Сварка алюминия в домашних условиях
Внушительный список достоинств сделал алюминий востребованным материалом во всех отраслях экономики, включая корабле- и самолетостроение. Но, как и любой другой металл, он имеет и недостатки. Один из них – технологические сложности при сваривании заготовок из алюминия и его сплавов. Качественно выполнить подобную работу могут только высококвалифицированные специалисты.
СОДЕРЖАНИЕ
- Почему свариваемость алюминия низкая
- Способы сварки алюминия
- Что нужно для сварки алюминия
- Чем варить алюминий в домашних условиях
- Сварка вольфрамовыми электродами в инертной среде
- Задействуем полуавтомат
- Выполняем работы инвертором
- Технология сварки алюминия при помощи флюсов
- Заключение
Почему свариваемость алюминия низкая
Мягки серебристый металл сложно поддается сварке в силу объективных причин, которые вытекают из его свойств. А именно:
А именно:
- В процессе работы очень сложно контролировать сварочную ванну из-за высокой текучести металла. Необходимо использовать специальные теплоотводящие подкладки.
- Расплавляясь, алюминий выделяет много водорода. В результате после остывания расплава внутри и на поверхности остается много микропустот.
- Алюминий характеризуется высокой степенью усадки. Из-за этого во время охлаждения не исключена деформация шва.
- Высокая теплопроводность вынуждает использовать ток, сила которая намного больше, чем при исполнении аналогичных работ с другими металлами. Сравнительно с обычной сталью разница составляет 100 процентов.
Необходимо подчеркнуть, что в домашних условиях любителям не приходится иметь дело с чистым алюминием. Сваривать приходится его сплавы.
Способы сварки алюминия
На практике есть большое количество приемов и разных способов сварки алюминия и его сплавов. Они отличаются не только методами работы, но и оборудованием, дополнительными материалами. Наиболее часто применяется три способа сварки:
- с использованием вольфрамовых электродов и инертного газа;
- в инертной среде полуавтоматической сваркой;
- без газов с применением плавящихся электродов.
Третий способ представляет собой распространенную технологий сварки алюминиевых заготовок без аргона.
Важно! Сварочные работы со сплавами алюминия подразумевают необходимость разрушения оксидного слоя, образованного на поверхности в результате окисления металла. Для достижения результата используется переменный ток или постоянный с обратной полярностью.
Для улучшения качества и увеличения скорости работ, вы всегда можете воcпользоваться нашими сварочными столами собственного производства от компании VTM.
Что нужно для сварки алюминия
Традиционно процесс начинается с подготовки соединяемых заготовок. Основная задача здесь очень проста – очистить поверхность от посторонних включений и грязи. Кромка алюминия очищается с помощью химических составов. Далее после полного высыхания поверхность обезжиривается бытовым растворителем. Пригодны любые обезжиривающие составы: уайт-спирит, ацетон, бензин с высоким октановым числом и т.д.
При работе с заготовками толщиной от 4 мм и больше предварительно нужно «разделать кромки». Способов выполнения данной работы несколько, включая наиболее распространенный – создание конусовидной формы. Завершающим этапом является удаление оксидной пленки при помощи напильника либо любого иного абразива, в том числе наждачной бумаги с крупным зерном.
Чем варить алюминий в домашних условиях
Соединение алюминиевых заготовок с использованием покрытых электродов обозначается аббревиатурой ММА. Режим Manual Metal Arc применяется при работе с металлическими заготовками толщиной от 4 мм и в случаях соединения конструкций с невысокими требованиями к качеству. Этот метод не относится к числу высокотехнологичных: во время выполнения работ внутри швов остаются поры, которые заметно снижают их прочность. Еще одни большой минус – очень сложно застывший шлак, который в конечном итоге приводит к усилению коррозии.
Режим Manual Metal Arc применяется при работе с металлическими заготовками толщиной от 4 мм и в случаях соединения конструкций с невысокими требованиями к качеству. Этот метод не относится к числу высокотехнологичных: во время выполнения работ внутри швов остаются поры, которые заметно снижают их прочность. Еще одни большой минус – очень сложно застывший шлак, который в конечном итоге приводит к усилению коррозии.
Особенности сварочных работ по алюминию электродами со специальным покрытием:
- используется только обратно полярный постоянный ток;
- величина силы тока определяется, выходя из соотношения 25-30 А на каждый миллиметр толщины заготовки;
- качественный шов может получиться только при условии, что кромка детали средней толщины нагрета до температуры 300 градусов Цельсия. Толстые детали разогреваются до 400 °C;
- в обязательном порядке необходимо медленное остывание. В противном случае шов будет хрупким;
- электрод нужно сжигать «за один присест».
 В случае разрыва электрической дуги на поверхности алюминия и электрода образуется слой из шлака, который препятствует протеканию тока. Повторно разжечь дугу будет затруднительно.
В случае разрыва электрической дуги на поверхности алюминия и электрода образуется слой из шлака, который препятствует протеканию тока. Повторно разжечь дугу будет затруднительно.
 В случае разрыва электрической дуги на поверхности алюминия и электрода образуется слой из шлака, который препятствует протеканию тока. Повторно разжечь дугу будет затруднительно.
В случае разрыва электрической дуги на поверхности алюминия и электрода образуется слой из шлака, который препятствует протеканию тока. Повторно разжечь дугу будет затруднительно.По завершению работы требуется хорошо очистить шов от шлака: в дальнейшем он становится причиной активной коррозии металла. Для этого достаточно иметь горячую воду и обыкновенную щетку по металлу.
Сварка вольфрамовыми электродами в инертной среде
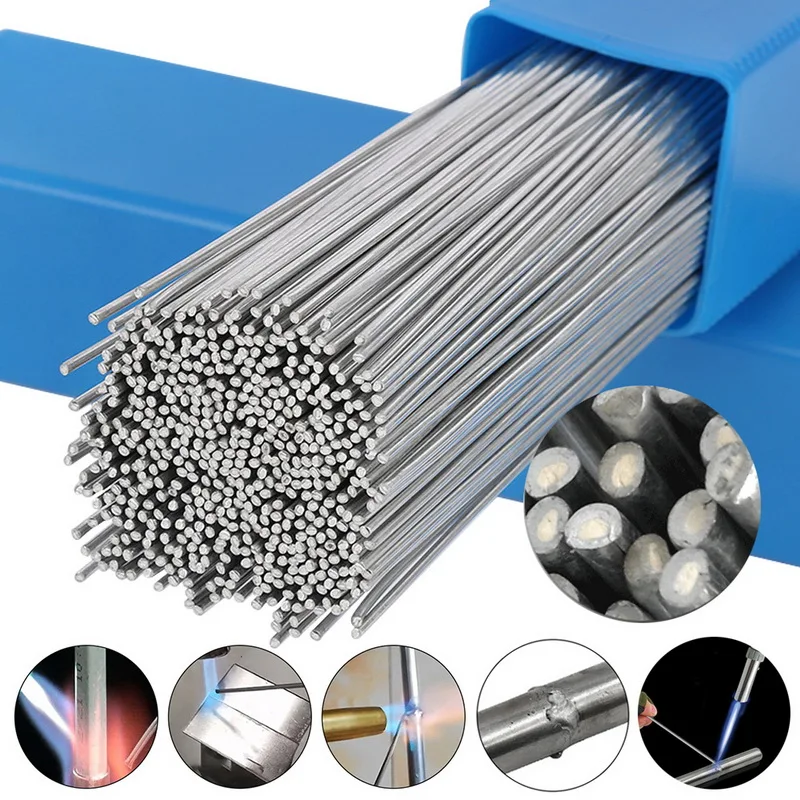
Когда прочность и качество сварного шва поставлены во главу угла, то самое время прибегнуть к технологии сварки алюминия вольфрамовыми электродами с использованием инертного газа. Для защиты подойдет аргон или гелий. Электроды применяются диаметром от 1,6 до 5 мм. Дополнительно используется присадочная проволока толщиной 1,6-4 мм.
Сварка подключается к сети переменного тока, а технологические параметры подбираются в зависимости от оборудования. Другими словами, под определенные режимы сварки приобретаются электроды и проволока нужной толщины; определяется скорость подачи инертного газа, сила тока и прочие параметры.
Особенности сварки:
- Важно, чтобы длина дуги не превышала 2,5 мм.
- Электрод по отношению к поверхности ставится под углом порядка 80 градусов.
- Между присадочной проволокой и электродом выдерживается прямой угол.
- Изначально по шву перемещается проволока и только следом проходит горелка с электродом.
- Ровность шва можно обеспечить при условии продольного перемещения электрода. Нежелательно двигать электродом в поперечном направлении.
- Чтобы ванна заполнялась равномерно проволоку в рабочую зону следует подавать возвратно-поступательным перемещением.
- Свариваемые элементы следует укладывать на железный стол. Черный метал будет отводить избыточное тепло.
- Подача инертного газа начинается за 4-5 сек до образования и прекращается через 6-7 секунд после прерывания сварочной дуги.
Задействуем полуавтомат
Применение для сварки алюминиевых сплавов полуавтоматического аппарата является идеальным решением.
Еще несколько особенностей:
- В силу того, что алюминиевая проволока расплавляется с большей скоростью по сравнению со стальной, соответственно, подавать ее надо в несколько раз быстрей.
- Коэффициент расширения алюминия больше, чем стали. Чтобы выровнять ситуацию, необходимо приобрести специальный наконечник с обозначением «Al».
- Мягкая проволока может стать причиной образования скрутки или петли, что приведет к прерывания сварочных работ. Желательно предусмотреть специальный механизм подачи. Его несложно смастерить самостоятельно из трех-четырех направляющих роликов.

Выполняем работы инвертором
Для сваривания алюминиевых заготовок нередко используется инвертор. Очень важно правильно подобрать силу тока и электрод. Лучше всего подходят продукты марки ОЗАНА, ОЗА или ОЗР. Выбор силы тока выполняется с учетом высоких плавильных свойств материала. В остальном все идентично процессу сваривания черных металлов.
Важно! Вначале электроды желательно прокалить в печи, специально предназначенной для их термической обработки.
Читайте также: Как правильно варить электросваркой
Технология сварки алюминия при помощи флюсов
На рынке флюсы представлены в большом ассортименте, что позволяет выбрать наиболее подходящий вариант для сваривания конкретного вида алюминиевого сплава. Флюсы с этой целью применяются достаточно давно и призваны разрушить защитную оксидную оболочку. Под воздействием высокой температуры флюс растворяется и вступает в реакцию с оксидом алюминия, разрушая его. В этот же момент заготовки соединяются между собой.
Можно приобрести флюсы, которые предназначены отдельно для дуговой или газовой сварки. Помимо этого, для работы с дуговой сваркой можно использовать графитовые или угольные электроды.
Заключение
Из материала статьи несложно сделать основные выводы. Прежде всего то, что для сваривания алюминия есть множество вариантов, которые отличаются оборудованием и способом. Но в любом случае важна тщательная предварительная подготовка, правильный выбор материалов и настройка аппарата.
Читайте также: Виды электродов для сварки
Как и чем варить алюминий
Оцените, пожалуйста, статью
12345
Всего оценок: 80, Средняя: 2
Сварка алюминия
Canada
México (Mexico)
United States of America (USA)
Antigua and Barbuda
Argentina
Bahamas
Barbados
Belize
Bolivia – Plurinational State of
Brasil (Brazil)
Brasil (Brazil – Condor)
Chile
Colombia
Costa Rica
Cuba
Dominica
Dominican Republic
Ecuador
Grenada
Guatemala
Guyana
Haïti, Ayiti (Haiti)
Honduras
Jamaica
Nicaragua
Panamá
Perú (Peru – Soldexa)
Paraguái (Paraguay)
Saint Kitts and Nevis
Saint Lucia
El Salvador
Suriname
Trinidad and Tobago
Uruguay
Saint Vincent and the Grenadines
Venezuela – Bolivarian Republic of
Andorra (Andorra)
België (Belgium)
Bielaruś, Беларусь (Belarus)
Босна и Херцеговина (Bosnia and Herzegovina)
Bulgariya, България (Bulgaria)
Κύπρος Kıbrıs (Cyprus)
Česko (Czechia)
Crna Gora Црна Гора (Montenegro)
Danmark (Denmark)
Deutschland (Germany)
Eesti (Estonia)
Éire (Ireland)
España (Spain)
France (France)
Hellas Ελλάς (Greece)
Hrvatska (Croatia)
Ísland (Iceland)
Italia (Italy)
Latvija (Latvia)
Lietuva (Lithuania)
Liechtenstein
Lëtezebuerg (Luxembourg)
Magyarország (Hungary)
Malta
Monaca, Múnegu (Monaco)
Netherlands
Norge (Norway)
Österreich (Austria)
Polska (Poland)
Portugal
Republica Moldova (Moldova)
România (Romania)
Россия (Russia)
Северна Македонија (North Macedonia)
Shqipëria (Albania)
Slovenija (Slovenia)
Slovensko (Slovakia)
Srbija Србија (Serbia)
Schweiz (Switzerland)
Suomi (Finland)
Sverige (Sweden)
Türkiye (Turkey)
Ukraїna Україна (Ukraine)
United Kingdom
افغانستانAfghanestan (Afghanistan)
Al-‘Arabiyyah as Sa‘ūdiyyah المملكة العربية السعودية (Saudi Arabia)
Al-’Imārat Al-‘Arabiyyah Al-Muttaḥidah الإمارات العربيّة المتّحدة (United Arab Emirates)
Al-‘Iraq العراق (Iraq)
Al-‘Urdun الأردن (Jordan)
Al-Yaman اليمن (Yemen)
البحرينAl-Bahrayn (Bahrain)
Dawlat ul-Kuwayt دولة الكويت (Kuwait)
Iran (Islamic Republic of)
Israʼiyl إسرائيل, Yisra’el ישראל (Israel)
Lubnān لبنان, Liban (Lebanon)
Qaṭar قطر (Qatar)
Syrian Arab Republic
Türkiye (Turkey)
‘Umān عُمان (Oman)
Al-maɣréb المغرب, Amerruk / Elmeɣrib (Morocco)
Angola (Angola)
As-Sudan السودان (Sudan)
Bénin (Benin)
Botswana
Burkina Faso
Cabo Verde
Cameroun (Cameroon)
Congo
Congo, Democratic Republic of
Côte d’Ivoire
Djibouti
Dzayer (Algeria)
مصرMisr (Egypt)
eSwatini (Eswatini)
Gaana (Ghana)
Gambia
Guinea Ecuatorial (Equatorial Guinea)
Guinea-Bissau
Guinée (Guinea)
Iritriya إرتريا Ertra (Eritrea)
Ityop’ia ኢትዮጵያ (Ethiopia)
Kenya
Lesotho
Liberia
Lībiyā ليبيا (Libya)
Madagasikara (Madagascar)
Malaŵi, Malawi (Malawi)
Mali
Moçambique (Mozambique)
Moris (Mauritius)
Muritan / Agawec, Mūrītānyā موريتانيا (Mauritania)
Namibia
Niger
Nigeria, Nàìjíríà (Nigeria)
République Centrafricaine, Ködörösêse tî Bêafrîka (Central African Republic)
République Gabonaise (Gabon)
Rwanda
Sao Tome and Principe
Sénégal (Senegal)
Seychelles, Sesel (Seychelles)
Sierra Leone
Soomaaliya aş-Şūmāl, الصومال (Somalia)
South Africa
Tanzania, United Republic of
Tchad, تشاد (Chad)
Togo
Tunes, تونس (Tunisia)
Uburundi (Burundi)
Uganda
Western Sahara
Zambia
Zimbabwe
جزر القمر Comores Koromi (Comoros)
Aorōkin M̧ajeļ (Marshall Islands)
Aotearoa (New Zealand)
Australia
Azərbaycan (Azerbaijan)
Bangladesh বাংলাদেশ (Bangladesh)
Belau (Palau)
Brunei Darussalam
Druk Yul, འབྲུག་ཡུལ (Bhutan)
Dhivehi Raajje (Maldives)
Fiji, Viti, फ़िजी (Fiji)
Hayastán (Armenia)
Kampuchea កម្ពុជា (Cambodia)
Kyrgyzstan Кыргызстан (Kyrgyzstan)
India
Indonesia
South Korea
Mǎláixīyà 马来西亚, Malaysia, மலேசியா (Malaysia)
Micronesia (Federated States of)
Mongol Uls Монгол Улс (Mongolia)
Mueang Thai เมืองไทย (Thailand)
Myanma မြန်မာ (Myanmar)
Можно ли сваривать алюминий со сталью с использованием дуговой сварки стальным плавящимся или вольфрамовым электродом в среде инертного газа (GMAW и GTAW)?
Далее
Поиск
Категории
- Все
- Сварка алюминия
- Системы резки
- Сварочные принадлежности
- Сварочные материалы
- Сварочное оборудование
- Контроль сварочных работ
- Безопасность при сварке
Теги
- Alloys
- Exaton
- GMAW
- GTAW
- MCAW
- MMA
- Верстка
- Газ
- Гидроабразивная
- Дуговая сварка
- Дуговая сварка в среде гелия
- Плазменная
- Программное обеспечение
- Процесс
- Сварка
- Сварка MIG
- Сопло
Есть вопрос? Задайте его эксперту компании ЭСАБ
Просмотреть наши учебные курсы
Сварка: Только алюминий: Сертификат Pathway
UCC объединяется с Miller Electric Manufacturing & Airgas.
Подробнее…
Бывший студент UCC, сосредоточившийся на карьере в области подводной сварки.
Подробнее…
Программа Миссия
Сертификат «Только алюминий» дает нашему сообществу доступ к современному и актуальному образованию в области сварки, которое соответствует или превосходит отраслевые стандарты.
Описание программы
Программа сертификации «Только алюминий» предназначена для обучения в области производства алюминия, чтобы подготовить студентов к работе на начальном уровне в отрасли производства алюминия. Связанные профессии для этого сертификата программы будут включать; судостроение, аэрокосмическая и авиационная промышленность, виноградарство и пивоварение, нефтехимия и производство СПГ.
«Я не знаю, почему здесь так мало девушек — столько точности и деталей. Это как молот Тора, и мне это нравится. Инструкторы здесь помогают. Я чувствую себя комфортно, и каждый ученик помогает друг другу. Я хочу иметь свой собственный бизнес».
Это как молот Тора, и мне это нравится. Инструкторы здесь помогают. Я чувствую себя комфортно, и каждый ученик помогает друг другу. Я хочу иметь свой собственный бизнес».
– Мэйргред Макгоуэн
Результаты программы
Учащиеся, успешно прошедшие курс обучения сварке, получат:
- Применение основ сварки алюминия, включая основы общих процессов соединения, резки и строжки, измерения, изготовления, ремонта, идентификации материала и критериев визуальной приемки
- Интерпретация и применение основных элементов чертежей, таких как идентификация типа линии, символы, примечания, интерпретация 2D и 3D, определение размеров и измерение
- Демонстрация «мягких навыков», таких как; осведомленность о сроках, выполнение и завершение работы, позитивное взаимодействие с одноклассниками, хорошее общение, позитивное отношение и хорошая рабочая этика
- Продемонстрировать знание и понимание безопасных условий труда, а также техники безопасности при обращении с материалами, оборудованием и средствами индивидуальной защиты
Готовы начать?
Это просто и требует всего ДВА шага.
Шаг 1
Заполните нашу форму запроса информации. Это сообщит нам о том, что вы заинтересованы в программе «Сварка».
Запрос информации
Шаг 2
Если вы новичок в UCC (никогда не посещали занятия), подайте заявление в UCC. В противном случае, вы сделали на данный момент. С вами свяжутся для дальнейших действий.
Применить
Вопросы карьеры
Алюминий – металл будущего. Он составляет 1/3 веса стали, имеет отличное соотношение прочности к весу, практически устойчив к коррозии и на 100% пригоден для вторичной переработки. Эти и многие другие свойства материала делают алюминий предпочтительным металлом для будущих инженерных приложений по всему миру, а сертификат Aluminium Only Pathway готовит студентов к работе начального уровня и будущей карьере в следующих областях:
- Судостроители
- Производство
- Аэрокосмическая промышленность и авиация
- Изготовители инструментов и штампов
- Контроль качества
- Осмотр
- Грузоперевозки и транспортное оборудование
- Продажа сварочных работ
- Автомобильная промышленность
Знаете ли вы?
- К 2023 году США потребуется более 375 000 специалистов по сварке.
- Сварка используется для создания кораблей, автомобилей, самолетов и космических аппаратов.
- Карьера сварщика может обеспечить финансовую безопасность, карьерный рост и важную работу в различных областях по всему миру.
- Стипендии и гранты предоставляются Американским обществом сварщиков.

Публикации программы
Просмотреть информацию каталога
Просмотреть консультативную информацию
Контакт
Ян Фишер – Контактное лицо
Доцент, координатор, сварка
Телефон: 541-440-7819
Вывод сварки алюминия на новый уровень
Сварщик использует газовую вольфрамовую дугу на алюминиевой раме. Автоматизированная система хранения и поиска на заднем плане подает листы и пластины для лазерной резки. Детали переходят к гибке, затем к остальной операции.
Коллаж в рамке висит на стене рядом со столом, который занимает Мэтт Марти, президент CMC of Georgia и внук основателя компании. Производитель работает уже более века, и коллаж показывает ручную работу компании на протяжении многих лет. На одном изображении показана изготовленная на заказ кабина для 19Кран 40-х годов. На тот момент производитель уже работал в бизнесе более 30 лет.
Производитель работает уже более века, и коллаж показывает ручную работу компании на протяжении многих лет. На одном изображении показана изготовленная на заказ кабина для 19Кран 40-х годов. На тот момент производитель уже работал в бизнесе более 30 лет.
Сегодня компания, насчитывающая 60 сотрудников, производит различные изделия, в том числе детали для коммерческих косилок (например, полей для гольфа и дерновых ферм), а также упаковочное оборудование и специальные детали для нефтяных месторождений. Тем не менее, нестандартные кабины по-прежнему составляют значительную часть доходов CMC.
«Мы вписываемся в меньший сегмент бизнеса заказных такси», — сказал Марти, добавив, что его основные заказы включают от пяти до восьми такси в месяц. В следующий раз, когда вы сядете в самолет, проверьте транспортные средства — на предмет топлива, обработки багажа, защиты от обледенения и других специальных целей — проносящихся по взлетно-посадочной полосе. Есть большая вероятность, что некоторые из кабин на этих автомобилях были изготовлены CMC. Другие кабины предназначены для транспортных средств, предназначенных для станций технического обслуживания железных дорог, специальных вилочных погрузчиков, горнодобывающей промышленности, безопасности и строительства.
Другие кабины предназначены для транспортных средств, предназначенных для станций технического обслуживания железных дорог, специальных вилочных погрузчиков, горнодобывающей промышленности, безопасности и строительства.
Ниша CMC в нишевом оборудовании. Специальные автомобили, которые компания производила в 1940-х и 1950-х годах, требовали тщательного планирования, как и продукты, входящие в нынешний набор работ производителя. Но то, как сегодня изготавливаются продукты — с автоматизацией вырубки, упрощенной формовкой и невероятно подробным планированием процесса сварки — вероятно, заставило бы основателя компании закружиться в голове.
Ранние автомобили для 3D CAD
Когда дед Марти основал Chicago Manufacturing Co. (CMC) в 1910, в городе было больше лошадей, чем автомобилей. В первые десятилетия существования мастерской сотрудники производили автомобильные водонагреватели (передовые технологии начала 1900-х годов). К середине 1950-х годов компания уже была признанным игроком на рынке кабин для специальных автомобилей.
В юности Марти вспоминал, как наблюдал за мастерами из листового металла, которые наносили линии разреза, вырезали детали по размеру, штамповали однопозиционным пуансоном, а затем формовали на механическом тормозе. «Они также могли выполнять много работы с радиусом», — вспоминает Марти, добавляя, что мастерская производила множество сложных контуров и конусов, и все они были задокументированы необычным способом.
— Все инженерные чертежи были нарисованы в натуральную величину на больших столах в офисе, — сказал Марти. Это были не типичные чертежи с изометрическими видами. «Все три вида были наложены друг на друга, нарисованы разными цветами на одном листе бумаги».
Марти покачал головой и усмехнулся. «Их было так трудно читать, и я так и не понял их», — сказал он, добавив, что те, кто работал с ними, конечно, могли их понять. Для тех, кто научился их читать, рисунки давали полное представление о том, что могло быть очень сложной работой — возможно, предвестником некоторых обширных подделок, с которыми сегодня работают сотрудники компании.
Эти уникальные отпечатки в натуральную величину сегодня, конечно, не используются. На протяжении десятилетий CMC использовала программное обеспечение для проектирования, такое как ProE и SolidWorks. Сегодня компания использует TruTops для своих систем вырубки TRUMPF и листогибочных прессов, моделируя тормозные программы в автономном режиме. Источники сварочного тока OTC DAIHEN компании могут хранить 100 отдельных настроек сварки, настраивая напряжение и силу тока для различных работ. CMC внедрила оцифровку производства металлов, от штамповки до сварки, но сердце операции по-прежнему заключается в сварке и сборке, где сложные изготовления требуют чрезвычайного внимания к деталям.
Инженер-сварщик Джейсон Смит, сертифицированный инспектор по сварке и преподаватель (CWI/CWE), был нанят в сентябре 2021 года, чтобы активизировать деятельность CMC по сварке алюминия. Он указал на алюминиевую заготовку, усеянную травлением, изготовленную с помощью твердотельного лазера TRUMPF мощностью 8 кВт, установленного компанией в 2021 году. Эти заготовки должны были стать изготовленными «оболочками» специальных кабин для железнодорожных транспортных средств. Их нужно было отправить компании на юго-востоке, которая, в свою очередь, отправит их конечному потребителю в Европе.
Эти заготовки должны были стать изготовленными «оболочками» специальных кабин для железнодорожных транспортных средств. Их нужно было отправить компании на юго-востоке, которая, в свою очередь, отправит их конечному потребителю в Европе.
(Слева направо) Мэтт Марти, президент, и Джейсон Смит, инженер по сварке, возглавляют усилия CMC по расширению производственного потенциала по производству и сварке алюминия. В настоящее время цех сертифицирован по EN 15085-2, европейскому стандарту сварки железнодорожных транспортных средств и их компонентов.
«Если бы нам пришлось выкладывать все это вручную, — сказал Смит, указывая на места сварки, выгравированные лазером, — это был бы кошмар».
Переезд в Джорджию, Автоматизация
В 1981 году CMC открыла предприятие в Виндере, штат Джорджия, к северо-западу от Атланты. Шесть лет спустя CMC закрыла свой офис в Чикаго и перевела все в Джорджию.
Отец Марти умер в 1989 году, после чего Марти возглавил бизнес, теперь известный как CMC of Georgia. В 2007 году магазин переехал на завод в Токкоа, небольшой городок недалеко от дальнего северо-восточного угла штата. Этот шаг был стратегическим по нескольким причинам. Во-первых, хотя этот регион живописен и находится посреди гор Северной Джорджии, он также имеет долгую историю производства. 115 000 кв. футов. Завод, на который переехал CMC, ранее был занят производителем мусороуборочного оборудования. Во-вторых, завод предоставил CMC открытую компоновку и место для мостового крана, необходимое для увеличения производственных мощностей. Рабочие на заводе Winder слишком долго ждали, когда крупные изделия будут перемещены с одной станции на другую. Сегодня работа идет по простой схеме: сырье поступает на дальний конец завода, а готовая продукция готовится к отгрузке на ближнем конце, рядом с офисом. Четыре 20-тонных крана и 18 стреловых кранов помогают всем выполнять работу в пути.
В 2007 году магазин переехал на завод в Токкоа, небольшой городок недалеко от дальнего северо-восточного угла штата. Этот шаг был стратегическим по нескольким причинам. Во-первых, хотя этот регион живописен и находится посреди гор Северной Джорджии, он также имеет долгую историю производства. 115 000 кв. футов. Завод, на который переехал CMC, ранее был занят производителем мусороуборочного оборудования. Во-вторых, завод предоставил CMC открытую компоновку и место для мостового крана, необходимое для увеличения производственных мощностей. Рабочие на заводе Winder слишком долго ждали, когда крупные изделия будут перемещены с одной станции на другую. Сегодня работа идет по простой схеме: сырье поступает на дальний конец завода, а готовая продукция готовится к отгрузке на ближнем конце, рядом с офисом. Четыре 20-тонных крана и 18 стреловых кранов помогают всем выполнять работу в пути.
Также в 2007 году CMC инвестировала в свою автоматизированную систему хранения и поиска STOPA, которая питала два лазера TRUMPF. «Мы не хотели, чтобы наш материал хранился повсюду, — сказал Марти, — не зная, что у нас есть, и не имея возможности прорваться вперед. Мы можем резать и хранить детали в STOPA, а также извлекать их по мере необходимости».
«Мы не хотели, чтобы наш материал хранился повсюду, — сказал Марти, — не зная, что у нас есть, и не имея возможности прорваться вперед. Мы можем резать и хранить детали в STOPA, а также извлекать их по мере необходимости».
Использование этой технологии в компании в последние годы расширилось, особенно после инвестиций в твердотельный лазер мощностью 8 кВт. Новый станок обладает такой большой мощностью, что компании больше не нужно запускать лазер на ночь, а опережающее сокращение не так важно, как раньше. Живой инвентарь остается самым большим преимуществом системы; с помощью нескольких щелчков мыши магазин может увидеть, какой материал у него есть и что он должен заказать.
Американские горки по цепочке поставок
Прогуливаясь по цеху, Марти указал на дополнительные незавершенные работы (WIP), явные признаки проблем с цепочками поставок, с которыми слишком многие производители столкнулись за последние несколько лет. У CMC не было проблем с получением сырья, но получение некоторых закупленных компонентов и расходных материалов было проблемой.
Однако самые серьезные проблемы связаны с задержкой заказов. CMC начинает производство, а затем притормаживает, узнав, что другие компании в цепочке поставок не могут получить нужные им детали. Тем не менее, Марти не собирается сокращать незавершенное производство, по крайней мере, на данном этапе, потому что это позволяет магазину быстро реагировать, когда покупатели дают добро на отгрузку.
«Мы хотим, чтобы клиенты были довольны, поэтому у нас больше запасов, — объяснил Марти. Он сказал это, указывая на стеллажи с сырьем возле системы STOPA. Чтобы гарантировать, что она может реагировать на потребительский спрос, CMC также перевозит больше сырья.
STOPA доставляет вырезанные заготовки на разгрузочный стол, расположенный рядом с формовочным цехом, который включает в себя два листогибочных пресса TRUMPF в комплекте с толкателями листа и большой открытой высотой для больших фланцев. Многие детали выходят из штамповки не только с протравленными местами сварки, но и с протравленной идентификацией деталей.
Взгляните на сварку, покраску и сборку, и вы поймете, почему так важна идентификация деталей. CMC изготавливает отдельные детали и узлы, но львиная доля ее доходов приходится на крупные сборки, включающие сотни компонентов и (буквально) тысячи мест сварки.
Твердотельный лазер мощностью 8 кВт режет 0,25 дюйма. материал, предназначенный для индивидуальной сборки кабины.
Новый фокус на сварке алюминия
Вернувшись в конференц-зал приемной, инженер-сварщик Джейсон Смит указывает на стопку бумаг и открывает страницу с сотнями выносок для алюминиевых приварных шпилек. И это всего лишь одна страница посреди толстой стопки. «Этот продукт является CPC2, который требует 100% визуального осмотра. Каждый сварной шов должен быть осмотрен визуально, а сварных швов буквально тысячи».
CPC2 относится к классификации работ, которая диктует требования к неразрушающему контролю (NDE), как описано в EN 15085-3, европейском стандарте для сварки железнодорожных транспортных средств и компонентов.
С момента прихода в CMC в прошлом году Смит помог компании пройти сертификацию по стандарту EN 15085 — редкое достижение среди североамериканских производителей. Стандарт поднимает требования к непрерывности сварки на новый уровень. Например, чтобы приступить к новой работе, изготовленной в соответствии со стандартом EN, сварщик должен пройти тест, чтобы доказать, что он или она может выполнить конкретные требования к сварке для данной работы. «Чтобы сохранить свою квалификацию сварщика, они должны каждые шесть месяцев проходить тест, применимый к этой квалификации сварщика», — сказал Смит. «Затем каждые два года они должны повторно проводить первоначальное испытание сварки, чтобы обновить квалификацию сварщика.
«Если для работы требуется сварка встык GMAW-P, то сварщик должен выполнить сварку, провести визуальный контроль, радиографический контроль, испытание на излом и в конце провести испытание на изгиб», — продолжил Смит. «Если это угловой шов, вы проводите испытание на разрыв углового шва и вырезаете из него образцы для макротравления». Он добавил, что требования к испытаниям сварки варьируются в зависимости от требований к работе, но все они гарантируют, что «сварщики несут ответственность за свою технику и способности».
Он добавил, что требования к испытаниям сварки варьируются в зависимости от требований к работе, но все они гарантируют, что «сварщики несут ответственность за свою технику и способности».
Процедуры сварки чрезвычайно детализированы. Вместо указания диапазонов, скажем, допустимых скоростей перемещения, напряжения и силы тока, Smith выполняет расчет (как указано в стандарте EN) для каждого типа сварки, включая выбор процесса (например, импульсная газовая дуговая сварка металлическим электродом, GMAW-P или дуговая сварка вольфрамовым электродом в среде защитного газа, GTAW), напряжение, сила тока и скорость перемещения.
Сегодня Смит носит разные шляпы, и одна из них учитель. «Тренировки лежат в основе моего позвоночника, — сказал он. (Смит несколько лет работал инструктором по сварке в Техническом колледже Северной Джорджии.) В течение дня Смит работает со сварщиками, наблюдая и совершенствуя их технику, которая становится все более важной по мере того, как сварка становится все более сложной.
Смит указал на одну работу, связанную с алюминием 6061-T6, диаметром 2 дюйма. квадратная трубка с диаметром 0,25 дюйма. Стенка приваривается к 0,080-дм., алюминиевой обшивке 5052-х42. Используя GMAW-P, сварщик уложил валик стрингера вертикально вверх — и все это без намека на прожог. Установка включает в себя опорную пластину из нержавеющей стали, используемую в качестве радиатора, но во многом успех зависит от техники сварки. Скорость перемещения сварщика должна быть чрезвычайно постоянной, наряду с вылетом, углом горелки и зазором — непростая задача при сварке вертикально вверх. Даже минутное переплетение может привести к тому, что тепло превысит допустимые пределы, и сварочный аппарат в конечном итоге проплавится.
Помимо обучения, Смит выступает в качестве координатора по коммуникациям, особенно для некоторых из более сложных сборок компании, помогая интерпретировать чертежи и проводя персонал через 3D-CAD-представления, которые теперь доступны на компьютерных рабочих станциях на полу.
Все это выливается в еще одну роль, которую играет Смит: поиск эффективных способов сокращения общего времени изготовления, особенно для работ, сертифицированных по железнодорожному стандарту EN. Этот стандарт требует, чтобы алюминиевый материал был сертифицирован и отделен; Знаки «только алюминий» можно найти на различном оборудовании по всему заводу. Кроме того, персонал по контролю качества должен проверять и подписывать на различных этапах изготовления, что определяет размер партии, получаемой в результате резки и гибки.
Раньше в цехе «капельно» подавались детали для контроля качества (КК) по мере их изготовления. В конце концов, у него было гибкое оборудование для резки и гибки, которое позволяло быстро перенастраивать, а меньшие размеры партии означали лучший поток, верно? Не обязательно, особенно с учетом ресурсов контроля качества. Для работы EN персонал по качеству должен убедиться, что каждая деталь вырезана и согнута в пределах допуска. Сюда входят допуски для конкретных деталей, а также допуски, влияющие на взаимосвязь деталей «родитель-потомок» в более крупных сборках.
Оператор лазера наблюдает за системой резки мощностью 8 кВт, расположенной рядом с автоматизированной системой хранения и поиска STOPA компании.
«Теперь весь материал, необходимый [для сборки], нарезан и готов до изготовления, поэтому [в отделе контроля качества] нет времени задержки», — сказал Смит, добавив, что одно только это помогло сократить производство на несколько недель для некоторых железных дорог. изделия для кабины.
Ниша будущего
Марти прошел мимо системы STOPA и посмотрел на башни. «Да, у нас было неудачное время для этого», — вспоминая деловой климат в период с 2007 по 2009 год.. Магазин установил систему в 2007 году, и в 2008 году наблюдался умеренный рост, прежде чем в 2009 году было достигнуто дно. «В октябре 2008 года у нас все было хорошо, но затем, в 2009 году, все закрылось».
Марти, однако, добавил, что не жалеет о вложенных средствах. У компании были деньги, чтобы пережить Великую рецессию, а автоматизация помогла компании быстро восстановить бизнес в последующие годы.