Газовая сварка алюминия | Сварка и сварщик
Алюминий и его сплавы широко применяют в промышленности в виде листов, труб и другого профильного материала. Сплавы алюминия имеют высокие механические свойства при малой плотности, что достигается легированием их марганцем (Mn), магнием (Mg), кремнием (Si), никелем (Ni), хромом (Сr) и другими элементами. Алюминиевые сплавы делят на две группы – деформируемые и литейные. Деформируемые, в свою очередь, подразделяют на неупрочняемые и упрочняемые термообработкой. К деформируемым неупрочняемым сплавам алюминия относят сплавы алюминия с Mg или Мn, а к термически упрочняемым – дюралюмины Д1, Д16 и сплавы АВ, АК и В-95. Из литейных сплавов наибольшее распространение получили силумины – сплавы алюминия с кремнием Si (4-12% Si). Литейные сплавы применяют для деталей, имеющих сложную конфигурацию.
Основной трудностью при сварке алюминия является образование на его поверхности оксидной пленки с температурой плавления 2050°С, которая затрудняет плавление металла и сплавление свариваемых кромок.
При газовой сварке алюминия необходимо учитывать низкую температуру плавления и высокую теплопроводность, что требует правильного выбора мощности сварочного пламени. При газовой сварке алюминия возникают также значительные остаточные напряжения и деформации, связанные с высокими значениями коэффициента теплового расширения этих сплавов. Диаметр присадочной проволоки выбирается в зависимости от толщины свариваемого металла:
| Толщина свариваемого металла, мм | до 1,5 | 1,6-3,0 | 3,1-5,0 | 5,1-10,0 | 10-15 |
| Диаметр присадочной проволоки, мм | 1,5-2,5 | 2,5-3 | 3-4 | 4-6 | 6-8 |
Для газовой сварки алюминия и его сплавов согласно ГОСТ 7871-75 используют 11 марок присадочной проволоки: Св-А97, Св-А5с, Св-АМц, Св-Мг3, Св-АМг5, Св-АМг6, Св-АМг7, Св-АК3, Св-АК5, Св-АКЮ, Св-АК12. При сварке алюминия используется сварочная проволока Св-АК5. Сплавы алюминий-магний сваривают сварочной проволокой Св-АК5, Св-АКЮ, Св-АМг3, Св-АМг5, в качестве присадка используют проволоку Св-АМц и Св-АК5.
При сварке алюминия используется сварочная проволока Св-АК5. Сплавы алюминий-магний сваривают сварочной проволокой Св-АК5, Св-АКЮ, Св-АМг3, Св-АМг5, в качестве присадка используют проволоку Св-АМц и Св-АК5.
Согласно ГОСТ 7871-75, применяют следующие диаметры сварочной проволоки: 0,8; 1,0; 1,2; 1,4; 1,6; 1,8; 2,0; 2,2; 2,5; 2,8; 3,0; 3,2; 3,5; 4,0; 4,5; 5,0; 5,5; 6,0; 7,0; 8,0; 9,0; 10; 11; 12 мм.
Сварочная проволока должна иметь ровную, гладкую поверхность, без трещин, закатов и вмятин. Проволока поставляется в бухтах, масса бухты не должна превышать 40 кг. При сварке литейных алюминиевых сплавов применяют присадочной металл того же состава, что и основной. Основным видом соединений при газовой сварке деталей из алюминия и его сплавов являются стыковые соединения. Применение тавровых, угловых и особенно нахлесточных соединений не рекомендуется. Зазор между свариваемыми деталями следует устанавливать, руководствуясь данными, приведенными в таблице.
| Толщина деталей в стыковой соединении, мм | Величина зазора, мм | Расстояние между прихватами, мм |
| До 1,5 | 0,5-1,0 | 20-30 |
| 1,6-3,0 | 0,8-2,0 | 30-50 |
| 3,1-5,0 | 1,8-3,0 | 50-80 |
| 5,0-10,0 | 2,5-4,0 | 80-120 |
| 10,1-15,0 | 3,5-5,0 | 120-211 |
| 15,1-50,1 | 4,5-6,0 | 200-360 |
Стыковые соединения деталей толщиной до 4 мм выполняют без скоса кромок, с зазором между ними от 0,5 до 2 мм.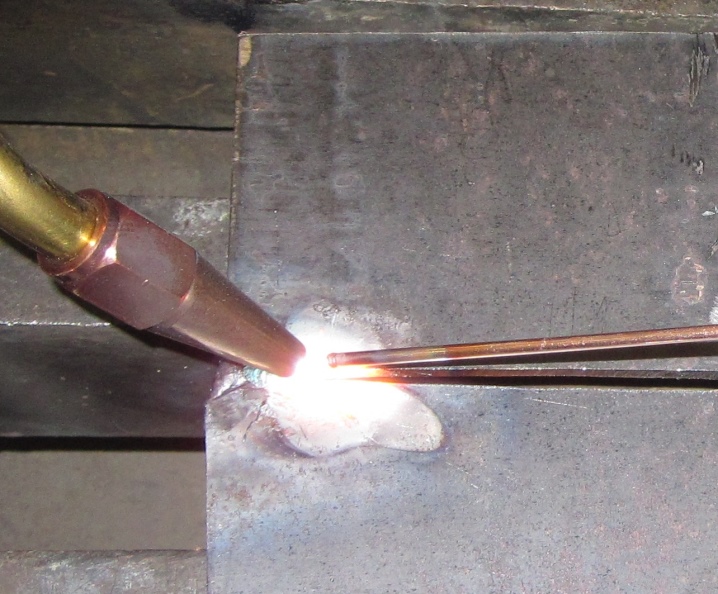 При толщине металла свыше 5 мм обязательно делается V-образный скос кромок (угол 30-35° с каждой стороны). При толщинах свыше 12 мм рекомендуется двусторонняя Х-образная разделка кромок (угол 30-35° с каждой стороны). Разделку кромок осуществляют механическим способом. Кромки свариваемых деталей и присадочный материал перед сваркой необходимо тщательно очистить от грязи и масла напильником или металлической щеткой на ширину 30-40 мм с каждой стороны шва и обезжирить. Присадочную проволоку и свариваемые кромки промывают в течение 10 мин в щелочном растворе, составленном из 20-25 г едкого натра и 20-30 г углекислого натрия на 1 дм3 воды при температуре 65°С с последующей промывкой в проточной воде. После этого кромки и присадочную проволоку травят в течение 2 мин в 25%-ном растворе ортофосфорной кислоты или в 15%-ном растворе азотной кислоты. После травления детали и проволоку промывают в горячей, а потом в холодной воде и протирают ветошью.
При толщине металла свыше 5 мм обязательно делается V-образный скос кромок (угол 30-35° с каждой стороны). При толщинах свыше 12 мм рекомендуется двусторонняя Х-образная разделка кромок (угол 30-35° с каждой стороны). Разделку кромок осуществляют механическим способом. Кромки свариваемых деталей и присадочный материал перед сваркой необходимо тщательно очистить от грязи и масла напильником или металлической щеткой на ширину 30-40 мм с каждой стороны шва и обезжирить. Присадочную проволоку и свариваемые кромки промывают в течение 10 мин в щелочном растворе, составленном из 20-25 г едкого натра и 20-30 г углекислого натрия на 1 дм3 воды при температуре 65°С с последующей промывкой в проточной воде. После этого кромки и присадочную проволоку травят в течение 2 мин в 25%-ном растворе ортофосфорной кислоты или в 15%-ном растворе азотной кислоты. После травления детали и проволоку промывают в горячей, а потом в холодной воде и протирают ветошью.
Для удаления оксидов алюминия из сварочной ванны, а также облегчения разрушения оксидной пленки при газовой сварке алюминия и его сплавов применяют флюсы. Флюсы содержат легкоплавкие смеси хлористых соединений, щелочных и щелочноземельных элементов, к которым добавляют небольшое количество фтористых соединений. Флюсы наносят на свариваемые кромки или нагретую сварочную проволоку в виде порошка или пасты, приготовленной на воде или спирте. Для разведения флюса применяется фарфоровая, стеклянная или эмалированная посуда, разводят флюс в необходимом количестве из расчета хранения его 4-5 ч. Более длительное хранение флюса в разведенном состоянии снижает его активность.
Флюсы содержат легкоплавкие смеси хлористых соединений, щелочных и щелочноземельных элементов, к которым добавляют небольшое количество фтористых соединений. Флюсы наносят на свариваемые кромки или нагретую сварочную проволоку в виде порошка или пасты, приготовленной на воде или спирте. Для разведения флюса применяется фарфоровая, стеклянная или эмалированная посуда, разводят флюс в необходимом количестве из расчета хранения его 4-5 ч. Более длительное хранение флюса в разведенном состоянии снижает его активность.
Флюс на проволоку и кромки наносят чистой кистью или конец присадочной проволоки погружают в разведенный флюс. Флюс наносят тонким слоем на подготовленные кромки детали и на прилегающие к шву поверхности на расстояние, равное трехкратной ширине шва.
Содержащиеся во флюсах фтористые соединения растворяют в расплавленном состояний оксид алюминия. Хлористые соли лития отнимают кислород от оксида алюминия. Все флюсы для сварки алюминия, особенно те, которые содержат хлористый литий, очень гигроскопичны, поэтому их хранят в герметически закрытых банках и открывают лишь перед употреблением. При выполнении прихватки флюс наносят только на присадочный металл. После сварки остатки флюса необходимо удалять с поверхности шва и прилегающей к нему зоне для предотвращения коррозии сварного соединения. Сварные швы очищают металлической щеткой с последующей промывкой 2%-ным раствором азотной кислоты, затем горячей водой и просушкой.
При выполнении прихватки флюс наносят только на присадочный металл. После сварки остатки флюса необходимо удалять с поверхности шва и прилегающей к нему зоне для предотвращения коррозии сварного соединения. Сварные швы очищают металлической щеткой с последующей промывкой 2%-ным раствором азотной кислоты, затем горячей водой и просушкой.
При газовой сварке алюминия и его сплавов пламя берется нормальное. Избыток кислорода и горючего газа не допускается, так как свободный кислород окисляет алюминий, а избыток горючего газа приводит к сильной пористости шва. Мощность сварочного пламени выбирается из расчета расхода ацетилена 75 дм3/ч на 1 мм толщины свариваемого изделия. Расход ацетилена в зависимости от толщины свариваемого металла приведен ниже:
| Толщина металла, мм | Расход ацетилена, дм3/ч |
| 1,5 | 50-100 |
| 1,6-3 | 100-200 |
| 3,1-5 | 200-400 |
| 5,1 -10 | 400-700 |
| 10,1-15 | 700-1200 |
| 15,1-25 | 900-1200 |
| 25,1-50 | 900-1200 |
Газовую сварку выполняют восстановительной зоной пламени, расстояние от конца ядра до свариваемой поверхности 3-5 мм.
Виды поперечных колебаний мундштука горелки и сварочного прутка зависят от толщины свариваемого металла. При газовой сварке деталей из алюминиевых сплавов толщиной до 3 мм поперечных колебаний не делают, а при. больших толщинах в процессе сварки горелки выполняют различные поперечные колебания. При сварке алюминиевых деталей свыше 5 мм применяют правый способ сварки.
При газовой сварке алюминия необходимо стремиться к тому, чтобы сварка выполнялась только в нижнем положении. Сварку листов необходимо начинать, отступив от края на 50-100 мм, с последующей заваркой оставленного участка в обратном направлении.
Газовая сварка алюминия и его сплавов
Алюминий является широко используемым в промышленности материалом, так как его свойства оказываются достаточно востребованными. В основном это случается благодаря легкости, но в то же время у этого металла плохие свойства свариваемости, что затрудняет работу с ним. Газовая сварка алюминия также вызывает сложности, как и электродуговая, при которой используется сварочный трансформатор.
Технологии газовой сварки
Основные проблемы возникают из-за того, что при сваривании образуется высокий риск появления брака. Коэффициент расширения способствует нестандартной усадке, так что приходится рассчитывать не только режимы сваривания, но и толщину создания шва. Помимо этого, нередко образуются трещины и поры, для борьбы с которыми требуется использовать особую защитную среду. Когда идет сварка алюминия при помощи газа, то здесь получается достичь двух целей сразу, так как газ оказывается и температурное воздействие для расплавления, и создает защитную среду от внешнего воздействия.
Брак при газовой сварки алюминия
Помимо этого приходится справляться со свойствами повышенной текучести материала в расплавленном состоянии. Газовая сварка алюминия помогает бороться с некоторыми проблемами подобного рода, но все же у нее есть свои особенности, которые следует учитывать. Ведь сварка аргоном оказывается более эффективным средством, но она не относится к газовой, так как тут основной движущей силой является электрическая дуга. На алюминии может создаваться окислительная пленка, температура плавления которой выше 2 тысяч градусов Цельсия, тогда как сам алюминий плавится менее чем при 700.
На алюминии может создаваться окислительная пленка, температура плавления которой выше 2 тысяч градусов Цельсия, тогда как сам алюминий плавится менее чем при 700.
Преимущества
- Газовая сварка алюминия помогает проводить процесс сваривания на меньших скоростях, что дает более высокий уровень, ведь скорость сваривания здесь, примерно, в три раза меньше, чем при электросварке;
- Здесь используется газ в качестве защиты от воздействия внешних факторов;
- Нет необходимости в использовании электродов с обмазкой, в которой зачастую содержится водород, который приводит к появлению напряжений в металле;
- Уровень качества соединения значительно выше, даже если работа ведется не опытным мастером;
- Возможно создавать более длительные непрерывные швы благодаря использованию сварочной проволоки;
- Легче работать с тонкими заготовками;
- Пламя горелки можно использовать для подогрева деталей и их последовательного остужения.
Недостатки
- Использование газа всегда является более опасным для здоровья и жизни человека процессом, так как существует вероятность взрыва;
- Процесс подготовки, а также последующей уборки, является более длительным и менее удобным;
- Применение газа оказывается более дорогостоящей процедурой, чем использование электрической сварки;
- Задействуется большое количество оборудования.


Материалы и инструмент
Условия сварки алюминия предполагают наличие всех необходимых средств, которые помогут сделать этот процесс максимально качественным. Для этого требуется:
- Газовая горелка – основной рабочий инструмент мастера, который осуществляет подачу газа к месту сваривания металла. Существует несколько моделей горелок, но все они весьма сходи между собой, так как служат для вывода газа из двух источников и регулировки параметров подачи;
- Шланги – служат для соединения горелки с баллонами. Их требуется грамотно хранить и тщательно ухаживать за ними, так как при поломке может возникнуть опасная ситуация.
- Манометр – инструмент для измерения давления в баллоне, который обязательно должен присутствовать во время процесса. Это требуется, чтобы следить за количеством оставшегося газа, чтобы соблюдать соответствующие режимы.
- Баллоны с газом – сварка алюминия может проходить при помощи кислорода, как основного вещества, задающего температуру горения, а также ацетилена, пропана и прочих сопутствующих газов.
- Присадочная проволока – материал, который будет подаваться в качестве основного вещества, формирующего шов соединения. Подбор марки проволоки осуществляется согласно марке алюминия или его сплава. Когда идет сварка алюминия газосваркой, то требуется, чтобы материал проволоки был максимально идентичен основному материалу на заготовке. Если осуществляется газовая сварка алюминия толщиною до 2 мм, то проволока должна быть 1-1,5 мм. Если толщина до 5 мм, то диаметр проволоки должен быть 1,5-3 мм, а свыше 5 мм – проволока от 4 и выше.

«Важно!
Перед каждым использованием газового оборудования нужно убедиться в его работоспособности.»
Подготовка кромок
Сварка алюминия газовой горелкой хоть и проходит проще, чем электрическая, но глубина приваривания от этого страдает, так что требуется дополнительно подготавливать кромки. Если толщина заготовки составляет менее 4 мм, то эта процедура не является обаятельной, так как мощности горелки будет вполне достаточно, чтобы достать на такую глубину. В ином случае требуется придать кромкам деталей со стороны соединения «V»-образную форму.
Если толщина заготовки составляет менее 4 мм, то эта процедура не является обаятельной, так как мощности горелки будет вполне достаточно, чтобы достать на такую глубину. В ином случае требуется придать кромкам деталей со стороны соединения «V»-образную форму.
Подготовка кромок к газовой сварке алюминия
Угол скоса может составлять от 30 до 45 градусов, в зависимости от толщины, так как чем она выше, тем больше должен быть угол. Для этого потребуется большее количество присадочного материала, но благодаря этому соединение окажется более качественным. Обработка происходит при помощи болгарки, напильника или других металлорежущих инструментов.
Пошаговая инструкция
Прежде всего следует разобраться с параметрами. Параметры сварки алюминия, в зависимости от толщины, выглядят так:
| Толщина заготовки, мм | 0,5—0,8 | 1 | 1,2 | 1,5-2 | 3-4 |
| Мощность ацетиленовой горелки, литр/час | 50 | 75 | 75-100 | 150-300 | 300-500 |
- Сварка алюминия газовой горелкой начинается с подготовки материала, так как алюминий требуется очистить от налетов и обезжирить, а также зачистить от пленки окиси и подготовить кромки;
- Затем следует выложить флюс, который улучшит качества сваривания и поможет бороться с окислительной пленкой, которая очень быстро появляется на металле;
- Затем можно подогреть металл, чтобы он не деформировался от резких перепадов температуры и на нем расплавился флюс;
- Затем уже идет непосредственный процесс сварки алюминия, путем подачи присадочного материала в место образования валика шва;
- Когда все будет окончено, то желательно постепенно снижать мощность горелки, подогревая металл, чтобы снять с него напряжения;
- После остывания шов нужно обработать, оббив шлак и зачистив его до эстетически приемлемого вида.

«Важно!
Сварка алюминиевых конструкций может происходить при различных режимах, так что не стоит забывать менять настройки, так как это во много определяет качество соединения.»
Техника безопасности
Газовая сварка алюминия и его сплавов является небезопасным процессом, как и любая работа с газом. Перед каждым использованием оборудования нужно убеждаться в его целостности и внимательно следить за показанием манометра. Сами баллоны желательно отставлять как можно далее от источника пламени, так как сварка алюминия горелкой дает открытое пламя, которое может привести к детонации. Также нужно следить, чтобы не пережимались шланги во время работы, что также может стать причиной несчастного случая.
Газовая сварка алюминия и его сплавов.
Газовая сварка алюминия — это хорошая альтернатива дорогой аргонно-дуговой сварке.
Особенность сварки алюминия и его сплавов состоит в образовании очень тугоплавкой плёнки окиси алюминия(AL2O3), которая располагается на поверхности жидкого металла сварочной ванны. Парадокс состоит в том, что температура плавления алюминия всего 657°С, а температура плавления окисной плёнки аж 2060°С. Эта плёнка окиси препятствует сплавлению частиц металла и обязательно должна удаляться с помощью флюса. Газовую сварку алюминиевых сплавов наиболее целесообразно применять для толщин от 1 до 5 мм. Она даёт хорошие результаты при правильном выборе режима сварки, наличии навыков у сварщика и применения флюсов, которые хорошо растворяют окись алюминия.
Парадокс состоит в том, что температура плавления алюминия всего 657°С, а температура плавления окисной плёнки аж 2060°С. Эта плёнка окиси препятствует сплавлению частиц металла и обязательно должна удаляться с помощью флюса. Газовую сварку алюминиевых сплавов наиболее целесообразно применять для толщин от 1 до 5 мм. Она даёт хорошие результаты при правильном выборе режима сварки, наличии навыков у сварщика и применения флюсов, которые хорошо растворяют окись алюминия.
флюсы для газовой сварки алюминия.
Важное значение имеет правильный выбор мощности пламени, так как плёнка окиси алюминия полностью закрывает сварочную ванну и мешает сварщику контролировать начало расплавления металла. При слишком мощном пламени этот момент может быть упущен и тогда в месте сварки образуется сквозное проплавление металла, которое трудно поддаётся исправлению. В зависимости от толщины металла, мощность пламени при сварке алюминия и его сплавов должна быть : при толщине металла в 0,5 — 0,8 мм расход ацетилена 50 дм³/ч; при толщине 1 мм расход ацетилена 75 дм³/ч; при толщине 1,2 мм 75 — 100 дм³/ч ; при толщине 1,5 — 2 мм 150 — 300 дм³/ч; при толщине 3 — 4 мм 300 — 500 дм³/ч.
Флюсы . Для сварки алюминия разработано множество флюсов и основные из них приведены в таблице. Флюс наносят на зачищенные от грязи и окислов кромки металла и присадочную проволоку, составы флюсов наносят в виде пасты или порошка. Входящие в состав флюса хлористые соли, например лития, отнимают кислород от окиси алюминия, а фтористые соединения растворяют в расплавленном состоянии окись алюминия. Все флюсы для сварки алюминия гигроскопичны, то есть жадно поглощают влагу, и поэтому должны храниться в герметичных стеклянных банках, и готовить флюс желательно небольшими порциями, в соответствии с фактическим расходом флюса на сварку. После сварки остатки флюса необходимо тщательно удалять промывкой жёсткой щёткой в горячей воде, так как остатки флюса вызывают коррозию шва.
В таблице по подготовке кромок показаны способы и углы подготовки кромок при газовой сварке алюминиевых сплавов. Листы толщиной менее 1,5 мм можно сваривать с отбортовкой кромок. Соединений в нахлёстку следует избегать из за опасности затекания флюса между листами и последующей коррозии соединения, да и не шов это, когда соединяют детали внахлёст. Я считаю что листы должны соединяться только встык и на одном уровне, только тогда после проковки и шлифовки шва можно добиться качества однородной детали.
Я считаю что листы должны соединяться только встык и на одном уровне, только тогда после проковки и шлифовки шва можно добиться качества однородной детали.
Не смотря на применение флюса, желательно перед сваркой кромки свариваемых деталей очистить промывкой в щелочном растворе, состоящем из 20 — 25 грамм едкого натра и 20-30 грамм углекислого натрия на 1 дм³ горячей воды(65°С), а затем кромки промывают в воде комнатной температуры. Сплавы АМц и АМг ещё и желательно протравить перед сваркой в 25%-ном растворе ортофосфорной кислоты, а сплавы Д и АМг можно протравить в 15%-ном растворе азотной кислоты. После травления кромки промывают в тёплой воде и насухо вытирают. Во избежание нового окисления, металл сваривают не позже 8 часов после указанной подготовки. Хотя сейчас в крупных городах можно найти фирменные флюсы, с которыми травление кромок перед сваркой можно не делать.
Присадочная проволока. Для газовой сварки алюминия и его сплавов предусмотрено 12 марок проволоки диаметром от 1 до 12 мм. Применяют проволоку из чистого алюминия марок А0 и А1 химического состава — 55 ; из алюминия марок АД, АД1 и алюминиевых сплавов марок АМц, АМг, АМг5п, АК, АМгЗ, АМг5В, АМг6, Д20 химического состава 49( по ГОСТ). Проволока для газовой сварки алюминия поставляется в бухтах в нагартованном состоянии, чистой, гладкой, без грубых следов протяжки, трещин, расслоений и вмятин. На поверхности проволоки не допускаются белые и тёмные пятна с шероховатой поверхностью, являющиеся признаком коррозии. Допускаются белые и тёмные пятна без шероховатостей, а так же цвета побежалости, которые являются следствием отжига проволоки.
Применяют проволоку из чистого алюминия марок А0 и А1 химического состава — 55 ; из алюминия марок АД, АД1 и алюминиевых сплавов марок АМц, АМг, АМг5п, АК, АМгЗ, АМг5В, АМг6, Д20 химического состава 49( по ГОСТ). Проволока для газовой сварки алюминия поставляется в бухтах в нагартованном состоянии, чистой, гладкой, без грубых следов протяжки, трещин, расслоений и вмятин. На поверхности проволоки не допускаются белые и тёмные пятна с шероховатой поверхностью, являющиеся признаком коррозии. Допускаются белые и тёмные пятна без шероховатостей, а так же цвета побежалости, которые являются следствием отжига проволоки.
Для сварки алюминия можно применять проволоку той же марки, что и свариваемый металл. При сварке термически обработанных алюминиевых сплавов и сплава АМц, лучшие результаты даёт применение проволоки АК, которая содержит 5% кремния, повышающего жидкотекучесть металла шва и даёт меньшую усадку. Для сплавов АМг не рекомендую применять проволоку АК, так как она снижает пластичность шва, лучше использовать проволоку АМг, с несколько большим содержанием магния, чем в основном металле. Для сварки литых алюминиевых деталей используйте проволоку АК, АМц или проволоку из чистого алюминия. Проволока из чистого алюминия подходит почти ко всем алюминиевым сплавам, но всё же советую использовать проволоку точно такого же сплава, что и свариваемый металл и вы не ошибётесь и шов будет качественным.
Для сварки литых алюминиевых деталей используйте проволоку АК, АМц или проволоку из чистого алюминия. Проволока из чистого алюминия подходит почти ко всем алюминиевым сплавам, но всё же советую использовать проволоку точно такого же сплава, что и свариваемый металл и вы не ошибётесь и шов будет качественным.
Алюминий и его сплавы сваривают левой сваркой, только восстановительным пламенем(о видах сварочного пламени читаем в этой статье) или с небольшим избытком ацетилена. Угол наклона мундштука горелки к поверхности свариваемого металла должен быть не более 45°. Для закрепления кромок делайте предварительные прихватки. Допускается лёгкая проковка шва в холодном состоянии. Литые алюминиевые детали рекомендую сваривать участками по 50 -60 мм и с предварительным подогревом до 200 — 250°С (особенно массивные детали). После сварки для получения и сохранения мелкозернистой структуры алюминия, литые детали подвергаем отжигу при температуре 300 — 350°С и затем медленно охлаждаем.
|
Популярность алюминия в последнее десятилетие увеличилась в несколько раз и продолжает расти с каждым днем. Идеальным средством для проведения сварочных работ является газовый баллончик. Специальный газовый баллончик для сварки сгорает в кислороде и создает высокий температурный режим – более 2400 градусов по Цельсию. Благодаря тому, что он создает значительный температурный режим, с его помощью можно производить сваривание медных и алюминиевых элементов. Для работы применяются мягкие и твердые припои. Газовый баллончик дает возможность проведения сварочных работ с трубами отожженного и неотожженного качества, толщина стенок которых составляет 1,5 миллиметра.
Помимо этого газ очень экономичен в сравнении с другими видами топлива и от его применения не загрязняются сопла горелок. Положительными особенностями использования газовых баллончиков являются следующие особенности:
Множество особенностей преимуществ газа из баллончиков позволяют многим сварщикам постоянно пользоваться данным инструментом для создания качественных сварочных швов и обеспечения комфортного сваривания. В специальных баллончиках для сварки имеется смесь для продуктивной пайки алюминия при температуре 2400 градусов, а также работать с газом, который на 35% продуктивнее пропана. МАПП алюминиевый баллончик – это специально разработанный газовый баллончик для безопасного использования в рабочем процессе. |
 Это обусловлено его прекрасными свойствами, такими как экологическая чистота, устойчивость к коррозии и пластичность. Прекрасным средством для проведения сварочных работ с алюминием является аргонодуговое сваривание. Нередко таким способом пользуются многие сварщики, которым необходимо произвести ремонт алюминиевых деталей.
Это обусловлено его прекрасными свойствами, такими как экологическая чистота, устойчивость к коррозии и пластичность. Прекрасным средством для проведения сварочных работ с алюминием является аргонодуговое сваривание. Нередко таким способом пользуются многие сварщики, которым необходимо произвести ремонт алюминиевых деталей.
 Максимальную температуру горения можно достичь всего за 10 секунд. Баллоны, которые используются для сварочных работ, производятся по специальной технологии, что дает гарантию отсутствия утечек топлива, а также обеспечивает безопасность при дальнейшей эксплуатации.
Максимальную температуру горения можно достичь всего за 10 секунд. Баллоны, которые используются для сварочных работ, производятся по специальной технологии, что дает гарантию отсутствия утечек топлива, а также обеспечивает безопасность при дальнейшей эксплуатации.
 Работая с использованием газовых баллончиков, можно достигать высокого качества сварки, а также быстро и эффективно устранять неисправности алюминиевых деталей.
Работая с использованием газовых баллончиков, можно достигать высокого качества сварки, а также быстро и эффективно устранять неисправности алюминиевых деталей.
Газовая сварка алюминия | Сварак
Для газовой сварки алюминиевых и магниевых сплавов могут быть использованы обычные газовые горелки. Для сварки деталей малой толщины мощность пламени составляет 75—100 л ацетилена м час на 1 мм толщины листа, при более значительной толщине листа 100—150 л ацетилена в час на 1 мм толщины металла.
Сварка выполняется нейтральным пламенем, так как избыток ацетилена или кислорода ухудшает качество сварного шва.
Номер наконечника горелки и расход ацетилена в зависимости от толщины свариваемого металла приведены в табл. 6. При сварке чистого алюминия в качестве присадочного металла исиользч-‘ется алюминий или сплав алюминия и кремния ЛК (5% Si).
Присадка А К способствует лучшему формированию сварных швов и имеет меньшую литейную усадку. Присадочный металл в виде проволоки обычно покрывается флюсом и просушивается Химический состав флюсов, применяемых при газовой сварке алюминия и его сплавов, приведен в табл. 7.
| KCI | 45 | 45 | 30 | 1 iO | 48 | 50 |
| NaCl | 30 | 30 | 45 | 40 | 35 | 28 |
| iici | 15 | 15 | 10 | 5 | 8 | 14 |
| KF | 7 | 7 | 15 | . — | — | — |
| NaF NaHSO, | 3 | 3 | — | 9 | 8 | |
| Na3AlFe | —— | 15 |
Химический состав флюсов для газовой сварки алюминия, % вес. |
Компоненты флюса просеивают через сито с 1600—200 otb/cv.i2, взвешиваются в соответствии с данными табл. 7, перемешивают i хранят в герметически закрытой посуде с притертой пробкой в сухом помещении.
Флюс в виде порошка перед употреблением разводят в воде или в спирте.
Удельный вес флюса в расплавленном виде должен быть немного меньше удельного веса расплавленного металла, а температура плавления должна быть близка к температуре плавления алюминия. Растворителями окисной пленки в основном являются фтористые соли, входщие в состав флюса; для снижения температуры плавления флюса в его состав вводят хлористые соли.
Продукты использованного флюса на сварном шве во влажной среде вызывают коррозию алюминия, поэтому после сварки детали следует хорошо очистить щеткой, промыть горячей, а затем холодной водой. Из этих соображений не рекомендуется применять соединения внахлестку, при которых трудно удалить остатки флюса, попавшего в зазоры между листами.
Для облегчения условий сварки и получения, доброкачественных сварных швов, кромки листов перед сваркой очищают от грязи и масел шабером, стальной щеткой или растворителями на ширину не менее 25—30 мм от линии шва.
При сварке листового алюминия толщиной свыше 10 мм его следует
направлено на присадочным стержень под углом 40—60°. Независимо от толщины при газовой сварке алюминия рекомендуется сваривать его за один проход.
Газовая сварка встык листов толщиной до 3 мм производится без скоса кромок. При деталях большей толщины общий угол раскрытых кромок должен составлять 90°.
При газовой сзарке магния и его сплавов необходимо проявлять большую осторожность; .рекомендуется выполнять только мало напряженные детали, если толщина не превышает 2,5—5,0 мм. При газовой сварке магния и его сплавов требуется тщательная подгонка соединяемых деталей.
Ввиду высокой температуры ацетилено-кислородного пламени, применение его при сварке легких сплавов не обязательно.
Ацетилен может быть заменен другими горючими газами, например, водородом, пропан-бутаном и др.
Газовая смесь водорода с метаном или водорода с ацетиленом более благоприятна в данном случае сварки.
С поверхности свариваемых деталей необходимо удалить грязь масла и др. при помощи специальных растворителей или щелочей. Для сварки необходимо очищать детали, но не протравливать.
Анодированная пленка на деталях удаляется до сварки стальными щетками. Она может ухудшить растекаемость жидкого металла и вызвать пористость в шве. Для толщин листов до 3 мм скоса кромок не требуется.
Оптимальные составы флюсов для газовой сварки алюминия и магния и их сплавов приведены в табл. 8 и 9.
| Таблица 8 Составы фторидиых флюсов для газовой сварки магниевых сплавов
|
 8
8
Химический состав хлоридных флюсов для газовой сварки магниевых сплавов
|
По мере нагревания детали газовым пламенем при сварке растет толщина окисной пленки, и, когда толщина ее достигает примерно 0,002 мм, рост ее прекращается. Металл внутри тугоплавких окисных пленок расплавляется. В этот момент с поверхности детали удаляется окисиая пленка и при помощи присадочного стержня сварочная ванна раскрывается. Горелка с наконечником № 5, 6 или 7, в зависимости от толщины детали, с нейтральным пламенем поддерживается так, чтобы ядро пламени было расположено на расстоянии 7—8 мм от поверхности сварочной ванны.
Металл внутри тугоплавких окисных пленок расплавляется. В этот момент с поверхности детали удаляется окисиая пленка и при помощи присадочного стержня сварочная ванна раскрывается. Горелка с наконечником № 5, 6 или 7, в зависимости от толщины детали, с нейтральным пламенем поддерживается так, чтобы ядро пламени было расположено на расстоянии 7—8 мм от поверхности сварочной ванны.
При движении горелки справа налево присадочный стержень погружается несколько в сварочную ванну, пламя горелки, направленное на наружную часть стержня, расплавляет его и таким образом происходит формирование шва.
При движении горелки слева направо газосварщик перемешивает сварочную ванну присадочным стержнем, которым время от времени и удаляет окисную пленку’алюминия и шлак. Пламя горелки направляется на поверхность сварочной ванны впереди присадочного стержня.
Проведенные исследования заваренных образцов из сплава марки АЛ8 показали, что при бесфлюсовой заварке получается вполне удовлетворительная структура шва и высокие механические свойства соединений.
Необходимо отметить, что выполнение бесфлюсовой сварки деталей из алюминия и его сплавов можно рекомендовать лишь высококвалифицированным опытным газосварщикам, при условии неоднократной проверки качества сварных соединений в лабораторных условиях.
Подобные статьи
Сварка алюминия и его сплавов
Алюминий – это цветной металл светло-серого цвета, который нашёл массовое применение во всех отраслях. Алюминий имеет малый вес, легко поддаётся механической обработке, его легко отливать, ковать, а также варить. Хотя у него есть особенности, которые затрудняют процесс сварки, но об это позже.
Алюминий обладает хорошей пластичностью даже при минусовой температуре. Хорошо проводит электрический ток (4 раза лучше чем сталь) и обладает высокой теплопроводностью (в 3 раза лучше проводит тепло чем сталь). Благодаря окисной плёнке, которая образуется на поверхности металла, обладает высокой устойчивостью к коррозии. Также эта плёнка негативно влияет на сварку алюминия и его сплавов.
Также эта плёнка негативно влияет на сварку алюминия и его сплавов.
Температура плавления алюминия 660 ºC, но не всё так просто! Алюминий имеет на своей поверхности плёнку из оксида алюминия. Образуется она при взаимодействии алюминия с кислородом. Температура плавления оксида алюминия составляет 1982 C, что почти в три раза превышает температуру плавления чистого алюминия.
Основная задача перед тем как приступить к сварке или пайки, это удаление оксидной плёнки с поверхности металла. Удаление защитной плёнки является неотъемлемой частью технологии сварки и устраняется несколькими способами:
- механическим;
- химическим;
- электрическим способом.
Механический способ является самым простым и доступным. К такому способу относится обработка поверхности металлической щёткой, напильником или наждачной бумагой.
К химическому способу удаления оксидной плёнки относится травление металла. Травление осуществляется специальными щелочными растворами, которые наносят на поверхность металла. А также применяются сварочные флюсы в процессе сварки или пайки.
Травление осуществляется специальными щелочными растворами, которые наносят на поверхность металла. А также применяются сварочные флюсы в процессе сварки или пайки.
К электрическому способу относится сам процесс сварки, при котором происходит разрушение оксидной плёнки. Отличным примером такого способа является аргонодуговая сварка алюминия на переменном токе. При использовании переменного тока, происходит интенсивное разрушение окислив с поверхности металла.
Химический способ является самый эффективным. Но по причине того, что алюминий быстро окисляется, не стоит затягивать процесс сварки. Рекомендуется в течении 2-3 часов произвести процесс сварки или пайки.
Выполнить сварку алюминия и его сплавов можно разными способами. Основные из них: аргонодуговая TIG, полуавтоматическая в среде защитных газов, ручная дуговая и газовая сварка. Также алюминий можно паять.
Аргонодуговая сварка алюминия
Аргонодуговая сварка алюминия выполняется вольфрамовым электродом в защитном газе аргоне. Лучшим вариантом будет применение смеси аргона и гелия. Дело в том, что гелий имеет более высокую теплопроводность, а это позволяет нагреть сварочную ванну до больших температур. Отлично подходит для деталей из тонколистового алюминия.
Лучшим вариантом будет применение смеси аргона и гелия. Дело в том, что гелий имеет более высокую теплопроводность, а это позволяет нагреть сварочную ванну до больших температур. Отлично подходит для деталей из тонколистового алюминия.
Как говорилось выше, сварку выполняется на переменном токе высокой частоты. Допускается небольшое выступание вольфрамового электрода из сопла. TIG сварка алюминия производится короткой дугой. Не допускается касание электрода поверхности расплавленной ванны. Это приведёт электрод к негодности.
Возможно выполнять сварочные работы постоянным током прямой полярности. Использование постоянного тока может принести некоторые проблемы (в частности, тяжелое зажигание и поддержка дуги, разбрызгивание металла, большой расход присадочного материала и т.д.). Поэтому дл я сварки алюминия лучше применять переменный ток, или постоянный обратной полярности.
Перед сваркой необходимо выполнить качественное травление поверхности металла. Более подробную технологию и режимы сварки алюминия, производимую аргонодуговой сваркой можно прочесть здесь.
Ручная дуговая сварка алюминия
Ручная дуговая сварка алюминия выполняется электродами разного диаметра. Такой тип соединения применяется для неответственных изделий.
Чтобы заварить алюминий электродом, понадобится инвертор и алюмо-кремниевые электроды марок E 4043 или E 4047. Основная задача сварочных электродов – устранение небольших повреждений участков изделия в полевых условиях. Такой способ применяется крайне редко.
Полуавтоматическая сварка в среде защитного газа (MIG)
Также можно сварить алюминий полуавтоматом. Сварку таким способом производят на постоянном токе обратной полярности. В качестве защитного газа выступает аргон. Он обеспечивает хорошую защиту сварочной ванны и стабильное горение дуги. В качестве наплавляемого материала применяется специальная проволока для сварки алюминия (СвAМг5, СвАМг6).
Сварку таким способом производят на постоянном токе обратной полярности. В качестве защитного газа выступает аргон. Он обеспечивает хорошую защиту сварочной ванны и стабильное горение дуги. В качестве наплавляемого материала применяется специальная проволока для сварки алюминия (СвAМг5, СвАМг6).
Хорошо использовать инверторные аппараты, которые снабжены специальным программным обеспечением, которое позволяет работать с алюминием. В таких устройствах заложены оптимальные режимы работы с таким металлом.
Наклон горелки при таком способе сварки – 30º относительно поверхности металла. Сварку можно выполнять без сопутствующих колебательных движений.
При V – образной разделке корень шва варить короткой дугой.
Газовая сварка алюминия
Для газовой сварки алюминия применяют газовые горелки. В качестве горючего гага используют ацетилен. Для раскисления сварочной ванны применяются специальные флюсы, которые способен растворить окись алюминия. В качестве присадки можно применить сплав алюминия и силиция (кремния).Для газовой сварки применяют присадочные прутки. Более подробную технику сварки алюминия горелкой можно прочесть здесь.
В качестве присадки можно применить сплав алюминия и силиция (кремния).Для газовой сварки применяют присадочные прутки. Более подробную технику сварки алюминия горелкой можно прочесть здесь.
Сварка алюминия в домашних условиях: электродом и газовой горелкой
Сплавы на основе алюминия применяют широко во многих изделиях. Такая популярность металла обусловлена его прочностью и легкостью. При поломке деталей из алюминия возникает сложность в их ремонте. Здесь не подходит традиционный способ сварки обычными электродами, приемлемый для стали. Чтобы осуществить сварку алюминия в домашних условиях, необходимо знать определенные тонкости технологии этого процесса.
Алюминиевые сплавы – какие виды сварок бывают
Алюминиевые сплавы
Что нужно знать о сплавах алюминия – они имеют разный состав и способны быстро окисляться. Окислы, которые покрывают пленкой поверхность, сложно удалить, а сами они оказываются серьезным препятствием для соединения заготовок. Чтобы процесс сварки шел успешно, необходима определенная среда, препятствующая окислению металла, и флюс, удаляющий пленку. Защитной средой обычно выступает инертный газ аргон.
Защитной средой обычно выступает инертный газ аргон.
Еще одной особенностью сплавов алюминия является большой коэффициент расширения металла. При остывании сварной шов подвергается деформации, искажая форму полученного изделия. Поэтому для тонких заготовок нельзя применять слишком толстый шов.
Можно выделить такие основные методы сварки для соединения сплавов из алюминия:
- MMA-метод — применение специальных плавящихся электродов с покрытием под воздействием постоянного тока обратной полярности;
- Метод AC TIG с использованием электродов тугоплавких вольфрамовых, плавящихся от переменного высокочастотного тока в инертном газе;
- MIG-метод сварки полуавтоматическим аппаратом в среде аргона при использовании проволоки из алюминия.
В чем преимущества сварки алюминия дома
Для тех, кто имеет представление о процессе сварки стали, несложно овладеть навыком соединения алюминиевых конструкций подобным способом.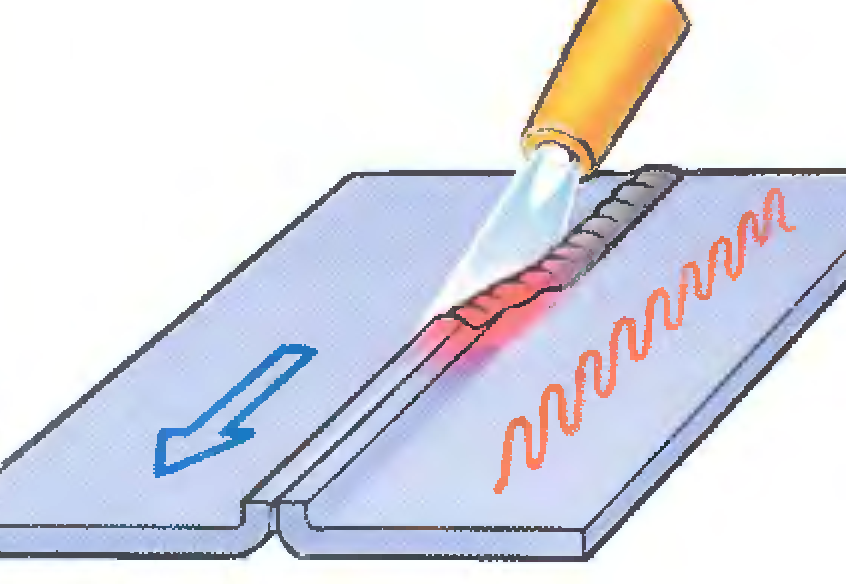 Это даст возможность:
Это даст возможность:
- Не тратить лишнего времени на поиск квалифицированных специалистов;
- Отказаться от заказа дорогостоящих услуг мастерских;
- Расширить свои профессиональные способности, предоставляя услуги;
- Быть более независимым, выбирая материал для изготовления изделий.
Технология сварки алюминия
Какие способы применяют, чтобы сварить алюминий в домашних условиях
Не прибегая к покупке дорогостоящего оборудования в условиях домашней мастерской, можно соединить алюминиевые сплавы. В отличие от стальных деталей, здесь нужна большая сноровка, быстрота действий, так как металл имеет исключительно хорошую теплопроводность, и под воздействием высоких температур легко может потечь, трудно удержать ровный шов. Все это учитывается при выборе способа сварки.
Сварка алюминия электродом в домашних условиях
Способ простой, очень схож с обычной электросваркой на аппарате. Получить в этом случае хороший шов довольно сложно из-за низкой вязкости материала. Монолитность соединения также оставляет желать лучшего. Можно работать с не сильно ответственными участками, элементами. Под силу сварка таким способом для мастеров, имеющих хотя бы небольшой опыт в этом деле.
Получить в этом случае хороший шов довольно сложно из-за низкой вязкости материала. Монолитность соединения также оставляет желать лучшего. Можно работать с не сильно ответственными участками, элементами. Под силу сварка таким способом для мастеров, имеющих хотя бы небольшой опыт в этом деле.
Таблица характеристик электродов для сварки алюминия
Сварка при помощи газовой горелки
Достижение температуры плавления металла и способности участков свариваться друг с другом получают здесь за счет горения газа. Скорость сварки алюминия в домашних условиях при этом падает в три раза, что позволяет успешней ее контролировать, получать более четкий шов. В качестве соединительного элемента применяется сварная алюминиевая проволока. Газ надежней защищает области соединения элементов, чем специальная обмазка на электродах для алюминиевых сплавов.
Сварка алюминия газовой горелкой
Сварка аргонодуговым способом
Это самый лучший вариант для соединения заготовок из сплавов на основе алюминия. Эффективность его в том, что применяется плавящая дуга, а защита от окислов осуществляется газом аргоном. Сам электрод не подвергается плавлению. Он расплавляет специальную присадочную проволоку, соединяющую прогретые рабочие зоны деталей. Шов получается четким, ровным, без наплывов и потеков.
Эффективность его в том, что применяется плавящая дуга, а защита от окислов осуществляется газом аргоном. Сам электрод не подвергается плавлению. Он расплавляет специальную присадочную проволоку, соединяющую прогретые рабочие зоны деталей. Шов получается четким, ровным, без наплывов и потеков.
В домашних условиях использовать такой способ сложно, требуется специальное оборудование.
Схема аппарата TIG для аргонодуговой сварки
Инструмент и материал для работы
Метод MMA является наиболее доступным в плане необходимого инструмента для сварки алюминия в домашних условиях. Основой здесь выступает сварочный аппарат. Удобнее использовать устройство инверторного типа, нежели обычный сварной трансформатор, не обладающий возможностью регулировок. Все что нужно это:
- Инверторный аппарат для MMA с шиной заземления, кабелем и держателем;
- Сварные электроды для алюминия и сплавов, покрытые специальной обмазкой;
- Защитная маска сварщика;
- Напильник и металлическая щетка;
- Флюс, растворитель;
- Молоток, пассатижи, болгарка.

Более профессиональное и дорогостоящее оборудование необходимо иметь, чтобы осуществить сварку алюминия своими руками с помощью аргона (метод TIG). Значительным преимуществом метода является то, что здесь нет ограничений по толщине и виду алюминиевых сплавов. Для работы понадобятся:
- Аппарат инверторной конструкции для MMA плюс TIG;
- Система автоматической подачи газа;
- Держатель для вольфрамового электрода, встроенный в горелку;
- Манометры контроля давления и редуктор подачи газа;
- Соединительные шланги;
- Проволока алюминиевая сварная с флюсом и присадками;
- Краги и защитная маска сварщика.
Схема и сущность процесса сварки ТИГ
Чтобы осуществить сварку алюминия дома методом MIG, при котором используется плавящаяся проволока, необходимо иметь специальный автомат подачи ее к области соединения элементов. Конструкция горелки здесь должна быть такой, чтобы плавить именно выдвигающуюся проволоку. Также в наличие должны быть:
- Средства фиксации и удержания соединяемых деталей – тиски, струбцины, пассатижи;
- Инструмент зачистки поверхности от окислов – щетка по металлу, напильник;
- Защитная спецодежда из хлопчатобумажной ткани, рукавицы, маска со светоограничивающим стеклом.

Схема сварки МИГ
Специальные электроды с покрытием
Когда к сварке алюминия в домашних условиях не предъявляют особых требований в плане прочности и надежности сварного шва, целесообразно пользоваться специальными электродами для работ с алюминием. Они имеют покрытие, которое выполняет защитную функцию от окисления и роль флюса. Метод не подходит для соединения деталей, рабочая поверхность которых меньше четырех миллиметров.
Электродами марок ОЗАНА и УАНА можно варить чистый технический алюминий, сплавы. Качественные показатели шва:
- Небольшая прочность;
- Наличие пор и раковин;
- Загрязненность шлаками, которые трудно удалить.
Безопасное проведение сварочных операций
При сварке алюминия в домашних условиях, а также его сплавов воздействию неблагоприятных факторов подвергается в первую очередь мастер, выполняющий работы.
Для предотвращения травм предполагается иметь:
- Спецодежду из ткани огнеупорного качества;
- Индивидуальные средства защиты органов дыхания;
- Защитную маску;
- Приточно-вытяжную вентиляцию;
- Надежное заземление электрооборудования.

Видео: Сварка алюминия штучным электродом
Газовая сварка алюминия: основы
Сводка
Процессы газовой сварки, наиболее часто используемые для алюминия и алюминиевых сплавов, включают ацетилен и кислородно-водород.
Водород можно сжигать с кислородом, используя те же наконечники, что и для ацетилена. Однако температура ниже и необходимы наконечники большего размера.
Кислородно-водородная сварка позволяет использовать более широкий диапазон давлений газа, чем ацетилен, без потери желаемого немного уменьшающегося пламени. Алюминий от 1/32 до 1 дюйма(От 0,8 до 25,4 мм) могут быть сварены в газовой среде. Более тяжелый материал редко сваривают газом, так как теплоотвод настолько быстрый, что трудно подать достаточное количество тепла с помощью горелки.
Алюминий от 1/32 до 1 дюйма(От 0,8 до 25,4 мм) могут быть сварены в газовой среде. Более тяжелый материал редко сваривают газом, так как теплоотвод настолько быстрый, что трудно подать достаточное количество тепла с помощью горелки.
По сравнению с дуговой сваркой скорость замерзания металла шва при газовой сварке очень низкая. Подвод тепла при газовой сварке не так концентрирован, как при других сварочных процессах, и, если не будут приняты меры предосторожности, может возникнуть большая деформация. Минимальная деформация достигается при сварке кромок или углов.
Сравнение методов газовой сварки алюминия методом выталкивания и тяги
Сварной шов слева был получен методом «перетягивания», когда не было достаточного покрытия для очистки алюминия.Сварной шов справа является результатом техники проталкивания, при которой был обеспечен правильный уровень газового покрытия.
Подготовка кромки
Кромки листов или листов должны быть должным образом подготовлены для получения максимальной прочности газовых сварных швов. Обычно их готовят такой же толщины, как и сталь аналогичной толщины. Однако на материалах толщиной до 1/16 дюйма (1,6 мм) кромки могут быть сформированы под углом 90 градусов. Фланцы предотвращают чрезмерное коробление и коробление. Они служат присадочным металлом при сварке.
Обычно их готовят такой же толщины, как и сталь аналогичной толщины. Однако на материалах толщиной до 1/16 дюйма (1,6 мм) кромки могут быть сформированы под углом 90 градусов. Фланцы предотвращают чрезмерное коробление и коробление. Они служат присадочным металлом при сварке.
Сварка без присадочного стержня обычно ограничивается чистыми алюминиевыми сплавами, поскольку в сплавах с более высокой прочностью может возникнуть растрескивание сварного шва.
При газовой сварке толщиной более 3/16 дюйма (4,8 мм) края должны быть скошены для обеспечения полного проплавления. Включенный угол скоса может составлять от 60 до 120 градусов.
Предварительный нагрев деталей рекомендуется для всех отливок и листов толщиной 1/4 дюйма (6,4 мм) или более. Это позволит избежать сильных термических напряжений и обеспечит хорошее проплавление и удовлетворительную скорость сварки.Обычной практикой является предварительный нагрев до температуры 700 ° F (371 ° C). Перед сваркой тонкий материал необходимо нагреть сварочной горелкой. Даже этот небольшой предварительный нагрев помогает предотвратить появление трещин.
Даже этот небольшой предварительный нагрев помогает предотвратить появление трещин.
Термообработанные сплавы не следует предварительно нагревать выше 800ºF (427ºC), если только они не будут подвергаться термообработке после сварки. Предварительный нагрев выше 800ºF (427ºC) вызовет «короткое замыкание», и прочность металла быстро ухудшится.
Скорость перемещения алюминиевого шва
Скорость движения сварного шва должна увеличиваться во время сварки, чтобы избежать чрезмерного проплавления тонкого алюминия.
Методика проверки температуры предварительного нагрева
Если пиролитическое оборудование (датчики температуры) недоступно, можно провести следующие испытания для определения надлежащих температур предварительного нагрева.
- Испытание на уголь : С помощью сосновой палки потрите конец палки о предварительно нагретый металл. При правильной температуре палка обугливается. Чем темнее уголь, тем выше температура.
- Плотницкий мел : Отметьте металл обычным синим столярным мелом.Синяя линия станет белой при правильной температуре предварительного нагрева.
- Испытание молотком : Слегка постучите по металлу ручным молотком. Металл теряет кольцо при правильной температуре предварительного нагрева.
- Испытание на науглероживание : науглероживание поверхности металла с образованием сажи на всей поверхности. При подаче тепла от горелки сажа исчезает. В момент исчезновения сажи температура поверхности металла немного превышает 149 ° C (300 ° F). Следует проявлять осторожность, чтобы не покрыть флюсовую поверхность сажей.Сажа может впитаться в сварной шов, вызывая пористость.

Сварочное пламя
Для сварки алюминия рекомендуется нейтральное или немного редуцирующее пламя. Окислительное пламя вызовет образование оксида алюминия, что приведет к плохому плавлению и повреждению сварного шва.
Сварочные флюсы
Сварочный флюс для алюминия предназначен для удаления пленки оксида алюминия и предотвращения попадания кислорода вблизи лужи.
Флюсы, используемые при газовой сварке, обычно находятся в порошковой форме и смешиваются с водой до образования тонкой пасты.
Флюс следует наносить на шов кистью, разбрызгиванием, распылением или другими подходящими методами. Сварочный пруток также должен быть покрыт. Флюс плавится ниже температуры сварки металла и образует защитное покрытие на поверхности лужи. Это покрытие разрушает оксиды, предотвращает окисление и обеспечивает медленное охлаждение сварного шва.
ВНИМАНИЕ:
Кислотные растворы, используемые для удаления алюминиевых сварочных и паяльных флюсов после сварки или пайки, токсичны и вызывают сильную коррозию.При работе с кислотами и растворами необходимо надевать защитные очки, резиновые перчатки и резиновые фартуки. Не вдыхать пары. При попадании на тело или одежду немедленно промыть большим количеством холодной воды. Обратитесь за медицинской помощью. Никогда не наливайте воду в кислоту при приготовлении растворов; вместо этого налейте кислоту в воду. Всегда медленно смешивайте кислоту и воду. Эти операции следует выполнять только в хорошо проветриваемых помещениях.
Всегда медленно смешивайте кислоту и воду. Эти операции следует выполнять только в хорошо проветриваемых помещениях.
(d) Сварочные флюсы для алюминия содержат хлориды и фториды. В присутствии влаги они повредят основной металл.Поэтому весь флюс, оставшийся на стыках после сварки, необходимо полностью удалить.
Если сварной шов легко доступен, его можно очистить кипятком и тонкой щеткой.
Детали, стыки которых расположены так, что очистка щеткой и горячей водой нецелесообразна, можно очистить погружением в кислоту и ополаскиванием холодной или горячей водой. Для этой цели используйте 10-процентный раствор серной кислоты в холодной воде на 30 минут или 5-процентный раствор серной кислоты в горячей воде (150ºF (66ºC)) на 5–10 минут.
Окисление алюминиевого шва
Когда алюминий вступает в контакт с кислородом воздуха, он окисляется.
Световые полосы вверху и внизу сварного шва предназначены для удаления оксидов с помощью дуги горелки и газа аргона во время процесса сварки.
Сварочное оборудование
После того, как свариваемый материал был должным образом подготовлен, флюсован и предварительно нагрет, пламя проходит маленькими кругами над начальной точкой до тех пор, пока флюс не расплавится.
Заполняющий стержень следует царапать по поверхности носка с интервалами в три или четыре секунды, чтобы каждый раз присадочный стержень выходил из пламени.
Царапающее действие покажет, когда сварку можно будет начать без перегрева алюминия. Перед нанесением присадочного прутка основной металл необходимо расплавить.
Обычно считается, что сварка с упором вперед лучше всего подходит для сварки алюминия, поскольку пламя предварительно нагревает свариваемую область. При сварке тонкого алюминия нет необходимости в перемещении горелки, кроме движения вперед.
Для материала толщиной 3/16 дюйма (4,8 мм) и более резак должен двигаться равномерно в боковом направлении. Это распределит металл шва по всей ширине сварного шва. Небольшое движение вперед и назад поможет флюсу удалить оксид.
Небольшое движение вперед и назад поможет флюсу удалить оксид.
Присадочный стержень следует периодически погружать в сварочную ванну и извлекать из нее поступательным движением. Этот метод удаления закрывает лужу, предотвращает пористость и помогает флюсу удалить оксидную пленку.
Ремонт
ПРАВИЛА СВАРКИ Примечание. Следующая процедура предназначена для оксиацетилена из-за более технического характера и разнообразия. наличие водорода. Правила просты. Следуйте за ними или проиграйте!
Полый стержень, заполненный флюсом, был доступен много лет назад, но, помимо сомнительного сплава, он имел стойкая дурная привычка аккуратно делиться, наращивая края стыка, не соединяя их вместе. См. Горелку TM Meco Torch и другие сварочные материалы. |
 Установить регуляторы
для равного давления, от 2 до 5 фунтов каждая, с меньшими наконечниками, требующими более низкого давления.
Установить регуляторы
для равного давления, от 2 до 5 фунтов каждая, с меньшими наконечниками, требующими более низкого давления. рекомендуемые.
рекомендуемые.Таблица выбора кислородно-топливной сварки алюминия с использованием топлива и металлического наполнителя
Сварка алюминия
Использование кислородно-топливной сварки авиационного алюминиевого листа
из журнала Experimenter, апрель 1996 г.
См. TM Technologies
Система газовой сварки алюминия
ИСТОРИЯ
Мы начнем с краткой истории родственных сварочных процессов, чтобы представить кислородно-топливную сварку в контекст.Гелиак (GTAW) был открыт в ноябре 1942 г., а к 1946 г. вместе с Wire-Feed (GMAW) помог первым применить новые экзотические материалы, жизненно важные для сверхзвуковых полетов. Однако почти полвека до этого и полвека с тех пор обычная газокислородная горелка была значительная опора в процессе соединения алюминия.
В 1850-х годах металлы с низкой температурой плавления, такие как золото, серебро, медь и платина, впервые начали подвергаться Горелка сварена кислородно-водородом, полученным электролизом.Особо следует отметить тот факт, что ацетилен открытие было напрямую связано с поиском другого метода производства металлического алюминия, и что оба материала наконец вошли в коммерческое производство в конце 1800-х годов.
Основными преимуществами OFW перед GTAW являются экономичность, скорость, проплавление, удобоукладываемость и небольшой плоский сварной шов. бусины, требующие минимальной перевязки. Недостатки – очистка флюса, большая ЗТВ и меньшее количество сплавов.
сами хорошо относятся к процессу.
бусины, требующие минимальной перевязки. Недостатки – очистка флюса, большая ЗТВ и меньшее количество сплавов.
сами хорошо относятся к процессу.
Пайка горелкой (или сварка припоем) здесь не рассматривается, поскольку она по определению не расплавляет основной металл, а скорее соединяется за счет поверхностной адгезии расплавленного присадочного металла.Избегать также будет металлические стержни 3-в-1 для блошиного рынка и различные цинкосодержащие материалы Lumi-braze, используемые в основном для ремонт дешевых литых деталей. Один из распространенных отказов этих элементов происходит, когда алюминиевый лист соединяется таким образом. зашлифованные, а последующие трещины дугой наблюдают над бровями. Примечание: области, ошибочно включенные в эту мода должна быть полностью удалена, иначе инфекция будет распространяться через попытки исправления.
| Градусы Фаренгейта Топливный газ | Коэффициент горения кислорода к топливному газу | Температура пламени Oxy-Fuel |
| Ацетилен | 2.  5 5 | 5590 |
| Пропан | 5,0 | 4580 |
| MAPP | 4.0 | 5300 |
| Природный газ | 2,0 | 4600 |
| Водород | 0.5 | 4820 |
ТОПЛИВО
Кислородно-водород больше, чем оксиацетилен, традиционно ассоциируется с OFW в авиастроении, но не
из-за каких-либо технических преимуществ. В связи с экономикой военного времени, ацетилен был нормирован специально для
использование верфи, оставив водород единственным выходом.
Топливная диаграмма, показанная выше, показывает только часть значительной разницы в теплоте кислородного топлива между водородом. и ацетилен.Достаточно сказать, что ацетилен намного горячее. Выбор водорода в качестве топлива требует полностью отдельного резервуара, регулятора, шланга и горелки, поскольку смешивание остатков ацетилена с водородным газом грозит взрывной катастрофой. Кроме того, водород не может образовывать сажу, которая может успешно использоваться в качестве индикатора температуры в процессе отжига алюминиевого листа. В преимуществами водорода могут быть затраты на производство топлива (если установка электролиза осуществима) и небольшая более чистый внешний вид зоны сварного шва за счет отсутствия нагара в пламени.
Еще одна особенность этой диаграммы – показать общий расход топлива по отношению к потреблению кислорода. Цена
топливо, такое как пропан, MAPP или природный газ, может быть основано только на этом, но также разумно рассмотреть
что избыток кислорода в процессе затрудняет получение алюминия OFW – что-то, что может или может
не справляется слишком хорошо.
Таблица выбора металлических наполнителей
| Основные металлы | 1100 3003 | 5005 | 5052 | 5086 | 6061 |
| 6061 | 4043 (А) 4047 | 4043 (А) 5183 5356 5554 (D) 5556 5654 (К) | 5356 5183 5554 5556 5654 (К) 4043 (А) | 5356 5183 5556 | 4043 (А) 4047 5183 5654 (К) 5554 (D) 5556 5356 |
| 5086 | 5356 4043 (А) | 5356 5183 5556 | 5356 5183 5556 | 5356 5183 5556 | |
| 5052 | 5183 5356 5556 4043 (А) (В) | 4043 (А) 5183 5356 5556 4047 | 5654 (С) 5183 5356 5554 (D) 5556 4043 | ||
| 5005 | 5183 | 5183 5356 5556 4043 (А) (В) | |||
| 1100 3003 | 1100 4043 (А) |
Примечание: указаны в порядке возрастания силы: 5356, 5183, 5556.
4047 имеет больше Si, чем 4043, поэтому меньшая чувствительность к горячему растрескиванию, немного более высокая прочность сварного шва на сдвиг
и меньшая пластичность.
(A) 4043 из-за содержания Si менее подвержен горячему растрескиванию, но имеет меньшую пластичность сварного шва и
при строгании может треснуть.
(B) Для применений при устойчивых температурах выше 150 градусов по Фаренгейту из-за межкристаллитной коррозии.
(C) Работа при низких температурах при 150 градусах по Фаренгейту и ниже
(D) 5554 подходит для повышенных температур.
Продолжать
Газовая сварка алюминия – Detroit Torch
Алюминий повсюду, а это значит, что потенциальная потребность в его ремонте также велика. Действительно, я сделал бесчисленное количество ремонтов алюминия – от лодочных опор до штормовых дверей; от кронштейна корпуса под капотом моего грузовика до последнего в моем гараже.
 Я сделал больше ремонта алюминия, чем мне хотелось бы признаться. Но я нахожу утешение в том, что мне не приходится полагаться на кого-то другого для ремонта или замены деталей.За годы работы сварщиками на выставках я обнаружил, что не одинок. Бесчисленное количество людей обращалось ко мне, желая узнать, как отремонтировать алюминий с помощью кислородно-топливной установки, поэтому я хотел бы поделиться с ними некоторыми приемами, советами и приемами, которые использую. Эта статья – просто продолжение этих усилий.
Я сделал больше ремонта алюминия, чем мне хотелось бы признаться. Но я нахожу утешение в том, что мне не приходится полагаться на кого-то другого для ремонта или замены деталей.За годы работы сварщиками на выставках я обнаружил, что не одинок. Бесчисленное количество людей обращалось ко мне, желая узнать, как отремонтировать алюминий с помощью кислородно-топливной установки, поэтому я хотел бы поделиться с ними некоторыми приемами, советами и приемами, которые использую. Эта статья – просто продолжение этих усилий. Для тех, кто плохо знаком со сваркой, я хотел бы в нескольких словах обсудить очень важную тему – безопасность. Работа с электричеством опасна, если вы не ознакомились с надлежащими методами и процедурами.Работа с горючими газами и огнем ничем не отличается. 1) Обязательно прочтите и соблюдайте инструкции производителя оборудования, которое вы используете. 2) Помните о своей рабочей среде. Сэкономить 200 долларов на ремонте, сделав это самостоятельно, – хорошее чувство; раскошелиться на несколько тысяч (или того хуже) из-за того, что вы не заметили бутылку с разбавителем для краски рядом со своим сварочным столом, не будет. Убедитесь, что поблизости есть сертифицированный многоцелевой огнетушитель (тип ABC). Я использовал свои фонари в самых разных условиях и разными способами, и мне повезло, что я никогда не нуждался в огнетушителе, но я все еще держу его при себе.3) Помните, что токсичные пары могут быть так же опасны для вашего здоровья, как и сам огонь. Обязательно примите необходимые меры предосторожности, в том числе сварку в хорошо вентилируемом помещении.
Убедитесь, что поблизости есть сертифицированный многоцелевой огнетушитель (тип ABC). Я использовал свои фонари в самых разных условиях и разными способами, и мне повезло, что я никогда не нуждался в огнетушителе, но я все еще держу его при себе.3) Помните, что токсичные пары могут быть так же опасны для вашего здоровья, как и сам огонь. Обязательно примите необходимые меры предосторожности, в том числе сварку в хорошо вентилируемом помещении.
Далее: несколько общих моментов по сварке алюминия газокислородной горелкой. В моем гараже есть два типа газокислородных горелок [см. Рис. А]. Один из них – это обычный комбинированный фонарь Victor-Style средней мощности, который мне передали – я не уверен в марке, так как он хорошо использовался до того, как я получил его. Другой – DHC2000 производства Detroit Torch and Mfg.Co., которую я приобрел несколько лет назад. У каждого типа есть свои сильные и слабые стороны, которые могут сделать его более предпочтительным для данного приложения.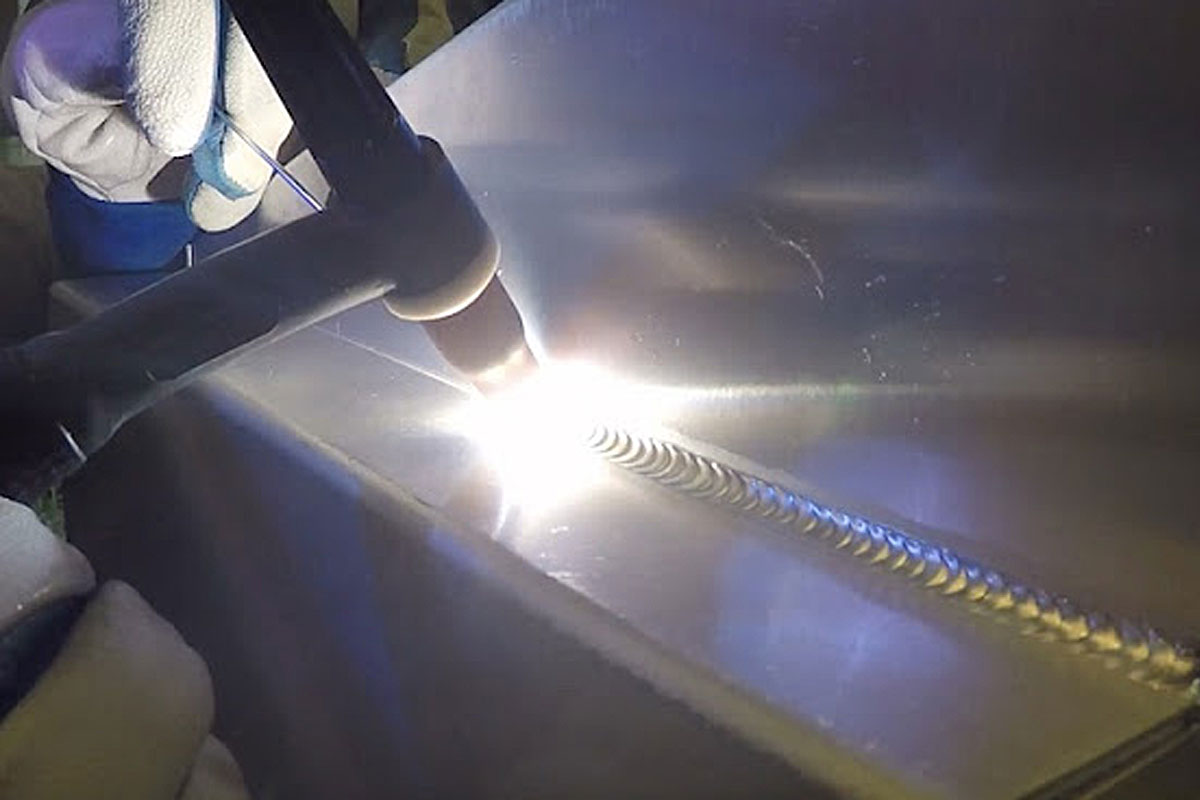
Сварка алюминия с помощью обычной горелки в прошлом была для меня сложной задачей – в конечном итоге я продувал расплавленную сварочную ванну. Мне сказали, что использование водорода вместо ацетилена обеспечивает больший контроль и лучшую видимость сварочной ванны. Это может быть так, но я не свариваю достаточно алюминия, чтобы оправдать трату лишних долларов на отдельный водородный баллон, регулятор и шланг.Итак, для этого проекта вместо того, чтобы менять топливо, я заменю свой фонарик. По сравнению с моей обычной горелкой DHC 2000, кажется, предлагает более мягкое и более концентрированное пламя, и, по крайней мере, для меня, оказалось, что его легче использовать при сварке некоторых металлов, таких как нержавеющая сталь и алюминий. Я должен отметить, что недостатком более концентрированного пламени DHC 2000 является то, что оно ограничено сваркой небольших и средних объектов и материалов толщиной не более 3/8 дюйма ». К счастью, большинство моих проектов, связанных с магазином, и почти все магазины попадают в его диапазон.
Для сварки алюминия любой газокислородной горелкой необходимо использовать флюс. Основная задача флюса – предотвратить образование оксидов в сварочной ванне. Это также помогает защитить сварной шов от загрязнений и облегчить течение присадочного металла. Горящий флюс приводит к появлению оранжевой натриевой вспышки, которая затрудняет просмотр сварочной лужи. Чтобы улучшить видимость расплавленной лужи (и защитить глаза), часто используются линзы зеленого оттенка 5 или кобальтово-синего оттенка 6. Кобальтово-синие линзы недешевы, но они эффективны для уменьшения оранжевых натриевых бликов (65–200 долларов).Я использую кобальтово-синие очки (оттенок 6; ANSI 287.1) от Detroit Torch and Mfg. Co. Другие материалы, которые могут оказаться полезными, включают: самодельный лоток для флюса, щетку из нержавеющей стали, плоскогубцы или что-то для удержания. и / или переместить заготовку и, конечно же, соответствующую одежду. [см. рис. b]
Прежде чем приступить к сварке, вам необходимо найти подходящий сварочный стержень. Я предпочитаю использовать стержень для сварки TIG, потому что его легко найти, а его высокая чистота обеспечивает более высокое качество сварки.Однако стоит упомянуть, что многие предпочитают использовать сварочный стержень из алюминия с флюсовым сердечником, поскольку это избавляет от необходимости смешивать и наносить отдельный флюс. [см. рис. c] Обратной стороной флюсового сердечника является то, что его сложнее найти и он намного дороже. Кроме того, алюминиевые прутки для сварки тиглей бывают разных типов и диаметров, и их легко найти в местном магазине сварочных материалов. Я обнаружил, что тип 1100 или 4043 хорошо подходит для большинства приложений, с которыми я сталкиваюсь. 1100 обладает свойствами, которые делают его подходящим для «мягких» применений, где может происходить изгиб или деформация металла, например, при кузовных работах.С другой стороны, 4043 хорошо подходит для «твердых» применений, где основной металл не предназначен для изгиба. Некоторыми примерами этого могут быть литые алюминиевые или алюминиевые уголки.
Я предпочитаю использовать стержень для сварки TIG, потому что его легко найти, а его высокая чистота обеспечивает более высокое качество сварки.Однако стоит упомянуть, что многие предпочитают использовать сварочный стержень из алюминия с флюсовым сердечником, поскольку это избавляет от необходимости смешивать и наносить отдельный флюс. [см. рис. c] Обратной стороной флюсового сердечника является то, что его сложнее найти и он намного дороже. Кроме того, алюминиевые прутки для сварки тиглей бывают разных типов и диаметров, и их легко найти в местном магазине сварочных материалов. Я обнаружил, что тип 1100 или 4043 хорошо подходит для большинства приложений, с которыми я сталкиваюсь. 1100 обладает свойствами, которые делают его подходящим для «мягких» применений, где может происходить изгиб или деформация металла, например, при кузовных работах.С другой стороны, 4043 хорошо подходит для «твердых» применений, где основной металл не предназначен для изгиба. Некоторыми примерами этого могут быть литые алюминиевые или алюминиевые уголки. Выбор диаметра стержня – это скорее игра в догадки. Обычно я предпочитаю начинать со стержня ø1 / 16 ”и увеличивать или уменьшать размер по мере необходимости.
Выбор диаметра стержня – это скорее игра в догадки. Обычно я предпочитаю начинать со стержня ø1 / 16 ”и увеличивать или уменьшать размер по мере необходимости.
Теперь, когда стержень выбран, самое время перейти к флюсу. Алюминий начинает окисляться, как только он покидает мельницу. Как было упомянуто выше, основная цель флюса – преодолеть оксидный слой на поверхности вашего основного материала и присадочного материала, чтобы сделать возможным сварку материала.Есть несколько различных марок и типов, которые подойдут, но я использую припой на порошковой основе из алюминия от Harris. Чтобы перемешать флюс, я просто: а) насыпаю небольшое количество порошка в ванночку; б) рис на подносе: окуните мои пальцы в немного воды и стряхните воду с кончиков пальцев в порошок – это буквально все, что вам нужно; в) с помощью моей палочки перемешайте флюс до пастообразной консистенции. Если флюс слишком жидкий или слишком толстый, у вас возникнут проблемы с получением хорошего покрытия стержня, когда вы собираетесь наносить на него покрытие, что может привести к плохому сварному шву.
Ключ к хорошему сварному шву – убедиться, что поверхность или ваша заготовка очищены от возможных загрязнений, таких как грязь, жир и т. Д. Флюс поможет уменьшить некоторые загрязнения, но все же рекомендуется использовать нержавеющую сталь. щеткой из стальной проволоки вдоль свариваемого участка, а затем протереть поверхность чистой тряпкой. При соединении материалов толщиной более ”может также потребоваться скос кромок для лучшего проплавления сварного шва. [см. рис. d]
Хотя толщина материала заготовки может быть вашим первым соображением, вам также необходимо принять во внимание следующее: размер свариваемой детали; скорость укладки бусинки, необходимое количество тепла и все, что может действовать как теплоотвод.В этом последнем пункте часто упускается из виду рабочая поверхность. Если заготовка плоская и лежит непосредственно на металлической поверхности стола, верхняя часть будет действовать как теплоотвод и отводить тепло от детали. Это может быть особенно проблематично при сварке алюминия. Как и медь, алюминий обладает высокой теплопроводностью, что означает, что тепло имеет тенденцию довольно быстро уходить из зоны сварного шва. Чем больше вы будете делать, чтобы не допустить такого распределения тепла, тем лучше вам будет. Некоторые советы включают в себя предварительный нагрев всей заготовки и укладку ее на огнеупорный кирпич во время ремонта.
Как и медь, алюминий обладает высокой теплопроводностью, что означает, что тепло имеет тенденцию довольно быстро уходить из зоны сварного шва. Чем больше вы будете делать, чтобы не допустить такого распределения тепла, тем лучше вам будет. Некоторые советы включают в себя предварительный нагрев всей заготовки и укладку ее на огнеупорный кирпич во время ремонта.
Теперь, когда ваши материалы, заготовка и рабочая зона подготовлены, пора выбрать подходящий размер наконечника и зажечь резак. Это следует делать в соответствии с инструкциями производителя.
1) После того, как факел зажжется, вам нужно будет создать пламя, которое будет «только что опереться». Я называю это мягким пламенем. [см. рис. e]
2) Слегка нагрейте всю заготовку (500-600 градусов), особенно для более толстых или больших деталей. Старый трюк сварщиков, позволяющий приблизиться к этой температуре, заключается в использовании только ацетиленового пламени и пропускании горелки над свариваемой деталью. Это оставит на поверхности черный углеродный налет. Теперь вернитесь к мягкому нейтральному пламени и нагрейте свариваемую деталь, пока черный цвет не исчезнет. Таким образом, ваша деталь будет свариваться под углом около 500 градусов.
Это оставит на поверхности черный углеродный налет. Теперь вернитесь к мягкому нейтральному пламени и нагрейте свариваемую деталь, пока черный цвет не исчезнет. Таким образом, ваша деталь будет свариваться под углом около 500 градусов.
3) В отличие от других металлов, цвет не меняется при нагревании алюминия до температуры сварки (1250 ° F). Однако непосредственно перед образованием лужи металл действительно приобретает более «блестящий» вид. Когда лужа все же образуется, она будет выглядеть «сморщенной». [См. Рис. F]
4) В момент появления лужи быстро окуните удочку в лужу и вытащите ее обратно.Подсказка: позвольте жезлу парить над лужей, все еще внутри вашего вторичного пламени.
5) Продвиньте пламя и стержень вдоль заготовки. При необходимости отрегулируйте скорость. По мере того, как в заготовке начинает накапливаться тепло, вам нужно будет набрать скорость, чтобы не «продуть». Вы также можете контролировать нагрев, периодически оттягивая резак на дюйм или около того от детали, давая ему время остыть, прежде чем двигаться дальше.
6) Повторяйте шаги 4-5 до конца сварного шва.Когда вы приблизитесь к концу сварного шва, вам нужно будет отвести пламя от сварного шва, чтобы алюминий не «выпал».
7) После того, как сварной шов уложен полностью, дайте ему остыть, прежде чем исследовать. Вот несколько вещей, на которые вы можете обратить внимание при осмотре сварного шва:
- Достаточно ли / полностью пропитано заготовкой?
- Слишком много отложений?
- Есть ли дефекты сварного шва (трещины, отверстия и т. Д.)?
Способность выполнять сварку любого типа материала любого типа требует практики.Чтобы стать хорошим сварщиком, требуется изрядная практика. Удачи и терпения, вы справитесь.
Как освоить газовую сварку алюминия
Секреты газовой сварки алюминия
Мастерская Oshkosh по сварке алюминия
Советы мастера по сплавлению легких авиационных металлов с газом и водородом.
Древний миф гласит, что боги Миг, Тиг и Гелиарк всемогущи правят Землей сварки алюминия, и ни один другой бог не осмелится вторгнуться на их территорию, чтобы не быть вознагражденным небезопасным спариванием серебристого металла при сварке алюминия.
Счастливая правда совершенно иная, поскольку сварка алюминия газом и водородом, как и кислородно-ацетиленовая сварка, – это навык, который может освоить и легко применить на практике новичок.
Во время Второй мировой войны сварка алюминия боевой техники, например компонентов самолетов, производилась с использованием водорода и кислорода, точно так же, как кислород и ацетилен широко используются сегодня для сварки хромомолибденовой стали 4130.
Требуются навыки, так что вам придется потренироваться, прежде чем приступить к сварке вилки с носовым колесом или крыльевых баков на 15 галлонов, но наберитесь духа; На вершине кривой обучения вы разовьете способность конструировать несколько деталей за гораздо меньшие деньги, чем дорогостоящие методы электросварки, упомянутые выше, без необходимости использования бескислородной атмосферы или других специальных процедур.И, конечно же, есть вездесущая гордость за изготовление собственных деталей.

Специалисты по сварке алюминия
Инструктором нашей мастерской является Стив Неандер, член EAA и совладелец Crane Service Inc., Мидлотиан, III. Эта статья была бы невозможна без его ценных знаний, почерпнутых из многолетнего опыта в сварке.
Инструктор Неандер рекомендует при сварке соблюдать последовательность: установите давление в резервуаре и линии, убедитесь, что у вас есть подходящий наконечник для работы.приготовьте очки и флюс, включите горелку и отрегулируйте пламя, нанесите на стержень флюс, наденьте очки, предварительно нагрейте основной металл… и начинайте сварку.
Сварка алюминия – это просто, не правда ли? Это не. Вы должны научиться ползать, прежде чем ходить, но со временем вы приобретете навыки, необходимые для выполнения сварных швов, которые будут такими же прочными, как любой, за который вы могли бы заплатить профессионалу.
Шаги к успешной сварке алюминия
Фото 1: Практический опыт позволяет многим потенциальным строителям домов посетить беседки мастерских Oshkosh, чтобы попробовать свои силы в таких навыках, как сварка. Давайте приступим.
Давайте приступим.
Фото 2: Табличка, висящая внутри сварочных цехов Ошкоша, стоит как минимум в 10 раз больше своих 250 слов.
Фото 3 и 4: Стандартные горелки и оборудование используются для сварки алюминия, хотя размер наконечника в три-четыре раза больше, чем используется для такой же толщины, как требуется сталь.
Это связано с тем, что для алюминия «более мягкое», менее сфокусированное пламя ; требуется много тепла, чтобы большая часть алюминиевой детали оставалась близкой к температуре плавления, чтобы металлы текли вместе со стержнем и образовывали полностью проплавленный сварной шов.Слишком много тепла, сконцентрированного на небольшом участке, расплавит металл, прежде чем вы сможете его сварить.
Как указано на табличке, сварочный стержень, который следует запросить в местном сварочном цехе, составляет 1100 или 4043, в зависимости от того, какой материал вы свариваете. Показанный здесь стержень еще не имеет покрытия из флюса антиборакса.
используется для удаления оксида алюминия, образующегося во время нагрева, и предотвращения одновременного окисления металла. При сварке алюминия необходимо периодически погружать стержень во флюс.
Фото 5, 6 и 7: Водород – топливо.
Катастрофа с дирижаблем Гинденберга в тридцатые годы навсегда оставила водороду дурную славу, но, по правде говоря, при правильном обращении он не более опасен, чем ацетиленовое топливо, обычно используемое для сварки стали. Водород на самом деле не требует особого обращения. Один сварщик, по словам инструктора Неандера, проводил сварку возле негерметичного бака с ацетиленом.
Ацетилен загорелся, бак взорвался, и взрыв буквально разнес человека на куски; никакой его части никогда не было найдено.Тем не менее, к водороду следует относиться с уважением. Подобная авария возможна с легковоспламеняющимся газом.
Кислород используется как своего рода нагнетатель пламени, контролирующий агент. Он помогает и способствует горению водорода, даже если он не горит сам по себе. Вы можете проверить номера, нанесенные на цилиндр, чтобы узнать, когда он был изготовлен и когда последний осматривался. Проверки следует проводить каждые пять лет.
Вы можете проверить номера, нанесенные на цилиндр, чтобы узнать, когда он был изготовлен и когда последний осматривался. Проверки следует проводить каждые пять лет.
Показанные числа указывают дату изготовления на декабрь 1916 года и последнюю проверку в июле 1922 года, что означает, что этот цилиндр может быть небезопасным и должен быть проверен.Крест внутри площади мог означать, что он был сделан в Германии во время войны.
Цилиндрырассчитаны на максимальное давление в 5000 фунтов на квадратный дюйм (psi). Такие газы, как водород и кислород, не хранятся при давлении более 2500 фунтов на квадратный дюйм, что дает запас прочности 2: 1.
Это мудро; разорвавшийся цилиндр может буквально сровнять дом с землей, поэтому внезапное падение давления является взрывоопасным. Еще хуже мысль о ракетоподобной ракете, пробивающей стену вашего гаража в ваш дом.
Каждый бак имеет два регулятора давления. Один показывает давление в сотнях фунтов на квадратный дюйм, другой – в десятках. Циферблат сотен показывает давление в баллоне, десятки – давление в трубопроводе. Давление каждого индивидуума может быть разным; давление в линии, идущей к горелке, должно быть одинаковым, около 10 фунтов на квадратный дюйм или около того, как на водородной, так и на кислородной линиях.
Циферблат сотен показывает давление в баллоне, десятки – давление в трубопроводе. Давление каждого индивидуума может быть разным; давление в линии, идущей к горелке, должно быть одинаковым, около 10 фунтов на квадратный дюйм или около того, как на водородной, так и на кислородной линиях.
Фото 8: При сварке алюминия сначала откройте водородный клапан на горелке на четверть оборота или около того.
Фото 9: Зажгите факел с помощью искрового устройства – устройства, которое царапает кремнем о кусок файла в чашке.Пламя чистого водорода оранжевого цвета, буйное и рассеянное, как волнистые вееры в дровах.
Фото 10: Теперь наберите кислород.
Помните, кислород – это регулятор и нагнетатель пламени; он очищает, нагревает, усиливает и контролирует пламя, что и является вашей целью. Цель состоит в том, чтобы добиться нейтрального пламени.
Чтобы настроить горелку (пока не надевайте защитные очки, они делают пламя невидимым – это необходимо для сварки, бесполезно для настройки горелки), держите наконечник примерно в двух дюймах от огнеупорного кирпича, сопло направлено прямо вниз.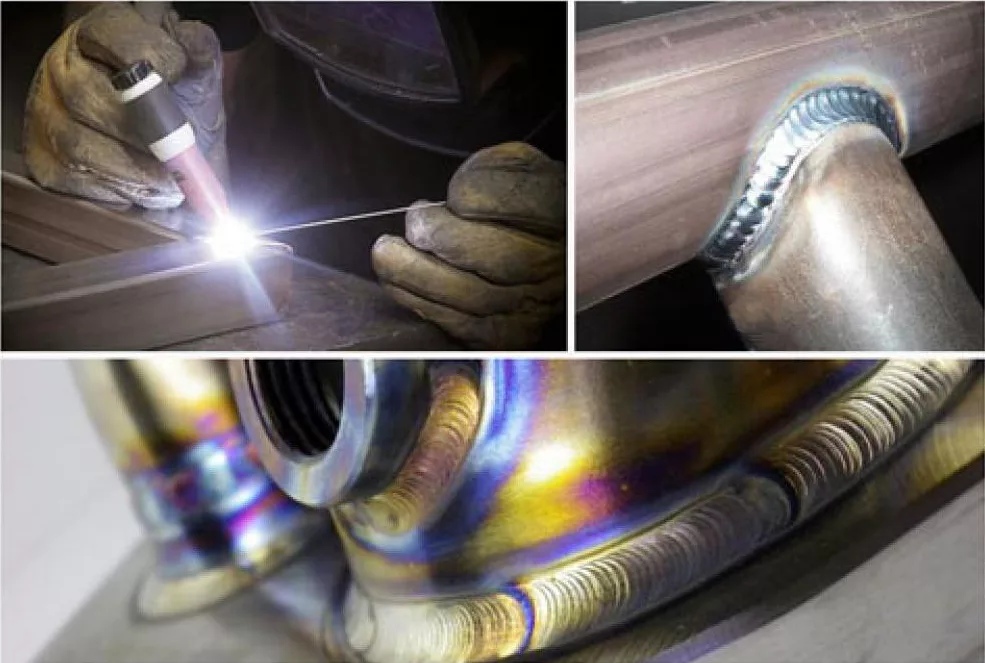 Кирпич загрязнит пламя, так что вы его легко увидите. Откройте кислородный клапан примерно на ту же величину, что и водородный.
Кирпич загрязнит пламя, так что вы его легко увидите. Откройте кислородный клапан примерно на ту же величину, что и водородный.
Вы пытаетесь добиться отношения кислорода к водороду 1: 1 на кончике. Помните, что бурное водородное пламя при смешивании с кислородом уступает место мягкому столбу. Вы ищете непрерывное однородное пламя с контролируемым кругом, когда оно поражает огнеупорный кирпич.
Индикаторы, на которые следует обратить внимание: слишком много водорода, и пламя погаснет.
Слишком много кислорода, и пламя будет обнаружено; вы можете услышать свист избытка кислорода в смеси, и у вас будет горячая точка вместо красивого круглого круга на кирпиче. Ваша цель – нейтральное пламя, подобное пламени газовой горелки.
Фотографии 11 и 12: Наденьте пару очков из розового стекла из дидима, чтобы скрыть от глаз желтое пламя, загрязненное флюсом, чтобы вы могли видеть металл под фонариком. Фотография вверху справа (12), снятая через очки, показывает, как пламя исчезает, если смотреть через очки.
Фото 13 и 14: Теперь краткое практическое занятие по сварке алюминия:
Идея сварки алюминия состоит в том, чтобы нагреть соединяемые куски металла, называемые основным металлом, до температуры, близкой к температуре плавления, а затем ввести сварочный стержень, который представляет собой алюминиевый материал, который будет «склеивать» или заполнять стык. .
Комплект ProMaster для системы сварки и резки Detroit Torch dhc2000-pmk DHC2000
н / д *
Цена Последнее обновление 8:45, 20 марта 2020 г. (Больше информации)
Хорошей отправной точкой является установка резака под углом примерно 45 градусов от рабочей поверхности.С практикой вы разовьете свой собственный стиль. Наклоните стержень примерно так же.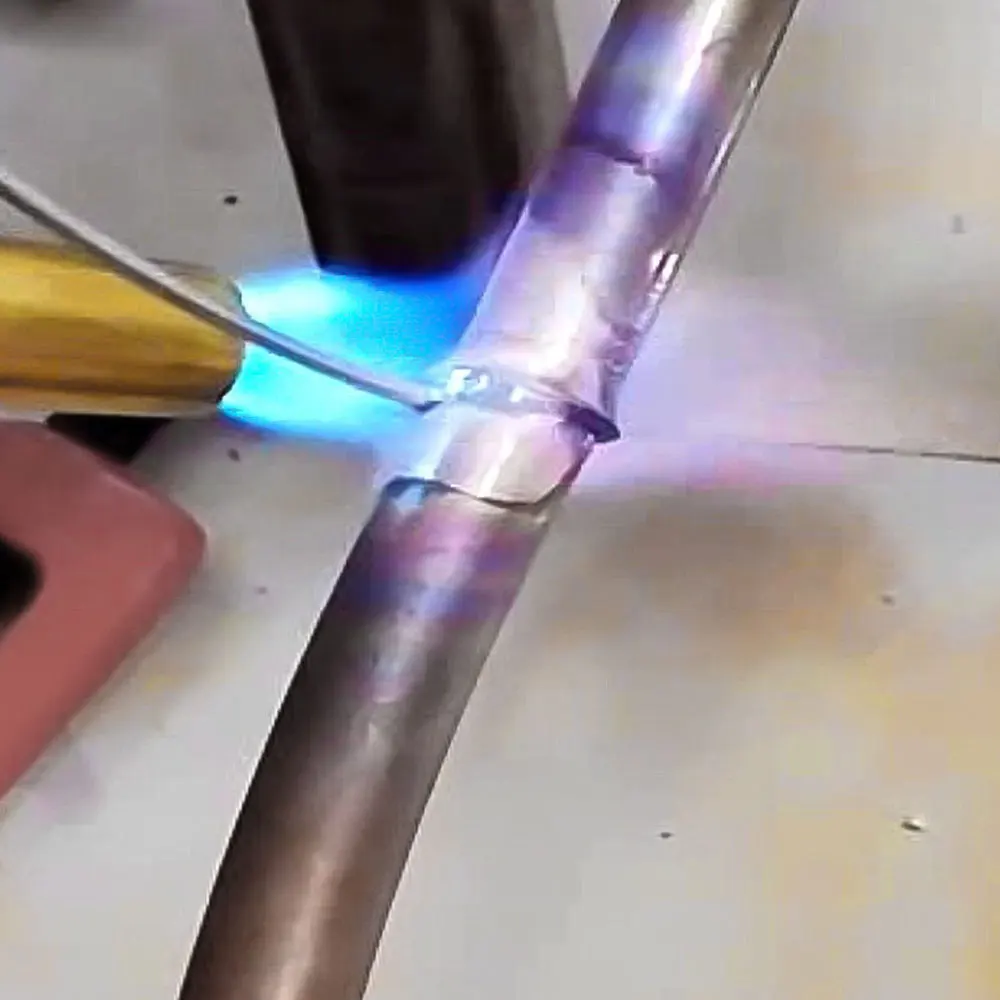 Теперь нагрейте основной металл до тех пор, пока он не станет расплавленным, или «лужа».
Теперь нагрейте основной металл до тех пор, пока он не станет расплавленным, или «лужа».
Распознавание того, что вы ищете на этом этапе, – самая сложная часть процесса обучения, поэтому будьте внимательны. Предварительно нагрейте всю деталь, просто погрузите ее в огонь, потому что алюминий быстро поглощает или «улавливает» тепла.
Лужа выглядит как поверхность воды в стакане, когда на нее дуют, т.е.э .. морщинистый. Он также станет слегка серым и начнет опускаться в вогнутую впадину. В этот момент вы должны добавить стержень, иначе лужа «провалится» из-за отсутствия материала.
Как только вы увидите лужу, опустите стержень прямо в нее. На этом этапе вы хотите настроить ритм нагрева работы. Сначала несколько запретов на сварку алюминия.
Фото 15: Если вы нагреете стержень до того, как основной металл расплавится или не образует лужу должным образом, вы получите нечто подобное, называемое холодной сваркой. Два материала не соединились должным образом.
Два материала не соединились должным образом.
Фотография 16: Если вы вытащите резак до того, как нагреете стержень до того, как он расплавится и потечет, вы в конечном итоге приклеите стержень к основному металлу. Придется снова нагреть весь кусок.
Сводка
Название статьи
Как освоить газовую сварку алюминия
Описание
Изучите сварку алюминия в этой вводной статье. Мы проведем вас через пошаговые инструкции для достижения наилучших результатов при соединении алюминия.
Автор
Джеймс Лоуренс
Как сваривать алюминий с помощью кислородно-ацетиленовой горелки
Кислородно-ацетиленовые горелки можно использовать в различных процессах, и это одна из многих вещей, которые можно использовать для сварки алюминия. Другие методы сварки, которые эффективны для алюминия, включают сварку TIG (вольфрамовый инертный газ) и сварку MIG (металл в инертном газе). Однако, в отличие от них, кислородно-ацетиленовая, или дуговая сварка, гораздо более широко используется, поскольку она относительно недорога и имеет гораздо более портативное оборудование, чем установки для сварки TIG или MIG. Итак, если вы ищете работу, по которой вам нужно сварить алюминий, кислородно-ацетилен – это то, что вам нужно. Следуйте приведенным ниже инструкциям, чтобы легко выполнить эту задачу.
Итак, если вы ищете работу, по которой вам нужно сварить алюминий, кислородно-ацетилен – это то, что вам нужно. Следуйте приведенным ниже инструкциям, чтобы легко выполнить эту задачу.
Шаг 1 – Установка оборудования
Оборудование кислородно-ацетиленовой горелки состоит из двух отдельных резервуаров, в которых находятся кислород и ацетилен соответственно. Убедившись, что газовые клапаны закрыты, подсоедините шланги и надежно затяните их с помощью гаечного ключа подходящего размера. После того, как они затянуты, вы можете открыть отдельные газовые клапаны, чтобы проверить поток.
Шаг 2 – Зажигание резака
Используйте регуляторы, чтобы отрегулировать поток газов в исходное положение. Обычно для этого требуется увеличить поток ацетилена и установить давление кислорода примерно на четверть от максимального. Затем вы можете зажечь сопло и разжечь пламя. Снова отрегулируйте регулятор, чтобы довести пламя до небольшого синего, что будет оптимальным для использования при сварке.
Шаг 3 – Подготовка деталей
Перед началом этого процесса наденьте соответствующее защитное снаряжение, такое как очки и перчатки.Также рекомендуется нагреть алюминиевые детали перед сваркой. Это поможет смягчить алюминий и сделать его более податливым.
После этого расположите свариваемые детали как можно ближе друг к другу на плоской поверхности с помощью зажимного приспособления. Если вы чувствуете, что можете лучше подогнать детали с помощью напильника или шлифовки, рекомендуется сделать это. Убедитесь, что металл чистый, сухой и не покрыт жиром или маслом.
Шаг 4 – Введение присадочного стержня
Для сварки деталей обычно требуется бронзовый стержень.Вы можете поместить его на шов алюминиевых деталей, которые вы собираетесь сваривать, а затем воздействовать пламенем горелки на наполнитель, удерживая его на несколько дюймов выше стержня. Стержень довольно быстро расплавится и образует металлическую лужу, охватывающую шов. В стыке должно быть достаточно места, чтобы металлическая ванна полностью закрывала шов с обеих сторон.
В стыке должно быть достаточно места, чтобы металлическая ванна полностью закрывала шов с обеих сторон.
Шаг 5 – Охлаждение
Наконец, дайте заготовке остыть и удалите все наросты шлака, просто отколовшись от нее.
Как успешно выполнить сварку алюминия методом MIG [Руководство]
Сварка алюминия методом MIG может быть затруднена, поскольку она сильно отличается от сварки MIG низкоуглеродистой стали. Следуйте этому руководству, чтобы узнать о ключевых факторах, которые следует учитывать.
Ключ к сварке алюминия
Алюминий в чистом виде – это относительно мягкий металл, который имеет множество применений, но требует добавления сплава (ов) для повышения его прочности. Поскольку свойства алюминия сильно отличаются от свойств стали, работа с этим материалом может представлять некоторые уникальные проблемы, такие как деформация и чувствительность к тепловложению.Несмотря на эти проблемы, сварка алюминия методом MIG не так уж и сложна при использовании правильного оборудования и соблюдении надлежащих процедур.
Помните об этих важных факторах при сварке алюминия методом MIG.
Советы по началу работы
- Учитывайте толщину материала. : Толщина алюминия, который можно сваривать методом MIG, составляет 14 калибра и больше; выходная мощность вашего сварочного аппарата определяет толщину, которую вы можете сваривать. Для сварки MIG алюминия толщиной менее 14 (.074 дюйма), может потребоваться специализированное оборудование для импульсной сварки MIG или AC TIG.
- Содержите его в чистоте : Алюминий необходимо тщательно очистить перед сваркой, включая удаление любых смазочных материалов с материала. Удаление оксидов следует производить после обезжиривания с помощью металлической щетки из нержавеющей стали – подойдет ручная или плоская проволочная щетка. Если используется электрическая проволочная щетка, поддерживайте низкие обороты и давление, чтобы уменьшить смазывание поверхности материала, которое может захватить оксиды и загрязнения под поверхностью. Чтобы избежать загрязнения основного материала, всегда очищайте металлической щеткой, которая используется только для алюминия.
- Выберите подходящий газ : Поскольку алюминий является цветным металлом, для него требуется 100-процентный защитный газ аргон. Рекомендуется скорость потока от 20 до 30 кубических футов в час.
- Какой процесс использовать? При сварке алюминия методом MIG желательным режимом является перенос распылением. Этот процесс представляет собой очень плавный перенос капель расплавленного металла от конца электрода к ванне расплава.Диаметр капель, пересекающих дугу, меньше диаметра электрода. При переносе распылением короткого замыкания нет, а скорость осаждения и эффективность относительно высоки. Однако имейте в виду, что перенос распылением требует большого количества тепла, создавая большую сварочную ванну с хорошим проплавлением, что может быть трудно контролировать. Его не следует использовать на материалах толщиной менее 14.
- Пистолет и варианты подачи проволоки: Выбор горелки и системы подачи проволоки является важным шагом перед сваркой алюминия методом MIG.Алюминиевая проволока обычно подается с помощью катушечного пистолета или двухтактной системы. Катушечные пистолеты улучшают подачу мягкой проволоки за счет размещения небольшого количества проволоки на пистолете с пистолетной рукояткой. Использование катушечного пистолета исключает возможность гнездования птиц, поскольку проволока подается только на несколько дюймов. В двухтактной системе двигатель пистолета протягивает проволоку через лайнер, а двигатель механизма подачи действует как вспомогательный двигатель. Этот вариант идеален при сварке вдали от источника питания и может быть более эргономичным и удобным для пользователя.
- Правильный присадочный металл: Знайте сплав основного алюминия и условия, которым будет подвергаться готовая деталь. Двумя наиболее доступными алюминиевыми присадочными проволоками являются ER4043 и ER5356. За рекомендациями по сплавам проволоки, подходящим для вашего применения, обратитесь к местному дистрибьютору сварочного оборудования или к представителю присадочного металла.
 Чтобы избежать загрязнения основного материала, всегда очищайте металлической щеткой, которая используется только для алюминия.
Чтобы избежать загрязнения основного материала, всегда очищайте металлической щеткой, которая используется только для алюминия.
 За рекомендациями по сплавам проволоки, подходящим для вашего применения, обратитесь к местному дистрибьютору сварочного оборудования или к представителю присадочного металла.
За рекомендациями по сплавам проволоки, подходящим для вашего применения, обратитесь к местному дистрибьютору сварочного оборудования или к представителю присадочного металла.Техника сварки
Уровень квалификации оператора, типы соединений, установка и положение, а также источник питания для сварки – все это будет иметь большое влияние на свариваемость алюминия.Рассмотрите эти методы сварки, чтобы улучшить свои навыки.
- Используйте угол перемещения толкателя от 10 до 15 градусов – наконечник и сопло должны быть направлены в направлении движения (см. Рисунок 1). Вытягивание или использование угла сопротивления приведет к образованию пористых грязных сварных швов из-за отсутствия газового покрытия.
Рисунок 1: Методы обращения с оружием
- Соблюдайте правильное расстояние от наконечника до рабочей поверхности и по возможности утопите контактный наконечник примерно на 1/8 дюйма внутри сопла.(См. Рисунок 2)
Рисунок 2: Пистолет и зона сварки
- Отражающий тепло и сварочная лужа очень горячие при сварке алюминия методом MIG. Удерживание наконечника ближе, чем рекомендуется, может привести к обратному прожигу проволоки до контактного наконечника и другим проблемам с подачей.
- Избегайте больших переплетений на алюминии. Если необходимы более крупные угловые швы, многопроходные прямые валики обеспечат лучший внешний вид и уменьшат вероятность притирки, прожога и других дефектов сварного шва.
- Необходимо увеличить скорость перемещения горелки, поскольку основной материал нагревается во время сварки.
Устранение общих проблем
Если вы столкнетесь с этими типичными проблемами при сварке алюминия методом MIG, рассмотрите следующие шаги для решения проблемы.
Прогорание (проплавление) из-за перегрева основного материала
- Увеличьте скорость перемещения и сделайте швы короче.
- Перемещайтесь по детали, рассеивая тепло.
- Используйте более толстый материал, измените конструкцию соединения или переключите процесс сварки на AC TIG.
- Устранение / уменьшение зазоров.
Грязные сварные швы
- Используйте угол выталкивания вместо техники перетаскивания.
- Увеличьте напряжение для перехода в режим распыления.
- Используйте соответствующие методы очистки основного металла, например щетку из нержавеющей стали.
- Проверить наличие защитного газа и типа сплава проволоки.
Неправильные настройки машины
Проволока прогорает обратно до контактного наконечника во время или в конце сварного шва
- Соблюдайте правильное расстояние от наконечника до рабочей поверхности.
- Убедитесь, что размер контактного наконечника, ведущие ролики и направляющая горелки соответствуют диаметру используемой проволоки.