Азы сварки инвертором – топ советов для начинающих | ММА сварка для начинающих
- Азы сварки инвертором или что нужно знать новичку
- Подготовка металла перед сваркой
Лёгкие и удобные сварочные инверторы появились в продаже не так давно, но уже успели завоевать свою популярность среди сварщиков всех мастей. И вправду, зачем тягать неподъёмный сварочный трансформатор, когда можно купить пятикилограммовый инвертор и варить им все, начиная от лопат и заканчивая тяжёлыми металлоконструкциями.
Что уж тут говорить, прост сварочный инвертор и для освоения новичкам. Здесь нет необходимости подключать баллоны с газом, знать какие-то сложные нюансы касательно безопасности проведения сварочных работ. Кроме того, удобен инвертор и тем, что его можно подключить к обычной бытовой розетке, не боясь, что у тебя в доме выбьет пробки, а соседи с криком прибегут, поскольку у них сгорел новый телевизор от твоей сварки.
В общем, о преимуществах сварочных инверторов можно разговаривать бесконечно. Однако в данной статье сайта про ручную дуговую сварку mmasvarka.ru речь пойдёт не об этом, а о том, как можно за минимально короткие сроки овладеть на любительском уровне инвертором для сварки.
Азы сварки инвертором или что нужно знать новичку
Допустим, вы купили инвертор и очень хотите проверить его на деле, сварить какую-нибудь железяку. Что же, медлить нельзя, поскольку электросварка это очень увлекательное занятие, которое сильно затягивает, да так, что оторваться потом невозможно.
Помню, когда то и я купил свой первый сварочный инвертор. В ход шли не только трубы, но и гвозди, сварить которые с первого раза мне, правда так и не удалось. Ошибка вышла на счет электродов, я на тот момент не знал и купил электроды для переменного тока, которые не подходят при использовании инвертора.
Дело в том, что трансформаторные аппараты «всеядны», а вот что касается инверторов, то для них должны быть подобраны электроды постоянного тока. Поэтому в первый раз я так и намучался с гвоздями: сварка все время прилипала к металлу, и я не как не мог оторвать электрод от него.
Поэтому в первый раз я так и намучался с гвоздями: сварка все время прилипала к металлу, и я не как не мог оторвать электрод от него.
Второе, на что хотелось бы обратить ваше внимание, так это на силу тока. На самом деле все очень просто, и для сварки толстых металлов используются электроды диаметром в 3 мм., и выше, а для сварки тонкого металла, электроды диаметром не более двух миллиметров.
В свою очередь, чтобы варить электродами разного диаметра, на сварочном инверторе должен быть выставлен определённый ток. Чем больше диаметр электродов, тем выше должен быть сварочный ток. И если для сварки электродами 2 мм, используется ток в 30-50 А., то вот для электродов в 4 мм, значение тока уже переваливает за сотню ампер.
Подготовка металла перед сваркой
Следующей особенностью, о которой должны знать новички-электросварщики, является удаление сильной ржавчины с металла. Если металл покрыт толстым слоем ржавчины, то это приведёт к образованию плохого контакта, из-за чего непременно возникнут сложности со сваркой.
Поэтому, не ленимся, и болгаркой, а возможно щеткой по металлу, если не доводим поверхность до блеска, то, хотя бы, напрочь, избавляемся от ржавчины на ней. В таком случае электрод не будет прилипать к металлу, который, в свою очередь, не будет разбрызгиваться в стороны, да так, что заготовка приобретёт совсем мрачный, и уж точно, не товарный вид.
Что ещё следует учитывать начинающим сварщикам, которые решили освоить за несколько дней сварочный инвертор. В первую очередь, это скорость сварки, она тем выше, чем тоньше металл вы будете варить. Порой лучше сначала взять тонкие листы на прихватки, а уж потом, аккуратно проваривать шов.
При этом нужно захватывать кромки двух заготовок, передвигая электрод из стороны в сторону. Думаю, этих простых советов действительно хватить для того, чтобы не накосячить с электродами, как я, в свой первый раз. Как говорится, лучше учиться на чужих ошибках, чем на своих собственных.
Еще статьи про сварку:Сварка полуавтоматом для начинающих – видео
Начинающим сварщикам, которые еще не освоили азы этого процесса, для начала нужно изучить основы, правила безопасности и инструкцию по использованию сварочного аппарата. Что такое сварка полуавтоматом, видео уроки на эту тематику можно без проблем найти в интернете. Уроки сварки полуавтоматом подскажут какие инструменты должны быть под рукой и как ими правильно и безопасно пользоваться.
Что такое сварка полуавтоматом, видео уроки на эту тематику можно без проблем найти в интернете. Уроки сварки полуавтоматом подскажут какие инструменты должны быть под рукой и как ими правильно и безопасно пользоваться.
С чего начать
Сам этот процесс можно назвать способом, с помощью которого металлические элементы можно соединить друг с другом. Этот процесс состоит из конкретных последовательных этапов. Рассмотрим основные из них:
- Очистка металла. Перед тем как приступить к процессу, обязательно нужно очистить металл от пыли, грязи, влаги или ржавчины.
- Разделяем кромки металла с помощью болгарки. Состыковываем заготовки между собой.
- Начинаем сам процесс с помощью сварочного аппарата. Способы сваривать металл мы рассмотрим ниже.
Очень большое значение имеет качество сварочного аппарата и электроды. Подбирать их нужно в зависимости от вида и метода сварки. В интернете существует множество роликов, которые разъяснят, что такое сварка полуавтоматом для начинающих, видео можно найти на многих сайтах.
Кроме того, узнать и посмотреть, что такое полуавтоматическая сварка, видео о ней, можно изучив так называемое пособие для чайников.
Сварка полуавтоматом – почему именно этот вид сварки
Для новичка оптимальным и правильным выбором будет именно сварочный полуавтомат. Это связано с тем, что варить на полуавтомате гораздо легче и проще чем с помощью ручной сварки. Принцип работы этого вида сварки основан на сварочной проволоке. Качество и результат сварки зависит от скорости подачи проволоки и газа.
Для людей, которые не имеют профессиональных навыков и опыта в сварочной сфере, правильным будет выбрать именно такой аппарат.
Сварка полуавтоматом для начинающих – видео онлайн уроков наглядно покажет, как проходит сам процесс и что нужно знать.Техника безопасности – обязательное условие для сварки непрофессионалами
Подборку видеоматериалов по теме самостоятельной сварки можно без труда найти в интернете. Любой материал расскажет, как проходит сварка полуавтоматом, видео уроки помогут лучше разобраться в этом процессе. Но, главное, не забывать о правилах безопасности.
Любой материал расскажет, как проходит сварка полуавтоматом, видео уроки помогут лучше разобраться в этом процессе. Но, главное, не забывать о правилах безопасности.
Техника безопасности очень важна и порой помогает сохранить здоровье человека, поэтому не стоит ей пренебрегать. Основные правила:
- иметь защитную маску, которая предотвращает попадание искр на участки кожи лица и в глаза;
- специальные перчатки, которые должны быть прорезинены и отличаться высоким качеством, иначе можно повредить руки;
- огненепроницаемая одежда и обувь. Обувь должна иметь резиновую подошву, а кроме того, в ходе работы под ноги кладется резиновый коврик.
Итак, теперь мы знаем, что такое безопасная сварка полуавтоматом для начинающих, видео уроки помогли изучить основы техники безопасности.
В чем разница между ручной и автоматической сваркой, что такое ручная дуговая сварка, сварочный аппарат, сварка полуавтоматом, видео уроки помогут ответить на все эти вопросы.
Любители работать дома, что-то мастерить и варить, обычно имеют в своем арсенале инструментов самый простой сварочный аппарат. Этого вполне достаточно для работы в домашних условиях. Не нужно запасаться профессиональными аппаратами и тратить на них огромные суммы.
Безусловно, такие приборы выполнят работу качественнее, но видео уроки сварки полуавтоматом, помогут разобраться и обойтись недорогим аппаратом.
Классификация сварочных аппаратов. Инструкция по использованию
Прежде, чем приступать к работе, нужно изучить виды сварочных аппаратов и принципы их действия. Правильный подход и хорошая подготовка помогут избежать травм и качественно выполнить работу.
По типу проволоки различают:
- универсальные аппараты;
- соединяющие стальную проволоку;
- соединяющие алюминиевую проволоку.
По уровню защиты, они классифицируются на:
- в газах защиты;
- защищены слоем флюса;
- защищены с помощью порошковой проволоки.


По характеру перемещения бывают:
- передвижные;
- стационарные;
- переносные.
Для того, чтобы качественно и правильно варить металл, чтобы результат был долговечен, нужно соблюдать правила, прописанные в инструкции: правильно подбирать режимы, настраивать скорость, нужные параметры и обязательно изучить технику безопасности.
Следуя инструкции, можно выбрать вид сварочного аппарата и метод самой сварки.
Как видим, техника достаточно проста и научиться этому процессу можно самостоятельно, просмотрев курс видео уроков.
Поделитесь со своими друзьями в соцсетях ссылкой на этот материал (нажмите на иконки):
основы сварки металла полуавтоматом в среде углекислого газа для новичков, все азы. Как правильно варить своими руками?
Ремонтные и обслуживающие работы в частном доме нужны довольно часто. Да и в квартире такой запрос – не редкость. Владельцы автомобилей тоже знают, что ремонт своими руками обходится гораздо дешевле, чем регулярное привлечение помощи специалистов. И сварка является тем ремонтным процессом, овладение которым выручает в самых разных ситуациях. И учиться сварке, конечно, никогда не поздно. В данной статье рассмотрим основы сварки для начинающих.
Основные правила
Лучший способ освоить сварку для начинающих – записаться на профессиональные курсы либо просто пойти в подмастерья: попросить мастера взять себя в помощники. Активное наблюдение за процессом с комментариями специалиста быстрее поможет научиться основам сварки. Но если обе вышеописанные возможности не являются доступными, есть другой вариант – даже теоретические азы полезны для новичков. Сначала теория, общее понимание процесса, а потом можно и практиковаться.
Активное наблюдение за процессом с комментариями специалиста быстрее поможет научиться основам сварки. Но если обе вышеописанные возможности не являются доступными, есть другой вариант – даже теоретические азы полезны для новичков. Сначала теория, общее понимание процесса, а потом можно и практиковаться.Электросварка – метод, при котором для нагрева и дальнейшего расплавления металлов применяют электродугу.
Термические показатели электродуги способны достичь 7000 градусов, что превысит температуру плавления большей части металлов. Процесс сварки происходит следующим образом:
- чтобы электродуга поддерживалась и работала, ток подают от агрегата к электроду;
- электродный стержень, касающийся основания варки, вызывает прохождение сварочного тока;
- под действием такого тока и формируемой дуги электрод и в дополнении к нему металлокромки элементов действия будут плавиться;
- из данного расплава выходит сварочная ванна, в ней расплавленный электрод смешивается с базовым металлом;
- на ванне появляется плавленый шлак, образующий пленку защиты;
- когда дуга отключается, металл постепенно остывает, так получается шов с окалиной, когда материал остынет полностью, окалину счищают.
Для этого процесса используют плавящиеся и неплавящиеся электроды. Если это плавящийся электрод, то сварочный шов образуется за счет введения в расплав присадочной проволоки. Если электрод неплавящийся, ничего такого не потребуется. Чтобы образовать и поддержать в рабочем состоянии электродугу, пользуются спецоборудованием. Это сварочный агрегат.
Чтобы образовать и поддержать в рабочем состоянии электродугу, пользуются спецоборудованием. Это сварочный агрегат.
Выбираем сварочный аппарат
- Сварочный генератор. Он может продуцировать электрическую энергию, которая будет использоваться на создание дуги. Он полезен в тех местах, где еще не удалось провести электричество. Но он слишком большой по весу, такие габариты не дают право сказать, что аппарат действительно удобен в использовании.
- Сварочный трансформатор. Данный агрегат может преобразовывать переменное напряжение, которое подается от сети, в переменное напряжение той частоты, что и требуется для сварки. Такое оборудование легче в использовании, но также не самое компактное. Еще один потенциальный «минус» – скачки напряжения в сети.
- Сварочный выпрямитель. Данная техника трансформирует напряжение, подаваемое от сети, в постоянный ток, без которого не образуется дуга. И уже выпрямители считаются компактной техникой с высоким КПД.
Для домашних нужд эксперты советуют приобретать выпрямители инверторного типа. Их чаще зовут просто инверторами. Это компактное оборудование, которое в ходе манипуляций вешается на плечо.
А принцип его устройств прост и понятен даже новичку. Инверторы хороши и тем, что экономичны. Работать могут от бытовой сети. Главное, что они обеспечивают стабильную дугу.
Инверторы хороши и тем, что экономичны. Работать могут от бытовой сети. Главное, что они обеспечивают стабильную дугу.
Правда, у такого оборудования есть и недостаток – стоимость. На него придется раскошелиться.
Если в таком сложном виде деятельности человек еще совсем неопытен, а консультант в магазине техники начинает сыпать словами «автомат и полуавтомат», «электрод двойка», «переноска», следует попросить его вначале просто показать инверторы. И именно те, которые будут полезны для опыта в сварке и безопасны, а уже потом – все остальное.
Подбор экипировки
К остальному относится и экипировка. Это защитный костюм сварщика. Он защитит человека от металлических брызг, вспышек ультрафиолета и его потоков. Обычный комплект, как правило, включает маску, подшлемник, рабочий костюм/робу и плотные спецперчатки. Эксперты советуют приобретать маску «хамелеон», оснащенную автоматическим затемнением. Если такого костюма нет, теоретически можно использовать и другую одежду, скроенную из очень плотной ткани.
В домашних условиях этого может быть достаточно. Но маска и перчатки все равно обязательны.
В этом пункте стоит сказать о правилах безопасности.
- Категорически запрещено проводить сварочные работы в помещении, где нет огнетушителя. Его наличие обязательно.
- Всю экипировку надевать нужно строго до начала работ. Если дугу зажечь без защитной маски, получится ожог сетчатки глаз. И, что особенно тревожно, симптомы этого недуга проявляются не сразу, то есть человек продолжает работать со сваркой, ухудшая положение.
- Капли для глаз – такая же необходимая вещь, как и огнетушитель. Они могут не пригодиться, но быть рядом должны. Даже опытные сварщики страдают от ожогов сетчатки (они это называют – «нахвататься зайчиков»), вот только в их случаи зрение страдает из-за высокого объема работ. Новички же рискуют в силу своей неопытности.
- При сварке металла человек находится в окружении деталей, которые нагреты до высоких термических показателей. И к ним нельзя прикасаться до полного остывания, иначе ожоги неизбежны.
Если с правилами знакомы, экипировка в полном порядке, работать будет безопасно. Осталось только теоретически разобраться, что же представляет собой технология сварки.
Технология
Сначала следует найти верстак либо иное подходящее основание. Оно должно быть сделано из негорючего материала. То есть деревянный стол как основание под сварку никак не подойдет. Рядом со сварочным оборудованием не должно находиться ничего, что может легко воспламениться.
Оно должно быть сделано из негорючего материала. То есть деревянный стол как основание под сварку никак не подойдет. Рядом со сварочным оборудованием не должно находиться ничего, что может легко воспламениться.
Подготовка
Рядом с собой сварщик должен поставить ведро с водой – на случай спасения от угрозы возгорания. Надо найти безопасную зону, где будут складироваться остатки уже использованных электродов. Все же даже маленький электрод способен стать причиной пожара.
Необходимо настроить сварочный ток и взять электрод. Электроды берутся 2–5 мм. Ток выставляется зависимо от того, какой толщины будут детали, и как именно будет свариваться материал. На корпусе агрегата обычно указана сила тока.
Если электроды только приобретены в магазине, их качество обычно не вызывает сомнений. Но если электроды не новые, и хранились они в помещении без отопления, достаточно влажном, их обязательно нужно высушить.
И не просто высушить, а сделать это при температурном показателе +200 градусов. Старый духовой шкаф (электрический) подойдет для этого.
При выборе электродов необходимо придерживаться следующих советов:
- тройкой обычно варят металл толщиной до 5 мм;
- для металла толщиной 1,5–3 мм берут электрод диаметром 2–2,5 мм;
- электроды в 4 мм в домашних условиях практически не используют, домовая сеть с ними не справится.
Об ориентировании деталей: для новичка проще работать на горизонтали. Контроль сварочной ванны выполнять в таком виде проще. Сила тяжести будет давить на расплав в направлении сверху вниз, не сдвигая его. Присадочный металл электрода перенесется в образуемый шов. Поэтому начинающие сваркой занимаются на столе, а сбор укрупненных деталей ведут «по месту».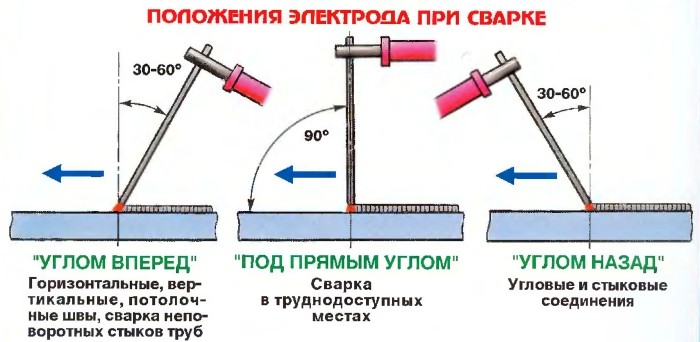 Но и вертикальной сварке несложно научиться, вопрос времени.
Но и вертикальной сварке несложно научиться, вопрос времени.
А вот потолочной методикой занимаются исключительно профессионалы, новичкам лучше на нее не замахиваться.
И еще о выставлении тока: сварочный ток коррелирует с толщиной электрода. Техника ограничивает лишь нижние границы тока. Для электрода-двойки переключатель ставится на 70–80 А, для тройки – 100–140 А. Сначала нужно выставлять ток немного выше минимума, а потом поднимать его показатель.
Важно! Силовой режим выбран грамотно, если звук сварки похож на растрескивание, неправильно – если та гудит либо булькает.
Сварочные работы
Следует рассказать о вариантах сварки, прежде чем перейти к пошаговой инструкции. Сварка бывает стыковой, внахлест, угловой и тавровой. В первом виде работает практически прямой электрод, в других случаях электрод придется наклонять. Провариваться будут две детали, которые расположены в перпендикулярных областях.
Чтобы научиться правильно варить, нужно придерживаться нескольких шагов.
- Поджиг. Чтобы зажечь дугу, нужно осуществить чирканье электродом по детали, как сделали бы это спичкой. Чиркать надо по траектории шва, иначе есть риск испортить базу. Электрод немного наклоняется к вертикали, выдерживая угол примерно в 30 градусов.
 Электрод немного наклоняется к вертикали, выдерживая угол примерно в 30 градусов.
Электрод немного наклоняется к вертикали, выдерживая угол примерно в 30 градусов.- Контроль электродуги и образование сварочной ванны. Когда дуга разогрелась, ее надо подвести к началу шва и ждать, пока металл расплавится. Так, под электродом через пару секунд образуется красный фрагмент, так горит флюс. Потом пятно появится оранжевое, с рябью – это плавится металл.
- Как держать электрод. Практически вертикально, с уходом в сторону шва не далее чем на 40 градусов. Между элементом и электродом выдерживается дистанция в 3 мм.
- Образование шва. Появляется сварочная ванна, когда возникает оранжевое пятно, и поверхность этого пятна рябит, подрагивает. С начала поджига электродуги металлический расплав (то есть ванна) появится через 2 или 3 секунды, и электрод надо перенаправить на 1–2 мм к шву. Потом снова нужно дождаться оранжевого пятна, только уйдет на это меньше секунды. И вот так, поступательно, по миллиметру выполняется сварка.
- О положении и типе движения. Обязательно следует выдерживать корректный наклон, не играть с отрывом от рекомендованного угла. Если электрод наклонить сильнее, дуга потолком просто оттолкнет назад сварочную ванну. И шов выйдет высоким, отчего прогрев металла усложнится. Получается, что электродный наклон руководит высотой будущего шва. Правильным можно назвать шов, по параметрам высоты выходящий «заподлицо» к свариваемым основаниям. Важно держать дуговой интервал. Если слишком откровенно касаться электродом элемента, возникнет замыкание. На агрегате система защиты даст об этом знать. Поэтому ориентироваться надо на высоту, при которой при наклоне электрода деталей выйдет касаться лишь его обмазкой.

- Контролировать качество сварочной ванны надо зрительно. Оценивать важно и ее саму, и задний шов. На саму дугу смотреть не надо. Шов должен быть равномерным. Поначалу не все будет идеально, и не нужно стремиться сварить шов только одной электродугой. Надо замедлиться, разглядеть шовное сечение. Если на шве кратеры и прожиг до получения тонкого металла и явных «дырок», значит, сила чрезмерна. Если на ножке шва шарик – значит, силы тока недостаточно. А вот если на шве чешуйка/бугорок – это правильно.
- Завершение сварки. В завершении работы не нужно убирать электрод одномоментно. Имеет смысл в зоне действия сделать маленький круг, с внесением металла. В противном случае в месте отрыва дуги появится совсем нежелательный кратер. Отрывать электрод стоит легким чирканьем. Остывший и почерневший в результате шлак удается со шва молотком и жесткой щеткой. Если процесс выполнен корректно, он отскочит большими хлопьями, в металлическом шве включений шлака не будет.
Такие уроки – только теоретическая подготовка, без претензии на детальное руководство. Но сварка и не требует быстрого научения, придется вспомнить и курс школьной физики с его переменным и постоянным током, процессами в среде углекислого газа. А главное – требуется вспомнить все правила безопасности. Не стоит жалеть время на подготовку: информирован – значит, вооружен и риски неудачной работы низки.
Об основах сварки для начинающих смотрите далее.
 youtube.com/embed/ZiL3q_5hc6k?modestbranding=1&iv_load_policy=3&rel=0″/>
youtube.com/embed/ZiL3q_5hc6k?modestbranding=1&iv_load_policy=3&rel=0″/>
азы, технология, выбор тока, техника ручной дуговой сварки
Секреты сварки электродом или что нужно знать новичку
Сварка электродом — достаточно сложный технологический процесс. Но если нужно научиться варить для себя, то, начинать обучение, лучше всего на практике. Взяли электрод, вставили его в электрододержатель, и, попробовали варить. Сначала толстый металл, затем тонкий, поменяли положение сварки. Так приходит опыт.
Что же касается знаний, то их можно получить из книг или интернета. Сегодня с этим проблем абсолютно никаких нет, было бы желание учиться и познавать что-то новое. В этой статье я хочу поделиться с читателем секретами сварки электродом. Надеюсь, статья станет полезной для многих, кто хочет научиться варить инвертором.
Выбор электрода
Этот инструмент, предназначенный для сварки, представляет собой стержень из металла, имеющий особое покрытие, которое называется обмазкой. При сварке сердечник начинает плавиться. Обмазка, сгорая, выделяет газ, который будет служить защитой для шва от неблагоприятного воздействия кислорода в воздухе, способствующего созданию окислов.
При выборе электрода следует обратить внимание на материал сердечника, который должен быть похожим на составные части свариваемых изделий. Существуют электроды, предназначенные для сваривания следующих материалов:
- углеродистая сталь;
- легированная сталь;
- высоколегированная сталь;
- нержавейка;
- жаростойкая сталь;
- алюминий;
- чугун.
Этим не исчерпывается полный список материалов. В быту наиболее частое применение находит не толстая конструкционная сталь.
Существуют следующие типы покрытия электродов:
- Основной.
- Рутиловый.
- Кислый.
- Целлюлозный.
Каждый из них решает свою задачу. Основная и целлюлозная обмазки применяются для сварки постоянным током. Могут использоваться при работах на ответственных конструкциях. Достоинствами рутилового покрытия являются легкость поджига и небольшое разбрызгивание раскаленного металла.
Основная и целлюлозная обмазки применяются для сварки постоянным током. Могут использоваться при работах на ответственных конструкциях. Достоинствами рутилового покрытия являются легкость поджига и небольшое разбрызгивание раскаленного металла.
При использовании электродов, имеющих кислое покрытие, происходит легкое отделение шлака. Но в замкнутом пространстве такой вид использовать не рекомендуется, поскольку это может нанести вред здоровью сварщика. Наиболее широко применяемыми являются электроды, имеющие основное и рутиловое покрытия. Они подходят для начинающих сварщиков.
При выборе диаметра учитывают толщину свариваемых деталей. Тонкие металлы предпочтительнее сваривать полуавтоматами или инверторами. Также имеются советы по настройке тока. Они соответствуют рекомендациям, как правильно варить электродной сваркой. Существует зависимость его от диаметра выбранного электрода.
Сварочный ток подбирают соответственно расчету: 20-30 А на каждый миллиметр диаметра электрода. В пределах этого разброса учитываются также пространственное положение шва, толщина свариваемых металлов, количество слоев.
Достаточную информацию о различных электродах при выборе среди них подходящих к конкретному виду сварки можно получить на маркировке этих инструментов. Разобраться в ней не составит большого труда.
 youtube.com/embed/k9dPio3_ZA0?feature=oembed” frameborder=”0″ allow=”accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture” allowfullscreen=””/>
youtube.com/embed/k9dPio3_ZA0?feature=oembed” frameborder=”0″ allow=”accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture” allowfullscreen=””/>Секреты и техника сварки инвертором для начинающих
В этой части мы ответим на самые распространённые вопросы начинающих сварщиков.
benyaПользователь FORUMHOUSE
Я делаю забор из профлиста. Хочу приварить к столбам уголки. Раньше никогда сваркой не занимался. Опыта нет. Посоветуйте с чего мне начать, чтобы сделать надёжно, и как правильно варить сварочным инвертором?
Советы от участника FORUMHOUSE с ником vodovoz:
- Для сварки возьмите обычный бытовой сварочный инвертор.
- Оптимальный диаметр электрода – 2.5 мм, «трешка» требует большего тока.
- Разожгите электрод. Для этого чиркните им по ровной металлической поверхности.
- Сварочный шов ведите восьмерками. Начиная снизу-вверх с шагом не более 1 мм.
- Не варите изделие сразу от начала и до конца. Сделайте пару прихваток, чтобы металл не повело из-за нагрева разных сторон.
- Если после сварки и отбивки шлака остались пустоты, проварите эти места еще раз.
- Отбейте шлак. Береги глаза! Одевайте защитный очки или делайте это в сварочной маске хамелеоне.
HukToПользователь FORUMHOUSE
Самый ходовой электрод в быту – «тройка». Стандартные инверторы тянут «четверку», а больше вам и не надо. Менять и подбирать силу тока можно в процессе сварки, подбирая оптимальный режим. Выставите слишком много – прожжёте дырку, слишком мало – электрод прилипнет.
В копилку знаний:
- Сварочные швы бывают горизонтальные, вертикальные и потолочные.
- Самый простой для новичков — горизонтальный.
- Качественный вертикальный шов сделать особенно сложнее из-за некомфортных условий работы.
Задача сварщика – «слепить» друг с другом две кромки свариваемого металла и наплавить сверху шва, расплавленный металл из стержня электрода.
Чтобы приварить стальной уголок к металлическому столбу, лучше использовать струбцины или магнитные угольники. Если попросить друга помощи подержать заготовку, то он может нахвататься «зайчиков» и получить ожог из-за брызг расплавленного металла.
JamesDouglasПользователь FORUMHOUSE
А как точно определить оптимальный сварочный ток?
Сергейб3Модератор FORUMHOUSE
Возьмите металлическую заготовку. Выставите ток побольше и варите. Если прожигаете металл, уменьшайте ток. Найдите ту силу тока, при которой вам будет комфортно варить без прожига металла. Опыт нарабатывается практикой. Потренируйтесь на ржавых кусках металла, набейте руку. После нескольких электродов, сожжённых на прихватках по ржавчине, потом, на хорошем металле, дело пойдет быстрее.
efhПользователь FORUMHOUSE
Мой совет: тщательно зачищайте свариваемые детали и стыки от ржавчины и краски до чистого металла.
Сергейб3Модератор FORUMHOUSE
Хороший совет. Ещё можно научится варить красивые швы на вертикале. После выполнения такой тренировки, горизонтальный шов становится идеальным.
Подготовка
Перед началом процесса следует подготовить сварочный аппарат и проверить его работоспособность. Убедиться, что имеется достаточное количество электродов, подходящих для конкретных материалов. Для отбивания шлака потребуется молоток или кувалда, а для уборки кусочков — щетка.
Сварка не является безопасным процессом, поэтому потребуется защитный костюм для сварщика, маска со светофильтром, рукавицы, прочная обувь. Около места проведения сварки должна находиться емкость с водой. Рядом не должно быть легковоспламеняющихся предметов. Остатки шлака следует убирать сразу после окончания. Электродуговую сварку для начинающих следует проводить под присмотром опытного специалиста.
 youtube.com/embed/8rva-UEbfLM?feature=oembed” frameborder=”0″ allow=”accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture” allowfullscreen=””/>
youtube.com/embed/8rva-UEbfLM?feature=oembed” frameborder=”0″ allow=”accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture” allowfullscreen=””/>Необходимые инструменты
Для сварочных работ необходим набор инструментов и спецзащиты. Это непосредственно сам сварочный аппарат, электроды, молоток и щетка. Диаметр электродов зависит от материала, над которым предстоит работать.
Не стоит забывать и о защите. Для защиты глаз обязательно необходима сварочная маска, также нужно надеть одежду из плотного материала и замшевые перчатки и прочную обувь. Еще пригодятся приборы, преобразующие переменный ток в постоянный — это выпрямитель, инвертор или трансформатор.
Процесс сварки
Технология сварки электродом состоит из нескольких этапов. Электрод подключают к сварочному аппарату для получения переменного тока. Если предполагается использовать постоянный ток, то потребуется выпрямитель. При касании электродом металла или чирканьем по нему появляется электрическая дуга. Ее сверхвысокая температура обеспечивает расплав металла и конца стержня с обмазкой.
Одним из обстоятельств, как правильно делать сварку электродом, является грамотное его подключение. При подсоединении к изделию анода будет происходить ручная сварка с прямой полярностью. Если подсоединить отрицательный полюс, то полярность будет обратная. Подключать электрод прямым или обратным способом зависит от толщины изделия. Для тонких металлов применяют обратное включение, а при толщине более 0,3 см — прямое.
Методика сварки электродом требует выбора правильного тока на сварочном аппарате. Устройство имеет два кабеля — один с зажимом, а второй с держателем для электрода. Зажав надежно электрод в держателе, зажигают дугу касанием или чирканьем.
При методе касанием электрод держат перпендикулярно по отношению к свариваемой поверхности. Коснувшись, его отводят на небольшое расстояние. Чирканье осуществляется плавным движением, а затем электрод так же отводят в сторону. В случае, когда зажигание дуги не произошло, надо попробовать увеличить силу тока.
Чирканье осуществляется плавным движением, а затем электрод так же отводят в сторону. В случае, когда зажигание дуги не произошло, надо попробовать увеличить силу тока.
Перед тем, как варить электродом, следует правильно выбрать его диаметр, что находится в прямой зависимости от толщины металлических деталей. Допустим, что необходимо сварить изделия, поперечный размер которых составляет 3 мм. Из таблицы видно, что для принятия решения, как правильно варить электродом 3 мм, выбирают электроды, имеющие диаметр величиной от 2 до 3 мм.
Методика, как правильно варить электродом, говорит о том, что по мере постепенного сгорания его постоянно приближают к металлической поверхности. Если произойдет залипание, то следует оторвать проводник, покачивая его в разные стороны.
Выбор аппарата для бытовой сварки
Видов сварки сегодня очень много. Но большинство из них предназначены для специальных работ или рассчитаны на промышленные масштабы. Для бытовых нужд вряд ли потребуется овладевать лазерной установкой или электронно-лучевой пушкой. Да и газовая сварка для начинающих – не самый лучший вариант.
Самый простой способ расплавить металл для соединения деталей – точечно воздействовать на него высокой температурой электрической дуги, возникающей между элементами с разными зарядами.
Электрическая дуга
Именно этот процесс обеспечивают аппараты для электродуговой сварки, работающие от постоянного или переменного тока:
- Сварочный трансформатор варит переменным током. Для новичка такой аппарат вряд ли подойдет, так как работать с ним сложнее из-за «скачущей» дуги, для управления которой нужен немалый опыт. К другим минусам трансформаторов можно отнести негативное влияние на сеть (вызывает скачки напряжения, которые могут привести к поломке бытовой техники), сильный шум при работе, внушительные габариты прибора и большой вес.
Сварочный трансформатор
- Инвертор имеет множество преимуществ перед трансформатором. Он вызывает электродугу постоянным током, она не «скачет», поэтому процесс сварки проходит более спокойно и контролируемо для сварщика и без последствий для домашней техники. Кроме того, инверторы компактны, легки и практически бесшумны.
 Он вызывает электродугу постоянным током, она не «скачет», поэтому процесс сварки проходит более спокойно и контролируемо для сварщика и без последствий для домашней техники. Кроме того, инверторы компактны, легки и практически бесшумны.
Он вызывает электродугу постоянным током, она не «скачет», поэтому процесс сварки проходит более спокойно и контролируемо для сварщика и без последствий для домашней техники. Кроме того, инверторы компактны, легки и практически бесшумны.Поэтому если перед вами стоит задача, как научиться варить электросваркой, то лучше всего приобрести инверторный аппарат.
Сварочный инвертор
Положение электрода
Наука, как правильно сваривать металл электросваркой, говорит о том, что важной составляющей процесса является нужное расположение электрода.
Правила сварки металла электродом предусматривают три варианта: угол вперед, назад и прямой. Угол отклонения от вертикали находится в диапазоне 30-60 градусов. При положении «углом вперед» сварщик следует за электродом. Шлак начнет перемещаться к сварочной ванне, накрывая расплавленную часть металла. Небольшое количество шлака вытесняет более тяжелый металл. При увеличении шлака уменьшают угол наклона электрода. При более критическом состоянии электрод устанавливают прямо, а через некоторое время возвращают на место.
Прямой угол — это вариант того, как держать электрод при сварке в месте, доступ куда затруднен. Шов при этом способе образуется ровный и красивый.
При варианте «углом назад» наблюдается обратная картина. Жидкий шлак отбрасывается назад и находится позади сварочной ванны. Из существующих вариантов следует выбирать такой угол, чтобы жидкий шлак поступал за электродом и покрывал расплавленный металл. Такой вариант обеспечивает глубокую проплавку.
Если соблюдать советы, как правильно держать электрод при сварке, то делать сварку станет легче, а шов будет более качественным.
Сваривание тонких листов металла
Прежде всего следует обратить внимание на полярность подключения, исходя из того, что положительный полю прогревается больше и, следовательно, будет лучше плавиться. То есть, если плюс подключить к тонкому листу, высока вероятность того, что он будет прожжен. Плюс к электроду заставляет его быстрее плавиться. Исходя из вышесказанного, лучше придерживаться обратной последовательности подключения. Минус – к листу, а электрод присоединить к положительному полюсу.
Любителям и начинающим сварщикам, которые планируют работать с тонким металлом, нужно усвоить несколько простых правил:
- Сваривать поверхность желательно на минимально рекомендуемой силе тока.
- Шов накладывают углом вперед.
- Сварку подключают в обратной полярности.
- Чтобы избежать деформации заготовок, их надо хорошо закрепить перед сваркой.
- Когда возникает потребность поставить прихватки (длина заготовки более 0,5 метра), начинать нужно с середины деталей и двигаться к краям.
Расстояние между электродом и деталью
Имеет немаловажное значение, на каком расстоянии держать электрод при сварке. Это влияет на форму, ширину, шероховатость шва. В зависимости от этого параметра находится и длина электрической дуги. Идеальной считается сварочная дуга длиной 2-3 мм.
Небольшое расстояние следует выбирать, когда предстоит сваривание толстых деталей. Поперечные движения становятся необязательными. Короткая дуга получается, когда расстояние от конца электрода до металлической поверхности равно половине диаметра электрода. Такая дистанция увеличивает глубину проплавки. Ширина шва уменьшается. Короткая дуга актуальна для получения вертикального шва, но может использоваться и при других положений и всех типов соединений.
Дуга средней величины равняется диаметру сварочного электрода. Шов значительно расширяется, а напряжение становится больше. При таком расстоянии сварки увеличиваются ток и глубина проплавления, а ширина шва и напряжение уменьшаются. Достоинством является отличная защищенность ванны. Средняя дуга возникает при расстоянии между электродом и металлической поверхностью, равным или немного превосходящим диаметр электрода.
Длинная дуга в полтора раза превышает диаметр электрода. Это не особенно желательно, поскольку шов становится слишком широким, глубина проплавления уменьшается, а брызги раскаленного металла начинают лететь во все стороны. В сварочном шве будут формироваться поры. Значительно снижается защита ванны.
Что необходимо знать начинающему сварщику
Электросваркой принято называть соединение металлических заготовок при помощи электрической дуги. Пропущенный ток между электродом и металлом вызывает большую температуру, которая плавит металл и переносит его в сварочную ванну. Таким образом, появляется сварочный шов.
Чтобы быстро научиться варить инвертором, необходимо усвоить несколько важных правил, а именно:
- Безопасность превыше всего. Нельзя варить без хорошей маски сварщика, плотной одежды и надежной обуви;
- Чтобы научиться быстро варить, понадобится усвоить определённые азы электросварки. В первую очередь это выбор электродов и сварочного тока.
Ниже будут представлены первые шаги электросварщика, с которых следует начинать учиться варить.
Технология
Суть сварки электродом заключается в том, что на металл происходит воздействие высокой температуры. Между электродом и металлической поверхностью возникает дуга, происходит плавление и образование сварного шва. Однако, получить качественный, прочный и красивый сварной шов можно только изучив все тонкости того, как правильно варить сваркой электродами и типы швов, а так же, как правильно вести электрод при сварке металла.
Сварка одиночными электродами состоит из следующих этапов:
- Выбор электрода.
- Установка тока необходимой величины.
- Поджог дуги.
- Определение с расположением электрода.
- Выбор, как вести электрод при сварке.
- Формирование шва.
- Контроль зазора.
- Выявление дефектов и их ликвидация.
Повышенную трудность представляет собой сварка тонкого металла. Она заключается в опасности появления прожогов. Этот дефект относится к категории недопустимых, поскольку значительно снижает прочность конструкции. Чтобы уменьшить температуру свариваемого материала, следует величину тока сделать минимальной. Сварку надо вести с обратной полярностью. Шов следует делать прерывистым.
Сильное коробление шва предотвратит перемещение электрода в разные зоны, чтобы дать возможность небольшого остывания на предыдущем участке. Если металл не просто тонкий, а очень тонкий, то придется прибегать к непопулярному методу — периодическому прерыванию дуги. При окончании процесса сварки следует заварить кратер.
После окончания формирования шва необходимо выявить наличие дефектов. Наружные изъяны можно определить внешним осмотром. Применение лупы с большим увеличением поможет найти микродефекты. Для определения внутренних дефектов существует контроль с применением специальных приборов. Имеется возможность обратиться в лаборатории, специализирующиеся на контроле сварных соединений, в которых работают профессиональные сотрудники, и имеется оборудование, проходящее обязательную поверку.
Азы электросварки
Сварное соединения металла на сегодня — самое надежное: куски или детали сплавляются в единое целое. Происходит это в результате воздействия высоких температур. Большинство современных сварочных аппаратов для расплавления металла используют электрическую дугу. Она разогревает металл в зоне воздействия до температуры плавления, причем происходит это на небольшой площади. Так как используется электрическая дуга, то и сварка называется электродуговой.
Это не совсем правильный способ сварки)) Как минимум, вам нужна маска
Виды электросварки
Электрическая дуга может образовываться как постоянным, так и переменным током. Переменным током варят сварочные трансформаторы, постоянным — инверторы.
Работа с трансформатором — более сложная: ток переменный, потому сварная дуга «скачет», сам аппарат — тяжелый и громоздкий. Еще немало напрягает шум, который издает при работе и дуга и сам трансформатор. Имеется еще одна неприятность: трансформатор сильно «садит» сеть. Причем наблюдаются значительные скачки напряжения. Этому обстоятельству очень не рады соседи, да и ваша бытовая техника может пострадать.
Инверторы в основном работают от сети 220 В. При этом они имеют небольшие габариты и вес (прядка 3-8 килограммов), работают тихо, почти не оказывают влияния на напряжение. Соседи и не узнают, что вы начали пользоваться сварочным аппаратом, если только не увидят. К тому же, так как дуга вызвана постоянным током, она не прыгает, ее проще перемешать и контролировать. Так что если вы решили научиться сваривать металл, начитайте со сварочного инвертора. О выборе инверторного сварочного аппарата читайте тут.
Технология сварочных работ
Для возникновения электрической дуги необходимы два токопроводящих элемента с противоположными зарядами. Один — это металлическая деталь, а второй — электрод.
Электроды, которые используются для ручной электродуговой сварки, представляет собой сердечник из металла, покрытый специальным защитным составом. Бывают еще графитовые и угольные неметаллические сварочные электроды, но они используются при специальных работах и начинающему сварщику вряд ли пригодятся.
При касании электрода и металла, имеющих разную полярность, возникает электрическая дуга. После ее появления, в том месте, куда она направлена, начинает плавиться металл детали. Одновременно плавится металл стержня электрода, переносясь с электрической дугой в зону плавления: сварную ванну.
Как образуется сварная ванна. Без понимания этого процесса вы не поймете, как варить металл правильно (Чтобы увеличить размер картинки щелкните по ней правой клавишей мышки)
В процессе также горит защитное покрытие, частично плавясь, частично испаряясь и выделяя некоторое количество раскаленных газов. Газы окружают сварную ванну, защищая металл от взаимодействия с кислородом. Их состав зависит от типа защитного покрытия. Расплавленный шлак также покрывает металл, способствуя еще и поддержанию его температуры. Чтобы правильно варить сваркой, необходимо следить за тем, чтобы шлак покрывал сварную ванну.
Сварной шов получается при движении ванны. А двигается она при перемещении электрода. В этом и заключается весь секрет сварки: нужно с определенной скоростью передвигать электрод. Важно также в зависимости от требующегося типа соединения правильно подбирать его угол наклона и параметры тока.
По мере остывания металла на нем формуется корка шлака — результат горения защитных газов. Она также защищает металл от контакта с кислородом, содержащимся в воздухе. После остывания его оббивают молотком. При этом разлетаются горячие осколки, потому защита глаз обязательна (надевайте специальные очки).
О том, как сделать из баллона или бочки мангал можно прочесть тут. Как раз попрактикуетесь.
Движения электрода
Перед началом процесса необходимо определиться, как водить электродом при сварке конкретных изделий. Существует три вида перемещения электрода:
- вдоль его собственной оси называется поступательным;
- вдоль оси шва является прямолинейным;
- колебательные движения хорошо прогревают кромки и применяются наиболее часто.
Колебательные движения могут выписывать различные рисунки: елочку, лесенку, треугольники и многие другие. От этого выбора зависят ширина шва и прочность соединения. Имеется также разделение движений электрода по направлению.
Как правильно вести электрод при сварке зависит от конкретного вида соединения, расположения шва в пространстве и предыдущего опыта сварщика или его желания осваивать новые технологии сварки.
Как правильно выбрать ток
Помимо скрепления металла перед сваркой, нужно знать, какое значение тока выставлять в определенных ситуациях. Все зависит от толщины металла, над которым производится работа и диаметра электрода.
Но иногда может внезапно упасть напряжение, инвертор не сможет сам среагировать на эту ситуацию. В этом случае нужно просто замедлить передвижение электрода, добиваясь прогрева. Еще может помочь повторное проведение электродом по швам. Если и это не помогает, можно поставить электрод меньшего диаметра.
Преимущества метода
К достоинствам сварки электродом относятся:
- возможность сваривания при всех положениях шва в пространстве;
- возможность соединения деталей, выполненных из разных материалов;
- формирование шва в труднодоступных местах;
- легкость обучения, как варить сваркой электродами;
- возможность сваривания деталей различной толщины;
- простота технологии;
- невысокая стоимость.
Недостатками являются вредные условия работы, низкая производительность, зависимость качества получаемого шва от квалификации сварщика.
Возможные дефекты сварочных соединений и швов
Электрическая сварка –это сложный процесс и не всегда все идет гладко.
В результате ошибок в работе швы и соединения могут иметь различные дефекты, среди которых:
- Кратеры. Небольшие углубления в валике сварочного шва. Могут появляться в результате обрыва дуги или ошибки в выполнении конечного фрагмента шва.
- Поры. Сварочный шов становится пористым в результате загрязнения кромок деталей ржавчиной, маслом и др. Кроме того, пористость может появиться при слишком быстром охлаждении шва, при высокой скорости сварки и при работе непросушенными электродами.
- Подрезы. Выглядят как небольшие углубления с обеих сторон шовного валика. Появляются при смещении электродов в направлении вертикальной стенки при сваривании угловых соединений. Помимо этого, подрезы образуются при работе длинной дугой или если значения сварочного тока слишком высоки.
- Включения шлака. Внутри сварочного валика находятся кусочки шлака. Это может случиться при загрязнении кромок, высокой скорости сварки или в том случае, если сварочный ток слишком мал.
Это наиболее часто встречающиеся дефекты сварочных швов, но могут быть и другие.
Дополнительная информация по свариванию вертикальных и горизонтальных швов электросваркой представлена в этой статье.
Ошибки при использовании электродов
Ошибки при сварке электродом приводят к созданию некачественного шва и образованию в нем дефектов. К ним относятся:
- Неумение держать дугу, что приводит к неравномерному расплавлению. Результатом является неровный и грубый шов.
- Использование при сварке влажных электродов.
- Неправильный выбор длины сварочной дуги.
- Слишком быстрое или слишком медленное перемещения электрода.
- Отсутствие подготовки поверхности металлических поверхностей или некачественное ее проведение.
- Неправильно выбранный наклон электрода.
Важным является проверка работоспособности сварочного аппарата.
Немного теории перед первыми шагами
Новичкам совсем не помешает освоить основные принципы работы инвертора перед тем, как включить его. Основную нагрузку будет нести сеть энергоснабжения. Если старые агрегаты при включении могли оставить без электричества весь микрорайон или поселок, то современные устройства лишены данного недостатка. Они имеют накопительные конденсаторы, которые облегчают старт. Мягкое разжигание сварочной дуги и бесперебойная работа системы энергоснабжения – очень важные, хотя и не самые основные достоинства оборудования.
Необходимо твердо усвоить, что увеличение диаметра используемого электрода ведет к большему энергопотреблению. Не все устройства могут работать с самыми крупными электродами. Дело в том, что для использования конкретного диаметра требуется определенная сила тока. В противном случае сварочный шов просто не получится. Более детальная информация содержится в техническом паспорте приобретаемой модели устройства.
Сварка без электродов
При промышленном производстве или просто при желании овладеть более прогрессивными методами прибегают к сварке с применением современного оборудования, в котором электроды не требуются. Сварка без электродов предполагает их замену на проволоку, которая дозированно поступает из применяемого оборудования. К ним относятся полуавтоматы. Они являются аналогами уже несколько устаревших, но все еще применяемых и имеющихся в продаже трансформаторов.
В полуавтоматах сварочная проволока намотана на бобину внутри аппарата. При сварке осуществляется ее непрерывная подача. Специальный механизм обеспечивает перемещение проволоки по мере ее оплавления, что дало основание назвать это устройство полуавтоматическим.
Внешний осмотр сварочного инвертора
Вес агрегата напрямую зависит от мощности. В торговой сети представлен большой выбор вариантов от 3 до 7 кг. Для переноса предусмотрена ручка или наплечный ремень. Если предполагается разъездной характер работы, то не помешает транспортировочный кейс. Для охлаждения силового блока предусмотрен вентилятор и специальные отверстия в корпусе. На панели предусмотрены регуляторы, индикаторы и переключатели:
- тумблер для подачи питания;
- ручки для регулирования напряжения и силы тока;
- индикаторы, информирующие о подключении к сети и перегреве силового блока;
- выходы «+» и «-».
Практические советы
Рекомендации, как сваривать металл электросваркой, можно получить от профессионалов и опытных сварщиков:
- Проведение перед началом сварки подготовительных работ.
- Осуществлять очищение металлических поверхностей от загрязнений, масла, краски, пыли.
- Обеспечение сварщика защитным снаряжением. Не забывать установку рядом с проведением работ емкости с водой.
- Проще разжечь дугу можно новым электродом, а не уже частично использованным.
- Помнить, что не бывает универсальных электродов. Подбирать их следует, исходя из того, какие материалы подлежат сварке и их толщины.
- Перед сваркой электроды необходимо подсушивать.
- Свариваемые детали должны быть хорошо закреплены.
- Придерживаться одинакового расстояния между электродом и металлической поверхностью на всем протяжении сварочного процесса.
- Понимать отличие между ванной и шлаком. Когда происходит первое касание электрода к поверхности, на ней появляется красное пятно, от начала плавки металла. Не следует ошибочно принимать его за сварочную ванну. О ее появлении будет свидетельствовать образование белого пятна.
- Чтобы понять, как правильно варить электродуговой сваркой, следует начинать с точечного варианта, чтобы было легче делать дорожку и не допускать гашения дуги.
- После окончания процесса необходимо провести внешний осмотр для выявления имеющихся дефектов.
Обучаясь тому, как правильно варить металл электродом, не надо бояться экспериментировать. Чтобы овладеть этим искусством, следует попробовать разные методы установки электрода и способы его движения.
Что нужно для сварки в домашних условиях?
Для проведения работ потребуется, прежде всего, сварочный аппарат. Существует несколько его разновидностей.
Определимся, какому из них отдать предпочтение.
- Сварочный генератор. Отличительная особенность заключается в возможности вырабатывать электрическую энергию и использовать ее на создание дуги. Будет полезен там, где нет источника тока. Имеет внушительные габариты, поэтому не очень удобен в работе.
- Сварочный трансформатор. Прибор преобразует переменное напряжение, подающееся от сети, в переменное напряжение другой частоты, что необходимо для сварки. Аппараты просты в эксплуатации, но имеют значительные габариты и негативно реагируют на возможные скачки сетевого напряжения.
- Сварочный выпрямитель. Устройство, которое преобразовывает подающееся от сети напряжение в постоянный ток, необходимый для образования электрической дуги. Отличаются компактностью и высокой эффективностью работы.
Для работы в домашних условиях предпочтителен выпрямитель инверторного типа. Их обычно называют просто инверторами. Оборудование имеет весьма компактные размеры. При работе его вешают на плечо. Принцип работы устройства достаточно прост.
Оно преобразует высокочастотный ток в постоянный. Работа с током такого типа обеспечивает максимально качественный сварной шов.
Сварочный генератор может работать при отсутствии сети. Он сам вырабатывает ток. Система очень громоздкая, работать с нею достаточно сложно
Инверторы экономичны, работают от бытовой сети. Помимо этого, именно с ними лучше работать новичку. Они предельно просты в эксплуатации и обеспечивают стабильную дугу.
К недостаткам инверторов можно отнести более высокую, чем у других приборов, стоимость, чувствительность к попаданию пыли, влаги и к скачкам напряжения. При выборе инвертора для домашней сварки обращают внимание на диапазон значений сварочного тока. Минимальное значение – 160-200 А.
Дополнительные функции оборудования могут облегчить работу для новичка.
Из таких приятных «бонусов» стоит отметить:
- Hot Start – что означает повышение начального тока, подающегося в момент поджига сварочной дуги. Благодаря этому дугу активировать намного легче.
- Anti-Stick – автоматически уменьшает сварочный ток если электродный стержень залип. Это облегчает его отрыв.
- Arc Force – увеличивает сварочный ток, если электрод подносят к изделию слишком быстро. Залипания в таком случае не происходит.
Кроме сварочного аппарата любого типа понадобятся электроды. Их марку лучше всего подобрать по специальной таблице, в которой указывается тип свариваемого материала.
Потребуется также сварочная маска. Лучше всего та, что надевается на голову. Модели, которые требуется держать в руке, крайне неудобны.
Работать со сваркой нужно только в защитном костюме. Специальная маска защитит глаза от ультрафиолета и брызг, плотный костюм и брезентовые перчатки предотвратят ожоги
В маске может быть простое затемненное стекло или так называемый «хамелеон». Последний вариант предпочтительнее, поскольку при появлении дуги стекло автоматически затемняется.
Работать необходимо только в специальной одежде, защищающей от брызг и ультрафиолета. Это может быть плотная х/б спецовка, сапоги или высокие ботинки, брезентовые или прорезиненные перчатки.
Пособие сварка инвертором для начинающих. Технология сварки для начинающих
Сейчас многие желают научиться азам сварочных работ. Это может всегда пригодиться в быту. Сварка для начинающих не требует профессиональных навыков и специальных знаний. Такого уровня достаточно для работ в гараже или на хозяйственном подворье.
Изучая основы сварки, нужно использовать электроды, диаметр которых не более 3 мм.
Азы и основные понятия об электросварке
В первую очередь, для того чтобы освоить ручную сварку, следует приобрести аппарат сварочный и запастись электродами. Их должно быть как можно больше, поскольку они будут часто портиться до тех пор, пока не получится первый положительный результат. Изучая основы сварки, лучше использовать электроды диаметром в 3 мм. Более тонкие применяются специалистами для работы с тонким металлом, а толстые перегружают электросеть.
Универсальный и самый простой тип соединения металлических поверхностей — метод ручной дуговой сварки. Он заключается в переходе электрического тока из источника с образованием дуги между электродом и обрабатываемым материалом. При такой технологии сварки горение обмазки на поверхности электрода обеспечивает выделение газа, который не допускает контакта обрабатываемой области с кислородом из воздуха.
В любом пособии по сварке указано: первое, чему следует научиться, это правильное ведение сварочного шва. Поэтому введение содержит информацию о применяемом оборудовании. Среди источников питания выделяют следующие конструкции:
- сварочные трансформаторы;
- сварочные выпрямители;
- сварочные инверторы.
Для тех, кто изучает основы сварки, третий вариант — оптимальный выбор. Сваривать металл можно полуавтоматом. Часто при этом используется сварочная проволока.
После того как оборудование приобретено, нужно предварительно обеспечить себя защитой от вредных воздействий. Техника безопасности при сварке требует наличия специальной маски, защищающей кожу лица и глаза, со встроенным светофильтром, подобранным в соответствии с определенными критериями. К ним относятся сила тока, окружающее освещение и особенности зрения сварщика. Порядок сварки подразумевает собой точное следование правилам безопасности.
Для того чтобы пользоваться сваркой, из спецодежды следует выбрать брезентовый фартук или костюм с огнеупорной пропиткой, а также краги из спилка. Обувь должна быть прочной и устойчивой.
Вернуться к оглавлению
Во время сварки электрод нужно держать над поверхностью металла. Образующийся при этом промежуток называют дуговым. Контроль над ним особенно важен при работе, поэтому его следует освоить в первую очередь. Электрод опускают, потому что он расходуется, продвигаясь в направлении шва. Постоянно удерживайте на одинаковом уровне зазор между металлом и краем рабочего инструмента. Варить электродами нужно аккуратно, чтобы не испортить расходный материал.
Особенности работы:
- Если размер зазора недостаточен, времени для прогрева обрабатываемого материала не хватит. Шов получится выпуклым, а края — несплавленными.
- При большем зазоре наблюдаются значительные скачки дуги. Качество провара будет плохим, а управление укладкой металла, который наплавляется, тяжелым.
- Удерживая оптимальную величину зазора на постоянном уровне, можно легко управлять ванной, сформировать хороший шов.
Технология сварки током заключается в следующем: во время прохода сквозь зазор дуга создает сварочную ванну, перенося в нее расплавленный металл, находящийся на поверхности электрода. В случае когда значение тока недостаточно, основной металл не прогреется, а электрод будет идти быстрее сварочной ванны. При большем показателе тока дуга проникнет в металл на определенную глубину, отталкивая его назад. Когда значения оптимальные, ванна растекается и имеет тонкие края, поэтому ее можно расширять и двигать при помощи электрода, контролируя рабочий процесс.
Установки тока часто меняются в зависимости от технологии сварки и дополнительных опций. Например, свойства толстого металла, основанные на рассеивании тепла, потребует большего значения тока. Для меньшей толщины нужен не такой высокий уровень. Точная установка показателей тока для того, чтобы правильно варить, будет зависеть только от того, как поведет себя ванна. Поэтому начинать нужно с рекомендаций производителя, а после этого экспериментировать с уменьшением или увеличением силы тока.
Заканчивая шов, перед тем как убирать электрод, нужно сделать чуть большее наплавление металла.
Это поможет избежать всплеска из нижних слоев шва, который приведет к возникновению кратера. Для этого достаточно сделать один круг, а после чиркнуть в обратную сторону направления шва.
Вернуться к оглавлению
Ручная дуговая сварка: особенности технологического процесса
Поступление как постоянного, так и переменного тока из источника питания в направлении электрода и металла обеспечивает образование дуги, удерживает ее. Такой тип ручной сварки с прямой полярностью производят при подсоединении анода к изделию. При подключении полюса отрицательного значения делается сварка с обратной полярностью.
При сварке руки и лицо должны быть защищены.
Металл, из которого состоит стержень электрода, под воздействием дуги расплавляется вместе с его покрытием, а также с поверхностью свариваемого изделия. С этого момента электродный материал представляет собой капли в шлаке, которые поступают внутрь сварочной ванны, смешиваются с обрабатываемым металлом.
Величина ванны находится в прямой зависимости от следующих критериев:
- режим, в котором проводится сварка;
- конструкция свариваемого соединения;
- форма разделки и размеры соединительных кромок.
- положение в пространстве;
- скорость движения дуги по изделию.
Стандартная величина ванны находится — 6 мм в глубину, 8-15 мм в ширину и 10-30 мм в длину.
Расстояние между двумя активными участками (на сварочной ванне и конце электрода) называется длиной дуги. В процессе плавления покрытия вокруг дуги и ванны образуется слой газа, который вытесняет кислород из рабочей зоны, не дает ему воздействовать с расплавленным материалом.
Шлак, который покрывает капли металла электрода, а также сварочной ванны, не допускает воздействия атмосферного воздуха на обрабатываемый материал. Постепенное удаление дуги обеспечивает кристаллизацию металла, отчего образуется соединительный шов, покрытый слоем затвердевшего шлака.
К преимуществам этого вида сварки относится следующее:
- работы можно выполнять при ограниченном доступе;
- множество типов электродов позволяет делать сварку разных типов стали;
- относительно быстрая смена соединяемых материалов;
- процесс может проходить в любом положении;
- рабочее оборудование легкое и транспортабельное.
Из недостатков выделяются низкая производительность относительно других типов сварки, вредные условия и необходимость квалификации работника при высоких требованиях к качеству.
Не обязательно знать все о сварке, для простых бытовых ситуаций достаточно соблюдать правила и основные требования к работе.
Очумелый Строитель.ru представляет вам подробнейшее описание сварки инвертором. Инвертор представляет собой сварочный аппарат, которым можно соединить металлические листы под воздействием электрического разряда. Сварочные инверторы стали настоящим скачком в области сварочных аппаратов, так как старые трансформаторы являются достаточно тяжелыми и сложными в применении. Инвертор доступен для работы любому, достаточно знать некоторые принципы осуществления с его помощью сварочного процесса. Большое преимущество в том, что при сварке инвертором наблюдается меньшее разбрызгивание, чем при сварке от трансформатора.
Отличительной особенностью инвертора является, прежде всего, его малый вес и максимальные возможности, с помощью которых ему доступны такие работы, которые ранее выполнялись сложными и тяжелыми агрегатами. Электроэнергия, потребляемая этим небольшим аппаратом, направляется исключительно на работу дуги, с помощью которой и осуществляется непосредственный сварочный процесс.
Оборудование малочувствительно к перепадам напряжения в электросети, которые наблюдаются в сельской местности. Если у вас в частном доме наблюдают перепады, при покупке обратите внимание на рекомендуемое напряжение в паспорте инвертора. Некоторые источники позволяют выполнять сварку электродом d =3 мм даже при 185 В напряжения в сети.
Мнение сварщиков-профессионалов однозначное: с помощью инвертора легче держать сварочную дугу и получить красивый качественный шов.
Перед началом сварки инвертором или азы электросварки
Инверторные сварочные аппараты очень экономичны и максимально удобны в эксплуатации, что очень важно особенно для тех, кого интересует сварка инвертором для начинающих. Какие основы сварки инвертором, техника работы с ним важна для начинающего? В первую очередь стоит отметить принцип работы инвертора. Поскольку инвертор – это электронный сварочный аппарат, то основная нагрузка работы с ним ложится на электрическую сеть. По сравнению со старыми сварочными аппаратами, включение в работу которых происходит сильный и максимальный толчок электроэнергии, вследствие которого происходят отключение электрической сети всего поселка, инвертор обладает накопительными конденсаторами, которые накапливают электроэнергию и обеспечивают, во-первых, бесперебойную работу электросети, а во-вторых, мягко разжигают электрическую дугу инвертора. В достаточно доступной форме уроки сварки инвертором можно освоить и самостоятельно. А если у вас возник вопрос, как научиться варить инверторной сваркой, то мы можем предоставить вам несколько полезных советов, на что в первую очередь стоит обратить внимание перед производством сварки. Очень важным моментом является и тот факт, что чем больше диаметр электродов, тем больше электроэнергии он потребляет. Поэтому если вы решили проверить свой инвертор в работе, стоит примерно рассчитать максимальное количество потребляемой электроэнергии аппаратом, чтобы не сжечь бытовую технику у соседей. Кроме того, для каждого диаметра электрода показана минимальная сила тока, то есть если попытаться уменьшить силу тока, то шов не получится. Если вы решили поэкспериментировать и повысить силу тока, то шов получится, однако электрод будет слишком быстро сгорать.
Инвертор: внешний осмотр оборудования
Продаваемый торговой сетью инвертор внешне напоминает ящик. Его вес зависит от мощности аппарата: 3 – 7 кг. Перенос оборудования выполняется с помощью ремня или ручки. Охлаждение выполняется через вентиляционные отверстия в корпусе.
На поверхность оборудования выведены следующие рукоятки и индикаторы управления:
включение и выключение аппарата выполняется тумблером,
величина тока и напряжения выставляется ручками на передней панели,
на панели имеются индикаторы, которые информируют о подаче питания и перегреве оборудования,
впереди на панели расположены выходы, помеченные надписями «+» и «-».
Дополнительно в комплект входит два кабеля. Один из них заканчивается держателем для электрода. На втором имеется зажим по форме напоминающий прищепку для закрепления на сваривания изделие. Подключение сварочного оборудования выполняется через разъем, которые находится на задней панели аппарата.
Азы электросварки
Для того чтобы разобраться, что происходит во время сварки, достаточно посмотреть на предложенную картинку.
Дуга образуется от контакта металлической части электрода и свариваемого металла. Под действием температуры дуги начинается плавиться как свариваемый металл, так и электрод. Расплавленная часть свариваемого металла и металлический стержень электрода в месте дуги образуют ванну. Обмазка электрода расплавляется. Часть ее превращается в газообразное состояние и закрывает ванну от кислорода.
Оставшаяся в жидком состоянии обмазка электрода находится сверху жидкого металла, защищает металла от кислорода воздуха в момент сварки и во время охлаждения.
После того, как сварка завершилась и металл охладился, жидкая часть обмазки превращается в шлак, который покрывает шов с наружной стороны. После полного остывания шлак легко удаляется при постукивании молотком.
Электрод во время сварки плавится. Для того чтобы дуга не гасла, необходимо выдержать постоянное расстояние между электродом и металлом, так называемую длину дуги. Это получается за счет подачи электрода в зону сварки с одинаковой скоростью. При этом стараться вести электрод ровно по стыку сварного шва.
Дополнительное видео по теме:
Урок по сварке инвертором для начинающих (пошаговая инструкция)
1. Для начала работы со сваркой нужно иметь защитные элементы, а именно:
2. Но одного аппарата для начала сварки недостаточно. Сварочные работы требуют наличия индивидуальных средств защиты и подготовительных мероприятий направленных на создание безопасных условий. Подготовка места заключается в следующем:
Обеспечьте на столе свободное пространство для выполнения сварки. Уберите все лишнее куда могут попасть брызги.
Обеспечьте качественное освещение места выполнения работ.
Сварочные работы выполняются стоя на деревянном настиле, защищающем от поражения электрическим током.
3. Настраиваем сварочный ток и выбираем электрод. Используем электроды для инверторной сварки от 2 до 5 мм. Выставляем сварочный ток в зависимости от толщины деталей и свариваемого материала. Обычно на корпусе инвертора указывается какова должна быть сила этого тока.
4. Если перед вами только что купленные в торговой сети электроды, вы уверены в их качестве, этот раздел можете пропустить. Приведенная информация поможет подготовить к работе электроды которые хранились в условиях неотапливаемого влажного помещения. Для того чтобы обеспечить качественное сварное соединение, их необходимо высушить в течение 2-3 часов при температуре 2000С. Для этой цели можно воспользоваться старым электрическим духовым шкафом.
Электроды выбирают строго ориентируясь на марку свариваемых материалов. Для обучения можно воспользоваться самыми распространенными: АНО или МР.
5.Подключаем клему массы к свариваемой поверхности (выделено красным).
6. Для того чтобы соединение сваркой получилось надежным и качественным, перед началом работы свариваемый металл необходимо подготовить:
- Полностью удалить ржавчину с кромок металлической щеткой.
- Обработайте кромки растворителем: бензином, уайт-спиритом.
- При подготовке обратите внимание на недопустимость наличия на кромках жира, лакокрасочных изделий.
7.Обучение лучше начинать с выполнения швов в виде валика на листе металла большой толщины. Первый шов выполняйте на металле, который положите на горизонтальную поверхность стола. Прочертите мелом на металле прямую линию, по ней будете прокладывать валик и ориентироваться в процессе работы.Процесс сварки начинается с поджога дуги. Имеется два способа для разжигания сварочной дуги:
- чирканье о металл, как при зажигании спички,
- постукиванием о поверхность металла.
Можно попробовать зажечь и удержать дугу обоими методами. Желательно при разжигании не оставлять следы вне зоны сварки. Дуга образуется от контакта электрода и металла. Сварщик отводит электрод на совсем небольшие расстояние, соответствующее длине дуги и начинает сварку.
8.Приступаем к сварке.
У нас получится сварочный шов. Окалину (накипь металла сверху шва) убираем постукиванием небольшим молоточком (либо другим твердым и увесистым предметом).
9. Вот, что приблизительно у нас должно получиться.
Смотрим видео:
Контроль дугового промежутка
Что такое дуговой промежуток или длина дуги? Это зазор, который образуется в процессе сварки между электродом и металлом. Основы сварочного дела гласят о том, что важным моментом есть постоянный контроль и поддержка одинаковой величины этого промежутка.
Короткая дуга
При короткой дуге, порядка 1 мм, металл разогревается на небольшую по ширине зону и шов получается выпуклый. В месте соединения металла и шва возможно появление такого дефекта как подрез. Это небольшая канавка возле шва и ему параллельная. Подрез уменьшает прочностные характеристики шва.
Длинная дуга
При длинной дуге трудно обеспечить ее стабильность. Дуга плохо защищена от воздуха атмосферы, менее прогревает металл и получается шов недостаточной глубины.
Нормальная дуга
Обеспечение постоянного зазора нормальной величины приведет к формированию нормального шва, имеющего хороший провар. Нормальная величина дуги составляет 2-3 мм.
Популярные ошибки начинающих при сварке:
Научившись управлять длиной дуги, можно обеспечить оптимальный результат. Дуга образует сварочную ванну, когда проходит через зазор, плавя основной металл и электрод. Она же обеспечивает перенос в ванну наплавляемого металла.
Как правильно сформировать сварочный шов и какие бывают дефекты
Как научиться варить сварочным аппаратом и избегать дефектов? При быстром движении электрода в процессе сварки образуется дефектный шов. Линия ванны расположена ниже, чем поверхность основного металла. Если дуга интенсивно и глубоко проникает в основной металл, она толкает ванну назад и образует шов. Поэтому в процессе сварки важно следить, чтобы шов был на уровне металла. Получение требуемого по глубине качественного шва обеспечивается умением сварщика. Помимо поступательного движения вдоль сварочной кромки он выполняет поперечные движения для обеспечения провара и получения требуемой ширины шва. Выбор, какие движения выполнять – личное дело сварщика. При толщине металла до 4 мм европейские стандарты советуют поперечные движения не выполнять.
Ванна следует за теплом – это необходимо помнить, меняя направление при сварочных работах. Формирование подреза происходит, когда металла электрода недостаточно, чтобы полностью заполнить ванную при движении поперек. Чтобы не допустить образование такой боковой канавки (подреза) нужно контролировать наружные границы, тщательно следить за ванной и при необходимости делать ее тоньше.
Когда электрод слегка наклонен, вся сила направляется назад и шов приподымается (всплывает).
Когда электрод в процессе сварки наклонен слишком сильно, сила прикладывается по направлению шва, что не дает нормально управлять ванной.
При необходимости получить плоский шов или сдвинуть ванну назад используют наклоны электрода под разным углом. Работа начинается с угла от 45° до 90°, так как такой угол позволяет наблюдать за ванной и нормально выполнять сварку.
Сварщик во время работы подает электрод в зону сварки с определенным наклоном. Различают сварку углом вперед и углом назад. Этот технологический прием позволяет регулировать параметры шва.
При сварке углом вперед получается шов меньший по глубине, но шире, что удобно для тонкого металла. Сварку толстого металла выполняют углом назад, при этом обеспечивается больший прогрев металла по глубине. При выполнении работ желательно выдерживать указанные на рисунке углы. Синей большой стрелкой показано направление сварки – движение сварного шва.
Дополнительное видео по теме:
Прямая и обратная полярность при сварке инвертором
Процесс расплавления металла во время сварки происходит под действием тепла дуги, которая образовалась между электродом и металлом в результате подключения металла и электрода к противоположным клеммам сварочного аппарата.
Существуют два варианта проведения сварочных работ, различающиеся порядком подключения, получившие название сварки на прямой и обратной полярности. При прямой полярности электрод подключается к минусу, а металл к плюсу, происходит сниженный ввод тепла в металл. Зона расплавления узкая, в тоже время глубокая.
При обратной полярности к плюсу подключен электрод, а металл к минусу, происходит сниженный ввод тепла в изделие. Зона расплавления достаточно широкая, но не глубокая. Можно наблюдать эффект катодной очистки свариваемой поверхности.
Какую полярность при сварке выбрать? Сварка выполняется как на прямой, так и на обратной полярности. При выборе учитывается тот факт, что больше нагревается элемент сети, подключенный к плюсу. Окрашенная на рисунке красным цветом область при сварке нагревается наиболее.
Выполняя сварку тонкого металла его боятся перегреть и прожечь. К изделию подключают минус и варят на обратной полярности. На прямой полярности варится толстый металл.
Влияние скорости подачи электрода
Скорость сварки и подачи электрода должна обеспечивать поступление достаточного количества расплавленного металла в зону сварки. Недостаток металла приводит к подрезу.
При быстром перемещении электрода вдоль шва, мощности дуги не хватает для прогрева металла, шов получается неглубокий, лежит сверху металла, не проплавив свариваемые кромки. При медленном продвижении электрода, наблюдается перегрев основного и электродного металла, возможно прожигание поверхности и деформация тонкого металла.
Влияние силы тока
Силу тока устанавливают на инверторе, согласно данным, приведенным в таблице. Как видите, данные предположительные.
Сила тока и скорость движения оказывают комплексное воздействие на сварной шов. Большой ток увеличивает глубину проплавления и позволяет увеличить скорость движения электрода. При оптимальном соответствии силы тока и скорости шов получается в меру выпуклый и красивый, обеспечивает требуемую глубину провара свариваемых кромок.
Сварочный процесс инвертором тонких металлических листов
На что еще нужно обратить внимание перед проведением сварочного процесса? На полярность электронов. Это есть основы сварочного дела. При сварочном процессе постоянным током имеются отрицательный и положительный заряд источника. Говоря о том, как правильно подключить сварочный инвертор, в первую очередь, нужно определиться какой заряд куда подключить, исходя из того, что если положительный заряд имеет материал, который нужно сварить, тогда он нагреваться будет больше. Если положительный заряд подсоединить к электроду, тогда он будет больше нагреваться и гореть. Типовой является обратная полярность при сварке инвертором, так как предполагается сваривание тонких металлических листов, а их легко прожечь. Поэтому если вас в первую очередь интересует сварка инвертором тонкого металла, стоит обратить особое внимание на установление обратной полярности инвертора, а также на нормальную силу тока. Электроды для инверторной сварки тонкого металла подключаются «плюсом» к дуге инвертора, а «минусом» к металлическому листу.
В условиях частного дома больше значение имеет именно сварка тонких деталей. Потому что малейшие ошибки могут привести к прожогу металла. Прежде чем приступить к работам с тонкими деталями постарайтесь освоить основные швы на металле большой толщины.
- Сварку выполняйте на минимальной рекомендованный величине силы тока.
- Шов выполняйте углом вперед.
- Сварку обязательно выполняйте на обратной полярности.
- Большая проблема при выполнении сварки тонкого металла – деформация детали. Для того чтобы ее уменьшить, закрепите детали во время сварки.
- При выполнении прихваток на длинных изделиях, более 0,5 м, прихватки начинайте ставить от середины изделия к краям.
Самым распространенным запросом в сети интернет для тех, кто хочет научиться работе инвертором, является «сварка инвертором для начинающих видео». Мы предоставляем на страницах своего сайта уникальное видео, на котором вы сможете посмотреть все принципы работы инвертором для начинающего.
А мы позволим себе еще несколько советов по обучению сварочному процессу инвертором:
Еще видео по теме:
Изучите видео, как правильно работать сварочным инвертором и, мы уверены, что для вас сварочный процесс не составит труда. Прежде чем посмотреть видео, внимательно прочитайте описание сварки, которое написано у нас в статье.
Видео-уроки по сварке инвертором:
И напоследок, как же грамотно выбрать сварочный инвертор?
Рекомендуем вам еще:
Комментарии:
Facebook (X )
ВКонтакте (0 )
Обычные (37 )
- Анатолий
Очень хорошая и полезная статья! Мне прям понравилось ее читать, спасибо за столь детальный разбор различных нюансов в сварном деле. Будем практиковаться!)
- Володимир
Пане Майстер. я лише починаю зварювати підкажіть я виставив рекомендовану напругу але шось воно занадто спалює електрод і полярність ніби нормальна ну шось воно не те може і мені шось порадете.
- Дмитрий
Сварщик Киев, сварочные работы по доступным ценам
Если нужна помощь пишите, тут в комментарии, всегда поможем) - Антон
большое спасибо!!!
- Валерий Анатольевич
Очень полезное видео для начинающих, полезная информация в целом и полезный сайт! Спасибо! Удачи в Вашей работе!
- Татьяна
Мне нужен мастер, который бы приварил металлический венец к окладу иконы. Металл- латунь.
- Соня
Спасибо, статья очень понравилась и комментарии тоже
- Александр (Прораб)
Дорогие друзья, за этот месяц эта статья была просмотрена 8272 раза, что есть высоким показателем. Пожалуйста, рекомендуйте статью своим друзьям в соц сетях, чтобы принести еще больше пользы начинающим сварщикам.
- Александр
подскажите пожалуйста по полярности. +на электрод подключать или на массу.а то везде по разному пишут.сварка перестала проваривать метал отдал в ремонт после ремонта немного проработала и опять такая-же проблема сообщил мастеру а он сказал что электрод надо на — подключать а + на массу а в инструкции наоборот написано + электрод, — масса.
- Дмитрий
Мужики, хочу сказать следующее, практика сварки металла у меня достаточная. Сегодня варю метал как из пластилина поделку леплю, легко могу электродом троечкой, в потолке, заварить дыру диаметром 40-100мм без заплатки ну и так далее, короче в удовольствие. Такое умение, а это произошло лет 18назад, получил, как только начал видеть и различать цвет металла во время нагрева дугой. Поэтому считаю самым важным умением во время горения дуги: 1. отличать шлак от металла. 2. видеть температуру нагрева металла по его цвету. Научитесь данным вещам и вы обалдеете как всё легко и просто.
Сварка – это наиболее надежное соединение неразъемных деталей. В повседневной жизни она широко используется в изготовлении изгороди с использованием сетки-рабицы, тепличных каркасов, печей для бань и гаражей или различных емкостей, необходимых на дачных участках. Человек, владеющей навыками сварочных работ, способен создать на своем приусадебном участке настоящие шедевры ажурных ограждений, навесов для крыш и прочих необходимых в быту вещей.
Чем обоснована надежность сварки: основы сварочных работ
По прочности создания неразъемных соединений, сварка занимает лидирующие позиции. Это обеспечивается нагреванием сплавов из различных металлов с помощью электрической дуги, которое приводит к пластической деформации используемых материалов. При этом происходит взаимное проникновение элементарных частиц электрода в строение соединяемых материалов. В результате возникают молекулярные связи, обладающие сверхвысокой прочностью.
Благодаря современным инновационным технологиям, в настоящее время появилась возможность использовать для сварки лазерные и электронные лучи, ультразвук и пламя газовой горелки. Но для сварки в бытовых условиях по-прежнему самой оптимальной остается электродуговая сварка, источником энергии, для создания электрической дуги которой служат сварочные аппараты различных типов, в том числе и инверторы.
Способы сварки
Существуют следующие способы сварки:
- Газопрессовая , с использованием пламени ацетилкислорода. Преимущества этого вида сварки в высокой производительности. Поэтому она находит широкое применение в нефтяной и газовой отрасли, в частности при строительстве магистралей для транспортировки нефти и газа, а также в машиностроении.
- Контактная , осуществляемая электрическим током, имеющим относительно низкое напряжение при достаточно высокой силе тока. Этот способ включает следующие разновидности: сварка встык, шов и точечная.
Кроме этого, в отдельных случаях применяется роликовая и электрошлаковая сварка, трением и термитная, а также ряд других разновидностей.
Выбор правильного оборудования
Если вы решили освоить технику выполнения сварочных работ, то вам потребуется сварочное оборудование. Его можно арендовать или купить. В настоящее время торговые точки предлагают сварочные аппараты, оснащенные устройством, позволяющим увеличивать или уменьшать силу тока. Любители делать все собственными руками, могут смастерить сварочный аппарат из подручных средств. В любом случае, вам потребуется один из следующих преобразователей электрической энергии:
- Трансформатор для преобразования переменного тока бытовой электрической сети в ток, необходимый для осуществления сварочных работ. Выбирая агрегат этого типа, необходимо учитывать, что дешевые модели не смогут обеспечить необходимую стабильность электрической дуги. Для них характерно «просаживание» напряжения. К тому же, они слишком тяжелые.
- Выпрямитель. Это прибор, который преобразует переменный электрический ток, подаваемый в потребительские сети в постоянный. В отличие от трансформаторов, данные агрегаты обеспечивают достаточную стабильность электрической дуги, что, в свою очередь, повышает качество сварного шва.
- Инвертор. Он преобразует переменный ток бытовой электросети, в требуемый постоянный, с необходимым для качественной сварки напряжением. Этот аппарат отличается компактностью и небольшим весом, легкостью зажигания, быстрым действием и высокой производительностью.
** Рекомендация. Наиболее эффективным из перечисленных аппаратов считается инвертор, отличающийся экономичностью и высокой производительностью.
Как правильно выбрать электроды для сварки
Для самой распространенной, дуговой сварки требуются электроды, которые предназначены для подведения тока к сварочному шву. В большинстве случаев, это – проволока, состоящая из специального плавящегося порошка. Но для тех, кто впервые сталкивается со сварочными работами, лучше использовать электроды, в виде твердых стержней, покрытых плавящимся составом. Они позволяют даже новичку оформить ровный шов. Оптимальный диаметр стержня электрода для этой категории сварщиков – 3 мм. Электроды меньшего диаметра применяются для соединения тонких листов металла, а для использования
электродов большего диаметра необходимо оборудование большей мощности.
Безопасность проведения сварочных работ (экипировка сварщика)
Сварочные работы сопровождаются ярким световым излучением и множеством брызг раскаленного металла. Поэтому, сварщик должен позаботиться о защите кожи своего лица и глаз от ожогов. Для этих целей потребуется специальный щиток и маска. Но не только лицо и глаза нуждаются в защите. Кожа рук подвержена ожогам от разлетающихся брызг плавящегося металла в большей мере. Поэтому, рукавицы из брезента или замши – необходимое средство обеспечения безопасности. Идеальный вариант – наличие халата или комбинезона из плотной брезентовой или прорезиненной ткани.
В целях обеспечения пожарной безопасности, в местах проведения сварочных работ должна быть емкость с водой или другие средства, защищающие от возгорания при попадании случайной искры.
Пошаговая инструкция выполнения сварочных работ
- Свариваемая поверхность должна быть тщательно защищена. На ней не должно быть загрязнений и ржавчины.
- Перед началом выполнения сварочных работ, необходимо вставить электрод в держатель аппарата для сварки и создать электрическую дугу. Для этого необходимо вызвать движение тока в зоне сварки. Осуществить этот процесс можно, чиркнув стержнем электрода по металлу или, касаясь им поверхности заготовки в виде постукивания.
- Как только появится электрическая дуга, необходимо создать зазор между ней и соединяемой поверхностью. Этот зазор должен иметь постоянную величину и находиться в пределах от 3 до 5 мм.
** Рекомендация. Чтобы получить ровный шов, без дефектов, необходимо, чтобы величина зазора оставалась постоянной в течение всего времени выполнения сварочных работ. В противном случае, дуга будет прерываться, что приведет к ухудшению качества сварного шва.
- Угол наклона стержня должен составлять 70?. Но он может быть изменен, в целях обеспечения комфортности выполнения сварочных работ.
- Немаловажное значение имеет и стабильность подачи электрического тока. Необходимо учитывать, что слишком большая его сила вызовет проплавление металла, а при низкой происходит гашение дуги.
После того, как вы освоили технику выполнения сварочного шва в виде валика, можно приступать непосредственно к выполнению неразъемных соединений. Начинается работа с создания дуги. Затем сварщик переходит к непосредственному соединению деталей. При этом его рука должна совершать колебательные движения от одного элемента к другому. Сварной шов (траектория движения) может быть выполнен в виде елочки, петли, зигзага и т.п. В завершение работы, необходимо зачистить шов от образовавшихся шлаков.
Как только вы освоите основные навыки сварочных работ, можно перейти к выполнению более сложных операций, производя стыковые и тавровые соединения, а также внахлест и угловые, двигаясь в различных направлениях. Как только рука приобретет уверенность, можно приступать к изготовлению более сложных изделий.
Видео — ручная дуговая сварка для начинающих
В быту периодически возникает надобность в сварке предметов. Очень часто такая потребность появляется в частном секторе. При большом количестве работ можно обратиться к опытным сварщикам, а при мелких работах лучше применить инверторный сварочный аппарат.
Это наиболее простой, доступный и удобный тип сварки. Он доступен для работы каждому. Для этого необходимо знать принципы работы сварочного процесса.
Сварка инвертором стала прорывом в сфере сварочных аппаратов, т. к. устаревшие трансформаторы достаточно тяжелые и сложные в применении. Преимущество в том, что при инверторной сварке разбрызгивание происходит меньше, чем при сварке от трансформатора.
Инвертор – сварочный аппарат, позволяющий соединять листы из металла с помощью электрического разряда. Он имеет отличительную особенность: обладает малым весом и максимальными возможностями , благодаря которым ему доступны работы, ранее осуществляемые тяжелыми и сложными устройствами. Вес аппарата зависит от его мощности (от 3 до 7 кг).
Транспортировать можно с помощью ручки или ремня. Охлаждение осуществляется за счет вентиляционных отверстий в корпусе. Этот аппарат потребляет электроэнергию, которая устремляется только на работу дуги , а она осуществляет сам сварочный процесс.
Прибор малочувствителен к перепадам напряжения. При постоянных перепадах следует обратить внимание на требуемое напряжение, которое указано в паспорте инвертора.
На поверхность устройства выведены рукоятки и индикаторы управления :
- включается и выключается тумблером;
- величина напряжения и тока устанавливается ручками на передней панели;
- панель имеет индикаторы, информирующие о подаче питания и перегреве устройства;
- спереди на панели расположены выходы («+” и «-“).
Дополнительно в наборе имеются 2 кабеля . Один из них завершается держателем для электрода, а второй имеет зажим в виде прищепки для закрепления изделия. Подключается аппарат через разъем, который находится на задней панели устройства.
Принцип работы
Инвертор – электронное устройство, работающее от электросети. При включении в работу старых сварочных аппаратов происходит сильный и огромный толчок электроэнергии, в связи с чем возможно отключение света.
Инвертор же располагает аккумуляционными конденсаторами , накапливающими электроэнергию и обеспечивающими бесперебойную работу сети. Они мягко разжигают дугу инвертора.
Стоит обратить внимание на то, что потребление электроэнергии зависит от диаметра электродов. Чем он больше, тем больше потребление. В связи с этим, чтобы не сжечь бытовые приборы, необходимо перед работой с инвертором рассчитать максимально возможное количество электроэнергии, которое будет расходоваться аппаратом.
Стоит учесть, что для каждого диаметра электрода представлена минимальная сила тока , т. е. при попытке снизить силу тока шов не получится. При повышении же силы тока – получится, но электрод будет быстро сгорать.
Дуга исходит от соединения металлического участка электрода и свариваемого металла. Электрод и металл начинают плавиться под воздействием температуры дуги . Расплавленные части в ее месте образуют ванну. Расплавляется обмазка электрода, часть которой переходит в газообразное состояние и перекрывает ванну от кислорода. Другая часть обмазки (в жидком состоянии) защищает металл от воздуха во время сварки и в процессе охлаждения.
После сварки и охлаждения металла жидкая часть представляет собой шлак, покрывающий шов с внешней стороны. После остывания шлак удаляется постукиванием молотком.
Электрод в процессе сварки плавится. Чтобы дуга не гасла, нужно выдерживать ее длину , т. е. расстояние между металлом и электродом. Это можно сделать при вводе электрода в место сварки с одинаковой скоростью и ровно по стыку шва.
При короткой дуге (около 1 мм), металл греется на малую по ширине площадь, а шов выходит выпуклый. В точке соединения шва и металла может появиться такой дефект, как подрез (параллельная ямка возле шва). Он снижает прочность шва.
Длинная дуга нестабильна, плохо защищена от воздуха, почти не прогревает металл, и шов выходит неполной глубины. Нормальная величина дуги – от 2 до 3 мм . Постоянный зазор такой величины сформирует нормальный шов, с хорошим проваром.
Для работы со сваркой необходимы следующие защитные элементы:
Необходимо подготовить безопасное место для сварки :
- Свободное пространство, отсутствие всего лишнего.
- Хорошее освещение.
- Работа выполняется стоя на деревянном настиле, который защищает от поражения током.
После этого необходимо настроить сварочный ток (в зависимости от толщины металла и деталей) и выбрать электрод (2−5 мм). Обычно на корпусе прибора указана сила этого тока. Электроды необходимо выбирать, ориентируясь на марку материалов для сварки. Далее подключается клемма массы к свариваемой поверхности.
Для получения надежного и качественного соединения перед началом работы металл следует подготовить . Металлической щеткой удаляется ржавчина с кромок, которые нужно обработать растворителем (бензином, уайт-спиритом). Важно не допустить на кромках наличие жира и лакокрасочных материалов.
Новичкам лучше выполнять шов в виде валика на металлическом листе с большой толщиной. Лист необходимо положить горизонтально на стол. На нем мелом прочерчивается прямая линия для ориентира в работе, по которой будет прокладываться валик. Для начала сварки необходимо поджечь дугу. Сделать это можно 2-мя способами:
- чирканьем;
- постукиванием.
Можно зажечь и удержать дугу обоими способами. Далее идет сам процесс сварки, получается сварочный шов. Накипь металла сверху шва необходимо убрать постукиванием маленьким молоточком или твердым предметом. Умение управлять длиной дуги обеспечит отличный результат.
На красоту шва влияют:
- угол наклона электрода;
- схема поперечных и продольных передвижений;
- скорость движения электрода.
Как варить вертикальный шов
Сварка таких швов (наклонных и потолочных) – довольно сложный процесс. Это связано с тем, что даже расплавленный металл подвержен закону всемирного тяготения. Его все время тянет вниз, что и вызывает трудности. Начинающим сварщикам нужно будет потратить много времени, чтобы научиться этому.
Существует 3 технологии варки вертикального шва:
- Треугольник. Применяют при соединении деталей толщиной не больше 2 мм. Сварка происходит снизу вверх. Жидкий металл находится сверху застывающего. Он стекает вниз, тем самым закрывая шовный валик. Стекающий шлак не мешает, т. к. он движется по затвердевшей ванне, которая выходит под определенным углом. Внешне сварная ванна похожа на треугольник. В этом способе важно безошибочно двигать электрод для полного заполнения стыка.
- Елочка. Такой вид сварки подойдет для зазоров между заготовками, равными 2−3 мм. По кромке от глубины на себя необходимо электродом расплавить металл на всю толщину заготовки и, не останавливаясь, спустить электрод до зазора. После того как произойдет проплавка, сделать все это по другой кромке. Нужно продолжать от низа до верха сварочного шва. Так получается равномерное расположение расплавленного металла в пространстве зазора. Важно не допустить образования подрезов кромок и подтеков металла.
- Лестница. Такой способ применяется при большом зазоре между соединяемыми заготовками и малом притуплении кромок (или его отсутствии вообще). Сварка осуществляется зигзагообразно от одной кромки к другой снизу вверх. Электрод длительное время останавливается на кромках, а переход производится быстро. Валик будет иметь небольшое сечение.
Полярность при сварке
Расплавление металла в процессе сварки осуществляется под действием тепла дуги. Она образуется между металлом и электродом при их подключении к противоположным клеммам сварочного устройства.
Есть 2 варианта выполнения сварочных работ: прямой и обратной полярности .
- В первом случае электрод подключают к минусу, а металл – к плюсу. Осуществляется пониженное введение тепла в металл. Место расплавления узкое и глубокое.
- Во втором случае электрод подключается к плюсу, а металл – к минусу, происходит пониженное введение тепла в изделие. Место расплавления широкое, но не глубокое.
При выборе сварки необходимо учитывать, что элемент сети, подключенный к плюсу, нагревается больше. На прямой полярности варят толстый металл, а на обратной – тонкий.
Помимо того, что сваркой можно соединять детали, ею можно и разрезать их . Для этого необходимо увеличить силу тока и отрезать деталь или уголки. Только ровно это сделать не получится.
Применяя это руководство, можно постепенно улучшать свои навыки и в дальнейшем без проблем пользоваться инверторной сваркой. Главное в этом деле – практика.
Сварка – это одна из достаточно сложных, но крайне востребованных технологий работы с металлами. Куда не кинешь взгляд – обязательно используются сварные соединения. Без этого процесса не обходится ни одно промышленное производство, строительная компания, ремонтное или сервисное предприятие. Незаменимой становится сварка и при строительстве и благоустройстве собственного жилья.
Но вот проблема – сварные работы требуют определенной подготовленности. Можно, конечно, при необходимости обращаться к мастерам сварщикам по объявлениям, или к своим знакомым, владеющим необходимыми навыками. Но лучше все же поставить перед собой вопрос — как научиться работать электросваркой самостоятельно, чтобы не быть ни от кого зависимым. Сегодня, когда домашнее сварочное оборудование перестало быть проблемой, умение проводить такие работы, особенно для собственника индивидуального жилья – неоценимый плюс, так как множество проблем просто перестанет существовать.
Но прежде всего необходимо разобраться с основными понятиями электросварки и приобрести и снаряжение. Сварка – это такой технологический процесс, где от оснащенности рабочего места напрямую зависит и качество работы.
Сама суть электросварки заключается в следующем. Силовая установка вырабатывает мощный сварочный ток, который по кабелям подводится к рабочему посту. Между электродом и поверхностью свариваемого металла создается электрическая сварочная дуга – устойчивый разряд, характеризующийся высочайшими температурными показателями. Это приводит к плавлению металла и присадочного материала. Образуется так называемая сварочная ванна – область расплава, контролируя и направляя которую сварщик формирует шов. После снятия дуги происходит кристаллизация расплавленного металла и создается прочное монолитное соединение деталей.
Эта очень упрощенно описанная схема реализуется в нескольких сварочных технологиях:
- Самой распространенной является ручная дуговая сварка, которая по существующей терминологии имеет аббревиатуру ММA (от английского названия «Mаnuаl Metаl Arс »). Главная особенность – использование плавких электродов со специальной обмазкой. Преимущества – не требуется особо сложного технического обеспечения , газобаллонного оборудования. Недостаток – возможность сварных работ только с черными металлами или нержавейкой.
В подавляющем числе случаев, если рассматривается сварка на бытовом уровне, то имеется в виду именно эта технология.
- Сварка по технологии ТIG позволяет работать с легированными сталями и некоторыми цветными металлами. Термин «Tungstеn Inеrt Gаs » говорит сам за себя: вольфрам и инертный газ. Дуга в этом случае создается между свариваемой поверхностью и неплавким вольфрамовым электродом, а в качестве заполнения вводится присадочный пруток того или иного типа. Одновременно через сварочную горелку с жаростойким керамическим соплом постоянно подается защитный инертный газ, который обеспечивает чистоту шва.
Сварка по по добной технологии имеет массу достоинств, но требует и специального оборудования, и высокой квалификации работника.
- Мetаl
Inert Gаs
– Metаl Aсtive Gаs )
– одна из самых передовых современных технологий, которая все чаще используется и домашними мастерами. Процесс с
варки проходит также в среде инертных или активных газов с автоматической подачей присадочного материала (сварочной проволоки) которая играет роль электрода.
Эта технология позволяет выполнять швы высокого качества в любой плоскости и с очень большой производительностью. В какой-то мере она даже проще, чем М МА , но требует сложного и достаточно громоздкого оборудования – самого сварочного аппарата, механизма подачи проволоки, газобаллонного устройства, горелки с со специальным рукавом, через который полается проволока и защитный газ.
- Существует еще и точечная электросварка – SPOT, которая находит широчайшее применение в частности , на кузовных участках предприятий автосервиса. Она тоже потребует особого сложного оборудования, и в домашних условиях практически не применяется.
Любой новичок всегда начинает с освоения приемов именно ручной дуговой сварки (MMА ), поэтому все рассматриваемые ниже вопросы будут посвящены именно ей.
Чтобы начать самостоятельно практиковаться, необходимо подготовить определённое оборудование, оснащение и расходные материалы.
Сварочный аппарат для дуговой сваркиДля проведения сварочных работ по технологии ММА используется один из трех типов аппаратов:
- Сварочный трансформатор – один из простейших видов оборудования. Принцип работы элементарен – сетевое напряжение 220 В (или 380, для трехфазной сети) преобразуется в более низкое, порядка 25 – 50 В , но за счет этого резко возрастает значение силы тока.Достоинства такой схемы – ее простота, высокая надежность и простота в обслуживании, высокие показатели мощности. Подобные аппараты недороги, что, наверное, во многом и предопределяет их распространённость.
Недостатков же у трансформатора гораздо больше – сварочная дуга от переменного тока не отличается стабильностью, нередки случаи залипания электродов, большое разбрызгивание металла, швы не отличаются аккуратностью. Помимо этого, потребуются специальные электроды именно для «переменки». Сварочные трансформаторы весьма зависимы от сетевого напряжения, а сами в процессе работы могут серьезно «просаживать» сеть. Не отличаются они компактностью и легкостью . Одним словом, начинать обучение с таким оборудованием – нежелательно. Как правило, для работы на подобных аппаратах потребуются хорошие навыки.
- Сварочные ММА-выпрямители отличаются от т рансформаторов тем, что дают на выходе постоянный ток. Работать с ними намного легче, так как «постоянная» дуга намного стабильнее, и швы получаются более аккуратными.
Однако, недостатки остаются – та же массивность и габаритность , даже побольше, нежели у сварочных трансформаторов, зависимость от напряжения питания и большая нагрузка на сеть. По цене они дороже, чем трансформаторные аппараты.
- Без преувеличения можно сказать , что буквально революцию в сварочных технологиях произвели аппараты, работающие по инверторной схеме. Сетевое переменное напряжение 220 В с частотой 50 Гц проходит целый каскад частотных и амплитудных трансформаций, и на входе получается требуемый постоянной ток с высочайшей степенью стабилизации. Всеми процессами управляет микропроцессорная сборка, что позволяет проводить требуемые регулировки с высокой степенью точности.
Самое современное решение — сварочный инвертор
Все это дает целый «букет» достоинств такого аппарата:
— Оборудование спокойно переносит достаточно серьезные колебания м=сетевого напряжения, что особо бывает важно в загородных поселках , где подобные проблемы — весьма частое явление.
— Вместе с этим, у инверторов, по сравнению с другими аппаратами, минимальное потребление энергии — они практически не перегружают сеть.
— Стабилизированный ток и возможность его точной регулировки позволяют выполнять точные и аккуратные швы. Разбрызгивание практически отсутствует.
— Аппарат отличается компактностью и малыми весом.
Выпускается широкий ассортимент подобных аппаратов – от инверторов бытового класса до профессионального оборудования. Для начинающих сварщиков – это самое оптимальное решение.Цены на качественные инверторы достаточно высоки, но, во-первых, имеют тенденцию к снижению, а во-вторых, подобная разовая покупка полностью себя оправдает. А продаже появилось немало и недорогих аппаратов весьма сомнительной сборки. Поэтому очень важно правильно подойти к проблеме выбора инвертора — нужно обязательно обратить внимание на ряд важных нюансов:
- Максимальный сварочный ток. Если аппарат планируется применять в условиях домашнего хозяйства, то, как правило, останавливаются на моделях с величиной 150 – 200 А. этого вполне достаточно для работы с электродами диаметров до 4 мм.
- Устойчивость электронной схемы к перепадам сетевого напряжения. Качественные инверторы должны выдерживать колебания в пределах ± 20 ÷ 25 % .
- Инвертор должен иметь систему принудительного охлаждения, работающую постоянно при включенном питании, или же оснащенную автоматикой, запускающую вентиляцию при определенном значении температуры радиаторов.
- Не следует забывать о потребляемой мощности аппарата – она может быть порядка 2 ÷ 3 кВт у небольших моделей, но может достигать и более значительных величин у аппаратов полупрофессионального или профессионального класса.
- То, о че м м ногие просто не знают: параметр, определяющий допустимую длительность сварочного процесса – продолжительность включения (ПВ). Никакой аппарат не может работать без перерывов, и в параметрах обязательно указывается ПВ, выраженное в процентах от общей длительности работы оборудования. У моделей бытового класса это обычно составляет порядка 40% — ничего не поделаешь, такова плата за компактность аппарата. На практике это означает, что период «отдыха», в данном случае, в 1,5 раза дольше, нежели время сварки, например, 1 минута непрерывной работы потребует затем не менее, чем полутора минутной паузы.
- Для начинающих сварщиков будут очень удобно, если в схеме аппарата реализованы некоторые полезные функции:
— «НotStаrt » существенно облегчает первоначальный розжиг сварочной дуги. Электроника автоматически импульсно повышает значение тока в момент розжига.
— «АrcFоrce » поможет справиться с извечной проблемой новичков – залипанием электрода к металлической поверхности. При уменьшении требуемого зазора между электродом и металлом повышается ток, предотвращая эту неприятность.
— «AntiStick» — функция, которая предотвратит перегрев автомата, если залипания избежать все же не удалось. В этом случае питание просто автоматически отключится.
Еще один важный совет. «Ахиллесовой пятой» инверторов является определенная сложность проведения ремонтных работ в случае выхода схемы из строя. При выборе аппарата лучше отдать предпочтение моделям с многоплатной компоновкой электронной схемы. Покупать подобные аппараты немного дороже, но диагностика поломок становится проще, ремонтопригодность — намного выше.
Видео: как выбрать сварочный инвертор
Сварочные провода, держатель электродов, зажим массыСварочные инверторы, как правило, уже укомплектованы проводами, держателем электродов и зажимом массы. Однако, при покупке на эти элементы тоже стоит обратить пристальное внимание – иногда можно нарваться на некачественные изделия.
- Сварочные провода должны быть в гибкой резиновой изоляции, иметь надежные латунные контактные вилки, подходящие к разъемам конкретного аппарата. Сечение кабеля должно быть не менее 16 мм², если аппарат рассчитан на ток до 150 А , 25 мм² – при 200 А и даже 35 мм², если предполагается работа с токами 250 А и выше. Не следует гнаться за большой длиной проводов или самостоятельно удлинять их – это может привести к перегрузке электроники и выходу инвертора из строя.
- Электрододержатель – важнейший элемент экипировки сварщика, так как именно им мастер манипулирует в процессе работы. Не стоит использовать для работы самодельные «вилки» — это достаточно опасно в плане получения световых ожогов глаз или поражения током. Самыми распространенными и удобными на сегодняшний день являются держатели пассатижного типа – «прищепки». Одни удобны, позволяют легко и быстро произвести замену электрода, хорошо изолированы со всех сторон и обеспечивают должную безопасность.
Одни из самых распространенных — держатели-«прищепки» пассатижного типа
Держатель должен иметь надежный зажим для электродов, позволяющий размещать из не только перпендикулярно, но и под углом 45 º. Нужно не полениться и проверить материал контактной части – там должна быть медь или латунь, но никак не омедненная сталь. Это – явный признак дешевой подделки, который легко выявить с помощью маленького магнитика. Необходимо проверить надежность фиксации электродов, особенно малого диаметра (2 мм) – с этим нередко бывают проблемы у некачественных держателей пассатижного типа.
Важным фактором является и удобность держателя, его сбалансированность, «развесовка » – работа с ним не должна вызывать быстрой усталости рук. Он должен иметь достаточно длинную рукоятку, позволяющую принять наиболее удобное положение руки, рифленую поверхность, чтобы исключить проскальзывание в ладони, одетой в рукавицу. Не забываем и о том, что для держателей также определено максимальное значение сварочного тока.
- Зажим для подключения массы должен иметь мощную пружину, надёжное соединение с проводом, латунные контакты для обжима металлической заготовки, соединенные медной шиной.
- Прежде всего, для сварочных работ потребуется маска или щиток. Щитки часто идут в комплекте инверторов, но у них есть неудобство – его необходимо удерживать свободной рукой, а это далеко не всегда возможно. Лучше приобрести полноценную маску.
Этот предмет экипировки предохраняет глаза от световых ожогов, прикрывает лицо от попадания брызг металла или искр, а органы дыхания, в определенной степени, от поднимающихся газов. Вместе с тем , светофильтр должен обеспечивать хорошую видимость накладываемого шва при зажигании дуги — подбор производится индивидуально. Светофильтр должен быть прикрыт защитным стеклом.
Сама маска изготавливается из термостойкого пластика. Она не должна быть тяжелой и громоздкой, вызывающей быструю усталость. Необходимо проверить удобство наголовника и его фиксацию в нужном положении, возможность регулировки под требуемый размер.
Большой популярность стали пользоваться маски — «хамелеоны», оснащенные специальными жидкокристаллическими светофильтрами, мгновенно меняющими светопроводимость в момент зажигания дуги. Удобство бесспорное – нет необходимости постоянно откидывать маску для визуального контроля исполненного шва, упрощается и процесс розжига дуги. Такие маски имеют определенные степени регулировки быстроты срабатывания и степени затемнения – это еще одно их значимое преимущество. Недостаток у них – достаточно высокая цена.
- Для работы потребуется специальная одежда, сшитая их прочной плотной такни , исключающей моментальное проплавление или прожиг при попадании искр (например, брезент) Категорически запрещены накладные карманы на куртке или штанах.
Обувь должна быть кожаная, полностью закрытая, ее верх должен надежно прикрываться штанинами. Руки необходимо защитить кожаными или плотными брезентовыми рукавицами или перчатками (крагами) с длинными манжетами, полностью закрывающими область запястья.
- Для производства сварочных работ, кроме того, понадобится специальный молоток для скалывания шлака – секач , железная щетка для зачистки поверхности металла. Нарезка заготовок и разделка деталей (снятие фаски и т.п .) потребует машинки-«болгарки» с отрезным и шлифовальным кругами.
Электрод представляет из себя стальной стержень, покрытый слоем обмазки. Стержень является и проводником для сварочного тока, и присадочным материалом. Обмазка при воздействии высоких температур создает защитный слой шлаков и газа, предохраняющий сварной шов от мгновенного окисления кислородом и азотом воздуха.
Очень важно — правильно подобрать электроды
Случаются ситуации, когда и оборудование хорошее, и все вроде делается по правилам, но сварной шов не получается. Возможно, причина кроется в неправильной подборке электродов. Увы, но многие начинающие мастера подбирают их, ориентируясь лишь на толщину сечения стержня, выпуская из виду остальные характеристики. А между тем , классификация электродов достаточно сложна и многообразна. Конечно, можно получить консультацию при покупке, если конечно сам продавец в этом понимает. Но можно попытаться разобраться с некоторыми вопросами и самостоятельно.
Для примера – электрод Э42 A-У OHИ -13/45— 3,0-УД (ГOСТ 9966— 75) или E-432(5) – Б 1 0 (ГOСТ 9967— 75). О чем могут рассказать цифры и буквы?
- Э42 A– специальное обозначение, говорящее о механических и прочностных качествах создаваемого шва. Характеристика, больше требующаяся для инженерных расчетов .
- УOHИ -13/45 – здесь зашифрована марка изделия. которая присвоена ему производителем.
- 3,0 – диаметр металлического стержня – 3 мм.
- Буква «У» говорит о том, что он предназначен для сварки углеродистых или низколегированных сталей – то, что чаще всего требуется в домашних условиях. Можно встретить обозначения «Л», «Т», «В» — это электроды для легированных и ин струментальных сталей различного типа, а «Н» — для создания наплавочного слоя на поверхности металла.
- Буква «Д» в данном примере говорит о толстой обмазке. Тонкий слой будет обозначен «М» , средний – «С» и очень толстый – «Г». Предпочтение следует отдать толстой обмазке.
По следующему ГОСТУ расшифровка такова:
- E-432(5) – информация для специалистов о физико-химических свойствах наплавляемой присадки.
«Б» — это классификация обмазочного покрытия. В приведенном примере – основное. Кроме того можно встретить такие обозначения:
— «А» — покрытие кислого типа , подходит и для постоянки , и для переменки, для любых типов швов, но дает сильное разбрызгивание.
— «Б» — основное, применяется для сварки мощных толстых деталей с использованием обратной полярности.
— «Р» — рутиловая обмазка – одна из самых распространённых, отлично подойдет для начинающего сварщика и для работ в домашних условиях.
— «Ц» — обмазка с целлюлозной составляющей. Очень удобна при работах большого масштаба, но требует особой квалификации сварщика, так как не терпит перегрева.
— «РЦ », «РЦЖ » — комбинированный тип. Буква «Ж», помимо этого, говорит о включении в состав железного порошка. В основном используется квалифицированными специалистами для особого вида работ.
- Следующая цифра говорит о пространственном расположении швов, которые можно исполнять данным электродом.
— «1» — универсальные;
— «2» — все, кроме вертикальных сверху-вниз ;
— «3» — недопустимы «потолок» и вертикаль, так же, как в п.2;
— «4» — электрод может выполнять исключительно нижние швы.
- Последняя цифра маркировки – индекс, говорящий о параметрах требуемого сварочного тока. Данные сведены в специальную таблицу, учитывающие и тип тока, и величину напряжения холостого хода аппарата, и нужную полярность. Чтобы не углубляться в подробности – только несколько слов о том, что необходимо учитывать. Всего градаций десять, от «0» до «9» . Для переменного тока могут применяться любые, кроме «0» . При «постоянке » полярность подключения не будет иметь значения для индексов «1», «4», «7» . Электроды «2», «5» и «8» — исключительно для прямой полярности, а «0», «3», «6» , и «9» — только для обратной.
Диаметр электродов подбирается в зависимости от толщины свариваемых деталей. Упрощенно можно ориентироваться на следующие параметры:
— Для заготовок толщиной до 2 мм — Ø 1.5 ÷ 2.5 мм;
— 3 мм – Ø 3.0;
— 4 ÷ 5 мм – Ø 3.0 ÷ 4.0;
— 6 ÷ 12 мм – Ø 4.0 ÷ 5.0;
— свыше 12 мм – Ø 5.0.
Видео: классификация электродов для ручной дуговой сварки
Подготовка рабочего местаЧтобы приступить к практическим занятиям, необходимо подготовить себе рабочее место:
- Работать лучше всего на свежем воздухе и открытом пространстве – исключается вероятность возгорания конструкций здания, меньше воздействие токсичных испарений.
- Около рабочего места не должно быть никаких легковоспламеняющихся материалов или жидкостей.
- На случай возгорания следует приготовить средства пожаротушения – воду, трудновоспламеняемую накидку из плотной ткани, песок. При этом применять для тушения пламени воду можно только при полном обесточивании аппарата.
Оптимальное решение — металлический сварочный верстак
- Работать лучше всего на металлическом верстаке. Следует продумать вопрос фиксации заготовок (тиски, струбцины и т.п .)
- Удлинитель должен иметь сечение кабеля, отвечающее пиковой потребляемой мощности сварочного аппарата.
- Перед началом работы необходимо предусмотреть меры, чтобы исключить появление посторонних людей, а в особенности – детей.
Если все готово, можно переходить к практическим действиям. Для начала лучше всего приготовить лист металла, зачищенный от грязи и ржавчины – первые шаги лучше отрабатывать на нем , не торопясь сразу сваривать какие-либо детали.
К заготовке присоединяется зажим массы. Очень важен хороший контакт в месте соединения – его следует зачистить металлической щеткой
Начинать обучение лучше всего с электродами Ø 3 мм – с ними легче «набить руку». Величина сварочного тока в этом случае будет порядка 80 – 100 А. электрод вставляется в держатель, проверяется надежность его крепления.
- Первым «упражнением» будет зажигание и удержание сварочной дуги. Для этого, после включения аппарата и опускания маски, нужно либо чиркнуть электродом по по верхности металла, либо несколько раз постучать по одному месту. Обязательно должна появиться искра, и теперь самое важное – удержать горящую дугу. Для этого необходимо строго выдерживать зазор между электродом и поверхностью металла. Положение электрода – примерно 30 º от перпендикуляра к поверхности.
Нормальным зазором считается такой, которые примерно равен толщине стержня электрода – это называется короткой дугой. При инверторной сварке с использованием качественных и сухих электродов обычно со стабильностью дуги проблем не возникает. При увеличении зазора до 4 – 5 мм получается длинная дуга, которая уже качественного шва не даст. Чрезмерное приближение электрода к поверхности может окончиться его залипанием . В этом случае следует сразу же качнуть держатель в сторону, пока не начался перегрев стержня.
При поддерживании дуги следует помнить, что электрод постоянно выгорает, и нужно корректировать его положение относительно поверхности металла.
- Теперь нужно четко разобраться со структурой расплавляемого металла в области дуги. В начале нагрева появляется красное жидкое пятно – это еще не металл , а расплавившаяся обмазка электрода, которая создала защитный слой. Через 2— 3 секунды в центре этого пятна появится ярко-оранжевая или даже беловатая капля с легким дрожанием или рябью на своей поверхности – это и есть сварочная ванна, область расплавленного металла. Важно научиться четко различать жидкий шлак и саму ванну – от этого будет зависеть и качество накладываемого шва.
- Как только ванна сформировалась, начинаем пробовать осуществить ее перемещение, плавно перемещая электрод, не меняя при этом зазора. Капля металла всегда перемещается в область повышенной температуры, поэтому и ванна будет стремиться за дугой. Со своей стороны, давление дуги несколько отталкивает ванну в противоположном направлении. Поработав практически и поняв этот принцип, можно попробовать сформировать валик наплавленного металла на поверхности листа.
- Для некоторого усложнения задачи лучше всего наметить на поверхности металла линию, которую выдерживать при создании сварного валика. Электрод будет перемещаться вдоль линии с небольшими колебательными движениями в стороны – так как показано на схеме.
После наложения этого «шва» необходимо дать ему остыть, а затем сколоть слой шлака, чтобы визуально оценить качество. Возможно, потребуются корректировки силы тока. Это, например, будет заметно по непроваренным участкам – ток явно недостаточен. Повышенное значение может привести к прожигу листа. Все это определяется только экспериментальным путем , какие-либо четкие рекомендации давать сложно.
Первое упражнение — создание ровных валиков
Не допускается пористости швов, включения в металлическую структуру частиц шлака – это соединение не отличается прочностью.
В ходе практики можно будет определиться какое направление сварки будет наиболее удобным – на себя или от себя, протягивая ванну за электродом или наоборот , толкая ее вперед . Многие мастера советуют все же проводить сварку если ровные и качественные валики начали получаться, можно переходить к следующему этапу – свариванию двух заготовок.
- Сварные швы по пространственному положению бывают нижними, на вертикальной плоскости (горизонтальные или вертикальные) и потолочными. Начинать, конечно, нужно с нижних – умение выполнять остальные придет далеко не сразу, по мере накопления опыта.
- По расположению сопрягаемых деталей швы подразделяют на стыковые, угловые, тавровые и нахлесточные . Каждый из них имеет свои особенности наложения, движения электрода, разделки и выставления заготовок.
- Сварку двух деталей начинают с прихваток, которые обеспечат стабильное положение деталей при наложении основного шва. Обычно для прихватки ток вставляют на 20— 30% больше, работая при этом на короткой дуге. При этом прихватки не должны быть ближе 10 мм от края заготовок или вблизи от от верстий. После наложения прихваток есть возможность проконтролировать правильность положения деталей и внести необходимые корректировки.
- Вначале следует научиться накладывать однослойные швы на тонких, 3— 4 мм заготовках. Более сложные варианты, с корневой проваркой и заполнением, могут быть освоены, года с простейшими приемами будут достигнуты устойчивые навыки.
Не следует пугаться вот таких первых неудач — опыт обязательно придет
Одним словом, все остальное будет зависеть только от старания и регулярных практических тренировок начинающего сварщика. Хорошо, если будет возможность обратиться к специалисту, чтобы он смог оценить получаемые результаты. Если нет – можно сравнить итоги своей работы с демонстрируемыми в интернете видеороликами с мастер-классами по дуговой сварке. Опыт, твердость руки, умение правильно выбирать параметры и уверенность в своих силах обязательно придут.
Видео: мастер-класс по ручной дуговой сварке
Основы сварочного дела (В.Г. Геворкян )
Основы сварочного дела (В.Г. Геворкян )
- Подробности
- Категория: Сварка
Год выпуска: 1985
Автор: В.Г. Геворкян
Жанр: Технические науки
Издательство: Высшая школа
Язык: Русский
Формат: DJVU
Количество страниц:168
В учебнике даны основы технологии дуговой, электрошлаковой, контактной и газовой сварки, кислородной и электродуговой резки; особенности технологии сварки легированных сталей, цветных металлов и их сплавов, чугуна, пластмасс, а также способы и режимы сварки трубопроводов.
В 4-е издание внесены изменения, касающиеся оборудования и материалов, расширено описание машин контактной сварки; введена глава «Наплавочные работы».
Скачать
Явление электрического дугового разряда впервые было открыто в 1802 г. русским ученым, профессором Петербургской медико-хирургической академии В. В. Петровым. В своих трудах он не только описал явление электрической дуги, но и предсказал возможность использования теплоты, выделяемой дугой, для плавления металлов. Однако в то время это открытие не нашло практического применения из-за низкого уровня развития техники. Только спустя 80 лет, в 1882 г. талантливый русский изобретатель Н. Н. Бенардос разработал и предложил практический способ использования электрической дуги для сварки металлов. По этому способу сварка производилась электрической дугой, возбуждаемой между угольным электродом и изделием. Несколько позже, в 1888 г. русский инженер-изобретатель Н. Г. Славянов разработал способ сварки с помощью металлического электрода. Н. Н. Бенардос и Н. Г. Славянов разработали также основные положения и других методов сварки: с несколькими электродами, в защитных газах, контактной сварки. В царской России эти изобретения получили ограниченное практическое применение, а затем были почти забыты.
Великая Октябрьская социалистическая революция создала условия для мощного развития науки и техники. Возродилась и стала развиваться сварочная техника. В 1929 г. советский инженер – изобретатель
Д. А. Дульчевский разработал способ автоматической дуговой сварки под флюсом. С 1940 г. этот способ стал внедряться в промышленность и строительство. В этом большая заслуга Института электросварки им. Е. О. Патона Академии наук УССР*, в котором ‘были разработаны теория автоматической сварки, флюсы и автоматы “для сварочных работ. Работа по широкому внедрению автоматической сварки в народное хозяйство продолжается и в настоящее время; институт имеет тесную связь с отраслями, в которых применяются сварочные работы.
Большое участие в дальнейшем развитии теории и технологии сварки принимают Центральный научно-исследовательский институт технологии машиностроения (ЦНИИТмаш), Московское высшее техническое училище им. Н. Э. Баумана, Всесоюзный научно-исследовательский проектноконструкторский и технологический институт электросварочного оборудования (ВНИИЭСО), Всесоюзный научно-исследовательский и конструкторский институт автогенного машиностроения (ВНИИавтогенмаш), Ленинградский политехнический институт им. Калинина, завод «Электрик», Уралмашзавод и ряд других организаций.
За годы первых пятилеток были проведены широкие мероприятия по созданию специализированных производственных организаций, научно-исследовательских институтов и лабораторий по сварке. В период Великой Отечественной войны сварка получила большое применение в военной технике, а в послевоенные годы — при восстановительных работах.
Важным преимуществом сварки является возможность при производстве изделия выбирать его наиболее рациональную конструкцию и форму. Сварка позволяет экономно использовать металлы и значительно уменьшить отходы производства. Например, при замене клепаных конструкций сварными экономия материалов в среднем составляет 15…20%, а при замене литых — около 50%. Трудоемкость сварочных работ меньше, чем при клепке и литье. Исключаются такие работы, как разметка, Сверловка отверстий, сложная формовка и др. Особенно ощутимо снижение трудоемкости при изготовлении крупногабаритных изделий: при замене литых корпусов и станин сварно-литыми, а штампованных изделий сложной формы — штампо-сварными, что, в свою очередь, снижает их себестоимость.
Сварные соединения по прочности, как правило, не уступают прочности того металла, из которого сделаны изделия. Сварные конструкции хорошо работают при знакопеременных и динамических нагрузках, при высоких температурах и давлениях.
Особо следует подчеркнуть, что условия труда при сварке с точки зрения как гигиены, так и безопасности значительно лучше, чем при клепке и особенно при литье.
Сваркой называется процесс получения неразъемного соединения посредством установления межатомных связей между свариваемыми частями при их местном или общем нагреве, пластическом деформировании или при совместном действии того и другого.
Инструкция по сварке кузова автомобиля для начинающих
Кузов практически любого современного автомобиля способен быть в активной эксплуатации в течение 10-15 лет, до начала активных коррозионных процессов. Конечно, это возможно в случае качественного ухода и отсутствии повреждений (а при наличии таковых – при качественном ремонте). Однако необходимость проведения ремонтных работ, с использованием сварки может потребоваться не только при развитии коррозии, но и, например, в результате ДТП. Рассмотрим технологии проведения работ различных видов, чтобы читатель мог представить себе – насколько возможна сварка кузова автомобиля своими руками.
Как сваривают кузов на заводе
Содержание статьи
Как известно, готовый кузов вовсе не отливают, а штампуют ряд деталей из жести, которую затем и соединяют сваркой в единый кузов. Конечно, происходит процесс, в большинстве случаев, автоматически, с использованием роботов. Однако сама технология сильно отличается от того, что можно увидеть в автосервисах или на производствах, работающих с металлоконструкциями.
Типичный метод сварки, когда укладывают сварной шов, имеет ряд недостатков, таких как:
- Сложность укладки самого шва;
- Необходимость учитывать «ведение» металла – ведь он при работе сильно локально нагревается, что вызывает неравномерное температурное расширение и его деформацию;
- Существенный расход дополнительных материалов (электроды, проволока и пр.).
На автозаводах, технология сварки кузова автомобиля значительно отличается – там используется преимущественно точечная сварка. Это довольно простой метод, позволяющий практически исключить расходные материалы, увеличить точность позиционирования деталей в автоматическом поточном производстве и нивелировать негативный эффект от локального температурного расширения.
Сама же технология достаточно проста – две детали позиционируются, и будущая сварная точка сжимается двумя не расходуемыми электродами, через которые пропускается значительный ток. Два слоя жести в месте контакта надёжно спаиваются друг с другом. При этом отсутствует сварной шов, геометрия деталей не теряется и образуется возможность пружинной деформации, что положительно сказывается на долговечности.
Конечно, такой тип соединения не предусматривает герметичности шва, но это решается, благодаря нанесению специального герметика на контактирующие области. А сам кузов, после проведения работ, полностью окрашивается. Именно так получаются такие прочные и эстетичные соединения, которые можно увидеть на любом автомобиле типовой конструкции.
Как делается сварка и ремонт кузова в условиях автосервиса или гаража
Мастерские, где используют аналогичные заводской технологии сварки встретить можно, но с каждым годом всё сложнее. Дело в том, что при проведении ремонтных работ с использованием точечной сварки необходимо не только соответствующее оборудование, но и использование множества дополнительных материалов. А заделать, к примеру, дыру (используя точечную сварку) может быть достаточно проблематично. Поэтому в ремонтных работах доминируют другие методы соединения металлических элементов.
Полуавтомат
Это наиболее частый вид оборудования, для проведения сварочных работ на автомобиле. Его популярность обеспечивается удобством использования – ведь можно достаточно просто «подлезть» в любой уголок и сделать шов. При этом не требуется уж очень сильных знаний и опыта.
Технически сварочный полуавтомат достаточно прост – используется практически такой же преобразователь тока, что и в остальных. Но вот расходные материалы различаются. Основной расходный материал – это сварочная проволока, различного диаметра (от 0,2мм до 2мм), как правило, покрытая слоем меди, и углекислый газ. Слой меди необходим для хорошего электрического контакта и как флюс. Углекислый газ, подаваемый в область сварочной дуги, не допускает контакта кислорода воздуха с расплавленным металлом.
В отличие от обычных сварочных аппаратов, в полуавтомате регулируется не только сила тока, но и скорость подачи сварочной проволоки, что позволяет настроить его достаточно точно. Таким аппаратом можно сделать тонкие, практически незаметные швы, при достаточной прочности соединения.
Для применения углекислого газа необходим не только сам заправленный баллон, но и редуктор, который будет снижать давление (150 атмосфер много для любого варианта регулирующей аппаратуры). И его поток также необходимо настроить, чтобы получить наиболее оптимальное значение.
Если пугает необходимость использования углекислого газа, то можно использовать специальную проволоку, которая хоть и не покрыта снаружи медным слоем, внутри содержит специальный флюс, который позволяет проводить работы без подачи газа. Обычная проволока, в таком случае, попросту горит – сварить ей без газа невозможно.
Благодаря вышеперечисленным особенностям, а также возможностью имитации точечной, сварка полуавтоматом кузова авто стала так популярна в мастерских, как официального уровня, так и в сервисах гаражного уровня, а также у частных владельцев.
Инвертор
Инверторы стали необычайно популярны, в последнее время, несмотря на то – что они попросту дальнейшее развитие обыкновенных сварочных аппаратов, но на современных компонентах. Основное отличие инвертора сводится к методу преобразованию тока – в нём, в отличие от стандартных (где используются сетевые 50 Гц), частота преобразования значительно выше (примерно 30-40 кГц).
Благодаря такому нововведению получилось сделать сварочный аппарат достаточно малых размеров и небольшого веса. При этом он не сильно чувствителен к пониженному напряжению питания, а дуга разжигается очень легко. На самом деле необходимо постараться, чтобы её не разжечь – справиться с инвертором может даже самый неопытный новичок.
Сам же сварочный процесс подразумевает использование электродов, совершенно аналогично типовой сварке. Сварка кузова автомобиля инвертором хоть и проста, но результаты далеки от идеальных. Шов получается недостаточно ровным, при этом достаточно толстым. Нагрев металла вокруг происходит сильнее, от чего возможно появление температурных деформаций.
Но если необходимо заварить незаметное для глаз место (например — на днище) – то можно воспользоваться и этим вариантом.
Полезные советы
Если вы решили провести сварочные работы самостоятельно, и уже решили – какой сваркой варить кузов автомобиля, а большого опыта за плечами ещё нет, то стоит знать несколько нюансов.
Вне зависимости от типа сварочного аппарата (за исключением точечной сварки), если предполагается длинный сварной шов, то действовать необходимо в несколько этапов. Сперва привариваемую деталь необходимо «прихватить» в нескольких местах, чтобы она была надёжно зафиксирована. Затем следует сделать несколько коротких (1-2 см) шва, по линии соединения. После каждой операции металл должен остыть. И лишь как завершающий этап – производить окончательное соединение. Это позволит свести температурные деформации к минимуму.
Борьба с коррозией
Когда проведение сварочных работ вызвано коррозионным разрушением кузова, то ржавчину необходимо удалять, иначе ремонта хватит ненадолго (благодаря хитростям окисления железа, которое может быть двухвалентным или трёх). Т.е. необходимо удалить разрушенные участки, а следы ржавчины очистить до металла.
После же проведения работ, сварной шов также необходимо защитить, ведь если он останется «как есть» — то он быстро будет разрушен. И если на лицевой части детали этот процесс происходит практически всегда, то про внутреннюю часто «забывают», особенно когда она расположена в закрытой полости.
Именно поэтому нередки случаи, когда через год по сварному шву через краску начинает прорываться ржавчина. Причём косметикой, в описанном случае, отделаться уже не получится – необходима полноценная переделка. Когда доступ есть с двух сторон – то проблем нет.
Однако как быть, когда внутренняя часть сварного шва находится в закрытой полости? В данном случае лучше частично пожертвовать целостностью, просверлив в полость отверстие, что позволит обработать полость антикорром.
Таким образом, выполненная сварка кузова автомобиля не только будет радовать глаза, но и прослужит достаточно длительное время. А остальное зависит только от вас.
Weld Tech 101 | Изучите основы, чтобы начать сварку
Вы когда-нибудь смотрели на свой телефон и думали: «Как, черт возьми, я выжил до этого удивительного изобретения?» Серьезно, я, наверное, знаю телефонные номера двух или трех человек и получаю пошаговые инструкции по крайней мере до 50 процентов мест, куда я бываю. Отложите в сторону постоянный социальный контакт через звонки и текстовые сообщения и просто подумайте о полезности вашего телефона, это потрясающе, что люди функционировали до смартфонов.До появления смартфонов с GPS и голосовыми командами люди находили решения своих повседневных проблем. Будь то написание писем или использование старой доброй печатной карты, люди придумали, как это сделать. Точно так же, как этот старый школьный способ решения проблем, люди также соединяли металлы перед сваркой. Будь то крепеж (болты, шпильки, заклепки), пайка или пайка, вы можете скрепить два куска металла. Но сварка позволяет взять два куска металла и по сути сделать их одним целым.Текст и фото Сами Шараф // Иллюстрации Пола Лагетта // Сварка Лен Хига в Sleepers Speed Shop
DSPORT Выпуск № 167
Сварка – это процесс соединения одинаковых металлов путем плавления двух частей вместе. Есть разные способы сварки; некоторые полагаются на электричество для генерации дуги, в то время как другие воспламеняют газ для выработки тепла. То, что на самом деле происходит во время процесса сварки, просто сводится к нагреву металлов до их температур плавления, пока они не расплавятся (а затем остынут) как одно целое.Компоненты, составляющие процесс сварки, начинаются с использования сварочного аппарата. Сварщик создает тепло, в результате чего образуется лужа расплавленного металла. Глубина плавления называется проникновением. Очень важно иметь надлежащую глубину проплавления для функционального соединения металлов. Сварной шов без проплавления просто не выдержит и в конечном итоге сломается. Наконец, наплавленный сварной шов называется валиком, который часто накапливается на верхней части заготовки. Если в старших классах вы ходили в автомагазин или металлообработку, то, вероятно, вспомните кислородно-ацетиленовую сварку.Кислородно-ацетиленовая сварка, вероятно, станет первым процессом, которому научатся начинающие сварщики и производители. Кислородно-ацетилен сжигает газообразный ацетилен, образуя горелку, способную нагреть металл до точки плавления. Добавление газообразного кислорода при сгорании газообразного ацетилена создает температуру пламени, превышающую 5500 градусов, что позволяет нагревать многие типы металлов. Этот универсальный процесс прост и портативен, поскольку не требует электричества, а также может использоваться для сварки, нагрева, резки и пайки всех типов металлов путем замены насадок или наконечников.Все три других основных типа сварки используют электричество для генерации дуги, которая в конечном итоге нагревает металлы выше их температуры плавления для получения сварного шва. Дуговая сварка палкой или экранированным металлом (SMAW) – это процесс сварки, при котором возникает дуга между металлическим электродом с покрытием и заготовкой. Металлический электрод (откуда и происходит термин «палочка») покрыт флюсом, который плавится во время сварки с выделением углекислого газа. Газообразный диоксид углерода действует как защитный газ для защиты расплавленного металла от загрязнения, в первую очередь от кислорода и водяного пара, которые могут ослабить сварной шов.Несмотря на то, что этот процесс требует более высокого уровня координации, чтобы правильно смазать борт, это эффективный процесс при работе с грязным материалом или материалом, содержащим ржавчину. MIG или сварка металла в инертном газе теперь также известна как газовая дуговая сварка металла (GMAW). В этом процессе металлы нагреваются до температуры плавления с помощью электрической дуги. Дуга возникает между непрерывной плавящейся электродной проволокой и заготовкой. Газовая часть этого метода используется в качестве защитного газа. Таким образом, он течет от самого сварочного пистолета, чтобы защитить дугу от загрязнений.Благородный газ, обычно аргон, используется, поскольку он не вступает в реакцию во время горения, удерживая кислород и водяной пар вдали от сварного шва. Помимо аргона, часто используется газообразный гелий из-за его аналогичных инертных свойств, но меньшей стоимости. Многие считают, что сварка MIG – это самый простой вид сварки для изучения, и часто это основной процесс сварки, поскольку он способствует более быстрому рабочему процессу. Еще одно преимущество сварки MIG заключается в том, что металл не должен быть таким чистым, как сварка TIG. С учетом сказанного, этот щадящий процесс известен как грязный, поскольку он производит больше искр, дыма и дыма, чем сварка TIG.TIG (вольфрамовый инертный газ) или газо-вольфрамовая дуговая сварка (GTAW) использует неплавящийся вольфрамовый электрод для создания электрической дуги с обрабатываемой деталью. В качестве инертного газа для защиты обычно используется аргон. Защитный газ защищает зону термического влияния, расплавленный металл и вольфрамовый электрод. Этот универсальный сварочный процесс лучше всего подходит для сложных сварочных работ на таких металлах, как углеродистые и низколегированные стали (например, хромомолибденовые трубки 4130), нержавеющая сталь различных марок, инконель, алюминий, магний и титан.Основным недостатком сварки TIG является то, что это относительно медленный процесс. Кроме того, для обеспечения эффективности сварки TIG обычно необходимо обеспечить чистоту свариваемого материала, поскольку примеси могут снизить прочность сварного шва. В зависимости от свариваемого материала и его толщины процесс сварки TIG может варьироваться в зависимости от полярности электрода. Текущие настройки могут изменить полярность на отрицательный постоянный ток, положительный постоянный ток или переменный ток. При сварке TIG отрицательным током на постоянном токе заготовка нагревается сильнее, что обеспечивает более глубокое проплавление.Для более тонких металлов, которые не требуют такого большого проникновения, положительный ток постоянного тока подает больше тепла на вольфрамовый электрод. Сварка TIG на переменном токе используется для обработки цветных металлов, чтобы очистить сварной шов от загрязнений. После того, как вы выбрали сварщика и освободили чистую и безопасную рабочую зону, вам понадобится пара средств защиты, чтобы начать сварку.
Сварочный капюшон (маска или шлем)
Сварочный кожух используется для защиты головы, лица, шеи и глаз сварщика от ожогов, УФ-излучения, искр, ИК-излучения и тепла.НИКОГДА не смотрите на сварочную дугу невооруженным глазом – сетчатку глаза легко повредить. Взгляд на сварочную дугу может вызвать что угодно – от легкого дискомфорта до постоянной потери зрения.Перчатки
Высококачественные перчатки, устойчивые как к нагреванию, так и к огню, при сохранении маневренности, необходимы любому сварщику.Куртка, рубашка и / или фартук
Многие сварщики предпочитают использовать специальную одежду для сварки, огнестойкую, защищающую от брызг и снижающую поглощение тепла, сохраняя при этом комфорт.Этого можно добиться, надев сварочные рубашки с длинными рукавами, куртки и / или фартуки. Еще один привлекательный вариант для начинающих сварщиков – это сварка порошковой проволокой. Этот процесс похож на конфигурацию «клеевого пистолета» при сварке MIG, за исключением того, что он не требует внешнего защитного газа для защиты сварного шва от загрязнений. Сварочные аппараты с флюсовой сердцевиной имеют полый проволочный электрод с непрерывной подачей, который содержит флюсовый состав. Во время процесса сварки флюс вступает в реакцию с дугой, выделяя углекислый газ и выступая в качестве защитного газа.Благодаря встроенным защитным свойствам сварка с флюсовой сердцевиной идеально подходит для наружных работ (для вентиляции дыма) и для обработки металлов, которые не обязательно являются чистыми. Положительным моментом этого процесса является то, что многие производители сварочного оборудования разработали машины, которые могут функционировать как в качестве традиционных сварочных аппаратов MIG, так и сварочных аппаратов с флюсовой проволокой. Обратной стороной этого процесса является то, что сварные швы не выглядят такими чистыми, как сварка MIG. Это может быть связано (в некоторой степени) со слоем шлака, который накапливается поверх сварного шва, который необходимо будет либо отколоть, либо отшлифовать, когда сварной шов остынет.Сварка может быть опасной, если не будут приняты надлежащие меры предосторожности. Чтобы защитить себя и окружающих, помните о следующих десяти мерах предосторожности до, во время и после сварки. Выбрать сварщика по типу металла Сварка – сложный и многогранный предмет, на освоение которого может потребоваться целая жизнь. Знание основ – хорошая отправная точка. Отсюда используйте любые доступные вам ресурсы, будь то ваш сосед, который ремонтирует сельскохозяйственное оборудование, или производитель в вашей местной тюнинговой мастерской, это богатые знания, полученные из опыта.Из этой статьи вы должны лучше познакомиться с основными процессами сварки и теоретическим пониманием соединения металлов. С этого момента вам захочется как можно больше времени практиковаться в наложении сварных швов. Один из отличных практических методов – изучить пять основных соединений (стык, угол, нахлест, кромку и тройник) и научиться эффективно сваривать эти соединения. Знание этих сварных швов позволит вам выполнить самый мелкий ремонт и изготовить простые кронштейны для вашего автомобиля. Изучив основы и освоив методы, вы сможете перейти к другим типам сварки и получить возможность сваривать различные типы материалов.Приваривайте!Basic Welding -: 8 шагов
Одним из ключевых элементов успешной прочной сварки MIG является подготовка материала. Вы хотите убедиться, что поверхность вашего материала чистая и сухая . Если на участке сварного шва или рядом с ним есть краска, ее необходимо как можно больше удалить. Причина в том, что краска плавится и горит при сварке поверх нее, а во время горения в металле образуются полости, которые могут быть потенциальными точками разрушения. Если вы купили новую сталь, на ней будет небольшое масляное покрытие, которое можно стереть тряпкой и небольшим количеством растворителя для краски.Чистая подготовленная поверхность очень важна для прочности сварного шва. Самый быстрый и простой способ сделать это для окрашенного металла – использовать угловую шлифовальную машину. Если у вас его нет, шлифовальные машины можно купить практически в любом хозяйственном магазине. Вы также можете использовать кусок наждачной бумаги, в зависимости от того, насколько чистый или грязный у вас металл для начала.
Еще один подготовительный шаг, который вы можете предпринять для обеспечения более прочных сварных швов, – это скосить одну или обе стороны основного металла сварного шва.AWS ( Американское общество сварки ) рекомендует подготовку скоса под углом 60 градусов. Для наших целей обычно достаточно скоса под углом 45 градусов на одной кромке, однако с «стыковой сваркой» ( Две части, стыковые d ) вы можете рассмотреть возможность снятия фаски с обеих кромок стыка. Если между двумя металлами есть зазор, это считается сварным швом «CJP» или «Full-Pen» ( Полное проникновение в стык или полное проникновение ). AWS ( Американское сварочное общество ) рекомендует где-то между 60-70 градусной подготовкой сварного шва для CLP в зависимости от толщины материала и т. Д. много. Если есть разрыв в вас совместным вы можете рассмотреть возможность использования «Резервную / РЕЗЕРВНУЮ Bar». Две общего Backer Моноблок материалы либо керамика или медь, и используется, чтобы помочь держать присадочный металл позволяет сделать необходимое «Корневой проход или проход» (первый проход) для создания сварного шва. (ПРИМЕЧАНИЕ: Керамика намного дешевле и ее легче найти в местном магазине сварочных материалов. .)
Обязательно используйте защитное снаряжение с этого шага, включая защитные очки, кожаные перчатки и средства защиты слуха.
17 Советы для лучших результатов
Сварка TIG обеспечивает большую универсальность и гибкость по сравнению с другими сварочными процессами. Из-за этой дополнительной сложности сварщикам требуется много дополнительной практики, чтобы убедиться, что они хорошо владеют своим оборудованием.
Нет лучшего совета, чем этот: если вы хотите стать отличным сварщиком TIG, вы должны проявить большое терпение.
Если вы не волнуетесь, когда берете сварочную горелку, этот вид сварки может вам не подойти.
При сварке TIG существует несколько советов и приемов, которые можно использовать для управления сварочной ванной, получения стабильной дуги и получения отличных сварных швов каждый раз. Вот простые техники, которые сделают вашу жизнь намного проще.
1. Сварка с минимальной мощностью.
Когда вы начинаете практиковаться со своим сварочным аппаратом TIG, всегда используйте настройку минимальной мощности, которая дает вам лужу, которую вы можете выдержать. Важно помнить, что сварка TIG основана на проплавлении. Если вы наберетесь слишком много, вы прожигаете все насквозь. Уровень мощности здесь так же важен, как и техника сварки. [1]
2. Держите металлы в чистоте.
Для эффективной сварки TIG требуется чистый металл.Нет другого способа создать сильную дугу и прочный сварной шов. Для нержавеющей стали и алюминия у вас должна быть специальная щетка для каждого типа металла. Несколько дополнительных минут очистки всегда обеспечат вам лучший результат при использовании этого процесса.
3. Используйте правильный вольфрам.
Работая с разными поверхностями с помощью сварочного аппарата TIG, вы обнаружите, что вам может потребоваться другой вольфрам. Например, если вы работаете с алюминием, вы, вероятно, будете использовать зеленый вольфрам.Сталь ассоциируется с красным вольфрамом. Познакомившись со своим оборудованием, вы обнаружите, что оно хорошо работает и с различным вольфрамом в уникальных условиях. Не бойтесь экспериментировать во время практики, узнавая, что ваш сварщик может или не может делать.
4. Необходимо учитывать толщину вольфрама.
Толщина вашего вольфрама имеет значение. Если он окажется слишком большим, вам потребуется больше тепла в процессе запуска, когда вы зажжете дугу. Когда вольфрам слишком мал, вы подвергаетесь большему риску перегрева, что также приводит к повреждению.
5. Знайте, когда переточить наконечник.
Если кончик вольфрама коснется сварочной ванны, вам придется переточить его. Со временем вольфрам образует шар, который заставит дугу блуждать по вам, что снижает качество сварного шва, которого вы можете достичь. Аварии случаются, поэтому для экономии времени вы можете иметь наготове несколько вольфрамовых элементов на тот случай, если вы столкнетесь с шариком во время работы.
6. Следите за своим сварочным процессом.
Сварка TIG требует сосредоточения внимания от начала до конца. Избавьтесь от любых отвлекающих факторов во время сварки, которые могут отвлекать ваше внимание. Хорошей идеей будет запастись запасными присадочными стержнями в таком месте, где до них можно дотянуться, чтобы можно было продолжать работу.
7. При шлифовании используйте соответствующие средства защиты.
Некоторые новички этого не понимают, но вольфрамовые электроды немного радиоактивны. Когда вы измельчаете их, чтобы создать наконечник, обязательно наденьте респиратор, предназначенный для защиты дыхательных путей.По возможности старайтесь свести пыль в зоне шлифования к минимуму. Убедитесь, что в вашем магазине есть приличная вентиляция.
8. Старайтесь правильно шлифовать электрод.
При шлифовании вольфрама лучше всего шлифовать по длине. Вы хотите, чтобы результат был ровным, когда это возможно. Большинство сварщиков TIG будут использовать вольфрамовые точилки, но если вы только начинаете, настольный шлифовальный станок выполнит свою работу.Однако вы не можете использовать универсальный шлифовальный станок для этой работы, так как это приведет к загрязнению ваших электродов.
9. Ознакомьтесь с вашими защитными газами.
100% аргон является наиболее распространенным защитным газом, который используется для сварки TIG. Также популярна комбинация аргона и гелия 75/25. По мере увеличения содержания гелия в защитном газе вы обнаружите, что температура начнет падать. Это может привести к проблемам с зажиганием дуги. Если использовать 100% гелий, начать сварку становится очень сложно.Установите скорость защитного газа от 15 до 20 кубических футов в час, когда вы впервые начнете учиться сварке. Более высокие настройки могут привести к повреждению сварного шва.
10. По возможности используйте стержни большего размера.
Логика здесь довольно проста: если у вас удочка побольше, то ее легче кормить. Стандартные стержни с оборудованием для сварки TIG обычно имеют диаметр 3/32 или меньше. По возможности используйте прут диаметром 1/8 дюйма, чтобы облегчить процесс обучения.
11. Угол наклона стержня и угол резака не совпадают.
Если вы держите горелку и стержень под одинаковым углом во время работы с оборудованием для сварки TIG, то во время работы вы заставите тепло «отскакивать». Этот процесс заставит стержень расплавиться раньше, чем вы захотите, что приведет к образованию бусинки плохого качества. Вы всегда должны подавать стержень в сварочную ванну.
12. Медленно уменьшайте дугу вместо того, чтобы заканчивать ее внезапно.
При сварке при температуре держите ножную педаль (или другой механизм контроля температуры) примерно на 3/4 хода вниз.Это даст вам возможность позволить дуге погаснуть, когда вы дойдете до конца сварного шва. Если вы внезапно погасите дугу, это увеличит риск растрескивания.
13. MIG и TIG иногда взаимозаменяемы.
Иногда для создания сварных швов TIG можно использовать проволоку, полученную при сварке MIG. Хотя некоторые магазины и сварщики могут сказать иначе, есть большая вероятность, что часть вашего сварочного оборудования взаимозаменяема. Это особенно актуально для сварщиков, у которых есть сварочные аппараты 3-в-1 или 5-в-1.Когда вы только начинаете учиться сварке, выбора из лучших моделей сварочных аппаратов недостаточно – максимальное использование вашего оборудования всегда будет в ваших интересах.
14. Защитите себя от шока.
Один из самых простых способов снизить опасность поражения электрическим током за сварочным столом – это положить на него что-нибудь непроводящее. Перчатки – это распространенный способ предотвратить сотрясение рук. Еще один вариант – изделия из дерева. Имейте в виду, что ваш пот будет проводить электричество еще больше, а это значит, что нужно проявлять большую осторожность.Постарайтесь положить руку, удерживающую фонарь, на устойчивый предмет, чтобы добиться лучших результатов.
15. Тонкие перчатки часто лучше работают при сварке TIG.
Если вы наденете тонкие перчатки на руку, которая питает стержень, то благодаря этому процессу вы улучшите свои ощущения. Когда ваши перчатки кажутся громоздкими или мешают вам максимально контролировать процесс, качество вашей работы ухудшается. Это помогает научиться кормить стержни теми же пальцами, которыми вы держите ручку или карандаш.
16. Имейте в наличии таблицы присадочного металла.
Когда у вас будут в наличии эти таблицы, вам будет легче выбрать правильные стержни, которые вам потребуются для материалов, с которыми вы работаете в этот день.
17. Повышение сварочного тока приведет к увеличению скорости сварки.
Вы обнаружите, что для работы с алюминием может потребоваться много тепла. Иногда это означает, что вам необходимо увеличить сварочный ток. Более горячие машины обеспечивают более высокую скорость движения, что снижает искажения и прожиг, если вы все делаете правильно.Однако если вы пойдете слишком быстро, некоторые металлы могут дать неэффективный бусин.
Сварка TIG требует времени для изучения. Иногда это может быть разочаровывающим процессом. Однако, если вы запомните подобные уловки и советы, вы обнаружите, что это также может быть очень весело.
7 основных советов по сварке TIG для начинающих
В то время как TIG (вольфрамовый инертный газ) является одним из наиболее распространенных методов сварки, используемых сегодня, процесс получения чистых высококачественных сварных швов не так прост, потому что при контроле нагрева учитывается множество факторов, а именно используемой техники. , вплоть до мастерства сварщика.Короче говоря, сварка TIG может быть сложной задачей для начинающих сварщиков.
Итак, если вы испытываете трудности с правильной сваркой TIG или вам нужна помощь в получении сертификата по сварке TIG, то вы попали в нужное место, потому что в этой статье мы рассмотрим 7 основных советов по сварке для начинающих и отточите свои навыки в производстве сварных швов высокой чистоты.
Используйте минимальную мощностьОдин из основных советов по сварке TIG, который необходимо помнить, заключается в том, что слишком большая мощность может вызвать прожиг сварного шва.Поэтому используйте минимальную мощность как можно больше (или, по крайней мере, настройку мощности, которую вы можете поддерживать), чтобы вы могли придумать технику лужения, достаточную для создания прочного и прочного сварного шва.
Угол факелаГорелка должна располагаться на расстоянии не менее 15-20 градусов от материала поверхности (и пути движения), чтобы обеспечить легкий доступ к присадочному материалу и улучшить видимость свариваемой детали.
Держите материалы в чистотеМеталлы должны быть чистыми для получения сильной сварочной дуги.Для алюминия и нержавеющей стали рекомендуется использовать тонкую щетку для каждого типа металла. Несколько минут могут иметь большое значение для достижения лучшего результата.
Не расплавляйте присадочный стержень напрямуюВсегда помните, как работает сварка TIG: основной металл плавится горелкой, а присадочный материал плавится расплавленной лужей. Избегайте прямого плавления материала, так как это приведет только к слабому сварному шву.
Защитное снаряжениеВольфрамовые электроды излучают низкий уровень излучения.Поэтому обязательно наденьте респиратор, чтобы защитить свой нос и рот. Кроме того, мы также рекомендуем вам практиковать сварку TIG в хорошо вентилируемом помещении, чтобы пыль не ухудшала качество выполняемой вами работы.
Precision Fabricating & Cleaning – инновационная высококвалифицированная компания с уникальными возможностями для оказания широкого спектра услуг по промышленной уборке, специализирующаяся на Гидростатические испытания, Кислородный сервис, Криогенные испытания, Мобильная уборка поля, Пассивирующий, Очистка высокой чистоты, Ультразвуковая чистка, и многое другое. Используйте правильный тип вольфрамаДля работы с разными металлами необходимо использовать вольфрам правильного типа. Для алюминиевых поверхностей рекомендуется как можно больше использовать зеленый вольфрам. А для стальных металлов рекомендуется использовать красный вольфрам. По мере того, как вы пойдете дальше, вы также обнаружите, что другие типы металлов хорошо сочетаются с разными видами вольфрама.
Работа с нержавеющей стальюИ, наконец, один из основных советов по сварке TIG, который необходимо помнить, – это осторожность при чрезмерном нагреве при работе с нержавеющей сталью.Вы можете сделать это, просто наблюдая за цветом сварного шва.
Если в результате окрашивания получается цвет от золотистого до лососевого, то приложенного тепла достаточно. Но если цвет сварного шва от темного до грязно-серого, значит, используется чрезмерный нагрев, и материал может деформироваться.
Чтобы предотвратить проблемы при сварочных работах в будущем, мы рекомендуем снизить силу тока и увеличить скорость движения. Вы также можете попробовать уменьшить толщину присадочного стержня, чтобы его можно было легко расплавить на умеренном огне.
Сварка 101 – Руководство по сварке для начинающих
Добро пожаловать в это руководство по сварке 101. Здесь мы рассмотрим различные типы сварки, с которыми вы, вероятно, столкнетесь как начинающий сварщик.
Если вы думаете о сварке как о карьере, или просто хотите заняться сваркой в качестве хобби, или для домашних сварочных работ, мы поможем вам.
Первые дела в первую очередь – сварщики и там используются
Сварку можно использовать по-разному, и столько же различных типов сварочных процессов.Хотя тема многогранна, нас беспокоит то, какое оборудование использовать и как начать сварку.
Сварка 101 для начинающих обычно ограничивается сваркой сталей и сплавов от легких до тяжелых. Из этих материалов изготавливается большинство изделий, которые используются в повседневной жизни и в бизнесе. Мы используем эти материалы как при изготовлении, так и при ремонте. Поскольку большая часть наших сварочных аппаратов предназначена для сварки стали и алюминия, у нас есть , четыре доступных метода сварки .
Основными видами сварки являются дуговая сварка, сварка MIG сварка TIG и газовая сварка.
Дуговая сварка и где ее можно использовать.
Дуговая сварка аналогична дуговой сварке. Мы используем стержневой электрод, покрытый флюсом, который защищает выполняемый шов от загрязнения воздухом.
Дуговая сварка используется во многих сферах – от домашнего ремонта до тяжелой промышленности и судостроения. Для новичков этот вид сварки – самый дешевый вариант и наиболее универсален в зависимости от того, что вы умеете сваривать.Установки для дуговой сварки просты в настройке, а качество сварки остается высоким после освоения основных методов.
Возможно, не самый простой из четырех методов для освоения, однако, как и все остальное, небольшая практика скоро приведет к успешной сварке.
Для начинающих дуговая сварка лучше всего подходит для сварки листов из мягкой стали, плоских стержней, сплошных круглых и квадратных стержней, стальных профилей с правой стороны и труб. Какие сварочные стержни использовать для низкоуглеродистой стали? Большинство сталей можно сваривать с помощью универсальных сварочных электродов, которые продаются в местных магазинах бытовой техники.Существуют сотни различных типов сварочных электродов, используемых во всех областях сварки. Посетите сварочную площадку Miller, чтобы получить советы по выбору сварочных стержней.
Сварка МИГ, лучшее для начинающих.
СваркаMIG – это, безусловно, самый простой способ начать работу со сваркой 101. Она не только проста в освоении, но и позволяет выполнять несколько различных типов сварки с помощью одного аппарата. Лучший сварочный аппарат MIG, с которым можно начать, не будет стоить больших денег и является лучшим аппаратом для начинающих.
Сварочные аппаратыMIG работают с использованием сплошного проволочного электрода, который находится на катушке внутри сварочного аппарата MIG. Когда оператор нажимает на курок сварочного пистолета, это приводит в действие механизм подачи проволоки и подает сварочную проволоку прямо к выполняемому сварному шву.
В зависимости от того, что вы собираетесь сваривать, будет зависеть количество мощности, которое вы хотите использовать в своей миграции. Например, сварщики MIG в тяжелой промышленности будут работать на машинах с силой тока около 400 ампер. Эти машины могут сваривать стальные листы толщиной до трех дюймов, и вам не стоит брать с собой сварщика!
Для домашних сварщиков и начинающих сварщиков подойдет аппарат мощностью от 140 до 210 Ампер.Это позволит вам сваривать сталь толщиной до 3/8 дюйма, а машина будет достаточно легкой, чтобы при необходимости переносить ее с работы на работу.
Сварка TIG и ее применение
Сварка TIG – это более специализированный процесс. Лучше всего использовать для качественной и аккуратной сварки. Этот тип сварного шва, который вы, вероятно, встретите при соединении горного велосипеда, широко используется в пищевой промышленности. Сварщики TIG создают чистые сварные швы, которые практически не требуют очистки.
Хотя они и не используются широко для начинающих сварщиков 101, они могут пригодиться тем, у кого более специализированные хобби, например, сборка велосипедов.Не так быстро, как MIG или сварка электродом, поскольку этот процесс выполняется вручную, когда оператор подает катанку в сварной шов.
Сварочные аппаратыTig являются специализированными и, как правило, также могут использоваться как сварочные аппараты штангой. Современные сварочные аппараты TIG очень малы и компактны и идеально подходят для работы на стройплощадке. Возможности сварки TIG также включены во многие многоцелевые сварочные аппараты, которые представляют собой сварочные аппараты MIG, Stick и Tig в одном аппарате.
Газовая сварка
В газовой сварке используется кислородно-ацетиленовый газ для создания очень горячего пламени.Кислородно-ацетиленовая горелка нагревает соединяемые металлы до температуры плавления, и на этой стадии вводится присадочный стержень, способствующий плавлению сварного шва.
Очень похоже на олдскульную сварку TIG с использованием тех же методов. Больше не используется для самостоятельной работы, но есть место, если вы работаете с медью и латунью, где в игру вступает таяние металлов. Также удобен для отопления и газовой резки стали.
Этот тип сварки несколько обременительный, так как вам потребуется два больших газовых баллона для переноски.
FAQ
Q – Может ли сварка вызвать солнечный ожог?
А – Определенно. Всегда носите защитную одежду. Если вы ведете сварку в обшитом металлом или подобном светоотражающем сарае, вы также можете получить ожог задней части шеи просто от отражения, используйте солнцезащитный крем!
Q – Может ли сварка повредить глаза?
A – Да, но только если вы не используете сварочную каску. Всегда используйте лучший сварочный шлем, который вы можете себе позволить.
Q – Может ли сварка вызвать проблемы с легкими
A – Сварка в замкнутых пространствах без надлежащей вентиляции создает проблемы, однако большинство сварных швов выполняется на открытых площадках, поэтому риск для легких минимален, если вы не вдыхаете чрезмерно пары.
Q – Какой сварочный аппарат лучше?
A – Для начинающих я бы посоветовал небольшой сварочный аппарат MIG, такой как Hobart Handler 140
.Q – Сложно ли сварка?
A – Сварка похожа на все новое, и ее освоение требует немного времени.Некоторые люди будут готовы к работе через полчаса, а другим может потребоваться несколько дней, чтобы освоиться. Но это выполнимо для большинства людей.
Руководство для начинающих по домашней сварке
Если вы читаете эту статью, это, вероятно, означает одно из двух, или, возможно, даже и то, и другое: вы надеетесь заложить основу для прибыльной карьеры или хотите приобрести навыки, необходимые для выполнения проектов DIY или дома. ремонт.
Какими бы ни были причины, по которым вы решили заниматься сваркой, в этой статье содержатся советы по сварке для начинающих от экспертов PrimeWeld.
Что ж, для новичков есть хорошие новости. С годами сварка достигла такой степени, что практически каждый может изучить основы. А для тех, кто начинает с нуля, вы можете настроить его примерно за 500 долларов и работать над небольшими проектами в относительно короткие сроки.
Просто имейте в виду, что вам нужно набраться терпения и потратить время, чтобы получить больше знаний и отточить свои навыки, прежде чем браться за эти сложные работы, которые могут потребовать более высокого уровня структурной целостности.Вы не разовьете навыки, чтобы уложить сварочный валик профессионального вида за одну ночь.
Если вы серьезно относитесь к обучению сварке в домашних условиях и готовы приступить к работе, вот несколько советов по сварке для начинающих:
Определитесь, какой тип сварки вы предпочитаете
Сварка для начинающих начинается с выбора метода сварки, соответствующего вашим целям. Хотя существуют различные методы сварки, наиболее распространенным видом сварки является электродуговая сварка. Эта дисциплина обычно включает сварочную проволоку или электрод, которые частично плавят металлы, подлежащие плавлению.Когда металлы остынут, эти два предмета будут соединены.
Хотя сварка штучной сваркой, для которой требуется электрод, возможна, сварка MIG – отличный выбор для начинающих, поскольку сварка с подачей проволоки, как правило, легче освоить. Достаточно нажать на спусковой крючок сварочного пистолета, что позволяет проволоке выдвигаться непрерывно. Благодаря непрерывной подаче проволоки вам не придется останавливать работу, чтобы выбросить или заменить использованный электрод.
Существуют и другие сварочные дисциплины, например, сварка TIG, но они потребуют более обширного обучения, чем MIG.Итак, выберите метод сварки, который позволит вам быстро приступить к работе, и вы будете готовы купить сварщика.
Выберите сварочный аппарат
Часть основы сварки для начинающих включает в себя приобретение предметов для начала, самым дорогим из которых будет сам сварщик. Вам не нужно тратить лишние деньги, чтобы получить качественного сварщика, но держитесь подальше от этих дешевых моделей (некоторые стоят менее 100 долларов), которые значительно усложнят освоение новых навыков.
PrimeWeld MIG140 идеально подходит для начинающих.
PrimeWeld MIG140 – это доступный по цене сварщик профессионального уровня, который идеально подходит для начинающих. Это сварочный аппарат MIG с флюсовым сердечником на 140 А, который подключается к стандартной настенной розетке на 110/120 В. Сварочный комплект включает горелку, кабель зажима заземления, газовый шланг, регулятор аргона, сварочную маску и проволоку.
Если вы используете защитный газ (рекомендуется для сварки MIG в помещении), вам необходимо арендовать или купить газ. Совет для начинающих – использовать порошковую проволоку вместо защитных газов и лучше работать при сварке на открытом воздухе.
Важное замечание: одно из наиболее значительных преимуществ покупки вашего первого сварочного аппарата у профессионального дилера по сварке, такого как PrimeWeld, заключается в том, что они могут ответить на большинство ваших вопросов и предоставить основы сварки для начинающих. Например, вы можете быть не совсем ясны. о разнице между сваркой защитным газом и сваркой флюсовой проволокой. Вы можете связаться с любым из профессионалов PrimeWeld, и они укажут вам правильный путь.
После того, как вы приобрели сварочный аппарат и у вас есть хороший источник советов по сварке для начинающих, вы можете ознакомиться с остальными предметами для начинающих:
Рассмотрите сварочную маску с автозатемнением
Если вы подключитесь к Интернету, вы увидите несколько дешевых шлепанцев, которые защитят ваши глаза и лицо во время сварки, но они, вероятно, не дадут вам наилучшей защиты.
Помните, что свет от дуговой сварки очень яркий, и продолжительное воздействие на него может увеличить риск повреждения вашего зрения. А без достаточной защиты от затемнения со стороны шлема можно обжечь глаза.
Если по какой-либо другой причине, кроме указанных выше, вам необходимо рассмотреть шлем с автоматическим затемнением, который включает в себя новейшие технологии. Хотя эти шлемы несколько дороже, они могут защитить ваши глаза от потенциально вредного излучения света за счет автоматического затемнения до нужного защитного оттенка в течение миллисекунд.
В смотровое стекло этих шлемов встроена ЖК-технология, и лучшие из них будут оснащены функцией, позволяющей персонализировать настройки для обеспечения наилучшей защиты.
Думайте о сварочных перчатках как о важном предмете
У вас может возникнуть соблазн надеть пару стандартных кожаных рабочих перчаток в начале работы, но есть несколько веских причин для покупки специальных сварочных перчаток.
- Дуговая сварка требует много тепла, а изоляция сварочных перчаток позволяет выдерживать это тепло намного дольше
- В отличие от обычных рабочих перчаток, сварочные перчатки обычно проходят от руки к локтю.Благодаря этой функции ваши перчатки не станут воронкой для брызг и искр.
- Сварочные перчатки будут изготавливаться из несинтетических материалов. Не синтетические материалы горят, а не тают, что предпочтительнее, чем таяние ваших перчаток с кожей рук!
Как и в случае со шлемами, выбор сварочных перчаток велик. Перчатки бывают разных размеров, форм, цветов, кожи и длины манжетов. Ищите перчатки с кевларовой строчкой из воловьей кожи и хлопковой подкладкой.Если у вас нет исключительно маленьких или больших рук, достаточно большой четырнадцатидюймовой перчатки.
Прочие средства индивидуальной защиты (СИЗ)
Безопасность всегда превыше всего в любой промышленной среде, и домашняя сварка не исключение. Перед началом сварки убедитесь, что вы защитили себя от трех основных опасностей при сварке: УФ-лучей, горячих искр и горячего металла.
Качественная сварочная маска защитит глаза и лицо от ультрафиолетовых лучей и горячих искр.А эти 14-дюймовые сварочные перчатки защитят ваши руки и предплечья от ультрафиолетовых лучей, горячих искр и горячего металла. Теперь вам нужно защитить свои плечи и грудь.
Наиболее практические элементы для верхней части тела будет хлопка футболки под длинными рукавами, огнестойкой сварки рубашки или пиджака. Хлопковая майка помогает защитить верхнюю часть груди от ультрафиолетовых лучей и горячих искр, а рубашка для сварщиков не пропускает ультрафиолетовые лучи и горячие искры от верхней части груди и нижней части декольте, если вы купите рубашку с удлиненным воротником.
Джинсы из плотного денима защитят вас от тех же опасностей от талии до щиколоток. Одно предостережение: не надевайте на штаны наручники, так как они могут поймать некоторые из этих горячих искр!
Кроме того, если вы собираетесь работать с тяжелыми металлическими предметами, вам следует носить обувь со стальным носком или ботинки. Кусок стали, падающий вам на пальцы ног со сварочного стола, может иметь разрушительные последствия.
Маленькая угловая шлифовальная машина пригодится
Вам понадобятся металлические напильники среднего и большого размера, а также отбойный молоток и металлическая щетка.Но рано или поздно вам захочется купить небольшую портативную угловую шлифовальную машину как часть вашего арсенала. Ручные шлифовальные машины необходимы для подготовки поверхности, выравнивания сварного шва или снятия фаски. Их универсальность делает их приоритетом перед настольными шлифовальными машинами.
Меры предосторожности: купите пару высококачественных защитных очков или маску, закрывающую все лицо, для шлифования и обязательно используйте средства защиты органов слуха, поскольку шлифовальные машины могут быть довольно шумными.
Еще несколько пунктов, которые следует учитывать:
- Набор зажимов для фиксации стыков перед сваркой
- Клещи для сварки
- Магниты
- Дополнительные катушки с проволокой разных размеров
Вы должны быть готовы к сварке!
Имейте в виду, что это только основы сварки для начинающих.Нам предстоит еще многое узнать. Вы можете добиться этого, пройдя курсы по совершенствованию своих навыков или наблюдая за сваркой экспертов и давая советы новичкам на различных каналах YouTube.
А пока вы готовы к работе. Удачи и счастливой сварки!
Сварка TIG: основы и рекомендации для начинающих сварщиков
Сварка представляет собой процесс соединения двух разных металлических частей. Сварка проявляется во многих формах вокруг нас; нравится машина, ворота, много предметов домашнего обихода, список можно продолжать бесконечно.От помещения до улицы, под водой или в космосе; сварка выполняется в любых средах. Существуют различные типы сварочных операций, но сварка TIG, также известная как сварка вольфрамовым электродом в среде инертного газа, является наиболее продвинутым типом, и для ее выполнения требуются опытные сварщики. Итак, давайте приступим к основам сварки TIG в этой статье.
Что отличает сварку TIG от других видов сварки, так это возникающая дуга и способ добавления присадочного материала во время сварки.Эти два фактора составляют основу работы сварки TIG. Это самый сложный из всех видов сварки. Это ручной процесс, при котором сварщики держат горелку TIG одной рукой, чтобы создать дугу, а другой рукой залить присадочный материал. Так работает сварка TIG. Несмотря на то, что это сложный метод, он является наиболее универсальным и обеспечивает высочайшее качество сварки при использовании некоторых мощных устройств.
Основы сварки TIG
Сварка вольфрамовым электродом в среде инертного газа также известна под названием GTAW, газо-вольфрамовая дуговая сварка.Процесс включает создание электрической дуги с помощью вольфрамовых электродов. Источник питания генерирует тепло, которое вызывает электрическую дугу между металлической заготовкой и вольфрамовым электродом. Выделенное тепло сваривает две металлические детали. Этот процесс выполняется в присутствии инертного газа, такого как аргон и гелий, для предотвращения загрязнения атмосферы.
1. Как работает сварочный аппарат TIG
В этом разделе рассматриваются основы сварки TIG для инженеров. Основные компоненты, участвующие в сварке TIG, тепло, защита инертным газом и наполнитель.Давайте узнаем, как работает сварочный аппарат TIG:
1. Металлическая деталь, на которой должна выполняться сварка, обеззараживается путем пропускания инертного газа или защитного газа, а именно аргона или гелия.
2. Горелку держат над металлом так, чтобы он находился прямо у поверхности, но не касался ее.
3. При нажатии ножной педали сварщиком вольфрамовый электрод создает дугу. При образовании дуги два металла плавятся и образуют лужу, в которую сварщик осторожно вводит присадочный материал, вручную погружая сварочную проволоку.
Это техника соединения двух металлических деталей с помощью сварки TIG.
2. Что нужно для начала сварки TIG
Сварка TIG требует высокой точности, поскольку выполняется вручную. Правильный набор оборудования, необходимого для настройки ваших сварочных аппаратов TIG:
Горелки TIG: с водяным или воздушным охлаждением. Использование горелки TIG любого типа зависит от сварщика. Горелки TIG со всеми настройками управления на ручке горелки дают сварщику лучшее преимущество, поскольку другая рука участвует в заполнении присадочного материала.
Тип электрода
Высококачественные электроды не только обеспечивают прочный сварной шов, но также обеспечивают стабильную дугу при сварке. Выбор электрода зависит от типа свариваемого металла и сварочного шва.
Вольфрамовые электроды не являются расходными материалами, но со временем они определенно сгорают. Чем меньше выгорание, тем лучше получается электрод и сварной шов.
Электроды бывают торированно-лантановые и церированные.Торированные долговечны, но выделяют вредную радиоактивную пыль. Электроды из лантана обладают теми же преимуществами, что и торированные, а также не образуют радиоактивной пыли. Церированные электроды являются предпочтительными, поскольку они хорошо работают даже при низких значениях тока и обеспечивают легкий запуск дуги.
Шлифовальные круги
Шлифовальные круги – важный аксессуар, который следует учитывать при сварке TIG. Электрод необходимо заземлить либо на наконечник, либо на шарик, в зависимости от проекта сварки и металлов.Убедитесь, что на шлифовальных кругах нет загрязнений, так как они могут повредить электроды.
Защитный газ
Защитный газ можно использовать по отдельности или в смеси. Теплопередача, обеспечиваемая газом, становится решающим фактором при сварке более толстых или более тонких материалов. Гелий предпочтительнее чистого аргона для более толстых материалов; тогда как для тонких материалов используется смесь гелия и аргона.
3. Использование сварочного аппарата TIG
TIG используется во многих промышленных приложениях, где требуются высококачественные сварные швы.В следующих областях используется сварка TIG:
- В производстве химических установок для котлов
- В материалах, где требуется относительно небольшая дуга
- Она также используется в механизированные системы прочие автогенно или вручную.
Сварочные аппараты TIG используются в различных областях применения:
- Сварка тонких профилей нержавеющей стали и цветных металлов, таких как магний, алюминий и медные сплавы.
- В аэрокосмической промышленности используются легкие металлы, такие как алюминий. Здесь больше подходит сварка TIG, поскольку она обеспечивает высококачественную сварку по сравнению с MIG, сваркой металла в инертном газе.
- В велосипедной промышленности, где требуются трубы малого диаметра и тонкие стенки, используется сварка TIG.
- Для других промышленных целей, таких как трубопровод и соединение тонких материалов в автомобильной промышленности.
4. Правила техники безопасности
При сварке TIG используются различные опасные пары и элементы.Правильное знание советов по сварке TIG и мер безопасности обеспечит и снизит любые риски, связанные с процессом. Если принять надлежащие меры предосторожности, опасность, связанная со сваркой, может быть снижена. Сварка TIG связана с выделением пыли и дыма, которые в долгосрочной перспективе могут вызвать профессиональные заболевания. Высокая температура, поражение электрическим током и вредное излучение могут стать причиной несчастных случаев. Итак, вот несколько советов по сварке TIG для обеспечения безопасности при сварке:
- Стабильная и гладкая рабочая зона, обеспечивающая устойчивую почву для работы
- Одежда сварщиков должна быть из негорючего материала, чтобы избежать возгорания. .Сварка фартука или куртки из кожи – хороший вариант.
- Средства обеспечения безопасности при сварке TIG включают сварочные маски и перчатки, рубашки и брюки с длинными рукавами, тяжелую рабочую обувь. Это предварительное условие для любого сварщика перед сваркой, чтобы избежать самоповреждений.
- Место, где выполняется сварка, должно быть сухим, и на нем не должно быть следов воды, поскольку вода является хорошим проводником электричества.
- Баллоны с защитным газом и кислородом следует хранить в безопасном месте в вертикальном положении.Они должны находиться вдали от искр, чтобы не допустить взрыва.
- При работе со сварочным аппаратом TIG убедитесь, что рабочее пространство хорошо вентилируется, так как при сварке TIG испарения дымового выключателя очень вредны.