Электроды по алюминию и особенности сварки алюминия электродами
- Особенности сварочных работ с деталями из алюминия
- Виды и методы использования электродов по алюминию
- Популярные типы электродов для сварки алюминия
- Как изготовить электроды по алюминию своими руками
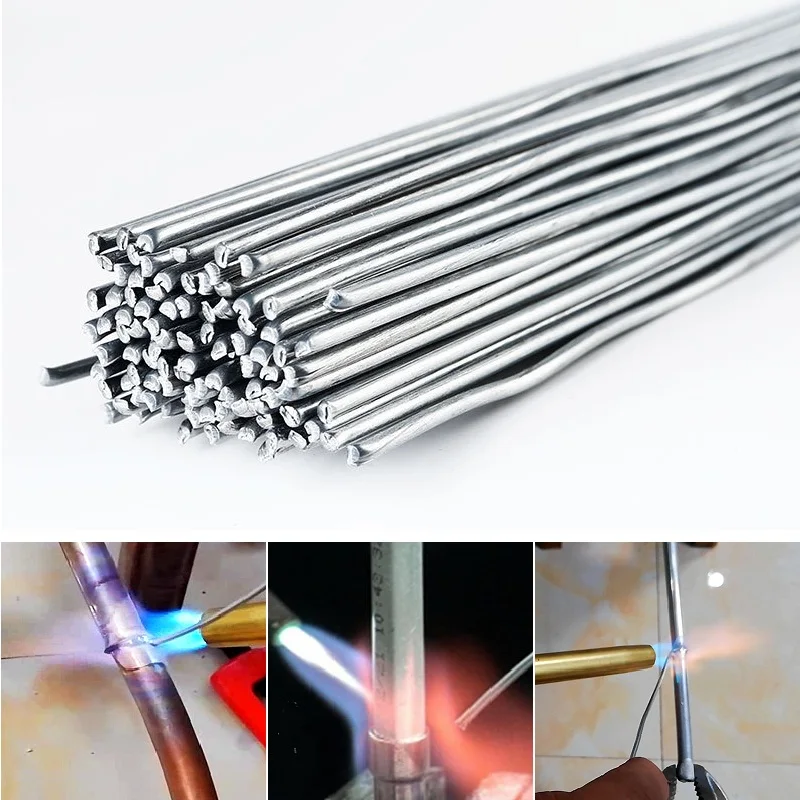
Электроды по алюминию, представляющие собой металлические стержни, покрытые специальной обмазкой, очень редко используют на крупном производстве. С их помощью варят металл в домашних условиях, на небольших предприятиях или при выполнении сложных монтажных работ вне стен производственного цеха. При использовании таких электродов удается избавиться от оксидной пленки на поверхности алюминия, которая очень сильно затрудняет сварочные работы, выполняемые с деталями из данного металла.
Шведские электроды Elga для сварки алюминия и его сплавов
Особенности сварочных работ с деталями из алюминия
Всем специалистам-сварщикам известно: варить алюминий непросто. Это объясняется наличием на поверхности деталей из этого металла тугоплавкой оксидной пленки. Важнейшими задачами, которые необходимо решить для того, чтобы сварка была выполнена качественно, являются тщательная очистка поверхностей соединяемых заготовок от загрязнений и удаление с них оксидной пленки.
Это объясняется наличием на поверхности деталей из этого металла тугоплавкой оксидной пленки. Важнейшими задачами, которые необходимо решить для того, чтобы сварка была выполнена качественно, являются тщательная очистка поверхностей соединяемых заготовок от загрязнений и удаление с них оксидной пленки.
Чтобы эффективно очистить и обезжирить поверхности алюминиевых деталей перед тем, как вы начнете выполнять сварочные работы, можно использовать органический растворитель (ацетон, РС-1, РС-2, уайт-спирит) либо щелочную ванну (в ней заготовки оставляют на несколько минут – не более 5). Выдержка в щелочной ванне является более эффективным способом очистки деталей из алюминия. Приготовить раствор для нее несложно даже в домашних условиях своими руками. Для этого потребуются:
- 1 л воды;
- 50 г карбоната натрия;
- 50 г технического тринатрийфосфата;
- 30 г жидкого стекла.
Пример очистки алюминиевой детали в щелочном растворе
Раствор, приготовленный в результате тщательного смешивания данных компонентов, надо нагреть до 65 градусов Цельсия.Только после этого можно помещать в него заготовки из алюминия.
 Только после этого можно помещать в него заготовки из алюминия.
Только после этого можно помещать в него заготовки из алюминия.После очистки деталей из алюминия и их обезжиривания надо решить еще одну важную задачу – удалить тугоплавкую оксидную пленку. Если этого не сделать, варить такие заготовки будет очень затруднительно, а полученное соединение будет обладать низким качеством и невысокой надежностью. Для удаления оксидной пленки в производственных и домашних условиях используют металлические щетки, напильники или шлифовальные машинки. После выполнения механической обработки поверхности соединяемых деталей второй раз обрабатывают растворителем.
Поверхность детали из алюминия, качественно подготовленная к сварке путем механической чистки
По окончании вышеперечисленных подготовительных работ можно приступать к сварке деталей из алюминия. Лучше всего делать это с помощью инвертора, используя специальные электроды для сварки алюминия. Их, чтобы получить стабильно горящую дугу и качественный сварочный шов, необходимо прогреть в печи, выдерживая температуру 200 градусов Цельсия. Продолжительность такого прогрева должна составлять порядка 2 часов.
Продолжительность такого прогрева должна составлять порядка 2 часов.
Чтобы варить алюминий, необходимо использовать источник постоянного тока и подключать его в обратной полярности. Используя определенные электроды для сварки алюминия, важно правильно выбирать силу сварочного тока: его величина должна составлять 25–30 А на один миллиметр их диаметра.
Прогрев алюминиевых заготовок газовой горелкой
Необходимо учитывать еще одну тонкость, которая позволяет получать надежные и качественные сварные соединения. Заключается эта тонкость в том, что место будущего соединения прогревают при помощи газовой горелки. Температура, до которой необходимо нагреть соединяемые детали из алюминия, зависит от их толщины. Чем этот показатель выше, тем интенсивнее следует прогревать заготовки из алюминия.
На качество сварного соединения деталей из алюминия влияет в том числе и скорость их охлаждения: она должна быть очень медленной. Такие технологические приемы позволяют хорошо проплавить металл даже при сварке на невысоких токах, избежать коробления соединяемых деталей и появления в месте их соединения кристаллизационных трещин.
Есть ряд обязательных действий, которые выполняют при сварке алюминия (их можно также изучить по видео).
- Перед сваркой, если предстоит варить детали значительной толщины, место соединения необходимо прогреть при помощи газовой горелки.
- Полученный сварной шов следует тщательно очистить от шлака.
- Очищенный сварной шов обдается горячей водой (это обеспечит его медленное остывание).
- После остывания шов тщательно очищается от остатков шлака металлической щеткой. Если не выполнить это требование, остатки шлака на сформированном соединении могут привести к образованию и развитию коррозии.
Виды и методы использования электродов по алюминию
Варить алюминий можно с помощью электродов различного типа – угольных, графитовых, вольфрамовых. На их выбор оказывает влияние ряд факторов. В первую очередь, это технология сварки, которую планируется использовать.
На их выбор оказывает влияние ряд факторов. В первую очередь, это технология сварки, которую планируется использовать.
Эта технология предполагает использование в качестве электродов угольных стержней, а также металлических прутков со специальным покрытием, выполняющим роль присадочного материала. Такую сварку проводят на прямом токе обратной полярности. Особенно активно она используется при соединении алюминиевых деталей небольшой толщины, при исправлении брака, обнаруженного в отливках из алюминия. Для сварки с использованием данной технологии, как правило, пользуются инвертором.
Дуговая сварка, выполняемая по автоматической технологииТакая технология эффективна при соединении встык алюминиевых деталей, толщина сечения которых больше 4 мм. В качестве электродов используется алюминиевая проволока, а сам процесс выполняется под слоем флюса, обладающего невысокой электропроводностью.
Такая сварка, для которой применяется алюминиевая проволока, используется для соединения алюминиевых деталей, отличающихся небольшой толщиной. Для зажигания и поддержания в стабильном состоянии сварочной дуги при применении данной технологии необходимы вольфрамовые электроды. Выполняться такая сварка может и в ручном, и в автоматическом режимах, для чего используется погруженная или импульсная дуга. Сварочная дуга, создаваемая при помощи вольфрамового электрода, отличается высокой стабильностью, что дает возможность получать качественные и надежные соединения.
Такая сварка характеризуется высокой скоростью выполнения и проходит с применением вольфрамовых электродов и присадочной алюминиевой проволоки. Для плазменной сварки необходим источник переменного тока. Диаметр вольфрамовых электродов, применяемых при этом, находится в интервале 0,8–1,5 мм. Защитным газом для такой сварки выступает аргон (в чистом виде или в смеси с гелием).
Небольшой обзор дорогих электродов для сварки алюминия и его сплавов от производителя Weldcap.
Популярные типы электродов для сварки алюминия
Среди большого разнообразия электродов, которые применяют для сварки деталей, выполненных из алюминия, есть ряд марок, которые пользуются наибольшей популярностью.
Щелочно-солевые электроды марки ОКНаиболее популярными моделями являются 96. 10, 96.20, 96.50. Такими электродами рекомендуется варить технический алюминий, а также изделия из сплавов данного металла с марганцем и магнием. Электроды названных марок отличаются высокой гигроскопичностью, поэтому хранить их следует в помещениях с минимальным уровнем влажности.
10, 96.20, 96.50. Такими электродами рекомендуется варить технический алюминий, а также изделия из сплавов данного металла с марганцем и магнием. Электроды названных марок отличаются высокой гигроскопичностью, поэтому хранить их следует в помещениях с минимальным уровнем влажности.
Сварочные электроды ОК
Электроды марки ОЗАНАРаспространенными модификациями этих электродов для алюминия являются ОЗАНА-1 и ОЗАНА-2. Первые используют, если необходимо выполнить сварку или наплавку деталей из сплавов А0-А3, вторые – для сплавов АЛ4, АЛ9, АЛ11 и др.
Электроды ОЗАДля их изготовления используется проволока сварочная алюминиевая марок СвА 1,3,5,10. Применяются электроды данной марки для сварки деталей, которые изготовлены из чистого алюминия или выполнены из сплавов данного металла с кремнием.
Марки электродов по алюминию и их особенности
Электроды марки УАНАИх применяют для сварки заготовок из деформируемых и литейных сплавов алюминия.
Это электроды из вольфрама, сварка с их использованием выполняется в защитной среде аргона. Изделия данной марки не в состоянии обеспечить качественного зажигания сварочной дуги, поэтому они не очень популярны у профессионалов.
На видео ниже вы можете ознакомиться с кратким обзором турецких электродов по алюминию Kobatek.
Как изготовить электроды по алюминию своими руками
Все марки электродов, которые используются для сварки деталей из алюминия, стоят недешево, поэтому у многих домашних умельцев возникает естественный вопрос: можно ли сделать их своими руками. В интернете есть много видео, наглядно демонстрирующих процесс изготовления самодельных электродов по алюминию. Кроме того, чтобы своими руками сделать электроды, применимые для сварки алюминия, вы можете воспользоваться следующей инструкцией.
- Алюминиевая проволока, диаметр которой составляет 3–4 мм, нарезается на куски длиной 25–30 см.
- Для приготовления обмазки электродов необходимо измельчить обычный мел и смешать полученный порошок с силикатным клеем – жидким стеклом. Смесь данных компонентов надо довести до однородной массы и обмазать ею прутки из алюминиевой проволоки.
- Обмазку из силикатного клея и измельченного мела наносят на поверхность алюминиевого прутка слоем толщиной 1,5–2 мм, затем полученный электрод сушат до полного затвердевания его поверхности.
Пользуясь этой несложной инструкцией, вы сможете сделать своими руками электроды для сварки заготовок из алюминия, а приведенное ниже видео на данную тему вам в этом поможет. Несмотря на простоту изготовления, самодельные электроды дают возможность выполнять сварку деталей из алюминия с высокой эффективностью, получать качественные и надежные соединения.
 youtube.com/embed/D2oiyAWb7iw”/>
youtube.com/embed/D2oiyAWb7iw”/>
Как сделать электроды по алюминию своими руками
Электроды по алюминию для сварки — это металлические стержни, покрытые обмазкой. Обмазка защищает металл от окисления и улучшает качество сварного шва. Их практически не используют в крупных цехах и на заводах, поскольку их КПД недостаточно для выполнения больших объемов работ. Но такие электроды широко используются домашними умельцами.
Зачастую для сварки алюминия используется угольный электрод. В этой статье мы расскажем все, что нужно знать о стержнях для алюминия и подробно объясним, как сделать электроды для сварки своими руками.
Содержание
Особенности сварки алюминия в домашних условиях
Все, кто хоть раз в жизни варил алюминий, знают, что это очень непростое дело. На поверхности металла есть оксидная пленка, которая затрудняет процесс сварки. С этой проблемой справятся электроды для сварки алюминия своими руками.
Но прежде чем начать работу, нужно тщательно очистить поверхность.
 Удалите загрязнения и проведите комплексную подготовку металла к сварке. Так вы улучшите качество швов и они прослужат дольше.
Удалите загрязнения и проведите комплексную подготовку металла к сварке. Так вы улучшите качество швов и они прослужат дольше.Для качественной сварки деталей из алюминия нужен сварочный аппарат, выдающий постоянный ток и подключенный в обратной полярности. Если вы используете электроды для дуговой сварки алюминия, то обратите внимание на силу тока. Этот параметр должен быть установлен на маленьком значении.
Следуйте нашим рекомендациям, чтобы выполнить работу качественно:
- Если вам нужно сварить толстые детали, то примерное место шва нужно как следует прогреть перед сваркой. Это делается с помощью обычной газовой горелки.
- Обязательно очистите шов от шлака и обдайте его кипятком.
- После того, как шов остынет, еще раз очистите его с помощью жесткой щетки. Не пренебрегайте этим советом, поскольку оставшийся шлак может способствовать образованию коррозии.
Популярные марки электродов
Как мы упоминали ранее, зачастую для сварки алюминия используют угольный электрод. Но помимо него есть ряд марок, не менее популярных у начинающих и опытных сварщиков. Итак, какие можно использовать электроды для сварки алюминия своими руками?
Но помимо него есть ряд марок, не менее популярных у начинающих и опытных сварщиков. Итак, какие можно использовать электроды для сварки алюминия своими руками?
Стержни марки ОК
Эти электроды изготавливает компания ESAB и маркировка OK является их особенностью. Мы рекомендуем использовать модели 96.10, 96.20 и 96.50. Да, они не являются универсальными, но с их помощью можно сварить технический алюминий или алюминиевые сплавы на основе марганца. Эти электроды по алюминию для сварки в домашних условиях показали себя с положительной стороны, но учтите, что за ними необходим особый уход и строгое соблюдение срока годности.
Стержни марки ОЗА
Такие электроды для сварки алюминия своими руками в принципе можно сделать, поскольку в их основе простая алюминиевая проволока. Эти стержни используются для сварки чистого алюминия или его кремниевых сплавов.
Стержни марки УАНА
Это очень узконаправленные стержни, используемые для сварки литейных алюминиевых сплавов. Их практически не используют при домашней сварке, но мы не могли ни включить их в наш список.
Их практически не используют при домашней сварке, но мы не могли ни включить их в наш список.
Стержни марки ЭВЧ
ЭВЧ — это вольфрамовые электроды, их нужно использовать при сварке аргоном. Сложно сделать такие электроды по алюминию своими руками, но если у вас есть возможность приобрести их, то обязательно попробуйте в своей работе. Да, с их помощью сложно правильно зажечь дугу, и профессионалы часто не рекомендуют такие электроды. Но если вы научитесь держать дугу с такими стержнями, то и со всеми остальными у вас не будет проблем.
Инструкция по изготовлению
- Подготовьте проволоку из алюминия диаметром не более 4 миллиметров и нарежьте ее на прутки длиной 20-25 сантиметров. Этих параметров обычно достаточно, но вы можете изменять диаметр и длину по своему усмотрению. Наша основа готова.
- Теперь приготовим покрытие. Измельчите мел (желательно обычный белый), и смешайте его с силикатным клеем (иногда в магазинах он называется «жидкое стекло»). Тщательно все перемешайте до однородной консистенции и обмакните в нее алюминиевые прутки.
- Следите за тем, чтобы слой покрытия не превышал 2 миллиметров. Оставьте электроды сушиться. Когда покрытие затвердеет, то стержень можно будет использовать в работе.
 Тщательно все перемешайте до однородной консистенции и обмакните в нее алюминиевые прутки.
Тщательно все перемешайте до однородной консистенции и обмакните в нее алюминиевые прутки.Да, такие электроды для контактной сварки уступают по качеству заводским изделиям, но все же позволяют выполнить простую работу, не требующую повышенной ответственности и идеального шва. Эта инструкция может показаться слишком простой, но поверьте, электроды для точечной сварки своими силами тоже могут быть эффективны и абсолютно точно сэкономят ваши деньги.
Учтите, что это не заводской угольный электрод или цинковый электрод, это не европейское качество. Так что сначала протестируйте свои электроды перед работой на ненужном металле.
Вместо заключения
Теперь вы знаете, как сделать сварочные электроды своими руками и какие особенности стоит учесть, прежде чем приступить к работе. Обязательно испробуйте самодельные стержни и поделитесь своим опытом в комментариях, это будет полезно для других сварщиков. Также делитесь этой статьей в своих социальных сетях. Желаем удачи!
Также делитесь этой статьей в своих социальных сетях. Желаем удачи!
Как вам статья?
Лучшие сварочные стержни для алюминия
Автор: Liam Bryant
4043 и 5356 – лучшие сварочные стержни для алюминия. Эти присадочные прутки изготовлены из алюминиевого сплава и имеют низкую температуру плавления, что делает их пригодными для сварки алюминия.
Выбор между сварочными электродами 4043 и 5356 зависит от конкретного применения и желаемого результата.
4043 обычно используется для сварки алюминиевых сплавов с высоким содержанием кремния, а 5356 часто используется для сварки морского алюминия. 4047 также можно использовать для алюминия с низким содержанием кремния.
| Сварочная проволока | Подходит для | Общего применения | E4043 | Алюминий с высоким содержанием кремния (серия 6xxx) | Используется в автомобильной, судостроительной и общей промышленности |
| E5356 | Алюминий морского класса (серия 5xxx) | Используется там, где алюминий будет подвергаться воздействию соленой воды или других агрессивных сред |
| E4047 | Алюминий с низким содержанием кремния | Используется там, где требуется высокая прочность |
Содержание
1Можно ли сваривать алюминий?
Да, алюминий можно сваривать методом ВИГ с использованием специального сварочного электрода и процесса. Однако сварка алюминия требует специальных методов и оборудования для предотвращения растрескивания и обеспечения надлежащего качества сварного шва. Также важно очистить и подготовить алюминиевую поверхность перед сваркой, чтобы предотвратить загрязнение.
Однако сварка алюминия требует специальных методов и оборудования для предотвращения растрескивания и обеспечения надлежащего качества сварного шва. Также важно очистить и подготовить алюминиевую поверхность перед сваркой, чтобы предотвратить загрязнение.
E4043
Цифры в сварочной проволоке, например 4043, представляют систему классификации присадочного металла. Система классификации присадочного металла предоставляет информацию о составе и свойствах сварочного электрода.
В случае сварочного электрода 4043 первые две цифры (40) указывают на минимальное содержание алюминия в сварочном электроде, которое составляет 40%. Последние две цифры (43) указывают на конкретный состав сварочного прутка, в который входят такие элементы, как алюминий, кремний и магний.
Эта система классификации обычно используется для сварки алюминия и других материалов и регулируется международными стандартами, такими как AWS (Американское общество сварщиков) и ISO (Международная организация по стандартизации).
- Прочность на растяжение : 250-400 МПа
- Температура плавления: 1065 – 1175 ° F
- Электропроводность 90 006 : 42% IACS (-O)
- Плотность : 0,097 фунта/куб. .in
- Первичные легирующие материалы : Кремний
Этот присадочный стержень не подходит для сварки алюминиевых сплавов с высоким содержанием магния.
E5356
E5356 Наполнительный стержень обладает хорошей коррозионной стойкостью, что важно для предотвращения ржавчины и других форм коррозии в морской среде, где распространено воздействие соленой воды и других агрессивных веществ.
Я предлагаю использовать 80-150 вольт, в зависимости от диаметра стержня.
- Прочность на растяжение : 340-480 МПа
- Температура плавления: 1060 – 1175 ° F
- Электропроводность : 29% IACS (-O)
- Плотность : 0,096 фунта/куб. дюйм
- Первичный Легирующие материалы : магний, марганец, хром, титан
 дюйм
дюймПрисадочный стержень E5356 хорошо подходит для морского алюминия из-за его низкой температуры плавления, хорошей коррозионной стойкости, достаточной прочности и хороших характеристик сварки, которые делают его подходящим для использование в сложных морских условиях.
Этот присадочный стержень не подходит для сварки алюминиевых сплавов с высоким содержанием кремния.
Характеристики сварочного электрода, которые следует учитывать
Ниже приведены некоторые характеристики сварочного электрода, влияющие на его способность сваривать алюминий:
Состав:
Состав сварочного электрода, включая его элементы и пропорции, влияет на его способность сваривать алюминий. Алюминиевые сварочные стержни обычно содержат алюминиевый сплав и имеют низкую температуру плавления, хорошие сварочные характеристики и достаточную прочность.
Некоторые присадочные прутки содержат большое количество магния или кремния, которые могут улучшить прочность и твердость сварного шва.
Состав присадочной проволоки также может влиять на внешний вид сварного шва. Некоторые присадочные стержни содержат сплавы, предназначенные для улучшения цвета и качества сварного шва, что важно для применений, где внешний вид сварного шва является критическим фактором.
Температура плавления:
Температура плавления сварочного стержня важна, поскольку она влияет на способность стержня течь и связываться со свариваемым алюминием. Сварочные прутки с низкой температурой плавления, как правило, лучше подходят для сварки алюминия, поскольку они с меньшей вероятностью треснут или вызовут другие проблемы в процессе сварки.
Обычно для сварки алюминия подходят сварочные прутки с температурой плавления от 1100 до 1300°F. :auto!important">
- Формирование сварочной ванны: Если температура плавления присадочного стержня слишком низкая, это может привести к образованию слишком жидкой сварочной ванны, что затруднит контроль и приведет к слабой или пористый сварной шов.
- Стабильность сварочной ванны : Если присадочный стержень имеет высокую температуру плавления, это может помочь сохранить стабильную сварочную ванну и предотвратить прогорание или кипение присадочного стержня.
- Качество сварки : Присадочный стержень с более низкой температурой плавления может привести к получению сварного шва с более низкой прочностью на растяжение или более низкой коррозионной стойкостью, в то время как присадочный стержень с более высокой температурой плавления может привести к более твердому и хрупкому сварному шву.
- Время охлаждения сварного шва : Температура плавления присадочного стержня также может влиять на время охлаждения сварного шва, что может повлиять на свойства сварного шва и конечного готового изделия.
Прочность:
Прочность сварочного стержня также является важным фактором его способности сваривать алюминий, так как слабый стержень может не обеспечить достаточную поддержку сварного соединения.
Присадочный стержень с высокой прочностью важен для применений, где сварное соединение будет подвергаться высоким уровням напряжения, например, в конструкциях или при изготовлении тяжелого оборудования. В этих случаях присадочный стержень с низкой прочностью может быть не в состоянии выдержать напряжение и давление при применении, что может привести к слабому или хрупкому сварному шву, склонному к разрушению.
Напротив, для применений, где прочность сварного шва не является критическим фактором, может быть достаточно присадочного стержня с меньшей прочностью. Например, в художественных или декоративных целях может подойти наполнительный стержень с более низкой прочностью, если он обеспечивает гладкую и привлекательную поверхность.
Диаметр:
Диаметр сварочной проволоки влияет на размер сварного шва и количество необходимого присадочного материала. Стержень большего размера обычно обеспечивает больший сварной шов, а стержень меньшего размера может быть более маневренным в ограниченном пространстве.
!важно;поле-справа:авто!важно;отображение:блок!важно;выравнивание текста:по центру!важно;минимальная ширина:250px;верхнее поле:15px!важно;нижнее поле:15px!важно;поле -left:auto!important;max-width:100%!important;line-height:0">Коррозионная стойкость:
Коррозионная стойкость сварочного стержня важна, если свариваемый алюминий будет подвергаться воздействию агрессивных сред , такие как соленая вода. Обычно это определяется составом
Часто задаваемые вопросы
Как очистить алюминий перед сваркой?
Очистка алюминия перед сваркой важна для обеспечения прочного и качественного сварного шва. Перед сваркой можно предпринять следующие шаги:
1. Удалите грязь, масло или жир с поверхности алюминия с помощью обезжиривателя и чистой ткани.
2. Используйте наждачную бумагу или шлифовальную машину, чтобы удалить окисление или коррозию с поверхности.
3. Очистите алюминиевую поверхность раствором из равных частей воды и уксуса или специальным средством для чистки алюминия.
4. Тщательно промойте поверхность водой, чтобы удалить остатки чистящего раствора.
5. Протрите поверхность чистой тканью или дайте ей полностью высохнуть на воздухе перед сваркой.Важно избегать использования стальных щеток или других инструментов, которые могут оставить металлические загрязнения, так как они могут ослабить сварной шов. Также важно избегать прикосновения к алюминию голыми руками, так как масла и соли с кожи также могут загрязнить алюминий.
!важно;отобразить:блокировать!важно">Заключение
Правильный выбор присадочной проволоки для сварки алюминия имеет важное значение для получения прочного и долговечного сварного шва. E4043 и E5356 — две популярные присадочные проволоки для сварки алюминия, каждая из которых имеет уникальные характеристики и характеристики. E4043 — это универсальная присадочная проволока, хорошо подходящая для многих видов сварки алюминия. В то же время E5356 является присадочной проволокой, которая особенно хорошо подходит для морского алюминия из-за высокого содержания в нем магния.
Технические характеристики этих присадочных прутков, включая их температуру плавления, химический состав, предел прочности при растяжении и сварочный ток, являются важными факторами, которые следует учитывать при выборе правильного присадочного прутка для конкретного применения.
Категории TIG WeldingРемонт алюминия припоем онлайн - Сварка и пайка
Ремонт алюминия припоем онлайн - Любой может быстро отремонтировать алюминий
Быстро и легко отремонтировать алюминий с помощью припоя HTS-2000
Самый сильный, быстрый , и Самое простое изготовление алюминия или ремонт деталей.
Подойдет ли он для вашей работы? ДА! Этот высокопрочный прут для пайки позволяет ремонтировать или изготавливать алюминий прочнее, чем аппарат для сварки TIG, без аппарата. Сварка алюминия не требуется! Все, что вам нужно для ремонта любого металла, прочнее нового, — это источник тепла (пропан или мап-газ), турбонаконечник или кислородно-ацетиленовый и наш материал.
- Экономит ваше время – Ремонт выполняется быстро и просто: пайка алюминия с помощью нашего HTS-2000 или чугуна с помощью наших прутков для пайки HTS-528.
- Экономит ваши деньги – Дешевле, чем сварочные аппараты или покупка новых или бывших в употреблении деталей.
- Позволяет сделать это самостоятельно – Независимо от вашего опыта любой может легко паять алюминий, просто прочитав нашу инструкцию на 1 странице, гарантировано!
- Делает невозможное! — Выполняет множество ремонтных работ даже после того, как сварщик говорит, что это невозможно сделать сильнее, чем сварка, и даже ремонтирует замасленные или окисленные металлы.
Представьте себе, что вы получаете сильнее и лучше, чем при сварке, используя наши высокопрочные прутки для пайки и всего лишь горелку — пропановую или газовую горелку, которая, вероятно, у вас уже есть или которую вы можете легко купить в ближайшем хозяйственном магазине.
- Прочнее — более прочный на растяжение плюс наши прутки для пайки имеют самый высокий уровень удлинения, который вы можете купить, чтобы прослужить всю жизнь, используя наш прут для пайки HTS.
- Проще – без флюсов и смесей. Не требуется специальная щетка, как для других низкокачественных припоев, где требуется щетка из нержавеющей стали.
- Лучшая проникающая способность — проникает сквозь такие примеси, как антифриз, масло и коррозия. Даже ремонтировать металлы, которые вы просто не можете сваривать или ремонтировать с помощью обычных сварочных аппаратов Mig или Tig.
Более 30 000 довольных дилеров, специалистов механических и ремонтных мастерских скажут вам после того, как вы попробуете все другие продукты для ремонта алюминия и литья, что они используют только наши продукты и доверяют им.
Это лишь некоторые из множества металлических деталей, которые можно легко отремонтировать!
- Алюминиевые головки
- Чугунные головки
- Линии кондиционера
- Крышки ГРМ
- Коллекторы
- Топливные баки
- Колеса
- Полное изготовление
- Алюминиевые лодки
- Кавитационные пластины
- Кронштейны
- Лестницы
- Ящики для инструментов
- Мачта
- Крылья
- Кузова грузовиков
- Картер коробки передач
- Масляные поддоны
- Корпус колокола
- Доохладители
- Конденсаторы
- Линии конденсатора
- Охлаждение
- Заклепки
- Детали трактора 2N
- Навесы
- Промышленные детали
- Алюминиевые формы
- Металлические детали горшка
- Погрузчики
- Блоки двигателя
- Турбокомпрессоры
- Генераторы
- Генераторы
- Радиаторы
- Ирригационные трубы
- Авиационный поплавок
- Швы
- Скеги
- Мебель
- Насосы
- Башни
СПЕЦИАЛЬНАЯ СКИДКА 50% ТОЛЬКО НА ИНТЕРНЕТ-ЗАКАЗЫ.
Дополнительная информация:
- HTS-2000 Прутки для пайки для всех «цветных» сплавов, таких как алюминий, литой алюминий, литье под давлением, алюминий-магний, горшок, цинк, медь, бронза, латунь, титан, серебро, Нержавеющие, никелевые и анодированные детали.
- HTS-528 Прутки для припоя для любых сплавов черных металлов, таких как чугун, сталь, латунь, никель, все сплавы с твердой поверхностью.
- Закажите онлайн прямо сейчас и убедитесь, насколько доступным может быть этот замечательный продукт для ремонта!
- Мы отправляем по всему миру — ваши тарифы на доставку отображаются после того, как вы укажете адрес доставки для своего заказа и до того, как вы завершите заказ и введете информацию о кредитной карте — все заказы отправляются на следующий рабочий день.
Остались вопросы о ремонте, сварке или пайке алюминия? Нажмите здесь, чтобы просмотреть часто задаваемые вопросы.
Отзывы
Более 30 000 довольных дилеров, специалистов механических и ремонтных мастерских скажут вам после того, как вы попробуете все другие продукты для ремонта алюминия и литья, что они используют только нашу продукцию и доверяют ей.
Министерство обороны США,Я хочу, чтобы вы знали, что я абсолютно ПОЛНЫЙ! Я пытался паять алюминий, но безрезультатно (или очень ограниченно) в течение длительного времени. Когда я увидел тебя в Интернете…
Чикаго Вольво GMC,Мы использовали HTS-2000 для ремонта нескольких дорогостоящих деталей в первую же неделю после того, как он у нас появился.
Крупнейший дилер Allison на Среднем Западе,HTS-2000 оказался самым надежным средством для ремонта алюминия, которое мы когда-либо видели. Это потрясающе!
ПРОДУКЦИЯ
Мы предлагаем прутки HTS-2000 и HTS-528.
Пруток для пайки HTS-2000
Ремонт алюминия, литого алюминия, чугуна, меди, магния и всех белых или пористых металлов.
 Если температура плавления слишком высока, присадочный стержень может не расплавиться и смешаться с основным металлом, что приведет к неполному сварному шву.
Если температура плавления слишком высока, присадочный стержень может не расплавиться и смешаться с основным металлом, что приведет к неполному сварному шву.



 Эта новая технология ремонта хорошо работает с алюминием, литым алюминием, металлом, медью, магнием и всеми белыми или пористыми металлами. Вы можете легко отремонтировать проржавевшие или пропитанные маслом участки, которые почти невозможно исправить с помощью сварочных аппаратов с алюминиевыми прутками или другими продуктами для пайки.
Эта новая технология ремонта хорошо работает с алюминием, литым алюминием, металлом, медью, магнием и всеми белыми или пористыми металлами. Вы можете легко отремонтировать проржавевшие или пропитанные маслом участки, которые почти невозможно исправить с помощью сварочных аппаратов с алюминиевыми прутками или другими продуктами для пайки.



