время, за которое она застывает, правильное использование – Холодная сварка на Svarka.guru
Группа клеевых составов, объединяемых общим названием «холодная сварка» служит для прочного неразъемного соединения металлов и пластмасс и других материалов. Способ активно применяется при ремонте автомобилей и сантехники, в производстве и строительстве.
По прочности и долговечности не требующий нагрева заготовок метод приближается к «горячей» сварке, если будет соблюден ряд условий. Как подготовить материалы к холодной сварке, какие условия применения, сколько сохнет холодная сварка — именно от этих нюансов и зависит надежность шва
Содержание
- 1 Что это такое?
- 2 Варианты составов
- 3 Правильность использования
- 4 Время засыхания и правила применения
- 5 Нанесение
- 6 Скорость в зависимости от марки товара
- 7 Применение при ремонте автомобиля
- 8 Линолеум
Что это такое?
Метод соединения деталей основан на действии сильных растворителей. Составом смазывают поверхности заготовок и дают некоторую выдержку. Клей повышают пластичность приповерхностных слоев двух деталей, и при сжатии происходит взаимное проникновение их молекул.
Составом смазывают поверхности заготовок и дают некоторую выдержку. Клей повышают пластичность приповерхностных слоев двух деталей, и при сжатии происходит взаимное проникновение их молекул.
Создается промежуточный слой, в котором возникает межатомное взаимодействие между этими молекулами. При застывании состава две детали объединяются в единое целое, слой напоминает застывший шов горячей сварки.
Для того, чтобы метод сработал, необходимо соблюсти ряд условий:
- тщательная подготовка поверхностей заготовок-они должны быть зачищены от механических загрязнений и обезжирены;
- сильное сжатие деталей для обеспечения взаимопроникновения размягченных поверхностных слоев;
- строгое соблюдение указанного в инструкции времени выдержки смазанных поверхностей, времени сжатия и времени твердения до начала эксплуатации.
Метод широко применяется для экспресс-ремонта сантехнического оборудования, транспортных средств, бытового ремонта.
Варианты составов
В состав холодной сварки для металлов входит три основных компонента:
- Эпоксидная смола.
 Это основной связующий компонент, создающий прочные связи между молекулами соединяемых материалов;
Это основной связующий компонент, создающий прочные связи между молекулами соединяемых материалов; - Наполнитель. Металлический порошок, близкий по составу к материалу склеиваемых деталей. Служит для увеличения прочности, термостойкости шва;
- Дополнительные присадки. Сера, кремний, другие элементы или соединения подбираются в зависимости от назначения состава и служат для улучшения тех или иных свойств будущего соединения.
 Это основной связующий компонент, создающий прочные связи между молекулами соединяемых материалов;
Это основной связующий компонент, создающий прочные связи между молекулами соединяемых материалов;Именно количественным содержанием дополнительных присадок и отличаются составы, предлагаемые разными производителями.
Правильность использования
Время, необходимое для застывания клеящего вещества, в руководстве пользователя всегда указывается относительно определенной температуры, чаще всего это комнатная- +20оС. При повышенной температуре состав застынет быстрее, при пониженной — медленнее. Применять холодную сварку, если температура опустилась ниже минимально допустимой, не стоит. Сколько бы ни сушился шов — прочным и надежным он все равно не станет.
Сколько бы ни сушился шов — прочным и надежным он все равно не станет.
Не менее важно и соблюдение условий по влажности применения. При повышенной влажности состав просто не сможет застыть, при пониженной — застывание будет происходить намного быстрее, и можно не успеть приложить детали друг к другу.
Если холодная сварки застыла- ее придется выбросить и подготовить новую порцию.
Время засыхания и правила применения
В инструкции по применения указано три временных промежутка, каждый из которых нужно точно соблюдать время:
- выдержки смазанных составом поверхностей;
- сжатия деталей;
- полного высыхания состава до начала эксплуатации изделия.
При нарушении продолжительности выдержки, если не начать сжимать детали сразу после нанесения, растворитель не успевает размягчить приповерхностный слой, контакт между деталями возникнет не по всей поверхности. Если же, наоборот, передержать смазанные поверхности, состав успевает высохнуть и при сжатии не произойдет смешивания слоев. Засохлый слой клея придется удалять
Засохлый слой клея придется удалять
Если недостаточно временить при сжатии деталей, то не происходит взаимопроникновения размягченных слоев, и соединение будет непрочным.
[stextbox id=’alert’]Важно! Недопустимо также начинать пользоваться изделием до полного высыхания. Не закончивший твердеть шов просто разрушится.[/stextbox]
Нанесение
Перед тем, как наносить холодную сварку, необходимо подготовить поверхности. Они очищаются от механических загрязнений наждачной бумагой или шлифмашиной, а потом тщательно обезжириваются и высушиваются. Оставшаяся на поверхности пыль или масложировое пятно сведет действие состава на нет.
Подготовка двухкомпонентного клея, жидкого или пластичного, проводится непосредственно перед началом работ. За полчаса-час подготовленный состав приходит в негодность, и приходится смешивать следующую порцию.
Теперь можно наносить состав на склеиваемые поверхности, разравнять его шпателем для того, чтобы убрать излишки.
Выдержав указанное в инструкции время, следует сильно сдавить заготовки дождаться схватывания.
Далее нужно обязательно дождаться, чтобы клей полностью высох. Только после этого можно приступать к использованию изделия.
Скорость в зависимости от марки товара
В таблице указано, сколько схватывается и застывает полностью холодная сварка разных торговых марок.
| Наименование | Время схватывания, мин | Полное затвердевание, час | T, oC |
| Линоль | 30 | 6 | 20 |
| Penosil | 5 | 1 | 17 |
| Алмаз | 20 | 2,5 | 18 |
| Zollex | 60 | 18 | 20 |
| Nowax | 15-20 | 3 | 18-20 |
| Poxipol | 30 | 3 | 16-18 |
| Abro | 5 | 1 | 18 |
[stextbox id=’warning’]Обязательно следует принимать во внимание температуру применения и относительную влажность воздуха. [/stextbox]
[/stextbox]
Применение при ремонте автомобиля
Холодная сварка часто используется при экспресс-ремонте различных деталей автомобиля в полевых условиях. Размять два кусочка, похожих на пластилин, или смешать жидкости из двух тюбиков намного проще им быстрее, чем доставлять к месту поломки сварочный аппарат.
Чаще всего холодную сварку используют для ремонта прохудившихся трубопроводов, радиаторов, глушителей, бензобаков, подклеивания на место осколком разбитого картера и т.п.
Важным преимуществом холодной сварки перед горячей служит то, что:
- не требуется снимать деталь с автомобиля;
- не нужно проветривать бензобак и топливопроводы, чтобы удалить из них пары бензина;
- можно продолжать движение своим ходом после ремонта.
Нужно понимать, что срок службы отремонтированного таким образом бензобака или радиатора в условиях постоянной вибрации – ровно до ближайшего сервиса, где потребуется провести полноценную запайку или замену узла.
Линолеум
Холодная сварка активно применяется в строительстве и жилищном ремонте для соединения полос линолеума в единое полотно.
Основные преимущества такого способа:
- монолитность соединенного полотна, однородность фактуры и цвета;
- не требуется сложного оборудования и высоких температур;
- не требуется специальных навыков — достаточно строго следовать указаниям инструкции.
Применяется три основных типа клея для линолеума:
- А: для незаметного соединения встык нарезанных на заводе, хорошо подогнанных полотен с малым (до 2 мм зазором)
- С: для заполнения зазоров до 4 мм, образовавшихся при ручной раскройке;
- Т: профессиональный состав для склеивания многослойных моделей линолеума.
Для холодной сварки края полотен линолеума очищаются и обезжириваются. На зону шва наклеивают малярную ленту, ее прорезают острым монтажным ножом точно по линии шва.
Холодная сварка Алмаз: инструкция по применению клея
Главная » Материалы
Материалы
Автор Сварщик На чтение 4 мин Просмотров 181 Опубликовано
Среди клеящих составов нового поколения холодную сварку «Алмаз» выбирают из-за невысокой стоимости и прочности образуемых соединений. Производители разработали несколько рецептур для различных материалов: металла, дерева, пластика. Двухкомпонентные смеси с различными добавками, придающими уникальные свойства. В небольшом обзоре представлены популярные клеи под общим названием «Алмаз».
Содержание
- Особенности
- Достоинства и недостатки
- Разновидности и область применения
- Инструкция по применению
Особенности
Клеящий состав «Алмаз», выпускаемый под брендом «Bethel», создан на базе эпоксидных смол. Холодная сварка удобна для транспортировки: пластиковую упаковку весом 58 г можно убрать в бардачок автомобиля или кейс с инструментами. Двухкомпонентный клей выпускается в виде цилиндра из белой массы, заполненного серым веществом. Для защиты от влажности холодная сварка обернута целлофаном.
Чтобы получить рабочий состав, достаточно перемешать оба компонента до однородной структуры. Расходуется клей экономично, если отрезать от цилиндра только нужное количество вещества. Мягкий материал хорошо режется, приобретает твердость только при смешивании. Остальную массу снова оборачивают целлофаном и убирают в пластиковый футляр-упаковку. После реакции компонентов, входящих в серую и белую части, происходит процесс полимеризации.
Если говорить о достоинствах, лучше рассматривать холодную сварку «Алмаз» универсальную, которая используется для склеивания большинства поверхностей в быту.
Неоспоримые преимущества клея:
- состав выпускается в разной фасовке, 58 и 585 граммов;
- пластичный двухкомпонентный клей легко смешивается пальцами, достаточно хорошо размять отрезанный кусочек;
- пользоваться клеем-сваркой можно в любых условиях, не нужно создавать особый температурный режим, главное, не допускать перегревания;
- для применения не требуются специальные инструменты, отрезать необходимую порцию можно любой плоской жесткой пластинкой;
- хорошая адгезия, размятая масса сразу прилипает к любым сухим поверхностям;
- за счет хорошей пластичности «Алмаз» скрепляет гладкие, шероховатые и рельефные поверхности, заполняет все пустоты, им можно восстановить утерянные фрагменты пластика, минеральной основы;
- экологическая безопасность, «Алмазом» допускается склеивать посуду.

Недостатки связаны с некоторыми ограничениями применения:
- на строительном рынке имеются подобные смеси, превосходящие «Алмаз» по эффективности;
- недостаточная прочность на разрыв, для ответственных соединений подобная холодная сварка не применяется;
- мягкая масса сильно липнет к рукам, другим сухим поверхностям, необходимо смачивать кожу или перчатки;
- комки, образующиеся при непромесе, ухудшают качество склейки;
- при хранении на холоде качество холодной сварки ухудшается.
Холодная сварка «Алмаз» создана для бытового применения, экстренного ремонта.
В профессиональных работах практически не используется из-за невысоких прочностных характеристик.
Разновидности и область применения
Выпускают несколько модификаций клея: холодную сварку «Алмаз». Следует подробно рассмотреть все виды составов, чтобы у потребителей не было сложностей при выборе смеси:
- Универсальный клей-сварка применяется для склейки керамики, фаянса, фарфора, различных пластиков, дерева, металла. Соединяет однородные и разнородные поверхности. Поможет склеить кружку или вазу, восстановить герметичность емкости.
- «Алмаз» для дерева склеивает массив и древесно-стружечные плиты (ДСП, ЛДСП, МДФ), современные композиты с древесным наполнителем (палубную и террасную доску, декинг). Холодной сваркой упрочняют крепеж, стыки, используют при реставрации старой мебели.
- Модификация для ремонта машин подходит для склеивания металлопластика, пластика, тонкого проката. «Алмазом» соединяют мелкие детали, маскируют сколы, трещины на бампере, укрепляют разношенные резьбовые соединения.
- Холодная сварка с металлической пудрой предназначена для ремонта металлических поверхностей, применяется для стальных деталей, изделий из цветных металлов.
 Соединяет однородные и разнородные поверхности. Поможет склеить кружку или вазу, восстановить герметичность емкости.
Соединяет однородные и разнородные поверхности. Поможет склеить кружку или вазу, восстановить герметичность емкости.При покупке клея необходимо учитывать особенности различных модификаций, они различаются видом наполнителя.

Инструкция по применению
Для получения качественного соединения необходимо тщательно подготовить поверхность:
- очистить от загрязнений;
- на гладкой поверхности напильником или шкуркой для лучшей адгезии создают искусственную шероховатость;
- обезжирить, масляные пленки ухудшают адгезию;
- хорошо высушить, только один вид холодной сварки для сантехники хорошо прилипает к влажному основанию.
Инструкция содержит несколько рекомендаций, которые помогут приготовить клеящую массу. Желательно работать в перчатках, хорошо смачивать руки, чтобы комки не прилипали к пальцам. Важно хорошо размять состав до однородной массы.
Для лучшего сцепления соединение рекомендуется убрать под пресс или зажать склеиваемые элементы струбциной. Время отвердевания следует уточнить на упаковке. К обработке склеенного шва приступают через сутки.
Время отвердевания следует уточнить на упаковке. К обработке склеенного шва приступают через сутки.
[PDF]
В этом посте мы обсудим , как работает подводная сварка? и его Виды подводной сварки. Вы также можете загрузить PDF-файл этой статьи в конце.
Процесс подводной сварки
В 1932 году русский металлург (Константин Хренов) изобрел подводную сварку . Подводная сварка также называется гипербарической сваркой . Это процесс сварки под высоким давлением под водой.
При использовании в сухой среде, называемой « гипербарическая сварка ». А во влажной среде называется « подводная сварка ».
Сухая сварка используется вместо сварки во влажной воде, когда требуется высококачественный сварной шов .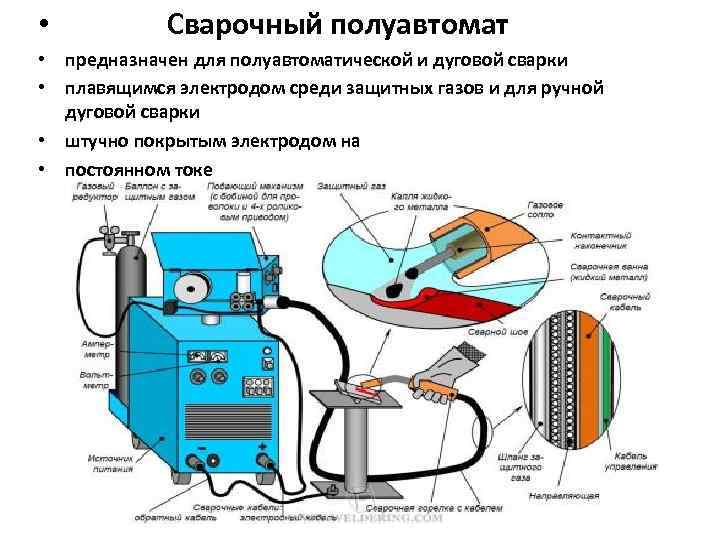 Из-за повышенного контроля в ситуациях, которые могут быть достигнуты за счет использования термической обработки до и после сварки.
Из-за повышенного контроля в ситуациях, которые могут быть достигнуты за счет использования термической обработки до и после сварки.
Так, когда требуется очень качественный сварной шов, применяют сухую гипербарическую сварку. Ведутся исследования по использованию сухой гипербарической сварки на глубине 1000 метров (3300 футов). В общем, обеспечение целостности подводных сварных швов может быть сложной задачей. (Но это возможно с использованием различных приложений неразрушающего контроля). В основном для мокрых подводных сварных швов.
Существует два метода подводной сварки: 1. Влажная сварка и 2. Сухая сварка.
Применение гипербарической сварки.
- Обычно используется для ремонта судов, морских нефтяных платформ и трубопроводов.
Читайте также: 23 Типы металлов и их свойства [Пояснение]
Виды подводной сварки
В основном существует два типа сварки под водой :
- Сварка под водой
- Сухая сварка
#1 Мокрая сварка
Этот метод выполняется под водой . Это включает использование специально разработанных сварочных стержней и включает в себя тот же процесс, что и при стандартной сварке.
Это включает использование специально разработанных сварочных стержней и включает в себя тот же процесс, что и при стандартной сварке.
Мокрая подводная сварка подвергает водолаза и электрод воздействию воды и окружающих элементов. Дайверы используют около 300–400 ампер постоянного тока для зарядки своих электродов и сваривают, используя различные формы дуговой сварки.
Из-за водородного крекинга процесс обычно ограничивается низкоуглеродным эквивалентом кражи, особенно на большей глубине. Мокрая сварка выполняется с помощью того же оборудования, которое используется для сухой сварки, но электрододержатели предназначены для охлаждения воды и обладают большей изоляцией.
Преимущества мокрой сварки:
- Процесс мокрой сварки быстрее и дешевле.
- Нет среды обитания.
- высокая прочность на растяжение.
- Легкий доступ к точкам сварки.
Читайте также: Какие существуют типы положений для сварки [Изображения и PDF]
#3 Сварка всухую или гипербарическая сварка
Гипербарическая сварка — это процесс, при котором камера герметизируется вокруг свариваемой конструкции. Он заполнен газом (обычно смесью гелия и кислорода или аргона), который затем вытесняет воду за пределы гипербарической области. Это обеспечивает сухую среду для выполнения сварки.
Он заполнен газом (обычно смесью гелия и кислорода или аргона), который затем вытесняет воду за пределы гипербарической области. Это обеспечивает сухую среду для выполнения сварки.
- Обладает высоким качеством сварки.
- Имеет защиту сварщика или водолаза.
- Сухая сварка имеет неразрушающую сварку.
- Имеет мониторинг поверхности.
См. также: Основные инструменты и оборудование для сварки [Фотографии и PDF]
Оборудование для подводной сварки
Для надлежащей сварки под водой профессиональный водолаз использует пять основных инструментов:
- Водолазный шлем
- Аксессуары
- Гидрокостюм
- Электроды
- Stinger
- Блок питания
Водолазный шлем #1
На рисунке показан водолазный шлем для подводной сварки . необходимо носить безопасный водолазный шлем для работы. Во время сварочного процесса шлем защищает наши глаза и лицо.
Во время сварочного процесса шлем защищает наши глаза и лицо.
Также водолазный шлем позволяет дышать сварщику-водолазу под водой, поэтому используется в подводном назначении. Сварочный экран, который крепится к передней части их маски для защиты глаз. Некоторые из этих сварочных экранов откидываются вверх или вниз, как сварочные колпаки, и все они бывают разных цветов.
#2 Принадлежности для подводной сварки и дайвинга
Водолазы-сварщики будут использовать следующие принадлежности для дайвинга:
- Водолазный нож
- Пуповина
- Ремни 9 Компрессор 90 Газовая панель и газовый баллон40
- Рубильник
#1 Нож для дайвинга
Это инструмент на все случаи жизни. Независимо от того, нужно ли им разрезать материал проекта, открыть дверь клином или выйти из критического состояния, водолазный нож работает.
#2 Пуповина
Это газ откачивается и от водолаза и с поверхности.
Привязь #3
ЦИФРОВАЯ КАМЕРА OLYMPUSЧтобы дайвер оставался на одном месте во время работы.
Газовая панель и компрессор №4:
Квалифицированная команда контролирует газовый манометр и обеспечивает постоянную подачу воздуха, поступающего в водолаз. Дайверы также наблюдают за ними напрямую. Многие используют газ низкого давления, поскольку из-за его неприхотливости в обслуживании практически неограниченная подача воздуха.
#5 Аварийный газ
Он используется в экстренных ситуациях, в случае плохого оборудования SSA, этот газ обычно используется дайвером в качестве вторичного источника газа. Он выполнен в виде небольшого акваланга.
#6 Переключатель ножей
Не то же самое, что водолазный нож. Он используется при использовании электроприборов под водой, таких как мокрая сварка. Построенный в форме простой печени, он регулирует поток электричества с верхней стороны для питания вашего устройства.
Читайте также: Типы сварочных аппаратов и их применение [PDF]
Водолазный костюм №3
Для дайвинга дайверы должны использовать сухой костюм, поскольку он обеспечивает лучшую защиту от климатических условий, чем гидрокостюм.
В зависимости от среды, в которой вы погружаетесь, сухие гидрокостюмы бывают из неопрена, резины или оболочки.
Однако в качестве дополнительного внешнего слоя защиты некоторые подводные сварщики надевают комбинезон поверх костюма.
Если расплавленный металл попадет прямо в его костюм, то он может прожечь его насквозь. Комбинезон предотвращает это.
Для защиты рук сварщики-водолазы надевают толстые резиновые манипуляторы поверх нескольких пар латекса. Чтобы вода не попала в перчатки, они могут защелкнуть резинку вокруг запястного отдела.
№4 Электроды
Электроды являются наиболее важным инструментом подводной сварки, они обеспечивают материалы для сварки. подводные электроды должны иметь чрезвычайно водостойкое покрытие и высокий предел текучести.
подводные электроды должны иметь чрезвычайно водостойкое покрытие и высокий предел текучести.
Водостойкое покрытие: Чем дольше он сможет продержаться в агрессивной морской среде, тем лучше.
Высокий предел текучести: Материал электрода лучшего качества обеспечивает сварной шов с высокой плотностью, который прослужит долгое время.
#5 Stinger
Стингеры удерживают электроды, они сделаны из легких пластиковых материалов, чтобы уменьшить вероятность появления болей и усталости. Стингер имеет следующие характеристики:
- Он должен быть изолирован.
- Он должен быть эргономичным и легким.
- Правильный угол.
Источник питания #6
Для каждого сварочного процесса должен быть необходим источник питания. При подводной сварке обычно используется источник питания постоянного тока.
Источником питания для подводной ручной дуговой сварки металлическим электродом (MMA, SMA / SMW) должен быть сварочный генератор постоянного тока, способный выдавать не менее 300 А при 65 В холостого хода (ОС).
Сварочная цепь оборудования должна включать автоматический выключатель постоянного тока (двухполюсный одинарного действия, минимум 400 А).
Заключение
Итак, теперь мы надеемся, что развеяли все ваши сомнения относительно процесса подводной сварки. Если у вас все еще есть сомнения по поводу « типов подводной сварки », вы можете связаться с нами или задать вопрос в комментариях. Если вам понравилась наша статья, то поделитесь ею с друзьями.
Подпишитесь на нашу рассылку, чтобы получать уведомления о новых публикациях.
Введите адрес электронной почты
Скачать PDF этой статьи:
Щелкните здесь, чтобы скачать
Вам могут быть интересны дополнительные статьи о сварке:
- Какие существуют типы сварных соединений (подробное объяснение)
- Распространенные типы дефектов сварки [Причины и способы устранения]
- Что в чем разница между сваркой TIG и MIG?
Другие артикулы:
- Термическая обработка стали
- Токарный станок
- Типы формовочных станков
Сварка под водой: определение, работа, виды, области применения, преимущества
В этой статье мы изучим подводную сварку, а также определение, работу, типы, проблемы, области применения, преимущества, недостатки и т. д. Давайте исследуем!
д. Давайте исследуем!
Что такое подводная сварка? Определение
Основы подводной сварки
Подводная сварка — опасная профессия. Это требует практики и опыта. Кроме того, для изучения процесса требуется зачисление в школу сварщиков. Такие школы обеспечивают надлежащее обучение под руководством опытных инструкторов. Второй шаг — поступить в сертифицированную автошколу, чтобы научиться дайвингу. Весь процесс занимает годы. Не только надлежащее обучение, но и опыт и практика впоследствии имеют важное значение для достижения мастерства.
Определение типов работ для подводной сваркиЭто основные причины, по которым подводным сварщикам платят достаточно хорошо.
- Бюро трудовой статистики пришло к выводу, что их почасовая оплата составляет около 28 долларов.
- Кроме того, возможности трудоустройства растут со скоростью 9,5%. Заработная плата растет на 3,5%.
- Опытные и квалифицированные специалисты зарабатывают 100 000 долларов в год, что может доходить до 150 000 долларов.
- Это одна из высокооплачиваемых работ без высшего образования, но сопряженная с огромным риском.

Сварка под водой Определение
Сварка под водой — это метод сварки под высоким давлением. В нем человек ныряет в воду для выполнения сварки, аналогичной сварке на земле. Когда это происходит в сухой среде, это называется гипербарической сваркой.
- Сварка во влажной среде под водой называется подводной сваркой.
- Похоже на сварку на земле.
- Техники, основы и оборудование остаются одинаковыми для обоих.
- Однако подводная сварка является сравнительно сложной и требовательной областью.
История подводной сварки
До 20 века дайвинг существовал сотни лет, но подводная сварка была изобретена в 1930-х годах.
- Изобретателем был советский инженер Константин Хренов.
- Он предположил, что подводная сварка приводит к частому выделению пузырьков газа в месте контакта с металлом и дугой.
- Эта проблема приводит к пористости сварных швов. Хренов и его команда внедрили водонепроницаемое покрытие для электродов.
- Провели успешные испытания в 1932 году на Черном море. Советы начали использовать его вскоре после его успеха.

В 1940-х годах Сирил Дженсон, вдохновленный Константином, начал свои сварочные испытания. Дженсон расширил программы подводной сварки в США. Он также представил процесс кислородно-дуговой подводной резки.
Подводная сварка: как это работает?
Подводные сварщики используют различные варианты выполнения сварочных работ. Прежде чем приступить к обеспечению безопасности труда, необходимо предварительное планирование.
- Основным назначением подводной сварки является ремонт и техническое обслуживание морских сооружений.
- Есть два типа рабочих. Те, кто занимается ремонтом плотин, мостов и небольших морских судов, известны как гипербарические внутренние сварщики.
- Те, кто работает на кораблях, подводных средах обитания, объектах атомной энергетики и трубопроводах, являются морскими сварщиками.
- Ремонт необходим из-за морских аварий или коррозии.
- Сварка происходит на глубине от 30 до 400 футов соленой воды.

Чтобы четко понять, как работает подводная сварка, давайте рассмотрим два основных типа.
Основные типы подводной сварки
Двумя основными типами являются мокрая сварка и сухая сварка.
Мокрая сварка
Мокрая сварка определяется как процесс, во время которого площадка окружена водой. Он основан на создании электрической дуги между электродом и местом сварки.
- Распространенным методом мокрой сварки является дуговая сварка в защитном металле (SMAW).
- Он широко используется и экономичен.
- Во время процесса для предотвращения опасностей важно обеспечить безопасность.
- Перед началом процедуры все окрестности проверяются на наличие опасностей.
- Образуется слой пузырьков газа, покрывающий сварной шов.
- Предотвращает контакт электричества с водой и другими коррозионно-активными или окисляющими веществами.
- Эти меры безопасности приняты для защиты сварщиков от поражения электрическим током.
Влажная сварка также выполняется другими методами, такими как сварка трением и FCAW (дуговая сварка с флюсовой сердцевиной).
Сухая сварка
Сухая сварка определяется как процесс, во время которого участок не смачивается и отделяется от воды. Он также известен как «сварка среды обитания». Он использует гипербарическую камеру.
- Прежде всего, создается уплотнение вокруг участка, требующего сварки.
- Затем подсоединяются шланги, чтобы вытолкнуть воду и заменить ее смесью газов, таких как гелий и кислород.
- В камере создается давление до соответствующей глубины, которая поддерживает нормальное давление и предотвращает декомпрессионную болезнь.
- Методы, используемые при сухой сварке, зависят от размера барокамеры.
- Другими методами являются сварка в среде обитания, сварка давлением, сварка в сухой камере, точечная сварка всухую.
Кроме того, применимы дуговая сварка металлическим электродом в среде защитного газа и дуговая сварка с флюсовой проволокой (методы мокрой сварки). Ток, необходимый для мокрой сварки, составляет 300-400 ампер.
Методы подводной сварки
Ниже описаны методы подводной сварки. Каждый из них используется в зависимости от ремонта, а также их ограничений для достижения наилучшего результата.
GTAW (дуговая сварка вольфрамовым электродом)
Также известна как сварка вольфрамовым электродом в среде инертного газа. Он чаще всего используется — лучший и бездефектный для сварки металла с металлом.
- Процесс требует квалифицированного специалиста, потому что он немного сложен.
- Начинается с образования дуги между неплавящимся вольфрамовым электродом и местом сварки.
- Обеспечивает высокое качество сварки, но требует точности.
- Сварщик держит горелку одной рукой, а другой вводит присадочную проволоку в сварочную ванну.
- В то же время сварщики управляют электрическим током для сварки луж с помощью ножной педали.

Итак, многозадачная работа должна быть на высоте.
GMAW (дуговая сварка металлическим газом)
Этот процесс включает в себя образование электрической дуги между металлическим электродом из проволоки из инертного газа и заготовкой.
- Обогревает помещение, соединяя их вместе.
- Одновременно вводится защитный газ, предотвращающий загрязнение атмосферы.
- Существует четыре способа переноса металла в GMAW; шаровидный, спрей, импульсный спрей, короткое замыкание.
- Каждый из них отличается своими преимуществами и недостатками.
FCAW (дуговая сварка с флюсовой проволокой)
В этом процессе электрическая дуга выделяет тепло, которое сплавляет основной металл в зоне сварки.
- Присадочная проволока с трубчатым сердечником и расходуемая.
- Дуга вызывает сплавление присадочной проволоки и металлической заготовки, создавая сварной шов.
- Вместо сплошного металлического электрода в FCAW используется трубчатый полый электрод, заполненный флюсом.
- Делится на два типа; один полностью полагается на флюсовый сердечник для успешной сварки, а другой использует внешний защитный газ.

SMAW (дуговая сварка защищенным металлом)
Это более старый и наиболее часто используемый метод сварки. Другое название SMAW — «ручная сварка».
- Сварной шов формируется путем подключения источника питания к электроду с флюсовым покрытием, металлической палочке или стержню, помещенному в электрододержатель.
- Электричество касается основного металла, проходя через электрод.
- Магнитный поток образует защитный газ для защиты от электрической дуги между металлом и зоной сварки.
PAW (плазменная дуговая сварка)
Процесс PAW аналогичен TIG. Между заостренным вольфрамовым электродом и заготовкой возникает дуга.
- Отличие заключается в том, что электрод расположен внутри корпуса горелки, чтобы отделить плазменную дугу от оболочки защитного газа.
- Дуга сужается, когда плазма нагнетается через тонкое медное сопло.
- В зависимости от расхода плазмообразующего газа и диаметра отверстия существует три метода проведения PAW; Микроплазменная сварка, сварка средним током и сварка в замочную скважину.

Сварка давлением
Этот метод соединения деталей путем приложения большой силы, также называемый сваркой в твердом состоянии. Основным принципом является использование механического давления. Этот процесс может включать в себя различные методы, такие как сварка взрывом, ультразвуковая, диффузионная, контактная сварка и сварка трением.
Сухая точечная сварка
Применяется к небольшим камерам, где для выполнения этого процесса обеспечивается хорошая герметизация. Сварка осуществляется путем размещения электродов внутри камеры.
Сварка в сухой камере
Требуется камера небольшого размера, вмещающая только верхнюю часть тела сварщика. Водолаз заходит в камеру снизу. FCAW и SMAW используются для сварки в сухой камере.
FCAW и SMAW используются для сварки в сухой камере.
Проблемы подводной сварки
Профессия подводной сварки весьма привлекательна и требует хорошей заработной платы. Несмотря на это, это очень опасно и рискованно даже после опыта и практики. Эти опасности могут оказаться смертельными, в то время как другие, как известно, вызывают долгосрочные проблемы со здоровьем. Некоторые из этих рисков объясняются ниже.
Поражение электрическим током
Наиболее распространены поражения электрическим током. Поскольку вода является хорошим проводником электричества, что может привести к поражению электрическим током, сварщик должен иметь опыт, чтобы правильно закрепить сварной шов; в противном случае это может привести к поражению электрическим током, поскольку дуги весьма нестабильны. Все оборудование тщательно тестируется на наличие каких-либо дефектов перед запуском процесса. Они должны исправно работать и содержать водонепроницаемый электрод.
Взрывы
Смешение водорода и кислорода образует сотни газовых карманов. При воспламенении они могут привести к взрыву. Если при мокрой сварке слышны хлопки, это свидетельствует об образовании газовых карманов. В этом случае сварщик должен немедленно прекратить сварку, а место дефекта должно быть локализовано во избежание опасности.
При воспламенении они могут привести к взрыву. Если при мокрой сварке слышны хлопки, это свидетельствует об образовании газовых карманов. В этом случае сварщик должен немедленно прекратить сварку, а место дефекта должно быть локализовано во избежание опасности.
Утопление
Даже после приобретения всех навыков утопление может стать причиной смерти рабочих. Иногда оборудование неисправно. Маска, кислородный баллон или любое другое оборудование неисправны, что может вызвать проблемы. Во многих других случаях подводные препятствия также могут стать проблемой. Более того, в глубине видимость ухудшается, поэтому человек не может ясно видеть. Все эти факторы могут вызвать взрыв. Таким образом, персонал должен провести тщательный осмотр оборудования для обеспечения безопасности.
Декомпрессионная болезнь
Декомпрессионная болезнь вызывается пузырьками азота, попадающими в кровоток. Они приводят к неблагоприятным симптомам, таким как сыпь, боль в суставах, паралич и даже смерть.
- Другими симптомами являются тошнота, мышечная усталость, затруднение мышления и слабость.
- Пузырь появляется потому, что дайверы иногда слишком быстро перемещаются из области высокого давления в область низкого давления.
Проблемы со слухом
Работа такова, что сварщикам приходится проводить много времени в зоне высокого давления.
- Может поражать уши, вызывая постоянные или временные проблемы со слухом.
- Высокое давление также может привести к повреждению легких.
Долгосрочные проблемы со здоровьем
Помимо повреждений ушей, легких и носа, в более позднем возрасте также могут возникать хронические боли, потеря конечностей, отсутствие когнитивных способностей и проблемы с памятью.
- Уровень кислорода также низкий.
- На организм воздействуют по-разному.
- По этим причинам рабочие работают посменно, чтобы никто не оставался под водой надолго.

Гипотермия
Температура воды очень низкая. Человеческому телу нужна определенная температура, чтобы органы функционировали должным образом.
- Если дайвер проводит слишком много времени в этом холодном месте, это приводит к потере тепла телом, что в конечном итоге вызывает повреждение органов, потерю сознания и т. д.
- Влажные резиновые костюмы с соответствующей теплоизоляцией защитят от экстремально низких температур.
- В противном случае сварщик утонет.
Отвлекающие факторы
Планктонов иногда привлекают сварочные фонари. Планктон будет привлекать рыбу.
- Эти помехи могут отвлечь сварщика и привести к угрозе.
- Акулы и другие опасные подводные существа могут напасть на человека; поэтому рабочие должны быть очень осторожны.
Но рабочие постоянно связаны с командой, и в большинстве случаев рядом с ними есть кто-то, кто помогает с ремонтом.
Применение подводной сварки
Подводные трубопроводы : Подводная сварка необходима для установки, обслуживания и ремонта трубопроводов.
Морское бурение нефтяных скважин : Сырая нефть добывается со дна моря. Установка для бурения нефтяных скважин включает в себя крупные машины и оборудование, частично погруженные в воду. Сварка имеет здесь огромное применение.
Верфи : Сварку также можно найти на верфях или верфях. Это районы, где ремонтируются и производятся корабли всех размеров.
Подводные электростанции : Атомные электростанции строятся не только на суше. Они также присутствуют под водой, чтобы увеличить производство электроэнергии. Таким образом, спрос на подводную сварку увеличился.
Горнодобывающая промышленность : Сырье добывается с морского дна. Это огромная индустрия. Так. Для плавного хода нужна подводная сварка.
Корабли : Большие корабли часто нуждаются в ремонте в затопленных районах. Следовательно, требуется подводная сварка.
Следовательно, требуется подводная сварка.
Преимущества подводной сварки
Сухая сварка
- Весь процесс происходит в камере, устойчивой к морским течениям и хорошо освещенной. Имеет систему экологического контроля. Это обеспечивает полную безопасность рабочих.
- Неразрушающий контроль, также известный как неразрушающая оценка, основан на анализе методов, материалов, конструкций, дефектов сварки и т. д. без причинения вреда исходной детали.
- Высококачественные сварные швы производятся благодаря низкому уровню h3 и идеальной среде.
- Несъемные сварные швы с лучшей прочностью конструкции.
- Неразрушающий контроль, выравнивание труб и прочее.
- Используемое оборудование быстрее и легче перемещается.
- Лучший выбор для экстренного ремонта.
- Опасность взрыва сведена к минимуму.
- Сварочные сложные конструкции потребуют настройки, чтобы окружить всю область сварного шва. Это дешевле и может быть легко достигнуто.
- Контролируемая среда обеспечивает равномерное распределение тепла.
- Газ подается под давлением выше, чем у воды, даже на большую глубину. Сохраняет ремонтируемый участок сухим.
- Возможно на поверхности моря и под ней.
- Условия сухой гипербарической сварки сравниваются с условиями подводной сварки для достижения наилучших результатов.

Мокрая сварка
- Используется многократно и по всему миру из-за низкой стоимости.
- Мокрая сварка может выполняться с большой скоростью. Таким образом, это экономит время.
- Используется сварочное оборудование хорошего качества.
- Строительство ограждений может привести к пустой трате времени. Он не требует ограждений. Таким образом, процесс эффективно и быстро осуществляется с помощью не слишком дорогих машин и оборудования .
- Используется при сварке морских конструкций, которые невозможно закрепить другими способами.
- Специальные методы позволяют проводить сварку на глубине до 100 000 футов.

Недостатки подводной сварки
Сухая сварка
- Камера сложная.
- Требуется тяжелое оборудование, которое стоит довольно дорого.
- Стоимость высока и периодически увеличивается с глубиной.
- Дуга сужается, и на больших глубинах требуются более высокие напряжения.
- Камера, используемая в одном задании, не может использоваться в других заданиях. Каждый раз строится другой.
Влажная сварка
- Вода непрерывно охлаждает металл сварного шва. Хотя известно, что закалка одновременно увеличивает предел прочности сварного шва, она снижает пластичность. Это приводит к пористости и твердости металла.
- Большое беспокойство вызывает наличие воды.
- Сварщик плохо видит, что влияет на результат.
- Из-за диссоциации паров воды в области дуги в зоне сварки находится большое количество водорода. Этот h3 попадает в зону термического влияния (ЗТВ) и металл, что приводит к охрупчиванию, микротрещинам и трещинам.
