Сварка алюминия полуавтоматом: особенности и технология
главная » ТЕХНОЛОГИИ » Сварка алюминия
Сварка алюминия
На чтение 5 мин
Содержание
- Характеристики аппарата для сварки алюминия
- Свойства металла, усложняющие сварку
- Возможна ли сварка без использования газа
- Настройка сварочного аппарата
- Условия сварки в домашних условиях
- Пошаговое руководство
- Преимущества и недостатки алюминия
Сварку алюминия полуавтоматом выполняют под защитой инертного газа, в качестве которого чаще всего применяют аргон. Мастеру при работе нужно учитывать склонность металла к линейной усадке, которая в 2 раза превышает наблюдаемую у сплавов стали. Кроме того, в процессе придется соблюдать осторожность, чтобы избежать прожогов материала.
Характеристики аппарата для сварки алюминия
Если вы выбираете сварочный полуавтомат для автосервиса, отдавайте предпочтение устройствам с функцией TIG. Такие приборы вырабатывают импульсный ток высокой частоты.
Такие приборы вырабатывают импульсный ток высокой частоты.
При использовании подобного оборудования снижается вероятность прожогов, поддерживается стабильная короткая дуга. При выборе инвертора TIG без импульсного блока процесс замедлится примерно в 3 раза, но качество соединения не ухудшится.
Чтобы работать в домашних условиях, выбирайте аппараты с функциями МИГ или МАГ. Они рассчитаны на небольшие токи. Используйте оборудование только в бытовых целях.
Откажитесь от дорогой аппаратуры с дополнительными функциями. Многие опции при сварке дома не нужны, а при поломке придется понести большие расходы на ремонт.
Для профессиональных работ подойдут 3-фазные полуавтоматы по алюминию мощностью 380 В. Для бытовых целей покупайте устройства с 2 входами, которые подключаются к сети 220 В.
Длина шланга для подачи присадочной проволоки должна быть не более 3 м. Чтобы минимизировать действие силы трения, стандартный канал заменяют тефлоновым. Лучше брать 4-роликовый механизм подачи с U-образными канавками. Такой блок надежнее варианта с 2 роликами.
Такой блок надежнее варианта с 2 роликами.
Свойства металла, усложняющие сварку
Некоторые особенности материала затрудняют работу с ним:
- При сильном повышении температуры алюминий не поменяет цвет. Из-за этого сварщику затруднительно оценить, насколько прогрелась заготовка.
- Плавление начинается при +660°С. При дальнейшем нагревании прочность снижается.
- Отсутствует склонность к намагничиванию.
- Теплопроводность материала в 5 раз выше, чем у сплавов стали. Из-за этого при нагреве отдельной части быстро будет повышаться температура всей детали. Перед работой с крупными алюминиевыми элементами придется предварительно нагревать их, чтобы снизить теплопотери.
- Активное взаимодействие алюминиевого изделия с кислородом приводит к образованию пленки на металлической поверхности. После достижения некоторой толщины она начинает мешать материалу окисляться. Температура плавления окисной пленки составляет +2050…+2200°С, что намного выше, чем у алюминия.


Возможна ли сварка без использования газа
Для получения шва высокого качества нужен инертный газ, который будет защищать прогретую металлическую поверхность от взаимодействия с кислородом.
Часто используется аргон, к которому иногда добавляют гелий. Наличие в среде углекислого газа не допускается.
Материал вступит в реакцию с углекислотой.
Некоторые мастера предпочитают работать без газа. Качество формирования шва в такой ситуации снижается.
Чтобы избежать нежелательных последствий, потребуется флюс. Сварщику придется воспользоваться порошковой проволокой.
Настройка сварочного аппарата
Универсальных настроек полуавтомата для сварки алюминия не существует. Мастера учитывают толщину заготовки. Для 2 мм потребуется рабочее напряжение 15 В. Силу тока выставляют между 100 и 150 А в зависимости от присутствующих легирующих добавок. MIG-сварку алюминия проводят при обратной полярности.
На подающий мундштук выводится клемма со знаком плюс, на заготовку — со знаком минус.
Условия сварки в домашних условиях
Перед тем как заварить детали, убедитесь, что были соблюдены условия проведения работ:
- С элементов убирают окисную пленку. Для этого используют химические либо механические способы. Если для очистки применяют щетку, то лучше взять новую. В противном случае на изделии останутся частицы прочих металлов, которые попадут на деталь.
- Следят за стабильностью длины дуги. Допустимыми значениями параметра считают 1,2-1,5 см.
- Не работают со слишком высокой скоростью. При нарушении этого условия качество проварки элементов ухудшится.
Пошаговое руководство
В домашних условиях соблюдайте алгоритм действий:
- Подберите наконечник, который будет больше проволоки на несколько миллиметров. Материал расширяется при нагревании, поэтому мастер должен учитывать изменение объемов. С помощью шлифовальной машины либо щетки из металла зачистите заготовку до блеска. Наденьте специальную одежду, закройте лицо маской. Нужно защитить дыхательные органы, поскольку легирующие добавки могут оказаться токсичными.
- Оградите рабочее пространство от ветра. Сквозняк будет сдувать аргоновое облако.
- Выберите подходящий режим для полуавтоматической сварки алюминия. Разрешается применить настроечные таблицы.
- За 5-10 секунд до розжига дуги начинайте подавать аргон. В процессе должно возникнуть защитное газовое облако. Разожгите дугу. При этом зазор между насадкой и ванной расплава должен составить 1-1,5 см.
- В процессе регулируйте скорость подачи. Не устанавливайте максимальную на начальных этапах работы. Следите, чтобы алюминий хорошо проварился.
- Ровно ведите дугу, чтобы наплавочный валик формировался равномерно.
- Когда работа будет завершена, не отключайте ток сразу. Сначала отведите в сторону дугу. Защитный газ подавайте еще 10-20 секунд. За это время поверхность шва остынет. Если подача будет прекращена раньше, материал может вступить в реакцию с кислородом.
 Нужно защитить дыхательные органы, поскольку легирующие добавки могут оказаться токсичными.
Нужно защитить дыхательные органы, поскольку легирующие добавки могут оказаться токсичными. youtube.com/embed/ICy0le7Lfek?feature=oembed” frameborder=”0″ allow=”accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture” allowfullscreen=””/>
youtube.com/embed/ICy0le7Lfek?feature=oembed” frameborder=”0″ allow=”accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture” allowfullscreen=””/>Достоинствами металла являются:
- небольшая удельная масса;
- стабильная прочность;
- невысокая стоимость;
- устойчивость к коррозии, появлению ржавчины.
Недостаток — невозможность проведения работ без газа. Также могут возникать затруднения при подборе проволоки из-за отсутствия информации о составе материала. Сваривать детали сможет лишь человек с хорошей реакцией, новичкам бывает сложно освоить процесс.
Сварка алюминия инвертором в домашних условиях электродом
Особенности сварки алюминия инвертором
Чтобы произвести качественную сварку деталей из алюминия в домашних условиях потребуется соблюсти ряд требований. Дело в том, что этот металл является легкоплавким и при неправильных режимах и вообще подходе к делу ничего путного не выйдет.
Если же действовать по инструкции, то все получится и даже более того, шов вас удивит своим качеством и равномерностью.
Перед тем, как начать сам процесс сваривания деталей, необходимо заранее ознакомиться со всеми нюансами:
- Сварка алюминия сложна, прежде всего, из-за наличия на его поверхности оксидной пленки. Это очень плотный и практически неплавкая пленка, которая делает его прочнее. Чтобы качественно произвести работу, пленку следует удалить.
- Особенность алюминия заключается в том, что, находясь в жидком или твердом состоянии, он будет иметь одинаковый цвет, поэтому разобрать, где качественно выполнен шов, а где нет, будет затруднительно.
- Качественная сварка алюминия возможна в среде аргона, поэтому потребуется приобрести держатель для электрода с соплом и баллон с аргоном. Также можно применять специальные электроды для сваривания алюминия, если нет газа.
- Прогревать шов необходимо основательно, поэтому спешка совершенно неуместна. Все действия следует выполнять размерено, чтобы следить за качеством места сварки.
 Все действия следует выполнять размерено, чтобы следить за качеством места сварки.
Все действия следует выполнять размерено, чтобы следить за качеством места сварки.Обработка алюминия инвертором — специфика работ
В силу того, что аргоновая среда обеспечивает защиту от кислородного воздействия, сварку алюминия инвертором иногда называют газовой.
Инертные газы препятствуют появлению оксидной пленки, поэтому для газовой защиты применяют аргон или смесь аргона с гелием.
Использование такой смеси актуально для газовой защиты толстых слоев металла.
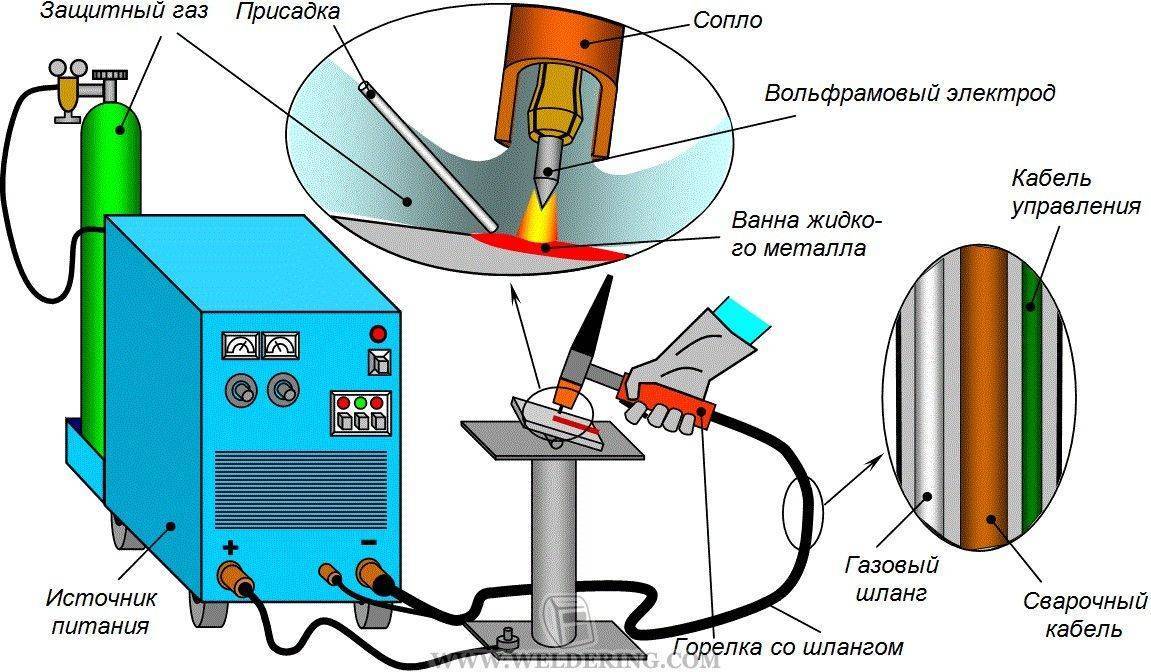
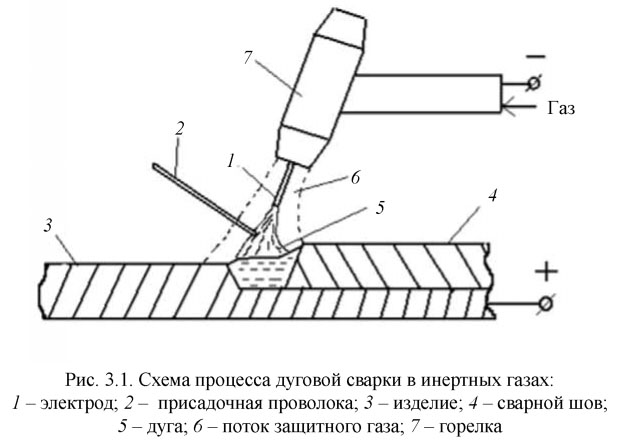
Аргонодуговая сварка возможна только при переменном токе и происходит так: электрическая дуга разжигается между неплавящимся электродом, расположенным в горелке и свариваемой поверхностью.
При этом подача инертного газа также обеспечивается горелкой, сопло которой находится в зоне сварки, так же, как основной расходный материал — присадочная проволока.
ВАЖНО ЗНАТЬ: Все об аттестации сварщиков по системе НАКС
Видео:
За поджиг дуги отвечает осциллятор, так как свойства инертного газа препятствуют подключению дуги касанием.
После того как газ вышел из сопла и окружил электрод, происходит расплавление металла и образуется сварочная ванна с жидким алюминием.
Затем, в сварочную ванну попадает присадочная проволока. Важно, чтобы этот элемент сварки был такой же марки, как и основная свариваемая деталь.
Поэтому, прежде чем приступить к аргоновой варке, нужно определить необходимую марку присадочной проволоки.
Этот параметр зависит от того, какой химический состав имеет свариваемый металл.
Например, если диаметр алюминия составляет от 2 до 5 мм, применяется проволока марки АД, АК или АО.
Накладку шва следует производить медленно и постепенно, глубоко проваривая деталь.
Недопустимо прекращение газовой подачи сразу после завершения шва — лучше задержать процесс на несколько секунд, чтобы предотвратить возможное растрескивание шва или его деформацию.
Для лучшей защиты шва горелку передвигают после присадочного прутка. Нельзя, чтобы электрод и пруток двигались поперек.
Видео:
Опытные сварщики рекомендуют прогрев свариваемой детали не только до, но и после обработки сваркой, после чего необходимо обеспечить термические и механические вспомогательные меры.
При тщательном регулировании рабочего процесса горелки и соблюдении указанной последовательности, результаты сварки покажут прочное соединение и аккуратный качественный шов.
Чтобы понять тонкости рабочего процесса, предлагаем посмотреть видео о сварочных работах с алюминием в нашей статье.
Технология сварки алюминия инвертором
Процесс сваривания алюминия в общем плане практически ничем не отличается от стандартной работы при работе с черным металлом. Разница состоит лишь в типе используемого электрода. Он должен быть из специального металла – вольфрама для сваривания в газовой среде. Для работы без газа продаются другие.
Перед началом работы электроды необходимо хорошенько подогреть. Что касается маркировки, то это должны быть следующие типы: E 4043, E 4047, ESAB OK, UTP 48, ОЗА и другие.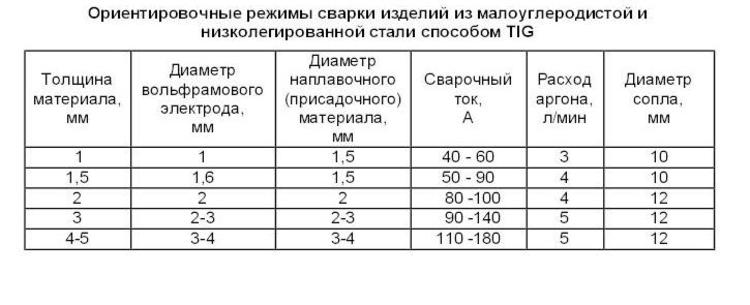 Выбираются они по виду сплава свариваемых деталей, в которых присутствует не только алюминий, но и кремний, медь, магний в различной концентрации.
Выбираются они по виду сплава свариваемых деталей, в которых присутствует не только алюминий, но и кремний, медь, магний в различной концентрации.
| Марка электродов | Для каких сплавов | Толщина изделий, мм |
| E 4043 | С содержанием кремния до 7% типа AlMgSi5, AlMgSi1, AlMg1SiCu , AlSi7Mg, AlSi6Cu4 | до 5 |
| E 4047 | С содержанием кремния до 12% типа AlSi12, AlSi10Mg(Сu), AlSi9Mg | до 10 |
| ОЗА-1 | А0, А1, А2, А3, с нагревом до 250-400 ºС | до 5 |
| ОЗА-2 | АЛ-4, АЛ-9, АЛ-10, 250-400 ºС | до 5 |
| ОЗАНА-1 | Технически чистый, 250-400 ºС | до 10 |
| ОЗАНА-2 | АЛ-4, АЛ-9, АЛ-10, 200 ºС | до 10 |
| Kjellberg Finsterwalde CMA 512 | AlSi12, AlSi10Mg(Сu), AlSi9Mg, с нагревом до 150-200 ºС | до 10 |
После того, как электроды прожарены, можно приступать к работе. Далее, процесс полностью идентичен сварке черных металлов. Образуется дуга, металл плавится в месте соприкосновения, круговыми движениями заделывается шов. Перед сваркой деталей из алюминия обязательно необходимо по местам будущего шва пройтись щеткой или абразивом, чтобы содрать оксидную пленку на его поверхности.
Образуется дуга, металл плавится в месте соприкосновения, круговыми движениями заделывается шов. Перед сваркой деталей из алюминия обязательно необходимо по местам будущего шва пройтись щеткой или абразивом, чтобы содрать оксидную пленку на его поверхности.
Пошаговая инструкция по сварке
Если вы уяснили основные требования, как правильно варить алюминий инвертором, то можно приступать непосредственно к сварочным работам, при этом соблюдая следующую последовательность:
- Настраиваем сварочный инверторный аппарат и для этого:
- переводим тумблер AC/DC в режим переменного электрического тока AC;
- баланс полярности устанавливаем из положения 50/50, смещая его в отрицательную сторону при работе с чистым алюминием, а для различных сплавов используем положительную часть диапазона регулировки;
- устанавливаем сварочный ток исходя из толщины самого материала и диаметра электрода, так для двухмиллиметрового листа алюминия и 3 мм присадочной проволоки достаточно выставить силу сварочного тока в 60 ампер;
- настраиваем замедление процесса затухания электродуги для заварки кратера окончания сварочной ванны, которая также зависит от толщины заготовки и при 2 мм необходимо выставить время примерно в 3 секунды;
- устанавливаем время и интенсивность продувки инертным газом, необходимое для охлаждения сварочного шва.

- Подготавливаем алюминиевые детали для сварки путем:
- проведения механической очистки от оксидной пленки места будущей сварки с помощью металлической щетки или наждачной бумаги, доводя поверхность до идеального белого блеска;
- обезжиривания поверхности, обрабатывая ее химическими реагентами — различные растворители или специальной паяльной кислотой;
- обязательного прогревания заготовок непосредственно перед сваркой до температуры в 400⁰ C.
- После выполнения всех подготовительных работ приступаем к чистовой сварке, соблюдая при этом главное правило, которое требует производить сварку алюминия не торопясь, чтобы обеспечить возможность равномерного прогрева материала свариваемых деталей.
- Подачу присадочной проволоки или сварочного алюминиевого электрода необходимо осуществлять на начало сварочной ванны под углом в 15 градусов, используя легкие прикосновения так, чтобы сварочный шов получился равномерным и немного ребристым.

Не стоит приступать к выполнению чистовых сварочных работ без наличия должного опыта в сварке алюминиевых изделий. Сначала потренируйтесь и приобретите необходимые навыки и опыт. Для этого вы можете посмотреть видео, где наглядно показано как правильно сварить алюминий с помощью инвертора:
Если у вас есть свой особый опыт в этой теме, то поделитесь им в блоке комментариев.
Подготовка материалов перед сваркой
Отличительной особенностью сварки алюминия при помощи инверторного аппарата в дуговом режиме заключается в том, что использовать металл и электроды без предварительной подготовки не получится.
Искра, конечно же, будет, но кроме брызг алюминия в разные стороны ничего не выйдет. Чтобы получить ожидаемый результат, необходимо предварительно подготовить материалы как свариваемые, так и те, которые будут применяться для обработки металла.
Чтобы придать электродам требуемые свойства, их необходимо предварительно разогреть в печи. В домашних условиях можно использовать тигельную, главное не передержать, индукционную или даже газовую, сложенную из нескольких жаростойких кирпичей.
Что касается алюминиевых деталей, то перед свариванием торцы тщательно обрабатываются для удаления защитной пленки. Это обеспечит качественное схватывание с поверхностью жидкого металла.
Техника сварки алюминия покрытыми электродами
Сварка алюминия инвертором производится постоянным током обратной полярности, предпочтительно в нижнем положении. Дело даже не в большой текучести алюминия, а в скорости сварки, которая увеличивается в 2-3 раза в сравнении со сталью.
Электрод плавится очень быстро и вы просто не сможете выполнить шов в вертикальном, и уж тем более в потолочном положении.
Важно! Перед сваркой электроды следует прокалить.
Держать электрод следует преимущественно в вертикальном положении или чуть наклоняя . Конец электрода перемещать в направлении шва. Сварка производится в один проход на короткой дуге, без поперечных движений.
Химические элементы обмазки создают повышенное электрическое сопротивление сварочного шва, поэтому создают препятствия при повторном зажигании дуги. Швы стараются делать не длинными.
Швы стараются делать не длинными.
Поры в сварном шве
В случае обрыва дуги, шлаковую корку с кратера и конца электрода следует удалить и перекрыть предыдущий минимум на 1 см во избежание образования пор при заварке кратера.
Рекомендуем! Применение алюминотермитной технологии для сварки рельс на железной дороге
По завершении сварки сварочный шов обязательно зачистить и промыть водой во избежании коррозии.
Режимы сварки алюминиевыми электродами
Оборудование для сварки алюминия инвертором
Для выполнения качественной сварки алюминия в домашних условиях потребуется следующее оборудование:
- Инверторный аппарат для дуговой сварки, подойдет любой мощности, потому что алюминий легкоплавкий металл.
- Печь для прогревания электродов или обычная буржуйка, куда они будут заблаговременно уложены.
- Газовая горелка для подогрева свариваемых мест деталей.
- Ручной фрезер для снятия фаски под углом 45 градусов, если толщина листа составляет 5 мм.
Недостатки
- Сварка алюминия инвертором является одним из самых ненадежных способов, поэтому, качество соединения может пострадать;
- В данном случае обязательно использовать дополнительный флюс, который бы обеспечивал защиту сварочной ванны от негативных факторов;
- Могут возникнуть трудности с подбором электродов, если неизвестен состав сплава, а также с их просушкой, так как во влажной обмазке скапливается жидкость, что приводит к попаданию водорода в алюминий;
- Сложность формирования шва благодаря высокой скорости электрической сварки.
Что представляет собой инвертор?
Перед тем, как варить алюминий инверторной сваркой, следует разобраться с самим устройством аппарата. Инвертор является современной разновидностью сварочного трансформатора, который используется для понижения напряжения, его преобразования под нужные рабочие параметры и передачи на рабочие элементы. Он является основным источником тока при сварке, а также может регулировать режимы проведения работ.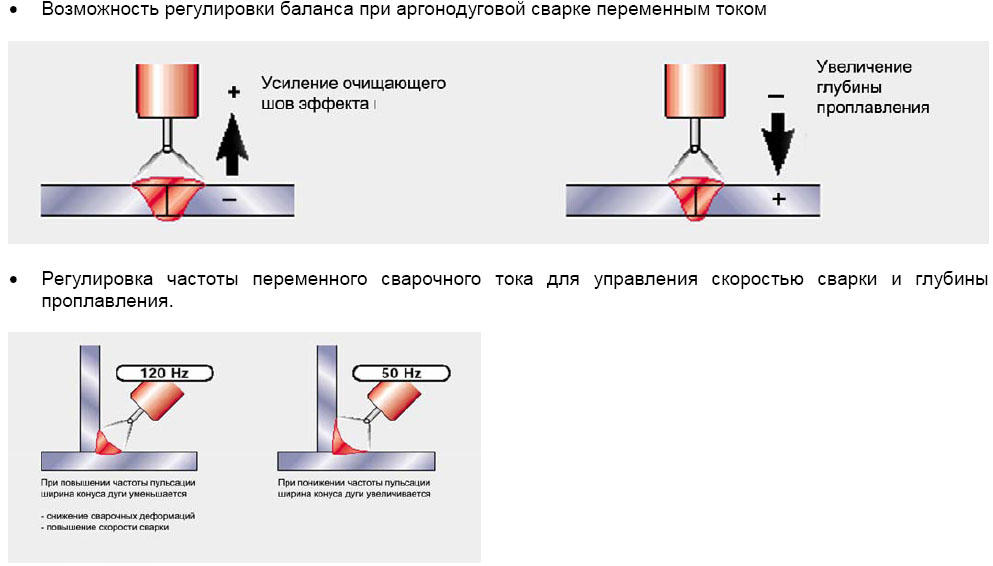 В наше время существует масса разновидностей, как относительно слабых и компактных, так и весьма массивных, которые могут справиться с заготовками большой толщины.
В наше время существует масса разновидностей, как относительно слабых и компактных, так и весьма массивных, которые могут справиться с заготовками большой толщины.
Подбор инвертора
Сварка алюминия электродом инвертором требует точного соблюдения параметров, так как любое отклонение может привести к ухудшению состояния шва. Таким образом, при выборе агрегата для сварки следует обращать внимание на рабочий диапазон. При работе с тонкими листами алюминия нужно придерживаться пониженных деликатных режимов, так что инвертор должен мочь работать как на пониженных режимах, так и на высоких показателях тока. Электроды, с которым должен взаимодействовать инвертор должны быть диаметром, минимум, от 1,6 до 5 мм. В промышленных условиях этот показатель может быть шире.
Контактная сварка алюминия инвертором
Также стоит отметить, что на аппарате желательно иметь систему принудительного охлаждения, которая убережет технику от перегрева и быстрого износа. Для домашнего использования лучше всего подходит компактная техника, которая весит не более 4 кг.
«Важно!
Очень полезной функцией является автоматическое отключение, когда техника работает в тех режимах, которые ее могут испортить.»
Режимы работы
| Толщина детали, мм | Сила тока, А | Скорость сварки, м/час |
| 0,6 | 70 | 73 |
| 1,3 | 125 | 153 |
| 1,6 | 130 | 73 |
| 2,3 | 235 | 73 |
| 3 | 315 | 73 |
Пошаговое описание процесса сварки
Сварка алюминия осуществляется следующим образом:
- Сначала необходимо подготовить материалы: прогреть электроды и зачистить места сваривания деталей щеткой по металлу, выполнить разделку торцов.
- Обезжирить место сваривания ацетоном, это обеспечит лучшее плавление и схватывание металлов.
- Прогреть место сваривания до 150-170 градусов при помощи горелки.
- Начать сваривание, при этом электрод необходимо держать строго перпендикулярно к поверхности свариваемых деталей или под углом 45 градусов, если угол стыковки 90 градусов.
- Шов заливается расплавом круговыми движениями, хорошо прогревая место соединения.
- После каждого прохода удаляется шлак.
- Если используется газ, то он отключается только через несколько секунд после того, как дуга погаснет.

Только при соблюдении всех этапов можно поучить действительно качественный шов.
Что нужно знать сварщику
По заявлениям опытных сварщиков, электросварка этого “крылатого” металла без аргона может быть не хуже аргонной. Те мастера, которые говорят о посредственном качестве сварного шва и плохой свариваемости данным способом либо не варили алюминий электродом вообще, либо неправильно подходили к этому методу. Обратите внимание на следующие рекомендации:
- Стыковое соединение является наиболее приемлемым. Тавровые и нахлесточные типы сварных соединений стараются избегать из- за большой вероятности затекания шлака в зазоры, который вызывает коррозию.
- После сварки шов промывается водой для удаления шлака;
- Подготовка алюминия перед сваркой обязательна. Удаление оксидной пленки, защита от ее повторного образования;
- Сварка массивных деталей толщиной более 3 мм сопровождается разделкой кромок под углом 60° с V-образной формой.
- Предварительный прогрев Al перед сваркой до 150-250 °C.
 Удаление оксидной пленки, защита от ее повторного образования;
Удаление оксидной пленки, защита от ее повторного образования;Не стоит забывать, что технически чистый алюминий сваривается лучше, чем его сплавы, содержащие магний и марганец (дюралюмилий, силумин).
Прогрев перед сваркой
Именно поэтому следут правильно подойти к выбору сварочных электродов в зависимости от химического состава сплава.
Рекомендуем! Как обозначается сварка на чертежах
Какой защитный газ следует использовать при сварке алюминия?
Q – Какой защитный газ следует использовать при дуговой сварке алюминия? Некоторые люди говорят мне, что я должен использовать аргон, а другие говорят, что лучше всего использовать гелий. Я использую процесс дуговой сварки металлическим электродом (GMAW) и дуговой сварки вольфрамовым электродом (GTAW). Могу ли я использовать один и тот же газ для каждого процесса?
Могу ли я использовать один и тот же газ для каждого процесса?
A – Для дуговой сварки алюминия обычно используются два защитных газа: аргон и гелий. Эти газы используются в виде чистого аргона, чистого гелия и различных смесей аргона и гелия.
Отличные сварные швы часто получают с использованием чистого аргона в качестве защитного газа. Чистый аргон является наиболее популярным защитным газом и часто используется как для дуговой сварки алюминия, так и для дуговой сварки алюминия вольфрамовым электродом. Смеси аргона и гелия, вероятно, являются следующими распространенными, а чистый гелий обычно используется только для некоторых специализированных приложений GTAW.
При выборе защитного газа для сварки алюминия необходимо учитывать различия между аргоном и аргоно-гелиевыми смесями. Чтобы понять влияние этих газов на процесс сварки, мы можем изучить свойства каждого газа на рис. 1.9.0007
Сразу видно, что потенциал ионизации и теплопроводность гелиевого защитного газа намного выше, чем у аргона. Эти характеристики приводят к выделению большего количества тепла при сварке с добавками гелия в защитный газ.
Эти характеристики приводят к выделению большего количества тепла при сварке с добавками гелия в защитный газ.
Защитный газ для газовой дуговой сварки металлическим электродом
Для GMAW добавки гелия варьируются от примерно 25% гелия до 75% гелия в аргоне. Регулируя состав защитного газа, мы можем влиять на распределение тепла в сварном шве. Это, в свою очередь, может влиять на форму поперечного сечения металла шва и скорость сварки. Увеличение скорости сварки может быть значительным, а поскольку затраты на рабочую силу составляют значительную часть наших общих затрат на сварку, это может быть связано с возможностью значительной экономии. Поперечное сечение металла сварного шва также может иметь определенное значение в некоторых случаях применения. Типичные сечения для аргона и гелия показаны на рис. 2.
Испытания показали, что относительно узкое поперечное сечение сварного шва, защищенного чистым аргоном, имеет более высокий потенциал захвата газа и, следовательно, может содержать большую пористость. Более высокая температура и более широкая картина проникновения смесей гелия/аргона, как правило, помогают свести к минимуму захват газа и снизить уровень пористости в готовом сварном шве.
Более высокая температура и более широкая картина проникновения смесей гелия/аргона, как правило, помогают свести к минимуму захват газа и снизить уровень пористости в готовом сварном шве.
При заданной длине дуги добавление гелия к чистому аргону увеличивает напряжение дуги на 2 или 3 вольта. В процессе GMAW максимальный эффект более широкой формы проникновения достигается примерно при 75% гелия и 25% аргона. Более широкая форма провара и более низкие уровни пористости этих газовых смесей особенно полезны при сварке двусторонних разделочных швов в толстолистовом прокате. Способность профиля сварного шва обеспечивать более широкую цель во время обратного скола может помочь уменьшить вероятность неполного провара соединения, которое может быть связано с этим типом сварного соединения.
Защитный газ из чистого аргона, как правило, обеспечивает завершенный сварной шов с более яркой и блестящей поверхностью. Сварка, выполненная с использованием смеси гелия и аргона, обычно требует очистки проволочной щеткой после сварки для получения аналогичного внешнего вида поверхности.
Защитный газ для дуговой сварки вольфрамовым электродом
При рассмотрении вопроса о защитном газе для дуговой сварки вольфрамовым электродом на переменном токе наиболее популярным газом является чистый аргон. Чистый аргон обеспечивает хорошую стабильность дуги, улучшенное очищающее действие и лучшие характеристики зажигания дуги, когда алюминий AC – GTAW.
Смеси гелия и аргона иногда используются из-за их более высоких тепловых характеристик. Иногда используются газовые смеси, обычно содержащие 25 % гелия и 75 % аргона, которые могут помочь увеличить скорость перемещения при дуговой сварке вольфрамовым электродом в среде переменного тока. Смеси с содержанием гелия более 25 % для дуговой сварки на переменном токе – газовая вольфрамовая дуга используются, но не часто, поскольку при определенных обстоятельствах они могут вызывать нестабильность дуги на переменном токе.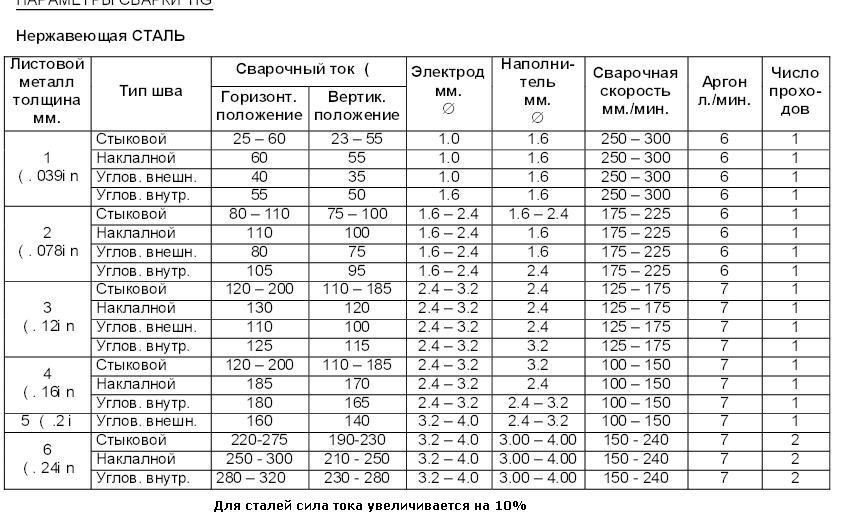
Чистый гелий или защитный газ с высоким процентным содержанием гелия (He-90%, Ar-10%) используются в основном для машинной сварки вольфрамовым электродом с отрицательным электродом постоянного тока (DCEN). Часто предназначенные для шовной сварки, сочетание GTAW-DCEN и высокой тепловложения от используемого газа может обеспечить высокую скорость сварки и превосходное проплавление. Эта конфигурация иногда используется для получения стыковых швов с полным проплавлением, приваренных только с одной стороны, к временной обжигу без подготовки V-образных канавок, а только к пластине с квадратной кромкой.
Заключение :
Отвечая на ваши вопросы, существует несколько вариантов газов и газовых смесей, которые можно использовать для сварки алюминия. Выбор обычно основывается на конкретном приложении. Вообще говоря, газы с высоким содержанием гелия используются для сварки GMAW на более толстых материалах и сварки GTAW с DCEN. Чистый аргон можно использовать как для сварки GMAW, так и для сварки GTAW, и он является наиболее популярным из защитных газов, используемых для алюминия. Газы с содержанием гелия обычно дороже. Гелий имеет меньшую плотность, чем аргон, и при сварке с гелием используются более высокие скорости потока. В некоторых случаях можно увеличить скорость сварки, используя гелий и/или смеси гелия/аргона. Таким образом, дополнительные затраты на гелиевые смеси могут быть компенсированы повышением производительности. Вы должны попробовать разные типы газа и выбрать тот, который лучше всего подходит для вашего конкретного применения.
Чистый аргон можно использовать как для сварки GMAW, так и для сварки GTAW, и он является наиболее популярным из защитных газов, используемых для алюминия. Газы с содержанием гелия обычно дороже. Гелий имеет меньшую плотность, чем аргон, и при сварке с гелием используются более высокие скорости потока. В некоторых случаях можно увеличить скорость сварки, используя гелий и/или смеси гелия/аргона. Таким образом, дополнительные затраты на гелиевые смеси могут быть компенсированы повышением производительности. Вы должны попробовать разные типы газа и выбрать тот, который лучше всего подходит для вашего конкретного применения.
Выбирайте с умом при сварке алюминия
Дженнифер Даллос в
Состояние материала и выбор защитного газа являются ключевыми факторами для успешного соединения алюминия
Фред Швайхардт, руководитель национального проекта по передовым технологиям производства, Airgas, компания Air Liquide, Хьюстон, Техас,
Перепечатано с разрешения: The AWS Welding Journal
Благодаря своей легкости, прочности и коррозионной стойкости алюминий является популярным материалом в общепромышленных целях — рис. 1. Эти характеристики делают алюминий желательным материалом, когда снижение веса приводит к снижению выбросов транспортных средств. В результате он становится все более популярным компонентом топливосберегающих автомобильных перевозок. Существует множество химических составов алюминия, каждый из которых предназначен для определенных условий эксплуатации и конструкционной нагрузки.
1. Эти характеристики делают алюминий желательным материалом, когда снижение веса приводит к снижению выбросов транспортных средств. В результате он становится все более популярным компонентом топливосберегающих автомобильных перевозок. Существует множество химических составов алюминия, каждый из которых предназначен для определенных условий эксплуатации и конструкционной нагрузки.
Рис. 1. Алюминий является популярным материалом для общепромышленного применения благодаря своей легкости, прочности и коррозионной стойкости, что делает его подходящим материалом для снижения выбросов транспортных средств.
Во многих случаях требуется соединение с алюминием, и часто предпочтительным методом соединения является сварка. Существует ряд сварочных процессов, подходящих для соединения алюминия. Двумя наиболее распространенными являются дуговая сварка вольфрамовым электродом в среде защитного газа (GTAW) и дуговая сварка металлическим электродом в среде защитного газа (GMAW).
Несмотря на то, что сварка алюминия зависит от ряда факторов, в этой статье будут рассмотрены два из них: защитный газ и состояние материала.
Переосмысление выбора защитного газа
Защитный газ необходим при сварке алюминия. Поставщики газа часто видят, что выбор газа определяется простотой использования, потребностями в подаче тепла и стоимостью. Теплопроводность алюминия такова, что более толстые или тяжелые секции требуют высокого подвода тепла для удовлетворительного соединения с металлом.
Мы видим, что многие клиенты предпочитают добавлять гелий в свой обычный защитный газ, например, 100% аргон. Добавление гелия заставляет блок питания постоянного тока выдавать большее напряжение, что увеличивает тепловыделение. Это работает довольно хорошо, за исключением стоимости защитного газа. Гелий дороже аргона, поэтому значительные добавки, такие как 50% или даже 75% содержания гелия, становятся дорогими.
В то время как спрос на гелий, невозобновляемый ресурс, неуклонно растет в различных областях применения, доступность этого продукта во всем мире остается крайне ограниченной. Кроме того, поскольку спрос превышает глобальное доступное предложение, цены неуклонно растут.
Кроме того, поскольку спрос превышает глобальное доступное предложение, цены неуклонно растут.
Одним из способов получить преимущества гелия без затрат является использование небольших добавок азота в защитном газе аргоне. Например, добавление 600 частей на миллион азота к аргону для GMAW дает эффект, аналогичный добавлению ~ 30% гелия к аргону. Добавление азота к алюминию создает нитриды алюминия, которые обладают высокой эмиссией (поскольку поверхность более эффективно излучает тепловую энергию) и могут давать результаты, аналогичные гелиевым смесям, по разумной цене.
Чистота защитного газа является еще одним важным фактором, так как использование низкокачественных газов может быстро загрязнить сварной шов. Поддержание высокого стандарта качества имеет решающее значение при сварке алюминия. Одним из способов обеспечения качества является соблюдение требований Американского общества сварщиков (AWS) A5.32, Спецификации по сварочным защитным газам, или соблюдение требований AWS D1. 2, Кодекса сварки конструкций — алюминий.
Для чистого аргона AWS A5.32 требуется менее 40 частей на миллион влаги, что следует принимать за абсолютный максимум. Для аргона стандарт AWS D1.2:2008 требует чистоты 99,997 % и предела влажности 10,5 частей на миллион. В версии 2014 года эти значения составляют 99,99% и 40 частей на миллион. Имейте в виду, что это может быть недостаточно чистым. Для достижения наилучших результатов рекомендуется использовать защитный газ с содержанием влаги менее 3 частей на миллион и содержанием O2 не более 5 частей на миллион.
Ключевые выводы
Следующие рекомендации по защитному газу могут улучшить качество сварки алюминия:
- Рассмотрите возможность использования азота вместо гелия в смесях защитного газа при сварке алюминия.
- Чистота газа должна поддерживаться в соответствии со стандартами AWS; рекомендуется использовать защитный газ с содержанием влаги менее 3 частей на миллион и содержанием O2 не более 5 частей на миллион.

Контроль состояния материалов
Хорошо известная коррозионная стойкость алюминияобусловлена очень тонким слоем оксида алюминия (Al2O3), который защищает нижележащий основной металл. Это полезное свойство, но не без некоторых дополнительных проблем. Оксидный слой цепок, но, к сожалению, алюминий плавится при ~1100°F, а оксидный слой плавится при ~3700°F. При сварке необходимо удалить как можно больше оксида, чтобы дуга могла должным образом передать свое тепло сварному шву.
Очистка от этого оксида может быть выполнена соскабливанием, шлифованием или чисткой щеткой, но необходимо соблюдать осторожность, чтобы предотвратить слишком грубую подготовку поверхности, чтобы оксиды не проникли глубже в основной металл. Кроме того, разрезаемый алюминий необходимо тщательно проверять, чтобы убедиться, что кромка не «замазана» следами отложений инструментов, оксидов и других загрязнений на кромке, подлежащей сварке.
Для получения сварных швов высочайшего качества рекомендуется протирать зону сварки утвержденным растворителем, удаляющим остатки масла и воды. Для этой цели обычно используется изопропиловый спирт, так как он является отличным растворителем неполярных соединений, а также быстродействующим осушителем, помогающим удалить воду.
Для этой цели обычно используется изопропиловый спирт, так как он является отличным растворителем неполярных соединений, а также быстродействующим осушителем, помогающим удалить воду.
При сварке алюминия наличие воды или влаги любого рода, а также углеводородов является серьезной проблемой, поскольку они разлагаются на водород в сварочной дуге. Алюминий подвержен пористости из-за разницы в растворимости водорода в расплавленном и твердом алюминии.
Загрязнение влагой может происходить незаметно. Простое перемещение куска алюминия из прохладного помещения с кондиционером во влажную рабочую среду может привести к образованию конденсата на поверхности металла. Хуже того, оксид алюминия легко поглощает влагу, что еще больше затрудняет устранение источника водорода.
Остатки от шлифовки углеродистой стали также могут встраиваться в поверхность, вызывая проблемы при сварке, а также в сроке службы готового изделия.
Ключевые выводы
Следующие предложения по контролю материалов могут улучшить качество сварки алюминия:
- Если для подготовки основного металла используется какая-либо механическая обработка, удалите все остатки смазки.
