Как варить дюраль аргоном
Алюминий – металл, который отличается высокими качественными характеристиками и активно используется в промышленности. Самым распространенным сплавом из алюминия считается дюралюминий, получивший свое название благодаря компании «Дюраль», которая первым начала производить подобное соединение. Сварка дюралюминия – достаточно трудоемкий процесс, требующий сосредоточенности и внимательности. Сложность сварочных работ обусловлена эксплуатационными характеристиками алюминия , ведь в сплаве дюралюминия, количество алюминия составляет 93,5%. Также в состав сплава входит медь – 4,5%, магний – 1,5%, марганец – 0,5%.
Такой сплав достаточно часто применяется в промышленности, в связи с этим сварщикам постоянно приходится работать с таким составом. Сварка дюрали должна производиться человеком с опытом, поскольку технология непростая и в процессе сваривания приходится сталкиваться с рядом нюансов. Поэтому новичку навряд ли удастся самостоятельно сварить дюраль.
Особенности дюралюминияОбратите внимание! Дюралюминий – весит немного, при этом является очень прочным и надежным сплавом.
Сварка дюралюминия в домашних условиях, как и сварка алюминия сопровождается сложностями, поскольку данные сплавы плохо соединяются. Это обусловлено техническими характеристиками металла.
Основные параметры следующие:
- Максимальная текучесть – 250 МПа,
- Плотность – 2,5 – 2,8 тонн/м³,
- Температура плавления примерно 650°C (идентична температуре плавления алюминия), в связи с этим в процессе сварки электроды быстро плавятся и сплав может течь.
Сварка дюралюминия предполагает использование специальных средств (например флюс или аргон), чтобы повысить качество соединения. Если не соблюдать все правила выполнения технологии сварочного процесса, то могут появиться трещины и шов может получиться неровным. Металл не устойчив к коррозии, поэтому в процессе сварки на самом шве уже можно наблюдать следы ржавчины, поскольку под воздействием высоких температурных режимов, легирующие детали выгорают и таким образом сплав практически не защищен от воздействия кислорода.
Обратите внимание! Сварка дюралюминия в домашних условиях должна осуществляться в соответствии с требованиями ГОСТ 14806-80.
Достоинства
- Если точно соблюдать всю технологию работы, то в итоге шов получится ровным и качественным, а металл сможет выдерживать большие нагрузки, при этом весить совсем немного.
- Для осуществления сварки дюралюминия существует несколько способов (аргоновая сварка, сварка полуавтоматом), вы можете подобрать наиболее оптимальный вариант, учитывая все факторы и условия выполнения работы.
- Найти электроды несложно, поскольку многие хорошо взаимодействуют с таким сплавом. Например: ОЗА-1, ОК96.20, ОЗА-2, ОЗАНА-1, ОЗАНА-2,
- Любую проблему, возникающую в процессе сварки можно решить, но лучше доверить работу опытному специалисту.
Недостатки
- Как уже отмечалось, дюралюминия характеризуется низкой устойчивостью к коррозии, а после сварки его технические характеристики становятся еще ниже.

- Процесс сложный, требующий внимательности и точности, т.к. любая, даже малейшая ошибка может существенно повлиять на качество соединения.
- Сформировать валик шва непросто, поскольку металл очень текучий.
- Для того, чтобы процесс работы сделать проще и чтобы сварка заняла меньшее количество времени, надо использовать флюс. Он наносится на поверхность свариваемой детали.

На заметку! Флюс – вещество, которое защищает участок, подвергаемый сварке, от агрессивного воздействия окружающей среды и повышает качество соединения.
- Для того, чтобы получить максимально прочное и надежное соединение, придется прибегнуть к дорогостоящим видам сварки, например, сварка дюралюминия аргоном.
Прежде чем приступить к работе, нужно подготовить заготовки. Первое, что нужно сделать, это зачистить поверхность металла от жира, масел и различных загрязнений. Для зачистки можно использовать наждачку или металлическую щетку. После того, как справитесь с механической зачисткой, для закрепления эффекта, очистите поверхность с помощью растворителя или ацетона. Таким образом вы избавитесь от всех остатков.
После того, как справитесь с механической зачисткой, для закрепления эффекта, очистите поверхность с помощью растворителя или ацетона. Таким образом вы избавитесь от всех остатков.
На следующем этапе нужно обработать все кромки, на которых будет создаваться шов. В случае, когда толщина краев заготовки превышает показатель в 4 мм, то необходимо скосить края под углом 35 градусов.
Требования, выдвигаемые к сварке:
- На предполагаемое место для шва надо нанести флюс и равномерно покрыть этот участок, это вещество способствует улучшению свариваемости,
- Металл надо подогревать медленно и постепенно, чтобы под воздействием высокой температуры он не деформировался,
- После того, как процесс завершен, необходимо постепенно подогревать шов, до тех пор пока металл полностью не остынет,
- На заключительном этапе надо очистить полученное соединение и осуществить проверку шва и шлака на наличие возможных трещин.
Обратите внимание! Сварка электродами требует высокой скорости выполнения работы, т.
Не стоит забывать и о технике безопасности. При работе с дюралюминием, как и с любым другим металлом необходимо строго соблюдать все правила и обезопасить себя. Поэтому осуществлять сварку надо в специальном защитном костюме, в маске и в перчатках. Прежде чем использовать ту или иную технику, перед началом работы, обязательно проверьте исправна ли она и надежны ли все контакты и соединения, т.к. обычно сложности и недочеты случаются с ними.
Если соблюдать технологию выполнения сварочных работ и не пренебрегать правилами и требованиями, выдвигаемыми к данному процессу, то в конечном итоге можно получить прочное и надежное соединение.
Содержание:
Дюралюминий – один из самых популярных сплавов используемых практически во всех сферах жизни человека. Однако сварка дюрали в домашних условиях требует определенных знаний и навыков.
Алюминий широко используется в промышленности. Особенно большую популярность имеет его сплав – дюралюминий, в состав которого входят медь, магний, марганец, общей долей около 6,5%. Основным положительным качеством дюрали является его относительно высокая прочность при достаточно низком весе. Поэтому большинство металлоконструкций производится из данного сплава. Оптимальным методом соединения компонентов механизмов или конструкций является сварка дюралюминия.
Свойства дюралюминия
Неприятной особенностью алюминия, а соответственно и его сплава, является его тугоплавкость, что существенно затрудняет сварку. Сплав отличается высокой плотностью, не такой гибкий и мягкий как основной металл. При сварке дюрали нередко возникают проблема с быстрым расходом электродов и усилением текучести сплава. Для того чтобы избежать этих проблем достаточно закалить его при температуре 500 градусов.
При сварке дюрали необходимо придерживаться определенной технологии и использовать специальные средства. Так как в обратно случае результат может оказаться низкокачественным. Стоит помнить, что дюралюминий легко поддается коррозии, поэтому на месте сварочных швов могут обнаруживаться повреждения, это связано с выгоранием легирующих элементов.
Так как в обратно случае результат может оказаться низкокачественным. Стоит помнить, что дюралюминий легко поддается коррозии, поэтому на месте сварочных швов могут обнаруживаться повреждения, это связано с выгоранием легирующих элементов.
Подготовка дюрали к сварке
Перед сваркой необходимо подготовить объект. Для начала следует удалить различные виды загрязнений механическим образом. Для этого используется жесткая щетка, наждак и другие абразивные материалы. После этого лучше дополнительно обработать поверхность с помощью растворителя, что позволит избавиться от пленок и остатков загрязнений. Лучше обработать участки, на которых будет расположен шов дополнительно, так как дюраль имеет низкий уровень проплавки.
Аргонодуговая сварка дюрали
Сварка дюрали аргоном подразумевает работу неплавящимся электродом из вольфрама в аргоновой среде. Для использования аппарата следует понимать, что при сварке будет необходим переменный ток. Многие аппараты предлагают среди своих функций специальные настройки переменного тока, что упростит сварку дюралюминия.
Сварка аргоном дюралюминия позволяет создать очень прочные и надежные сварные швы, в которых минимизируется коррозивность металла.
Полуавтоматическая сварка
Сварка алюминия при помощи дугового полуавтоматического аппарат сходна с работой со сталью. Среди отличий можно выделить:
- повышенный контроль за мощностью дуги;
- контроль за скоростью подачи проволоки;
- увеличение подачи проволоки.
Сварка в домашних условиях
Сварка дюралюминия в домашних условиях непростой и трудоемкий процесс. Только при достаточных навыках возможно получить оптимальный и надежный результат. Для домашней сварки следует использовать специальные электроды именно для сварки дюрали. Чаще всего такие компоненты продаются в узкоспециальных магазинах.
Для сварки дюрали в домашних условиях необходимо использовать специальное устройство, которое повысит частоту переменного тока. В бытовой сети этот показатель существенно ниже необходимого.
Удобным вариантом для сварки является ацетилен-кислородная горелка, так как температура плавления алюминия ниже, чем температура пламени. Однако это отражается на качестве шва – при окислении алюминия кислородом может возникнуть пленка окисла, температура плавления которой значительно выше. Поэтому для сварки алюминия чаще всего используется аргон.
Однако это отражается на качестве шва – при окислении алюминия кислородом может возникнуть пленка окисла, температура плавления которой значительно выше. Поэтому для сварки алюминия чаще всего используется аргон.
Более удачным вариантом является водородно-кислородная горелка. Такие аппараты имеют название плазменных. В таком случае шов получается более прочным и менее подверженным деформации и коррозии.
Сварка дюралюминия в домашних условиях является не самым надежным вариантом даже при наличии специальных знаний и оборудования. При необходимости качественных швов лучше обратиться к специалистам.
Интересное видео
Дюралевые сплавы обязаны названию немецкой фирме «Дюраль», начавшей выпуск деталей из различных алюминиевых сплавов. Благодаря низкому удельному весу, прочности, стойкости к коррозии, дюралюминий часто используется производителями. Сварка дюралюминия требует учета особенностей дюраля. Метод горячей обработки подбирается в зависимости от условий, навыков сварщика, ответственности соединений.
Метод горячей обработки подбирается в зависимости от условий, навыков сварщика, ответственности соединений.
Свойства и свариваемость дюралюминия
По физическим свойствам дюраль схож с алюминием. Легкий сплав сложно поддается свариванию, он химически активен, окисляется на воздухе, образует прочную оксидную пленку. Сварка дюрали часто производится в гаражах, небольших мастерских. Нужно учитывать физические свойства сплава: высокую плотность, наличие оксидной пленки, текучесть.
При работе с электродами уточняют марку дюраля, потому что для легирования применяют разные добавки: железо, марганец, медь, кремний. Дюраль при производстве деталей дополнительно упрочняют, металл теряет пластичность. Варят дюраль при температуре до 300°С, с применением флюса или защитной атмосферы, так как металл склонен к окислению.
Достоинства и недостатки
У горячего метода обработки дюралюминия есть ряд преимуществ:
- Из нескольких горячих способов всегда можно выбрать приемлемый для конкретных условий.
- Для сварки дюралюминия не требуется высокой квалификации. Достаточно навыков работы со сварочным аппаратом.
- Большой выбор расходных материалов, используют плавящиеся электроды, проволоку нескольких марок.
- Подготовительный этап не трудоемкий. Не нужно дополнительно обрабатывать образовавшийся шов.
- Себестоимость сварных работ ниже других способов монтажа дюралюминия.
- Для работы подходят бытовые аппараты, работающие от стандартной сети.

Недостатки горячего метода соединения дюралюминия:
- При температурном воздействии прочностные характеристики дюралюминия снижаются, это связано с химической активностью алюминия, он легко окисляется.
- Обязательность использования флюса.
- При скоростной электросварке сложно контролировать качество шва.
- При выборе электродов бывают проблемы, по внешнему виду сложно определить марку дюралюминия.
- Обмазка не защищает ванну расплава.
- Для выполнения прочных соединений приходится использовать аргоновую сварку.

Подготовка дюрали к сварке
Прежде, чем сварить дюралюминий, поверхность заготовок необходимо подготовить. Детали очищают, удаляют неровности наждачкой или железной щеткой, зачищают стыки до блеска – снимают оксидную пленку. Затем металл обезжиривают. Разделку кромок делают у заготовок толщиной более 4 мм, их срезают под углом 30–35°. Дюралюминий варится под флюсом, его наносят на металл равномерно, закрывают всю рабочую зону.
Технология сварки
Чтобы заварить дюраль, используют разные методы. В домашних условиях металл варят электродуговым аппаратом плавящимися электродами. На производстве чаще применяют полуавтоматы, аргоновую сварку.
Расходные материалы выбирают под вид дюраля:
- ОЗА-1, стержень легирован титаном, медью;
- ОЗА-2 – алюминий с железом, титаном;
- ОЗАНА-1, ОЗАНА-2 – с кремнием, железом, ОЗАНА-1 применяют для сплавов А0, А1, А2, А3; ОЗАНА-2 – для АЛ4, АЛ9 и АЛ11;
- ОК96.10, ОК96.20 – стержень с марганцем, кремнием, железом.

Стержни предварительно прогревают до 150°С, просушивают. Для выполнения швов применяют сварочный трансформатор или другой преобразователь тока. Важно учитывать высокую текучесть алюминия, работы лучше проводить в нижнем положении. Скорость образования шва должна быть высокой, чтобы не образовалась большая ванна расплава. Качественных швов электродуговым методом не получить. Они получаются пористыми, возможно растрескивание. В металле возникают остаточные напряжения.
- Вольфрамовый электрод применяется для стыковых соединений заготовок от 3-х мм толщиной. Нужно изолировать рабочую зону облаком инертного газа.
- Газосварка ацетиленом с использованием угольного электрода малоэффективна, образуются непрочные швы. С плазменными водородно-кислородными горелками получают прочные соединения.
- При работе с полуавтоматом нужно учитывать несколько нюансов: скорость подачи проволоки должна быть высокая; важно отрегулировать мощность дуги так, чтобы металл не перегревался.
- Аргоновая сварка с использованием тугоплавкого вольфрамового электрода – метод, позволяющий получать качественные соединения. Аппарат настраивают на переменный ток.

При проведении сварочных работ необходимо придерживаться правил ТБ, предварительно проверять сварочное оборудование. Выбор метода зависит от режима работы детали. Если нагрузка на скручивание, шов должен быть надежным. Для статической достаточно заварить дюраль плавящимся электродом.
Сварка алюминия и его сплавов
ВОПРОС №1
Имею большой опыт сварки. В своем гараже много варю черную и легированную сталь ручной дуговой штучным электродом.
Но вот, столкнулся с проблемой алюминия.
В связи с этим вопросы:
- Возможно ли варить штучным электродом алюминий?
- Каковы особенности сварки алюминия и стали?
- Какой сварочник более всего подойдет для обоих металлов?
- По какому принципу выбирается присадочный материал?
- Какая подготовка должна предшествовать сварке?
- Как подобрать сварочные режимы и какова технология сварки?
Извините за такое количество вопросов, в теме пока что вообще не разбираюсь.
Разница между сваркой стали и Аl
Алюминий — сложный материал. Но это при условии отсутствия опыта, как только набьете руку, и появятся представления о том, с чем же все-таки приходится иметь дело, вопрос сложности отпадет сам собой, останется только определенная специфика, о которой расскажем чуть позже.
Штучным электродом алюминий не варится. Существуют электроды для ручной сварки алюминия ММА, они пригодны для выполнения разовых работ, что-то сварить в быту. Например, электроды марки UNITOR ALUMIN-351N, к ним прилагается флюсовая присадка, которая заменяет аргон.
Для эффективной работы вам понадобится аппарат аргоно-дуговой. Его еще называют инвертором ТIG. Сварочный аппарат должен уметь работать в режиме АС/DC. То есть обязательно наличие переключаемых режимов переменного/постоянного тока.
Постоянным ведут сварку стали, переменным – алюминия.
Переменный ток разрушает стойкую оксидную пленку Al2O3, удаление которой является главным условием успешной сварки алюминия; он действует на поверхность «блестящего металла» подобно наждаку. Под действием этого «наждака» пленка, защищающая сплав от коррозии, разрушается и доступным становится «чистый» металл, который хорошо плавится и формируется.
Под действием этого «наждака» пленка, защищающая сплав от коррозии, разрушается и доступным становится «чистый» металл, который хорошо плавится и формируется.
Температура плавления оксида Al2O3 около 2700 градусов Цельсия, тогда как температура плавления большинства алюминиевых сплавов ограничивается 600-700 градусами. Вот почему сложно работать с этим металлом, особенно если он тонкостенный.
В качестве подготовки алюминия рекомендуется предварительная механическая зачистка до металлического блеска, либо химическое травление. Хотя с наличием хорошего инвертора такая процедура хоть и не будет лишней, но и не будет строго необходимой, в противовес пайке – для пайки такая подготовительная процедура обязательна (читайте здесь)
Со сталью, как вы понимаете, дела обстоят гораздо проще. Окислы на ее поверхности не защищают ее от коррозии, если конечно сталь не легирована хромом и никелем, и не отличаются тугоплавкостью, потому и легко варятся простым постоянным током без особых условий.
Критерии выбора аппарата для сварки алюминия
Al обладает высокой теплопроводностью и электропроводностью, потому для листов толщиной 4 мм необходим сварочный ток более 200А.
Для полноценной работы понадобится инвертор, который работает если не на высоких, то хотя бы на средних токах. Оборудование с максимальным током 250 А на выходе подойдет для этих целей. Лучше, конечно, 300А.
Оборудование для сварки алюминия
Но даже если у вас маломощный «агрегат», а вам приходится заниматься наплавкой, крупногабаритных деталей, можно компенсировать недостаток мощности предварительным подогревом. Приобретите электропечь для прогрева деталей до температуры 300-350 градусов.
Если все еще сомневаетесь, какой аппарат выбрать великолепный вариант — TELWIN SUPERIOR TIG 242 AC/DC -HF/LIFT , либо AuroraPRO INTER TIG 200 AC/DC PULSE, оба прекрасно подойдут для Al, так же, для стали, нержавеющей стали, титана, меди, никеля, магния.
Газ
Алюминий на воздухе не варят.
Сварочная ванна должна быть защищена инертным газом. Для «черной» стали это необязательно, достаточно флюса, которым покрыт плавящийся электрод, но для алюминия это обстоятельство играет важную роль.
Обычно применяют аргон, реже гелий, который великолепно действует на весь процесс, особенности плавления, но и стоит гораздо дороже. Аргон применяют чаще, но, обратите внимание, что он должен быть технически чистым, содержание сторонних примесей минимальное. Плохой аргон даст грязный шов с включениями.
Проволока для сварки алюминия
Получить гарантированный провар на требуемую глубину можно, если сделать разделку шва или может понадобиться усилить шов стыкового соединения. В обоих случаях понадобится сварочная проволока.
Для алюминия и его сплавов используйте присадку идентичную или близкую по химическому составу к основному металлу. То же относится и к электродной проволоке для полуавтомата.
- Для литейных сплавов, таких, например, как АЛ5 или АЛ9 (АК7ч) рекомендуется применять присадочную проволоку АК5 ГОСТ7871-75 (ER4043 AlSi5)
- Для деформируемых сплавов на основе магния и марганца (АМг, АМц) — АМг6 ГОСТ7871-75.
А теперь перейдем к конкретике…
Пошаговая инструкция по сварке алюминия для новичков
на примере сварочного инвертора Aurora PRO INTER TIG 200 AC/DC PULSE
• Чтобы качественно сварить алюминий поверхность металла нужно зачистить. Некоторые люди этого не знают и даже от краски не очищают. А алюминий имеет оксидную пленку, которая тяжело разрушается. Можно это делать металлической щеткой, но если есть болгарка, лучше ей. На болгарку ставим щетку, либо лепестковый диск, либо, на худой конец, зачистной и зачищаем поверхность до чистого металла, металлического блеска.
• Еще один важный момент – это заточка электрода и длина его выхода из сопла горелки. Затачивают так, чтобы он был как иголка, острый и перед сваркой зажигают на любой металлической пластине (назовем ее настроечной), которая завалялась в хозяйстве.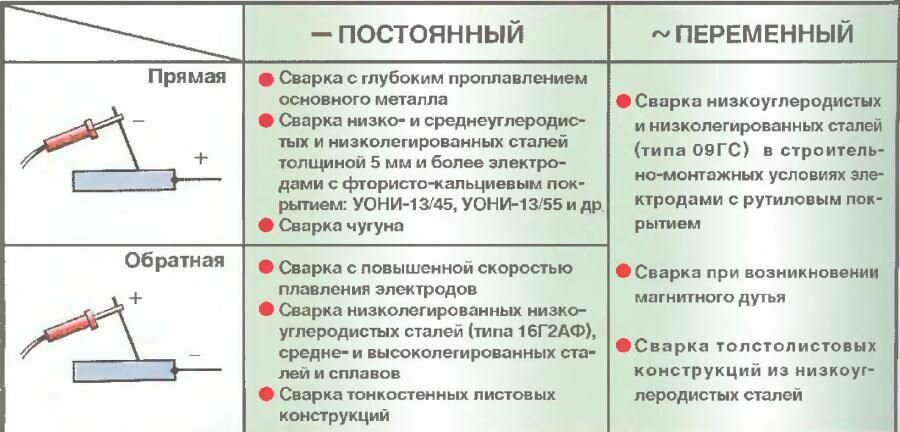 После такого поджига кончик электрода из игольчатой, должен приобрести сферическую форму. Лучше всего, если он будет блестящим – это значит, что с ним все хорошо. Если он матовый и имеет неправильную геометрию, значит что-то пошло не так:
После такого поджига кончик электрода из игольчатой, должен приобрести сферическую форму. Лучше всего, если он будет блестящим – это значит, что с ним все хорошо. Если он матовый и имеет неправильную геометрию, значит что-то пошло не так:
- Либо ток большой,
- либо газовая защита недостаточная,
- окончательная продувка газом неправильно выставлена.
Выход электрода определяется в зависимости от положения горелки, конфигурации детали и вида соединения: если угловое, нужно чтобы он выходил побольше, если сварка встык – миллиметра два. Если сварщик пользуется линзой, электрод можно вывести и на 5 мм. Линза помогает забраться в труднодоступные места и проводить боле качественную сварку.
• Затем с помощью главной панели аппарата переводим его в режим АС-переменный ток (клавиша АС/DC на картинке №13). Выставляем силу тока интуитивно. Чтобы подобрать правильный параметр надо несколько раз попробовать, либо заранее знать, какую назначить силу тока для определенной толщины металла.
• Настройка двухтактного или четырехтактного режима. Эту настройку обычно выбирают исходя из личных предпочтений. Кому-то удобен первый, кому-то второй.
В двухтактном мы нажимаем кнопку горелки, у нас срабатывает поджиг и сварщик работает все-время, держа эту кнопку «пуска». В конце сварщик убирает палец с кнопки – сварочный процесс закончился.
В четырехтактном режиме циклограмма следующая. Мы нажимаем кнопку: пока держим ее – срабатывает стартовый ток, это регулировка на аппарате под обозначением «старт А» (на картинке №1), затем отпускаем кнопку – у нас основной ток, который мы выставили с помощью ручки свободной регулировки «Welding A» (см. под №2). Ориентировочно, для электрода 1,6 ставьте 120А, если ток больше, понадобится электрод диаметром 2,4 – выдерживает уже до 200 -210А, если еще больше – берите диаметр 3,2.
• По окончанию сварки включается функция заварки кратера, регулируется с помощью ручки Down Slope (№4) и работает только в четырехтактном режиме. Фактически это регулировка времени – сколько будет секунд происходить заварка кратера.
Фактически это регулировка времени – сколько будет секунд происходить заварка кратера.
• Одна из важнейших настроек -это AC Balance (№8), так называемая зачистка. Если мы переводим ручку в плюс – очистка алюминия происходит лучше. Если вы варите грязный алюминий, эту настройку можно изменять в зависимости от полученных результатов. Обычно ручку Баланса ставят 50/50 на середине.
Все эти настройки важны для работы в обычном режиме без использования специальных навыков.
- Сам процесс сварщик ведет визуально его контролируя: горелка в правой руке, пруток в левой. Для начало нужно выполнить самый простой шов – прямолинейный. Горелка движется справа –налево, вы поджигаете дугу и видите как плавится основной материал, как только образовался жидкое пятнышко металла, добавляете немного металла с прутка и двигаетесь дальше. Процедура повторяется снова и снова пока вы не закончите шов.
ВОПРОС №2
Здравствуйте! Нужно сварить трубку штатива. Все бы ничего, но есть одна сложность. Деталь ø29 (скорее всего из АМг) нужно приварить к винту с резьбой ¼ дюйма (сделана из Д16). Материалы-то разные, сварятся ли? Может не мучиться и пойти другим путем? Приварить к дет. ø29 шайбу из АМг, а потом винт посадить на эпоксидную смолу?
Деталь ø29 (скорее всего из АМг) нужно приварить к винту с резьбой ¼ дюйма (сделана из Д16). Материалы-то разные, сварятся ли? Может не мучиться и пойти другим путем? Приварить к дет. ø29 шайбу из АМг, а потом винт посадить на эпоксидную смолу?
Вариант с эпоксидным клеем имеет право на существование. Двухкомпонентные составы на основе эпоксидных смол применяются даже в авиации: шпильки устанавливаются в алюминиевые корпуса агрегатов на клей типа ВК-31 и выдерживают высокие вибрационные нагрузки, температурные воздействия и т.д. В домашних условиях можно подобрать менее специализированный состав.
Однако давайте попробуем разобраться по поводу сварки предложенных вами алюминиевых сплавов разных марок. Практики сварки именно этих двух материалов мы, к сожалению, не имеем. Тем не менее, опыт работы с алюминием и теоретические знания позволяют нам сформулировать ответ следующим образом: по справочным данным Д16 не применяется для сварных конструкций; АМг сваривается без ограничений (первый сплав упрочняется термически до твердости свыше 105НВ, второй – термически не упрочняемый, хотя это и не играет большой роли в данном конкретном случае). Несмотря на данные справочника де-факто Д16 варится (вы получите сварной шов на этом материале), другое дело, что подобные соединения нельзя применять в конструкциях, которые несут какую-либо силовую нагрузку — проявится терщина, лопнет шов и т.д. В декоративных же целях (откололся кусочек от детали) сварка вполне допустима.
Несмотря на данные справочника де-факто Д16 варится (вы получите сварной шов на этом материале), другое дело, что подобные соединения нельзя применять в конструкциях, которые несут какую-либо силовую нагрузку — проявится терщина, лопнет шов и т.д. В декоративных же целях (откололся кусочек от детали) сварка вполне допустима.
Если ваш штатив не будет испытывать каких-либо существенных нагрузок, его можно сварить, ведь у АМг и Д16 одна основа: приблизительно 93-96% алюминия. Варить можно с присадкой АМг (если есть вопросы по выбору присадки, читайте статьи «Выбор присадочного прутка» и «Выбор электродной проволоки для полуавтомата»
После сварки обязательно нужно провести отжиг для снятия сварочных напряжений в электропечи типа СНОЛ. Согласно ПИ1.2.255-83 полный отжиг для АМГ1 производится по режиму: Т= 300-400 оС t=2-10 мин. при толщине менее 6мм и t=10-30 мин при толщине более 6 мм. Для Д16 полный отжиг заключается в нагреве до 380-420 оС , время выдержки t=10-60 мин. для всех толщин.
для всех толщин.
Вывод: для вашего узла, сваренного из материалов разной марки, нужно провести полный отжиг около 350 оС в течение приблизительно 30 мин или неполный отжиг 250 оС в течение 1-3 часа (второй режим более «щадящий»)
Решение, какой вариант выбрать, с клеем или сваркой, вам нужно будет принять самостоятельно.
Р.S. Перед сваркой детали (если будете варить аргоном) нужно зачистить механически, но, если есть такая возможность, лучше произвести химическое травление (в том числе присадочного материала) в следующем порядке:
— обезжирить в 4-5%-ном водном растворе едкого натра NaOH (40-50г на 1л воды) при Т=40…60 оС в течение 2 …3 мин;
— промыть в воде при температуре Тводы=30-50 оС в течение 2 мин;
— осветлить 20-25%-ым раствором азотной кислоты (200-250г на 1л воды) при Т=15-20 оС в течение 2-3 мин;
— осуществить промывку в холодной воде при Тводы=5-15 оС 2-3 мин, затем в горячей воде при Тводы=60-80 оС 2-3 мин;
— Сушить в воздушной атмосфере при Т=60-70 оС до полного испарения влаги.
Свариваем алюминий без аргона своими руками
Привет друзья! Я покажу как сварить алюминий без аргона, обычным инвертором. Весь процесс будет полностью идентичен как при электродуговой сварке стали, за исключением одного небольшого изменения. С помощью этого способа вы сможете без труда производить ремонт алюминиевых деталей или узлов дома, без дорогостоящего оборудования для аргонной сварки.
Понадобится
- Инверт постоянного тока, способный выдать 120 А.
- Специальный электрод для сварки алюминия – http://alii.pub/5nyy46
Со сварочным аппаратом, думаю все понятно, а про электрод нужно пояснить. Оказывается, не так давно, в продаже появились специализированные электроды для сварки алюминия обычной сваркой без аргонной среды.
Марки их могут быть различны, так что спрашивайте в магазинах. В любом случае их без проблем можно приобрести в интернете.
Строение они имеют такое же как электрод для стали: жила, имеющая толстое покрытие. Тут все также, только электрод имеет другую цветовую палитру: жила – блестящая, так как состоит преимущественно из алюминия, покрытие – белое.
Тут все также, только электрод имеет другую цветовую палитру: жила – блестящая, так как состоит преимущественно из алюминия, покрытие – белое.
Такие электроды предназначены не только для алюминия, а так же для его сплавов: силумин, дюраль. Поэтому без труда можете варить и их.
Что нужно знать, чтобы сделать качественный шов?
Хоть метод почти ничем не отличается от обычной дуговой сварки, нужно учесть следующие:
- Сварочный ток должен быть порядка 70-100 А
- Сварка ведется на короткой дуге.
- Угол электрода при сварке должен быть 90 градусов.
- Электрод сгорает в три раза быстрее, чем при обычной сварке стали.
Варить алюминий гораздо сложнее, поэтому, если вы не разу этого не делали, то советую обязательно потренироваться, что буду делать и я.
Свариваем алюминий обычным инвертором без аргона
Мой первый опыт сварки этого металла в без аргонной среде. Я буду сваривать толстые пластины. Закрепляем детали струбцинами. Минус подключаем к нижней пластине. Плюс к электроду.
Минус подключаем к нижней пластине. Плюс к электроду.
Изначально рекомендую установить ток 100 А и попробовать.
Варим все на короткой дуге, так как из-за быстрого плавления электрода ее очень трудно ловить, особенно с непривычки.
Приноровившись уже получается стабильно держать дугу.
Как и после обычной сварки отбиваем окалину молотком.
И зачищаем щеткой.
Не судите строго, для первого тренировочного раза, я считаю, это хороший результат.
Особенно учитывая насколько это трудоемко и непривычно после обычной сварки стали.
Рекомендации для качественной сварки
- Зачистите щеткой по металлу место сварки, чтобы удалить оксид с поверхности.
- Если есть возможность, нагрейте детали газовой горелкой до 150-200 градусов Цельсия, это упростит задачу получения качественного шва.
- В момент сварки ведите электрод быстрее, так как он сгорает быстрее примерно в 3 раза.
Подведение итогов
С помощью данного метода вы сможете:- – варить листовой алюминий;
- – алюминиевый профиль;
- – ремонтировать катеры двигателей или любые блоки из дюрали или силумина;
- – любые сварочные работы бочек или резервуаров;
- – сваривать токопроводящие шины;
- – и многое другое.

Прочность шва получается ничуть не хуже чем у аргонной сварки.
Конечно, немного трудоемкий процесс, но следует только приноровиться и все пойдет как по маслу. Из недостатков хочется отметить небольшую дороговизну электродов, по сравнению с обычными. Но если с сравнивать с аргонной сваркой, то сантиметр шва получается в разы дешевле, так что способ все равно выигрывает.
Смотрите видео
Обязательно посмотрите видео, где видно насколько это тяжело сделать с первого раз.
Сварка алюминия и его сплавов в аргоне, покрытыми электродами и полуавтоматом
Известный всем алюминий отличается такими уникальными свойствами, как лёгкость, хорошая теплопроводность и устойчивость к химическим и механическим воздействиям. Специфика структуры этого материала является причиной того, что сварка алюминия и его сплавов имеет ряд сложностей, которые должны приниматься во внимание при организации сварных работ.
Сложности процесса
Свойства алюминия должны учитываться и при проведении сварки в домашних условиях, независимо от того, будет ли металл свариваться газовой горелкой, инвертором или полуавтоматом.
Проблемы в сплавлении этого материала с другими металлами (сварка алюминия и сталью, в частности) объясняются следующими причинами:
- сложность тепловой обработки поверхности заготовок, так как она постоянно покрыта тугоплавкой окисной плёнкой, мешающей формированию качественного шва;
- высокая текучесть металла в расплавленном состоянии, затрудняющая процесс образования сварочной ванны из алюминиевых сплавов;
- наличие в структуре материала водорода и кремния, которые при остывании шва пытаются вырваться наружу и образуют поры и трещины;
- высокий коэффициент линейного расширения алюминия, также способствующий образованию трещин.
Для исключения нежелательных последствий принимаются определённые меры защиты зоны сплавления, такие например, как сварка в аргоне, ограничивающем доступ кислорода к месту контакта.
Помимо аргона для этих целей могут применяться и другие газы, замедляющие процесс окисления алюминия и относящиеся к категории инертных (углекислота, например).
Кроме того, для компенсации эффекта текучести расплавленного металла в жидкой ванне специалистами разработаны особые технологии сварки. Они предполагают применение при работе с алюминием специальных подкладок для отвода тепла.
В связи с высокой теплопроводностью материала, согласно требованиям нормативов, сварка алюминия должна осуществляться при больших величинах тока дугового разряда.
В домашних условиях ко всем описанным трудностям добавляется сложность точного определения марки свариваемых материалов и учёта соответствующих требований ГОСТ 14806-80. Последнее обстоятельство заметно затрудняет выбор подходящего режима их обработки, а также используемых при этом методов теплового воздействия.
Известные способы
Сварка сплавов алюминия может быть организовано самыми различными способами, выбор которых определяется условиями работы и особенностями сочленяемых заготовок или изделий. Чаще всего сварка проводится по следующим методикам:
Чаще всего сварка проводится по следующим методикам:
- сваривание алюминия в инертной среде посредством электродов с покрытием из вольфрама;
- сварка полуавтоматом в среде углекислого газа с автоматической подачей сварочной проволоки;
- простое сплавление электродами, обработанными специальным составом (MMA).
Всем желающим сравнить эти методы в части рабочих параметров сварки рекомендуем ознакомиться с таблицей:
Из таблицы следует, что метод сваривания с применением вольфрамовых электродов носит название AC TIG (в переводе на русский язык – просто тиг).
Уже отмечалось, что для получения надежного сочленения алюминия с другими металлами, важно помнить о необходимости разрушения оксидной плёнки, всегда имеющейся на поверхности.
Для решения этой важной задачи в процессе сварки используют постоянный ток, полярность которого меняют на обратный знак. Тем самым добиваются так называемого «катодного» распыления, под воздействием которого тугоплавкое плёночное покрытие постепенно разрушается. При работе на постоянном токе, полярность которого не меняется, указанного эффекта добиться не удаётся.
При работе на постоянном токе, полярность которого не меняется, указанного эффекта добиться не удаётся.
Подготовка металла
Независимо от способа, которым заготовки из алюминия будут свариваться (посредством инвертора или обычного выпрямителя) – их срезы и кромки перед этим тщательно подготавливают.
При этом, во-первых, с поверхностей всех свариваемых деталей (включая и присадочный материал) удаляют следы масла, жира и грязи. Для этих целей могут применять уайт-спирит, бензин, ацетон или любую другую обезжиривающую жидкость из класса растворителей.
Во-вторых, на этом этапе работ при необходимости осуществляется разделка контактной части свариваемых заготовок. Потребность в дополнительной обработке возникает лишь в тех случаях, когда сваривание алюминиевых деталей толщиной не более 4-х миллиметров организуется с помощью обычных (непокрытых) электродов.
При необходимости сварки листов из алюминия и сплавов толщиной не более чем 1,5 миллиметра – их торцы перед соединением обязательно разделывают.

В-третьих, непосредственно перед сваркой с обрабатываемых поверхностей удаляется имеющаяся на них оксидная плёнка. Для этих целей используют простой напильник или специальную металлическую щётку.
Покрытыми электродами
При проведении особо ответственных сварочных операций (с заготовками толщиной более 4-х миллиметров) применяются специальные электроды по алюминию, обеспечивающие надежность и прочность образующегося соединения.
К недостаткам этого метода сочленения деталей следует отнести сравнительно высокую пористость сварного шва, а также сложность отделения шлака во время работы, нередко приводящую к его коррозии.
Ещё одним минусом такого процесса является сильное разбрызгивание частиц расплавленного металла во время дуговой сварки.
Для организации сварочных работ по алюминию желательно пользоваться хорошо проверенными на практике марками электродов, такими, например, как «УАНА» и «ОЗАНА».
Указанные типы стержней могут применяться как для работы по чистому алюминию, так и при сваривании заготовок из его соединений с кремнием (АЛ-4, 9,11).
При применении «УАНА» и «ОЗАНА» сварные операции по алюминию проводятся на постоянном токе, включаемом в цепь в обратной полярности. Этот факт должен учитываться при выборе оборудования для сварки в любых условиях (производственных или бытовых). При этом специалисты пользуются несложным подсчётом, согласно которому на миллиметр диаметра стержня должно приходиться 25–30 ампер постоянного тока.
При инверторной сварке деталей значительной толщины может потребоваться предварительный локальный прогрев заготовок, осуществляемый посредством обычной газовой горелки. Такая предусмотрительность позволяет минимизировать риски деформаций и образования кристаллизационных трещин в уже готовой конструкции из алюминия.
Ко всему перечисленному следует добавить, что из-за высокой скорости плавления алюминиевых электродов работать с ними следует по возможности быстро, обеспечивая тем самым непрерывность сварочного процесса. Также обращаем внимание на то, что при сварке алюминия не допускается производить электродом какие-либо поперечные колебательные движения.
Также обращаем внимание на то, что при сварке алюминия не допускается производить электродом какие-либо поперечные колебательные движения.
С применением инертного газа
Согласно ГОСТ 7871 при сварке алюминия в среде защитного газа должна применяться проволока соответствующего состава, предназначенная специально для этих целей. В нём подробно оговариваются марки используемого материала, а также особые условия его применения в процессе работы.
Такая сварка реализуется за счёт использования вольфрамовых электродов соответствующего диаметра, а также специальной присадочной проволоки в виде прутков (так называемого «присадка»). В качестве защитной среды, ограничивающей доступ кислорода, применяются химически чистый гелий или аргон.
При этом для облегчения удаления с алюминия оксидной плёнки используется сварочная дуга, формируемая источником переменного напряжения. Расход аргона, токовые режимы, а также параметры электродов и сварочной проволоки выбираются согласно специальным таблицам.
При наличии собственного расходного материала этот вид монтажных операций вполне реализуем и в домашних условиях с возможностью получения качественного и достаточно надежного соединения.
При этом всегда следует помнить о том, что в процессе сварки алюминия в инертной газовой среде между электродом и поверхностью деталей должен выдерживаться угол, равный примерно 70-80-ти градусам. Сварочная проволока и вольфрамовый электрод располагаются относительно друг друга под углом 90 °, а длина дуги выдерживается в пределах 1,5-2,5 миллиметра.
Полуавтоматом
Хороших результатов при самостоятельной сварке деталей из алюминия и стали можно добиться и при помощи импульсных полуавтоматов. При работе с таким оборудованием оксидная плёнка разбивается за счет воздействия высоковольтного импульса, который к тому же удерживает в границах сварочной ванны частицы расплавленного металла.
Стоимость импульсного аппарата достаточно велика, так что частники нередко используют обычное оборудование, переделывая его в полуавтомат.
Надо отметить, что при работе с алюминием в любых режимах сварки необходимо учитывать два важных момента, связанных с подачей проволоки в зону сочленения.
Во-первых, относительно мягкий проволочный материал при поступлении в зону сварки по направляющему рукаву может образовывать петли. Для предотвращения этого припой поступает к рабочему месту через укороченный подающий канал с вкладышем из тефлона, заметно снижающим эффект трения.
Во-вторых, скорость перемещения алюминиевой проволоки, порог плавления которой ниже нормы, в режиме сварки без аргона должна быть больше, чем у обычной стальной. При нарушении этого условия она будет расплавляться прежде, чем достигнет рабочей зоны.
Электроды по алюминию: для сварки инвертором, для дуговой
Стержни, покрытые обмазкой со специальным химическим составом — это электроды по алюминию, которые довольно редко используются на крупных предприятиях.
Такими изделиями пользуются домашние мастера или частные фирмы при ремонте алюминиевых частей бытовых. Отличие — они позволяют избавляться от пленки, появляющейся на цветном металле, что затрудняет сварку.
Нюансы сварки
Перед началом сварочного процесса производятся дополнительные работы по удалению плёночного покрытия с поверхности деталей, иначе соединение будет ненадежным. Один из эффективных методов — это выдержка заготовок в ваннах со щелочной средой, а для приготовления аналогичного раствора нужны простые составляющие: около литра чистой воды, по 50 грамм карбоната и фосфата натрия, 30 граммов жидкого стекла.
Полученную суспензию нагревают до 65 0C, а затем опускают в него заготовки.
Затем проводят зачистку соприкасающихся частей при помощи подручных средств, чтобы дуга устойчиво горела и образовывался шов высокого качества используют инвертор и электроды для сварки алюминия, которые прокаливают в течение двух часов при температуре не менее 200 0C.
Популярные марки
Производители наводнили рынок электродами по алюминию, но мы
расскажем только о марках, которые пользуются повышенным спросом.
Щелочно-солевые
Алюминиевые электроды марки ОК от компании ESAB модели 96.10, 20 и 50, т. к. изделия обладают высокой гигроскопичностью, хранить упаковки надо в помещениях с минимальной влажностью.
ОЗАНА
Для алюминиевых сплавов типа А0-А3 — применяют марку с цифрой один, а АЛ4, АЛ9, АЛ11 успешно соединяются электродами с цифрой 2.
ОЗА
Детали из чистого алюминия свариваются стержнями из проволоки СвА 1 (ОЗА-1), а для сплавов Al + Si — марки СвАК-З,5,10 (ОЗА-2)
ЭВЧ
Основа электрода — вольфрам, сварочный процесс происходит под защитой аргона, активация дуги не всегда отличается качеством, поэтому в среде профессиональных сварщиков популярности не имеет.
Foxweld
Относятся к неплавящимся электродам из чистого вольфрама, для применения требуется специальное оборудование.
UTP 48 (UTP 480)
Содержат до 12% Si, формируют ровный мелкочешуйчатого вида шов, стабильная дуга, а шлаковые образования легко удаляются.
Алюминий сложен для сварочных работ ручным методом, поэтому на крупных промышленных предприятиях используется специальная техника. Вот перечень основных особенностей металла, усложняющих процесс сварки:
- Наличие на поверхности оксидной пленки, чтобы удалить это образование нужно нагреть металл до температуры 2 тыс. градусов.
- Расплавленный металл быстро окисляется на открытом воздухе, поэтому тяжело делать цельный шов — надо обеспечивать защиту инертным газом.
- Металл при расплавлении становится текучим, поэтому применяются теплоотводящие прокладки.
- При остывании алюминий, особенно его сплавы с кремнием, имеют склонность к образованию трещин во время кристаллизации.
- Показатель линейного расширения довольно высокий, поэтому при остывании шов деформируется.
Дома или в мастерских малого бизнеса применение специального оборудования дорого и нерентабельно, поэтому используется ручной вид сварки.
Изделия для РД сварки
Для дуговой сварки используются плавящиеся электроды по алюминию, отличающиеся высокой скоростью плавления, поэтому сварка происходит в два-три раза быстрее, а от исполнителя требуются определенные навыки, чтобы не происходило затухания дуги. В такие неприятные моменты мгновенно образуется слой шлака и повторно активировать дугу довольно проблематично. Опытные сварщики советуют не прерывать процесс до полного использования.
Кратко о составе
Покрытие состоит из хлорида и фторида щелочноземельного или щелочного металла, которые легко вступают в реакцию с пленкой при активации сварочной дуги, а комплексные соединения образуют шлак. Для конкретных задач выбираются электроды с разными покрытиями, некоторые из них позволяют легировать металл шовного соединения, благодаря специальным добавкам, находящимся в обмазке. Особый химический состав стержня принимает активное участие в этом процессе.
Применение инверторов
Так как алюминий считается трудно поддающимся сварке металлом, поэтому использование инвертора и электродов для сварки алюминия обеспечивает формирование высокого качества шва. Основные преимущества инверторного оборудования:
- Малое потребление электрической энергии при высоком КПД.
- Защищен от перепадов напряжения, поддерживает стабильный ток.
- Компактность устройства позволяет применять его в любых условиях.
- Позволяет работать с любыми сплавами, независимо от их совместимости.
- Используются электроды по алюминию любого вида.
При использовании полярности обратного типа применяют стабильную подачу силы тока, чтобы дуга не затухала, а шов формировался только высокого качества.
Для дюрали
Дюралюминий — это высокопрочные сплавы на основе алюминия с добавлением меди, марганца или магния. Для сварки по дюралю подходят практически все электроды, которые были разработаны для сварки алюминия, например, ESAB из Швеции марки OK 96.10 или сплавов — ОК 96.50.
Сложность выбора
Предлагаем советы от профессиональных сварщиков, как надо выбирать сварочные электроды по алюминию:
- Расходники по химическому составу должны точно подходить к сплавам.
- Диаметр стержня выбирается соизмеримо с толщиной металла заготовок.
- Перед использованием электроды надо прокалить в печи, но не более двух раз, чтобы не пересушить обмазку.
- Тщательная обработка рабочих поверхностей при помощи щелочных ванн и металлической щетки, с последующей протиркой растворителем.
Р. А. Самсонидзе, образование: ПТУ, специальность: сварщик высшей категории, опыт работы: с 2003 года: «Не секрет, что плавка алюминиевых электродов происходит намного быстрее, чем аналогичных изделий из другого металла, поэтому процесс сварки происходит быстрее и возникает риск появления толстого шва, да и тонкостенные детали легко прожечь. Чтобы набраться опыта — работайте с толстым металлом, а постепенно переходите к более тонким образцам».
Самостоятельное изготовление
Электроды, используемые для сварки или пайки алюминия, стоят дорого, поэтому домашние умельцы стараются сделать их самостоятельно. Как сделать электроды по алюминию в домашних условиях? Предлагаем простой вариант:
- возьмите проволоку из алюминия с диаметром не более 4 мм и нарубите отрезки длиной до 30 см,
- измельченный мел смешайте с жидким стеклом или силикатным клеем, затем окуните в суспензию нарезанные прутки,
- толщина обмазки до 2,0 мм, потом высушить готовое изделие.
Такая простая конструкция самодельных электродов позволяет успешно выполнять сварочные работы, получая шов высокого качества, что во многом зависит от опыта исполнителя.
Выводы
Сварочные работы, связанные с алюминием — это сложная и трудоемкая работа, без опыта и умения выполнить аналогичную операцию не у всех получится, только квалифицированные сварщики гарантируют качество и надежность отремонтированных изделий.
Загрузка…Какой сварочный аппарат для сварки алюминия и дюралюминия выбрать
Процесс сварки алюминия и дюралюминия имеет несколько особенностей, которые нужно учитывать как при работе, так и при подборе оборудования для нее. Во-первых, алюминий представляет собой достаточно капризный материал, поэтому, выполняемая своими руками сварка алюминия требует достаточного опыта в этом вопросе.
Что же касается инструмента, то сварочный аппарат для сварки алюминия должен обязательно быть инверторным. Также аппарат «тиг сварка алюминия» должен обладать удобными для перевозки в автомобиле габаритами и иметь ручки для переноса. Желательно, чтобы к аппарату шел осциллятор для сварки алюминия.
В целом же, любому инверторному полуавтомату под силу выполнение такой работы как алюминиевая и дюралюминиевая сварка. Поэтому, для новичка дальнейший выбор оборудования должен основываться на нижеописанных особенностях сварки алюминия.
Особенности сварки алюминия
В виде защитного газа при работе по сварке алюминия необходимо использовать аргон или для толстых материалов его смесь с гелием. Также понадобится алюминиевая проволока для сварки со сплошным сечением. Особое внимание следует обратить на горелку аппарата – ее шланг должен быть прямым и длиной до 3-х метров, т.к. алюминий очень мягок.
Для уменьшения трения сварочной проволоки, следует заменить канал в горелке на тефлоновый, специально предназначенный для сварочных работ полуавтоматом по алюминию.
Если имеющейся длины шланга недостаточно, а приближение инвертора невозможно, наряду с полуавтоматом можно использовать оснащенный более длинным кабелем подающий механизм. Это приспособление позволит использовать лишь саму горелку, удалившись на нужное расстояние от самого сварочного аппарата. И не стоит беспокоиться о вероятности возникновения залома — она очень мала.
Тиг сварка алюминия предполагает использование специальных контактных наконечников, предназначенных именно для этих целей. Их отверстие намного больше, нежели у наконечников, предназначенных для других металлов. Это объясняется способностью алюминия расширяться при нагреве больше, чем другие материалы.
Осторожно, сложности
О том, как происходит сварка алюминия, видео можно увидеть ниже. Мы же акцентируем ваше внимание на основных сложностях, возникающих при сварке алюминия. Первой проблемой, с которой сталкивается тиг сварка алюминия полуавтоматом, является образование оксидной пленки. Алюминий имеет температуру плавления намного меньшую, чем оксидный слой, поэтому, чтобы пробить пленку и расплавить алюминий, нужна импульсная сварка.
Алюминиевая и дюралюминиевая сварка происходят с вероятностью прожога свариваемой детали, поскольку алюминий обладает большой теплопроводностью. Поэтому, его следует хорошо прогревать перед началом сварочных работ.
А также:
- Зачистка алюминиевой детали – это обязательное условие для проведения такой процедуры, как сварка алюминия, видео с инструкциями по сварке, которое вы найдете в нашей статье, начинается именно с этой процедуры. Это позволит в какой-то степени разбить возникшую пленку и затем ускорит работу. Но! Начинать саму сварку нужно не позже суток со времени зачистки.
- Очень важно чтобы в процессе сварочный аппарат для сварки алюминия сохранял постоянную длину дуги. Ее длина для работы с алюминием должна лежать в диапазоне 12-15 мм, иначе могут возникнуть проблемы. При меньшей длине дуги образуется прожог, при большей – произойдет несплавление. Точное значение этого параметра зависит от толщины и состава сплава материала.
- Поскольку алюминий обладает большой теплопроводностью, то он подвержен быстрому остыванию, и, в результате – затвердеванию. Поэтому, могут возникнуть определенные сложности по заварке кратера в завершении сварочного шва. Поэтому, начинающим сварщикам для работы с алюминием будет необходим сварочный аппарат с функцией, дающей для разогрева детали больший ток в начале работы, и низкий ток – в конце для заварки кратера. Не лишним при этом будет осциллятор для сварки алюминия.
Вообще, для такого умения как сварка алюминия, впрочем, как и для любого другого, необходима практика. С ней придет не только полное понимание самого процесса, но и понимание того, что в имеющемся богатом ассортименте современных сварочных аппаратов необходимо разобраться для качественного выполнения работы.
Поупражнявшись некоторое время на доступных материалах, вы обязательно сможете овладеть техникой сварки алюминия и составить для себя понимание вопроса аппаратуры.
Поделитесь со своими друзьями в соцсетях ссылкой на этот материал (нажмите на иконки):
Дуговая, аргонная сварка алюминия в СПб
Предлагаем услуги по сварке алюминия в Санкт-Петербурге и области.
Мы производим дуговую, аргонную сварку алюминия, сварку любых видов металлов при монтаже, изготавливаем изделия на заказ. С Вами будут работать сварщики 6 разряда, которые умеют делать гладкими обратные швы для пищевой и химической промышленности. (Мы не оказываем бытовых услуг и работаем только над заказами для предприятий.)
Услуги сварки алюминия
Наиболее распространённым способом сварки алюминия является сварка в среде инертных газов.
Мы предлагаем и нами производится:
Сварка неплавящимися электродами в среде гелия или аргона наиболее пригодна при повышенных эстетических требованиях, требованиях к чистоте и прочности сварного шва.
TIG сварка алюминия
Аргонодуговая и гелиевая сварка вольфрамовыми электродами алюминия и сплавов на его основе — это производительный метод, который позволяет получать более ровные, прочные сварочные швы без загрязнений при любых видах соединений, по сравнению с обычной дуговой сваркой электродами 03А-1 и 03А-2.
Дуговая сварка алюминия осуществляется током обратной полярности, а аргонодуговая — переменным током, чтобы защитить оксидную плёнку от разрушения. Дуговая сварка алюминия осуществляется в нижнем и вертикальном положении. Существует возможность сварки практически любых соединений кроме аргонно-дуговой точечной сварки (электронные заклёпки).
Сварка осуществляется с применением присадочных материалов или без. Листовой металл 1,5–2 мм сваривается без присадки, с отбортовкой. Хорошо поддаётся сварке чистый алюминий, алюминий-марганцевые сплавы и сплавы с кремнием — силумины. Термоупрочняемые сплавы алюминия, магния, марганца и меди — дюрали труднее поддаются сварке и в этой связи лучше применять аргоновую сварку и механические виды соединения.
Если Вы хотите воспользоваться услугами по сварке алюминия в Санкт-Петербурге — звоните и обращайтесь через форму обратной связи. Наши консультанты ответят на все вопросы о ценах и услугах.
Наш номер: +7 (812) 448-08-78
Сварка алюминия: как сваривать алюминий
Полное руководство
Алюминий – это легкий и тонкий металл, который очень часто используется в сварочных цехах. Сварку с этим металлом следует производить при низких температурах, иначе в материалах вы просто проделаете дыры.
Алюминий довольно реакционноспособен, поэтому при обнажении образует оксидный слой. Это создает препятствия для сварки, так как приводит к образованию пористых сварных швов, поэтому перед сваркой вам необходимо очистить оксидный слой проволочной щеткой.Однако вам придется работать быстро, так как на то, чтобы снова сформироваться, потребуется всего несколько минут. Научить сваривать алюминий сложнее, чем сварка стали, так как требует гораздо большего внимания, внимания и специального оборудования.
Для каждого типа сварки требуется разное оборудование и методы, но как только вы поймете все, что с этим связано, алюминиевые сварные швы будут выглядеть чистыми, гладкими, продуманными и очень эластичными.
Зачем нужен алюминий?
Алюминий – один из самых популярных материалов для сварки, и тому есть несколько веских причин.Он тонкий, невероятно легкий, но при этом очень прочный и эластичный. Чистый алюминий имеет температуру плавления около 1220ºF (660ºC) и обладает высокой проводимостью как для тепла, так и для электричества.
Кроме того, алюминий можно сплавить со многими другими металлами, что делает их еще более прочными и долговечными.
Алюминиевые сплавы
Существует много различных типов алюминиевых сплавов, поэтому запомнить детали каждого из них может быть непросто. Существует система классификации, которая присваивает каждому алюминиевому сплаву четырехзначный номер, и считается первая цифра.Вот краткое описание того, что означает каждое число:
1XXX: Алюминиевые сплавы, начинающиеся с цифры 1, очень чистые. Они почти полностью изготовлены из алюминия с содержанием алюминия более 99%.
2XXX: Обычно используемые в производстве самолетов сплавы, начинающиеся с цифры 2, обычно изготавливаются из меди с алюминиевым покрытием. Они очень прочные, но не очень устойчивы к коррозии.
3XXX: алюминиевые сплавы, начинающиеся с цифры 3, содержат около 1.5% марганца. Они не поддаются термообработке, но с ними очень легко работать, поэтому они являются отличной отправной точкой для всех, кто плохо знаком со сваркой алюминия и алюминиевых сплавов.
4XXX: Нередко можно встретить сварочные электроды, начинающиеся с цифры 4. Этот тип сплава содержит кремний, который может значительно снизить температуру плавления металла.
5XXX: Сплавы, начинающиеся с цифры 5, содержат магний; они довольно просты в использовании, они прочные и устойчивые к коррозии, но они не самые прочные.Хотя для сварки алюминия обычно используются относительно низкие температуры, вам следует избегать слишком низких температур для этих сплавов.
6XXX: Эти сплавы довольно прочные и универсальные, поскольку они поддаются термообработке. Это потому, что они содержат в пропорции кремний и магний .
7XXX: также используются в самолетах, сплавы, начинающиеся с цифры 7, обладают очень высокой прочностью. Они содержат цинк и, как правило, магний, что делает их пригодными для термической обработки.
Основы сварки GMAW / MIG
Возможна сварка алюминияMIG при условии, что вы настроили свое оборудование (например, аппарат плазменной резки или многопроцессорный сварочный аппарат) на постоянный ток и настройку обратной полярности. Эта сварка возможна в любом положении, хотя более сложные положения должны быть сохранены для более опытных сварщиков.
Прежде чем приступить к сварке алюминия методом MIG, вам понадобится баллон с защитным газом. Идеальный газ – аргон, так как он дает действительно гладкую устойчивую дугу.Однако смесь аргона и гелия также будет работать эффективно. Основным преимуществом использования газообразного аргона / гелия является то, что он обеспечивает более глубокое проникновение, но будьте осторожны, если ваш металл очень тонкий. Если вы все же решите выбрать защитный газ, состоящий из комбинации обоих, то что-то, что содержит около 75% гелия и 25% аргона, должно дать вам лучшее из обоих.
Алюминиевая присадочная проволока имеет тенденцию очень легко заклинивать систему, поэтому попробуйте использовать либо двухтактную систему подачи проволоки, либо катушечный пистолет, чтобы избежать этих проблем.Если вы работаете в ограниченном пространстве или выполняете много работы вне положения, то катушечный пистолет должен быть вашим предпочтительным выбором.
Как сварка алюминия методом MIG
Ударьте чистым сварочным электродом примерно на дюйм от начала сварного шва, затем быстро переместите его в точку, с которой вы хотите начать сварку.
При перемещении по сварному шву используйте технику струнных валиков, но будьте осторожны, чтобы не изменить угол наклона электрода в процессе. В любом случае вы должны двигаться довольно быстро, но по мере приближения к концу сварного шва попытайтесь увеличить скорость.Это уменьшит размер сварочной ванны и, в свою очередь, уменьшит количество трещин.
При сварке в горизонтальном положении рекомендуется направлять пистолет вверх.
Вот и все. Прошли те времена, когда вам требовались модные системы управления или обучение ПЛК.
Алюминий, сваренный методом МИГ
Основы сварки GTAW / TIG
Сварка алюминия методом TIG обычно предпочтительнее сварки MIG, поскольку она дает очень чистые, гладкие и аккуратные результаты.
При выборе оборудования для сварки TIG необходимо проявлять осторожность. При использовании с алюминием сварка TIG должна выполняться на переменном токе (переменный ток) – постоянный ток (постоянный ток) просто не подходит. Не все сварочные аппараты TIG настроены для работы на переменном токе, поэтому перед началом сварки внимательно ознакомьтесь с конкретными деталями каждого аппарата.
Кроме того, при сварке алюминия важен контроль нагрева, поскольку металл очень тонкий. В результате идеально подходит сварочный аппарат с импульсной функцией, так как это предотвратит слишком высокий рост температуры.
Еще раз, как и при сварке MIG, вам понадобится защитный газ, который должен содержать аргон или смесь аргона и гелия.
Деформация – распространенная проблема при сварке алюминия из-за высоких температур, поэтому перед правильным началом можно подумать о прихваточной сварке. Это избавит вас от лишних хлопот и потраченного времени впустую.
Как сваривать алюминий TIG
СваркаTIG требует использования обеих рук, поэтому убедитесь, что вы надели подходящую пару защитных сварочных перчаток и сварочный шлем, чтобы защитить себя и при этом держать руки свободными.
С одной стороны, вы будете держать электрододержатель, а присадочный стержень – в другой.
При использовании методов старта с нуля и старта с подъемом существует риск того, что часть вольфрама от электрода останется на металле, загрязняя сварной шов. Во избежание этого создайте дугу на царапающем блоке, чтобы нагреть электрод, прежде чем разорвать дугу и снова начать сварку на сварном шве.
В качестве альтернативы, высокочастотный запуск не требует, чтобы ваш электрод касался металла, поэтому проверьте технические характеристики вашего устройства, чтобы узнать, есть ли у него такая возможность.Независимо от того, какой метод запуска вы используете, вам всегда следует ждать образования сварочной лужи, прежде чем начинать движение по длине сварного шва.
Двигайтесь вдоль стыка, медленно двигаясь назад и немного вперед на всем протяжении, следя за тем, чтобы присадочный стержень и электрод никогда не соприкасались.
Если вы дойдете до конца сварного шва, то внезапно оборвите дугу, и в результате получатся потрескавшиеся, дефектные сварные швы. Вы можете избежать этой проблемы, осторожно уменьшив ток ближе к концу, что очень легко сделать, если вы используете ножной блок управления.
Алюминий, сваренный TIG
Как сваривать литой алюминий
Литой алюминий гораздо труднее сваривать, чем чистый или легированный алюминий, так как он уже нечистый и пористый. Как только металл нагреется, загрязнения и воздушные карманы будут пузыриться на поверхности.
Когда дело доходит до защитного газа, вам нужно использовать аргон, а не что-либо, смешанное с гелием или диоксидом углерода.
СваркаTIG – лучший сварочный процесс для этих работ, поскольку он дает вам больший контроль над сварными швами, особенно с точки зрения нагрева и скорости.Включение в работу элементов кремния, особенно в алюминиевых сплавах, может серьезно улучшить окончательный внешний вид сварных швов, поэтому подумайте об использовании этих металлов в своей работе.
Как приваривать алюминий к стали
Алюминий – относительно мягкий, тонкий и легкий металл, тогда как сталь намного прочнее, тяжелее и толще, поэтому их соединение может быть очень трудным.
Существует два простых метода сварки алюминия со сталью, но оба требуют больше времени и усилий, чем обычная сварка.
Первый – использовать специально изготовленный кусок металла, называемый биметаллической переходной вставкой , что по сути означает просто небольшой кусок металла, содержащий два разных металлических элемента. Один из этих материалов – алюминий; другой уже приварен (, а не с помощью дуговой сварки) и может быть легко соединен со сталью.
Первый шаг в использовании этих вставок – приварить алюминиевую сторону вставки к металлической части вашей работы; второй шаг – приварить сталь к другой стороне вставки.
Выполнение нескольких шагов займет больше времени, но это действительно эффективный способ создания прочных и эффективных сварных швов между алюминием и более прочными металлами.
В качестве альтернативы вы можете попробовать покрыть сталь алюминием погружением или покрыть ее серебряным припоем. Эти методы более дороги и требуют еще одного сложного набора навыков, но они значительно упрощают процесс сварки стальных деталей с алюминием.
Еще о чем следует помнить
В отличие от стали, алюминий не меняет своего внешнего вида при нагревании.Он остается серебристым: нет раскаленного свечения. В результате вам нужно уделять пристальное внимание, чтобы убедиться, что ваши материалы не перегреваются, иначе они развалятся и разрушат всю работу. Нет простого и очевидного способа сделать это – практика и опыт покажут вам, что по ощущениям от машины, металла и сварки вы узнаете, что все становится слишком горячим.
Кроме того, независимо от вашего положения при сварке, вы должны стремиться к сварке вдали от вас, а не подносить горелку к себе.Другими словами, вам следует подталкивать сварной шов, а не тянуть. На первый взгляд это может показаться не таким уж большим делом, но толкание уменьшит вероятность образования пористых дефектных сварных швов.
Заключение
К настоящему времени вы должны понимать, что сварка алюминия представляет гораздо больше проблем, чем сварка стали или других металлов. Однако вся дополнительная практика и расходы на специализированное оборудование окупятся, так как результаты будут выглядеть действительно профессионально.Алюминий – отличный материал для работы, поэтому это обязательный навык для всех, кто серьезно относится к сварке.
Посмотрите другие наши сообщения:
Сварка алюминия: как сваривать алюминий
Полное руководство по получению сварочного сертификата
Уникальные подарки сварщику в вашей жизни
Компьютеризированный дизайн в производстве листового металла Мельбурн
Проектирование и производство металлического оборудования на заказ
Как сваривать алюминий – производство металлов
Лучший сварочный шлем до $ 300
4 Лучшие сварочные маски в Мельбурне
Best Welding Boots 2018 – Руководство по изготовлению обуви из металла
Производство металлов 2018 Мельбурн Технологии
Разница между сваркой пайкой и пайкой
Будущее индустрии изготовления листового металла
Оборудование для обеспечения безопасности при производстве листового металла
Руководство по сварке алюминия: советы и методы
Алюминий – легкий, мягкий, низкопрочный металл, который легко лить, ковать, обрабатывать, формовать и сваривать.
Если не легирован специальными элементами, он пригоден только для низкотемпературных применений.
Алюминий легко соединяется сваркой, пайкой и пайкой.
Во многих случаях алюминий соединяют с другими металлами с помощью обычного оборудования и технологий. Однако иногда может потребоваться специальное оборудование или методы.
Сплав, конфигурация соединения, требуемая прочность, внешний вид и стоимость являются факторами, определяющими выбор процесса.У каждого процесса есть определенные преимущества и ограничения.
Цвет
Алюминий имеет цвет от светло-серого до серебристого, очень яркий при полировке и тусклый при окислении.
Характеристики
Излом в алюминиевых профилях показывает гладкую яркую структуру. Алюминий не дает искр при испытании на искру и не показывает красный цвет до плавления. На расплавленной поверхности мгновенно образуется тяжелая пленка белого оксида.
Алюминий легкий и сохраняет хорошую пластичность при отрицательных температурах.Он также обладает высокой устойчивостью к коррозии, хорошей электрической и теплопроводностью, а также высокой отражательной способностью как к теплу, так и к свету.
Чистый алюминий плавится при 1220ºF (660ºC), тогда как алюминиевые сплавы имеют приблизительный диапазон плавления от 900 до 1220ºF (482-660ºC). При нагревании до диапазона сварки или пайки цвет алюминия не меняется.
Сочетание легкости и высокой прочности делает алюминий вторым по популярности свариваемым металлом.
Однопроводная сварка алюминия MIGАлюминий против сварки стали
Одна из причин, по которой алюминий отличается от стали при сварке, заключается в том, что он не приобретает цвета по мере приближения к температуре плавления до тех пор, пока не поднимется выше точки плавления, после чего он станет тускло-красным.
При пайке алюминия горелкой используется флюс. Флюс будет плавиться по мере приближения температуры основного металла к требуемой. Сначала высыхает флюс и плавится по мере того, как основной металл достигает правильной рабочей температуры.
При сварке горелкой в кислородно-ацетиленовой или кислородно-водородной среде поверхность основного металла сначала плавится и приобретает характерный влажный и блестящий вид. (Это помогает узнать, когда достигаются температуры сварки.) При сварке газовой вольфрамовой дугой или газовой металлической дугой цвет не так важен, потому что сварка завершается до того, как прилегающая область плавится.
Наполнитель расплавленного алюминия
Правильное добавление алюминиевого наполнителя в расплавленную сварочную ваннуСварочные свойства и сплавы
Алюминий и алюминиевые сплавы удовлетворительно свариваются металлической дугой, угольной дугой и другими процессами дуговой сварки. Чистый алюминий можно сплавить со многими другими металлами для получения широкого диапазона физических и механических свойств.
Способы, с помощью которых легирующие элементы упрочняют алюминий, используются в качестве основы для классификации сплавов на две категории: нетермообрабатываемые и термически обрабатываемые.Деформируемые сплавы в виде листов и пластин, труб, экструдированных и катаных профилей и поковок имеют одинаковые характеристики соединения независимо от формы.
Алюминиевые сплавы также производятся в виде отливок в виде песка, постоянной формы или литья под давлением. Практически одинаковые методы сварки, пайки или пайки используются как для литого, так и для кованого металла.
Литье под давлением не нашли широкого применения там, где требуется сварная конструкция. Однако они были приклеены и в некоторой степени припаяны.Последние разработки в области вакуумного литья под давлением улучшили качество отливок до такой степени, что их можно удовлетворительно сваривать для некоторых применений.
Основным преимуществом использования процессов дуговой сварки является то, что дуга дает высококонцентрированную зону нагрева.
По этой причине предотвращается чрезмерное расширение и деформация металла.
Алюминий обладает рядом свойств, которые отличают сварку от сварки сталей.Это: покрытие поверхности оксидом алюминия; высокая теплопроводность; высокий коэффициент теплового расширения; низкая температура плавления; и отсутствие изменения цвета при приближении температуры к температуре плавления.
Нормальные металлургические факторы, применимые к другим металлам, применимы и к алюминию.
Алюминий – это активный металл, который реагирует с кислородом воздуха, образуя твердую тонкую пленку оксида алюминия на поверхности.
Температура плавления оксида алюминия составляет приблизительно 3600 ° F (1982 ° C), что почти в три раза выше точки плавления чистого алюминия (1220 ° F (660 ° C)).Кроме того, эта пленка оксида алюминия поглощает влагу из воздуха, особенно когда она становится толще.
Влага является источником водорода, который вызывает пористость алюминиевых сварных швов. Водород также может поступать из масла, краски и грязи в зоне сварного шва. Это также происходит из-за оксидов и посторонних материалов на электроде или присадочной проволоке, а также из основного металла. Водород попадает в сварочную ванну и растворяется в расплавленном алюминии. Когда алюминий затвердевает, он будет удерживать гораздо меньше водорода.
Водород не выделяется во время затвердевания. При высокой скорости охлаждения свободный водород остается внутри сварного шва и вызывает пористость. Пористость в зависимости от количества снижает прочность и пластичность сварного шва.
Сварочные стержни
Алюминий для сварки палкой (алюминиевые сварочные стержни) доступны с толщиной примерно 1/8 дюйма от стали. Это отличный выбор для ремонта резервуаров и трубопроводов в полевых условиях. Также хороший выбор при работе в ветреную погоду.Это не для точной работы.
Обратной стороной использования алюминиевых сварочных стержней является необходимость значительного количества практики. Также существует проблема с потоком. флюс сильно горит и его трудно удалить. Он также прожигает краску.
Существуют превосходные альтернативы алюминиевым сварочным стержням, такие как сварка с подачей проволоки.
Алюминиевый сплав Нумерация
Было разработано множество алюминиевых сплавов. Важно знать, какой сплав будет свариваться. Система четырехзначных чисел была разработана Aluminium Association, Inc., для обозначения различных типов деформируемых алюминиевых сплавов.
Эта система групп сплавов выглядит следующим образом:
- 1XXX серия . Это глинозем с чистотой 99 процентов или выше, которые используются в основном в электрической и химической промышленности.
- 2XXX серии . Медь является основным сплавом в этой группе, который обеспечивает чрезвычайно высокую прочность при надлежащей термообработке. Эти сплавы не обладают такой хорошей коррозионной стойкостью и часто плакируются чистым алюминием или алюминием из специальных сплавов.Эти сплавы используются в авиастроении.
- 3ХХХ серия . Марганец является основным легирующим элементом в этой группе, который не поддается термической обработке. Содержание марганца ограничено примерно 1,5%. Эти сплавы обладают средней прочностью и легко обрабатываются.
- 4XXX серии . Кремний является основным легирующим элементом в этой группе. Его можно добавлять в количествах, достаточных для значительного снижения температуры плавления, и он используется для пайки сплавов и сварочных электродов.Большинство сплавов этой группы не поддаются термообработке.
- 5XXX серия . Магний является основным легирующим элементом этой группы, представляющей собой сплавы средней прочности. Они обладают хорошими сварочными характеристиками и хорошей устойчивостью к коррозии, но объем холодных работ следует ограничивать.
- 6ХХХ серия . Сплавы этой группы содержат кремний и магний, что делает их пригодными для термической обработки. Эти сплавы обладают средней прочностью и хорошей коррозионной стойкостью.
- 7XXX серия . Цинк является основным легирующим элементом в этой группе. Магний также входит в состав большинства этих сплавов. Вместе они образуют термически обрабатываемый сплав очень высокой прочности, который используется для изготовления корпусов самолетов.
Очистка
Поскольку алюминий имеет большое сродство к кислороду, на его поверхности всегда присутствует пленка оксида. Эта пленка должна быть удалена перед любой попыткой сваривать, паять или припаять материал. Также необходимо предотвратить его образование во время процедуры соединения.
При подготовке алюминия к сварке, пайке или пайке соскоблите эту пленку острым инструментом, проволочной щеткой, наждачной бумагой или аналогичными средствами. Использование инертных газов или обильное нанесение флюса предотвращает образование оксидов в процессе соединения.
Алюминий и алюминиевые сплавы нельзя очищать каустической содой или чистящими средствами с pH выше 10, поскольку они могут вступать в химическую реакцию.
Пленку оксида алюминия необходимо удалить перед сваркой. Если его не удалить полностью, мелкие частицы нерасплавленного оксида будут задерживаться в сварочной ванне и вызовут снижение пластичности, отсутствие плавления и, возможно, растрескивание сварного шва.
Оксид алюминия можно удалить механическим, химическим или электрическим способом. Механическое удаление включает соскоб острым инструментом, наждачной бумагой, проволочной щеткой (нержавеющая сталь), опиливание или любой другой механический метод.
Химическое удаление можно выполнить двумя способами. Один из них заключается в использовании чистящих растворов, травильных или нетравильных. Типы без заедания следует использовать только при запуске с относительно чистыми деталями и вместе с другими очистителями на основе растворителей.Для лучшей очистки рекомендуются растворы для травления, но их следует использовать с осторожностью.
При использовании окунания настоятельно рекомендуется горячее и холодное ополаскивание. Растворы типа травления – щелочные растворы. Время нахождения в растворе необходимо контролировать, чтобы не произошло слишком сильного травления.
Химическая очистка
Химическая очистка включает использование сварочных флюсов. Флюсы используются для газовой сварки, пайки и пайки. Покрытие покрытых алюминиевых электродов также сохраняет флюсы для очистки основного металла.Всякий раз, когда используется очистка травлением или очистка флюсом, флюс и щелочные травильные материалы должны быть полностью удалены из области сварного шва, чтобы избежать коррозии в будущем.
Электрическая система удаления оксидов
В системе удаления оксидов электричества используется катодная бомбардировка. Катодная бомбардировка происходит во время полупериода сварки вольфрамовым электродом на переменном токе, когда электрод является положительным (обратная полярность).
Это электрическое явление, при котором оксидное покрытие стирается, чтобы получить чистую поверхность.Это одна из причин, почему дуговая сварка вольфрамовым электродом на переменном токе так популярна для сварки алюминия.
Поскольку алюминий настолько активен химически, оксидная пленка немедленно начинает преобразовываться. Время нароста не очень быстрое, но сварные швы следует выполнять после очистки алюминия в течение не менее 8 часов для качественной сварки. Если наступит более длительный период времени, качество сварного шва снизится.
Теплопроводность
Алюминий обладает высокой теплопроводностью и низкой температурой плавления.В зависимости от сплава, он проводит тепло в три-пять раз быстрее, чем сталь.
Алюминий необходимо нагреть больше, даже если температура плавления алюминия вдвое меньше, чем у стали. Из-за высокой теплопроводности для сварки более толстых секций часто используется предварительный нагрев. Если температура слишком высока или период времени слишком большой, прочность сварного соединения как в термообработанных, так и в закаленных сплавах может снизиться.
Предварительный нагрев алюминия не должен превышать 400ºF (204ºC), и детали не должны выдерживаться при этой температуре дольше, чем необходимо.Из-за высокой теплопроводности в процедурах следует использовать высокоскоростные сварочные процессы с большим тепловложением. И газовая вольфрамовая дуга, и газовая дуга с металлической дугой удовлетворяют этому требованию.
Высокая теплопроводность алюминия может быть полезной, поскольку сварной шов очень быстро затвердевает, если тепло отводится от сварного шва очень быстро. Наряду с поверхностным натяжением это помогает удерживать металл шва в нужном положении и делает практичную сварку во всех положениях газовой вольфрамовой дугой и газовой дуговой сваркой металлическим электродом.
Тепловое расширение алюминия вдвое больше, чем у стали. Кроме того, алюминиевые сварные швы уменьшаются в объеме примерно на 6 процентов при затвердевании из расплавленного состояния. Это изменение размера может вызвать деформацию и растрескивание.
Сварка алюминиевых листов
Для сварки алюминиевых листов из-за сложности управления дугой, стыковые и угловые швы трудно производить на листах толщиной менее 1/8 дюйма (3,2 мм). При сварке пластины тяжелее 1/8 дюйма (3,2 мм) соединение, подготовленное со скосом 20 градусов, будет иметь прочность, равную прочности сварного шва, выполненного кислородно-ацетиленовой технологией.
Этот сварной шов может быть пористым и не подходить для герметичных соединений с жидкостями или газами. Однако дуговая сварка металла особенно подходит для тяжелых материалов и используется для обработки листов толщиной до 2-1 / 2 дюйма (63,5 мм).
Настройки тока и полярности
Настройки тока и полярности зависят от типа электродов каждого производителя. Используемая полярность должна быть определена путем пробного соединения выполняемых соединений.
Подготовка кромки пластины
В целом конструкция сварных соединений для алюминия вполне соответствует конструкции сварных соединений для стальных соединений.Однако из-за более высокой текучести алюминия под сварочной дугой следует помнить о некоторых важных общих принципах. При использовании алюминиевого листа меньшей толщины предпочтительнее меньшее расстояние между канавками, когда разбавление сварного шва не имеет значения.
Управляющим фактором является совместная подготовка. Специально разработанная V-образная канавка отлично подходит там, где сварка может выполняться только с одной стороны и где требуется гладкий проникающий валик. Эффективность этой конкретной конструкции зависит от поверхностного натяжения и должна применяться ко всем материалам размером более 1/8 дюйма.(3,2 мм) толщиной.
Дно специальной V-образной канавки должно быть достаточно широким, чтобы полностью вместить корневой проход. Это требует добавления относительно большого количества присадочного сплава для заполнения канавки.
Превосходный контроль проплавления и получение прочных корневых швов. Эта подготовка кромки может использоваться для сварки во всех положениях. Это устраняет трудности, связанные с прожогом или проплавлением в положениях при перегреве и горизонтальной сварке. Он применим ко всем свариваемым основным сплавам и всем присадочным сплавам.
Сварка алюминия MIG
Полностью автоматическая однопроволочная сварка MIGГазовая дуговая сварка (MIG) (GMAW)
Этот быстрый, адаптируемый процесс используется с постоянным током обратной полярности и инертным газом для сварки алюминиевых сплавов большой толщины в любом положении, от 1/016 дюйма (1,6 мм) до нескольких дюймов. TM 5-3431-211-15 описывает работу типичного сварочного аппарата MIG.
Защитный газ
Необходимо принять меры для обеспечения максимальной эффективности газовой защиты.Для сварки алюминия используются аргон, гелий или смесь этих газов. Аргон дает более плавную и стабильную дугу, чем гелий. При определенном токе и длине дуги гелий обеспечивает более глубокое проникновение и более горячую дугу, чем аргон.
Напряжение дуги выше у гелия, и данное изменение длины дуги приводит к большему изменению напряжения дуги. Профиль валика и характер проплавления алюминиевых швов, выполненных аргоном и гелием, различаются. У аргона профиль шарика уже и выпуклее, чем у гелия.Схема проникновения показывает глубокий центральный разрез.
Гелий дает более плоский и широкий валик и более широкий рисунок проникновения под валиком. Смесь примерно 75 процентов гелия и 25 процентов аргона обеспечивает преимущества обоих защитных газов без нежелательных характеристик ни одного из них.
Рисунок проникновения и контур валика показывают характеристики обоих газов. Стабильность дуги сравнима с аргоном. Угол наклона пистолета или горелки более важен при сварке алюминия в инертном защитном газе.Рекомендуется передний угол хода 30 °.
Наконечник электродной проволоки должен быть больше алюминия. В Таблице 7-21 приведены технологические схемы сварки алюминия газовой дуговой сваркой.
Сварка алюминия GMAW
Сварка алюминия, выполненная методом GMAW. Сварщик «укладывает валик» из расплавленного металла, который становится сварным швом без шлака.Техника для сварки алюминия
Проволока электрода должна быть чистой. Дуга зажигается, когда электродная проволока выступает примерно на 1/2 дюйма.(12,7 мм) от чашки.
Часто используемый метод – это зажигание дуги примерно на 1,0 дюйма (25,4 мм) перед началом сварки, а затем быстрое подведение дуги к начальной точке сварки, изменение направления движения и продолжение обычной сварки. В качестве альтернативы дуга может быть зажжена за пределами сварной канавки на начальном выступе.
При окончании или прекращении сварки аналогичная практика может сопровождаться изменением направления сварки и одновременным увеличением скорости сварки для уменьшения ширины ванны расплава до разрыва дуги.Это помогает предотвратить появление кратеров и трещин. Обычно используются вкладки стока.
Установив дугу, сварщик перемещает электрод вдоль стыка, сохраняя угол переда от 70 до 85 градусов относительно работы.
Обычно предпочтительнее использовать струны из бисера. Следует следить за тем, чтобы угол переда не изменялся или не увеличивался по мере приближения к концу сварного шва. Скорость движения дуги контролирует размер валика.
При сварке алюминия этим процессом важно поддерживать высокую скорость хода.При сварке одинаковой толщины угол между электродом и рабочим углом должен быть одинаковым с обеих сторон сварного шва.
При сварке в горизонтальном положении наилучшие результаты достигаются, если направить пистолет немного вверх. При сварке толстых листов с тонкими пластинами полезно направлять дугу в сторону более тяжелого участка.
Небольшой угол обратной стороны иногда бывает полезным при сварке тонких секций с толстыми. Корневой проход стыка обычно требует короткой дуги для обеспечения желаемого проплавления.При последующих проходах можно использовать дугу немного большей длины и более высокое напряжение дуги.
Оборудование подачи проволоки для сварки алюминия должно быть хорошо отрегулировано для обеспечения эффективной подачи проволоки. Используйте лайнеры нейлонового типа в кабельных сборках. Для алюминиевой проволоки и размера электродной проволоки необходимо выбрать соответствующие приводные ролики.
Труднее протолкнуть алюминиевую проволоку чрезвычайно малого диаметра через длинные кабельные сборки пистолета, чем стальную проволоку. По этой причине для электродных проволок малого диаметра используются катушки-пистолеты или недавно разработанные пистолеты с линейным двигателем подачи.
Требуются пистолеты с водяным охлаждением, кроме слаботочной сварки. Для сварки алюминия используются как источник питания постоянного тока (CC) с согласованным механизмом подачи проволоки с измерением напряжения, так и источник питания постоянного напряжения (CV) с механизмом подачи проволоки постоянной скорости. Кроме того, механизм подачи проволоки с постоянной скоростью иногда используется с источником питания постоянного тока.
В целом, система CV предпочтительнее при сварке тонких материалов и использовании электродной проволоки любого диаметра. Это обеспечивает лучшее зажигание и регулировку дуги.Система CC предпочтительна при сварке толстого материала с использованием электродной проволоки большего диаметра.
Качество сварки с этой системой кажется лучше. Источник постоянного тока с умеренным падением напряжения от 15 до 20 вольт на 100 ампер и механизм подачи проволоки с постоянной скоростью обеспечивают наиболее стабильную подводимую мощность к сварному шву и высочайшее качество сварки.
Конструкция сварного соединения алюминия
Кромки могут быть подготовлены к сварке распиловкой, механической обработкой, круговым строганием, фрезерованием или дуговой резкой.
Полностью автоматическая однопроволочная сварка алюминия MIG
Пример сварки алюминия: присадочная проволока: AA 5183 (AlMg4,5Mn) 2,4 мм Основной материал: AA 5356 (AlMg5) Размер: 500 x 150 x 15 мм (предварительный нагрев не допускается) Защитный газ: Ar70 / He30 Скорость сварки: 60/40 см / мин Положение сварки: 1 G Два слоя второго слоя> осциллирующаяГазовая вольфрамо-дуговая сварка (GTAW)
Меры предосторожности
Процесс газовой дуговой сварки вольфрамом (TIG) используется для сварки более тонких профилей алюминия и алюминиевых сплавов.При использовании этого процесса следует упомянуть несколько мер предосторожности.
- Переменный ток рекомендуется для универсальных работ, так как он обеспечивает половину цикла очищающего действия. В Таблице 7-22 приведены графики процедуры сварки для использования процесса на разной толщине для получения различных сварных швов. Сварка переменным током, обычно с высокой частотой, широко используется как в ручном, так и в автоматическом режиме. Необходимо строго соблюдать процедуры и уделять особое внимание типу вольфрамового электрода, размеру сварочного сопла, типу газа и расходу газа.При ручной сварке длина дуги должна быть небольшой и равной диаметру электрода. Вольфрамовый электрод не должен выступать слишком далеко за конец сопла. Вольфрамовый электрод следует содержать в чистоте. Если он случайно коснулся расплавленного металла, его необходимо восстановить.
- Сварка алюминия Следует использовать источники сварочного тока, предназначенные для дуговой сварки вольфрамовым электродом. Новое оборудование обеспечивает программирование, предварительную и последующую подачу защитного газа, а также пульсирование.
- Сварка алюминия Для автоматической или машинной сварки можно использовать отрицательный электрод постоянного тока (прямая полярность). Очистка должна быть чрезвычайно эффективной, поскольку катодная бомбардировка не помогает. При использовании отрицательного электрода постоянного тока можно получить чрезвычайно глубокое проникновение и высокие скорости. В Таблице 7-23 приведены графики процедуры сварки отрицательным электродом на постоянном токе.
- Защитные газы для сварки алюминия – это аргон, гелий или их смесь. Аргон используется с меньшим расходом.Гелий увеличивает проникновение, но требуется более высокая скорость потока. При использовании присадочной проволоки она должна быть чистой. Оксид, не удаленный с присадочной проволоки, может содержать влагу, которая создает полярность в наплавленном шве.
Ручная сварка алюминия MIG
Ручная сварочная горелка с «квазиподобной» геометрией стыка Диаметр проволоки: AA 5183 (1,6 мм) Основной материал: AA 6061 (AlMgSi) Толщина: 15 ммСварка на переменном токе
Характеристики процесса
Сварка алюминия методом газовой вольфрамо-дуговой сварки на переменном токе дает эффект очистки от оксидов.
В качестве защитного газа используется аргон. Лучшие результаты достигаются при сварке алюминия переменным током с использованием оборудования, предназначенного для создания сбалансированной волны или равного тока в обоих направлениях.
Дисбаланс приведет к потере мощности и снижению очищающего действия дуги. Характеристики стабильной дуги – это отсутствие щелчков или трещин, плавное зажигание дуги и притяжение добавленного присадочного металла к сварочной ванне, а не склонность к отталкиванию.Стабильная дуга приводит к меньшему количеству включений вольфрама.
Ручная сварка алюминия MIG
Техника для сварки алюминия
При ручной сварке алюминия переменным током электрододержатель удерживается в одной руке, а присадочный стержень, если он используется, – в другой. Первоначальная дуга зажигается на пусковом блоке для нагрева электрода.
Затем дуга разрывается и снова зажигается в суставе. Этот метод снижает вероятность появления включений вольфрама в начале сварки. Дуга удерживается в начальной точке до тех пор, пока металл не станет жидким и не образуется сварочная ванна.
Создание и поддержание подходящей сварочной ванны очень важно, и сварка не должна продолжаться перед лужей.
Если требуется присадочный металл, его можно добавить к передней или передней кромке бассейна, но с одной стороны от центральной линии. Обе руки двигаются в унисон с легкими движениями вперед и назад вдоль сустава. Вольфрамовый электрод не должен касаться присадочного стержня.
Горячий конец присадочного стержня не должен выниматься из аргонового экрана.Необходимо поддерживать короткую длину дуги, чтобы обеспечить достаточное проплавление и избежать подрезов, чрезмерной ширины сварного шва и, как следствие, потери контроля проплавления и контура сварного шва.
Одно из правил – использовать длину дуги, приблизительно равную диаметру вольфрамового электрода. При разрыве дуги в кратере сварного шва могут возникнуть усадочные трещины, что приведет к дефектному сварному шву.
Этот дефект можно предотвратить, постепенно увеличивая длину дуги и добавляя в кратер присадочный металл.Затем быстро разорвите и повторно зажгите дугу несколько раз, добавляя в кратер дополнительный присадочный металл, или используйте педаль для уменьшения тока в конце сварного шва. Прихватывание перед сваркой помогает контролировать деформацию.
Прихваточные швы должны быть достаточного размера и прочности, а их концы должны быть вырезаны или заострены конусом перед сваркой.
Конструкция сварного шва
Конструкции соединений применимы к процессу газовой вольфрамо-дуговой сварки с небольшими исключениями.Неопытным сварщикам, которые не могут поддерживать очень короткую дугу, может потребоваться более широкая подготовка кромок, прилегающий угол или расстояние между стыками.
Соединения могут быть сплавлены с помощью этого процесса без добавления присадочного металла, если сплав основного металла также является удовлетворительным присадочным сплавом. Крайние и угловые сварные швы выполняются быстро без добавления присадочного металла и имеют хороший внешний вид, но при этом очень важно их точное прилегание.
Прямая полярность постоянного тока
Характеристики процесса
Этот процесс с использованием гелиевых и торированных вольфрамовых электродов выгоден для многих автоматических сварочных операций, особенно при сварке тяжелых профилей.Поскольку существует меньшая склонность к нагреванию электрода, для заданного сварочного тока можно использовать электроды меньшего размера. Это будет способствовать сохранению узкого валика сварного шва.
Использование постоянного тока прямой полярности (dcsp) обеспечивает больший подвод тепла, чем при использовании переменного тока. В сварочной ванне выделяется больше тепла, поэтому она становится глубже и уже.
Методы
Для зажигания дуги следует использовать ток высокой частоты. Запуск от касания приведет к загрязнению вольфрамового электрода.Нет необходимости образовывать лужу, как при сварке на переменном токе, поскольку плавление происходит в момент зажигания дуги. Следует проявлять осторожность, чтобы зажглась дуга в зоне сварки, чтобы предотвратить нежелательную маркировку материала.
Используются стандартные методы, такие как отводы и ножные регуляторы нагрева. Они полезны для предотвращения или заполнения кратеров, для регулировки силы тока при рабочем нагреве и для корректировки изменения толщины сечения. При сварке постоянным током горелка постоянно перемещается вперед.Присадочная проволока равномерно подается в переднюю кромку сварочной ванны или укладывается на стык и плавится по мере продвижения дуги.
Во всех случаях кратер должен быть заполнен до точки выше сварного шва, чтобы устранить трещины кратера. Размер галтели можно регулировать, варьируя размер присадочной проволоки. DCSP адаптируется к ремонтным работам. Предварительный нагрев не требуется даже для тяжелых секций, а зона термического влияния будет меньше с меньшими искажениями.
Конструкции сварных соединений алюминия
Для ручного DCSP концентрированное тепло дуги дает отличное закрепление корня.Поверхность корня может быть толще, канавки уже, а нарост можно легко контролировать, варьируя размер присадочной проволоки и скорость перемещения.
Сварка прямоугольным переменным током (TIG)
Методы
Для зажигания дуги следует использовать ток высокой частоты. Запуск от касания приведет к загрязнению вольфрамового электрода. Нет необходимости образовывать лужу, как при сварке на переменном токе, поскольку плавление происходит в момент зажигания дуги. Следует проявлять осторожность, чтобы зажглась дуга в зоне сварки, чтобы предотвратить нежелательную маркировку материала.
Используются стандартные методы, такие как отводы и ножные регуляторы нагрева. Они полезны для предотвращения или заполнения кратеров, для регулировки силы тока при рабочем нагреве и для корректировки изменения толщины сечения. При сварке постоянным током горелка постоянно перемещается вперед.
Присадочная проволока равномерно подается в переднюю кромку сварочной ванны или укладывается на стык и плавится по мере продвижения дуги. Во всех случаях кратер следует заполнить до точки над валиком сварного шва, чтобы устранить трещины кратера.
Размер скругления можно регулировать, варьируя размер присадочной проволоки. DCSP адаптируется к ремонтным работам. Предварительный нагрев не требуется даже для тяжелых секций, а зона термического влияния будет меньше с меньшими искажениями.
Конструкции сварных соединений алюминия
Для ручного DCSP концентрированное тепло дуги дает отличное закрепление корня. Поверхность корня может быть толще, канавки уже, а нарост можно легко контролировать, варьируя размер присадочной проволоки и скорость перемещения.
Экранированная дуговая сварка металлов
В процессе дуговой сварки металлическим электродом с защитным слоем используется электрод с покрытием из твердого флюса или экструдированного флюса.Покрытие электродов аналогично покрытию обычных стальных электродов. Покрытие из флюса обеспечивает газовый экран вокруг дуги и лужи расплавленного алюминия, а также химически объединяет и удаляет оксид алюминия, образуя шлак.
При сварке алюминия процесс довольно ограничен из-за разбрызгивания дуги, неустойчивого управления дугой, ограничений на тонкий материал и коррозионного действия флюса, если он не удаляется должным образом.
Экранированная углеродно-дуговая сварка
Для соединения алюминия можно использовать процесс дуговой сварки в среде защитного угля.Для этого требуется флюс, и он позволяет производить сварные швы такого же внешнего вида, прочности и структуры, как и сварные швы, полученные при кислородно-ацетиленовой или кислородно-водородной сварке. Сварка в среде защитного угля производится как вручную, так и автоматически.
Угольная дуга используется в качестве источника тепла, а присадочный металл подается от отдельного присадочного стержня. После сварки необходимо удалить флюс; в противном случае возникнет сильная коррозия.
Ручная дуговая сварка в среде защитного угля обычно ограничивается толщиной менее 3/8 дюйма.(9,5 мм), выполненная тем же способом, что и при ручной дуговой сварке других материалов. Подготовка стыков аналогична той, что используется при газовой сварке. Используется стержень, покрытый флюсом.
Сварка на атомарном водороде
Этот процесс сварки заключается в поддержании дуги между двумя вольфрамовыми электродами в атмосфере газообразного водорода.
Процесс может быть ручным или автоматическим с процедурами и методами, близкими к тем, которые используются при кислородно-ацетиленовой сварке.
Поскольку водородный экран, окружающий основной металл, исключает кислород, для объединения или удаления оксида алюминия требуется меньшее количество флюса.Увеличивается видимость, меньше флюсовых включений, наплавляется очень прочный металл.
Сварка шпилек
Приварка алюминиевых шпилек может выполняться с помощью обычного оборудования для дуговой приварки шпилек с использованием методов разряда конденсатора или разрядки конденсатора тянутой дугой.
Обычный процесс дуговой приварки шпилек можно использовать для приваривания алюминиевых шпилек диаметром от 3/16 до 3/4 дюйма (от 4,7 до 19,0 мм).
К сварочному пистолету для приварки алюминиевых шпилек добавлен специальный адаптер для контроля защитных газов высокой чистоты, используемых во время сварочного цикла.Дополнительный вспомогательный элемент управления для контроля врезания шпильки по завершении цикла сварки существенно повышает качество сварки и снижает потери от разбрызгивания.
Используется обратная полярность: электрод-пистолет положительный, а деталь – отрицательный. Небольшой цилиндрический или конусообразный выступ на конце алюминиевой шпильки инициирует дугу и помогает установить большую длину дуги, необходимую для сварки алюминия.
Процессы
Процессы приварки шпилек неэкранированным разрядом конденсатора или разрядом конденсатора протянутой дугой используются с алюминиевыми шпильками от 1/16 до 1/4 дюйма.(От 1,6 до 6,4 мм) диаметром.
Конденсаторная сварка использует низковольтную электростатическую накопительную систему, в которой энергия сварки накапливается при низком напряжении в конденсаторах с высокой емкостью в качестве источника питания. В процессе приварки шпильки конденсаторным разрядом небольшой наконечник или выступ на конце шпильки используется для зажигания дуги.
В процессе приварки шпильки разрядом конденсатора протянутой дугой используется шпилька с заостренным или слегка закругленным концом. Для зажигания дуги не требуется зубчатый наконечник или выступ на конце шпильки.В обоих случаях цикл сварки аналогичен обычному процессу приварки шпилек. Однако использование выступа на основании шпильки обеспечивает наиболее стабильную сварку.
Короткое время горения дуги в процессе разряда конденсатора ограничивает плавление, что приводит к неглубокому проникновению в заготовку. Минимальная толщина алюминиевой заготовки, которая считается практичной, составляет 0,032 дюйма (0,800 мм).
Электронно-лучевая сварка
Электронно-лучевая сварка – это процесс соединения плавлением, при котором заготовка бомбардируется плотным потоком высокоскоростных электронов, и практически вся кинетическая энергия электронов при ударе преобразуется в тепло.
Электронно-лучевая сварка обычно проводится в вакуумированной камере. Размер камеры является ограничивающим фактором для размера сварного изделия. Обычные дуговые и газовые нагреватели плавятся чуть больше, чем поверхность. Дальнейшее проникновение происходит исключительно за счет отвода тепла во всех направлениях от этого пятна расплавленной поверхности. Зона слияния расширяется по мере необходимости.
Электронный луч способен к настолько интенсивному локальному нагреву, что почти мгновенно испаряет отверстие по всей толщине стыка.Стенки этого отверстия расплавляются, и по мере того, как отверстие перемещается по стыку, все больше металла на продвигающейся стороне отверстия расплавляется. Это дефект вокруг отверстия отверстия и затвердевает вдоль задней стороны отверстия, чтобы сделать сварной шов.
Интенсивность луча можно уменьшить, чтобы получить частичное проникновение с такой же узкой конфигурацией. Электронно-лучевая сварка обычно применяется для кромочных, стыковых, угловых, сквозных и точечных сварных швов. Присадочный металл используется редко, кроме наплавки.
Сварка Сопротивлением Сварка
Способы контактной сварки алюминия (точечная, шовная и оплавление) важны при производстве алюминиевых сплавов. Эти процессы особенно полезны при соединении высокопрочных термообрабатываемых сплавов, которые трудно соединить сваркой плавлением, но которые могут быть соединены методом контактной сварки практически без потери прочности.
Естественное оксидное покрытие алюминия имеет довольно высокое и непостоянное электрическое сопротивление.Чтобы получить точечные или шовные сварные швы максимальной прочности и однородности, обычно необходимо уменьшить это оксидное покрытие перед сваркой.
Сварка Точечная сварка
Сварные швы с одинаково высокой прочностью и хорошим внешним видом зависят от стабильно низкого поверхностного сопротивления между рабочими местами. В большинстве случаев перед точечной или шовной сваркой алюминия необходимо выполнить некоторые операции по очистке.
Подготовка поверхности к сварке обычно заключается в удалении жира, масла, грязи или идентификационной маркировки, а также в уменьшении и улучшении консистенции оксидной пленки на поверхности алюминия.Удовлетворительное качество точечной сварки в процессе эксплуатации в значительной степени зависит от конструкции соединения.
Точечные сварные швы всегда должны выдерживать поперечные нагрузки. Однако, когда можно ожидать растяжения или комбинированных нагрузок, следует провести специальные испытания для определения фактической прочности соединения при эксплуатационной нагрузке. Прочность точечной сварки при прямом растяжении может варьироваться от 20 до 90 процентов прочности на сдвиг.
Сварка швов
Шовная сварка алюминия и его сплавов очень похожа на точечную сварку, за исключением того, что электроды заменены колесами.
Места, оставленные аппаратом для сварки швов, могут перекрываться, образуя газонепроницаемое или непроницаемое для жидкости соединение. Регулируя синхронизацию, машина для шовной сварки может производить точечные сварные швы с равномерным интервалом, равные по качеству тем, которые производятся на обычном аппарате для точечной сварки, и с большей скоростью. Эта процедура называется точечной сваркой или прерывистым швом.
Сварка алюминия оплавлением
Все алюминиевые сплавы можно соединять оплавлением. Этот процесс особенно подходит для выполнения стыковых или угловых соединений между двумя частями одинакового поперечного сечения.Он был адаптирован для соединения алюминия с медью в виде стержней и трубок. Полученные таким образом соединения выходят из строя за пределами области сварного шва при приложении растягивающих нагрузок.
Газовая сварка алюминия
Газовая сварка алюминия выполнялась с использованием пламени как ацетилена, так и водорода. В любом случае требуется абсолютно нейтральное пламя. В качестве присадочного стержня используется флюс. Этот процесс также не слишком популярен из-за низкого тепловложения и необходимости удаления флюса.
Электрошлаковая сварка
Электрошлаковая сварка используется для соединения чистого алюминия, но не подходит для сварки алюминиевых сплавов.Сварка под флюсом используется в некоторых странах, где нет инертного газа.
Другие процессы
Большинство процессов сварки в твердом состоянии, включая сварку трением, ультразвуковую сварку и холодную сварку, используются для алюминия. Алюминий также можно соединять пайкой и пайкой. Пайка может выполняться большинством методов пайки. Используется наполнитель из сплава с высоким содержанием кремния.
Для дополнительного чтения
Газовая сварка алюминия
Пайка алюминия
Подробнее о сварке алюминия методом TIG
Свариваемые и несвариваемые алюминиевые сплавы – направляющая алюминиевая.com
Алюминиевые сплавы сваривают в основном дуговой сваркой в инертных газах неплавящимся или плавящимся электродом, обычно – аргонодуговой сваркой. Большинство алюминиевых сплавов легко свариваются. Однако для некоторых алюминиевых сплавов дуговая сварка никогда не применяется. Почему? Кратко рассмотрим различные серии деформируемых алюминиевых сплавов с точки зрения их свариваемости.
Свариваемые алюминиевые сплавы
Серия 1ХХХ. Технически чистый алюминий (не менее 99%). Применяется, прежде всего, в качестве проводника электрического тока или для изделий с высокой коррозионной стойкостью.Все эти сплавы (марки алюминия) легко свариваются . Сплав чаще всего используется в качестве сварочного сплава 1100 (алюминий марки АД по ГОСТ 4784 на деформируемые алюминиевые сплавы).
Серия 3ХХХ. В эту серию входят алюминиевые сплавы средней прочности, которые легко формуются. Часто используется для теплообменников и кондиционеров. Все эти сплавы легко свариваются, сварочные алюминиевые сплавы 4043 или 5356 (аналоги по ГОСТ 4784 – сварочные сплавы СвАК5 и СвАМг5).
Серия 4ХХХ. Эти алюминиевые сплавы обычно используются в качестве сплавов для сварки или пайки. Однако иногда их также можно использовать в качестве свариваемых материалов. В этом случае их сваривают со сплавом 4043 (SvAK5).
Серия 5ХХХ. Это серия алюминиевых сплавов в основном для изготовления высокопрочных листов и пластин. Все из них легко свариваются с использованием сварочного сплава 5356 (СвАМг5). Для самых твердых сплавов, таких как 5083 (AMg4.5), используйте сплавы 5183 или 5556.
Серия 6ХХХ. это – алюминиевые сплавы, в основном, для прессованных профилей, хотя они также используются для листов и плит. Они склонны к образованию горячих трещин при сварке. Однако при правильной технологии все они неплохо сваривают сварочными сплавами 4043 и 5356.
См. Алюминиевые сплавы: классификация
Несвариваемые алюминиевые сплавы
А где же знаменитые высокопрочные алюминиевые сплавы серий 2ХХХ и 7ХХХ? Почему не в авангарде сварки? Вот почему!
Серия 2ХХХ .Эти высокопрочные аэрокосмические алюминиевые сплавы («дюралюминий») используются в основном в виде листов и пластин. Их химический состав делает большинство из них не дуговой сваркой из-за их высокой склонности к горячему растрескиванию. Исключение составляют сплавы 2219 и 2519, которые хорошо свариваются сварочными сплавами 2319 или 4043. Свариваемость этих сплавов дает практически полное отсутствие в них магния. Аналогом этих двух сплавов является отечественный алюминиевый сплав Д20, из которого изготовлены высокопрочные свариваемые пластины. сделал.Популярный своим высокопрочным сплавом 2024 (Д16 по ГОСТ 4784) никогда не сваривал дуговой сваркой , так как он чрезвычайно подвержен образованию горячих трещин при сварке.
Серия 7ХХХ. Это также серия высокопрочных аэрокосмических алюминиевых сплавов. Как и сплавы серии 2ХХХ, большинство из них не свариваются методами дуговой сварки из-за горячего растрескивания и склонности к коррозии под напряжением. Исключение составляют сплавы с минимальным содержанием меди – менее 0,1%. Это сплавы 7003 и 7005 (наш 1915 год) для экструдированных профилей и сплав 7039 для листов.Все три сплава хорошо свариваются с использованием сварочного сплава 5356.
Почему дюралюминий не сваривают?
Основная причина образования горячих трещин при сварке «несвариваемых» алюминиевых сплавов серий 2ХХХ и 7ХХХ заключается в следующем. В процессе сварки в зоне шва – зоне термического влияния – по границам зерен разделяются компоненты сплава – эвтектики и интерметаллиды – с температурой плавления ниже, чем у основного сплава. Это уменьшает и расширяет температурный диапазон затвердевания границ зерен.поэтому при дуговой сварке этих типов сплавов границы зерен затвердевают в последнюю очередь и, следовательно, легко растрескиваются под действием усадочных напряжений. В незначительной степени это приводит к увеличению гальванической разности потенциалов между границами зерен и остальной структурой зерен, что делает границы зерен более восприимчивыми к коррозии под напряжением.
Когда заклепки лучше сварки
По всем этим причинам алюминиевые сплавы серий 2ХХХ и 7ХХХ чаще соединяются механически, чем сварные .Иногда применяется контактная сварка, а также сварка трением. Сварка трением «работает» при значительно более низких температурах, чем дуговая, не плавит основной металл и, следовательно, устраняет проблемы закалки.
Источники:
Алюминий и алюминиевые сплавы, J.R. Davis, Ed., 1996.
Г. Мазерс, Сварка алюминия и его сплавов, Woodenhead Publishing Ltd, 2002.
Сварка дюралюминия – Электронная библиотека УНТ
Версия PDF также доступна для скачивания.
Кто
Люди и организации, связанные либо с созданием этого отчета, либо с его содержанием.
Какие
Описательная информация, помогающая идентифицировать этот отчет.Перейдите по ссылкам ниже, чтобы найти похожие предметы в Электронной библиотеке.
Когда
Даты и периоды времени, связанные с этим отчетом.
Статистика использования
Когда последний раз использовался этот отчет?
Взаимодействовать с этим отчетом
Вот несколько советов, что делать дальше.
Версия PDF также доступна для скачивания.
Ссылки, права, повторное использование
Международная структура взаимодействия изображений
Распечатать / Поделиться
Печать
Электронная почта
Твиттер
Facebook
Tumblr
Reddit
Ссылки для роботов
Полезные ссылки в машиночитаемых форматах.
Ключ архивных ресурсов (ARK)
Международная структура взаимодействия изображений (IIIF)
Форматы метаданных
Изображений
URL
Статистика
Нельсон, Вм.Сварка дюралюминия, отчет, Февраль 1927 г .; (https://digital.library.unt.edu/ark:/67531/metadc65211/: по состоянию на 18 сентября 2021 г.), Библиотеки Университета Северного Техаса, Цифровая библиотека UNT, https://digital.library.unt.edu; кредитование Департамента государственных документов библиотек ЕНТ.
Алюминий и его применение в производстве
Алюминий и его сплавы – важнейшие цветные металлы.Чаще всего алюминиевая руда находится в форме гидратированного оксида алюминия (боксита). Боксит содержит примеси, такие как оксид железа, кремния и титана, и они отделяются путем химической очистки боксита путем плавления его в эластичной печи в электрической печи, куда добавляют углерод для уменьшения примесей. Чистый оксид алюминия (свободный от примесей) далее обрабатывается в электролитической ванне с расплавленным криолитом, который восстанавливает алюминий из его оксида. Алюминий доступен на рынке в виде деформируемого (горячекатаного) или литого продукта в виде слитков и прутков с надрезом для переплавки.Алюминий чистотой около 99,9% производится по процессу Холла-Эру. Aluminim плавится при 660 0 C. Теплота сгорания алюминия с кислородом очень высока, поскольку мелкодисперсный алюминий горит на воздухе.
Чистый алюминий имеет низкую прочность на разрыв (около 650 кг / см 2 ), которую можно немного улучшить холодной обработкой, но конечная прочность остается очень низкой для инженерных приложений. Чистый алюминий мало находит применения при литье не только из-за низкой прочности, но и из-за его худших литейных качеств.Роторы асинхронных двигателей и кабельные зажимы изготовлены из отливки из чистого алюминия из-за более высокой электропроводности чистого алюминия. Алюминий в основном используется в виде его сплавов.
Алюминий чистый:
Чистый алюминий имеет низкую прочность на разрыв (около 650 кг / см 2 ), которую можно немного улучшить холодной обработкой, но конечная прочность остается очень низкой для инженерных приложений. Алюминий мало используется при производстве отливок не только из-за низкой прочности, но и из-за низкого качества литья.Роторы асинхронных двигателей и кабельные зажимы изготовлены из чистого алюминия из-за более высокой электропроводности чистого алюминия. Алюминий в основном используется в виде его сплавов.
выбор алюминиевого сплава;
Выбор алюминия или его сплавов основан на одном или нескольких из следующих конструктивных соображений.
- Соотношение веса и прочности, т.е. там, где желательна легкость продукта.
- Когда простота обработки, изготовления (резки и сварки) или формовки имеет большое значение.
- Там, где требуется устойчивость к атмосферной коррозии или воздействию определенных химикатов.
- Обязательным условием является низкое электрическое сопротивление.
- Требуется высокая тепло- и / или светоотражающая способность или низкий коэффициент излучения.
- Там, где желательны такие свойства, как акустическая нечувствительность, нетоксичность для пищевых продуктов, отсутствие искрообразования или немагнитные свойства.
Свойства алюминия:
Физические свойства:
- серебристо-белый
- легкость (плотность 2.7 г / см
- плавится при 660 0 C
- предел прочности на разрыв около 650 кг / см 2 который может быть улучшен (до двойного) путем холодной обработки.
Химические свойства:
- устойчивость к атмосферной коррозии за счет оксидной пленки (менее 0.02 микрон), которая при нагревании утолщается и становится непроницаемой.
- Оксидное покрытие алюминия путем анодирования (или анодирования) является распространенным процессом создания защитного оксидного покрытия (толщиной до 0,02 мм) на алюминии.
- Электрополировка или осветление выполняется анодной обработкой борной кислотой в качестве электролита, что дает очень высокую отражательную способность.
- гальваническое покрытие, при котором алюминий может быть нанесен на другие металлы путем электролиза.
Использование алюминия:
- Конструкционные применения алюминия в самолетах, поездах, кораблях, автобусах, кровельных листах для зданий, дверных и оконных рамах, звездообразных рельсах, мебели и т. Д.Эти применения обусловлены прекрасным свойством алюминия – стойкостью к атмосферной коррозии и погодным условиям, а также высокой адаптируемостью к обычным производственным процессам.
- Электротехническая промышленность использует алюминий для изготовления кабелей, шин, шин, асинхронных двигателей с использованием литых алюминиевых обмоток, роторов и проводников, используемых для высокоскоростных турбогенераторов.
- Химическая и пищевая промышленность используют алюминий, поскольку он устойчив ко многим органическим кислотам, миниралам, растворам солей, сере и многим другим органическим соединениям.Он используется для приготовления кухонных принадлежностей, молока и молочной промышленности, скороварок и т. Д.
- Пивоваренная промышленность широко использует алюминий для производства и хранения таких напитков, как пиво.
- Металлургическая промышленность, в которой алюминий используется в качестве раскислителя для производства чугуна и стали. Он также используется для легирования сталей для получения определенных электрических, магнитных и стойких к окислению свойств.
- Низкотемпературные применения (или криогенные применения), такие как хранение жидкого кислорода или другого жидкого топлива для ракет или ракет, укрытия и другое оборудование для минусовых температур (-30 0 C или около того), встречающихся в Антарктике, удовлетворительно выполняются алюминиевыми сплавами, поскольку они необычайно пластичны и устойчивы к ударным нагрузкам при минусовых температурах.С понижением температуры улучшаются предел прочности на разрыв и предел текучести алюминиевого сплава.
- Технологическое оборудование, используемое для производства искусственного шелка, пластика, нефти и синтетических смол, как правило, изготавливается из алюминия.
Алюминиевые сплавы:
В производстве его сплавов в основном используетсяалюминия. Алюминиевые сплавы легкие, устойчивы к коррозии и обладают хорошей электрической и теплопроводностью. Их вполне можно изготавливать обычными методами производства, т.е.е. литье, ковка, механическая обработка, сварка и т. д. Они теряют свою прочность при более высоких температурах, но лучше всего подходят для применения при отрицательных температурах, когда их прочность увеличивается без потери пластичности.
Алюминиевые сплавы производятся практически во всех формах, таких как листы, листы, прутки, проволока, трубы, поковки, отливки, слитки, заклепки и изделия для винтовых машин. Прокатные профили могут иметь правильную стандартную конструктивную форму, такую как швеллеры, уголки, или могут иметь особую конструкцию, полученную путем экструзии.Поковки изготавливаются методом прессовки или штамповки. Отливки могут быть изготовлены в песчаные формы, литейные формы для чугуна или литье под давлением. Различные формы изготавливаются в готовые формы и структурируются путем вытяжки, штамповки, прядения, штамповки, механической обработки, сварки, пайки, клепки и пайки. Простота изготовления – одна из причин выбора алюминиевых сплавов.
Алюминиевые сплавы классифицируются в зависимости от способа их формования, например, деформируемый алюминий, литой алюминий и плакированные алюминиевые сплавы.Ниже рассматриваются несколько важных алюминиевых сплавов.
дюралюминий:
Дуралюминий содержит 92% алюминия (минимум), медь от 3,5 до 4,5%, марганец от 0,4 до 0,7%, марганец от 0,4 до 0,7%, железо или кремний (не более 0,7%), а остальное – алюминий. В процессе старения может достигать предела прочности на разрыв до 43 кг / мм 2 . В форме трубной плиты, листа, стержня или заклепки он широко используется в авиационной промышленности. Шатун для авиационного двигателя и автомобилей выкован из дюралюминия.Дуралюминий так же прочен, как сталь, но весит лишь около одной тысячи его веса.
Дуралюминий имеет низкую стойкость к коррозии, поэтому листы из дюралюминия, покрытые чистым алюминием, используются для сопротивления коррозии. Эти листы имеют название Alclad и используются в авиастроении.
Y-сплав:
Y-сплав содержит 93% алюминия, 4% меди, 2% никеля и 1% магния. Он используется в качестве литейного сплава, хотя также доступны полосы и листы.Используется для поршней I.C. двигатели, так как Y-сплав сохраняет свою прочность и при повышенных температурах. За счет надлежащей термической обработки можно улучшить механические свойства металла.
Пористый алюминий:
Блоки алюминия производятся с содержанием порошка алюминия 70-90%, остального эпоксидной смолы. Эти блоки примерно на 37% легче твердых алюминия и имеют однородную проницаемость, что позволяет использовать их в приложениях, где необходимо поддерживать перепад давления, а также в вакуумной фиксации приспособлений для монтажных работ.
Дополнительная техническая тема …… https: //studentfamily.live/
Нетехническая тема… …. Https://youtube.com/c/AStudyajay
СвязанныеПродолжить чтение
Металлы и неметаллы Примечания класса 10 Научные заметки 3
CBSE Класс 10 Научные заметки Глава 3 Металлы и неметаллы Бесплатная загрузка в формате PDF является частью научных заметок класса 10 для быстрой проверки.Здесь мы дали научные заметки NCERT Class 10, Глава 3, Металлы и неметаллы.
В соответствии с новым шаблоном экзамена CBSE, вопросы MCQ для класса 10 по естествознанию pdf оцениваются в 20 баллов.
Металлы: Физические свойства металлов, химические свойства металлов и оксидов неметаллов.
Металлы – это элементы, которые проводят тепло и электричество, они пластичны и пластичны. Примеры: железо (Fe), алюминий (Al), серебро (Ag), медь (Cu), золото (Au), платина (Pt), свинец (Pb), калий (K), натрий (Na), кальций (Ca ) и магний (Mg) и др.
Металлы – это элементы, которые образуют положительные ионы, теряя электроны. Таким образом, металлы известны как электроположительные элементы.
Физические свойства металлов
- Твердость: Большинство металлов твердые, за исключением щелочных металлов, таких как натрий, калий, литий и т. Д., Очень мягких металлов. Их можно разрезать ножом.
- Прочность: Большинство металлов прочны и обладают высокой прочностью на разрыв. Из-за этого большие конструкции изготавливаются из металлов, таких как медь (Cu) и железо (Fe).(За исключением мягких металлов натрия (Na) и калия (K)).
- Состояние: Металлы твердые при комнатной температуре, за исключением ртути (Hg).
- Звук: Металлы производят звонкий звук, поэтому металлы называются звонкими. Звук металлов также известен как металлический звук. Это причина того, что металлическая проволока используется при изготовлении музыкальных инструментов.
- Электропроводность: Металлы хорошо проводят тепло и электричество. Это причина того, что электрические провода сделаны из таких металлов, как медь и алюминий.
- Ковкость: Металлы ковкие. Это означает, что металл можно превратить в тонкий лист. Из-за этого свойства железо используется для изготовления больших кораблей.
- Пластичность: Металлы пластичные. Это означает, что металлы можно вытягивать в тонкую проволоку. Благодаря этому свойству проволока изготавливается из металла.
- Точка плавления и кипения: Металлы обычно имеют высокие температуры плавления и кипения. (За исключением металлов натрия и калия, которые имеют низкие температуры плавления и кипения.)
- Плотность: Большинство металлов имеют высокую плотность.
- Цвет: Большинство металлов серого цвета. Но золото и медь – исключения.
Химические свойства металлов
1. Реакция с кислородом: Большинство металлов образуют соответствующие оксиды металлов при взаимодействии с кислородом.
Металл + кислород → Оксид металла
Примеры:
Реакция калия с кислородом: Металлический калий образует оксид калия при взаимодействии с кислородом.
Реакция натрия с кислородом: Металлический натрий образует оксид натрия при взаимодействии с кислородом.
Литий, калий, натрий и т. Д. Известны как щелочные металлы. Щелочные металлы бурно реагируют с кислородом.
Взаимодействие металлической меди с кислородом: Медь не реагирует с кислородом при комнатной температуре, но при горении на воздухе дает оксид.
Серебро, золото и платина не соединяются с кислородом воздуха даже при высокой температуре.Они наименее реактивны.
2. Реакция металлов с водой: Металлы образуют соответствующий гидроксид и водород при взаимодействии с водой.
Металл + вода → Гидроксид металла + водород
Большинство металлов не реагируют с водой. Однако щелочные металлы бурно реагируют с водой.
Реакция металлического натрия с водой: Металлический натрий образует гидроксид натрия и выделяет водородный газ вместе с большим количеством тепла при реакции с водой.
Реакция металлического кальция с водой: Кальций образует гидроксид кальция вместе с газообразным водородом и нагревается при реакции с водой.
Реакция металлического магния с водой: Металлический магний медленно реагирует с водой с образованием гидроксида магния и газообразного водорода.
При пропускании водяного пара над металлическим магнием образуется оксид магния и газообразный водород.
Реакция металлического алюминия с водой: Реакция металлического алюминия с холодной водой слишком медленная, чтобы ее можно было заметить. Но когда пар пропускается над металлическим алюминием, образуется оксид алюминия и газообразный водород.
2Al + 3H 2 O → Al 2 O 3 + 2H 2
Реакция металлического цинка с водой: Металлический цинк образует оксид цинка и газообразный водород при пропускании через него водяного пара. Цинк не реагирует с холодной водой.
Реакция железа с водой: Реакция железа с холодной водой происходит очень медленно и через долгое время становится заметной. Железо образует ржавчину (оксид железа), когда вступает в реакцию с влагой, присутствующей в атмосфере. Оксид железа и газообразный водород образуются при пропускании пара над металлическим железом.
И кальций (Ca), и магний (Mg) тяжелее воды, но все же плавают над ней: И кальций, и магний плавают над поверхностью воды, потому что при реакции этих металлов с водой выделяется газообразный водород. Это пузырьки, которые прилипают к металлической поверхности. Поэтому они плывут над ним.
Другие металлы обычно не реагируют с водой или реагируют очень медленно. Свинец, медь, серебро и золото не вступают в реакцию с паром. Таким образом, порядок реакционной способности различных металлов по отношению к воде можно записать как:
K> Na> Ca> Mg> Ae> Zn> Fe> Pb> Cu> Ag> Au
3.Взаимодействие металлов с разбавленной кислотой: При взаимодействии с разбавленной кислотой металлы образуют соответствующие соли.
Металл + дил. кислота → соль металла + водород
Реакция металлического натрия с разбавленной соляной кислотой: Металлический натрий дает хлорид натрия и газообразный водород при взаимодействии с разбавленной соляной кислотой.
Реакция металлического магния с разбавленной соляной кислотой: Хлорид магния и газообразный водород образуются, когда магний реагирует с разбавленной соляной кислотой.
Реакция цинка с разбавленной серной кислотой: Сульфат цинка и газообразный водород образуются, когда цинк реагирует с разбавленной серной кислотой. Этот метод используется в лаборатории для производства газообразного водорода.
Газообразный водород (H 2 ) не выделяется при обработке металла азотной кислотой (HNO 3 ):
Азотная кислота является сильным окислителем и окисляет газообразный водород (H 2 ), выделяющийся в воду (H 2 O) и сам восстанавливается до некоторого количества оксида азота, такого как закись азота (N 2 O) 3 оксид азота (NO) и диоксид азота (NO 2 ).
Медь, золото, серебро – благородные металлы. Они не вступают в реакцию с водой или разбавленными кислотами.
Порядок реакционной способности металла по отношению к разбавленной соляной кислоте или серной кислоте в порядке;
К> Na> Ca> Mg> Al> Zn> Fe> Cu> Hg> Ag
Оксиды металлов
Химические свойства: Оксиды металлов имеют основную природу. Водный раствор оксидов металлов окрашивается в красный лакмусовый цвет.
Реакция оксидов металлов с водой: Большинство оксидов металлов нерастворимы в воде.Оксиды щелочных металлов растворимы в воде. Оксиды щелочных металлов при растворении в воде дают прочное основание.
Реакция оксида натрия с водой: Оксид натрия дает гидроксид натрия при реакции с водой.
Реакция оксида калия с водой: Оксид калия дает гидроксид калия при реакции с водой.
Реакция оксида цинка и оксида алюминия: Оксид алюминия и оксид цинка нерастворимы в воде.Оксид алюминия и оксид цинка имеют амфотерную природу. Амфотерное вещество проявляет как кислотные, так и основные свойства. Он реагирует с основанием, как кислота, и реагирует с кислотой, как основание.
Когда оксид цинка реагирует с гидроксидом натрия, он ведет себя как кислота. В этой реакции образуются цинкат натрия и вода.
Оксид цинка при взаимодействии с кислотой ведет себя как основание. Оксид цинка дает хлорид цинка и воду при реакции с соляной кислотой.
Аналогичным образом оксид алюминия ведет себя как основание при взаимодействии с кислотой и как кислота при взаимодействии с основанием.
Оксид алюминия образует алюминат натрия вместе с водой при взаимодействии с гидроксидом натрия.
Оксид алюминия дает хлорид алюминия вместе с водой, когда он реагирует с соляной кислотой.
Ряд реактивности металлов: Порядок интенсивности или реакционной способности металла известен как ряд реактивности. Реактивность элементов уменьшается при движении сверху вниз в заданном ряду реактивности.
В ряду реакционной способности медь, золото и серебро находятся внизу и, следовательно, наименее реактивны.Эти металлы известны как Благородные металлы. Калий находится в верхней части ряда и, следовательно, наиболее реактивен.
Реакционная способность некоторых металлов приведена в порядке убывания:
K> Na> Ca> Mg> Al> Zn> Fe> Pb> Cu
4. Взаимодействие металлов с раствором солей других металлов: Взаимодействие металлов с раствором солей других металлов является реакцией замещения. В этой реакции более химически активный металл вытесняет менее химически активный металл из своей соли.
Металл A + Соль металла B → Соль металла A + Металл B
Примеры:
Железо вытесняет медь из раствора сульфата меди.
Аналогичным образом алюминий и цинк вытесняют медь из раствора сульфата меди.
Во всех приведенных выше примерах железо, алюминий и цинк обладают большей реакционной способностью, чем медь. Вот почему они вытесняют медь из ее солевого раствора.
Когда медь погружается в раствор нитрата серебра, она вытесняет серебро и образует нитрат меди.
В этой реакции медь более активна, чем серебро, и, следовательно, вытесняет серебро из раствора нитрата серебра.
Металлическое серебро не реагирует с раствором сульфата меди, поскольку серебро менее реактивно, чем медь, и не способно вытеснить медь из раствора соли.
Точно так же, когда золото погружают в раствор нитрата меди, реакции не происходит, потому что медь более активна, чем золото.
Аналогичным образом, реакция не происходит, когда медь погружается в раствор нитрата алюминия, потому что медь менее реактивна, чем алюминий.
Неметаллы: Физические свойства неметаллов, химические свойства неметаллов, оксиды неметаллов, реакция металла и неметалла, ионные связи и образование ионной связи.Неметаллы – это элементы, которые не проводят электричество, не податливы и не пластичны.
Примеры: углерод (C), сера (S), фосфор (P), кремний (Si), водород (H), кислород (O), азот (N), хлор (Cl), бром (Br), неон ( Ne) и аргон (Ar) и т. Д.
Неметаллы – это элементы, которые образуют отрицательные ионы, приобретая электрон. Таким образом, неметаллы также известны как электроотрицательные элементы.
Физические свойства неметаллов
- Твердость: Неметаллы не являются твердыми, скорее они обычно мягкие.Но алмаз – исключение; это самое твердое вещество, встречающееся в природе.
- Состояние: Неметаллы могут быть твердыми, жидкими или газообразными.
- Блеск: Неметаллы имеют тусклый вид. Исключение составляют алмаз и йод.
- Звук: Неметаллы не звучные, то есть они не издают типичного звука при ударе.
- Электропроводность: Неметаллы плохо проводят тепло и электричество. Графит, который представляет собой аллотроп углерода, является хорошим проводником электричества и является исключением.
- Ковкость и пластичность: Неметаллы хрупкие.
- Температура плавления и кипения: Неметаллы обычно имеют низкие температуры плавления и кипения.
- Плотность: Большинство неметаллов имеют низкую плотность.
- Цвет: Неметаллы бывают разных цветов.
Углерод в форме графита – неметалл, проводящий электричество.
Йод – неметалл, который имеет блестящую поверхность и имеет блестящую поверхность.
Углерод в форме алмаза – очень твердый неметалл.
Алмаз – неметалл с очень высокой температурой плавления и кипения.
Химические свойства неметаллов
1. Реакция неметаллов с кислородом: Неметаллы образуют соответствующий оксид при взаимодействии с кислородом.
Неметалл + кислород → Неметаллический оксид
Когда углерод вступает в реакцию с кислородом, образуется диоксид углерода с выделением тепла.
Когда углерод сжигается в недостаточном количестве воздуха, он образует оксид углерода. Окись углерода – токсичное вещество. Вдыхание окиси углерода может оказаться смертельным.
Сера дает диоксид серы при взаимодействии с кислородом. Сера загорается при контакте с воздухом.
Когда водород реагирует с кислородом, образуется вода.
Неметаллический оксид: Неметаллический оксид имеет кислотную природу. Раствор оксидов неметаллов окрашивается в синий лакмусовый красный цвет.
Двуокись углерода при растворении в воде дает углекислоту.
Диоксид серы при растворении в воде дает сернистую кислоту.
Диоксид серы при взаимодействии с кислородом дает серную кислоту.
2. Реакция неметалла с хлором: Неметалл дает соответствующий хлорид, когда он реагирует с газообразным хлором.
Неметалл + хлор → Хлорид неметалла
Водород дает хлористый водород, а фосфор дает треххлористый фосфор при взаимодействии с хлором.
3. Реакция неметаллов с водородом: Неметаллы реагируют с водородом с образованием ковалентных гидридов.
Неметалл + водород → Ковалентный гидрид
Сера соединяется с водородом с образованием ковалентного гидрида, который называется сероводородом.
Азот соединяется с водородом в присутствии железного катализатора с образованием ковалентного гидрида аммиака.
Неметаллы не реагируют с водой (или паром) с выделением газообразного водорода.
Неметаллы не вступают в реакцию с разбавленными кислотами.
4. Взаимодействие металла и неметалла: Многие металлы образуют ионные связи, когда реагируют с неметаллами. Образованные таким образом соединения известны как ионные соединения.
Ионы: Положительно или отрицательно заряженные атомы известны как ионы. Ионы образуются из-за потери или приобретения электронов. Атомы образуют ионы, полученные электронной конфигурацией ближайшего благородного газа.
Положительный ион: Положительный ион образуется из-за потери электронов атомом.
Ниже приведены некоторые примеры положительных ионов:
Натрий образует ион натрия из-за потери одного электрона.Из-за потери одного электрона один положительный заряд проходит через натрий.
Магний образует положительный ион из-за потери двух электронов. Два положительных заряда проходят через магний из-за потери двух электронов.
Отрицательный ион: Отрицательный ион образуется из-за усиления электрона.
Ниже приведены некоторые примеры:
Хлор получает один электрон для достижения стабильной конфигурации. После потери одного электрона хлор получает один отрицательный заряд над ним, образуя ион хлора.
Ионные связи: Ионные связи образуются из-за переноса электронов от металла к неметаллу. В этом случае металлы получают положительный заряд из-за переноса электронов, а неметаллы получают отрицательный заряд из-за принятия электронов. Другими словами, связь между положительным и отрицательным ионом называется ионной связью.
Поскольку соединение электрически нейтрально, поэтому для образования ионного соединения необходимо объединить отрицательный и положительный оба иона.
Некоторые примеры приведены ниже:
Образование хлорида натрия (NaCl): В хлориде натрия натрий – это металл (щелочной металл), а хлор – неметалл.
Атомный номер натрия = 11
Электронная конфигурация натрия: 2, 8, 1
Количество электронов на внешней орбите = 1
Валентные электроны = Электроны на внешней орбите = 1
Атомный номер хлора = 17
Электронная конфигурация хлора: 2, 8, 7
Электронов на внешней орбите = 7
Следовательно, валентные электроны =?
Натрий имеет один валентный электрон, а хлор имеет семь валентных электронов. Натрий требует потери одного электрона, чтобы получить стабильную конфигурацию, а хлор требует получения одного электрона, чтобы получить стабильную электронную конфигурацию.Таким образом, чтобы получить стабильную конфигурацию, натрий передает один электрон хлору. После потери одного электрона натрий получает один положительный заряд (+), а хлор получает один отрицательный заряд после получения одного электрона. Хлорид натрия образуется из-за переноса электронов. Таким образом, между натрием и хлором образуется ионная связь. Поскольку хлорид натрия образуется из-за ионной связи, его называют ионным соединением. Аналогичным образом образуется хлорид калия (KCl).
Свойства ионного соединения
- Ионные соединения твердые.Ионная связь имеет большую силу притяжения, из-за чего ионы сильно притягиваются друг к другу. Это делает ионные соединения твердыми.
- Ионные соединения хрупкие.
- Ионные соединения имеют высокие температуры плавления и кипения, поскольку сила притяжения между ионами ионных соединений очень велика.
- Ионные соединения обычно растворяются в воде.
- Ионные соединения обычно нерастворимы в органических растворителях; например керосин, бензин и т. д.
- Ионные соединения не проводят электричество в твердом состоянии.
- Раствор ионных соединений в воде проводит электричество. Это происходит потому, что ионы, присутствующие в растворе ионного соединения, способствуют прохождению электричества, перемещаясь к противоположным электродам.
- Ионные соединения проводят электричество в расплавленном состоянии.
Происхождение и добыча металлов: Минералы, руды, извлечение металлов с наименьшей реакционной способностью, извлечение металлов со средней реакционной способностью, извлечение металлов с высокой реакционной способностью, рафинирование или очистка металлов и коррозия.
Местонахождение и добыча металлов:
Источник металла: Металлы встречаются в земной коре и морской воде; в виде руд. Земная кора – главный источник металла. Морская вода содержит много солей, таких как хлорид натрия, хлорид магния и т. Д.
Минерал: Минералы – это природные вещества, имеющие однородный состав.
Руды: Минералы, из которых можно выгодно добыть металл, называются рудами.
Металлы, находящиеся в нижней части ряда реакционной способности, наименее реакционноспособны, и они часто встречаются в природе в свободном состоянии; такие как золото, серебро, медь и т. д. Медь и серебро также встречаются в форме сульфидных и оксидных руд.
Металлы, находящиеся в середине ряда реакционной способности, такие как Zn, Fe, Pb и т. Д., Обычно находятся в форме оксидов, сульфидов или карбонатов.
Металлы, находящиеся в верхней части ряда реактивности, никогда не встречаются в свободном состоянии, так как они, например, очень реактивны; K, Na, Ca, Mg и Al и т. Д.
Многие металлы находятся в форме оксидов, потому что в природе много кислорода и он очень реактивен.
Извлечение металлов: Металлы можно разделить на три части в зависимости от их реакционной способности: наиболее реактивная, средняя реактивная и наименее реактивная.
Три основных этапа извлечения металла из руды:
- Обогащение или обогащение руд.
- Переработка концентрированной руды в неочищенный металл и,
- Аффинаж нечистых или сырых металлов.
1. Концентрация руд: Удаление примесей, таких как почва, песок, камень, силикаты и т. Д. Из рудной руды, известно как концентрирование руд.
Добываемые руды часто содержат много примесей. Эти примеси называются пустыми породами. В первую очередь, обогащение проводится для удаления примесей из руд. Концентрация руд также известна как обогащение руд. Процесс обогащения зависит от физико-химических свойств руд. Гравитационная сепарация, электромагнитная сепарация, процесс пенной флотации и т. Д.несколько примеров процессов, применяемых для обогащения руд.
2. Преобразование концентрированной руды в неочищенный металл
Преобразование металлических руд в оксиды: из их оксидов легко получить металлы. Итак, руды, обнаруженные в форме сульфидов и карбонатов, сначала превращаются в их оксиды в процессе обжига и кальцинирования. Полученные таким образом оксиды металлов превращаются в металлы в процессе восстановления.
Обжиг: Нагревание сульфидной руды в присутствии избытка воздуха с целью превращения ее в оксиды называется обжигом.
Прокаливание: Нагревание карбонатных руд в ограниченном количестве воздуха для превращения их в оксиды известно как прокаливание.
| Прокаливание | Обжарка |
| (i) Это сделано для карбонатных руд. | (i) Это сделано для сульфидных руд. |
| (ii) Карбонатные руды, нагретые в отсутствие кислорода. | (ii) Сульфидные руды нагреваются в присутствии кислорода. |
| (iii) Газ CO 2 выделяется и получается оксид металла. ZnCO 3 (т) \ (\ underrightarrow {тепло} \) ZnO (т) + CO 2 (г) | (iii) SO 2 выделяется газ и получается оксид металла. 2ZnS (s) + 3O 2 (g) \ (\ underrightarrow {heat} \) 2ZnO (s) + 2SO 2 (g) |
3. Восстановление: Нагревание оксидов металлов для превращения их в металл называется восстановлением.
(i) Добыча металлов с наименьшей реакционной способностью: Ртуть и медь, которые относятся к группе с наименьшей реакционной способностью, часто встречаются в форме сульфидных руд. Киноварь (HgS) – руда ртути. Медная руда (Cu 2 S) – это медная руда.
Извлечение металлической ртути: сначала киноварь (HgS) нагревают на воздухе. Это превращает HgS (сульфид ртути или киноварь) в HgO (оксид ртути) за счет выделения диоксида серы. Полученный таким образом оксид ртути снова сильно нагревается.Это восстанавливает оксид ртути до металлической ртути.
Извлечение металлической меди: Медный лист (Cu 2 S) обжигается в присутствии воздуха. Обжиг превращает медный блеск (медная руда) в оксид меди (l). Затем оксид меди нагревают в отсутствие воздуха. Это восстанавливает оксид меди (l) до металлической меди.
(ii) Добыча металлов со средней реакционной способностью: Железо, цинк, свинец и т.д. находятся в форме карбонатных или сульфидных руд.Карбонатные или сульфидные руды металлов сначала превращаются в соответствующие оксиды, а затем оксиды восстанавливаются до соответствующих металлов.
Добыча цинка: Цинковая обманка (ZnS: сульфид цинка) и смитсонит, или цинковый шпат, или каламин (ZnCO 3 : карбонат цинка) представляют собой руды цинка. Цинковая обманка обжаривается и превращается в оксид цинка. Цинковый шпат подвергают прокаливанию, чтобы превратить его в оксид цинка.
Полученный таким образом оксид цинка восстанавливается до металлического цинка путем нагревания с углеродом (восстановителем).
Извлечение железа из гематита (Fe 2 O 3 ): Гематитовая руда нагревается углеродом для восстановления до металлического железа.
Извлечение свинца из оксида свинца: Оксид свинца нагревают углеродом для восстановления до металлического свинца.
Восстановление оксида металла нагреванием алюминием: Оксиды металлов нагревают с алюминием (восстановителем) для восстановления до металла. Ниже приведен пример: диоксид марганца и оксид меди восстанавливаются до соответствующих металлов при нагревании с алюминием.
термит. Реакция: Оксид железа; при нагревании алюминием; восстанавливается до металлического железа. В этой реакции выделяется много тепла. Реакция термитов используется при сварке электрических проводов, стыков железа и т. Д., Например стыков железнодорожных путей. Это также известно как термитная сварка (TW).
(iii) Извлечение металлов с высокой реакционной способностью: Металлы с высокой реакционной способностью; такие как натрий, кальций, магний, алюминий и т. д. извлекаются из руд электролитическим восстановлением.Эти металлы нельзя восстановить с помощью углерода, потому что углерод менее химически активен, чем они.
Электролитическое восстановление: Электрический ток проходит через расплавленное состояние металлических руд. Положительно заряженный металл осаждается на катоде.
Пример: Когда электрический ток пропускается через расплавленное состояние или раствор хлорида натрия, металлический натрий осаждается на катоде.
Металлы, полученные в процессе электролитического восстановления, имеют чистую форму.
4.Аффинаж или очистка металлов: Металлы, извлеченные различными способами, содержат примеси, поэтому их необходимо очистить. Большинство металлов очищается электролитическим рафинированием.
Электролитическое рафинирование: В процессе электролитического рафинирования кусок загрязненного металла и тонкую полоску чистого металла погружают в солевой раствор металла, подлежащего рафинированию. Когда через раствор пропускают электрический ток, чистый металл осаждается на тонкую полоску чистого металла
из куска нечистого металла.При этом нечистый металл используется в качестве анода, а чистый металл – в качестве катода.
Электролитическое рафинирование меди: Кусок нечистой металлической меди и тонкая полоска чистой меди погружают в раствор сульфата меди. Загрязненный кусок металла соединяется с положительным полюсом, а тонкая полоска чистого металла соединяется с отрицательным полюсом. Когда через раствор пропускают электрический ток, чистый металл с анода движется к катоду и осаждается на нем. Присутствующие в металле примеси оседают в растворе у дна анода.Осевшие в растворе примеси называются анодной грязью.
5. Коррозия: Большинство металлов продолжают реагировать с атмосферным воздухом. Это приводит к образованию слоя над металлом. В конечном итоге нижележащий слой металла продолжает теряться из-за превращения в оксиды, сульфиды, карбонаты и т. Д. В результате металл съедается. Этот процесс называется коррозией.
Ржавчина железа: Ржавчина железа – наиболее распространенная форма коррозии.Когда железные изделия, такие как ворота, решетки, ограждения и т. Д., Контактируют с влагой, присутствующей в воздухе, верхний слой железа превращается в оксид железа. Оксид железа коричнево-красного цвета и известен как ржавчина. Это явление называется ржавчиной железа.
Если вовремя не предотвратить ржавление, все железное изделие превратится в оксид железа. Это также известно как коррозия железа. Ржавчина железа ежегодно приносит огромные убытки.
Предотвращение коррозии: Для коррозии железо должно контактировать с кислородом и водой.Ржавчина предотвращается за счет предотвращения реакции между атмосферной влагой и железным изделием. Это можно сделать по:
- Живопись
- Смазка
- Оцинковка
- Гальваника
- Легирование
6. Сплавы: Однородная смесь двух или более металлов или металла и неметалла называется сплавом.
Типы сплавов:
- Ферросплавы: сплав, в котором присутствует железо (Fe). Например: марганцевая сталь (Fe = 86%; Mn = 13%; C = 1%) и никелевая сталь (Fe = 98%; Ni = 2%).
- Цветные сплавы: Сплав не содержит железа. Например: латунь (Cu = 80%; Zn = 20%) и бронза (Cu = 90%; Sn = 10%).
- Амальгамы: сплав, в котором присутствует ртуть (Hg). Например, амальгамы натрия [Na (Hg)] и амальгамы цинка [Zn (Hg)].
Свойства сплава
- Сплавы прочнее металла, из которого они получены.
- Он тверже металлов, входящих в его состав.
- Повышенная устойчивость к коррозии.
- Температура плавления сплавов ниже, чем у составляющих их металлов.
Пример: припой [Sn (80%) + Pb (50%)] имеет меньшую m. п. чем Pb и Sn. - Электропроводность сплавов ниже, чем у составляющих их металлов.
Некоторые примеры сплавов:
- Латунь: [80% Cu + 20% Zn]
- Бронза: [90% Cu + 20% Sn]
- Припой: [50% Pb + 50% Sn]
- Дуралюминий: [95% Al + 4% Cu + 0,5% Mg + 0,5 Mn]
- Сталь: [99.95% Fe + 0,05% C]
- Нержавеющая сталь: [74% Fe + 18% Cr + 8% Ni]
- Магний: [95% Al + 5% Mg]
- Немецкое серебро: [60% Cu + 20% Zn + 20% Ni]
- Сплавы золота: Считается, что чистое золото весит 24 карата. Золото легировано небольшим количеством серебра или меди, чтобы сделать его твердым.
Металлы и неметаллы:
| Металлы | Неметаллы |
| 1. Металлы обычно представляют собой твердые твердые вещества. | 1. Неметаллы обычно встречаются во всех трех формах материи – твердом, жидком и газообразном. |
| 2. Металлы ковкие и пластичные. | 2. Неметаллы не податливы и не пластичны. |
| 3. Металлы при ударе издают звонкий звук, что называется их звонким свойством. | 3. Неметаллы не проявляют этого звукового свойства. |
| 4. Металлы хорошо проводят тепло и электричество. | 4.Неметаллы плохо проводят тепло и электричество, за исключением графита, который хорошо проводит тепло и электричество. |
Химические свойства металлов и неметаллов.
Реакция металлов с кислородом. Металлы образуют свои оксиды при взаимодействии с кислородом.
Металл + кислород → Оксид металла
Оксиды металлов имеют основную природу. Пример: реакция металлического железа с кислородом. Когда железо реагирует с влажным воздухом, оно образует ржавчину.
Ржавчина – это оксид железа.Изделия из железа, такие как решетки, ограждения и т. Д., Ржавеют из-за реакции с влажным воздухом.
Железо (Fe) + вода (H 2 O) + кислород (O 2 ) → Fe 3 O 4 nH 2 O (Железо II, III) Оксид (ржавчина)
Ржавчина красноватая коричневого цвета и представляет собой оксид железа. Оксид железа является основным по своей природе. Красный лакмус становится синим.
Предотвращение коррозии железа:
- путем цинкования изделий из железа с цинковым покрытием.
- путем окраски и нанесения смазки на изделия.
Реакция металлического магния с кислородом: Когда магний сгорает на воздухе, он образует оксид магния. Горение на воздухе означает реакцию с кислородом.
Магний + кислород (O 2 ) → MgO (оксид магния)
Оксид магния образует гидроксид магния с водой. Раствор оксида магния окрашивает красную лакмусовую бумажку в синий цвет. Это означает, что оксид магния имеет основную природу.
MgO + H 2 O → Mg (OH) 2 (гидроксид магния)
Реакция неметаллов с кислородом: Неметаллы образуют свои оксиды, когда реагируют с кислородом.
Неметалл + кислород → Оксид неметалла
Оксиды неметаллов имеют кислотную природу.
Пример. Реакция серы с кислородом.
При сжигании серы на воздухе образуется диоксид серы.
Сера + кислород (O 2 ) → SO 2 (диоксид серы)
Раствор диоксида серы окрашивает синюю лакмусовую бумажку в красный цвет. Диоксид серы при растворении в воде образует сернистую кислоту. Таким образом, диоксид серы имеет кислую природу.
SO 2 + H 2 O → Сернистая кислота (H 2 SO 3 )
Реакция углерода с кислородом. Когда углерод сжигается на воздухе, он образует двуокись углерода.
Углерод + кислород (O 2 ) → CO 2 (Двуокись углерода)
Вы можете заметить, что при сжигании угля (углерода) образуется дым, содержащий углекислый газ. Двуокись углерода имеет кислую природу. Раствор углекислого газа в воде окрашивает синюю лакмусовую бумажку в красный цвет.
CO 2 + H 2 O → Угольная кислота (H 2 CO 3 )
Реакция металлов и неметаллов с водой: Обычно металлы образуют соответствующие гидроксиды при взаимодействии с водой.
Металл + вода → Гидроксид металла
Реакция металлического натрия с водой: металлический натрий бурно реагирует с водой и образует гидроксид натрия вместе с большим количеством тепла.
Na + H 2 O → NaOH (гидроксид натрия) + H 2 (водород) + тепло
Неметаллы обычно не вступают в реакцию с водой. Скорее некоторые неметаллы, которые бурно реагируют с воздухом, хранятся в воде. Реакция металлов и неметаллов с разбавленной кислотой. Металлы выделяют газообразный водород, когда они реагируют с разбавленной кислотой.
Металл + кислота → Водородный газ + соль
Реакция цинка с разбавленной кислотой. Цинк дает газообразный водород вместе с хлоридом цинка, когда он реагирует с соляной кислотой. Точно так же цинк дает газообразный водород вместе с сульфатом цинка, когда он реагирует с серной кислотой. Этот метод используется для производства газообразного водорода в лаборатории.
Zn + H 2 SO 4 (серная кислота) → ZnSO 4 (сульфат цинка) + H 2 (водород)
Реакция алюминия с разбавленной кислотой.Алюминий выделяет газообразный водород вместе с хлоридом алюминия, когда он реагирует с разбавленной соляной кислотой.
2Al + 6HCl (соляная кислота) → 2AlCl 3 (хлорид алюминия) + 3H 2 (водород)
Медь не реагирует с разбавленной серной кислотой даже при нагревании, но реагирует с концентрированной серной кислотой. Медь, серебро и золото считаются благородными металлами, так как не вступают в реакцию с разбавленной кислотой.
Обычно неметаллы не реагируют с разбавленной кислотой.
Реакция металлов и неметаллов с основанием.Металлы выделяют газообразный водород, когда реагируют с основанием.
Металл + основа → Водород + соль
Реакция металлического алюминия с гидроксидом натрия.
Al + NaOH (гидроксид натрия) → NaAlO 2 (алюминат натрия) + H 2 (водород)
Металлический алюминий образует газообразный водород и алюминат натрия при взаимодействии с гидроксидом натрия. Точно так же цинк дает цинкат натрия и газообразный водород, когда он реагирует с гидроксидом натрия.
Реакция вытеснения: Когда более химически активный металл вступает в реакцию с раствором соли менее химически активного металла, более химически активный металл вытесняет менее химически активный металл из своего раствора.
Металл A + солевой раствор металла B → Солевой раствор металла A + металла B
В приведенном выше уравнении металл A более реакционноспособен, чем металл B.
Пример. Когда металлический алюминий погружают в раствор сульфата меди, он образует сульфат алюминия и медь.
Al + CuSO 4 (сульфат меди) → Al 2 (SO 4 ) 3 (сульфат алюминия) + Cu (медь)
В указанной выше реакции алюминий более реакционноспособен, чем медь, поэтому заменяет медь из раствора медного купороса.
При погружении металлической меди в раствор нитрата алюминия реакция не происходит. Потому что медь менее реактивна, чем алюминий.
Обжарка и прокаливание:
| Обжарка | Прокаливание |
| 1. Для сульфидных руд. | 1. Для карбонатных руд. |
| 2. При этом руда нагревается в присутствии воздуха для превращения ее в оксидное соединение. | 2. Карбонатная руда нагревается в отсутствие воздуха для превращения в оксид. |
| 3. Выдаваемый газ – SO 2 (диоксид серы). | 3. Выдаваемый газ – CO 2 (углекислый газ). |
| 4. Пример: | 4. Пример: |
Примечания NCERT для науки 10 класса
Мы надеемся, что данная бесплатная загрузка CBSE Class 10 Science Notes Chapter 3 Metals and Non-Metal Pdf поможет вам.Если у вас есть какие-либо вопросы относительно NCERT Class 10 Science Notes Глава 3 Металлы и неметаллы, оставьте комментарий ниже, и мы свяжемся с вами в ближайшее время.