Секреты сварки электродом или что нужно знать новичку
Содержание статьи:
Секреты сварки электродом или что нужно знать новичкуСварка электродом — достаточно сложный технологический процесс. Но если нужно научиться варить для себя, то, начинать обучение, лучше всего на практике. Взяли электрод, вставили его в электрододержатель, и, попробовали варить. Сначала толстый металл, затем тонкий, поменяли положение сварки. Так приходит опыт.
Что же касается знаний, то их можно получить из книг или интернета. Сегодня с этим проблем абсолютно никаких нет, было бы желание учиться и познавать что-то новое. В этой статье mmasvarka.ru я хочу поделиться с читателем секретами сварки электродом. Надеюсь, статья станет полезной для многих, кто хочет научиться варить инвертором.
Секреты сварки электродом
Получить качественный шов можно, если усвоить несколько главных правил. При верно сварочном токе, очень важно выдерживать нужную длину дуги и правильно её перемещать. Сварочная дуга считается длиной, если её длина составляет более 5 мм. Длинной дугой можно запросто прожечь тонкий металл, поэтому это очень важно учитывать при сварке.
Длинной дугой можно запросто прожечь тонкий металл, поэтому это очень важно учитывать при сварке.
Также, когда сварочная дуга слишком длинная, происходит активное окисление и азотирование расплавленного металла. Сварочный шов образуется с большим количеством пор, получается «рыхлым», «слабым» и непрочным. Если же сварочная дуга будет слишком короткой, то можно получить так называемый непровар сварного шва. Вот почему очень важно правильно выдерживать нужную длину дуги при сварке инвертором.
Способы сваривания электродом
Движение электродом должно осуществляться, таким образом, чтобы захватывать кромки свариваемых металлов. Существуют различные способы. С приходом небольшого опыта вы поймёте, что к чему, и у вас будет свой собственный, так сказать «любимый» вариант.
Но все же, помимо этого, мы рекомендуем придерживаться следующих методик, которые применяются в сварочном деле.
Нижнее стыковое соединение — сварка осуществляется электродами, толщина которых равна толщине свариваемого металла. Если толщина металла будет более 8 мм, то возникает необходимость в разделении кромок при сварке с углом разделки 30° за несколько проходов. Для этого, как правило, первый проход выполняется электродами, диаметром не более 4 мм.
Если толщина металла будет более 8 мм, то возникает необходимость в разделении кромок при сварке с углом разделки 30° за несколько проходов. Для этого, как правило, первый проход выполняется электродами, диаметром не более 4 мм.
Угловое соединение — такой способ сваривания электродом ещё часто называют «в лодочку», когда две заготовки размещаются под углом в 45°. Сварка в лодочку бывает симметричной и несимметричной. При сварке «несимметричной лодочкой», намного удобней варить в труднодоступных местах, когда угол наклона изделий составляет 30 и менее градусов.
Вертикальное соединение — один из самых сложных способов сваривания электродом. При сварке в вертикальном положении важно учитывать, что наплавленный металл, все время стремиться вниз, поэтому сварку осуществляют только короткой дугой.
Также, учитывая данный факт, важно подобрать правильное значение сварочного тока. Для сварки вертикальных швов сила тока должна быть уменьшена на 20%.
Сварка труб электродом
Отдельного внимания заслуживает сварка труб электродом. Считается, что если сварщик научился варить трубы, то он получил весь необходимый опыт и может называться «гуру».
Вот несколько секретов сварки труб, которые помогут вам быстрее освоить данный навык и стать успешным в сварочном деле:
- По возможности используйте сварку труб встык. Обязательно тщательно подготавливайте и выравнивайте кромки свариваемых изделий;
- Чтобы уменьшить наплыв металла внутри трубы, старайтесь варить трубы под небольшим углом, не более чем в 45°;
- Выдерживайте минимально возможную ширину и высоту сварочного шва. Высота должна быть в пределах 3 мм, а ширина 8 мм.
Ну и, конечно же, не отчаивайтесь, если что-то не получается с первого раза. Как говорится «терпение, и труд все перетрут», ну или переварят, на крайний случай!
Поделиться в соцсетях
технология процесса, секреты и уроки сварки для начинающих
В ситуации, когда необходимо соединить металлические детали, чаще всего прибегают к методу создания сварного шва, поскольку он способен обеспечить достаточно высокую надежность. Этот способ получил широкое распространение не только в промышленности, но и в обычной повседневной жизни.
Этот способ получил широкое распространение не только в промышленности, но и в обычной повседневной жизни.
Подавляющее большинство домашних мастеров периодически используют сварку. Везет тем из них, кто обладает навыками сварки. Если же их нет, то в этом случае ничего не остается другого, как обращаться к специалистам.
Но при желании каждому под силу научиться варить. И первое, чему следует уделить внимание в самом начале — ознакомиться основами электросварки для начинающих. Речь идет об уроках, рассказывающих об особенностях создания различных швов. Приступать к выполнению более сложных работ следует лишь после того, как владелец получит достаточный опыт. Далее мы остановимся подробнее на нюансах сварочных работ и определенных хитростях этого процесса.
С чего начать подготовительный этап?
Первое, что нужно сделать тем, кто хочет научиться варить — приобрести необходимое оборудование. Полный комплект, который потребуется для выполнения подобной работы, будет включать:
- аппарат для сварки;
- набор электродов;
- молоток для отбивания шлака;
- щетка.


При выборе электрода необходимо обращать внимание на его диаметр, который будет определяться толщиной свариваемого металлического листа. Также следует позаботиться и о защите. Для сварки нам понадобятся:
- сварочная маска со специальным светофильтром;
- плотная одежда с длинным рукавом;
- перчатки, желательно из замши.
В числе обязательных для выполнения сварочных работ инструментов должны числиться сварочный выпрямитель, трансформатор или инвертор. Именно с помощью этих аппаратов и будет решена задача по преобразованию переменного тока в постоянный, что позволит выполнять сварку.
Технология сварочного процесса
Приступая к электросварке, следует помнить о том, что эта работа проводится в условиях высоких температур. Обеспечивает выполнение подобных работ электрическая дуга, которая должна поддерживаться между электродом и свариваемым изделием.
Именно во время ее контакта с заготовкой и происходит расплавление металла основы и сварочного электрода. В этот момент возникает явление, которое среди специалистов получило название сварочной ванны. В ней основной и металл электрода смешивается в однородную массу.
В этот момент возникает явление, которое среди специалистов получило название сварочной ванны. В ней основной и металл электрода смешивается в однородную массу.
Ванна может иметь различные размеры, что определяется используемым режимом сварки, пространственным положением, скоростью перемещения дуги, формами и размерами кромки и пр.Обычно она достигает в ширину порядка 8–15 мм, в длину 10–30 мм, а в глубину — около 6 мм.
На каждом электроде имеется специальное покрытие, именуемое обмазкой. В момент ее расплавления возникает специальная газовая зона в области дуги и над ванной. Благодаря ей воздух покидает зону сварки и исключается взаимодействие расплавленного металла с кислородом. Также она содержит пары основного и электродного металла.
Уже на самом шве появляется сплав, не позволяющий контактировать расплаву с воздухом, что ухудшило бы качество сварки. По мере удаления электрической дуги происходит кристаллизация металлов, в результате возникает шов, благодаря которому прочно соединяются свариваемые детали. На самом шве находится защитный слой шлака, который по окончании сварочных работ обязательно нужно убрать.
На самом шве находится защитный слой шлака, который по окончании сварочных работ обязательно нужно убрать.
Азы электродуговой сварки
Чтобы получить как можно лучшие результаты при создании сварочного шва, начинающим сварщикам в первую очередь нужно ознакомиться с уроками, где уделяется внимание правильному выполнению этой работы на первых этапах. Желательно и получать практику выполнения сварочных работ под руководством опытного специалиста, который не только укажет на ошибки, но и подскажет, как их не допускать в будущем. Прежде чем начинать сваривать детали, нужно убедиться, что она достаточно надежно зафиксирована.
Не менее важно позаботиться о соблюдении правил пожарной безопасности: для этого нелишне будет расположить неподалеку ведро с водой. Этим же обусловлен запрет на выполнение сварки на деревянном основании. Также следует уделить внимание и небольшим остаткам использованных электродов, которые не следует оставлять на рабочем месте по завершении работы. Без этого невозможно научиться правильно варить металл.
Без этого невозможно научиться правильно варить металл.
Обязательно нужно удостовериться, что «зажим заземления» надежно зафиксирован. Следует убедиться, что кабель был изолирован и точно введен в специальный держатель. Перед работой для сварочного инвертора следует выбрать расчетный показатель мощности тока, при определении которого следует исходить из диаметра электрода. После этого можно зажигать дугу. Это делается следующим образом: нужно разместить электрод под углом около 60 градусов относительно изделия. Далее нужно не спеша провести им по поверхности. В этот момент возникают искры, теперь же электродом нужно коснуться металла, а затем поднять его, но не выше 5 мм.
При точном соблюдении всех рекомендаций должна зажечься дуга. Пока сварка не будет закончена, нужно держать электрод на расстоянии 5 мм. Следует иметь в виду, что во время сварки металла стержень электрода начнет постепенно выгорать.
Поэтому через равные промежутки времени нужно сокращать расстояние между ним и металлом. Приближать электрод к обрабатываемому изделию следует не спеша. Может возникнуть такая ситуация, что он прилипнет. В этом случае нужно несильно повернуть его в сторону. Если все попытки не позволяют зажечь дугу, то можно попробовать увеличить силу тока.
Когда дуга загорится, а ее пламя станет стабильным, можно уже начинать заниматься наплавлением валика. Электрод с зажженной другой нужно не спеша и плавно двигать по горизонтали, совершая несильные колебательные движения. Это приведет к тому, что жидкий металл начнет самостоятельно перемещаться непосредственно к центру дуги. При соблюдении всех рекомендаций можно выполнить надежный шов, сформированный в виде небольших волн, которые были созданы при помощи наплавленного металла.
Может возникнуть такая ситуация, что во время сварки изделий электрод будет полностью израсходован, но при этом его не хватило для создания всего шва. В этом случае нужно сделать перерыв в работе. Отключив аппарат, нужно вставить новый электрод, убрать с поверхности шва шлак, а затем продолжить сварку. От созданного в конце шва углубления, часто именуемого кратером, нужно сделать отступ около 12 мм и зажечь дугу. Приближать электрод следует с тем расчетом, чтобы при контакте возник сплав из металла старого и вновь установленного электрода. Далее сварку выполняют в обычном режиме.
В этом случае нужно сделать перерыв в работе. Отключив аппарат, нужно вставить новый электрод, убрать с поверхности шва шлак, а затем продолжить сварку. От созданного в конце шва углубления, часто именуемого кратером, нужно сделать отступ около 12 мм и зажечь дугу. Приближать электрод следует с тем расчетом, чтобы при контакте возник сплав из металла старого и вновь установленного электрода. Далее сварку выполняют в обычном режиме.
Особенности сваривания трубопровода инвертором
Метод дуговой электросварки подходит для создания вертикального шва при условии, что он находится с торца трубы. В случае создания горизонтального шва последний должен находиться на ее окружности. Если приходится выполнять потолочный и нижний швы, то они должны находиться сверху и снизу. Среди всех названных именно последний создает меньше проблем в выполнении.
Если приходится иметь дело со стальными трубами, то чаще всего используется метод сварки встык, предусматривающий проваривание каждой кромки по высоте стенок.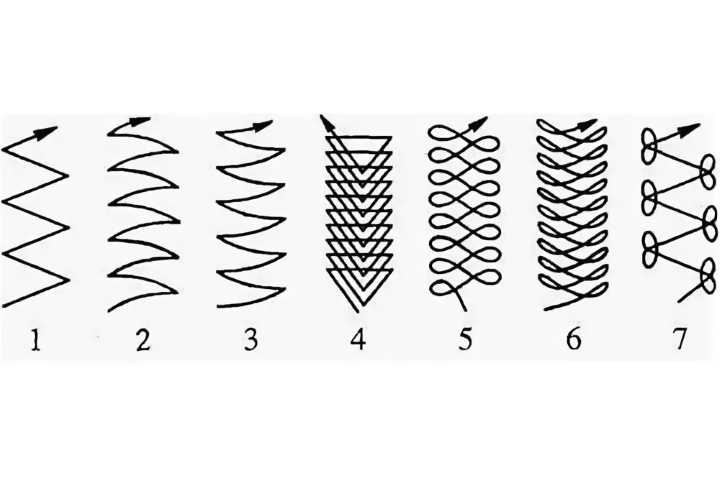 Для минимизации наплывов внутри трубы электрод следует располагать под углом не более 45 градусов относительно горизонтали. Подобный шов должен достигать в высоту 2–3 мм, а в ширину 6–8 мм. Если изделия соединяются внахлёст, то в этом случае шов будет иметь высоту 3 мм, а ширину 6–8 мм.
Для минимизации наплывов внутри трубы электрод следует располагать под углом не более 45 градусов относительно горизонтали. Подобный шов должен достигать в высоту 2–3 мм, а в ширину 6–8 мм. Если изделия соединяются внахлёст, то в этом случае шов будет иметь высоту 3 мм, а ширину 6–8 мм.
Подготовка
До того как приступить к электосварке металлических изделий, нужно выполнить подготовительные мероприятия:
- Со свариваемой алиментов необходимо удалить верхний слой.
- При наличии у торцов трубы неровностей их нужно срезать или же выправить.
- Далее начинаем обрабатывать кромки. Здесь необходимо не менее 10 миллиметров поверхности, прилегающей к кромкам трубы снаружи и внутри стильно зачислить до появления металлического блеска.
Основные этапы
Далее уже можно начинать непосредственно сварку трубы. Обработка каждого стыка должна выполняться непрерывно, пока они не будут полностью приварены. Создавать поворотные и неповоротные стыки труб со стенками не более 6 мм следует как минимум в два слоя. Если стенки имеют ширину 6–12 мм, то должно быть создано три слоя, более 19 мм — 4 слоя. При сварке труб необходимо учитывать один важный нюанс: с очередного шва, создаваемого на стыке, необходимо удалять шлак, лишь после этого можно переходить к созданию нового.
Создавать поворотные и неповоротные стыки труб со стенками не более 6 мм следует как минимум в два слоя. Если стенки имеют ширину 6–12 мм, то должно быть создано три слоя, более 19 мм — 4 слоя. При сварке труб необходимо учитывать один важный нюанс: с очередного шва, создаваемого на стыке, необходимо удалять шлак, лишь после этого можно переходить к созданию нового.
Особое внимание следует уделить созданию первого шва, поскольку от него многое зависит. Выполнять его нужно таким образом, чтобы он расплавил каждую кромку и участки притупления. Очень важно обследовать его крайне внимательно, поскольку на нём могут быть трещины. В случае их обнаружения их нужно выплавить или же вырубить, после чего участок снова заваривается. При создании остальных слоев необходимо не спеша поворачивать трубу. При этом нужно помнить, что начало и конец каждого слоя должны быть располагаться со смещением по отношению к прошлому слою на расстоянии 15–30 мм.
Создавать финишный слой нужно с тем расчетом, чтобы он обеспечил плавный переход на основной металл и при этом имел ровную поверхность. Добиться наивысшего качества заваривания труб при помощи сварки можно, если очередной слой будет выполняться в обратном направлении по отношению к предыдущему, при этом их замыкающие точки должны находиться вразброс друг от друга.
Добиться наивысшего качества заваривания труб при помощи сварки можно, если очередной слой будет выполняться в обратном направлении по отношению к предыдущему, при этом их замыкающие точки должны находиться вразброс друг от друга.
Заключение
Сварочные работы отличаются достаточной сложностью, поэтому начинающим сварщикам предстоит немало потратить времени и сил, чтобы создать качественные и прочные сварные соединения. Но прежде им следует получить представление об основных моментах из уроков, без которых невозможно выполнять качественно и правильно варить металл.
Важно не только подготовить все необходимые инструменты и материалы, но и с особой тщательностью подойти к изучению технологии сварочного процесса. Это очень важно потому, что любая ошибка может впоследствии сказаться на качестве сварного шва, и если этому не уделить внимание на начальном этапе, то в дальнейшем все усилия будут напрасны, в результате придется все переделывать.
- Автор: Виталий Данилович Орлов
- Распечатать
Оцените статью:
(9 голосов, среднее: 3.6 из 5)
Поделитесь с друзьями!
9 советов и рекомендаций по улучшению сварки STICK
Сварка электродом, в то время как не самая сложная форма сварки для изучения, иногда все же может быть трудной. Зажечь дугу с первой попытки — это абсолютный навык, а не каждый может это сделать. Запуск дуги — не единственная сложная часть клюшки. сварки, поэтому, если вы хотите улучшить свои навыки сварки, дайте эти советы и трюки попробовать.
1. Текущие настройки
Текущие настройки состоят из двух частей: полярность и сила тока. Хорошей новостью является то, что получить правильные настройки для обоих из них довольно легко, учитывая, что они указаны на упаковке электрода.
Например, электроды общего назначения HYPERARC 6013 имеют рекомендуемую полярность AC и DC+ и диапазон тока 90–130 А (для размера 3,2 мм).
Почему больше, чем один вариант на двоих? Электроды 6013 GP более универсальны, поэтому они хорошо сваривается на AC и DC +, какой из них вы используете, скорее зависит от личных предпочтений. А многие электроды поставляются только с одной рекомендуемой настройкой полярности.
В отношении сила тока, у каждого электрода будет диапазон, так как он будет работать без проблем в пределах этого диапазона, хотя вам, возможно, придется двигаться быстрее к более высокому пределу, или, если металл вашей заготовки тоньше, вам понадобится нижний конец.
Как узнать, что ваши усилители неисправны?
Если у вас недостаточно высокая сила тока, вы обнаружите, что электрод стал намного более липким, и будет трудно зажечь дугу, не прилипнув к металлу.
Недостаточное количество ампер также означает, что недостаточно тепла, чтобы расплавить сердечник.
С другой стороны, если ваши силы тока слишком высоки, вы обнаружите, что сварочная ванна невероятно жидкая и ее трудно контролировать (но у вас не будет проблем с запуском дуги). Слишком большое количество ампер сделает вашу дугу громче, а также часто приведет к большему разбрызгиванию. Это также может привести к тому, что электрод вырежет заготовку, не заполняя ее.
При силе тока хорошим началом будет середина рекомендуемого диапазона. Если вы недовольны тем, как он работает, отрегулируйте силу тока на 5-10 в большую или меньшую сторону, в зависимости от того, что происходит с лужей, дугой и брызгами.
Вам также потребуется настроить усилители в зависимости от вашего положения; если вы выполняете потолочный сварной шов, снижение силы тока примерно на 15% поможет удержать расплавленный металл в стыке, а не на вас.
У UNIMIG есть руководство по выбору диапазона силы тока в зависимости от толщины заготовки, поэтому ознакомьтесь с бесплатным Ultimate Welding Guide .
2. Длина дуги
После того, как вы начали дуги, главное ее поддерживать. Лучший способ сохранить целостность дуги (и горит), удерживая электрод на постоянном расстоянии от пластины. В целом, удерживая его на расстоянии примерно 3 мм от заготовки, вы получите хорошую дугу.
Если ваша дуга становится слишком короткой, вам нужно снизить напряжение и приклеить электрод к заготовке. Если ваша дуга станет слишком длинной, ваше напряжение увеличится, ваша лужа расширится, вы получите больше брызг, металл может разбрызгиваться, поскольку дуга не сфокусирована, ваша дуга может погаснуть, и вы также получите  .
.
Когда вы впервые учитесь сварке электродом , удерживать дугу натянутой может быть сложно, особенно если учесть, что ваш электрод плавится и становится короче по мере продвижения. Может быть сложно адаптироваться к движению, следя за тем, чтобы ваша дуга не удлинялась, но правильная длина дуги имеет важное значение.
3. Перетащите сварной шов
Всегда тяните (или перетаскивайте) ваши сварные швы. Если вы попытаетесь протолкнуть свой электрод, все, что вы собираетесь сделать, это улавливать защитный шлак внутри сварочной ванны, где он будет наоборот защитный. Вместо этого он загрязнит ваш сварной шов.
Есть только один исключение из правила перетаскивания, и это при выполнении вертикального сварного шва вверх. Толкая сварка стыка — это единственный раз, когда вы должны давить на сварку электродами.
Техника перетаскивания4. Видимость
Как и при любом виде сварки, очень важно иметь возможность видеть, что вы делаете. Как вы собираетесь вести бусину по прямой линии или следить за расстоянием по дуге, если не видите?
Как вы собираетесь вести бусину по прямой линии или следить за расстоянием по дуге, если не видите?
Убедитесь, что вы находитесь в удобном положении, где вы сможете наблюдать за происходящим. Кроме того, держите лицо и шлем подальше от дыма. Они не только ограничивают видимость вашего сварного шва, но и вредны для дыхания.
5. Чисто, чисто, чисто
Сварка самый прощающий, когда дело доходит до чистоты? Да. Можете ли вы просто сварить несколько миллиметров ржавчины с ним? №
При сварке электродом
абсолютно самый гибкий, когда дело доходит до поверхностных загрязнений, даже он имеет
его предел. Очистка металла обеспечит наилучший сварной шов, поэтому
потратьте несколько дополнительных минут, чтобы почистить материал металлической щеткой или шлифовальной машиной.
Если вы не можете снять все, это нормально, но снизьте скорость движения, если
это тот случай. Если двигаться медленнее, у газовых пузырей будет больше времени, чтобы закипеть.
Наличие чистого, оголенного металла для крепления зажима заземления также является приоритетом, потому что без хорошего заземления вы не получите хорошего сварного шва.
Чистый металл6. Влажный металл – это плохо
Как правило, электроды содержат некоторое количество влаги, но чрезмерная влажность (или полностью мокрый электрод) – это плохо. Если вы используете электрод с низким содержанием водорода, то любая влага в ваших электродах недопустима.
Если дуга неустойчивая, блуждающая или неровная, велика вероятность того, что электрод не высох. Ваш флюс также откалывается и попадает в сварочную ванну (нерасплавившись), что также вызывает дефекты сварки.
Это можно исправить двумя способами.
Первый: профилактика. Убедитесь, что ваши электроды хранятся в сухом и желательно запечатанном месте, чтобы они оставались сухими.
Второй: электродная печь. Не путать с кухонной духовкой. Электродная печь повторно пропекает флюсовое покрытие на электроде, испаряя любую влагу и оставляя их готовыми к сварке.
7. Движение
Запуск шарика с помощью электрода-стержня довольно прост; это устойчивая, прямая линия. По той же причине, по которой вы хотите только перетаскивать сварной шов, вы не хотите кружить над задней частью сварочной ванны и улавливать шлак внутри.
Если ваш сварной шов слишком широк для одного валика, сделайте второй, третий или столько проходов, сколько вам нужно, чтобы должным образом заполнить его. Все это будут прямые линии с перекрытием 50/50 наполнителя и основного металла, чтобы сплавить их вместе.
И снова единственный Исключением из этого правила является вертикальный шов вверх. Вы можете слегка покачиваться из стороны в сторону чтобы кончик электрода соприкасался с обеими сторонами сварного шва. Не наводите курсор на середину, так как она сама о себе позаботится; ты просто хочешь убедитесь, что валик правильно входит в угол, и вы не подрезы по краям.
8. Скорость
Хорошая скорость движения
последовательный. Это также то, что не прожигает вашу тарелку и не оставляет
ваша бусина сидит на металле, а не вплавляется в него. Как ты можешь
сказать, если вы слишком быстро или слишком медленно?
Как ты можешь
сказать, если вы слишком быстро или слишком медленно?
Если вы тоже переезжаете быстро, вы получите узкую высокую бусину, которая выглядит так, как будто она сидит выше металл. Это потому, что не было достаточно времени, чтобы нагреть заготовка и электрод, чтобы он расплавился.
Если вы слишком много двигаетесь медленнее, ваша лужа станет шире, но налипание также будет выше, и у вас будет поверхностное проникновение. Это потому, что вместо того, чтобы таять, ваш вместо этого лужа уходит вбок, поэтому вы получаете толстую бусину без дополнительного проникновения.
9. Пробные прогоны
Выполнение пробного прогона любого сварного шва — хорошая привычка, но особенно она полезна при сварке электродом.
Определенно лучше перед началом сварки выяснить, что ваш локоть может удариться о стол, другой угол или что-то еще, пока ваш электрод плавится.
Убедившись, что вы можете двигаться вниз с помощью электрода и вам не будут мешать, это означает, что вам не потребуется ненужных перезапусков на полпути к суставу, потому что вы внезапно поняли, что вам нужно изменить положение.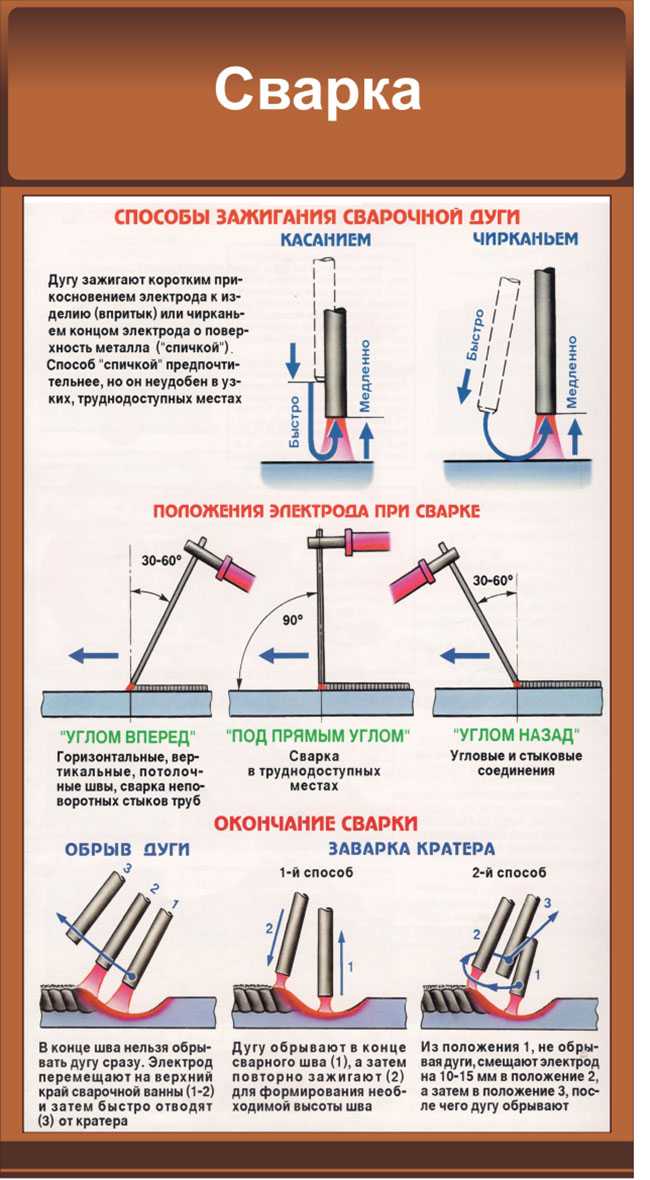
Вы всегда хотите чувствовать себя комфортно перед началом сварки, и пробный прогон гарантирует, что вы будете чувствовать себя комфортно.
← Посмотреть все статьи
Застрять со сварочным аппаратом и электродом 7018 — Baker’s Gas & Welding Supplies, Inc.
Делиться:Ed Cyzewski
Много говорят об использовании электродов 6010 или 6013 для электродуговой сварки, потому что они идеально подходят для начинающих. Они, как правило, отлично работают в различных положениях, на переменном или постоянном токе и на металле различной толщины. Хотя эти электроды, безусловно, просты в использовании, имейте в виду, что многие сварщики конструкций используют электроды 7018.
Вы можете научиться сварке электродами 6010 или 6013, но рано или поздно вам захочется освоить несколько электродов 7018 и попрактиковаться в накладывании валиков с малой дугой. На самом деле, если вы отработаете свою технику с электродом 7018 для сварки электродом, вы будете производить меньше брызг, контролировать образование лужи и подготовитесь к широкому спектру строительных, конструкционных, трубопроводных работ или работ на атомной энергетике.
Сварка электродом 7018
Электроды 6010 или 6013 идеально подходят для тонкого и среднего металла. Они очень хорошо проникают в шов, но они не идеальны для создания прочных конструкционных сварных швов, не дают много присадочного металла, а это означает, что вам нужно делать больше проходов, и они не будут так же хороши для вне позиционные швы.
Электроды 7018 содержат больше наполнителя и обычно создают более прочные сварные швы из-за количества добавляемого наполнителя. Они также быстро застывают для сварки в неправильных положениях, что делает их идеальными для самых разных проектов. Вообще говоря, если вы уже используете электродную сварку, вы можете также добавить больше наполнителя и создать более прочный сварной шов, если только металл не тонкий и соединение не требует очень глубокого проплавления. Кроме того, чем больше опыта вы приобретете с электродом 7018, тем лучше вы будете подготовлены к различным сварочным работам.
Ключом к получению чистого электродного сварного шва, особенно с электродом типа 7018, который осаждает много материала, является поддержание жесткой дуги, концентрирующей тепло в сварном шве. соединения и, следовательно, присадочного металла с электрода. Чем шире дуга, тем шире сварной шов. С широкой дугой вы искажаете металл и откладываете материал по всему нему, оставляя шлак и кусочки металла, а не прочный сварной шов.
Ключ к получению тугой дуги заключается в том, чтобы научиться управлять расстоянием до металлической заготовки, когда электрод укорачивается. При использовании расходуемого электрода во время работы вам нужно будет подносить его ближе к металлу. Кроме того, работа сварочного аппарата с более высоким диапазоном рекомендуемых настроек поможет вам сварить красиво и горячо, не прилипая к металлу.
Отбойные молотки и электродуговая сварка По окончании электродуговой сварки вы можете защитить сварной шов от царапин и вмятин, проводя отбойным молотком по шлаку, а не прокалывая его. Хотя ни для кого не секрет, что широкие сварные швы электродом 7018 – это не модно, вам не нужно делать еще хуже с помощью отбойного молотка.
Хотя ни для кого не секрет, что широкие сварные швы электродом 7018 – это не модно, вам не нужно делать еще хуже с помощью отбойного молотка.
При выполнении углового сварного шва необходимо провести сварочную ванну прямо до края металла. Если вы покачиваете вниз, в сторону от края, вы оставите неровный зазубренный край. Иногда сварной шов будет достаточно большим, и вам придется сделать несколько проходов, даже с электродом 7018. Вы можете создать чистый сварной шов, перекрыв проходы примерно на 2/3 сварного шва. Кроме того, если вы хотите, чтобы ваши готовые сварные швы оставались чистыми, зажигайте дугу в области, где вы будете сваривать, чтобы покрыть все эти удары дуги.
Практикуйте различные углы стержня во время сварки электродом Когда вы зажигаете дугу для сварки электродом, вы не всегда можете контролировать положение сварных швов. Иногда вам нужно сваривать тянущим, толкающим или «прямым» стержнем.