Как научится сварке электродом –
Содержание
- Как правильно варить электросваркой
- Азы электросварки
- Виды электросварки
- Технология сварочных работ
- Как научиться варить сваркой
- Как подключать электрод
- Начало сварки: зажигаем дугу
- Наклон электрода
- Движения электрода
- Как правильно сваривать металл
- Как выбрать ток для сварки
- Как варить сваркой электродами для начинающих
- В этой статье:
- Виды электросварки
- Технология ручной дуговой сварки
- Как самостоятельно научиться варить электросваркой
- Что нужно для работы
- Сварочные аппараты
- Приспособления для сварки
- Сварочные электроды
- Средства защиты сварщика
- Настраиваем правильно аппарат и выбираем электрод
- Как подключать электрод
- Подключаем кабеля к инвертору
- Начало сварки: зажигаем дугу
- Наклон электрода
- Движения электрода
- Основные ошибки
- Советы начинающему сварщику
Как правильно варить электросваркой
В частном доме, на даче, в гараже и даже в квартире — везде есть немало работ, требующих сварки металла. Особенно остро эта необходимость ощущается в процессе стройки. Тут особенно часто требуются что-то подварить или отрезать. И если отрезать еще можно болгаркой, то надежно соединить металлические детали кроме сварки нечем. А если стройка ведется своими руками, то и сварочные работы вполне можно сделать самостоятельно. Особенно в тех местах, где красота шва не требуется. О том, как правильно варить сваркой, расскажем в этой статье.
Особенно остро эта необходимость ощущается в процессе стройки. Тут особенно часто требуются что-то подварить или отрезать. И если отрезать еще можно болгаркой, то надежно соединить металлические детали кроме сварки нечем. А если стройка ведется своими руками, то и сварочные работы вполне можно сделать самостоятельно. Особенно в тех местах, где красота шва не требуется. О том, как правильно варить сваркой, расскажем в этой статье.
Азы электросварки
Сварное соединения металла на сегодня — самое надежное: куски или детали сплавляются в единое целое. Происходит это в результате воздействия высоких температур. Большинство современных сварочных аппаратов для расплавления металла используют электрическую дугу. Она разогревает металл в зоне воздействия до температуры плавления, причем происходит это на небольшой площади. Так как используется электрическая дуга, то и сварка называется электродуговой.
Это не совсем правильный способ сварки)) Как минимум, вам нужна маска
Виды электросварки
Электрическая дуга может образовываться как постоянным, так и переменным током. Переменным током варят сварочные трансформаторы, постоянным — инверторы.
Переменным током варят сварочные трансформаторы, постоянным — инверторы.
Работа с трансформатором — более сложная: ток переменный, потому сварная дуга «скачет», сам аппарат — тяжелый и громоздкий. Еще немало напрягает шум, который издает при работе и дуга и сам трансформатор. Имеется еще одна неприятность: трансформатор сильно «садит» сеть. Причем наблюдаются значительные скачки напряжения. Этому обстоятельству очень не рады соседи, да и ваша бытовая техника может пострадать.
Технология сварочных работ
Для возникновения электрической дуги необходимы два токопроводящих элемента с противоположными зарядами. Один — это металлическая деталь, а второй — электрод.
Электроды, которые используются для ручной электродуговой сварки, представляет собой сердечник из металла, покрытый специальным защитным составом. Бывают еще графитовые и угольные неметаллические сварочные электроды, но они используются при специальных работах и начинающему сварщику вряд ли пригодятся.


При касании электрода и металла, имеющих разную полярность, возникает электрическая дуга. После ее появления, в том месте, куда она направлена, начинает плавиться металл детали. Одновременно плавится металл стержня электрода, переносясь с электрической дугой в зону плавления: сварную ванну.
Как образуется сварная ванна. Без понимания этого процесса вы не поймете, как варить металл правильно (Чтобы увеличить размер картинки щелкните по ней правой клавишей мышки)
В процессе также горит защитное покрытие, частично плавясь, частично испаряясь и выделяя некоторое количество раскаленных газов. Газы окружают сварную ванну, защищая металл от взаимодействия с кислородом. Их состав зависит от типа защитного покрытия. Расплавленный шлак также покрывает металл, способствуя еще и поддержанию его температуры. Чтобы правильно варить сваркой, необходимо следить за тем, чтобы шлак покрывал сварную ванну.
Сварной шов получается при движении ванны. А двигается она при перемещении электрода. В этом и заключается весь секрет сварки: нужно с определенной скоростью передвигать электрод. Важно также в зависимости от требующегося типа соединения правильно подбирать его угол наклона и параметры тока.
В этом и заключается весь секрет сварки: нужно с определенной скоростью передвигать электрод. Важно также в зависимости от требующегося типа соединения правильно подбирать его угол наклона и параметры тока.
Как научиться варить сваркой
Начинается все с подготовки рабочего места. Безопасности при работе с электросваркой необходимо уделять повышенное внимание: тут есть возможность получить травму и от электричества, и от высоких температур. Потому к подготовке отнеситесь серьезно.
Учится варить электросваркой удобнее на толстом куске металла: на нем лучше практиковаться. Кроме него и сварочного аппарата, понадобятся краги (толстые перчатки) и маска сварщика. Также необходима плотная одежда, защищающая все тело, прочная обувь толстой кожи. Они должны выдерживать попадание искры и окалины. Нужна будут также молоток и металлическая щетка для того, чтобы сбивать шлак. Для защиты глаз при этом нужны будут очки.
Как подключать электрод
Сварочные работы для начинающих проще будет проводить, если взять универсальный электрод диаметром 3 мм (3,2 мм, если точно). Они стоят дороже, но работать с ними легче. После того как вы научитесь варить металл, можно будет попробовать использовать более дешевые, но начинать лучше с этих.
Электрод вставляется в держатель, закрепленный на одном из сварочных кабелей. Есть два типа фиксаторов — пружинный и винтовой. Если держатель электрода пружинный, нажимаете на клавишу на ручке и в появившееся гнездо вставляете электрод. При винтовом зажиме ручка вращается. Раскручиваете ее, вставляете электрод и зажимаете. В любом случае он не должен шататься. Установив электрод можно подключать кабели.
На сварочном аппарате постоянного тока есть два выхода: положительный и отрицательный. Также есть два сварочных кабеля:
- один заканчивается металлическим зажимом-фиксатором — подсоединяется к детали;
- другой — держателем для электрода.

Какую полярность подключать для сварки зависит от типа работы. Если говорить об инверторах, то чаще плюс подключают на деталь, а минус подают на электрод. Такой вариант включения называют прямой полярностью. Но есть перечень работ, при которых подают обратную полярность: минус — на деталь, плюс — на электрод (например, для сварки нержавейки).
Прямая и обратная полярность подключения на сварочном инверторе
Прямая полярность обеспечивает лучший прогрев металла, что и необходимо для большей части соединений. Это объясняется тем, что электроны движутся от отрицательно заряженного полюса — при прямой полярности это электрод — к положительному — детали. При этом они дополнительно передают металлу свою энергию, повышая его температуру.
Начало сварки: зажигаем дугу
Как подключить электрод к инвертору разобрались. Теперь о том, как зажечь дугу. Возникает она при непосредственном контакте электрода и детали. Есть два способа:
Из названия все ясно: в одном случае нужно провести электродом вдоль шва (чтобы не осталось следов), во втором — несколько раз стукнуть по детали кончиком электрода.
Когда электрод новый, его кончик оголен, розжиг происходит легко. Если он уже был в работе, вокруг стержня образовалась стенка в несколько миллиметров из защитного покрытия. Это покрытие нужно отбить, несколько раз стукнув кончиком по детали.
Оба способа розжига используются, тут выбирает каждый, кому как удобно. Этот навык — первый, который вам придется освоить, если вы хотите научиться пользоваться электросваркой.
Потому берете несколько электродов, толстый кусок металла, и пытаетесь зажечь дугу. Как только у вас стало, получаться, можно приступать к следующему этапу обучения.
Наклон электрода
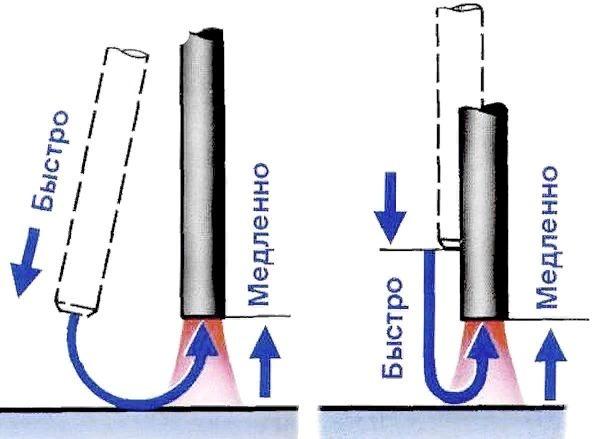
Основное положение электрода — наклоненное чуть к себе — на угол от 30° до 60° (смотрите рисунок). Величину наклона подбирают в зависимости от необходимого сварного шва и от выставленного тока. Ориентируются на состояние сварной ванны.
Первое положение называется «углом назад». В этом случае ванна и расплавленный шлак движется за кончиком электрода. Его угол наклона и скорость движения должны быть такими, чтобы шлак успевал накрывать расплавленный металл. В таком положении получаем прогрев металла на большую глубину.
Его угол наклона и скорость движения должны быть такими, чтобы шлак успевал накрывать расплавленный металл. В таком положении получаем прогрев металла на большую глубину.
Техника ручной дуговой сварки: положение электрода углом вперед и углом назад
Бывают ситуации, когда металл сильно разогревать не нужно. Тогда угол наклона меняется на противоположный, шов и ванна «тянутся» за электродом. В этом случае глубина прогрева получается минимальной.
Движения электрода
Ответить на вопрос «как правильно варить электросваркой» просто: нужно контролировать сварную ванну. Для этого необходимо удерживать электрод на расстоянии 2-3 мм от поверхности металла и контролировать состояние и размер сварной ванны. Вот в этом и заключается мастерство сварщика.
Сложность заключается в том, что одновременно приходится контролировать несколько параметров:
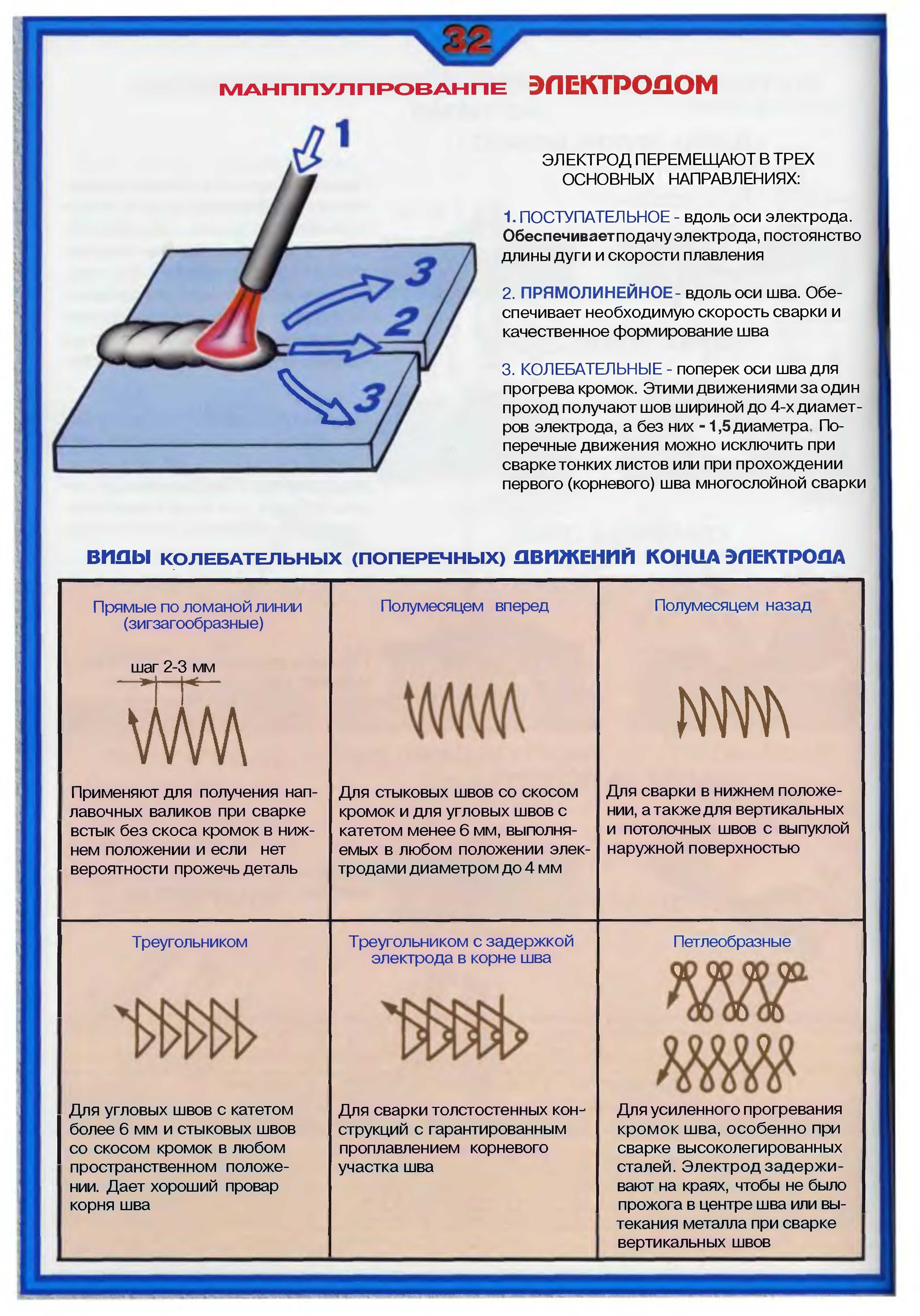
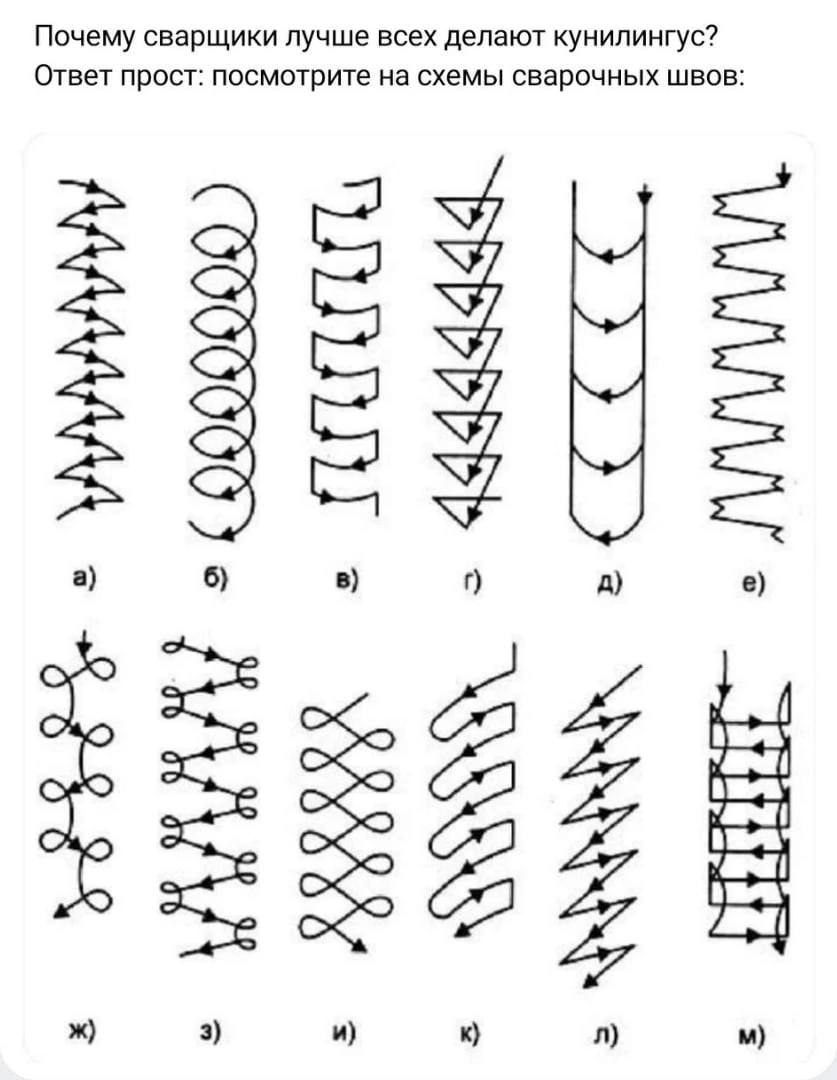
- двигать электрод по одной из показанных на фото траекторий,
- по мере выжигания опускать его чуть ниже, сохраняя постоянное расстояние в 2-3 мм;
- следить за размерами и состоянием сварной ванны, ускоряя или замедляя движения электродом;
- следить за направлением шва.
Движения кончика электрода показаны на рисунке. Желающим научиться электросварке для домашнего применения все их осваивать не нужно, но два-три движения вам понадобятся: для разных ситуаций, швов и металлов.
Еще один элемент техники ручной дуговой сварки: кончик электрода должен двигаться по одной из этих траекторий (или по какой-то похожей)
Как научиться варить электросваркой? Отрабатывать движения на толстом куске металла. Получаются тогда не швы, а валики. Этот этап — начальный. На нем вы освоите элементарные навыки сварщика: научитесь контролировать расстояние от кончика электрода до детали, и при этом, двигать его по заданной траектории, следить за сварной ванной и шлаком в ней.
Для этого берете толстый металл, мелом прочерчиваете на нем линию: по ней нужно будет уложить валик. Разжигаете дугу и начинаете осваивать движения, учась одновременно контролировать ванну. У вас получится не с первого, и, даже, не с десятого раза. Электродов изведете, наверное, с десяток. Когда техника ручной дуговой сварки будет отработана: валик будет равномерным, ширина и высота его постоянными (или почти), можно пробовать соединять детали.
Когда техника ручной дуговой сварки будет отработана: валик будет равномерным, ширина и высота его постоянными (или почти), можно пробовать соединять детали.
Похожие валики должны получаться у вас. Так вы сможете научиться правильно варить сваркой электродами
Как правильно сваривать металл
Научится правильно держать электрод и двигать ванну для хорошего результата недостаточно. Необходимо знать, некоторые тонкости поведения соединяемых металлов. А особенность заключается в том, что шов «тянет» детали, из-за чего их может перекосить. В результате форма изделия может сильно отличаться от задуманной.
Технология электросварки: перед началом наложения шва, детали соединяют прихватками — короткими швами, расположенными на расстоянии 80-250 мм друг от друга
Потому перед работой детали закрепляют струбцинами, стяжками и другими приспособлениями. Кроме того делают прихватки — короткие поперечные швы, проложенные через несколько десятков сантиметров. Они скрепляют детали, придавая изделию форму. При сварке стыков их накладывают с двух сторон: так возникающие напряжения компенсируются. Только после тих подготовительных мероприятий начинают сварку.
При сварке стыков их накладывают с двух сторон: так возникающие напряжения компенсируются. Только после тих подготовительных мероприятий начинают сварку.
Как выбрать ток для сварки
Научиться варить электросваркой невозможно, если не знать, какой выставлять ток. Он зависит от толщины свариваемых деталей и используемых электродов. Их зависимость представлена в таблице.
Но при ручной электродуговой сварке все взаимосвязано. Например, в сети упало напряжение. Выдать необходимый ток инвертор просто не может. Но даже в этих условиях работать можно: можно медленнее двигать электрод, добиваясь хорошего прогрева. Если и это не помогло, меняете тип движения электрода — несколько раз проходя по одному месту. Еще один способ — поставить тоньше электрод. Комбинируя все эти методы можно добиться хорошего сварного шва даже в таких условиях.
Как правильно варить сваркой вы теперь знаете. Осталось отработать навыки. Выбирайте сварочный аппарат, покупайте электроды и сварочную маску и приступайте к практике.
Чтобы закрепить информацию и допускать меньше ошибок, посмотрите видео-урок по сварке.
Источник
Как варить сваркой электродами для начинающих
В гараже, на даче, в частном доме что-то да приходится подварить. Для таких задач совсем не обязательно заканчивать курсы сварщиков — достаточно иметь бытовой сварочный аппарат, средства защиты, расходные материалы и немного потренироваться. Рассказываем, как правильно сваривать металл электродами начинающим и каких ошибок избегать при этом.
Виды электросварки
Все виды электросварки заключаются в возбуждении электрической дуги между двумя концами разной полярности. При этом выделяется температура до 5000 градусов, которая плавит основной металл и присадочный, образуя сварное соединение.
Электросварку можно выполнять сварочным трансформатором. У него простейшая конструкция из первичной и вторичной обмотки, за счет которых напряжение понижается до безопасных значений, а сила тока возрастает.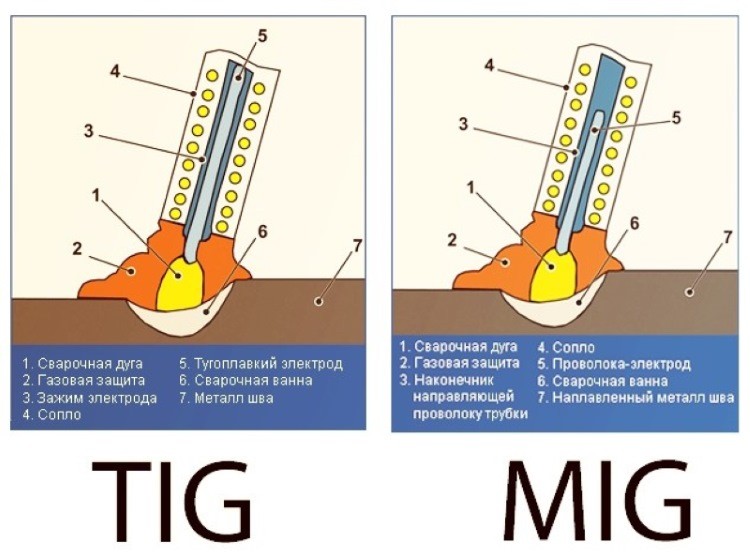 Трансформаторы варят переменным током, сильно гудят, дуга трещит и плюется. Шов может получиться неравномерным по ширине, высоте, глубине провара. При работе трансформатором нередко просаживается напряжение во всей сети, чем можно вызвать негодование соседей.
Трансформаторы варят переменным током, сильно гудят, дуга трещит и плюется. Шов может получиться неравномерным по ширине, высоте, глубине провара. При работе трансформатором нередко просаживается напряжение во всей сети, чем можно вызвать негодование соседей.
Электросварка при помощи инвертора выполняется на постоянном токе, у которого предварительно была повышена частота (еще на стадии переменного), а затем ток был выпрямлен. Это обеспечивает:
Инверторы компактнее по размерам чем трансформаторы и меньше садят сеть. Есть модели на 220 и 380 V. Новичку лучше начинать варить инвертором РДС (ручной дуговой сварки). Такие аппараты еще называются инверторы ММА. Хороший выбор оборудования под разные задачи можно посмотреть в разделе — Аппараты ручной дуговой сварки (MMA).
Сварка полуавтоматом или вольфрамовым электродом тоже построена на плавлении металла электрической дугой, но тут задействуются другие способы защиты сварочной ванны и методы передачи присадочного металла.
Технология ручной дуговой сварки
Для РДС сварки подается ток от аппарата на рабочие кабеля. Кабель массы присоединяется к изделию, а в руках у сварщика остается кабель с электрододержателем. От температуры дуги кромки стыка расплавляются.
Чтобы увеличить количество металла в шве, используют плавящиеся электроды. По мере их сгорания жидкий металл переносится на изделие. Защита сварочной ванны от внешней среды осуществляется благодаря обмазке электрода. Сгорая, она образует плотное облако дыма, изолирующее расплавленный металл от контакта с воздухом. После остывания поверх шва остается тонкая шлаковая корочка. Она задерживает теплообмен, содействует плавному остыванию, укреплению шва. Ее отбивают специальным молотком-шлакоотделителем, чтобы визуально оценить качество соединения.
Шов формируется благодаря специальным движениям электродом. Если правильно все освоить, соединения будут равномерными по толщине и высоте, а также с нужной глубиной провара.
Как самостоятельно научиться варить электросваркой
Чтобы научиться варить ручной дуговой сваркой, потребуется собрать комплект оборудования, обзавестись индивидуальными средствами защиты, правильно настроить аппарат и освоить ряд движений.
Что нужно для работы
Сварочные аппараты
Подберите сварочный инвертор в зависимости от предстоящих задач. Для бытовых нужд (приварить калитку, сделать бак для душа) достаточно моделей на 160 А. Если нужно заварить лопнувшую раму авто, изготовить навес для стоянки — купите аппараты с силой тока 200-250 А. Зачастую для дома и гаража этого достаточно. Но, если планируете в дальнейшем свое производство, не помешает инвертор на 300 А.
Приспособления для сварки
Для подключения инвертора нужны кабеля массы и электрододержателя. Обычно они поставляются в комплекте с оборудованием, но если их нет, выберите здесь. При этом обращайте внимание на длину кабелей. Для сварки за столом достаточно длины 2 м, а чтобы собирать теплицу, понадобятся кабеля 4-5 м.
Сварочные электроды
Электросварщику нужны электроды. Состав металла стержня и тип покрытия выбираются исходя из свариваемых материалов. Новичкам рекомендуем купить электроды ESAB с рутиловым покрытием, которые пригодны для ответственных конструкций и сварки во всех пространственных положениях. К тому же цена расходников вполне доступная.
К тому же цена расходников вполне доступная.
Средства защиты сварщика
Не забудьте обезопасить себя от высокой температуры и вредного света электрической дуги. Купите плотные краги и защитную маску. Новичку будет легче учиться варить в маске-хамелеон, чтобы видеть, куда подавать кончик электрода. Не забудьте про закрытую обувь и плотную одежду с длинными рукавами.
Настраиваем правильно аппарат и выбираем электрод
Во многом качество шва зависит от правильности настроек аппарата. Если выбрать слишком слабый ток, основной металл не проплавится, присадочный останется на поверхности, стык получится хрупким, не герметичным. Слишком большая сила тока приводит к подрезам, прожиганию, дугу трудно контролировать.
Предлагаем сохранить таблицу настроек сварочного аппарата для ручной дуговой сварки. Характеристики приведены для работы в нижнем положении.
| Толщина металла, мм | Диаметр электрода, мм | Сила тока, А |
|---|---|---|
| 1-2 | 1.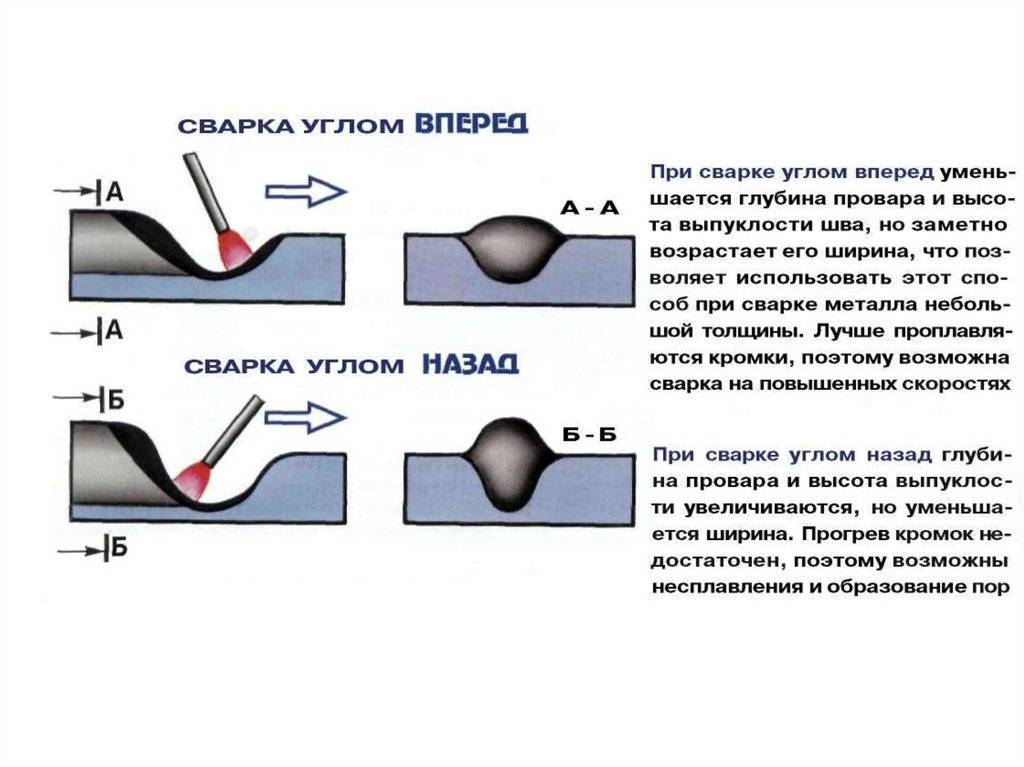 6 6 | 25-60 |
| 3 | 2-3 | 60-120 |
| 4 | 3 | 120-160 |
| 5-6 | 4 | 160-200 |
Как подключать электрод
Когда диаметр электрода и сила тока выбраны, можно включить аппарат и вставить электрод в электрододержатель. Последний может быть двух типов: пружинный и винтовой. Пружинный имеет нажимную лапку, на которую сварщик давит большим пальцем, а второй рукой вставляет электрод. Винтовой оснащен отверстием для вставки расходника и прижимным болтом. Пружинные держатели позволяют быстрее сменить электрод и помогут сэкономить время при объемных сварочных работах.
Применять самодельные электрододержатели в виде подпружиненного трезубца не советуем. Они опасны с точки зрения ТБ (Техника Безопасности), а оголенная токоведущая часть будет постоянно случайно касаться изделия, мешая процессу.
Для сварки в нижнем положении установите электрод под прямым углом относительно держателя.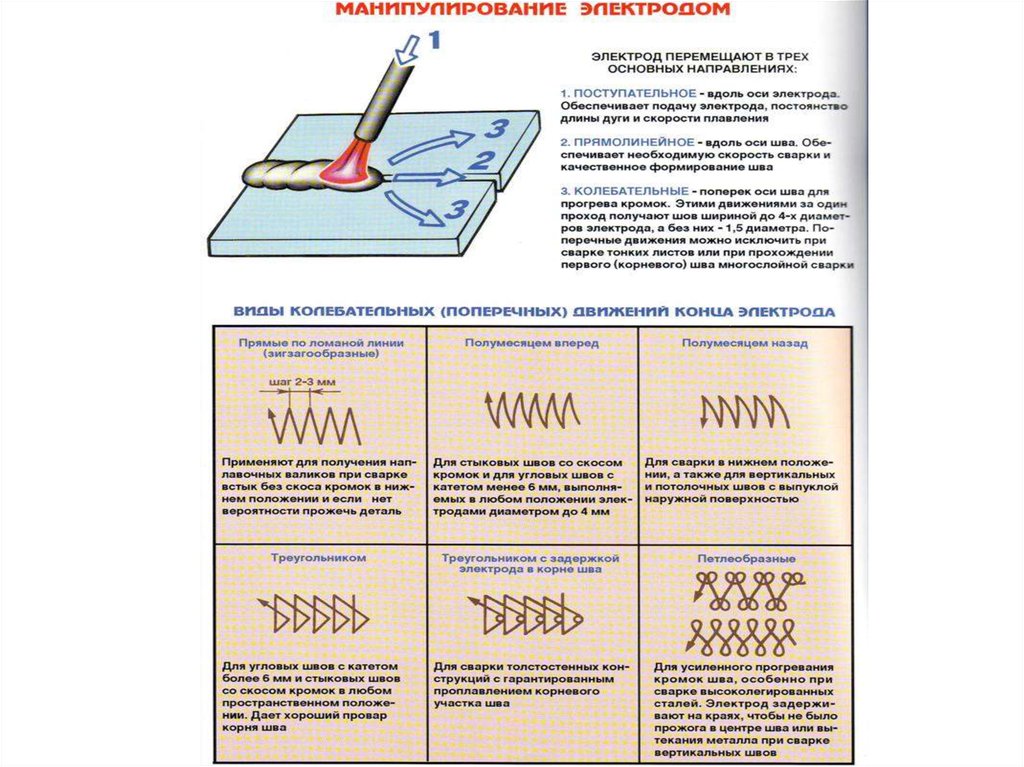 Если планируете варить вертикал или потолок, разместите электрод еще на 45 градусов от себя — так меньше придется сгибать запястье.
Если планируете варить вертикал или потолок, разместите электрод еще на 45 градусов от себя — так меньше придется сгибать запястье.
Подключаем кабеля к инвертору
Кабель массы и кабель электрододержателя имеют одинаковые разъемы для подключения к аппарату. Если предстоит сваривать толстый металл 5-6 мм, присоединяйте держатель к плюсу. Тогда тепло будет концентрироваться на изделии, увеличится глубина провара.
Когда требуется сварка тонкого металла, нужна обратная полярность — вставьте держатель в клемму со знаком «минус». Это уменьшит тепловложение, но варить придется быстро, поскольку кончик электрода начнет перегреваться.
Начало сварки: зажигаем дугу
Когда все собрано и подключено, надев маску, можно начинать розжигать электрическую дугу. Используйте для тренировки черновой кусок металла. Возбуждение дуги осуществляется постукиванием по поверхности или чирканьем о нее, как спичкой.
Новый электрод имеет оголенный кончик и зажигается достаточно быстро. Электрод, которым уже варили, если он успел остыть, поджигается труднее, поскольку у него на конце образовался «козырек» из обмазки. Нужно ударить 3-4 раза, чтобы ее отбить. Но не перестарайтесь, иначе без обмазки стержень начнет прилипать к изделию.
Электрод, которым уже варили, если он успел остыть, поджигается труднее, поскольку у него на конце образовался «козырек» из обмазки. Нужно ударить 3-4 раза, чтобы ее отбить. Но не перестарайтесь, иначе без обмазки стержень начнет прилипать к изделию.
Наклон электрода
Когда дуга загорелась, не паникуйте. Привыкните к специфическому свету. Ваша задача — сперва научиться держать зазор между электродом и изделием в пределах 3-5 мм. Не пытайтесь сразу варить стык. Просто учитесь держать дугу, чтобы она не тухла (при чрезмерном удалении) и электрод не прилипал (при чрезмерном приближении).
Задача осложняется тем, что длина плавящегося электрода постоянно укорачивается, поэтому приходится приближать руку к изделию. «Твердая рука» приходит со временем, поэтому придется спалить не один электрод, прежде чем привыкните.
Когда уже освоили удержание электрической дуги, можно переходить к сварке. Прежде всего держите правильно электрод. Обычно варят, наклонив его на себя в пределах 30-60º. Некоторые сварщики выбирают оптимальное положение наклона 45º. Сварка углом назад обеспечивают хорошую видимость сварочной ванны, металл прогревается глубже. Сварка углом вперед (когда шов ведут от себя) содействует уменьшению прогрева. Это подойдет для соединения тонких металлов 1-2 мм.
Некоторые сварщики выбирают оптимальное положение наклона 45º. Сварка углом назад обеспечивают хорошую видимость сварочной ванны, металл прогревается глубже. Сварка углом вперед (когда шов ведут от себя) содействует уменьшению прогрева. Это подойдет для соединения тонких металлов 1-2 мм.
Варить можно справа-налево или слева-направо, наклоняя электрод по разные стороны сварочной ванны. Здесь все зависит от доступа к месту соединения.
Движения электрода
На тонких металлах 1-2 мм, где две стороны плотно приставлены друг ко другу, никаких дополнительных движений не требуется. Возбуждается дуга, электрод выставляется на начало стыка, и медленно ведется вдоль линии соединения. Шов получится узкий, чешуйчатый.
На толстых металлах предусматривают зазор 1-2 мм, чтобы жидкий металл проник глубже. Если толщина пластины свыше 5 мм, необходима разделка кромок под углом 45 градусов. Тогда первый шов (называется корневой) прокладывается без дополнительных движений. А последующие нужны для заполнения ширины и требуют поперечных колебательных манипуляций. Это могут быть движения:
Это могут быть движения:
В идеале располагать деталь под небольшим наклоном, чтобы жидкий шлак не затекал в сварочную ванну. Если такой возможности нет, периодически делайте резкое движение кончиком электрода в сторону, откидывая шлак. Иначе возникнут непровары.
Основные ошибки
Рассмотрим основные ошибки, которые допускают новички при сварке РДС:
Советы начинающему сварщику
В конце дадим ряд советов новичкам, чтобы варить было легче. Перед наложением шва две стороны изделия обязательно фиксируются между собой прихватками. В зависимости от размеров стыка потребуется от 2-х и более точек, с расстоянием между собой 8-25 см. Это необходимо, чтобы стороны на разошлись от термического расширения, когда Вы начнете варить с одного края.
Сварка тонкого металла 1 мм электродом возможна, но потребует тренировки. Самая частая проблема — прожоги. Установите силу тока 30-40 А и вставьте электрод диаметром 1.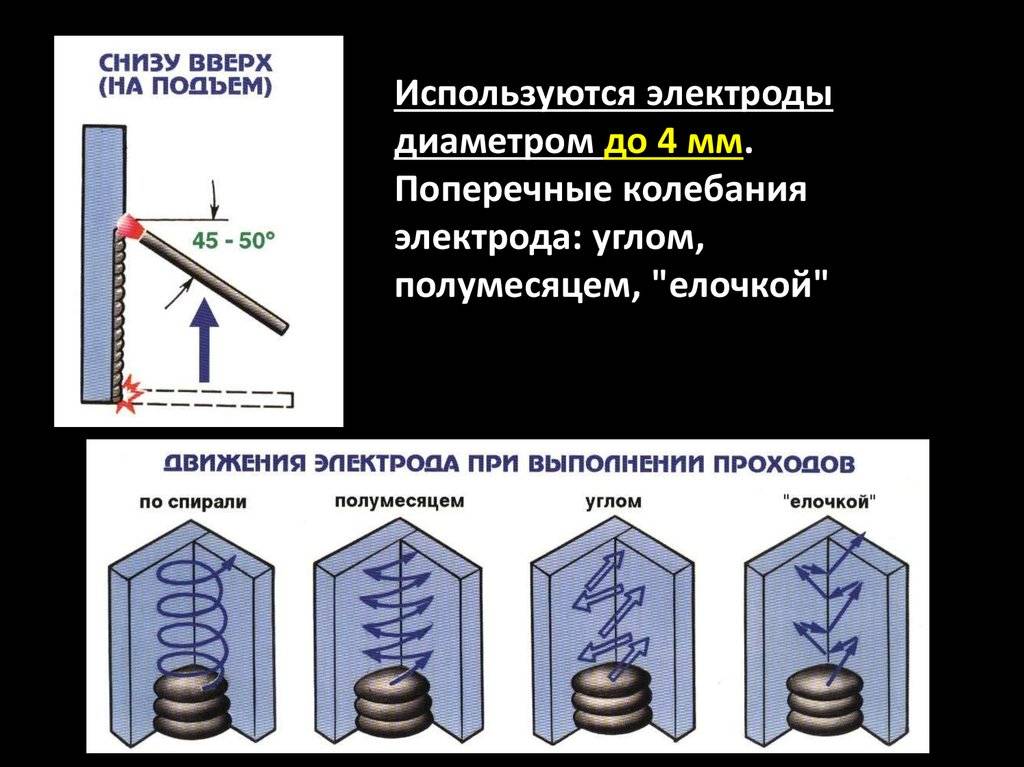 6 мм. Под изделие подложите медную или графитовую подложку. Она не даст разогретому металлу провалиться и не прилипнет к нему. Ведите сварку не сплошной дугой, а прерывистой (отрывайте кончик электрода каждые 1-2 секунды от поверхности, чтобы дуга погасла). Это позволит металлу немного остыть и сократит прожоги.
6 мм. Под изделие подложите медную или графитовую подложку. Она не даст разогретому металлу провалиться и не прилипнет к нему. Ведите сварку не сплошной дугой, а прерывистой (отрывайте кончик электрода каждые 1-2 секунды от поверхности, чтобы дуга погасла). Это позволит металлу немного остыть и сократит прожоги.
Источник видео: Aurora Online Channel
Чтобы не стучать по чистовому изделию для распаливания электрода, имейте под рукой черновую заготовку. Распалите электрод на ней и сразу переходите на стык для соединения. Тогда меньше придется зачищать следы от сварки на изделии.
Новичку легче научиться варить, если аппарат обладает функцией «Антиприлипание». Когда электрод касается изделия, сварочный ток отключается. Не нужно тянуть держатель влево и вправо, пытаясь отломать расходник. С функцией «Форсаж» удобно варить тонкие металлы. При маленьком токе длина дуги короткая. Когда аппарат «чувствует», что дуга вот-вот погаснет, он на мгновение повышает сварочный ток. Функция «Горячий старт» обеспечит быстрый поджиг электрода без многочисленных постукиваний. Это актуально, если работы ведутся на ржавом металле. Тогда не придется предварительно много зачищать.
Функция «Горячий старт» обеспечит быстрый поджиг электрода без многочисленных постукиваний. Это актуально, если работы ведутся на ржавом металле. Тогда не придется предварительно много зачищать.
Источник
Несколько полезных советов начинающим сварщикам
- При использовании удлинителя:
- не используйте обычные бытовые удлинители;
- сечение жил не должно быть меньше 3,5-5мм квадратных;
- чем больше длина кабеля и меньше сечение, тем больше потери напряжения;
- ВАЖНО!!! Удлинители на катушках обязательно полностью разматывайте.
- Перед сваркой не спешите сразу взять электрододержатель, для начала подсоедините клемму массы и осмотрите место планируемого соединения.
- Если металл имеет явные следы коррозии в предполагаемом месте сварочного шва, то его необходимо зачистить до металлического блеска.
- Клемма массы подсоединяется как можно ближе к планируемому сварочному шву.
- Никогда не пытайтесь зажечь дугу, не глядя через светофильтр. Лучше начать шов на небольшом удалении от места стыка и потом зачистить его.
- Если дугу не удалось зажечь, то ознакомьтесь с рекомендациями на стр. 3 по технике зажигания дуги. Не стоит искать причину в аппаратах, прежде всего, убедитесь, что Вы все сделали правильно.
- Если дуга все так же не загорается, то стоит проверить напряжение сети, оно не должно быть меньше 170В, иначе аппарат не будет работать, т. к. сработает защита.
- Электроды следует хранить в теплом сухом месте, лучше всего дома возле батареи. Если электроды отсырели, то их необходимо просушить.
- Никогда не спешите отбивать шлак сразу после сварки, он может быть еще слишком горячим. НЕ ЗАБЫВАЙТЕ НАДЕВАТЬ ЗАЩИТНЫЕ ОЧКИ!!!
- Изредка дотрагивайтесь до кожуха аппарата, тем самым, проверяя его температуру. Хотя все аппараты и снабжены термореле, но дополнительная безопасность еще никому не вредила.
- Контролируйте состояние розетки и удлинителя (если используется), а также следите за плотным соединением сварочных проводов к аппарату.
- Не следует использовать сварочные аппараты во влажных помещениях, при осадках на улице и во время образования росы, если Вы работаете вне помещения.

Лучше всего начинать учиться варить с электрода диаметром 2,5 – 3 мм. Это самые ходовые электроды в «бытовых» условиях. Более тонкими электродами варят очень тонкий металл и в этих случаях лучше использовать сварочные полуавтоматы с газовым обдувом места сварки. А электроды в 4 – 5 мм применяются довольно редко.
Наиболее распространенными являются электроды с рутиловым покрытием. Именно они подходят для начинающих сварщиков. Для более комфортного зажигания дуги и качественной сварки электроды рекомендуется прокаливать или просушивать при температуре 150 ÷ 200 °С в течение 1 ÷ 2 часов (точные данные для каждого типа покрытия указаны на упаковке электродов).
Полярность указывается на упаковке электродов.
Stick > Для начинающих – WelderSkills
- Matt Hayden – Горизонтальная прокладка 7018
Горизонтальная прокладка с 7018, DCEP 125 А
- Matt Hayden — верхняя часть крыши 7018 1/8″ стрингеры
Matt Hayden — тройник 4F кровельная крыша SMAW Сварка электродами 7018 1/8″ стрингеры.
Отличная практика для контроля над лужей в положении над головой - Стыковая сварка круглой трубы с пластиной с помощью 7018 5/32″ 5F положение
Некоторым сварщикам требуется сварка круглой трубы 5F с плоской пластиной с использованием 5/32″ 7018. Вот несколько советов по машине настройки, длина дуги и положение тела
- Эндрю Кардин – 7018 Плоская наплавочная пластина – Сварка стержнем
Базовая наплавочная площадка с 7018.
С самого начала, что вам нужно сделать с любым типом сварки, так это устроиться поудобнее. Такая простая вещь, как поворот тарелки на несколько градусов на столе, может изменить все. - Matt Hayden – 7018 1/8″ 4F Тройник с потолочной сваркой
4F 7018 1/8 на 1/4 стальной накладной
- РУКА ИЗ УГЛЕРОДИСТОЙ СТАЛИ 6013 1/8″ AC 110 AMPS НАКЛАДНОЕ СОЕДИНЕНИЕ
6013 AC 110 AMPS LAP WS END.mov УДАРНАЯ СВАРКА
ТИП МЕТАЛЛА = УГЛЕРОДИСТАЯ СТАЛЬТОЛЩИНА = 11GA
ТИП СВАРКИ = УГЛОВАЯ
ТИП СОЕДИНЕНИЯ = ПЕРЕХОД
ПОЛОЖЕНИЕ = 2F
AMPS = 110 AMPS
ПОЛЯРНОСТЬ = AC
ЭЛЕКТРОД = 6013 1/8″
A ДОПОЛНИТЕЛЬНЫЕ НАСТРОЙКИ =
СОВЕТЫ:
РАЗНЫЕ .
.. - Matt Hayden – Горизонтальный 6010 Сварка набивочных палочек
- Matt Hayden – Вертикальная сварка 6010 Uphill Padding
Вертикальный 6010 Подкладка вверх по склону
- Matt Hayden Stick Welding Overhead Roof Top Weave 7018 1/8″
Matt Hayden Stick Welding Overhead Roof Top Weave 7018 1/8″
- Сварка электродом 7018 Прокладочные валики
Умение укладывать валики равномерно наполовину внахлест на предыдущий валик имеет основополагающее значение для многопроходной сварки труб или несущих конструкций.
Это одна из лучших практик концентрированной дуговой сварки. - Matt Hayden – Rooftop OVERHEAD 7018 3/32 Стрингеры
Что такое сварные швы на крыше? Давайте поговорим об этом…
Плоская прокладка 1/8″ 6010 на низкоуглеродистой стали 1/4″
- Приварка стержнем 6010 1/8″ ОТКРЫТАЯ КОРНЕВАЯ ПЛАСТИНА 7018 3/32″ заполнение и крышка UPHILL
Практическая пластина 3g пластина 6010 корень 7018 заполнение и крышка
Зазор 3/32 дюйма и площадка 3/32 дюйма
75-80 А DCEP
эти настройки будут работать и на канале - Stick Welding 2g 3/8″ пластина с 7018 1/8″
Stick Welding 2g 3/8″ пластина с 7018 1/8″
7018 1/8″ dcep 130-135 ампер корень
Пластина толщиной 3/8 дюйма со скосом 22,5 градуса
Опорный стержень 1/4 дюйма, зазор 1/4 дюйма
чуть меньше сила тока для цоколя - 6013 Соединения внахлестку 11ga на переменном токе, а также DCEN и DCEP – сварка электродом
6013 не широко используется в промышленности США, но, поскольку некоторые школы используют его для обучения, я решил включить его сюда.
- Обзор различных стержневых электродов – 6010, 6011, 6013, 7014, 7018
Это краткий обзор наиболее часто используемых стержневых сварочных электродов.
- Практическая сварка ответвлений 6010 7010
В этом видеоролике показаны настройки и методы, которые будут использоваться для проверки соединения ответвлений. Да, это учебная пластина, но применяются методы сварки
. - Matt Hayden – 6010 4F Тройник над головой
6010 4F Тройник над головой с Matt Hayden
- Matt Hayden – Сварка электродом 6010 2F Тройник SMAW
Краткое видео о сварке электродом 6010 2F Тройник с матовым покрытием. СМАВ
- Matt Hayden – 6010 сварка стержнем 3F Вертикальный тройник
сварка стержнем 6010 1/8″ 3F вертикальный подъем с Matt Hayden
- Matt Hayden — Сварка электродом SMAW 1/8 7018 Т-образное соединение 2F
SMAW 1/8 7018 T Соединение 2F с наконечниками, дуговыми импульсами и настройками машины
- Matt Hayden – 6013 Padding-Stand Welding
Полезные советы по набивке 6013 с Matt Hayden
- Matt Hayden – 3F 7018 Сварка тройника
Сварка стержнем Вертикальный тройник 7018 с дуговым разрядом, пояснениями, стрингерами и переплетениями.
- Эндрю Кардин – 7018 Горизонтальное наращивание Сварка электродами
Я буду использовать 7018 и покажу вам несколько отличных методов для практики.
обивочные бусины – лучший способ развить навыки работы с мундирным бусином.
стержневая сварка с 7018 1/8″
 Отличная практика для контроля над лужей в положении над головой
Отличная практика для контроля над лужей в положении над головой С самого начала, что вам нужно сделать с любым типом сварки, так это устроиться поудобнее. Такая простая вещь, как поворот тарелки на несколько градусов на столе, может изменить все.
С самого начала, что вам нужно сделать с любым типом сварки, так это устроиться поудобнее. Такая простая вещь, как поворот тарелки на несколько градусов на столе, может изменить все. ..
.. Это одна из лучших практик концентрированной дуговой сварки.
Это одна из лучших практик концентрированной дуговой сварки.

Показать больше
Сварка 101: Руководство по сварке для начинающих | Tradecraft
Сварка — это процесс плавления металлов для их соединения. Речь идет не о простом заполнении зазора между двумя объектами, как при пайке, а о плавлении металлов, пока они не соединятся в одно целое. Если вы новичок в сварке, вам есть чему поучиться. Существует несколько методов, специализированного оборудования и важных соображений безопасности. Мы составили это руководство для начинающих, чтобы охватить все, что вам нужно знать, чтобы начать работу.
Мы составили это руководство для начинающих, чтобы охватить все, что вам нужно знать, чтобы начать работу.
Магазин рабочих ботинок Met Guard
Четыре метода дуговой сварки Дуговая сварка использует электричество для нагрева металлов до точки плавления. Дуга создается источником питания, который проходит через сварочное устройство или электрод. Дуговая сварка использует переменный или постоянный ток и использует электроды, которые могут быть плавящимися или неплавящимися. Существует четыре основных типа дуговой сварки: сварка в среде инертного газа (MIG), сварка вольфрамовым электродом в среде инертного газа (TIG), сварка с флюсовой проволокой и сварка электродом. Каждый из них требует различных навыков и опыта.Сварка МИГ
Сварка металлов в среде инертного газа (МИГ), также известная как дуговая сварка металлическим электродом в среде защитного газа (GMAW), — лучший тип сварки для начинающих. Некоторое оборудование, необходимое для сварки MIG, включает:
Сварочный аппарат MIG с курковым пистолетом
Источник питания
Баллоны с защитным газом
Электродная проволока, подходящая для соединяемых металлов
Сварка MIG использует электричество для создания очень горячей дуги, которая расплавляет проволоку и оба куска металла. Электродная проволока называется присадочным металлом, поскольку в процессе сварки она соединяется с другими металлами. Это отличает сварку от пайки, потому что при пайке плавится только присадочная проволока, а не сами основные металлы.
Электродная проволока называется присадочным металлом, поскольку в процессе сварки она соединяется с другими металлами. Это отличает сварку от пайки, потому что при пайке плавится только присадочная проволока, а не сами основные металлы.
Во избежание загрязнения переносимыми по воздуху элементами при дуговой сварке требуется газовая защита вокруг зоны сварки. Газовая защита обычно состоит из CO2 и аргона, но используются и другие газы, чтобы расплавленные металлы не вступали в реакцию с кислородом, азотом и другими загрязняющими веществами. Газ подается из сварочной горелки при нажатии на спусковой крючок, так что дуга, газовая защита и подача проволоки начинаются синхронно.
Поскольку при дуговой сварке используется электричество, сварщик должен поддерживать надлежащее напряжение, чтобы избежать образования скоплений (при слишком высоком напряжении) или холодного скопления (при слишком низком напряжении). Поиск оптимального места для вашего проекта может занять немного проб и ошибок; просто имейте в виду, что разные материалы имеют разные рекомендации по напряжению.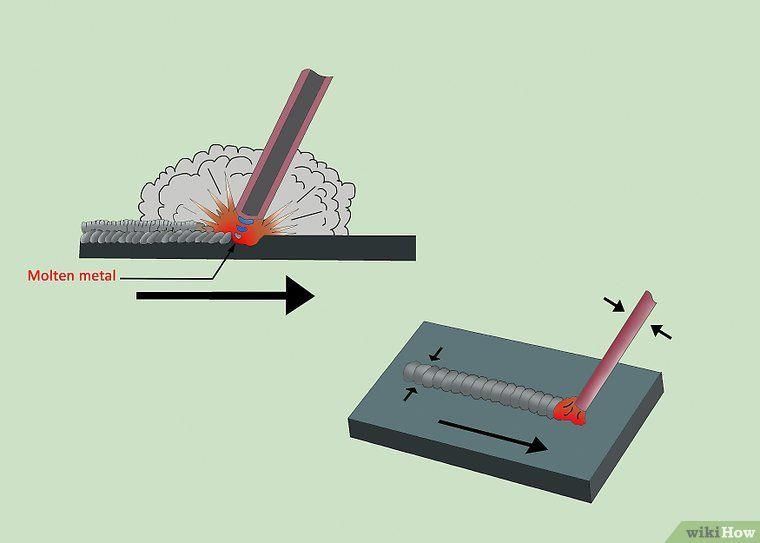 Помните также, что сварка с правильным напряжением означает, что вы должны услышать звук, похожий на жарящийся бекон, а не на лопающийся попкорн.
Помните также, что сварка с правильным напряжением означает, что вы должны услышать звук, похожий на жарящийся бекон, а не на лопающийся попкорн.
Сварка ВИГ
Сварка вольфрамовым электродом в среде инертного газа (TIG), также известная как дуговая сварка вольфрамовым электродом (GTAW), использует сварочный аппарат, который включает в себя сварочную горелку и ножную педаль для управления электрическим током. Сварка TIG использует электричество для создания достаточно горячей дуги, чтобы расплавить металлы, но она уникальна тем, что она создает температуры, достаточно высокие для соединения металлов без использования присадочной проволоки. В этом методе обычно используется нерасходуемый электрод, а это означает, что вольфрамовый стержень не плавится, как флюсовый стержень (подробнее об этом ниже). Можно использовать присадочную проволоку, но для этого необходимо подавать ее в сварочную ванну той рукой, которая не держит горелку. Сварка TIG требует высокого уровня навыков и точности; это точно не для новичков.
Сварка порошковой проволокой
Этот процесс, также известный как дуговая сварка с флюсовой проволокой (FCAW), аналогичен сварке MIG тем, что в ней используется сварочный аппарат с пистолетом. Но в отличие от сварки MIG, сварка с флюсовой проволокой не требует использования защитного газа, поскольку проволока с флюсовой сердцевиной создает свой собственный газ при нагреве дугой. Проволока с флюсовой сердцевиной стоит дорого, а инвестиции в установку MIG (с газом) сопоставимы с финансовой точки зрения. Самый большой недостаток сварки порошковой проволокой по сравнению со сваркой MIG заключается в том, что первая более грязная. Тем не менее, он идеально подходит для использования на открытом воздухе и в ветреную погоду, поскольку не требует противогаза, который может быть снесен ветром.
Сварка электродом
Сварка электродом, также известная как электродуговая сварка в среде защитного газа (SMAW), использует источник питания для подачи тока через металлический присадочный стержень с флюсовым покрытием, называемый электродом. Источник питания создает дугу, используя стержень в качестве электрода для передачи тока, а из расплавленного стержня образуется газовый экран, когда он создает валик. В отличие от сварки TIG и MIG, сварку электродом можно выполнять на ветру, поскольку можно не беспокоиться о деформации газовой защиты. Сварка электродом требует меньше навыков, чем сварка TIG (но больше, чем сварка MIG), поэтому она не идеальна для новичков.
Источник питания создает дугу, используя стержень в качестве электрода для передачи тока, а из расплавленного стержня образуется газовый экран, когда он создает валик. В отличие от сварки TIG и MIG, сварку электродом можно выполнять на ветру, поскольку можно не беспокоиться о деформации газовой защиты. Сварка электродом требует меньше навыков, чем сварка TIG (но больше, чем сварка MIG), поэтому она не идеальна для новичков.
Многие покупатели ружья, впервые покупающие ружья, хотят что-то простое, надежное и доступное. Это хорошие вещи, которые нужно искать в ружье, но лучший способ купить подходящее для вас — это тщательно рассмотреть конкретную цель, для которой вы хотите, чтобы оно служило.
Принадлежности для сварки и другие аспектыВыбор сварочного аппарата
Выбор аппарата может быть самым важным вопросом для новичков, поэтому убедитесь, что вы покупаете подходящий сварочный аппарат. Существуют многопроцессорные сварочные аппараты, которые можно использовать для всех четырех основных типов сварки, поэтому один из них может стать хорошей инвестицией, если вы планируете перейти к сварке TIG. Сварочные аппараты с флюсовой проволокой являются наиболее доступными, что делает их привлекательными для начинающих, но помните, что сварка MIG — это то, что вам нужно, если вы новичок. Как и в случае с любым мощным устройством, всегда читайте руководство пользователя перед использованием сварочного аппарата.
Существуют многопроцессорные сварочные аппараты, которые можно использовать для всех четырех основных типов сварки, поэтому один из них может стать хорошей инвестицией, если вы планируете перейти к сварке TIG. Сварочные аппараты с флюсовой проволокой являются наиболее доступными, что делает их привлекательными для начинающих, но помните, что сварка MIG — это то, что вам нужно, если вы новичок. Как и в случае с любым мощным устройством, всегда читайте руководство пользователя перед использованием сварочного аппарата.
Подготовка рабочих поверхностей
Прежде чем приступить к фактической сварке, очень важно подготовить соединяемые материалы, выполнив следующие действия:
Очистите поверхности ацетоном
Используйте наждачную бумагу из оксида алюминия для очистки от ржавчины и краски (более крупная зернистость оставит царапины)
Используйте проволочную щетку и/или угловую шлифовальную машину для удаления любых загрязнений
При сварке алюминия снова очистить ацетоном
Будьте осторожны при использовании химикатов, чтобы избежать возгорания и пламени, и никогда не сваривайте мокрый металл. Также не забудьте заземлить сварной шов, создав цепь между сварочным аппаратом и заготовкой с помощью заземляющего зажима.
Также не забудьте заземлить сварной шов, создав цепь между сварочным аппаратом и заготовкой с помощью заземляющего зажима.
Различные типы сварных швов
Шов, в котором расплавляется металл, чтобы соединить его вместе, называется валиком, а форма валика определяется количеством движений сварщика из стороны в сторону. Бусины могут быть как узкими, так и широкими.
Стрингерные шарики толкают или тянут шлак по прямой линии практически без движения из стороны в сторону. Перетаскивание обеспечивает более глубокое проплавление, поэтому этот метод обеспечивает более качественные сварные швы. Проталкивание лучше всего подходит для термочувствительных материалов и вертикальных швов. Широкие валики, с другой стороны, лучше всего подходят для толстых швов, так как увеличенное движение из стороны в сторону контролирует тепло сварочной ванны.
Если вы начинающий сварщик (или хотите им стать), помните, что существует множество профессионально-технических училищ, в которых вас научат всему, что нужно знать, чтобы стать профессионалом.