Cварка алюминия электродом: оборудование и применяемые материалы
Очень часто сварщики сталкиваются с проблемой, когда необходимо сварить те или иные детали из алюминия, а традиционный способ сварки TIG такого непростого металла как алюминий по некоторым причинам не доступен. Это создает некоторые неудобства, и найти выход из подобных ситуаций порой удается не просто.
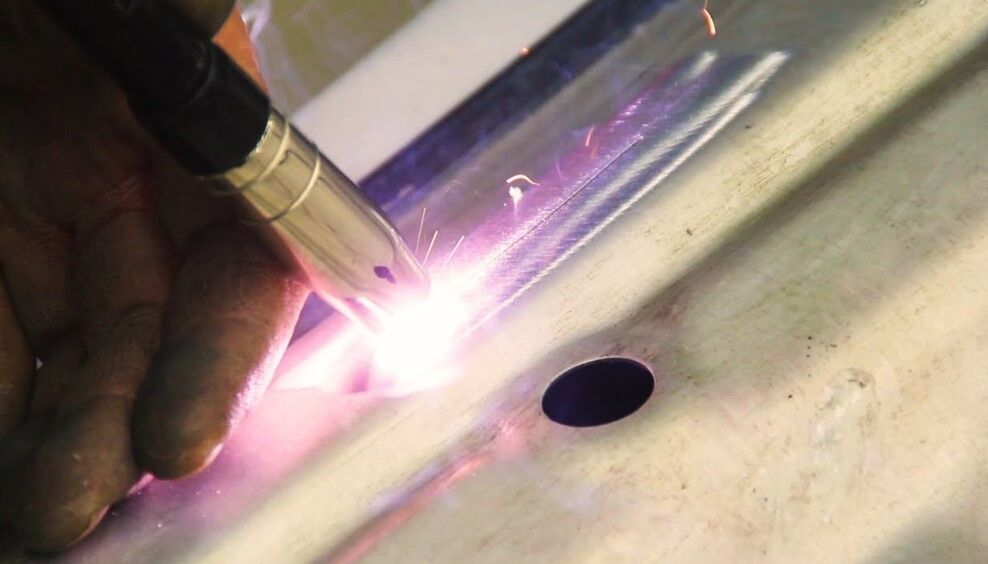
Сегодня я буду говорить о сварке алюминия сварочным электродом. Этот способ сильно отличается от методов сварки TIG, MIG-MAG, MMA.
Перед началом работ необходимо удостовериться, какой вид и марку металла требуется сварить. Некоторые металлы и сплавы внешне очень похожи на алюминий. Силуминовые сплавы сварить у вас не получиться. А магний вообще взрывоопасен.
Магний отличить от алюминия не сложно. Нужно сточить напильником небольшое количество стружки с проверяемого металла, и соблюдая элементарные правила ТБ высыпать ее на открытое пламя, магний вспыхнет, а алюминиевая пыль создаст только небольшое количество искр.
Сварочный аппарат должен быть достаточно мощным, и выдавать ток порядка 200 – 250А, и не чувствительным к перепадам электричества в сети. Сейчас это не проблема, можно взять хороший инвертор с соответствующими параметрами.
Сварка будет производиться постоянным током обратной полярности. Мощность сварного тока для работы электродом диаметра 3мм должна быть равна 170 – 190А, электрод 4мм = 200 – 230А.
При сварке металла толщиной до 2мм разделка свариваемых кромок не требуется. Необходимо зачистить наждачной бумагой и обезжирить ацетоном края соединений. Непосредственно перед свариванием требуется прогревать кромки до 280 – 330°С. Кромки металла толщиной свыше 2мм нужно произвести разделку кромок под углом 60°. Далее все действия повторяем, как и при подготовке тонких металлов.
Сам процесс сварки покажется сварщикам, которые варят алюминиевым электродом первый раз немного не обычным. Дугу надо поджигать не чирканьем электрода по металлу, а легким отрывистым ударом, чтобы избежать примерзания электрода к металлу, так как в этом случае осыплется обмазка электрода. Необходимо не упустить момент загорания дуги и стараться удержать ее, что вызовет некоторые затруднения у многих сварщиков, так как электрод 3мм/d сгорает за 3 – 4сек. За это время нужно успеть сориентироваться в ситуации и направить сварную ванну в нужном направлении.
Необходимо не упустить момент загорания дуги и стараться удержать ее, что вызовет некоторые затруднения у многих сварщиков, так как электрод 3мм/d сгорает за 3 – 4сек. За это время нужно успеть сориентироваться в ситуации и направить сварную ванну в нужном направлении.
Во время сваривания металла вышеописанным способом выделяется большое количество дыма, и происходит разбрызгивание металла. В сварной ванночке практически невозможно отличить металл от шлака, что в принципе не имеет большого значения, потому как кромки металла свариваются без раковин и свищей. Полученный сварной шов нужно очистить от шлака при помощи ветоши смоченной водой.
При соответствующей квалификации сварщика, сварные швы полученные данным способом сварки положительно проходят тестирование на герметичность, излом, дефектоскопию.
Сварка алюминия покрытыми электродами
Положительные стороны сварки таким способом:
- Отсутствие баллонов.

- Высокая производительность.
- Сварка в любой плоскости.

Недостатки:
- Наличие шлака на шве
- Большое количество дыма
- Разбрызгивание металла.
Сварка алюминия – TIG – Aluminium Guide
Сварка алюминия плавлением
Сварка алюминия и алюминиевых сплавов, как, впрочем, и других металлов – это соединение двух металлических компонентов путем создания металлургических связей на поверхности контакта между ними. Это физическое явление называют коалесценцией [1]. Эти металлургические связи могут достигаться путем расплавления обоих поверхностей, и тогда это называется сваркой плавлением. Другой способ – этот создание высокого давления между этими двумя частями, иногда – с применением нагрева, чтобы образовать металлические связи вдоль границы между ними. Это называется сваркой в твердой фазе. Примером такой сварки является сварка алюминия трением.
Основными видами сварки плавлением, которые применяют для соединения алюминиевых компонентов, являются следующие [1]:
- неплавящимся электродом в среде инертного газа;
- плавящимся электродом в среде инертного газа;
- кислородно-газовая;
- электронным лучом;
- лазерная;
- электро-газовая;
- электро-шлаковая;
- погруженной дугой.

Ниже представлен краткий ознакомительный обзор дуговой сварки алюминия и алюминиевых сплавов неплавящимся электродом в среде инертного газа по материалам известного руководства [1], а также европейского стандарта по дуговой сварке алюминия и алюминиевых сплавов [2]. Для уточнения практических деталей этого метода необходимо обращаться к специализированным руководствам по этому методу сварки.
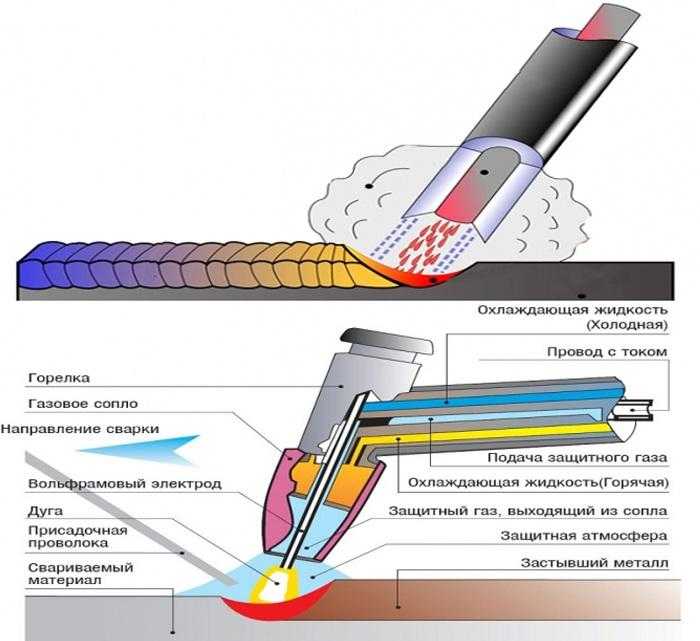
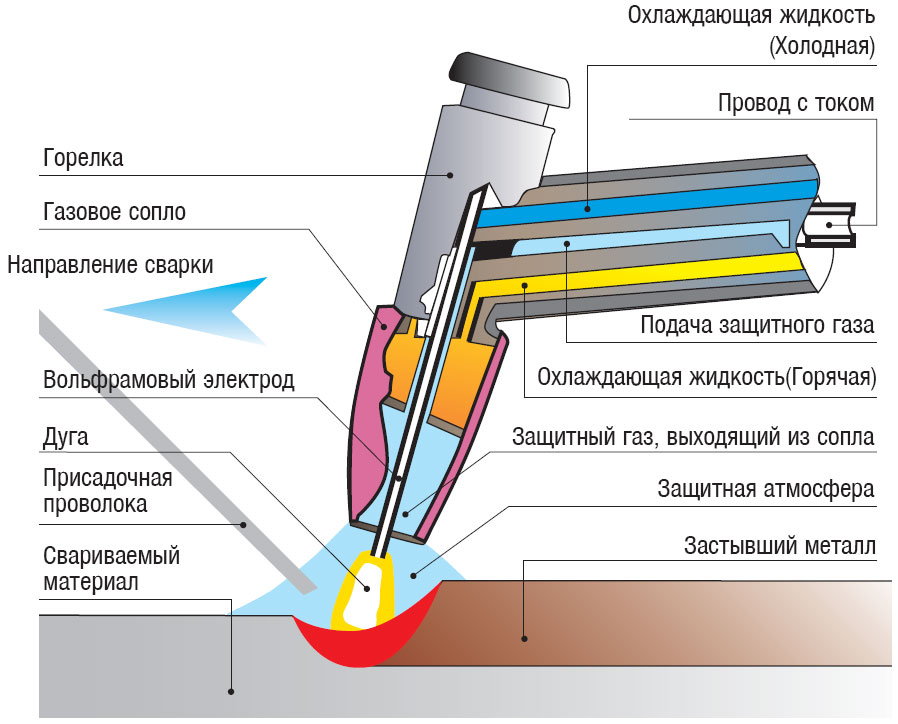
Дуговая сварка алюминия методом TIG
Этот вид сварки имеет следующее определение: дуговая сварка, которая применяет неплавящийся вольфрамовый электрод и инертный газ для защиты электрода, дуги и сварочной ванны (рисунок 1).
Рисунок 1 – Схема процесса дуговой сварки в среде инертного газа
с вольфрамовым электродом [1]
За рубежом для этого процесса сварки применяют три обозначения: TIG, TAGS и GTAW. Первые два применяются в основном в Европе, третий – в США. Эти обозначения являются сокращениями различных наименований процесса, которые представляют собой различные комбинации первых букв следующих ключевых слов:
- T: Tungsten – вольфрам
- I: Inert – интертный
- G: Gas – газ
- S: Shielding – защитный
- W: Welding – сварка
- A: Arc – дуга.

Ниже будем для краткости и удобства называть этот процесс: метод TIG или сварка TIG.
Особенности сварки алюминия методом TIG
- Сварочная дуга действует только как источник тепла и сварщик сам решает применять или нет присадочную проволоку.
- Сварочная ванна хорошо контролируется, поэтому могут выполняться сварочные швы без применения подкладок.
- Дуга является устойчивой при очень низких сварочных токах, что дает возможность сварки тонкостенных компонентов.
- Процесс обеспечивает очень хорошее качество сварочного шва, но для достижения максимального качества требуется опытный сварщик.
- Процесс имеет более низкую скорость выполнения сварочного шва и более низкую скорость подачи присадочной проволоки, чем при сварке методом MIG, что в некоторых ситуациях делает его менее производительным.
- Метод TIG склонен ограничиваться сваркой алюминия небольшой толщины, обычно до 6 мм.
- Метод TIG дает менее глубокое проникновение в основной металл, чем метод MIG, то есть аналогичный метод сварки плавящимся электродом. Поэтому при сварке методом TIG иногда сталкиваются с трудностями выполнения шва в угловых и тавровых швах. Рекомендуемые виды подготовки компонентов к сварке методом TIG представлены на рисунке 2.
 Поэтому при сварке методом TIG иногда сталкиваются с трудностями выполнения шва в угловых и тавровых швах. Рекомендуемые виды подготовки компонентов к сварке методом TIG представлены на рисунке 2.
Поэтому при сварке методом TIG иногда сталкиваются с трудностями выполнения шва в угловых и тавровых швах. Рекомендуемые виды подготовки компонентов к сварке методом TIG представлены на рисунке 2.Оборудование для сварки алюминия методом TIG
Основное оборудование для сварки методом TIG включает:
- источник электрического тока;
- сварочную горелку;
- источник инертного газа;
- устройство подачи присадочной проволоки и
- систему водяного охлаждения (при необходимости).
Типичное рабочее место для сварки алюминия методом TIG показано на рисунке 2.
Рисунок 2 – Ремонт алюминиевых отливок с помощью ручной сварки методом TIG
при постоянном токе с гелием в качестве защитного газа [1]
Метод TIG: постоянный или переменный ток
Для сварки большинства алюминиевых сплавов применяется классический метод сварки TIG с применением источника постоянного электрического тока. При этом электрод подсоединяется к его отрицательному полюсу. Известно, что сварка на этой полярности не обеспечивает эффективного удаления оксидной пленки с поверхности алюминия. Кроме того, при таком методе дуговой сварки в среде инертного газа на положительном полюсе выделяется большое количество тепла. Сварка методом TIG с электродом, подсоединенным к положительному полюсу, приводит к перегреву и расплавлению электрода.
Известно, что сварка на этой полярности не обеспечивает эффективного удаления оксидной пленки с поверхности алюминия. Кроме того, при таком методе дуговой сварки в среде инертного газа на положительном полюсе выделяется большое количество тепла. Сварка методом TIG с электродом, подсоединенным к положительному полюсу, приводит к перегреву и расплавлению электрода.
Поэтому ручная сварка методом TIG обычно производится с применением переменного тока. В этом случае удаление оксидной пленки происходит, когда электрод находится в положительном полуцикле переменного тока. На отрицательном полуцикле происходит охлаждение электрода и проникновение сварочного шва. Дуга затухает и зажигается на каждом полуцикле, когда ток дуги проходит через ноль. При частоте источника тока 50 Гц это происходит 100 раз в секунду, то есть дважды на каждом цикле.
Защитный газ
Аргон
Предпочитаемым защитным газом для сварки TIG с переменным током (AC-TIG) является аргон. Гелий, а также смеси аргона с гелием также могут применяться. Аргон дает широкое и не глубокое проникновение сварного шва и при этом делает сварной шов блестящим и серебристым. Самое легкое зажигание дуги и самая стабильная дуга также достигаются при применении аргона.
Аргон дает широкое и не глубокое проникновение сварного шва и при этом делает сварной шов блестящим и серебристым. Самое легкое зажигание дуги и самая стабильная дуга также достигаются при применении аргона.
Гелий
Гелий увеличивает вольтаж дуги, повышает глубину проникновения сварного шва, но делает зажигание дуги более трудным, а также отрицательно влияет на стабильность дуги. Некоторые современные сварочные аппараты имеют возможность начинать сварку с аргоном и затем, когда дуга установилась, автоматически происходит переход на гелий.
Аргон + гелий
Добавление аргона к гелию улучшает зажигание дуги и ее стабильность. Скорость сварки и проникновение сварочного шва будет меньше, чем при сварке с чистым гелием, но лучше, чем при сварке только с аргоном. Поэтому можно регулировать ширину шва и глубину его проникновения путем изменения доли аргона в защитном газе. Часто применяют смесь с 25 % гелия в аргоне [1].
Сварочная горелка и сварочные кабели
Существует большое количество различных типов горелок для сварочного тока от нескольких десятков ампер до 450 ампер. Выбор горелки зависит от толщины свариваемого материала. Большинство современных горелок (рисунок 3) имеют регулятор тока, который встроен в рукоятку горелки. Все горелки, кроме тех, которые работают при токе ниже 200 ампер, являются водоохлаждаемыми. Та же вода может применяться и для охлаждения силовых кабелей, что делает их более легкими и гибкими.
Выбор горелки зависит от толщины свариваемого материала. Большинство современных горелок (рисунок 3) имеют регулятор тока, который встроен в рукоятку горелки. Все горелки, кроме тех, которые работают при токе ниже 200 ампер, являются водоохлаждаемыми. Та же вода может применяться и для охлаждения силовых кабелей, что делает их более легкими и гибкими.
Рисунок 3 – Современная горелка для сварки методом TIG
Перегрев горелки может привести к расплавлению паяных соединений внутри нее или пластиковой трубы, которая изолирует силовой кабель. Поэтому важно правильно выбрать горелку в соответствии с силой тока, который будет применяться при производстве сварки, в том числе с учетом того, какой ток будет применяться, постоянный или переменный.
Большинство горелок снабжено металлическим или керамическим соплом для формирования струи газа. Керамические сопла являются более популярными, но они более легко повреждаются, чем металлические. Диаметр сопла может меняться от 9,5 до 25 мм в зависимости количества требуемого для сварки защитного газа, а также вида газа. Рекомендуется применять в горелках так называемые газовые линзы. Газовая линза представляет собой сетчатый диск, который вставляют в горелку для того, чтобы сделать поток газа более ламинарным (рисунок 4). Это помогает газу обеспечивать более эффективную защиту области формирования сварного шва.
Рекомендуется применять в горелках так называемые газовые линзы. Газовая линза представляет собой сетчатый диск, который вставляют в горелку для того, чтобы сделать поток газа более ламинарным (рисунок 4). Это помогает газу обеспечивать более эффективную защиту области формирования сварного шва.
Вольфрамовые электроды
Существует несколько типов электродов для сварки методов TIG. Они включают:
- чистый вольфрам
- вольфрам, легированный торием (ThO2)
- вольфрам, легированный цирконием (ZrO2)
Эти соединения добавляют, чтобы улучшить стартовые характеристики дуги, стабилизировать дугу и увеличить срок службы электрода. Электроды с цирконием считаются предпочтительными для сварки TIG переменным током, так как они имеют более высокую температуру плавления, чем электроды из чистого вольфрама и вольфрама с добавками тория. Поэтому они могут нести более высокие сварочные токи, являются более стойкими к загрязнению и повреждениям.
Торец электрода должен иметь при сварке полусферическую форму. Такая его форма способствует стабильности дуги. Конец электрода должен быть слегка заостренным, чтобы помогать формированию его скругленного торца (рисунок 4).
Рисунок 4 – Типичный электрод для сварки методом TIG
Слишком малый диаметр электрода будет приводить к его перегреву и, возможно, плавлению. Это приведет к загрязнение сварочной ванны вольфрамом. Электроды бывают диаметром от 0,3 до 6,4 мм. Электрод не должен выступать из сопла горелки более, чем на 6 мм. Эта величина может быть увеличена до 10 мм, если в горелке применяется газовые линзы.
Ручная сварка методом TIG
Обращение с горелкой
Необходимо держать длину дуги как можно более короткой. На практике длина дуги равна примерно его диаметру (рисунок 5). Если дуга является слишком длинной, то снижается проникновение шва и увеличивается риск возникновения дефектов из-за недостаточного проплавления, низкого качества сварочного шва и чрезмерной его ширины. Кроме того, в облако газовой защиты области формирования сварочного шва может попадать воздух. Это приведет к попаданию в сварочный шов оксидных включений.
Кроме того, в облако газовой защиты области формирования сварочного шва может попадать воздух. Это приведет к попаданию в сварочный шов оксидных включений.
Рисунок 5 – Угол наклона горелки и сварочного прутка при сварке алюминия методом TIG
Горелку нужно держать так, как показано на рисунке 5 – с наклоном 80º к затвердевшему сварному шву. В случае стыковой сварки элементов различной толщины дугу направляют больше в сторону более толстого элемента. Для угловых швов горелку направляют посередине угла между двумя плоскостями.
Присадочная проволока
Если применяется присадочная проволока (присадочный пруток), то она должна подаваться равномерно и поступательно под углом 10-20 градусов, как показано на рисунке 5. Проволока не должна подаваться прямо в дугу, так как это может привести к образованию брызг и загрязнению электрода. Пруток под углом более 10-20 градусов мешает визуальному контролю сварочной ванны. Кончик присадочной проволоки должен быть внутри газового защитного облака до тех пор, пока он остается горячим, чтобы избежать его окисления. При увеличении толщина свариваемого компонента диаметр присадочной проволоки также увеличивают, что обуславливает также и увеличение длины дуги. Нужно всегда помнить, что слишком длинная дуга может вызывать проблемы с попаданием в сварочный шов оксидов. Пруток большого диаметра может также заслонять материал перед сварочной ванной и мешать очищающему действию дуги, а это может приводить к захвату сварочным швом оксидов.
При увеличении толщина свариваемого компонента диаметр присадочной проволоки также увеличивают, что обуславливает также и увеличение длины дуги. Нужно всегда помнить, что слишком длинная дуга может вызывать проблемы с попаданием в сварочный шов оксидов. Пруток большого диаметра может также заслонять материал перед сварочной ванной и мешать очищающему действию дуги, а это может приводить к захвату сварочным швом оксидов.
Завершение сварки
Очень важным является контролируемое завершение сварки. Резкое выключение сварочного тока может привести к образованию кратеров, утяжин (удлиненных пор) и трещин в последней части сварочной ванны. При завершении сварки необходимо постепенно снижать сварочный ток и уменьшать длину дуги по мере ее затухания, добавляя присадочную проволоку то тех пор, пока дуга не исчезнет.
Механизация и автоматизация сварки TIG
Механизация и автоматизация сварки методом TIG может иметь несколько преимуществ:
- возможность применять более высокие скорости сварки, что дает уменьшение коробления и более узкие зоны термического влияния сварки;
- более плотный контроль сварочных параметров, что позволяет сваривать более тонкие материалы;
- более тщательный контроль качества сварки;
- возможность выполнения сварки персоналом с меньшей степенью квалификации, чем это обычно требуется при ручной сварке.

Вместе с тем, применение механизации и автоматизации имеет и некоторые недостатки, в том числе, значительно более трудоемкую подготовку свариваемых компонентов к сварке.
Источники:
- The welding of aluminium and its alloys / Gene Mathers – Woodhead Publishing, 2002
- Европейский стандарт EN 1011-4:2000 Welding – Recommendation for welding of metallic materials – Part 4: Arc welding of aluminium and aluminium alloys
1-8 “Электрод алюминового алюминиевого сплава
Нажмите здесь, чтобы просмотреть более крупное изображение
1/8″ Алюмиарк-алюмовый сплав Электрод
- Элемент №: EG14140000
- Стандартный пакет: 5 фунтов
- ДОСТАВКА:
- ОГРАНИЧЕНИЯ: Отсутствует
Описание продукта
Alumi-Arc™ – Электрод из алюминиевого сплава
Alumi-Arc – это электрод, подходящий по цвету для сварки алюминия всех марок*.
- Высококачественные сварные швы — образование прочных, плотных, пористых наплавок без трещин
- Простота в использовании — высокая скорость сварки, меньшее разбрызгивание и простота в эксплуатации
- Уникальное флюсовое покрытие — позволяет использовать его в качестве припоя с кислородно-ацетиленовой горелкой
- Всепозиционный
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
- Прочность на растяжение: 34 000 фунтов на кв. дюйм/234 МПа
- Твердость: 55 BHN
- Удлинение: 25%
- Обрабатываемость: отличная
- Цветовое соответствие: отличное (темнеет при анодировании)
- Ток: только DCEP
Коррозионная стойкость………………………………………….. …………………………………………. ………………….Отличная
Устойчивость к растрескиванию…………………… …………………………………………. ……………………………….. …….Отлично
 …….Отлично
…….ОтличноЭЛЕКТРОД ИЗ АЛЮМИНИЕВОГО СПЛАВА 1/8″ ALUMI-ARC
| Название продукта: | Алюми-ARC |
| Процесс сварочной сварки: | СЛАВКА ЭЛЕКТРОД |
| BASE MEATL: | ALUMINUM |
| . | |
| Размер: | 1/8 “ |
| Тип: | Электрод |
.0007 Технические характеристики1/8 “Электрод алюминового сплава алюминового сплава Металл: | Алюминий |
| Применение: | Соединение° Наплавка° Наложение |
| Размер: 9 8 0/6 | 0065 |
| Тип: | Electrode |
| . | |
| Основной металл: | Алюминий |
| Применение: | Соединение° Наращивание° Наложение |
| Размер: | 180640068|
| Тип: | Electrode |
. Hobart 4043 Сварочный электрод с алюминиевой ручкой H722844-RDP8 вопросов и 9 Ответов Задать вопрос Рик М из Molalla Oregon спросил: 29 апреля 2020 г. Как сварные швы сместились? Потолочная сварка под лодкой. 1 Ответ Сварочный электрод Harris 26 Aluminium Stick – 1 #, подходит для сварки в любом положении. Представлено: Киберсварка 29 апреля 2020 г. Ответить patrick с 59231 спросил: 24 марта 2016 г. как стержни в упаковке h722844-rdp 1 ответ Сварочный электрод Hobart 4043 для алюминиевых стержней H722844-RDP упаковка содержит 10 электродов Представлено: Обслуживание клиентов 28 марта 2016 г. Ответить Мелвин Грин из Хьюстона Техас 77489 спросил: 31 марта 2014 г. У меня есть AC-225-&AC/DC 225/125 LINCOLN ELECTRICOLN ELECTRICOLN ELECTRICOLN ELECTRICOLN Будет ли ваш Harris 26 Aluminium Stick Welding Electrode-1#. Работа с моим Mac. Мелвин Грин 1 Ответ Сварочный электрод Harris 26 Aluminium Stick – 1# предназначен для работы только на постоянном токе сварки. Обслуживание клиентов 31 марта 2014 г. Ответить tim из High Point Norh Carolina спросил: 28 ноября 2013 г. использовать эту 1/8-дюймовую удочку как обычную 1/8-дюймовую E6010 или мне нужно работать в той же полярности, что и мой Tig Rig 1 Ответ Сварочный электрод Harris 26 Aluminium Stick – 1# работает на обратной полярности постоянного тока. Представлено: Обслуживание клиентов 3 декабря 2013 г. Ответить Ник из Миссури спросил: 10 октября 2013 г. У меня есть инверторный сварочный аппарат ST80i компании Northern Industrial Welders. Будут ли эти электроды работать с этим сварочным аппаратом? Я спрашиваю только потому, что читал, что вам нужен переменный ток для сварки палками из-за загрязняющих веществ, которые могут попасть в сварной шов. 1 Ответ Сварочный электрод Harris 26 Aluminium Stick – 1# предназначен для работы на постоянном токе обратной полярности. (электрод положительный). Таким образом, вам понадобится сварочный аппарат, который производит сварку на постоянном токе . Обслуживание клиентов 14 октября 2013 г. Ответить Джонатан из Южной Каролины спросил: 20 ноября 2012 г. какой тип сварочного аппарата вы предлагаете использовать с этими палками 1 Ответить 3 Чтобы запустить Харрис 26 Сварочный электрод с алюминиевой ручкой – 1 #, вам понадобится сварочный аппарат, который может обеспечить мощность сварки постоянным током. Этот стержень должен работать на обратной полярности постоянного тока (электрод положительный)Представлено: Обслуживание клиентов 21 ноября 2012 г. Ответить Джонатан из Южной Каролины спросил: 19 ноября 2012 г. вам нужен газ, чтобы использовать это не требуют защитного газа Представлено:
Обслуживание клиентов
20 ноября 2012 г. |