Cварка толстолистового металла в узкую разделку
- Главная
- Информация
- Статьи
- SpeedArc: Cварка толстолистового металла в узкую разделку
Задать вопрос
Наши специалисты ответят на любой интересующий вопрос по услуге
Поделиться
Процесс SpeedArc нацелен на повышение качества сварных соединений из толстолистового металла, связанного с обеспечением гарантированного проплавления в корне шва, а также MIG/MAG сварки в узкую разделку. Функция SpeedArc в отличие от стандартной струйной дуги поддерживает уверенный струйный процесс переноса металла более короткой дугой (Рис.
Рис.4. Особенности различных сварочных дуг при MIG/MAG сварке
Дуга становиться более сфокусированной, очень устойчивой (Рис.5). Благодаря высокому плазменному давлению в дуге обеспечивается более глубокое проплавление. При этом снижается тепловложение в основной металл и снижается вероятность возникновения таких дефектов как подрезы.
Сварка возможна на больших вылетах — до 40 мм, что позволяет выполнять сварку «в узкую разделку» и при этом получать гарантированный провар корня шва (Рис.7). Возникает возможность снижения угла разделки с 60 до 40 градусов в тех случаях, в которых это допускается (Рис.9). Это позволяет не только существенно снизить расход сварочных материалов, но и повысить производительность сварки за счет уменьшения количества проходов при многопроходной сварке. За один проход возможна сварка металла толщиной до 15 мм (Рис.9).
Рис.7. Сварка в узкощелевую разделку
Рис. 8. Снижение угла разделки при сварке SpeedArc
8. Снижение угла разделки при сварке SpeedArc
Рис.9. Образец толщиной 15мм (сварка за один проход)
Таким образом, SpeedArc — высокопроизводительный процесс сварки со струйным переносом металла короткой дугой с высокой плотностью энергии, который за счет более эффективного использования энергии дуги допускает увеличение скорости сварки до 30% в сравнении с обычной сваркой MIG/MAG.
Процессы SpeedPuls, SpeedArc, SpeedUp, SpeedRoot разрабатывались для обеспечения высокого качества свариваемых швов при максимальной производительности процесса сварки. Они применимы при сварке углеродистых сталей, высокопрочных сталей, нержавеющих сталей и алюминия. В качестве защитных газов используются обычные широко распространенные газы Аr, СО2 и их смеси. Представленные процессы можно легко автоматизировать.

Данные процессы являются дополнительными возможностями сварочных аппаратов для сварки в защитных газах серий S и P специально адаптированной для эксплуатации в России линейки сварочного оборудования «ШТОРМ LORCH».
Галерея
Please enable JavaScript to view the comments powered by Disqus.
Заказать услугу
Оформите заявку на сайте, мы свяжемся с вами в ближайшее время и ответим на все интересующие вопросы.
Документы
Speed Arc_статья_сайт Размер: 5.3 Мб
Поделиться ссылкой:
Вернуться к списку
Революция в сфере цифровой сварки GMA
| Скачать PDF |
CMT: Три буквы — одна новая технология — бесчисленные преимущества
CMT — это холодный перенос металла. Безусловно, когда речь идет о сварке, термин «холодный» можно употреблять весьма условно. Тем не менее, суть этой новой технологии заключается в том, что температура подлежащих сварке заготовок и, главным образом, зоны сварного шва — значительно ниже, чем в случае использования традиционной технологии сварки GMA (сварка плавящимся электродом в среде защитных газов). Это позволяет уменьшить деформацию и повысить точность сварки за счет снижения тепловложения в металл. Однако, это всего лишь одна из отличительных особенностей этой новой технологии GMA, предназначенной для автоматизированных и роботизированных систем. Другими важными преимуществами, которые по достоинству оценят пользователи, являются повышение качества сварных соединений, минимизация разбрызгивания металла, возможность осуществлять сварку листов малой толщины (от 0,3 мм), а также возможность производить сварку оцинкованных и стальных листов с алюминиевыми листами. «Повышение качества» в данном случае выражается в повышении однородности и воспроизводимости сварных швов, что в свою очередь снижает процент брака.
Тем не менее, суть этой новой технологии заключается в том, что температура подлежащих сварке заготовок и, главным образом, зоны сварного шва — значительно ниже, чем в случае использования традиционной технологии сварки GMA (сварка плавящимся электродом в среде защитных газов). Это позволяет уменьшить деформацию и повысить точность сварки за счет снижения тепловложения в металл. Однако, это всего лишь одна из отличительных особенностей этой новой технологии GMA, предназначенной для автоматизированных и роботизированных систем. Другими важными преимуществами, которые по достоинству оценят пользователи, являются повышение качества сварных соединений, минимизация разбрызгивания металла, возможность осуществлять сварку листов малой толщины (от 0,3 мм), а также возможность производить сварку оцинкованных и стальных листов с алюминиевыми листами. «Повышение качества» в данном случае выражается в повышении однородности и воспроизводимости сварных швов, что в свою очередь снижает процент брака. Помимо собственно сварки, новая технология подходит для различных видов пайки. К моменту, когда технология CMT была готова к внедрению на серийном производстве, компания Fronius в течение пяти лет выполняла разработку технологии CMT, а также соответствующего оборудования для проведения сварочных работ.
Помимо собственно сварки, новая технология подходит для различных видов пайки. К моменту, когда технология CMT была готова к внедрению на серийном производстве, компания Fronius в течение пяти лет выполняла разработку технологии CMT, а также соответствующего оборудования для проведения сварочных работ.
Технология CMT
В основе технологии CMT лежит принцип дуговой сварки короткозамкнутой дугой — или, точнее говоря, принцип планового систематического прерывания такой дуги. Результатом является последовательность из «горячих-холодных-горячих-холодных» импульсов. Такое чередование «холодных-горячих» импульсов позволяет значительно снизить давление дуги. При использовании традиционной технологии дуговой сварки короткозамкнутой дугой, электрод деформируется по мере погружения в сварочную ванну и резко расплавляется под воздействием высокого сварочного тока, характерного для фазы короткого замыкания при сварке на короткой дуге. Технология CMT, напротив, характеризуется широким технологическим окном, что позволяет обеспечить высокую устойчивость процесса.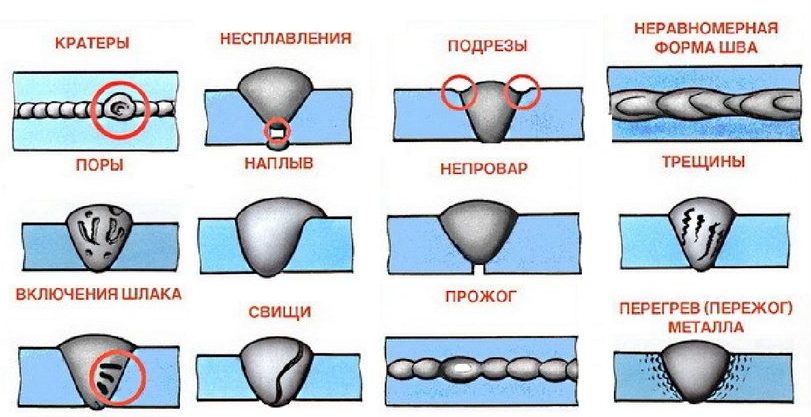 Это удобно, например, в случае резкой смены положения сварочной горелки. Существует три важных критерия, отличающих технологию CMT от хорошо знакомой технологии дуговой сварки короткозамкнутой дугой: система контроля перемещения проволоки интегрирована в цифровое устройство управления технологическим процессом, коэффициент тепловложения снижен, а разбрызгивание в процессе переноса металла минимизировано.
Это удобно, например, в случае резкой смены положения сварочной горелки. Существует три важных критерия, отличающих технологию CMT от хорошо знакомой технологии дуговой сварки короткозамкнутой дугой: система контроля перемещения проволоки интегрирована в цифровое устройство управления технологическим процессом, коэффициент тепловложения снижен, а разбрызгивание в процессе переноса металла минимизировано.
Главным нововведением стал контроль перемещения проволоки в качестве одного из параметров сварочного процесса с применением системы централизованного управления процессом. Каждый раз, когда возникает короткое замыкание, цифровое устройство управления технологическим процессом одновременно отключает питание дуги и производит оттяжку проволоки. Такие возвратно-поступательные движения производятся с частотой до 70 раз в секунду (~70 Гц). Обратное движение проволоки способствует отделению капель в период короткого замыкания.
Рисунок 1: Ключевые этапы новой технологии CMT (слева направо).
1. В процессе горения дуги, присадочный металл сдвигается в направлении сварочной ванны.
2. По мере того, как присадочный металл погружается в сварочную ванну, дуга гаснет. Сварочный ток уменьшается.
3. Возвратное движение проволоки способствует отделению капли в период короткого замыкания. Ток короткого замыкания сохраняется на низком уровне.
4. Направление движения проволоки изменяется на обратное и процесс начинается заново.
Преобразование электроэнергии в тепловую энергию является одновременно отличительной чертой и в то же время порой критическим побочным эффектом дуговой сварки. За счет обеспечения переноса металла при практически полном отсутствии тока, технология CMT позволяет значительно сократить количество выделяемого тепла. Также контролируемое прерывание короткого замыкания позволяет обеспечить слабый ток короткого замыкания. В связи с прекращением подачи тока, дуга обеспечивает тепловложение в материалы, подлежащие сварке, лишь на короткий период горения дуги.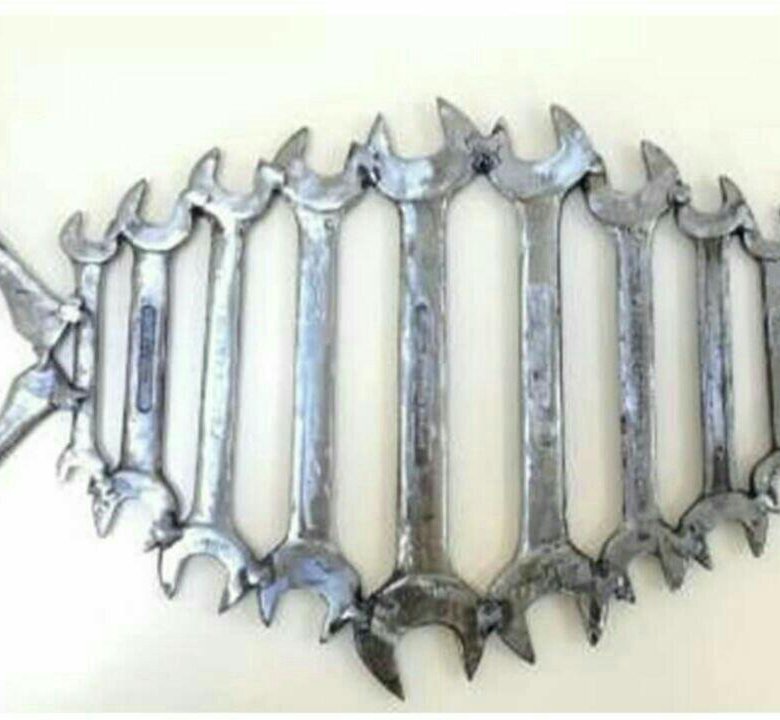
До настоящего момента дуговая сварка «без разбрызгивания» представлялась лишь несбыточной мечтой, в лучшем случае — идеалом, к которому нужно стремиться. Именно поэтому авторитетные источники в своих публикациях, посвященных системам с оптимизированным цифровым устройством управления технологическим процессом, предпочитали использовать термин «с низким разбрызгиванием». Что еще более интересно, после проведения обширных испытаний технологии CMT, компания Fronius предпочла называть CMT «переносом металла без разбрызгивания». Это стало возможным благодаря двум взаимосвязанным явлениям: возвратно-поступательному движению проволоки и контролируемому короткому замыканию. Решение задач, которые до этого казались невыполнимыми или выполнимыми только при условии преодоления серьезных препятствий, теперь может стать общепринятой практикой.
Сферы применения и потенциал
Технология CMT задает абсолютно новые стандарты в сфере сварочного производства. Действительно, интегрирование системы контроля перемещения проволоки, снижение тепловложения в металл и отсутствие разбрызгивания позволяют применять сварку и плавку в сферах, которые раньше считались для них «закрытыми», а также обеспечить такие преимущества, как более высокая производительность, снижение расходов на брак и послесварочную механическую обработку.
Еще одним преимуществом данной технологии является способность по перекрытию зазора, обеспечивающая улучшенное управление автоматизированными процессами. Это и другие достоинства данной технологии гарантируют безупречный вид сварного шва. Некоторые сферы применения данной технологии заслуживают отдельного упоминания:
— Тонколистовой металл можно «сваривать встык» или «припаивать встык», начиная с толщины всего лишь 0,3 мм. Это значит, что теперь можно сваривать, например, алюминиевые листы, и при этом не потребуются никакие инструменты для их фиксации и удерживания или для предотвращения сквозных прожогов или проплавлений.
Рисунок 2: Сварка и пайка ультратонких листов толщиной от 0,3 мм, соединение листов из стали и алюминия, сварка оцинкованных листов — это лишь некоторые из многочисленных инновационных способов применения новой технологии от компании Fronius.
— В прошлом соединения листов из стали и алюминия выполнялись только посредством лазерной сварки — и при этом с серьезными ограничениями.
Описанные свойства и потенциал технологии CMT свидетельствуют о том, что она может успешно применяться в таких отраслях и сферах как:
- автомобильная промышленность и смежные области;
- аэрокосмическая промышленность;
- изготовление строительных конструкций.
В целом, технология CMT предлагает альтернативу всем автоматизированным и роботизированным технологиям GMA, используемым для соединения тонких листов. Это также касается используемого основного и присадочного металла. В дальнейшем сфера применения технологии будет еще больше расширена благодаря использованию дополнительных инновационных продуктов, которые в настоящий момент разрабатываются компанией «Fronius» для применения в данном секторе, например, для сварки магния.
Рисунок 3: Стыковой шов между двумя листами AlMg3 толщиной всего лишь 0,8 мм: сваренные с использованием технологии CMT без использования каких-либо зажимов, фиксаторов или опорных устройств для сварочной ванны.
Рисунок 4: Паяное соединение горячеоцинкованного листа и листа, оцинкованного методом электролитической оцинковки, выполненное по технологии CMT; толщина листа 1,0 мм, присадочный металл CuSi3.
Рисунок 5: Тавровый шов на листе AlMg3 толщиной 1,0 мм, выполненный с использованием технологии CMT при скорости сварки 2,0 м/мин.
Сварочная система CMT
Компания «Fronius» разработала несколько новых системных компонентов для этой инновационной технологии, построенных на основе существующей серии цифровых устройств. Например, система подачи проволоки теперь может похвастаться некоторыми революционными решениями: Прежде всего, имеется два отдельных устройства подачи проволоки с цифровым управлением: переднее, находящееся на горелке, обеспечивает возвратно-поступательное движение проволоки с частотой до семидесяти раз в секунду, а основное — подталкивает проволоку сзади. Для того, чтобы отделить устройства друг от друга, между ними расположен буфер для проволоки. Технология позволяет перемещать проволоку, не применяя при этом практически никаких усилий. В целом система CMT включает в себя перечисленные ниже элементы.
Технология позволяет перемещать проволоку, не применяя при этом практически никаких усилий. В целом система CMT включает в себя перечисленные ниже элементы.
Рисунок 6: Конфигурация системы для новой технологии CMT и различных ее элементов: 1. Источник электропитания TPS 3200/4000/5000 CMT, 2. Блок дистанционного управления RCU 5000i, 3. Блок охлаждения FK 4000 R, 4. Роботизированный интерфейс, 5. Устройство подачи проволоки VR 7000 CMT, 6. Robacta Drive CMT, 7. Буфер для проволоки, 8. Запас проволоки.
Источник электропитания
Аппараты серии TPS 3200/4000/5000 CMT, мощностью 320/400/500 А соответственно, имеют базовые свойства, аналогичные свойствам полностью автоматизированных инверторных источников питания и источников с микропроцессорным управлением для соответствующих систем TPS. Помимо того, что они подходят для всех сварочных процессов, они также содержат специализированный функциональный пакет для реализации технологии CMT.
Дистанционное управление
Блок дистанционного управления RCU 5000i снабжен полнотекстовым дисплеем и функцией Q-Master, позволяющей отслеживать параметры сварки.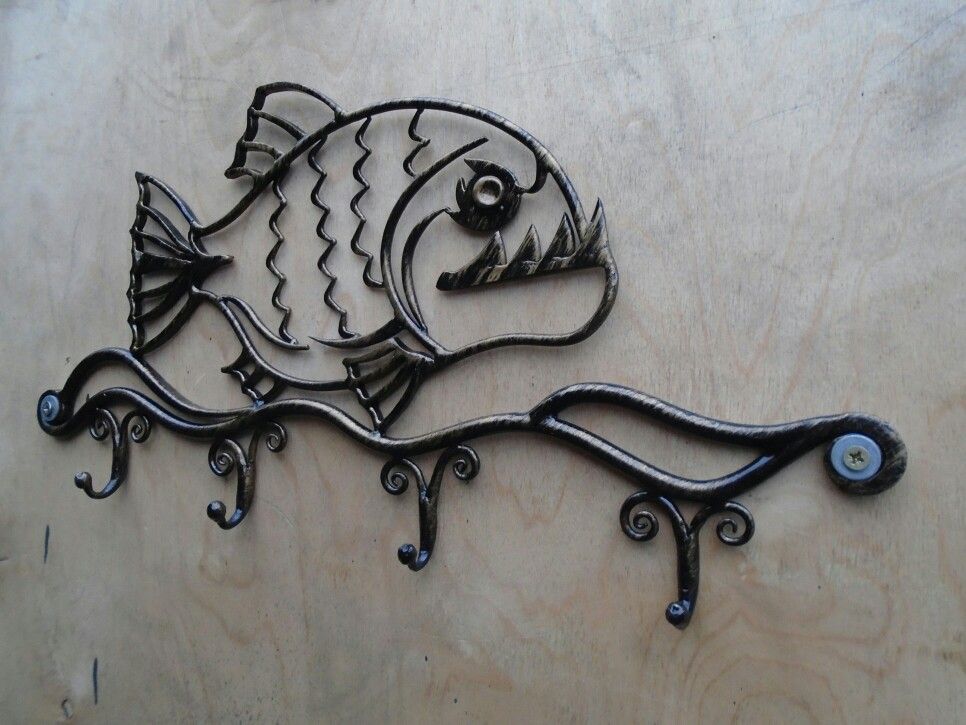 Этот блок дистанционного управления выделяется благодаря своей систематизированной структуре меню и понятному руководству и средствам администрирования пользователя.
Этот блок дистанционного управления выделяется благодаря своей систематизированной структуре меню и понятному руководству и средствам администрирования пользователя.
Блок охлаждения
Оптимальное охлаждение роботизированной сварочной горелки обеспечивается с помощью прочного и надежного блока водяного охлаждения FK 4000 R.
Роботизированный интерфейс
Роботизированный интерфейс подходит для всех стандартных роботизированных устройств, вне зависимости от способа соединения: цифрового, аналогового или через магистральную шину.
Рисунок 7: Система CMT — включающая в себя источник электропитания TPS 3200 CMT и сварочную горелку Robacta Drive CMT — устанавливает абсолютно новые стандарты в сфере сварочных технологий.
Устройство подачи проволоки
Модель VR 7000 CMT с цифровым управлением обеспечивает плавную подачу проволоки при использовании любых стандартных типов держателя проволоки.
Роботизированная сварочная горелка
Отличительной чертой компактного аппарата Robacta Drive CMT является безредукторный, высокодинамичный сервопривод переменного тока с цифровым управлением. Это позволяет обеспечить точную подачу проволоки в обоих направлениях, а также постоянное давление в зоне контакта.
Буфер для проволок
Расположенный между устройством подачи проволоки и горелкой Robacta Drive CMT, буфер для проволоки «разъединяет» два привода для подачи проволоки друг от друга и обеспечивает дополнительную емкость для проволоки. По возможности он должен монтироваться на компенсаторе, или на третьем суставе руки робота.
Welded Metal Art – Etsy.de
Etsy больше не поддерживает старые версии вашего веб-браузера, чтобы обеспечить безопасность пользовательских данных. Пожалуйста, обновите до последней версии.
Воспользуйтесь всеми преимуществами нашего сайта, включив JavaScript.
Найдите что-нибудь памятное, присоединяйтесь к сообществу, делающему добро.
(более 1000 релевантных результатов)
Связанный с искусством сварки металла
- сварная мебель
- металлическая стена искусство
Chicago metal artist fortifies welding frequently by drawing daily
Decades of drawing, years of welding come together for budding metal sculptor
- By Eric Lundin
- April 16, 2022
- Article
- Arc Welding
- Присоединиться к обсуждению
Умение рисовать с юных лет, скульптор по металлу Мойзес Меркадо сделал карьеру художника, выиграв золотую медаль на конкурсе сварщиков SkillsUSA. Изображения: Moises Mercado
«Я рисую каждый день, но я, конечно, не вундеркинд», — сказал сварщик Moises Mercado. Очарованный старыми рисунками своей матери, когда он был ребенком около 4 или 5 лет, он большую часть своей жизни занимался рисованием в качестве хобби. Несколько замкнутый в себе в детстве, он многому научился на практике, подкрепляясь уроками по выходным здесь и там, некоторые в одиночку, а некоторые в тандеме со своей матерью. Он вспоминает случайные занятия в престижном Художественном институте Чикаго.
Когда он был подростком, работая вместе с дедом — выпрямляя погнутые автомобильные крылья и панели кузова и выполняя сварку тут и там, — он познакомился с двумя аспектами сварки: ее силой и красотой.
Демонстрация талантов
В колледже округа Лейк, Грейслейк, штат Иллинойс, он получил степень младшего специалиста по сварке.
Курсовая работа касалась не только сварки в производстве или строительстве. Это давало много свободы для художественного самовыражения, что было как раз в переулке Меркадо.
«Большинству художников трудно создать что-то с нуля», — сказал он. «Они где-то находят вдохновение. Я черпаю вдохновение в фильмах, в основном о вымышленных существах». Кроме того, его записные книжки, заполненные рисунками рептилий и птиц, отражают любовь к животным. Контуры и пропорции реалистичны, а текстуры реалистичны, и он умеет переносить идеи с бумаги на металл.
«Когда я свариваю, я словно рисую металлом», — сказал он. «Я соединяю эти две формы искусства».
Его склонность к художественной сварке привлекла внимание одного из его инструкторов и заведующего кафедрой сварки школы Карстена Иллг.
«Для окончательного проекта в одном из его классов сварки студенты делают свой собственный проект или работают по чертежу», — сказал Меркадо. «Я сделал две свои вещи, подсолнух и бабочку, и получил пятерку». Иллг предложил Меркадо принять участие в конкурсе сварочных скульптур SkillsUSA в 2021 году. Меркадо был очень рад получить высшую награду в Иллинойсе, золотую медаль, создав сову.
Основание призвания
В это может показаться трудным поверить, но хотя Меркадо едва перешагнул отроческий возраст, у него уже есть резюме с большим количеством разнообразного опыта. Помимо работы с кузовами, у него за плечами один опыт работы в производстве и один в производстве конструкций, и совсем недавно он начал новую работу в производстве.
Его работа на производстве пошла в гору, когда он появился на коммерческом предприятии по производству дверей и окон без соответствующего опыта и уговорил его найти работу. Он быстро освоился и потратил на это два года, пока не разразилась пандемия. В поисках новых возможностей Меркадо нашел работу у производителя металлоконструкций. Его ловкая рука позволила ему занять место в команде по различным проектам компании, сварив поручни и другие предметы, которые требовали прочности и эстетической привлекательности. Его последняя работа связана с производителем, который специализируется на оборудовании, в частности на оборудовании для очистки воздуховодов.
После нескольких лет рисования художник из Чикаго Мойзес Меркадо применил свое художественное видение к работе с металлом.
Путь не прямой, но отличный разнообразный опыт, особенно для сварщика.
Большие планы, тщательная подготовка
Как и у большинства из нас, у Меркадо нет конкретного плана, но у него есть большие планы. Работа сварщиком, безусловно, является его амбицией, возможно, неполный рабочий день, а может быть, и полный рабочий день. А пока он достаточно сообразителен, чтобы понимать, что добавить немного разнообразия в свое резюме — хорошая идея, и недавно он устроился на работу по аренде квартир.
«Большая часть моего опыта работы — это работа рабочих», — сказал он. «Я подумал, что было бы полезно иметь некоторый опыт белых воротничков». У друга была работа по аренде квартир, и он подумал, что Меркадо — красноречивый, полный энтузиазма, разносторонний и прирожденный продавец — справится с этой задачей.