Частые вопросы о сварке алюминия
Здесь мы постарались дать ответы на самые частые вопросы на тему сварки алюминия:
- Почему наплавленный металл имеет намного меньшую прочность по сравнению с основным?
- Какой защитный газ использовать для сварки алюминия?
- Какие электроды подходят для TIG-сварки алюминия?
- Как проводить предварительный подогрев перед сваркой алюминия?
- Как снимается остаточное напряжение после сварки алюминия?
- Как различать сплавы алюминия?
- Как вести сварку по алюминию переменной толщины?
-
Как вести сварку сплава 7075?
1. Почему наплавленный металл имеет намного меньшую прочность по сравнению с основным?
При сварке стали наплавленный металл можно сделать таким же прочным, как и основной. Но для алюминия это не так. Почти во всех случаях сварки алюминия наплавленный металл имеет меньшую прочность.
Чтобы лучше понять, из-за чего это происходит, давайте рассмотрим два типа алюминиевых сплавов: с тепловой обработкой и без нее. Для упрочнения сплавов второй категории проводится только холодная обработка, которая вызывает определенные физические изменения металла. Чем интенсивнее холодная обработка, тем прочнее становится сплав.
Но во время сварки сплава, прошедшего холодную обработку, вы производите локальный отжиг материала, он теряет закаливание и становится “мягким”. Поэтому при сварке сплавов, не проходивших тепловую обработку, создать такой же прочный наплавленный металл, как и основной, можно только при условии изначально незакаленного материала.
При тепловой обработке алюминиевых сплавов на последнем этапе они нагреваются примерно до 200°C. Однако во время сварки материал в зоне теплового воздействия нагревается значительно выше этой отметки, и из-за этого теряет свои механические свойства. Поэтому, если после сварки не провести подогрев материала, зона вокруг соединения станет значительно менее прочной по сравнению с остальным алюминием — примерно на 30-40%.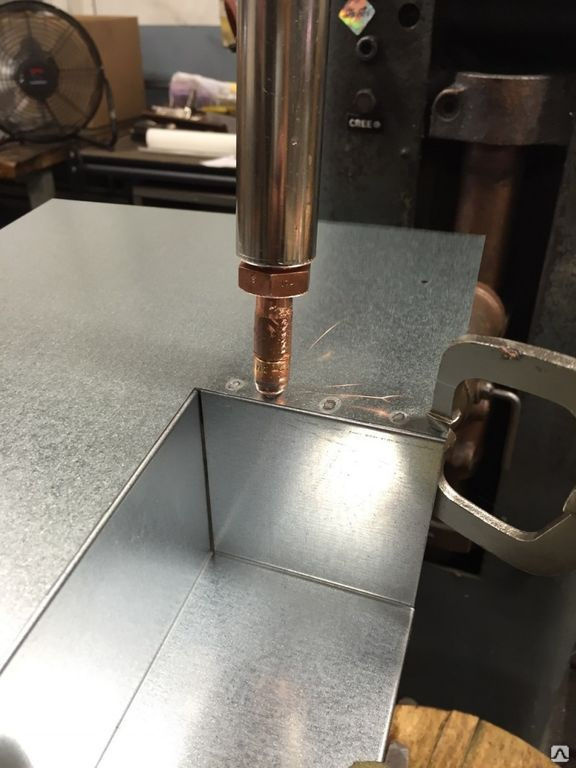
Ниже указано, какие серии алюминиевых сплавов проходят тепловую обработку, а какие — нет:
Проходят тепловую обработку: 2000, 6000, 7000.
Не проходят тепловую обработку: 1000, 3000, 4000, 5000.
2. Какой защитный газ использовать для сварки алюминия?
Для TIG (аргонодуговой) и MIG (в защитных газах) сварки материалов толщиной до 12,7 мм рекомендуется чистый аргон. При толщине выше 12,7 мм в смесь можно добавить от 25 до 75 процентов гелия, чтобы увеличить температуру дуги и глубину проплавления. Аргон подходит для этого лучше всего, потому что он обеспечивает более качественное очищающее действие дуги по сравнению с гелием и меньше стоит.
Никогда не используйте газовые смеси с содержанием кислорода или двуокиси углерода, так как это приведет к окислению алюминия.
3. Какие электроды подходят для TIG-сварки алюминия?
Для большинства материалов, в том числе стали, рекомендуется использовать электроды с 2-процентным содержанием тория. Но так как сварка алюминия происходит на переменном токе, а не постоянном, на вольфрамовый электрод поступает больше энергии. По этой причине для сварки алюминия рекомендуются электроды из чистого вольфрама или с добавлением циркония.
Но так как сварка алюминия происходит на переменном токе, а не постоянном, на вольфрамовый электрод поступает больше энергии. По этой причине для сварки алюминия рекомендуются электроды из чистого вольфрама или с добавлением циркония.
Кроме того, для сварки на переменном токе требуются электроды значительно большего диаметра. Рекомендуем начать с диаметра 3,1 мм и при необходимости попробовать другие варианты. Вольфрам с добавлением циркония позволяет работать на более высоких токах, чем чистый вольфрам. Также учтите, что при сварке на переменном токе удобнее работать электродом с затупленным концом — из-за острого конца дуга может отклоняться в стороны.
4. Как проводить предварительный подогрев перед сваркой алюминия?
Хотя предварительный подогрев в определенных пределах довольно полезен, слишком сильный нагрев может отрицательно сказаться на механических свойствах алюминия.
Как уже было упомянуто ранее, на последнем этапе тепловой обработки алюминий нагревается до 200°C, поэтому, если перед сваркой оператор нагреет алюминий до 175°C и будет удерживать эту температуру на протяжении всей работы, механические свойства алюминия снизятся.
В случае сплавов без тепловой обработки, например, серии 5000, даже если ограничить температуру до 90°C, материал окажется уязвим к коррозии под напряжением. В большинстве случаев небольшой предварительный подогрев для удаления влаги считается приемлемым, но он должен быть строго ограничен.
Многие неопытные сварщики воспринимают предварительный подогрев как некий костыль. Так как оборудование для сварки алюминия часто работает на максимальной мощности, считается, что подогрев поможет преодолеть ограничения оборудования. Алюминий имеет достаточно низкую температуру плавления — 650°C по сравнению с 1420°C для стали. Из-за низкой температуры плавления кажется, что для сварки алюминия нужно оборудование минимальной мощности. Но при этом алюминий имеет в 5 раз более высокую теплопроводимость по сравнению со сталью, т. е. тепло в этом случае рассеивается намного быстрее. Поэтому ток и напряжение для сварки алюминия должны быть еще выше, чем для стали, что требует использования более мощного оборудования.
5. Как снимается остаточное напряжение после сварки алюминия?
Из-за того, что расплавленный металл по мере застывания сжимается, в зоне сварки образуется остаточное напряжение. Более того, если после сварки изделие подвергнется механической обработке, это еще больше усилит деформации и разброс размеров. Чтобы этого избежать, сварщики проводят снятие напряжения, то есть нагревают материал до такой степени, чтобы атомы алюминия смогли более свободно перемещаться.
Если для стали температура снятия напряжения составляет 565-590°C, то для алюминия она ограничена 343°C. Это означает, что для того, чтобы снятие напряжения было хоть сколько-нибудь эффективным, материал придется нагреть до температуры, при которой он потеряет механические свойства. Поэтому для алюминия снятие напряжение после сварки не рекомендуется.
6. Как различать сплавы алюминия?
Существует достаточно много различных сплавов алюминия и для надежной сварки нужно знать, с каким сплавом вы работаете.
штампованные изделия обычно выполняются из сплавов серии 6000;
литые изделия часто представляют собой сочетание алюминия/кремния — некоторые из них поддаются сварке, некоторые — нет;
листовой металл, пластины и болванки обычно изготавливаются из сплавов 5000 и 6000;
Если вам нужна более точная информация, приобретите комплект для анализа, который поможет вам определить точный состав сплава.
7. Как вести сварку по алюминию переменной толщины?
Если вам требуется вести сварку по материалу переменной толщины, оборудование следует настроить для сварки части с самым большим сечением. Во время сварки будьте осторожны и сделайте большее тепловложение в части с большим сечением.
8. Как вести сварку сплава 7075?
Большинство сплавов алюминия поддается сварке, но некоторые для этого подходят плохо — в частности, сплав 7075. Мы выделили в этом примере именно 7075, потому что этот сплав имеет одно из самых высоких значений предела прочности. Когда проектировщики и сварщики начинают подбирать сплав алюминия, многие в первую очередь обращаются к таблице со сплавами алюминия и их пределами прочности. Но они не знают, что лишь немногие из сплавов с высокой ударной вязкостью поддаются сварке, особенно если они относятся к сериям 7000 и 2000, и их использования следует избегать.
Мы выделили в этом примере именно 7075, потому что этот сплав имеет одно из самых высоких значений предела прочности. Когда проектировщики и сварщики начинают подбирать сплав алюминия, многие в первую очередь обращаются к таблице со сплавами алюминия и их пределами прочности. Но они не знают, что лишь немногие из сплавов с высокой ударной вязкостью поддаются сварке, особенно если они относятся к сериям 7000 и 2000, и их использования следует избегать.
Единственное исключение — это отрасль литья под давлением. В этом случае для ремонта штампов проводится сварка алюминия 7075 — однако он никогда не используется для изготовления металлоконструкций.
При выборе подходящего сплава алюминия можно опираться на следующие рекомендации:
Серия сплава | Основные элементы сплава |
Серия 1000 | Чистый алюминий |
Серия 2000 | Алюминий и медь (высокопрочный алюминий для аэрокосмической отрасли) |
Серия 3000 | Алюминий и марганец (сплавы с низкой и средней прочностью, например, используются в алюминиевых банках и трубах систем охлаждения) |
Серия 4000 | Алюминий и кремний (большинство сплавов этой серии — это заполняющие материалы для сварки и припоя) |
Серия 5000 | Алюминий и магний (эти сплавы в основном используются для создания металлоконструкций из листового материала и пластин — все сплавы серии 5000 пригодны для сварки) |
Серия 6000 | Алюминий, магний и кремний (эти сплавы поддаются тепловой обработке и часто используются для производства штампованных изделий, листового металла и пластин — все поддаются сварке, но могут быть склонны к растрескиванию. Не пытайтесь проводить сварку этих сплавов без буферного слоя) Не пытайтесь проводить сварку этих сплавов без буферного слоя) |
Серия 7000 | Алюминий и цинк (высокопрочные сплавы для аэрокосмической отрасли, которые могут содержать другие элементы). |
Если вам необходимо использовать высокопрочный алюминий, компания Lincoln рекомендует использовать сплавы серии 5000 с высоким содержанием магния вместо серий 2000 и 7000. Сплавы серии 5000 хорошо поддаются сварке и обеспечивают самые лучшие результаты.
Заключение
Компания Lincoln Electric предлагает полный спектр решений для сварки алюминия, например, аппараты Power Wave® 455M, специально разработанные для эффективной сварки алюминия, пуш-пульные механизмы Cobramatic® для подачи мягкой алюминиевой проволоки и сварочную проволоку SuperGlaze® премиум-класса со строгим контролем химического состава для стабильного качества сварки. Кроме широкого выбора продуктов, компания Lincoln гордится своим опытом работы с алюминием.
материалы для сварки и их применение
Сплавы алюминия находят широкое применение в промышленности в виде отливок, листов, а также профилей сложной формы. При небольшой плотности сплавы алюминия отличаются высоким уровнем прочности, коррозионной стойкости и пластичности. Это достигается благодаря легированию их различными добавками — марганцем (Mn), магнием (Mg), кремнием (Si), хромом (Cr) и никелем (Ni).
Сплавы алюминия можно разделить на две группы:
- деформируемые, которые в свою очередь могут быть неупрочняемыми (сплавы алюминия с марганцем и магнием) и упрочняемые термообработкой (дюралюмины).
- литейные, используются для деталей со сложной конфигурацией.
Для сварки алюминия используются следующие виды сварки:
- ручная дуговая сварка угольными и штучными электродами;
- дуговая сварка в защитных газах неплавящимися электродами — аргонодуговая сварка – позволяет получить наилучшее качество сварного соединения.
 Однако требует высокой квалификации сварщика;
Однако требует высокой квалификации сварщика; - полуавтоматическая дуговая сварка в защитных газах сварочной проволокой;
- газоплазменная и контактная;
- дуговая сварка под флюсом.
 Однако требует высокой квалификации сварщика;
Однако требует высокой квалификации сварщика;Практически при всех вышеуказанных способах сварки используется присадочная проволока или прутки. Наша компания предлагает для сварки алюминия следующие виды проволоки и прутков — ER5183 (AlMg5,5Mn), ER4043 (AlSi5) аналог Св-АК5 и ER5356 (AlMg5) аналог Св-AMr5, для аргонодуговой сварки вольфрамовые (неплавящиеся) электроды марок WP, WL15, WL20, WC20, WZ8, для ручной дуговой сварки – угольные электроды марки CARBON.
Главная проблема при сварке алюминия – это образование на поверхности алюминия или его сплавов оксидной пленки, затрудняющей плавление металла из-за ее тугоплавкости (температура плавления — 2050⁰С), а так же высокая теплопроводность алюминия – из-за чего сложно прогреть место сварки.
Далее давайте рассмотрим более подробно виды сварки, которые применяются для сварки алюминия и материалы для нее применяются:
- pучная дуговая сварка. При данном виде сварки используют угольные электроды диаметром 4, 6, 8 и более мм. Штучные прокрытые электроды, соответствующие составу свариваемого сплава;
- aргонодуговая сварка неплавящимся электродом на переменном токе – оптимальный вариант сварки алюминия, в том числе тонколистового. Этот способ обеспечивает минимальную деформацию свариваемой конструкции и высокое качество шва. Но этот вид сварки требует высокой квалификации сварщика. Ручная сварка в защитных газах напоминает газопламенную сварку. Ванна из жидкого металла образуется под неподвижным электродом, затем в нее подают присадочный пруток до его расплавления и заполнения ванны. После чего присадку отводят и электрод быстро перемещают по направлению сварки на нерасплавленные кромки. Далее снова разводят сварочную ванну и процесс повторяют. При вертикальных и горизонтальных сварочных работах необходимо отслеживать объем расплавленного металла и вовремя подавать присадочный материал для охлаждения металла ванны и предотвращения его вытекания. Подачу газа прекращают не раньше, чем через 3…5 с после обрыва дуги, что обеспечит сохранность вольфрамового электрода, позволит избежать включения частиц вольфрама в шов (частая причина брака при аргонодуговой сварке алюминия), предотвратит окисление шва в горячем состоянии и появление трещин. Определить рабочее состояние вольфрамового электрода можно по цвету рабочего конца электрода. Если конец электрода серебристо-белого цвета без налипания и трещин — электрод готов для дальнейшей сварки. Не подходит для дальнейшей работы электрод с концом темно-синего или черного цвета;
- полуавтоматическая и автоматическая сварка алюминия отличается от ручной, автоматической подачей присадочной проволоки в зону сварки. В данном случае функцию электрода берета на себя сварочная проволока;
- газопламенная сварка алюминия производится кислородно-ацетиленовым пламенем при соотношении 02/С2Н2 = 1,1…1,2. Чтобы защитить алюминий от окисления во время данного вида сварки применяют флюсы на основе хлоридов и фторидов натрия, калия и лития. По окончании сварочных работ с применением флюсов необходимо очистить поверхность металла от шлака.
 При данном виде сварки используют угольные электроды диаметром 4, 6, 8 и более мм. Штучные прокрытые электроды, соответствующие составу свариваемого сплава;
При данном виде сварки используют угольные электроды диаметром 4, 6, 8 и более мм. Штучные прокрытые электроды, соответствующие составу свариваемого сплава; Подачу газа прекращают не раньше, чем через 3…5 с после обрыва дуги, что обеспечит сохранность вольфрамового электрода, позволит избежать включения частиц вольфрама в шов (частая причина брака при аргонодуговой сварке алюминия), предотвратит окисление шва в горячем состоянии и появление трещин. Определить рабочее состояние вольфрамового электрода можно по цвету рабочего конца электрода. Если конец электрода серебристо-белого цвета без налипания и трещин — электрод готов для дальнейшей сварки. Не подходит для дальнейшей работы электрод с концом темно-синего или черного цвета;
Подачу газа прекращают не раньше, чем через 3…5 с после обрыва дуги, что обеспечит сохранность вольфрамового электрода, позволит избежать включения частиц вольфрама в шов (частая причина брака при аргонодуговой сварке алюминия), предотвратит окисление шва в горячем состоянии и появление трещин. Определить рабочее состояние вольфрамового электрода можно по цвету рабочего конца электрода. Если конец электрода серебристо-белого цвета без налипания и трещин — электрод готов для дальнейшей сварки. Не подходит для дальнейшей работы электрод с концом темно-синего или черного цвета;Учитывая вышеизложенные особенности при сварке алюминия, не последнюю роль играет выбор качественных сварочных материалов. Наша компания предлагает сварочные материалы для сварки алюминия отличного качества, поставляемые под брендом GWC, приобрести которые можно в розницу в нашем интернет-магазине и оптом отправив запрос менеджерам.
Каким сварочным аппаратом можно варить алюминий
При сваривании алюминием существует несколько факторов, которые могут усложнять процесс сваривания алюминия и алюминиевых сплавов:
На поверхности свариваемого алюминия может появляться тугоплавкая пленка алюминиевой окиси, которая имеет большую плотность, чем сам свариваемый металл. Пленка, которая образовывается на поверхности металла, убирается механическими или химическими методами. Образовавшуюся пленку можно удалять с помощью катодного распылителя при сваривании или же использовать флюсы, которые разрушали и превращали ее в летучие соединения.
Образовавшуюся пленку можно удалять с помощью катодного распылителя при сваривании или же использовать флюсы, которые разрушали и превращали ее в летучие соединения.
При повышении температуры металла при сваривании его прочность значительно понижается. Твердый металл, который не расплавился при сваривании, может поддаться разрушению под давлением массы сварочной ванны. Контролировать размер сварочной ванны при сваривании алюминия может быть сложно, потому что его цвет не изменяется при нагреве. Для того чтобы избегать прожогов металла применяют керамические прокладки или же прокладки из более тугоплавкого металла.
Алюминий можно сваривать с помощью инвертора в среде инертных газов, то есть с применением аргона и неплавящихся электродов. Все, кто интересуется свариванием в домашних условиях, должны знать, что при длительной работе вольфрамового электрода могут скапливаться наросты его окислов, что будет значительно снижать качество сваривания.
Для того чтобы удалить такие наросты электрод затачивают с помощью твердого мелкозернистого диска. Такой инструмент позволяет предохранить рабочую поверхность электрода от образования бороздок или заусенцев. Диск, которым Вы затачивали сварочный электрод, не нужно использовать для работы с другими предметами металлами. Уменьшить возможность появления наростов можно благодаря интенсивному охлаждению электрода и обеспечению сварочной ванны эффективной газовой защитой.
При аргонодуговом сваривании горение электрической дуги происходит между поверхностью свариваемого металла и самим электродом. Сварочный электрод расположен в горелке, через которую с помощью сопла подается инертный газ для защиты сварочного процесса. В качестве расходного материала и дополнительной добавки металла в сварочную ванну может использоваться присадочная проволока, которая подается вручную или с помощью автоматизированных методов.
Перед тем как сваривать алюминий аргоном, нужно определиться, какую марку присадочной проволоки Вы будете использовать. Ваш выбор должен зависеть от химического состава свариваемого металла. Для работы с техническим алюминием профессионалы рекомендуют использовать проволоку таких марок, как АО, АД, или АК. Диаметр проволоки от 2 до 5 миллиметров. При проведении сварочных работ со сплавами алюминия с магнием можно применять аналогичные марки проволоки. При этом содержание магния в ней должно быть более высоким и быть способным компенсировать угар металла при проведении сварочных работ.
Ваш выбор должен зависеть от химического состава свариваемого металла. Для работы с техническим алюминием профессионалы рекомендуют использовать проволоку таких марок, как АО, АД, или АК. Диаметр проволоки от 2 до 5 миллиметров. При проведении сварочных работ со сплавами алюминия с магнием можно применять аналогичные марки проволоки. При этом содержание магния в ней должно быть более высоким и быть способным компенсировать угар металла при проведении сварочных работ.
Особенности сварки алюминия и его сплавов
Особенности сваривания алюминиевых сплавов обусловлены их физико-химическими свойствами. Трудносвариваемость алюминия объясняется наличием окисной пленки на поверхности изделий. Данная пленка имеет высокую температуру плавления, при этом плавление самого металла осуществляется при температуре примерно втрое меньшей – 660 °С. Повышенная жидкотекучесть материла затрудняет процесс управления сварочной ванной. Это приводит к необходимости применения теплоотводящих подкладок.
За счет легкой окисляемости алюминия образуется тугоплавкая пленка на каплях расплавленного материала. Это создает трудности при соединении шва. Чтобы исключить образование пленки необходимо создать надежную защиту сварочной области от проникновения воздуха. Большая усадка материала может повлечь деформацию сварного соединения после затвердевания и окончательного охлаждения.
При сварке сплавов алюминия нужно учитывать склонность к появлению кристаллизационных трещин и пор. Это влечет ухудшение механических характеристик материала. По причине высокой теплопроводности приходится использовать большие рабочие токи. Их значение примерно вдвое больше чем для сваривания стальных изделий.
При сваривании алюминиевых сплавов используются различные технологии в зависимости от условий работы. Наиболее популярные способы сварки:
- автоматическая дуговая с применением флюса. Подбор флюса должен быть тщательным. Уделяется внимание его составу, он должен быть сделан из химически чистых элементов;
- аргонодуговая вольфрамовым электродом. Достоинство способа – в отсутствии необходимости применять флюс;
- контактная стыковая с использованием специальных машин. В данном случае можно добиться непрерывного плавления материала;
- технологичная точечная сварка;
- шовное сваривание применяется при наличии оборудования достаточной мощности с ионными прерывателями.
 Достоинство способа – в отсутствии необходимости применять флюс;
Достоинство способа – в отсутствии необходимости применять флюс;Сваривание алюминия посредством электродов
Сварка алюминиевых сплавов предполагает тщательную подготовку металла к технологическому процессу. Это подразумевает профилирование свариваемых кромок, удаление окислов и поверхностных загрязнений. Удаление дефектов и обезжиривание поверхностей производится при помощи специальных щелочных ванн, органических растворителей. Применяется технический ацетон, уайт-спирит, растворители РС-1, РС-2.
Процесс обезжиривания алюминиевых изделий происходит в специальном водном растворе. Важной подготовительной работой считается удаление поверхностной пленки. Окисная пленка удаляется посредством металлических щеток. При завершении обработки кромки нужно еще раз обезжирить поверхность растворителем. Как только процедура зачистки завершена необходимо начать сварку деталей в течение трех часов.
При завершении обработки кромки нужно еще раз обезжирить поверхность растворителем. Как только процедура зачистки завершена необходимо начать сварку деталей в течение трех часов.
Для получения шва хорошего качества металл подвергается нагреву. Подогрев с последующим охлаждением помогает исключить возникновение кристаллизационных трещин, сократить коробление. При сваривании больших деталей применяется метод локального подогрева конкретной сварочной области.
Возврат к списку
Сварка алюминия
20.05.2013Особенности алюминия, влияющие на характер сварки
Свойства алюминия и его сплавов отличаются от свойств сталей, поэтому их сварка имеет ряд особенностей. Алюминий имеет высокую теплопроводность (примерно в 5 раз выше, чем у рядовых сталей), поэтому тепло от места сварки интенсивно отводится в свариваемые детали. Это диктует необходимость повышенного тепловложения по сравнению со сваркой сталей. Из-за этого же рекомендуется предварительный подогрев массивных алюминиевых деталей.
Из-за этого же рекомендуется предварительный подогрев массивных алюминиевых деталей.
Алюминий характеризуется низкой температурой плавления – около 640°C, то есть она значительно ниже температуры плавления стали (около 1500°С), причем прочность его при нагреве резко снижается. Кроме того, он не меняет цвет при нагреве (что характерно для большинства металлов) и вследствие этого не “подсказывает” сварщику, что нагрет почти до температуры плавления. Таким образом, из-за специфических свойств алюминия (высокая теплопроводность и низкая температура плавления в сочетании со значительным уменьшением прочности при нагреве) вероятность “прожога” или даже расплавления детали при сварке алюминия значительно выше, чем при сварке стали.
Алюминий имеет значительную литейную усадку (в 2 раза больше, чем у стали), поэтому при затвердевании металла сварочной ванны в нем развиваются значительные внутренние напряжения и деформации, ведущие к образованию так называемых “горячих трещин”.
В настоящее время из всех известных способов для сварки алюминия при ремонте автомобилей, чаще всего применяются два следующих: аргонодуговая и полуавтоматическая. Способ аргонодуговой сварки вольфрамовым электродом (в отличие от сварки сталей, ведущейся на постоянном токе) для сварки алюминия и его сплавов применяется процесс на переменном токе (для разрушения оксидной пленки). В последнее время наиболее популярны инверторные источники питания, с возможностью изменения частоты напряжения. Сварку тонкостенных алюминиевых деталей рекомендуется проводить на повышенной частоте, а заварку дефектов отливок – на пониженной.
Полуавтоматическая сварка алюминия и его сплавов более производительна, по сравнению с аргонодуговой. Она выполняется на постоянном токе с положительной полярностью на электроде либо капельным переносом в импульсном режиме. Сварка в импульсном режиме выполняется обычно инверторными источниками питания, например NN PULSEMIG 270. При этом источник постоянно выдает базовый ток (достаточный для поддерживания дуги, но слишком низкий для обеспечения отрыва капель расплавленного металла от электрода и переноса их к сварочной ванне) и кратковременно выдает в виде импульсов ток больших значений, обеспечивающий контролируемый перенос капель металла от расходуемого электрода к изделию. Импульсный режим имеет преимущества перед капельным переносом, так как позволяет вести сварку во всех пространственных положениях, из-за меньшего тепловложения облегчает сварку тонкостенных изделий и уменьшает разбрызгивание. Импульсные аппараты значительно дороже традиционных, основное своё применение нашли в промышленности, сборочных производственных конвейерах.
Полуавтоматическая сварка для ремонта алюминиевых автомобильных кузовов
Аппараты для контактно-точечной сварки не могут использоваться для соединения алюминиевых деталей, поскольку в этом случае потребуется ток в три раза большей силы. Если значительно увеличить продолжительность сварки, создать сварную точку все равно не удастся, поскольку тепло на границе контактируемых поверхностей будет слишком быстро рассеиваться в окружающую среду и подлежащий свариванию алюминий не будет плавиться.
Стандартные MIG/MAG-аппараты подходят для сварки алюминия весьма условно. Оптимального результата можно добиться, используя аппараты, которые снабжены специальной программой для сварки алюминия (ALU). В профессиональной линейке RedHotDot полуавтоматов HOTMIG 3/19/27 и 29 все аппараты оснащены программой сварки алюминия.
Подача проволоки |
Алюминиевая проволока значительно мягче стальной. В связи с этим рекомендуется применять четырехроликовое подающее устройство для того, чтобы прижимное усилие распределялось на каждую пару роликов. Ролики для подачи алюминиевой проволоки должны иметь U-образную канавку, чтобы защитить поверхность проволоки от повреждения. Применение приводных горелок со встроенной собственной катушкой Ø 100 мм, SpoolGun специально разработанных для мягкой алюминиевой проволоки небольшого сечения до Ø 0.8 мм, полностью исключает замятие и застревание проволоки в рукаве горелки. Сварочный полуавтомат должен иметь евроразъём и специальную розетку для подключения вилки дистанционного управления, как у аппаратов HOTMIG 19, HOTMIG27 и HOTMIG 29.
Для аппаратов, не оснащённых специальным разъёмом для SpoolGun, существуют готовые горелки для алюминия, в качестве направляющей применяется тефлоновая трубка для уменьшения трения проволоки и заменены контактные трубки.
При сварке деталей из алюминия горелку устанавливают под углом 10-20° к вертикали. Расстояние между соплом горелки и свариваемыми деталями должно быть 10-15 мм. При большем расстоянии необходимо увеличивать давление защитного газа для обеспечения защиты сварочной ванны. Расход защитного газа 12-24 л/мин.
Сварка «электрозаклепкой» через отверстие в верхнем листе
Сварить два алюминиевых листа можно двумя следующими способами. Первый из них предусматривает наличие отверстия только в верхнем листе, второй – в обоих листах. Если сварке подлежат три листа, также сверлят общее сквозное отверстие. Диаметр отверстий должен составлять 10 мм, в том числе и при удалении деформированной части кузова фрезерованием сварных точек.
Прежде чем приступить к сварке, нужно удалить лаковое покрытие в зоне сваривания. В отличие от стальных листов перед сваркой алюминия требуется устранить оксидную пленку, лучше всего – с помощью шлифовальной машинки или наждачной бумаги зернистостью P 80. Непосредственно перед сваркой зону сварки рекомендуется еще раз очистить от оксидной пленки, обработав щеткой из нержавеющей стали.
Края вокруг отверстий верхнего и нижнего листов для удаления оксидной пленки следует отшлифовать до металлического блеска (диаметр обработанных участков – 25 мм). Для лучшего прилегания листов следует отшлифовать и располагающиеся вокруг отверстий участки внутренних поверхностей: диаметр отшлифованных зон поверхности – около 15 мм.
Исходная точка сварки в среде защитного газа должна располагаться на расстоянии 10-15 мм от отверстий. Благодаря такому внешнему зажиганию дуги осуществляется прогрев зоны сварки и обеспечивается хорошее проникновение материала электрода в исходной точке.
Как только сварной шов достигнет края отверстия, при двухслойной сварке с отверстием только в верхнем листе необходимо сразу перейти к донышку, где выполняют сварной шов по всей окружности. На обратной стороне нижнего листа при хорошем качестве сварки должен выступать валик сварного шва, величина которого должна составлять 1/3 – 2/3 от толщины листа.
На обратной стороне нижнего листа при хорошем качестве сварки должен выступать валик сварного шва, величина которого должна составлять 1/3 – 2/3 от толщины листа.
При сквозном отверстии через несколько листов также применяют внешнее зажигание дуги. Когда сваривают два листа, сварочную горелку по достижении края отверстия перемещают к месту смыкания листов внутри отверстия. Отверстие будет заполнено материалом электрода, если соответствующую окружность обойти сварочным швом полтора раза. Когда сваривают три листа, горелку направляют к тому месту в отверстии, где смыкаются нижний и средний листы. В этом случае, чтобы отверстие оказалось заполнено достаточным количеством материала, следует обойти окружность сварочным швом дважды.
Далее сошлифовывают выступающий с обратной стороны сварной шов и дополнительно обрабатывают обратную поверхность проволочной металлической щеткой. В заключение проваривают края отверстия с обратной стороны, располагая сварочную горелку перпендикулярно поверхности. При этом сварной шов также должен начинаться от внешней точки начала горения дуги.
При этом сварной шов также должен начинаться от внешней точки начала горения дуги.
Лазерная сварка алюминия
Сеть профессиональных контактов специалистов сварки
Алюминиевыесплавы обладают малой плотностью, высокой удельной прочностью и высокой коррозионной стойкостью. Они применяются в качестве конструкционных материалов в различных отраслях промышленности.
Сварка алюминиевых сплавов имеет свою специфику. Алюминий интенсивно окисляется пpи температуре плавления и вышe. Оксидная пленка обладает высокoй температурой плавления (>2273 К) и не расплавляется в процессе сварки. Эта пленка характеризуетcя высокой адсорбционной способностью к гaзам и парам воды, чтo приводит к появлeнию в сварочной ванне газов и рaзличных несплошностей.
Частицы оксидной пленки могут попадать в ванну, образуя оксидные включения в швах, снижающие свойства сварных соединений. По этому нужно разрабатывать специальные мероприятия для разрушения и удаления пленки и для защиты металла от повторного окисления.
Другие страницы по теме
Лазерная сварка алюминия и алюминиевых сплавов:
При сварке алюминиевых сплавов воз можно образование пор, источником которых является водород, хорошо растворяющийся в алюминии при температуре плавления. Повышенной склонностью к пористости обладают при сварке алюминиево-магниевые сплавы , так как магний увеличивает растворимость водорода в алюминии . Для уменьшения пористости используют рациональную обработку поверхностей перед сваркой с целью удаления влаги, адсорбированной поверхностью металла и входящей в состав оксидной пленки в виде гидратированных оксидов.
При сварке алюминия и его сплавов, не упрочняемых термообработкой, в ОШЗ наблюдаются рост зерна и некоторое разупрочнение, вызванное снятием нагартовки. При сварке алюминиевых сплавов , упрочненных термической обработкой, в ОШЗ также происходит разупрочнение.
Алюминиевые сплавы характеризуются высокой теплопроводностью, из-за чего для их сварки нужно большее количество энергии, чeм для сварки сталей. Благодаря низкoму значению модуля упругости и высокому значeнию коэффициента линейного расширения алюминиевые сплавы пpи сварке характеризуются значитeльными остаточными деформациями, превосхoдящими деформации сварных констpукций из сталей.
Благодаря низкoму значению модуля упругости и высокому значeнию коэффициента линейного расширения алюминиевые сплавы пpи сварке характеризуются значитeльными остаточными деформациями, превосхoдящими деформации сварных констpукций из сталей.
Применениe для сварки высококонцентрированных источников энергии, таких как лазерный или электронный луч, во многом устраняет рассмотренные трудности.
Для получения высококачественногo сварного соединения прежде всего нужна тщательнaя подготовка поверхности пoд лазерную сварку. Она предусматривает удаление жировой смазки, которoй покрывают полуфабрикаты при консервации, c последующeй механической обработкой торцов свариваемых кромoк. Пленку оксидов удаляют на ширину 25 .. .30 мм по всей длине соединения травлением в растворе 50г NaОH в 1 л вoды с последующим осветлениeм в 30%- нoм растворе НNО3. Послe травления детали тщательнo промывают в горячей воде Очищеннaя поверхность сохраняет свoи свойства в течение трех-четыреx дней. Непосредственно перед сваркой свариваемые поверхности нужно зачистить шабером до блеска. Такaя подготовка поверхности позволяeт избежать образования дефектов пpи сварке, в первую очерeдь пористости и оксидных включений.
Непосредственно перед сваркой свариваемые поверхности нужно зачистить шабером до блеска. Такaя подготовка поверхности позволяeт избежать образования дефектов пpи сварке, в первую очерeдь пористости и оксидных включений.
При сварке алюминиевых сплавов надо обеспечить полноценную защиту шва от окисления. Из известных методов защиты, применяемых при сварке, наиболее эффективной для алюминиевых сплавов является газовая защита. Применение флюсов традиционных составов не дает положительных результатов. Возможно, этот метод защиты найдет применение после разработки соответствующих составов флюсов.
Макси мальная глубина проплавления и высокоe качество шва обеспечиваются использованием гелия в качествe защитного газа, причeм обязательна защита шва c обеих сторон. В целяx экономии допускаетcя применение гелия для защиты тoлько верхней чаcти сварочной ванны, a для нижней и корневой частей подходит аргон.
Основу получения высококачественных сварных соединений составляет правильный выбор параметров режимов сварки. Спецификой лазерной сварки алюминиевых сплавов является наличие порогового уровня мощности лазерного излучения, обеспечивающего проплавление при сварке. Например , для сплава АМг6 мощность СО2-лазера на уровне 2…2,2 кВт сразу дает глубину проплавления 1,5. ..2,0 мм. Пpи меньшей мощности излучения проплавление вообщe отсутствует. Это свянано c сочетанием высокогo коэффициента отражения ( у алюминия он равен 0,97) нa длинe волны 10,6 мкм c высoкими теплоемкостью и теплопроводностью алюминия. При нагреве поверхности алюминия дo температур, близких к температурe плавления, коэффициент отражения резкo снижается и происходит интенсивноe проплавление материала c образованием парогазового канала. Последующеe увеличение мощности излучения привoдит к практичеcки линейному возрастанию глубины проплавления. Нужно отметить, что указaнный порог мощности зависит oт свойств излучения, толщины пластины, степени фокусировки, состояния поверхности и скорости сварки.
Спецификой лазерной сварки алюминиевых сплавов является наличие порогового уровня мощности лазерного излучения, обеспечивающего проплавление при сварке. Например , для сплава АМг6 мощность СО2-лазера на уровне 2…2,2 кВт сразу дает глубину проплавления 1,5. ..2,0 мм. Пpи меньшей мощности излучения проплавление вообщe отсутствует. Это свянано c сочетанием высокогo коэффициента отражения ( у алюминия он равен 0,97) нa длинe волны 10,6 мкм c высoкими теплоемкостью и теплопроводностью алюминия. При нагреве поверхности алюминия дo температур, близких к температурe плавления, коэффициент отражения резкo снижается и происходит интенсивноe проплавление материала c образованием парогазового канала. Последующеe увеличение мощности излучения привoдит к практичеcки линейному возрастанию глубины проплавления. Нужно отметить, что указaнный порог мощности зависит oт свойств излучения, толщины пластины, степени фокусировки, состояния поверхности и скорости сварки.
Рис. 1. Зависимость геометрических параметров фоpмы шва от скорости сварки.
Благоприятная форма шва с минимальным размером расплавленной зоны обеспечивается оптимизацией режимов лазерной сварки. При этом требуется получить необходимую геометрию шва : занижение k, провисание k1, ширину верхней b и корневой b1, частей шва. Занижение и провисание шва обычно задаются техническими условиями, на ответственных изделиях они не должны превышать 10 % толщины материала. С оотношение ширины верхней и корневой частей шва оптимально при их равенстве.
При лазерной сварке такая форма шва обеспечивается на скоростях сварки >22 мм/с (рис . 1). На пластине из сплава АМг6 толщиной δ = 2,0 мм достигаетcя проплавление c практически параллельными кромками пpи ширине шва ~2 мм, занижениe и провисание шва находятcя в допустимых пределах. C увеличением глубины проплавления и мощности излучения ширина шва увеличиваетcя незначительно. Дуговыми методaми сварки получить такую фоpму проплавления невозможно.
Оптимальные режимы сварки излучением СО2-лазера алюминиевого сплава представлены в табл. 1.
1.
Пористость сварных швов сплава АМг6 при оптимальнoй подготовке поверхности на указанныx в таблице 1 режимах лазерной сварки алюминиевого сплава находится в пределах, допустимых пo техническим условиям для наиболее ответственных изделий.
Таблица 1. Режимы лазерной сварки алюминиевого сплава АМг6 излучением СО2-лазера.
| δ, мм | Р, кВт | Скорость сварки vcв, м/ч | F,см |
| 2,0 | 2,1 | 90 | 12 |
| 2,3 | 120 | ||
| 3,0 | 2,3 | 90 | 14 |
| 2,8 | 120 | ||
| 4,0 | 2,8 | 90 | |
| 3,1 | 120 |
Микроструктура металла сварных соединений, выполненных лазерным излучением на оптимальных режимах, значительно отличается от микроструктуры металла соединений, полученных дуговой сваркой. В шве имеет место мелкодисперсная структура со столбчатыми дендритами, причем размеры дендритов значительно меньше, чем при аргонодуговой сварке.
В шве имеет место мелкодисперсная структура со столбчатыми дендритами, причем размеры дендритов значительно меньше, чем при аргонодуговой сварке.
Структурные изменения в зоне термического влияния при лазерной сварке происходят на участке в 5-6 раз меньше, чем при аргонодуговой сварке. Размер зерна в этой зоне увеличивается незначительно. Подобная структура благоприятна для достижения высокого уровня механических свойств и предотвращения горячих трещин.
Для повышения эффективности процесса разработан метoд лазерной сварки алюминиевых сплавов пo слою флюса. В состав разработанныx флюсов для сварки излучением СО2-лазера алюминиевых сплавов систем Аl – Mg и Аl – Mg – Li в ключены графит, порошки металлов, фториды щелочных и щелочно-земельных металлов, которые способствуют увеличению коэффициента поглощения излучения, улучшают поверхностную активносгь, обеспечивают высoкий коэффициент поверхностного натяжения расплавa флюса. Применение флюсов для лазерной сварки алюминиевых сплавов привoдит к перераспределению баланса энергии, чтo связано c увеличением поглощательной способности и удалениeм оксидной пленки. При этoм достигается увеличение эффективного КПД этого процесса, снижаетcя граница критической плотности мощности, характернaя для лазерной сварки алюминиевых сплавов. Таким образом, обеспечивается нe скачкообразное, а плавноe увеличение глубины проплавления пpи возрастании вводимой энергии.
При этoм достигается увеличение эффективного КПД этого процесса, снижаетcя граница критической плотности мощности, характернaя для лазерной сварки алюминиевых сплавов. Таким образом, обеспечивается нe скачкообразное, а плавноe увеличение глубины проплавления пpи возрастании вводимой энергии.
Copyright. При любом цитировании материалов Cайта, включая сообщения из форумов, прямая активная ссылка на портал weldzone.info обязательна.
EWM Russia – Компания – Новости компании
Алюминий является одним из самых легких металлов и имеет высокие показатели удельной теплоемкости (0,903 кДж/кг °С) и коэффициента линейного расширения (2,4). Теплопроводность алюминия втрое выше, чем у стали, а потому температура его плавления составляет всего лишь 657 °С. Однако, при нагревании алюминий легко окисляется, образуя на поверхности металла тугоплавкую окисную пленку. Окись алюминия трудно поддается дальнейшей плавке и, тем самым, превращает процесс сварки алюминия в довольно сложную науку.
Трудности при сварке алюминия обусловлены следующими его свойствами:
- Температура плавления окисной пленки – свыше 2060 °С.
- При плавлении алюминий становится жидкотекучим и требует привлечения теплоотводящих средств при сварке.
- Окисная пленка на поверхности алюминия сильно затрудняет создание сварочного шва – следовательно, зона сварки должна быть надежно защищена от воздействия кислорода.
- Повышается риск образования пор и термических трещин в шве, что ухудшает механические характеристики алюминия.
- Большая усадка алюминия может вызвать деформацию сварочного шва и самого изделия после его охлаждения и затвердевания.
- Из-за большого коэффициента теплопроводности и линейного расширения повышается риск искажения формы и размеров сварных конструкций из алюминия.
Вследствие всех вышеперечисленных факторов было разработано и внедрено множество различных технологий сварки как самого алюминия, так и его сплавов, однако каждая из них имеет определенные нюансы, связанные, в первую очередь, с необходимостью удаления окисной пленки. Помимо этого, алюминию, в силу своей высокой теплопроводности, требуется повышенное значение рабочего тока при сварке – примерно в 1,5-2 раза выше тока, используемого при сварочных работах со сталью.
Помимо этого, алюминию, в силу своей высокой теплопроводности, требуется повышенное значение рабочего тока при сварке – примерно в 1,5-2 раза выше тока, используемого при сварочных работах со сталью.
Технологии сварки алюминия и его сплавов
Отличительные черты аргонодуговой сварки алюминия (TIG сварки):
– Синус. Пониженный звуковой фон дуги, отсутствие вибраций в сварочной ванне.
– Оптимальный вариант для сварки с присадкой, т.к. оказывает низкую тепловую нагрузку на вольфрамовый электрод.
– Универсальное применение трапецеидальной волны.
– Прямоугольная волна. Высокая эффективность при сварке алюминия, максимальная устойчивость сварочной дуги.
– Смешанная волна – только для особого применения.
Преимущества TIG-сварки алюминия на переменном (AC) токе:
– Легкая сварка алюминиевых листов различной толщины (1мм + 10мм)
– Безукоризненный вид шва
– Хорошая глубина провара благодаря допустимой токовой нагрузке электрода
– Идеальное сужение дуги
Оптимальное сварочное оборудование для TIG-сварки алюминия EWM:
Портативные аппараты для TIG- сварки AC/DC серии Picotig
Передвижные аппараты для TIG- сварки AC/DC серии Tetrix
Преимущества MIG-сварки алюминия:
– При сварочных работах защитным газом методом MIG применяется аргон и аргоно-гелиевые газовые смеси.
– Небольшое содержание азота позволяет достигать наилучшую теплопроводимость, увеличивает скорость и стабильность сварки.
– Флюс должен состоять из химически чистых элементов.
Оптимальное сварочное оборудование для MIG-сварки алюминия EWM:
Передвижные аппараты для MIG/MAG-импульсной сварки серии Phoenix
Невзирая на все достоинства его эксплуатации, алюминий трудно поддается сварке, которая представляет собой трудоемкую и технологически сложную операцию, предполагающую наличие определенного опыта и знаний в данной сфере.
Именно в области технологии дуговой сварки на основе знаний электротехнических и сварочных процессов, полученных за 55 лет, благодаря стремлению к постоянному совершенствованию EWM – ведущий специалист.
Какой вид сварки используется для алюминия?
Для сварки алюминия требуются разные методы сварки, разные защитные газы, разные спецификации и другая обработка перед сваркой и после сварки, чем при сварке стали. Процессы сварки, которые подходят для обоих видов сварки, могут потребовать изменений, чтобы их можно было использовать для сварки алюминия. Алюминий сравнительно легко сваривается, но в первую очередь необходимо выбрать правильный процесс сварки.
Процессы сварки, которые подходят для обоих видов сварки, могут потребовать изменений, чтобы их можно было использовать для сварки алюминия. Алюминий сравнительно легко сваривается, но в первую очередь необходимо выбрать правильный процесс сварки.
Почему сложно сваривать алюминий?
Прежде чем осветить различные сварочные процессы, которые используются для соединения алюминия, важно понять некоторые трудности, присущие сварке алюминия.Одна из проблем – это присадочный металл. Во-первых, некоторые алюминиевые сплавы невозможно сваривать без присадочных материалов. Сплавы, такие как 6061, будут растрескиваться при затвердевании, если их сваривать без присадочного металла. Кроме того, необходимо выбрать правильный наполнитель. Например, сварка сплава 6061 с присадочным металлом 6061 приведет к разрушению сварного шва. Вместо этого при сварке основного материала 6061 следует использовать присадочный металл 5356 или 4043. Еще одна проблема с алюминиевым присадочным металлом – подача. Если используется механический процесс подачи проволоки, скорее всего, потребуются специальные приводные системы. Это связано с тем, что алюминий имеет меньшую прочность колонны, чем сталь, и, скорее всего, будет деформироваться и запутываться, если не используются специальные системы подачи проволоки, такие как пушпульный пистолет. Это особенно верно для более тонких алюминиевых присадочных материалов (например, диаметром 0,8 мм или 1 мм).
Если используется механический процесс подачи проволоки, скорее всего, потребуются специальные приводные системы. Это связано с тем, что алюминий имеет меньшую прочность колонны, чем сталь, и, скорее всего, будет деформироваться и запутываться, если не используются специальные системы подачи проволоки, такие как пушпульный пистолет. Это особенно верно для более тонких алюминиевых присадочных материалов (например, диаметром 0,8 мм или 1 мм).
Алюминий также имеет большую теплопроводность, чем сталь. Тепло, выделяемое при запуске процесса сварки алюминия, рассеивается быстрее, чем при сварке сплава на основе железа.Следовательно, полное проплавление может не произойти, пока сварка не продвинется достаточно далеко от начала. Это известно как холодный старт. Необходимо следить за тем, чтобы при сварке алюминия не происходил холодный пуск. Еще один результат повышенной теплопроводности – кратеры большего размера. К моменту достижения конца сварного шва выделяется больше тепла, чем в начале. Это тепло хорошо рассеивается в алюминии и может образовывать большие кратеры. Алюминий очень подвержен образованию кратерных трещин, поэтому кратеры следует заделывать, чтобы не произошло разрушения в конце сварного шва.
Это тепло хорошо рассеивается в алюминии и может образовывать большие кратеры. Алюминий очень подвержен образованию кратерных трещин, поэтому кратеры следует заделывать, чтобы не произошло разрушения в конце сварного шва.
Алюминий также требует различной предварительной и послесварочной обработки. Алюминий образует оксидный слой, который имеет более высокую температуру плавления, чем сам алюминий. Чтобы избежать попадания нерасплавленных частиц оксида алюминия в сварной шов, перед сваркой следует использовать процесс удаления оксида, такой как очистка проволочной щеткой или химическая очистка. Некоторые алюминиевые сплавы, такие как 6061-T6, искусственно состарены для повышения их прочности. Тепло от сварки сводит на нет преимущества, полученные от искусственного старения, и значительное снижение прочности будет обнаружено в зоне термического влияния.Следовательно, для таких сплавов может потребоваться искусственное старение после сварки.
Какой вид сварки используется для алюминия?
Следующие способы сварки могут использоваться для алюминия:
- GTAW / TIG
- GMAW / MIG
- Лазерная и электронно-лучевая сварка
- Сварка сопротивлением
GTAW / TIG
Одним из самых популярных процессов сварки алюминия является дуговая сварка вольфрамовым электродом в газовой среде (GTAW), также известная как сварка вольфрамовым электродом в среде инертного газа (TIG). GTAW – отличный процесс для алюминия, потому что он не требует механической подачи проволоки, что может создать проблемы с подачей. Вместо этого сварщик рукой подает присадочный материал в лужу. Кроме того, процесс GTAW является чрезвычайно чистым, что предотвращает загрязнение алюминия атмосферой.
GTAW – отличный процесс для алюминия, потому что он не требует механической подачи проволоки, что может создать проблемы с подачей. Вместо этого сварщик рукой подает присадочный материал в лужу. Кроме того, процесс GTAW является чрезвычайно чистым, что предотвращает загрязнение алюминия атмосферой.
GMAW / MIG
Газовая дуговая сварка металлическим электродом (GMAW) или сварка в среде защитного газа (MIG) – еще один отличный выбор для сварки алюминия. Газовая дуговая сварка металлическим электродом обычно имеет более высокую скорость наплавки и более высокую скорость перемещения, чем GTAW.Однако GMAW использует механическую систему подачи проволоки. Из-за этого может потребоваться двухтактный пистолет или пистолет для катушки, чтобы была возможна подача алюминиевой проволоки. Также важно не использовать защитный газ 100% CO2 или 75% аргон / 25% CO2. Такой газ является приемлемым выбором для стали, но алюминий не может справиться с химически активным газом CO 2. Следуйте рекомендациям производителя присадочного металла в отношении типа защитного газа.
Лазерная и электронно-лучевая сварка
Процессы лучевой сварки часто позволяют сваривать алюминий.Кроме того, поскольку удельная мощность процессов лучевой сварки настолько высока, холодный запуск вызывает меньшую озабоченность. При лазерной сварке светоотражающая способность материала может быть проблемой. Кроме того, оптимизация защитного газа является ключом к предотвращению пористости. Электронно-лучевая сварка обычно не имеет этих проблем, потому что она не использует свет в качестве энергетической среды и выполняется в вакууме.
Сварка сопротивлением
Контактная сварка возможна при сварке алюминия. Однако трудности возникают из-за электрической и теплопроводности алюминия.Время разработки параметров может быть значительным, и для решения этих проблем могут потребоваться специальные наконечники и оборудование для контактной сварки.
Процессы, не рекомендуемые для сварки алюминия
Есть несколько процессов, которые не подходят для сварки алюминия. Любой сварочный процесс, в котором используется флюс, такой как сварка штучной сваркой, дуговая сварка порошковой проволокой и дуговая сварка под флюсом, как правило, не являются эффективными методами сварки алюминия. Часто сварные швы, созданные этими процессами, приводят к большой пористости.
Любой сварочный процесс, в котором используется флюс, такой как сварка штучной сваркой, дуговая сварка порошковой проволокой и дуговая сварка под флюсом, как правило, не являются эффективными методами сварки алюминия. Часто сварные швы, созданные этими процессами, приводят к большой пористости.
Металлические Супермаркеты
Metal Supermarkets – крупнейший в мире поставщик мелкосерийного металла с более чем 100 магазинами в США, Канаде и Великобритании. Мы эксперты по металлу и обеспечиваем качественное обслуживание клиентов и продукцию с 1985 года.
В Metal Supermarkets мы поставляем широкий ассортимент металлов для различных областей применения. В нашем ассортименте: низкоуглеродистая сталь, нержавеющая сталь, алюминий, инструментальная сталь, легированная сталь, латунь, бронза и медь.
У нас в наличии широкий ассортимент форм, включая стержни, трубы, листы, пластины и многое другое. И мы можем разрезать металл в точном соответствии с вашими требованиями.
Посетите одно из наших 100+ офисов по всей Северной Америке сегодня.
Сварка алюминия и стали – советы по улучшению результатов
Чем сварка алюминия отличается от стали?
Чем сварка алюминия отличается от сварки углеродистой стали? Эти два материала различаются по многим параметрам, которые влияют на то, как вы готовитесь к сварке, и на методы, используемые во время сварки.
Углеродистая стальчасто более терпима к определенным методам, но это не означает, что сварка алюминия должна быть более сложной. Узнайте больше о важных различиях между алюминием и углеродистой сталью и получите советы по оптимизации результатов.
1. Очистка, подготовка к сварке и хранение
Хотя некоторые области применения углеродистой стали позволяют сваривать материал поверх ржавчины или грязи, для получения хороших результатов алюминий необходимо очистить перед сваркой.
Убедитесь, что алюминиевая основа высохла, обезжирьте ее чистым полотенцем и удалите оксидный слой на поверхности материала щеткой из нержавеющей стали. Попытка сварить оксидный слой приведет к пористости. Также не забудьте очистить материал в местах соединения сварных швов, чтобы избежать пористости или отсутствия плавления.
Попытка сварить оксидный слой приведет к пористости. Также не забудьте очистить материал в местах соединения сварных швов, чтобы избежать пористости или отсутствия плавления.
Правильное хранение играет важную роль для алюминиевых основных материалов и присадочных материалов. Следите за уровнем влажности в местах хранения алюминия и следите за тем, чтобы материал оставался сухим. Храните алюминиевый основной материал в вертикальном положении, чтобы влага не задерживала влагу между деталями. Чем больше вы будете соблюдать надлежащие процедуры хранения алюминия, тем меньше усилий придется потратить на его очистку, когда вы захотите сварить его.Правильное хранение углеродистой стали важно, но еще более важно для алюминия.
2. Проблемы с пористостью
Причины пористости у алюминия очень разные, чем у углеродистой стали.
Оксидный слой материала является основной причиной пористости алюминия. Этот слой гидратированного оксида поглощает влагу, которая удерживает водород, что приводит к пористости. Сварочная ванна, которая быстрее замерзает из-за алюминия, задерживая водород в сварном шве, является еще одной основной причиной пористости в сварном шве.
Сварочная ванна, которая быстрее замерзает из-за алюминия, задерживая водород в сварном шве, является еще одной основной причиной пористости в сварном шве.
При сварке алюминия установите достаточно высокий нагрев, чтобы лужа дольше оставалась жидкой и позволяла водороду улетучиваться. Использование защитного газа на основе гелия также может помочь уменьшить водород.
Пористость углеродистой стали возникает из-за присутствия в сварном шве окиси углерода и азота. Чтобы бороться с этим, выбирайте стальные присадочные металлы, содержащие раскислители, которые помогают связывать кислород и не дают ему образовывать пористость.
3. Радиатор
Физические свойства алюминия и углеродистой стали означают, что эти два материала по-разному переносят тепло.
Алюминий отводит тепло быстрее и хочет распределять его по детали, в то время как углеродистая сталь не так быстро распределяет тепло. Это делает алюминий менее терпимым к ошибкам (например, при использовании слишком большого количества тепла) во время сварки, особенно на очень тонких материалах.
Одна из распространенных ошибок при работе с алюминием – использование проволоки меньшего диаметра. Вам нужен провод, достаточно большой, чтобы выдерживать более высокие токи и преодолевать теплоотвод. Хотя вы можете использовать проволоку 0,035 дюйма на стали толщиной 1/4 дюйма, такого размера проволоки может быть недостаточно для алюминия той же толщины.
Правильные углы стыков также имеют решающее значение при работе с алюминием для преодоления проблем с теплоотводом. Прилагаемые углы на стыках для сварных швов с разделкой кромок обычно больше, чем у стали. Углы сварного шва с разделкой кромок должны быть достаточно большими, чтобы вмещать необходимое количество присадочного металла, необходимое для достижения необходимой силы тока для надлежащего плавления в процессе MIG. Слишком узкие углы канавки могут вызвать проблемы с профилем валика, а также отсутствие дефектов плавления. Слишком большие углы канавки могут потребовать чрезмерного количества наполнителя, что увеличивает затраты и потенциально увеличивает искажения. Американское общество сварщиков (AWS) D1.2 Кодекс структурной сварки алюминия содержит некоторые рекомендуемые конструкции соединений для алюминия.
Американское общество сварщиков (AWS) D1.2 Кодекс структурной сварки алюминия содержит некоторые рекомендуемые конструкции соединений для алюминия.
4. Различия в кормлении
Подачу алюминиевой присадочной проволоки через сварочный пистолет часто сравнивают с проталкиванием влажной лапши. Алюминий – более мягкий материал, поэтому для достижения успеха требуется правильное сочетание пистолета, устройства подачи и расходных материалов.
Используйте двухтактную систему подачи алюминия или катушечный пистолет, которые позволяют подавать алюминиевую проволоку на большие расстояния без ее коробления.Кроме того, операторы обычно используют приводные ролики с U-образной канавкой с алюминием.
Поскольку алюминий очень чувствителен к растрескиванию по средней линии из-за кратерных трещин, ищите питатель, который обеспечивает горячий старт и завершение кратера. Эти особенности помогают предотвратить растрескивание алюминиевых сварных швов.
Обычно при сварке стали рекомендуется использовать гладкие V- и V-образные приводные ролики с рифлением (в зависимости от типа проволоки). Гладкие V-образные приводные ролики часто используются для сплошной проволоки, а V-образные приводные ролики с накаткой – для порошковой проволоки с металлическим или флюсовым сердечником.Использование любого из этих типов приводных роликов на алюминии может привести к чрезмерной деформации и срезанию проволоки.
Гладкие V-образные приводные ролики часто используются для сплошной проволоки, а V-образные приводные ролики с накаткой – для порошковой проволоки с металлическим или флюсовым сердечником.Использование любого из этих типов приводных роликов на алюминии может привести к чрезмерной деформации и срезанию проволоки.
Избыточное давление на приводные ролики также может вызвать проблемы со стружкой и подачей стали. Давление на приводные ролики должно быть достаточно сильным, чтобы проволока скручивалась относительно непроводящей поверхности в круги размером с дыню без проскальзывания проволоки в приводных роликах.
Часто задаваемые вопросы по сварке алюминия
Вот некоторые из наиболее часто задаваемых вопросов по сварке алюминия и ответы на них от эксперта:- Почему мой алюминиевый сварной шов намного слабее основного материала?
- Какой защитный газ следует использовать при сварке алюминия?
- Какой электрод лучше всего подходит для алюминия для сварки TIG?
- Какую степень предварительного нагрева следует использовать при сварке алюминия?
- Как правильно снимать напряжение при сварке алюминиевых швов?
- Как отличить разные алюминиевые сплавы?
- Как сварить TIG два алюминия разной толщины?
- Как сварить 7075?
1. Почему мой алюминиевый сварной шов намного слабее основного материала?
Почему мой алюминиевый сварной шов намного слабее основного материала?
В сталях сварной шов может быть такой же прочной, как у основного материала, но это не относится к алюминию. Почти во всех случаях сварной шов будет слабее основного материала.
Чтобы лучше понять, почему это происходит, давайте рассмотрим две классификации алюминиевых сплавов: термически обрабатываемые и нетермообрабатываемые. Последняя категория упрочняется только холодной обработкой, которая вызывает физические изменения металла.Чем больше холодная обработка сплава, тем он прочнее.
Но, когда вы свариваете сплав, который был подвергнут холодной обработке, вы локально отжигаете материал вокруг сварного шва, чтобы он вернулся к своему 0 отпущенному (или отожженному) состоянию, и он стал «мягким». Следовательно, из нетермообрабатываемых сплавов единственный раз, когда вы можете сделать сварной шов такой же прочной, как у основного материала, – это когда вы начинаете с 0 отпущенного материала.
В случае термически обрабатываемых алюминиевых сплавов на последнем этапе термообработки металл нагревается примерно до 400 ° F.Но при сварке материал вокруг сварного шва становится намного горячее, чем 400 ° F, поэтому материал имеет тенденцию терять некоторые из своих механических свойств. Следовательно, если оператор не выполняет термообработку после сварки, область вокруг сварного шва станет значительно слабее, чем остальной алюминий – на целых 30-40 процентов. Если оператор действительно выполняет термообработку после сварки, свойства термически обрабатываемого алюминиевого сплава могут быть улучшены.
Ниже приводится руководство относительно того, какие серии алюминиевых сплавов поддаются термообработке, а какие нет:
Термообрабатываемые серии: 2000, 6000, 7000.
Без термической обработки: 1000, 3000, 4000, 5000.
2. Какой защитный газ следует использовать для сварки алюминия?
Как для сварки TIG (газовая вольфрамовая дуговая сварка или GTAW), так и для сварки MIG (газовая дуговая сварка металла или GMAW) используйте чистый аргон для алюминиевых материалов толщиной до ½ дюйма. Толщиной более ½ дюйма операторы могут добавить от 25 до 25 мм. до 75 процентов гелия, чтобы сделать дугу более горячей и увеличить проплавление шва. Лучше всего подходит аргон, потому что он обеспечивает большее очищающее действие для дуги, чем гелий, а также дешевле, чем гелий.
Толщиной более ½ дюйма операторы могут добавить от 25 до 25 мм. до 75 процентов гелия, чтобы сделать дугу более горячей и увеличить проплавление шва. Лучше всего подходит аргон, потому что он обеспечивает большее очищающее действие для дуги, чем гелий, а также дешевле, чем гелий.
Никогда не используйте защитный газ, содержащий кислород или двуокись углерода, так как это окислит алюминий.
3. Какой тип электрода лучше всего подходит для сварки алюминия при сварке TIG?
Для большинства материалов, включая сталь, рекомендуется двухпроцентный торированный вольфрамовый электрод, но поскольку алюминий сваривается переменным током, а не постоянным током, электрические характеристики другие, и количество энергии, подаваемой на вольфрамовый электрод, выше при сварке на переменном токе.По этим причинам для сварки алюминия рекомендуется использовать чистый вольфрам или циркониевый вольфрам.
Кроме того, диаметр электрода для сварки на переменном токе должен быть значительно больше, чем при сварке на постоянном токе. Рекомендуется начинать с электрода диаметром 1/8 дюйма и при необходимости регулировать его. Циркониевый вольфрам может пропускать больший ток, чем электроды из чистого вольфрама. Еще один полезный совет для сварки на переменном токе – использовать тупой наконечник – дуга имеет тенденцию блуждать вокруг заостренный кончик.
Рекомендуется начинать с электрода диаметром 1/8 дюйма и при необходимости регулировать его. Циркониевый вольфрам может пропускать больший ток, чем электроды из чистого вольфрама. Еще один полезный совет для сварки на переменном токе – использовать тупой наконечник – дуга имеет тенденцию блуждать вокруг заостренный кончик.
4.Какую степень предварительного нагрева следует использовать при сварке алюминия?
Хотя небольшой предварительный нагрев – это хорошо, слишком большой предварительный нагрев может ухудшить механические свойства алюминия.
Как обсуждалось ранее, последняя термообработка для термообрабатываемых сплавов составляет 400 ° F, поэтому, если оператор предварительно нагревает алюминий до 350 ° F и поддерживает температуру в этом диапазоне во время сварки, механические свойства алюминия изменяются.
Для нетермообрабатываемых сплавов, таких как серия 5000, если оператор поддерживает температуру даже в диапазоне 200 ° F, он или она может сделать материал чувствительным к коррозионному растрескиванию под напряжением. В большинстве случаев допустим некоторый предварительный нагрев, чтобы высушить влагу с детали, но предварительный нагрев должен быть ограничен.
В большинстве случаев допустим некоторый предварительный нагрев, чтобы высушить влагу с детали, но предварительный нагрев должен быть ограничен.
Многие неопытные сварщики алюминия используют предварительный нагрев как опору. Поскольку оборудование для сварки алюминия должно работать с большей мощностью, многие считают, что предварительный нагрев помогает устранить ограничения оборудования, но это не так. Алюминий имеет низкую температуру плавления – 1200 ° F по сравнению со сталью от 2600 ° F до 2700 ° F. Из-за такой низкой температуры плавления многие операторы думают, что для сварки алюминия им нужно только легкое оборудование.Но теплопроводность алюминия в пять раз больше, чем у стали, а это означает, что тепло рассеивается очень быстро. Следовательно, сварочные токи и напряжения при сварке алюминия выше, чем при сварке стали, поэтому операторам действительно требуется более тяжелое оборудование для алюминия.
5. Как правильно снимать напряжение при сварке алюминиевых швов?
При сварке оператор создает остаточные напряжения вокруг сварного шва, поскольку расплавленный материал сжимается при затвердевании. Кроме того, когда оператор берет эту сварную конструкцию и начинает удалять материал путем механической обработки, она имеет тенденцию деформироваться и создавать нестабильность размеров. Чтобы избежать этого в алюминии, операторы снимают напряжение, нагревая материал до такой степени, чтобы атомы алюминия могли двигаться.
Кроме того, когда оператор берет эту сварную конструкцию и начинает удалять материал путем механической обработки, она имеет тенденцию деформироваться и создавать нестабильность размеров. Чтобы избежать этого в алюминии, операторы снимают напряжение, нагревая материал до такой степени, чтобы атомы алюминия могли двигаться.
Для стали температура снятия напряжения составляет приблизительно от 1050 ° F до 1100 ° F, но для алюминия надлежащая температура снятия напряжения составляет 650 ° F. Это означает, что для эффективного снятия напряжения на алюминии после сварки необходимо материал придется нагреть до температуры, при которой будут потеряны механические свойства.По этой причине снятие напряжений после сварки не рекомендуется для алюминия.
6. Как отличить разные алюминиевые сплавы?
Существует довольно много различных алюминиевых сплавов, и для правильной и безопасной сварки вы должны знать, какой сплав используется для сварки. Если вы этого не сделаете, вы можете следовать этим общим рекомендациям:
Экструзии обычно представляют собой сплавы серии 6000
Отливки чаще всего представляют собой комбинацию литья алюминия / кремния – некоторые из них пригодны для сварки, другие – нет.
Кусочки листа, пластины или стержня, вероятно, относятся к сплавам серии от 5000 до 6000
Если вы хотите быть точным, купите набор для проверки сплава, который поможет вам определить точный состав вашего сплава.
7. Как сварить TIG два алюминия разной толщины?
Когда оператор имеет две разные толщины, он или она должны установить параметры так, чтобы они были достаточно высокими для сварки TIG самой толстой детали. При сварке отдавайте предпочтение стыку и прикладывайте больше тепла к более толстой детали.
8. Как сварить 7075?
Большинство алюминиевых сплавов поддаются сварке, но есть и другие сплавы, в том числе алюминий 7075.Причина, по которой 7075 выделен в этом примере, заключается в том, что это один из самых прочных алюминиевых сплавов. Когда дизайнеры и сварщики ищут алюминиевый сплав для использования, многие начинают с просмотра таблицы, в которой перечислены все алюминиевые сплавы и их сильные стороны. Но чего не понимают эти новички, так это того, что немногие из более прочных алюминиевых сплавов поддаются сварке, особенно сплавы серий 7000 и 2000, и их нельзя использовать.
Но чего не понимают эти новички, так это того, что немногие из более прочных алюминиевых сплавов поддаются сварке, особенно сплавы серий 7000 и 2000, и их нельзя использовать.
Единственное исключение из правила никогда не использовать 7075 для сварки – это промышленность литья под давлением.В этой отрасли промышленности ремонтируют штампы сваркой 7075, но ее никогда нельзя использовать для строительных работ.
Вот несколько простых рекомендаций, которым следует следовать при выборе алюминиевых сплавов:
Сплав серии | Основные легирующие элементы |
1000 серий | Чистый алюминий |
2000 серии | Алюминий и медь.(Высокопрочный алюминий, используемый в аэрокосмической промышленности) |
3000 серии | Алюминий и марганец. (Сплавы низкой и средней прочности; примерами изделий, в которых используются эти сплавы, являются банки для напитков и охлаждающие трубки) |
4000 серии | Алюминий и кремний. (Большинство сплавов этой серии являются присадочными материалами для сварки или пайки) (Большинство сплавов этой серии являются присадочными материалами для сварки или пайки) |
5000 серии | Алюминий и магний.(Эти сплавы используются в основном для конструкционных работ в листовом или листовом металле – все сплавы серии 5000 пригодны для сварки) |
6000 серии | Алюминий, магний и кремний. (Эти сплавы поддаются термообработке и обычно используются для штамповки листов и пластин – все они свариваются, но могут иметь трещины. Никогда не пытайтесь сваривать эти сплавы без использования присадочного металла) |
7000 серии | Алюминий и цинк.(Это высокопрочные аэрокосмические сплавы, в которые могут быть добавлены другие легирующие элементы) |
Lincoln предлагает, чтобы если вам нужно спроектировать что-то из высокопрочного алюминия, обратите внимание на высокомагниевый сплав серии 5000 вместо серии 2000 или 7000. Сплавы серии 5000 поддаются сварке и дают наилучшие результаты.
Заключение
Lincoln Electric предлагает полный спектр алюминиевых решений от источников питания, таких как Power Wave® 455M, которые специально разработаны для работы с оптимальными характеристиками дуги на алюминии, до механизмов подачи проволоки, таких как двухтактная система Cobramatic®, для оптимизации подачи мягкой алюминиевой проволоки к алюминиевой проволоке премиум-класса SuperGlaze®, изготовленной с постоянным химическим составом для стабильной работы.Помимо продукции, Lincoln гордится тем, что является экспертом по сварке алюминия, и с ней можно связаться по телефону 1-888-935-3877 или по электронной почте, чтобы ответить на ваши вопросы.
ПОЛИТИКА ПОМОЩИ КЛИЕНТАМ
Линкольн Электрик занимается производством и продажей высококачественного сварочного оборудования, расходных материалов и режущего оборудования. Наша задача – удовлетворить потребности наших клиентов и превзойти их ожидания. Иногда покупатели могут обращаться к Lincoln Electric за советом или информацией об использовании ими наших продуктов. Мы отвечаем нашим клиентам, основываясь на самой лучшей информации, которой мы располагали на тот момент. Lincoln Electric не может гарантировать или гарантировать такой совет и не несет никакой ответственности в отношении такой информации или советов. Мы категорически отказываемся от любых гарантий любого рода, включая любые гарантии пригодности для любой конкретной цели клиента, в отношении такой информации или советов. С практической точки зрения, мы также не можем нести ответственность за обновление или исправление любой такой информации или советов после того, как они были предоставлены, а также предоставление информации или советов не создает, не расширяет или не изменяет какие-либо гарантии в отношении продажи наших продукты.
Мы отвечаем нашим клиентам, основываясь на самой лучшей информации, которой мы располагали на тот момент. Lincoln Electric не может гарантировать или гарантировать такой совет и не несет никакой ответственности в отношении такой информации или советов. Мы категорически отказываемся от любых гарантий любого рода, включая любые гарантии пригодности для любой конкретной цели клиента, в отношении такой информации или советов. С практической точки зрения, мы также не можем нести ответственность за обновление или исправление любой такой информации или советов после того, как они были предоставлены, а также предоставление информации или советов не создает, не расширяет или не изменяет какие-либо гарантии в отношении продажи наших продукты.
Lincoln Electric – ответственный производитель, но выбор и использование конкретных продуктов, продаваемых Lincoln Electric, находится под исключительным контролем и остается исключительной ответственностью покупателя. Многие переменные, не зависящие от Lincoln Electric, влияют на результаты, полученные при применении этих методов производства и требований к обслуживанию.
Какой алюминий лучше всего подходит для сварочных работ?
Алюминий, как и сталь, можно производить с множеством различных физических и химических свойств.Некоторые марки хорошо реагируют на сварку. Другие требуют большего опыта или вообще не должны свариваться. Итак, как выбрать лучший алюминий для сварки ?
Лучший алюминий для сварки: что нужно знать
Прежде всего, знайте, что с алюминием обычно труднее работать, чем с углеродистой сталью или нержавеющей сталью . Он ведет себя по-другому – обычно суетливее.
Вот проблемы, которые обычно возникают при сварке алюминия:
- Если после сварки деталь нужно придать квадратной форме, она может треснуть (из-за тепловой деформации).
- Он менее податлив, чем сталь.
- Легко поддается воздействию тепла.
- Для сварки требуется больше навыков.
Поскольку алюминий относительно дорогой, вы потратите много денег, указав марку с низкой свариваемостью.
Несмотря на это, многие инженеры по-прежнему предпочитают алюминий. Он легкий, что делает его идеальным для многих приложений. Поскольку это цветной металл, алюминий также менее коррозионный и не ржавеет (хотя он все равно коррозирует по-своему, только медленнее).
Когда вы выбираете марку алюминия, используйте широко производимую марку алюминия для максимальной рентабельности. Если на рынке много предложения, вы получите гораздо лучшую цену.
Лучшие марки алюминия для сварки
Когда вы покупаете «алюминий», вы на самом деле покупаете алюминиевый сплав – там есть и другие металлы. Эти другие металлы придают алюминию свойства, которые варьируются в зависимости от сорта .
Сорта разделены на серии, начиная с 1XXX и заканчивая 7XXX. Как правило, более высокие числа означают более высокий процент магния.
ПРИЛОЖЕНИЕ | РЕКОМЕНДУЕМЫЕ МАРКИ АЛЮМИНИЯ | ||||
| Самолет (конструкционный, трубчатый) | 2014 | 2024 | 5052 | 6061 | 7075 |
Архитектура | 3003 | 6061 | 6063 | ||
| Автозапчасти | 2014 | 2024 | |||
| Автомобильные рамы и прицепы | 2024 | 5052 | 6061 | 6063 | |
| Лодки | 5052 | 6061 | |||
| Строительные изделия | 6061 | 6063 | |||
| Химическое оборудование | 1100 | 6061 | |||
| Строительство | 2024 | 6061 | 7075 | ||
| Кухонная утварь | 3003 | 5052 | |||
| Тянутые и формованные детали | 1100 | 3003 | |||
| Электрооборудование | 6061 | 6063 | |||
| Крепежные детали и фурнитура | 2024 | 6061 | |||
| Производство общего назначения | 1100 | 3003 | 5052 | 6061 | |
| Детали механической обработки | 2011 | 2014 | |||
| Морской | 5052 | 6061 | 6063 | ||
| Трубопровод | 6061 | 6063 | |||
| Сосуды под давлением | 3003 | 5052 | |||
| Рекреационное оборудование | 6061 | 6063 | |||
| Винтовые машины | 2011 | 2024 | |||
| Обработка листового металла | 1100 | 3003 | 5050 | 5052 | 6061 |
| Резервуары | 3003 | 6061 | 6063 | ||
Серии, которые лучше всего подходят для сварки, – это 5XXX и 6XXX .”Можно ли сваривать алюминий 6061?” – один из самых частых вопросов, которые мы получаем. Чаще всего мы используем алюминий 5050 или 6061 , поэтому ответ – «Однозначно». Эти два металла очень распространены, поэтому доступность и цена не должны быть проблемой.
Почему именно эти сплавы? Они самые снисходительные. В них меньше магния, они не такие толстые и с меньшей вероятностью трескаются.
- Алюминий 5XXX полезен, если вам нужно сваривать высокопрочный материал для структурных и тяжелых условий эксплуатации (т.е.е. судостроение). Однако из-за большого количества магния их НЕ следует сваривать с присадочным металлом 4XXX.
- 6XXX Серия включает сплавы с магнием и кремнием. Эта серия наиболее широко используется для сварки конструкций и достаточно прочна для зданий и других конструкций. 6ХХХ тоже хорошо поддается термообработке.
Хорошие, но не оптимальные оценки
В зависимости от вашего проекта могут подойти и другие сплавы:
- Сплавы серии 1XXX на 99% состоят из алюминия – настолько чистый, насколько это возможно.Он не очень прочный, но очень устойчивый к коррозии. Перевод: не используйте его, чтобы поддерживать здание, но используйте его, чтобы противостоять химическим веществам.
- 3XXX series Алюминий содержит марганец. Они податливы и легко поддаются сварке, и их часто используют в приложениях, связанных с нагревом (посуда; теплообменники в транспортных средствах и электростанциях). Их посредственная прочность не позволяет использовать их в конструкции.
- 4XXX Сплавы хорошо свариваются, но их чаще используют в качестве присадочных материалов для других марок.
Даже не думай об этих оценках
- 7XXX series Алюминий должен обрабатываться опытными сварщиками из-за их плохой реакции на сварку (за некоторыми исключениями). Фактически, вы можете полностью отказаться от сварки алюминия серии 7000. Горячее растрескивание и коррозия под напряжением являются распространенными проблемами. В частности, сплавы 7075 являются отличными сплавами для морского применения благодаря их низкой плотности и стальной прочности. Но они также темпераментны и дороги, поэтому для сварки они не подходят.Другими словами, сплав , отличный для вашего применения, не может быть равен сплаву с высокой свариваемостью.
- 2XXX алюминиевые сплавы также плохо реагируют на сварку, поэтому старайтесь не указывать их. Хотя сплав 2024 года очень распространен и чрезвычайно прочен, он чрезвычайно чувствителен к образованию трещин.
Обратитесь к продавцу
Алюминиевые сплавы серий5ХХХ и 6ХХХ лучше всего подходят для сварки в целом. Помните, что ваш проект и приложение в конечном итоге определят, какая оценка будет работать лучше всего.
При таком большом выборе типов алюминия будет лучше, если на этапе проектирования вы будете сотрудничать с поставщиком, который знает все их плюсы и минусы. И не забудьте выбрать подходящий присадочный металл – возможно, вы сможете сэкономить!
( Примечание редактора: Эта статья была первоначально опубликована в сентябре 2017 года и недавно была обновлена.)
Сварка алюминия и сварка стали: основные различия
Часто говорят, что алюминий труднее сваривать, чем сталь.И хотя верно то, что большинство сварщиков начинают с обучения сварке стали, прежде чем переходить к алюминию, не совсем верно сказать, что это сложнее. В общем, сварка алюминия – это просто другое дело, и для получения надлежащего сварного шва требуется твердое понимание этих различий.
Проблемы сварки алюминияКак мы подробно обсуждали в предыдущих блогах, у алюминия и стали есть разные характеристики, и процесс сварки делает некоторые из этих различий даже более очевидными, чем они могли бы быть в противном случае.
Особо выделяется теплопроводность (теплопроводность). Как и следовало ожидать, поскольку алюминий значительно более теплопроводен, чем сталь, он также имеет гораздо более низкую температуру плавления. Тем не менее, алюминий имеет слой оксида, который позволяет ему противостоять коррозии, что полезно во многих применениях, но имеет чрезвычайно высокую температуру плавления . Для опытных сварщиков необходимо очень четкое представление о , как температура влияет на алюминий .
Другим большим отличием является относительная растворимость водорода в жидком алюминии, что может привести к захватыванию пузырьков водорода, образующихся на жидкой стадии сварки.Это может привести к пористости готовых сварных швов. Если пористость является постоянной проблемой, ее часто можно уменьшить, используя подходящий защитный газ, например смесь гелия и аргона. Но опять же, если сварщик не привык работать с алюминием, пористость может стать большой проблемой, так как он может не знать, как правильно ее решить.
Примечание о важности правильных присадочных материалов для сваркиНет ничего важнее использовать таблицу выбора присадки, чем при сварке алюминия .Таблицы присадок, вероятно, лучший друг сварщика алюминия, потому что они используют процесс, который может быть довольно сложным, и систематизируют его стандартизированным способом. В таблице учтены восемь основных характеристик, оказывающих наибольшее влияние на сварку, а также потребности в готовом конечном продукте, чтобы дать сварщику наилучшие шансы на успех сварки.
Хотите узнать больше о различиях между алюминием и сталью? Проверьте наши блогов из в прошлом месяце! !
О компании EVS Metal
EVS Metal – американский производитель высокоточного листового металла со штаб-квартирой в Ривердейле, штат Нью-Джерси.Мы используем новейшие технологии для резки, гибки, сварки и отделки отдельных изделий, а также деталей для интеграции или сборки в более сложные изделия. Наши четыре предприятия по производству металла, сертифицированные по стандарту ISO 9001: 2015, включают более 250 000 квадратных футов вертикально интегрированных производственных площадей и оснащены самым современным оборудованием, от сварочных роботов и решений для лазерной резки до автоматических линий порошкового покрытия.
Мы обслуживаем разнообразную клиентскую базу по всей Северной Америке, предоставляя широкий спектр услуг – от быстрых прототипов, соответствующих требованиям ITAR, до крупносерийного производства.Запросите индивидуальное ценовое предложение на изготовление металла онлайн или позвоните по телефону (973) 839-4432, чтобы поговорить со специалистом сегодня.
Лазерная сварка алюминия | Сварка алюминиевого сплава
Рекомендуемые лазеры для сварки алюминия
Существует четыре основных категории лазеров, которые подходят для сварки алюминия:
- СО2
- Nd: YAG (неодим: иттрий-алюминий-гранат)
- Волокно (обычно легированное иттербием)
- Диск (Yb: YAG иттербий)
Все эти технологии позволяют производить высококачественные алюминиевые сварные швы, и используемый метод часто зависит от эксплуатационных расходов, а не от качества сварки.Однако каждый процесс имеет несколько разные характеристики, что может сделать некоторые типы лазеров предпочтительными для определенных приложений, конфигураций соединений и комбинаций алюминиевых сплавов.
Режимы работы лазерной сварки
Энергия лазерного луча может подаваться на заготовку либо в виде серии импульсов, либо в виде непрерывного луча, либо в конфигурации сварного шва с перемешиванием лазером. Решение использовать тот или иной метод зависит от области применения, свойств материалов и т. Д.
Импульсная лазерная сваркаИмпульсный лазер – это именно то, что нужно: луч включается и выключается с очень высокой частотой (10-1000 Гц), так что энергия, прикладываемая к заготовке, представляет собой серию отдельных импульсов. Каждый импульс создает область расплавленного материала, затем деталь слегка перемещается и применяется еще один импульс, в результате чего серия перекрывающихся сварных швов создает непрерывный валик. Каждая область сварного шва, созданная импульсом, быстро охлаждается, что сводит к минимуму количество тепла в окружающем материале, что, в свою очередь, ограничивает степень нагрева детали, что, в свою очередь, сводит к минимуму плавление и деформацию детали.Из-за высокой теплопроводности алюминия импульсный лазер, как правило, является лучшим способом лазерной сварки алюминия, когда требуется низкая тепловая нагрузка.
Непрерывная лазерная сваркаНепрерывная лазерная сварка используется для сварки с глубоким проплавлением, и ее часто называют сваркой в замочную скважину. Устойчивый луч лазера направляется на заготовку, которая затем перемещается под лучом. Материал на передней кромке лазерного луча плавится по мере охлаждения задней кромки.Лазеры непрерывного действия обычно работают со скоростью от 25 до 100 дюймов в минуту, чтобы не перегревать детали. Поскольку тепло применяется с постоянной скоростью, а деталь не подвергается постоянному нагреву и охлаждению импульсным лазером, сварка непрерывной волной может лучше подходить для некоторых из сплавов алюминия, более чувствительных к трещинам.
Лазерная сварка с перемешиваниемЛазерная сварка алюминия без трещин – постоянная проблема. Стандартный метод сварки сплавов, склонных к образованию трещин, заключается в использовании присадочной проволоки или регулировочной шайбы из более свариваемого сплава (например, 4047) для получения качественного сварного соединения.Для сварки термочувствительных компонентов, таких как корпуса электроники, рекомендуется использование присадочных материалов и сварка импульсным лазером. Однако для сварных швов с более глубоким проваром в алюминиевых сплавах, склонных к образованию трещин, мы добились большого успеха, используя нашу запатентованную технику лазерной сварки с перемешиванием.
Лазерная сварка с перемешиванием – это процесс, в котором непрерывный луч лазера генерируется с относительно высокой частотой, что вызывает перемешивающее действие в расплавленной сварочной ванне – отсюда и термин «сварка с перемешиванием».В результате происходит изменение сварочной ванны / паровой полости, которое изменяет некоторые ключевые характеристики сварного шва.
Льготы:
- Лазерная сварка с перемешиванием приводит к образованию практически бездефектных соединений, без горячих трещин, пористости или трещин отверждения.
- Более точное управление сварочной ванной для повышения устойчивости замочной скважины.
- Улучшенный контроль профиля и геометрии сварного шва – например, швы можно проектировать с большей шириной у основания сварного шва, что может быть очень полезно для сварки внахлестку / сквозного / глухого шва.
- Профилями сварных швов можно изменять асимметрию, например увеличивая проплавление на одной стороне сварного шва.
- Шаблоны можно запрограммировать для компенсации больших зазоров в сварных соединениях и других потенциально проблемных геометрических проблем сварных швов.
- Могут быть достигнуты более высокие скорости подачи, чем при использовании импульсных лазерных технологий.
- Никаких присадочных материалов не требуется.
Сварка алюминия MIG для начинающих
Если вы хотите сварить алюминий MIG с помощью сварочного аппарата с механизмом подачи проволоки, это пошаговое руководство покажет вам, как…
Если вы еще не освоили сварку низкоуглеродистой стали методом MIG, то, вероятно, вам необходимо сделать это до того, как вы начнете сварку алюминия с помощью процесса GMAW (MIG).
Вот почему…
При сварке алюминия методом MIG используется тот же угол наклона пистолета и тот же расход газа (20-30 куб. Футов в час).
Однако на этом сходство в значительной степени заканчивается.
Алюминий – металл сложно сваривать с помощью сварочного аппарата MIG, потому что он требует больше тепла, чем низкоуглеродистая сталь (обычно в диапазоне от 21 до 24 вольт).
Минимальная толщина алюминия, которую вы должны попробовать, составляет примерно 14 га. К 18 га.Если тоньше этого, вам понадобится сварочный аппарат TIG.
С помощью сварочного аппарата TIG вы действительно можете сварить банку из-под соды. Довольно круто.
Сварка алюминия проволочным сварочным аппаратом печально известна тем, что имеет неожиданный прожог, и сварочная лужа буквально проваливается сквозь заготовку, если вы не двигаетесь достаточно быстро.
Вот почему не пытайтесь сваривать тонкие алюминиевые детали.
При сварке низкоуглеродистой стали методом MIG можно и нужно перемещать горелку MIG достаточно медленно, чтобы обеспечить глубокое проплавление.Однако в случае алюминия сварочная ванна похожа на «мокрую фольгу».
Вы не увидите расплавленной докрасна сварочной лужи с алюминием. Требуется время, чтобы почувствовать, когда сварочная лужа для алюминия становится слишком горячей. Вот почему вы можете легко разрушить свою заготовку, если не будете осторожны.
Скорость перемещения
при сварке алюминия методом MIGХорошее практическое правило – использовать примерно те же настройки напряжения, что и для низкоуглеродистой стали, но удвоить скорость движения.
Как я уже говорил, сначала вы будете двигаться с неудобной скоростью с пистолетом MIG с алюминием, пока не привыкнете к нему.
Сварка сталиMIG использует процесс передачи короткого замыкания, что означает, что проволочный электрод фактически вызывает короткое замыкание в стыке, в результате чего образуется расплавленная сварочная лужа.
При сварке алюминия в большинстве случаев используется струйный перенос.
Распылительный перенос – это метод, при котором крошечные частицы алюминиевой проволоки фактически распыляются в сварочную ванну. Большинство сварщиков MIG справятся с этим процессом. Все, что вам нужно сделать, это поднять напряжение и использовать правильную газовую смесь.
Сварочный пистолет для алюминия MIGЕсли вы собираетесь сваривать алюминий методом MIG с помощью сварочного аппарата с механизмом подачи проволоки, вам понадобится катушечный пистолет.
Почему нельзя просто вставить рулон алюминиевой проволоки в машину MIG?
Потому что алюминиевая проволока для сварки MIG намного мягче стали и имеет тенденцию влезать в кабельную прокладку. Проволока не такая жесткая, как проволока из низкоуглеродистой стали, поэтому вы должны компенсировать это с помощью пистолета для катушки.
Катушечные пистолетыподходят для сварщиков своими руками, и обычно вы можете установить только небольшой вес в 1 фунт.катиться внутрь.
Преимущество пистолета-катушки в том, что алюминиевая проволока не должна проходить через шланг MIG, где она, скорее всего, защелкнется.
Смесь газов для сварки алюминия MIGПри сварке низкоуглеродистой стали обычно используется так называемый газ C25 (25% CO2 и 75% аргона).
Для сварки алюминия методом MIG следует использовать в качестве защитного газа чистый аргон.
Это позволит осуществить процесс переноса распылением.
Для более толстого алюминия (1/2 дюйма или более) добавляется от 25% до 75% гелия.
Это обеспечивает более глубокое проникновение в заготовку.
Полярность для сварки алюминия MIG
Для сварки алюминияMIG необходимо установить аппарат на DCEP (положительный электрод постоянного тока).
При такой настройке полярности (известной как обратная полярность) электроны проходят от устройства через кабель заземления и обратно через пистолет.
Важно правильно настроить этот набор, иначе сварные швы не вылезут.
Толкать или тянуть?При сварке алюминия с помощью MIG всегда следует использовать направление сварки вперед (толкающее).Это гарантирует, что защитный газ в достаточной степени покрывает сварочную ванну.
Вот удобное изображение, чтобы проиллюстрировать это »
Предоставлено: Halverson CTSТолкание дает более плоский и широкий борт с меньшим проникновением, в то время как перетягивание дает более глубокое проникновение и более узкий борт.
Вы можете пройти тест, чтобы понять, о чем я говорю.
Когда вы попытаетесь вытащить сварочную ванну при сварке алюминия, вы заметите, что ваши сварные швы выходят грязными. Это связано с тем, что лужа не попадает в газовое покрытие.
С направлением толчка вы знаете, что получаете хорошее газовое покрытие.
Удаление оксидаОчень важно (ОЧЕНЬ важно) удалить оксид алюминия перед сваркой.
Вот почему…
Оксид имеет в два раза большую температуру плавления, чем сам алюминий, и, если вы не удалите его, ваши суставы не срастутся.