.
- Литейная усадка. Она происходит в ходе кристаллизации материала, характеризуется уменьшением объема металла, возникает из-за сварочного напряжения (продольного и поперечного), которое появляется в процессе усадки расплава.

Сварочное напряжение могут вызвать не только механические воздействия. Сплавам различных металлов вообще свойственны свои деформации и напряжения. Они делятся на временные и на остаточные. Пластичная деформация металла при сварке вызывает остаточные, не исчезающие и после остывания материала. Временные же возникают при сварке прочно закрепленной детали.
Временные же возникают при сварке прочно закрепленной детали.
К побочным или сопутствующим деформациям при проведении сварочных работ можно отнести:
- любые отклонения от нормативов в технологическом процессе – примером может быть плохая подготовка детали к сварке, неправильный выбор электрода, нарушение режима сварочного процесса и пр.;
- несоответствия и ошибки, допущенные в конструировании изделия, – это могут быть неверно выбранный тип шва, часто расположенные соединения, малый зазор между сварными швами и пр.;
- низкий профессионализм и небольшой опыт мастера.
Концентрацию напряжений в сварном шве может вызвать практически любая ошибка. Из-за них возникают технологические дефекты соединения: непровары, трещины, пузыри и прочий брак.
Виды деформаций металла после сварки
Существует несколько видов напряжений. Они отличаются временным интервалом (периодом действия), характером появления и прочими факторами.
Ниже представлена таблица возможных напряжений (какие встречаются и из-за чего появляются в сварном шве).
По причинам возникновения
Тепловое
Неравномерность прогрева, возникающая из-за перепада температуры при сварке
Структурное
В случае нагрева металла выше максимально установленной температуры происходят изменения в структуре материала
По времени существования
Временное
Возникает в ходе фазовых видоизменений, но в процессе остывания уходит
Остаточное
Остается в деталях и после устранения причин возникновения
По задействованной площади
Имеющееся во всей конструкции
Проявляющееся исключительно в зернах структуры металла
Присутствующее в кристаллической решетке материала
По направленности воздействия
Продольное
Появляется по линии шва
Поперечное
Размещается поперек оси соединения
Линейное
Происходит только в одном направлении
По состоянию напряжения
Плоскостное
Распространяется на два различных направления
Объемное
Воздействие происходит по трем осям
В ходе сварочного процесса происходят следующие виды деформации:
- Местные и общие.
- Временные и конечные. Остаточные (конечные) деформации остаются в изделии даже после его охлаждения, а временные появляются в отдельные моменты времени.
- Упругие и пластичные. При восстановлении формы и габаритов изделия по окончании сварки деформация считается упругой. При наличии постоянных дефектов – пластичной.

Материал может быть деформирован вне плоскости сварного изделия или внутри него.
Разнонаправленность сил, действующих относительно сечения материала, приводит к возникновению различных напряжений: сжатия либо изгиба, растяжения, кручения, среза.
Тестирование сварных швов и расчет деформаций металла при сварке
Швы обязательно проходят тестирование на надежность и прочность соединений.
Существует несколько типов контроля, позволяющих найти изъяны:
- разрушающий – процесс, который часто используется на промышленных предприятиях, дает возможность провести проверку физических свойств шва;
- неразрушающий – включает внешний осмотр шва, ультразвуковую или магнитную дефектоскопию, капиллярный метод, проверку проницаемости и прочие методы.
Важным в изготовлении сварных конструкций является определение вероятных напряжений и деформаций в ходе работ. Причина заключается в том, что они изменяют форму и размер изделия, снижают его прочность, что приводит к изменениям в эксплуатационных качествах конструкции далеко не в лучшую сторону.
Необходимо проводить тщательный расчет деформаций и напряжений при различных процессах сварки, правильно запланировать последовательность операций для того, чтобы в результате на конструкцию воздействовало минимум напряжений, а количество дефектов стремилось к нулю.
Способы устранения деформации металла при сварке
Убрать деформацию материала, возникшую в ходе сварки, можно с помощью правки. Она бывает холодной механической, термомеханической и термической, включающей как местный, так и общий нагрев. Перед проведением последнего изделие жестко фиксируют в устройстве, оказывающем давление на изменяемые части конструкции. Затем оно размещается в разогревающей печи.
Суть термического метода заключается в сжимании металла при его охлаждении. Происходит процесс разогрева растянутого участка горелкой или дугой. При этом окружающий место разогрева материал должен оставаться холодным, что не дает значительно расшириться горячему участку. Далее при остывании изделия происходит постепенное выпрямление конструкции. Больше всего данный метод подходит для устранения деформаций балок, полос листового материала и пр.
Принцип холодной правки заключается в постоянном воздействии на изделие нагрузок. Для этого используют различные прессы и валки, существующие для прокатки по ним длинных конструкций. Для исправления деформаций растянутых конструкций применяют термическую правку. Сначала происходит сбор лишнего металла, а затем – разогрев проблемного места.
Для этого используют различные прессы и валки, существующие для прокатки по ним длинных конструкций. Для исправления деформаций растянутых конструкций применяют термическую правку. Сначала происходит сбор лишнего металла, а затем – разогрев проблемного места.
Сложно сказать, какой из методов является предпочтительным. Для каждого вида, места (снаружи или изнутри), особенностей деформации и напряжения, а также габаритов и формы изделия существуют свои способы их устранения. Важным являются трудозатраты и эффективность метода.
Способы избежать деформации металла при сварке
Устранение проблем значительно сложнее их предупреждения. Эта аксиома в равной степени относится и к сварке. Брак всегда приводит к дополнительным финансовым вложениям. Для его предотвращения необходимо сосредоточиться на мерах, помогающих бороться с деформациями и напряжениями.
Отвечая на вопрос о том, как избежать деформации при сварке листового металла или свести ее к минимуму, следует запомнить связь между причинами появления и мерами предупреждения. Следовательно, перед началом работ необходимо все тщательно рассчитать и подготовиться. Только после окончания данного этапа можно будет проводить сварку металлических конструкций.
Следовательно, перед началом работ необходимо все тщательно рассчитать и подготовиться. Только после окончания данного этапа можно будет проводить сварку металлических конструкций.
Сила, приложенная к конструкции, прямо пропорциональна степени ее деформации. Значит, чем большая сила воздействует на изделие, тем значительнее его деформация.
- Сопроводительный и предварительный подогрев
Данные виды разогрева способствуют улучшению качественных характеристик как самого сварного соединения, так и участков, расположенных в непосредственной близости от него. Кроме того, уменьшаются пластические деформации и остаточное напряжение. Этот метод чаще всего используют для сплавов, которые имеют склонность к закалке и появлению кристаллизационных трещин.
- Наложение швов в обратноступенчатом порядке
При протяженности более 1 000 мм шов разбивается на части длиной от 100 до 150 мм.
Новое соединение создается в противоположную от основной сварки сторону. При этом металл разогревается более равномерно, что снижает деформацию. Данный способ не является методом последовательного наложения.
 Новое соединение создается в противоположную от основной сварки сторону. При этом металл разогревается более равномерно, что снижает деформацию. Данный способ не является методом последовательного наложения.
Новое соединение создается в противоположную от основной сварки сторону. При этом металл разогревается более равномерно, что снижает деформацию. Данный способ не является методом последовательного наложения.
- Проковка швов
Проковке подлежит и нагретый, и холодный материал. Удар как бы разжимает металл в стороны. Тем самым снижается напряжение растягивания. Данный метод не используется на конструкциях, сделанных из металла, склонного к возникновению в нем закалочных структур.
- Выравнивание деформаций
Суть метода заключается в том, чтобы подобрать порядок, в котором нужно будет делать швы. Новый шов должен обязательно создать деформацию, которая будет противодействовать предыдущему. Этот способ часто применяется при сварке двусторонних соединений.
- Жесткое крепление деталей
Сварка предваряется прочным и жестким креплением изделия в кондукторах.
После завершения процесса конструкция полностью охлаждается, после чего вынимается из крепежа. Существенным недостатком метода является вероятность возникновения внутреннего напряжения изделия.
- Термическая обработка
Сварка без деформации металла может быть проведена с помощью термической обработки. При этом существенно улучшаются характеристики соединения и окружающего его металла, снижается напряжение внутри изделия и выравнивается структура шва. Отпуск, отжиг (состоящий из низкотемпературного или полного) и нормализация – это операции, составляющие термическую обработку металла.
Нормализация считается оптимальным способом обработки швов изделий, выполненных из низкоуглеродистых сталей.
 После завершения процесса конструкция полностью охлаждается, после чего вынимается из крепежа. Существенным недостатком метода является вероятность возникновения внутреннего напряжения изделия.
После завершения процесса конструкция полностью охлаждается, после чего вынимается из крепежа. Существенным недостатком метода является вероятность возникновения внутреннего напряжения изделия.
Читайте также
22.05.2023
Чем снять краску с металла: методы и подходы
Подробнее
17.05.2023
Цинкование металла: суть технологии, методы и области применения
Подробнее
12. 05.2023
05.2023
Что такое силумин
Подробнее
10.05.2023
Чем сверлить нержавейку
Подробнее
05.05.2023
Рессорная сталь: характеристики, сферы применения
Подробнее
04.05.2023
Перехлест арматуры: виды, стыковка, особенности
Подробнее
03.05.2023
Метод штамповки: плюсы и минусы, виды
Подробнее
28.04.2023
Термическая сварка: виды и особенности
Подробнее
Газовая сварка в Москве и Московской области, любой сложности и объема
Газовая сварка относится к группе сварки плавлением. Метод газовой сварки прост, не требует сложного оборудования и источника электрической энергии. К недостаткам газовой сварки относятся меньшая скорость и большая зона нагрева, чем при дуговой сварке.Газовую сварку применяют при изготовлении и ремонте изделий из тонколистовой стали толщиной 1-3 мм, монтаже труб малого и среднего диаметров, сварке соединений и узлов, изготовляемых из тонкостенных труб, сварке изделий из алюминия и его сплавов, меди, латуни и свинца, сварке чугуна с применением в качестве присадки чугунных, латунных и бронзовых прутков, наплавке твердых сплавов и латуни на стальные и чугунные детали.
Газовой сваркой могут соединяться почти все металлы и сплавы, применяемые в настоящее время в промышленности. Наиболее широкое применение газовая сварка получила при строительно-монтажных работах, в сельском хозяйстве и при ремонтных работах.
Для выполнения сварочных работ необходимо, чтобы сварочное пламя обладало достаточной тепловой мощностью. Мощность пламени горелки определяется количеством ацетилена, проходящего за один час через горелку, и регулируется наконечниками горелки. Мощность пламени выбирается в зависимости от толщины свариваемого металла и его свойств. Количество ацетилена в час, необходимое на 1 мм толщины свариваемого металла, устанавливается практикой.
Для сварки низкоуглеродистой стали толщиной 4 мм минимальная мощность сварочной горелки составит 100х4=400 дм3/ч, наибольшая – 130х4=520 дм3/ч.Пример. При сварке низкоуглеродистой стали на 1 мм толщины свариваемого металла требуется 100-130 дм3 ацетилена в час.

Для газовой сварки различных металлов требуется определенный вид пламени – нормальное, окислительное, науглероживающее. Газосварщик регулирует и устанавливает вид сварочного пламени на глаз. При ручной сварке сварщик держит в правой руке сварочную горелку, а в левой – присадочную проволоку. Пламя горелки сварщик направляет на свариваемый металл так, чтобы свариваемые кромки находились в восстановительной зоне на расстоянии 2- 6 мм от конца ядра. Конец присадочной проволоки должен находиться в восстановительной зоне или в сварочной ванне.
Скорость нагрева регулируется изменением угла наклона а мундштука к поверхности свариваемого металла.
Рисунок 1 – Угол наклона (а) и способы перемещения мундштука горелки (б)
Величина угла выбирается в зависимости от толщины и рода свариваемого металла. Чем толще металл и больше его теплопроводность, тем больше угол наклона мундштука горелки к поверхности свариваемого металла.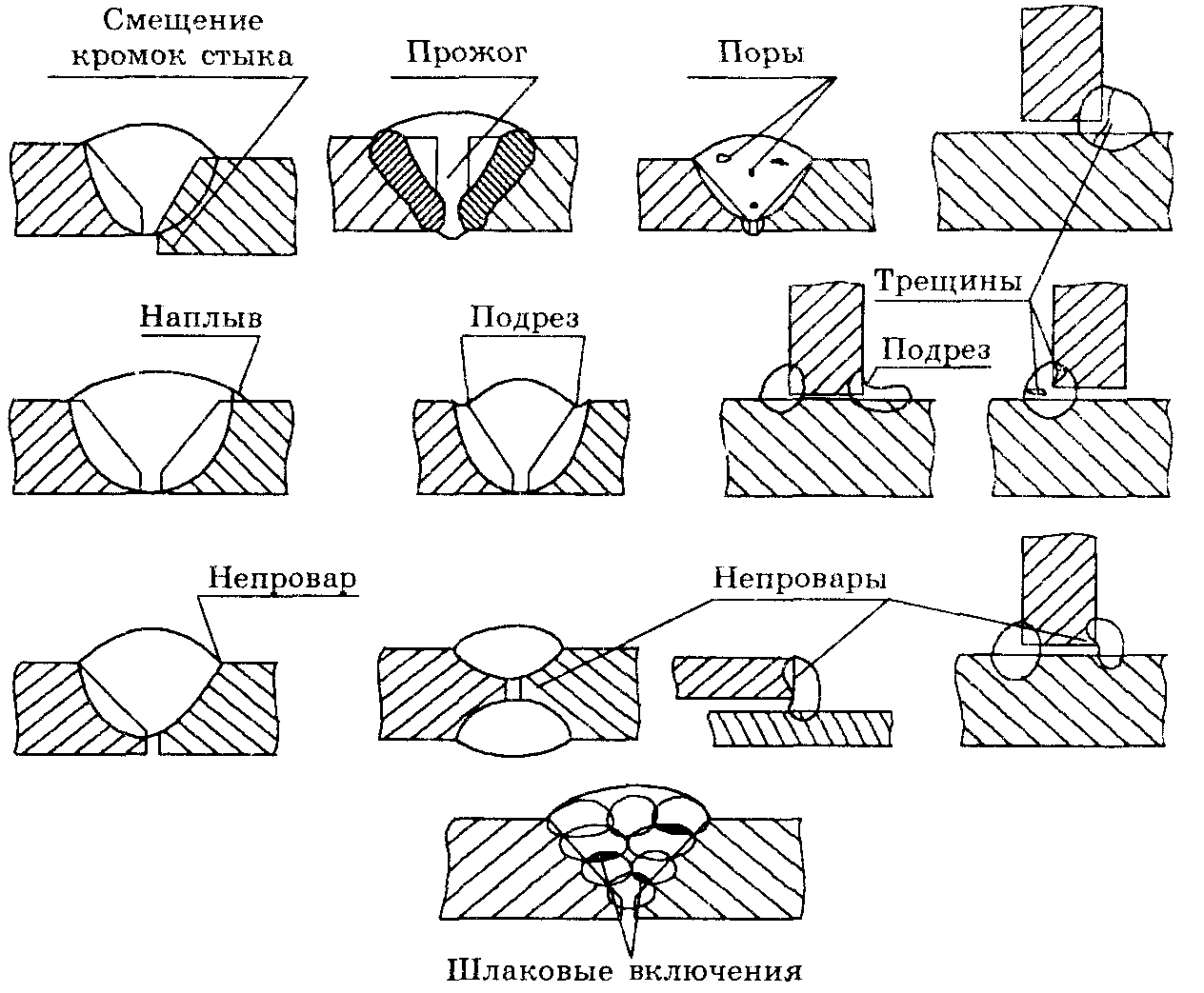 В начале сварки для лучшего прогрева металла угол наклона устанавливают больше, затем по мере прогрева свариваемого металла его уменьшают до величины, соответствующей данной толщине металла, а в конце сварки постепенно уменьшают, чтобы лучше заполнить кратер и предупредить пережог металла.
В начале сварки для лучшего прогрева металла угол наклона устанавливают больше, затем по мере прогрева свариваемого металла его уменьшают до величины, соответствующей данной толщине металла, а в конце сварки постепенно уменьшают, чтобы лучше заполнить кратер и предупредить пережог металла.
Рукоятка горелки может быть расположена вдоль оси шва или перпендикулярно ей. То или иное положение выбирается в зависимости от условий (удобств) работы газосварщика, чтобы рука сварщика не нагревалась теплотой, излучаемой нагретым металлом.
В процессе газовой сварки газосварщик концом мундштука горелки совершает одновременно два движения: поперечное – перпендикулярно оси шва и продольное – вдоль оси шва. Основным является продольное движение, поперечное служит для равномерного прогрева кромок основного и присадочного металла и получения шва необходимой ширины.
Способ 1, при котором пламя периодически отводится в сторону, применять при газовой сварке не рекомендуется, так как при этом возможно окисление расплавленного металла кислородом воздуха. Способ 2 – по спирали и способ 3 – полумесяцем рекомендуются при сварке металла средней толщины, способ 4 – при сварке тонких листов (рисунок 1).
Способ 2 – по спирали и способ 3 – полумесяцем рекомендуются при сварке металла средней толщины, способ 4 – при сварке тонких листов (рисунок 1).
Присадочной проволокой можно совершать такие же колебательные движения, но в направлении, обратном движениям конца мундштука горелки.
Конец присадочной проволоки не рекомендуется извлекать из сварочной ванны и особенно из восстановительной зоны пламени. Движения, совершаемые концом мундштука горелки и концом присадочной проволоки в процессе сварки, зависят от положения шва в пространстве, толщины свариваемого металла, рода металла и требуемых размеров сварочного шва. Для сварки швов в нижнем положении наиболее распространено движение полумесяцем.
Welded Metal Art – Etsy Turkey
Etsy больше не поддерживает старые версии вашего веб-браузера, чтобы обеспечить безопасность пользовательских данных. Пожалуйста, обновите до последней версии.
Воспользуйтесь всеми преимуществами нашего сайта, включив JavaScript.
Найдите что-нибудь памятное, присоединяйтесь к сообществу, делающему добро.
( 1000+ релевантных результатов, с рекламой Продавцы, желающие расширить свой бизнес и привлечь больше заинтересованных покупателей, могут использовать рекламную платформу Etsy для продвижения своих товаров. Вы увидите результаты объявлений, основанные на таких факторах, как релевантность и сумма, которую продавцы платят за клик. Узнать больше. )Связанный с искусством сварки металла
- сварная мебель
- металлическая стена искусство
Художник ломает цикл с помощью сварки из металла
Рэй Риппл из Биг-Спринг, штат Техас, провела годы, борясь за то, чтобы разорвать порочный круг токсичности, в котором она выросла. Искусство и сварка открыли двери, о которых она в молодости и не думала, что это возможно. Фотографии предоставлены Dom B. Photography, Euless, Texas
Искусство и сварка открыли двери, о которых она в молодости и не думала, что это возможно. Фотографии предоставлены Dom B. Photography, Euless, Texas
Долгое время Рэй Риппл чувствовала себя куском металлолома. Использовали, пренебрегали, выбрасывали и оставляли выветриваться и разлагаться в небытие. 34-летний уроженец Биг-Спринг, штат Техас, провел годы, сражаясь и проигрывая битвы, чтобы разорвать порочный круг токсичности, который включал родителей-наркоманов, бездомность и жестокое обращение.
Но что-то внутри нее продолжало подталкивать ее встать, даже когда она, по общему признанию, принимала решения, которые возвращали ее в тот же порочный круг, из которого она пыталась вырваться. Там было нечто большее, и ей суждено было это найти; она просто не знала как.
Посреди тьмы она стала мамой, что дало ей новое предназначение. Ряд событий привел ее к сварке, что позволило ей вывести свои художественные способности на новый уровень и открыло двери, о которых она в молодости и не думала, что это возможно.
Попав в круговорот
Ripple прыгал по FABTECH в чикагском McCormick Place в ноябре прошлого года, как ребенок в батутном парке. Она позировала для фотографий с подписчиками и поклонниками; провел время, встречаясь с людьми и демонстрируя продукты на таких стендах, как Hypertherm, Blue Demon и Flame Tech; и был гостем в эпизодах подкаста Arc Junkies, записанных на той неделе. Она была женщиной в своей стихии, и радость, которую она испытывала, находясь рядом с другими сварщиками, художниками и профессионалами отрасли, говорящими на ее языке, была написана на ее лице.
Это не было притворством — она излучает радость, благодарность и подлинную положительную энергию, что может удивить некоторых людей, учитывая ее предысторию.
— Я вырос из мусора из трейлеров, — прямо сказал Риппл.
Ее родители были наркоманами, они много переезжали, и большую часть детства она чувствовала себя заброшенной. К 14 годам Риппл приняла решение уйти из дома после того, как произошел инцидент. Хотя она считала, что жить на улице безопаснее, чем оставаться дома, это втянуло ее в столь же трудный образ жизни.
Хотя она считала, что жить на улице безопаснее, чем оставаться дома, это втянуло ее в столь же трудный образ жизни.
Несмотря на все это, она продолжала ходить в школу и, в конце концов, закончила ее, но все равно была очень потеряна. Настолько, что она пыталась покончить жизнь самоубийством.
В 17 лет она обнаружила, что беременна, что дало ей новую цель.
«Это полностью изменило мой взгляд на жизнь и дало мне вескую причину жить. И чтобы продолжать стараться для нее, потому что теперь ее жизнь в моих руках, последнее, что я хотел сделать, это воспитать ее так, как я был воспитан».
Воздушный шар, который, по словам Риппл, является самой большой конструкцией, которую когда-либо строила ее рука, полностью изготовлен из металлолома с местных нефтяных месторождений и соединен дуговой сваркой защитного металла.
Но она была напугана до смерти. Все еще бездомная после рождения дочери Хлои, Риппл, сама еще ребенок, позвонила своей матери из телефона-автомата прачечной.
«Я попросила ее о помощи, и она сказала мне заняться проституцией. Это был ее совет. Я этого не делал, но вместо этого я занялся стриптизом».
А какой у нее был другой выбор? На этом она смогла заработать больше, чем на работе с минимальной оплатой труда. Таким образом, она смогла накормить, одеть и обеспечить крышу над собой и своим ребенком. Но даже после того, как она ушла с улиц, ей было трудно вырваться из замкнутого круга. У нее родился второй ребенок, и она снова оказалась в оскорбительных отношениях.
«Думаю, я пытался найти признание, которого не получил в детстве. У меня были отношения с алкоголиком. Мой ребенок смотрел, как этот человек раскроил мне голову, прежде чем я принял решение уйти оттуда. Я знала, что больше не могу совершать одни и те же ошибки и ставить своих детей в одни и те же ситуации. Я вышел из этого и продолжал двигаться вперед».
Искусство сварки металла выходит на новый уровень
Постоянно плыть против течения, заботиться о двух детях и определять свой жизненный путь было, мягко говоря, трудно. Но Риппл сделала все, что могла. Она работала водителем эвакуатора, помогая людям с поломанными автомобилями или расчищая место ужасной аварии. Это был опыт, который вдохновил ее стать пожарным — спасать людей, а не машины.
Но Риппл сделала все, что могла. Она работала водителем эвакуатора, помогая людям с поломанными автомобилями или расчищая место ужасной аварии. Это был опыт, который вдохновил ее стать пожарным — спасать людей, а не машины.
Рисование и рисование были творческим выходом Риппл во всем этом хаосе и ее способом справляться с трудными обстоятельствами. Ей казалось, что у нее в голове есть вещи, которые ей нужно выбросить, и единственный способ сделать это — рисовать. Пока она не познакомилась с металлом.
«Кто-то принес мне кусок листового металла и спросил: «Эй, ты можешь нарисовать логотип моего ранчо на этом листе металла?» Я так и сделал».
Она была заинтригована металлом и тем, что еще можно с ним сделать. Она перешла от росписи листового металла к вырезанию кусков листового металла ножницами по металлу и соединению их вместе с помощью заклепок и проволоки. Она использовала этот метод, чтобы сделать полноразмерное платье из металла с замысловатыми деталями. Она набросала его на бумаге и потратила месяцы на резку, упаковку и соединение всех частей вручную без сварки. Это было облегчением закончить, но это не удовлетворило ее потребности в работе с металлом.
Это было облегчением закончить, но это не удовлетворило ее потребности в работе с металлом.
«Я хотел поднять свою работу на новый уровень, и единственный способ сделать это — научиться сварке».
Не имея денег на официальное обучение, Ripple посмотрел видео о сварке на YouTube и ухватился за возможность сварить вживую в кузовном гараже друга.
Риппл — художница по натуре, которая сама научилась сваривать и использовать другие металлообрабатывающие инструменты для своего творчества. Она смотрела видео на YouTube и тусовалась в автомастерской друга, слушая сварщиков и тренируясь на металлоломе.
«Он сказал: «Вы раньше занимались сваркой?» К тому времени я уже просмотрела все видео на YouTube о сварке, которые только смогла найти в Интернете. Итак, в моем сознании я был экспертом, понимаете, что я имею в виду? Я был так готов; это был мой момент».
Она сразу же полюбила сварку, хотя на самом деле не понимала таких крестиков и ноликов, как установка силы тока, овладение проплавлением или даже распознавание основного жаргона. Она тусовалась с парнями в магазине, слушала их разговоры о сварке, а потом шла домой и гуглила все, что они говорили.
Она тусовалась с парнями в магазине, слушала их разговоры о сварке, а потом шла домой и гуглила все, что они говорили.
Она брала металлолом из гаража и тренировалась. Она узнала, как это выглядело, когда скорость ее проволоки была слишком высокой или слишком медленной, как это выглядело, когда у нее было слишком много или слишком мало тепла. Метод проб и ошибок стал ее лучшим учителем.
«Я бы использовал их старый выхлоп и весь этот лом от этих гоночных автомобилей, которые валялись в их магазине. А в нерабочее время я просто строил вещи. Первой вещью, которую я построил сам, был спартанский шлем, который я сделал из выхлопной трубы. А потом я сделал для него подставку из старого распредвала. Это безумие, потому что, когда я смотрю на это сейчас, я думаю, черт возьми, это так дерьмово!»
В нерабочее время она ходила в магазин своей подруги, собирала свои скульптуры из металлолома и продавала их по 20 долларов тому, кто их покупал, с каждым разом становясь немного лучше и комфортнее и понемногу экономя деньги.
«Когда я был водителем эвакуатора, меня отправляли в аварию, я работал над этой аварией, а затем возвращался в мастерскую и продолжал строить. Я делал это в течение месяца, пока, наконец, не накопил достаточно денег, чтобы купить себе плазменный резак, который простоял в моей гостиной еще шесть месяцев, прежде чем у меня наконец появилось место. Когда я получил место с гаражом, в котором я мог работать, я продолжал делать то же самое, пока не смог купить свой первый маленький сварочный аппарат. Будучи водителем эвакуатора, я знал, где я могу найти металлолом, поэтому я просто бросал металл на заднюю часть своего эвакуатора и приносил его домой, возился со своим плазменным резаком и своим маленьким сварочным аппаратом и строил все, что мог построить. . Я продолжал переходить к более крупным произведениям, которые были более сложными».
Изучение искусства сварки металлолома
Даже ее карьера пожарного, казалось, указывала ей направление искусства металла. Она прошла обязательный курс огнетушителей, и единственное, о чем она могла думать, это из какого металла сделан огнетушитель и как она могла бы использовать его в своем творчестве.
«После окончания тренировки я подошел к инструктору и спросил, что это за металл. Он сказал: «В конце концов, ты хочешь знать, из какого металла он сделан?»0003
Будь то форма или тот факт, что это был металл, и ей было любопытно, что она может с ним сделать, у Рипл возникла идея превратить выброшенные огнетушители в искусство. Проведя некоторые исследования, чтобы узнать, как удалить токсичные химические вещества, чтобы она могла безопасно с ними обращаться и резать, она начала вручную вырезать узоры и узоры вдоль цилиндра. Она выложила свои работы в Instagram и привлекла внимание пожарных и обычных поклонников метал-арта.
Некоторые баллоны красные, с других смыта краска. Некоторые из них имеют спиральные разрезы, как тонкие, так и толстые, или крест-накрест, а некоторые имеют специальные металлические нашивки с номерами пожарных частей или другими рисунками.
Риппл стала пожарным и сразу же заинтересовалась тем, что она может сделать из выброшенных огнетушителей. В результате, после проб и ошибок и многочисленных исследований того, как безопасно обрабатывать и резать цилиндры, были созданы уникальные и настраиваемые произведения искусства, которые привлекли местное и международное внимание.
В результате, после проб и ошибок и многочисленных исследований того, как безопасно обрабатывать и резать цилиндры, были созданы уникальные и настраиваемые произведения искусства, которые привлекли местное и международное внимание.
«Я продавал их по всему миру, это безумие. Ко мне обращались клиенты из Австралии, Великобритании и Канады. Люди присылают мне фотографию нашивки своего отдела, и я воссоздаю ее и помещаю на цилиндр. Это безумие, как это эволюционировало только из класса огнетушителей».
Она также вырезала вручную газовые канистры, старые крылья Harley-Davidson, дизельный бак, выброшенный ящик для инструментов и даже старый ящик с боеприпасами.
Go Big or Go Home
Присутствие Ripple в социальных сетях и искусство металла привлекли внимание производителей оборудования, таких как Fronius, Hypertherm, FastCut CNC, Flame Technologies Inc., Blue Demon Welding Products и Benchmark Abrasives. Она всегда следовала за ними на платформе, и постепенно каждый из них стал сотрудничать с ней, чтобы использовать их оборудование. Это произошло в нужное время, потому что самая большая проблема Ripple на сегодняшний день была не за горами.
Это произошло в нужное время, потому что самая большая проблема Ripple на сегодняшний день была не за горами.
Художник-мультипликатор Калина Мишей попросила Ripple принять участие в тендере на новую инсталляцию, заказанную публичной библиотекой Мидленд-Даунтаун в Мидленде, штат Техас. Мишей занимался всеми фресками, а Риппл проектировал, изготавливал и устанавливал металлические скульптуры.
«Я только что отправил им наброски своих идей. После долгого процесса проверки и множества встреч мы выиграли тендер. Сумасшествие в том, что я никогда раньше не строил ничего такого большого», — сказал Риппл.
Ее идея состояла из трех частей: она предложила построить воздушный шар, который будет стоять у входа в библиотеку; пять тарелок с вырезами с изображением Мэри Поппинс и четырех детей, следующих за ней; и набор металлических крыльев, прикрепленных к стене здания, где люди могли стоять и позировать перед ними.
Это был большой проект и отличная возможность для Риппл бросить вызов себе и сделать имя своим талантом на общественной арене.
«Я должен был пойти по-крупному или вернуться домой. Мне нужно было, чтобы он был как можно большим и смелым. Изначально я собирался сделать только половину воздушного шара и прикрепить его к зданию, но вместо этого решил, что хочу сделать полноценную трехмерную отдельно стоящую скульптуру. Я потерял так много сна, и мне снилось так много кошмаров, потому что я хотел, чтобы все было как надо».
Дизайн воздушного шара имеет сильное влияние стимпанка, и из-за того, что регион глубоко связан с нефтью, Риппл хотела, чтобы материалы, которые она использовала, отражали это. Все трубы, датчики и цепи были доставлены с нефтяных месторождений. Корзина воздушного шара интерактивна — посетители могут зайти внутрь — и доступна для инвалидных колясок.
Для пяти вырезок Мэри Поппинс она использовала 4 фута. на 8 футов. листы 3⁄16 дюймов. стали с патиной, а затем вырезать каждую вручную. Для каркаса каждого выреза она использовала насосную штангу с нефтяных месторождений. Стальные крылья ручной работы имеют различные размеры, текстуру и дизайн. Проект завершился в конце прошлого года.
Проект завершился в конце прошлого года.
Пять фигурок Мэри Поппинс, сделанных вручную с помощью плазменного резака, находятся в вестибюле библиотеки.
«Это была самая большая вещь, которую когда-либо создавали мои руки. Это отняло у меня так много. Но когда Калина дала мне этот шанс, я знал, что это был мой единственный шанс показать миру, на что я способен, и это больше, чем маленькие вещи, которые я создаю в своем магазине дома».
У всех нас есть причина
Если бы кто-то сказал Ripple в 17 лет, что она в конечном итоге станет спонсируемым художником по металлу с более чем 100 000 подписчиков в Instagram и завершила масштабную инсталляцию для паблик-арта, она, несомненно, назвала бы их сумасшедшими. Ее трансформация произошла не через совершенство, а с постоянным желанием продолжать вставать, делать то, что необходимо, и пробовать новые пути. Искусство, металл и сварка сыграли свою роль, помогая Ripple разорвать цикл, частью которого она никогда не просила стать, и написать новую историю для себя и своих детей.
«Но я помню, как смотрел на себя в зеркало в тот день, когда пытался покончить жизнь самоубийством. Я увидела себя и поняла, что никогда не хочу, чтобы мои дети чувствовали себя так же. Все, что я делал с тех пор, было для них», — сказал Риппл.
Несмотря на то, что трудно пережить болезненные моменты своей жизни, Риппл довольно открыто делится своей историей, чтобы помочь другим.
«Я научился сваривать, изготавливать и строить скульптуры и произведения искусства, и теперь я могу заниматься этим полный рабочий день, потому что я торопился, я заблудился, и мне приходилось учиться двигаться вперед даже в те дни, когда я не не хочу. Я все еще борюсь. Я рассказывал о своей жизни перед старшими и средними школами. Иногда я не могу узнать человека, о котором говорю; иногда я снова чувствую себя 14-летним подростком, который только что сбежал из дома. У всех нас есть сражения; нам просто нужно встать и двигаться вперед. Какими бы плохими ни были дела, у всех нас есть причины быть здесь, будь то наши дети или кто-то еще, кто на нас полагается.