Cварка алюминия электродом: оборудование и применяемые материалы
Очень часто сварщики сталкиваются с проблемой, когда необходимо сварить те или иные детали из алюминия, а традиционный способ сварки TIG такого непростого металла как алюминий по некоторым причинам не доступен. Это создает некоторые неудобства, и найти выход из подобных ситуаций порой удается не просто.
Сегодня я буду говорить о сварке алюминия сварочным электродом. Этот способ сильно отличается от методов сварки TIG, MIG-MAG, MMA.
Перед началом работ необходимо удостовериться, какой вид и марку металла требуется сварить. Некоторые металлы и сплавы внешне очень похожи на алюминий. Силуминовые сплавы сварить у вас не получиться. А магний вообще взрывоопасен.
Магний отличить от алюминия не сложно. Нужно сточить напильником небольшое количество стружки с проверяемого металла, и соблюдая элементарные правила ТБ высыпать ее на открытое пламя, магний вспыхнет, а алюминиевая пыль создаст только небольшое количество искр.
Сварочный аппарат должен быть достаточно мощным, и выдавать ток порядка 200 – 250А, и не чувствительным к перепадам электричества в сети. Сейчас это не проблема, можно взять хороший инвертор с соответствующими параметрами.
Сварка будет производиться постоянным током обратной полярности. Мощность сварного тока для работы электродом диаметра 3мм должна быть равна 170 – 190А, электрод 4мм = 200 – 230А.
При сварке металла толщиной до 2мм разделка свариваемых кромок не требуется. Необходимо зачистить наждачной бумагой и обезжирить ацетоном края соединений. Непосредственно перед свариванием требуется прогревать кромки до 280 – 330°С. Кромки металла толщиной свыше 2мм нужно произвести разделку кромок под углом 60°. Далее все действия повторяем, как и при подготовке тонких металлов.
Сам процесс сварки покажется сварщикам, которые варят алюминиевым электродом первый раз немного не обычным. Дугу надо поджигать не чирканьем электрода по металлу, а легким отрывистым ударом, чтобы избежать примерзания электрода к металлу, так как в этом случае осыплется обмазка электрода. Необходимо не упустить момент загорания дуги и стараться удержать ее, что вызовет некоторые затруднения у многих сварщиков, так как электрод 3мм/d сгорает за 3 – 4сек. За это время нужно успеть сориентироваться в ситуации и направить сварную ванну в нужном направлении.
Необходимо не упустить момент загорания дуги и стараться удержать ее, что вызовет некоторые затруднения у многих сварщиков, так как электрод 3мм/d сгорает за 3 – 4сек. За это время нужно успеть сориентироваться в ситуации и направить сварную ванну в нужном направлении.
Во время сваривания металла вышеописанным способом выделяется большое количество дыма, и происходит разбрызгивание металла. В сварной ванночке практически невозможно отличить металл от шлака, что в принципе не имеет большого значения, потому как кромки металла свариваются без раковин и свищей. Полученный сварной шов нужно очистить от шлака при помощи ветоши смоченной водой.
При соответствующей квалификации сварщика, сварные швы полученные данным способом сварки положительно проходят тестирование на герметичность, излом, дефектоскопию.
Сварка алюминия покрытыми электродами
Положительные стороны сварки таким способом:
- Отсутствие баллонов.

- Высокая производительность.
- Сварка в любой плоскости.

Недостатки:
- Наличие шлака на шве
- Большое количество дыма
- Разбрызгивание металла.
Особенности сварки алюминия
Сеть профессиональных контактов специалистов сварки
Сварка алюминия затруднена следующим :
1. На поверхности детали образуется тугоплавкая окись алюминия, высокая температура (2050…2060оС) плавления которой препятствует образованию сварочной ванны и соединению кромок свариваемого материала, который расплавляется при более низкой температуре( 650 …660оС).
2. Алюминий и его сплавы жидкотекучи , не меняют своего цвета, оставаясь серебристо-белыми. Это затрудняет сварку и визуальное определение момента сварки и заплавления шва.
3. Высокая теплопроводность алюминия и быстрый отвод тепла приводят к большим внутренним напряжениям, к короблению деталей и к появлению трещин.
Несмотря на эти затруднения можно получить качественные сварные швы одним из способов :
- газовая сварка как без флюса, так и с флюсом;
- электродуговая сварка плавящимся электродом;
- электродуговая сварка неплавящим угольным электродом;
- аргонно-дуговая сварка.

Особенности сварки алюминия : газопламенная сварка. Газовую сварку без флюса проводят восстановительным пламенем с небольшим избытком ацетилена. Внутренние полости детали набивают песком, на деталь, подогретую до 250 … 300о
С, укладывают куски припоя (металл однородный с деталью) и пламенем горелки одновременно подогревают припой и деталь, а с помощью стального крючка удаляют окисную пленку и пододвигают расплавленные куски припоя к трещине, перемешивают крючком, добиваясь надежного сваривания.При безфлюсовой сварке качество сварки хуже, чем при сварке с флюсом. Для разрушения окисной пленки чаще всего используется флюс АФ-4А, представляющий собой смесь хлористых и фтористых солей натрия, калия и лития. Флюс сильно разъедает металл, поэтому после сварки необходимо тщательно удалять остатки флюса и промывать деталь. Сварку детали ведут алюминиевым прутком, предварительно покрытым флюсом, или флюс насыпают на кромки трещин и водят по нему прутком, или пруток во время сварки обмакивают во флюс. Для улучшения структуры шва и снятия внутренних напряжений деталь при сварке желательно нагревать до 300 …350
Для улучшения структуры шва и снятия внутренних напряжений деталь при сварке желательно нагревать до 300 …350
Электродуговую сварку алюминиевых деталей проводят на постоянном токе обратной полярности. Используются электроды типа ОЗА-1 и ОЗА-2, изготовляемые из алюминиевой проволоки с нанесенной обмазкой, аналогичной по составу флюсу АФ-4А.
Сварка алюминия угольным электродом применяется реже, чем другими способами. Процесс выполняется аналогично газовой сварке с флюсом.
Рисунок. Схема аргонно-дуговой сварки алюминия.
Особенности сварки алюминия TIG: аргонно-дуговая сварка (см рисунок) обеспечивает самое лучшее качество сварки, выполняется с помощью вольфрамового электрода и стационарных установок УДАР-300, УДАР-500, состоящих из сварочного трансформатора с дросселем насыщения и осциллятором или с помощью передвижных установок УДГ-301 и УДГ-501. Имеются установки для сварки алюминия различными токами: постоянным или импульсным ( УДГ-161) ; постоянным, импульсным или переменным (УДГ- 251, УДГ-351) .
В зону электрической дуги между деталью и вольфрамовым электродом через специальную горелку подается аргон, который предохраняет металл от окисления и вводится алюминиевый пруток. Разрушение окисной пленки происходит под действием дуги. Состав электродной проволоки выбирается близким по составу основному металлу.
Copyright. При любом цитировании материалов Cайта, включая сообщения из форумов, прямая активная ссылка на портал weldzone.info обязательна.
Использование постоянного тока при сварке алюминия
Можно ли сваривать алюминий постоянным током? Хотя предпочтительным способом является переменный ток, а постоянный ток имеет свои ограничения при работе с чувствительными металлами, при сварке алюминия можно использовать постоянный ток. Но прежде чем сделать выбор между переменным или постоянным током, важно знать обо всех проблемах работы с алюминием.
Алюминий обладает деликатными свойствами. Он мягкий, пластичный и легкий, но также устойчив к коррозии. Эти свойства делают алюминий подходящим выбором для таких отраслей, как аэрокосмическая промышленность. Тем не менее, без правильного метода сварки проблемы с дуговым разрядом, прожогом и неполным проплавлением могут повредить сварной шов. Итак, давайте обсудим, как переменный и постоянный ток могут повлиять на результаты сварки при работе с алюминием.
Эти свойства делают алюминий подходящим выбором для таких отраслей, как аэрокосмическая промышленность. Тем не менее, без правильного метода сварки проблемы с дуговым разрядом, прожогом и неполным проплавлением могут повредить сварной шов. Итак, давайте обсудим, как переменный и постоянный ток могут повлиять на результаты сварки при работе с алюминием.
Как уже упоминалось, переменный ток является предпочтительным выбором при сварке алюминия. Одной из причин этого является высокая чувствительность алюминия к окислению. Воздействие атмосферного кислорода образует слой оксида алюминия, что создает проблемы при запуске дуги. Обычно для прорыва оксидного слоя требуется большое количество тепла. Но использование избыточного тепла может прожечь мягкий алюминиевый основной металл.
Преимуществом переменного тока для сварки алюминия является постоянная смена полярности. Поскольку направление потока электронов постоянно меняется, это создает эффект пескоструйной обработки оксидного слоя, разрушая его. Образовавшийся сварной шов чистый и не содержит загрязнений. Однако достижение этих результатов при сварке на переменном токе сопряжено с трудностями –
Образовавшийся сварной шов чистый и не содержит загрязнений. Однако достижение этих результатов при сварке на переменном токе сопряжено с трудностями –
- Прецизионный контроль тепла в сварочной ванне
- Возможность прожога и загрязнения
- Отсутствие провара при работе с более толстыми заготовками
Благодаря точному контролю параметров и технологиям переменного тока, таким как инверторы прямоугольных импульсов, сварка переменным током может быть стал более эффективным и экономичным.
Вы также можете использовать постоянный ток для сварки алюминия. Давайте взвесим преимущества и недостатки этого варианта.
Когда использовать постоянный ток для сварки алюминия? Недостатком сварки на переменном токе является преимущество сварки на постоянном токе. Постоянный ток создает стабильную дугу благодаря постоянному течению тока в одном направлении. Таким образом, он способен генерировать достаточно тепла для правильной сварки алюминиевых заготовок толщиной более ¼ дюйма. При сварке TIG электрод с отрицательным постоянным током (DCEN) предпочтителен для более глубокого провара, в то время как электрод с положительным постоянным током (DCEP) способен разрушить оксидный слой.
При сварке TIG электрод с отрицательным постоянным током (DCEN) предпочтителен для более глубокого провара, в то время как электрод с положительным постоянным током (DCEP) способен разрушить оксидный слой.
Несмотря на то, что в некоторых сценариях лучше всего подходит сварка постоянным током, важно помнить о ее ограничениях –
- Без точного контроля увеличивается тепловложение, когда сварка постоянным током может прожечь заготовку.
- Очистка перед сваркой обязательна. Только чистый гелий подходит для использования в качестве защитного газа с DCEN, но он не способствует разрушению оксидного слоя при сварке.
- Сварочные аппараты постоянного тока дороже, что обычно побуждает операторов выбирать сварку переменным током.
Несмотря на ограничения, можно получить хороший результат при использовании постоянного тока для сварки алюминия при надлежащей процедуре и контроле.
Переменный или постоянный ток? – Правильный выбор для сварки алюминия Адекватное плавление, отсутствие дефектов, прочность и чистота являются признаками хорошего сварного шва для всех металлов.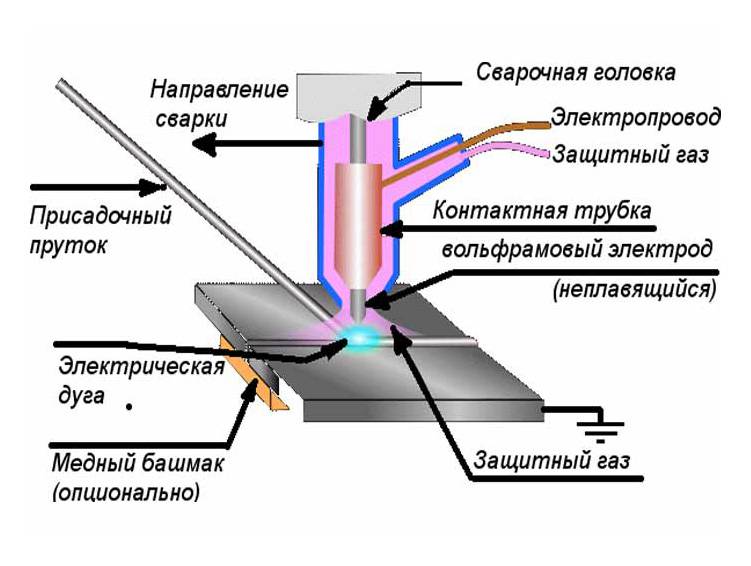 Для таких металлов, как алюминий, достижение этого может стать проблемой, учитывая его склонность к повреждению при высокой подводимой теплоте, что необходимо для разрушения оксидного слоя. Лучше всего выбрать сварку переменным током, если требуется сварить тонкую алюминиевую заготовку за один проход. Для более толстого алюминия вы можете использовать сварку постоянным током, чтобы достичь большей глубины проплавления за один проход.
Для таких металлов, как алюминий, достижение этого может стать проблемой, учитывая его склонность к повреждению при высокой подводимой теплоте, что необходимо для разрушения оксидного слоя. Лучше всего выбрать сварку переменным током, если требуется сварить тонкую алюминиевую заготовку за один проход. Для более толстого алюминия вы можете использовать сварку постоянным током, чтобы достичь большей глубины проплавления за один проход.
Вне зависимости от типа сварочного изделия важно понимать свою заготовку и выбирать правильную процедуру сварки — типы электродов, технику сварки, сварочное оборудование, защитный газ, требования к предварительной очистке, толщину металла и т. д., чтобы обеспечить высокое качество сварки. сварка.
Arc Machines, Inc 90 007 предлагает ряд сварочных решений, которые помогут вам получить качественный сварной шов. Если вы хотите узнать больше о выборе переменного или постоянного тока для сварки алюминия или задать вопрос о продукте, свяжитесь с sales@ar cmachines.com . По вопросам обслуживания обращайтесь по телефону [email protected] . Свяжитесь с нами , чтобы договориться о встрече.
Если вы хотите узнать больше о выборе переменного или постоянного тока для сварки алюминия или задать вопрос о продукте, свяжитесь с sales@ar cmachines.com . По вопросам обслуживания обращайтесь по телефону [email protected] . Свяжитесь с нами , чтобы договориться о встрече.
Алюминиевые стержневые электроды Harris Alloy 26 3/32 дюйма 1 фунт
Добавление в корзину… Товар добавлен
- Описание
- Технические характеристики
Электрод из алюминиевого сплава HARRIS®26 отличается точным сочетанием сплава сердцевины и покрытия, что обеспечивает высокоскоростное наплавление плотных, поддающихся механической обработке сварных швов. Он широко используется на листах, трубах и профилях. Также подходит для горелок. Удобная упаковка для демонстрации на месте покупки.
Он широко используется на листах, трубах и профилях. Также подходит для горелок. Удобная упаковка для демонстрации на месте покупки.
Особенности
- Обеспечивает прочный сварной шов без образования пор, без чрезмерного разбрызгивания или дымления
- Точное сочетание порошковой проволоки и покрытия, обеспечивающее высокоскоростное наплавление плотных сварных швов
- Хорошая коррозионная стойкость
- Хорошая электропроводность 900 15 Хорошее соответствие цвета
- Широко используется на листах, трубах и профилях толщиной 1/8 дюйма и более
- Прочность на растяжение — 34 000 фунтов на кв. дюйм
- Предварительный нагрев до 500 °F рекомендуется для сечений более 1/8 дюйма
Общие сплавы
| Сплав типа | Специальность |
| Химический состав | Остаток алюминия% Фторид алюминия 1-11%, магний 0,05% макс.  |