Краткий курс обучения сварке MMA.
Если Вы приобрели сварочный аппарат, предназначенный для проведения работ методом MMA (Manual Metal Arc) – ручная электродуговая сварка штучным покрытым электродом, но не знаете как приступить к работе, Вам следует внимательно ознакомиться с приведенным ниже материалом.
1. Подключение к сети.
Ознакомьтесь с техническими характеристика Вашего сварочного аппарата на предмет его соответствия электросети к которой его планируется подключать . Напряжение питания и количество фаз аппарата должно соответствовать аналогичным параметрам электросети. Сейчас есть большой выбор сварочных аппаратов, имеющих возможность работы как от сетей 220В, так и от сетей с напряжением 380В. Такие аппараты имеют переключатель типа сети, который необходимо перевести в нужное положение перед подключением к сети питания. Вторым важным параметром является мощность, потребляемая сварочным аппаратом. Если номинал автомата защиты установленного в используемой Вами электросети будет меньше необходимого для потребляемой мощности аппарата, то автомат отключит питание и не позволит пользоваться сварочным аппаратом.
2. Выбираем электрод
Электроды, использующиеся при ручной электродуговой сварке, состоят из металлического стержня со специальным покрытием. Материал стержня электрода должен быть схожим с материалом свариваемых деталей. Диаметр электрода выбирается в зависимости от толщины свариваемого изделия.
таблица.
3. Выбираем величину сварочного тока
Величина сварочного тока прежде всего зависит от диаметра выбранного электрода и может быть посчитана по упрощенной формуле: на 1 мм диаметра электрода необходимо 35-40А тока, т.е. если взять сварочный электрод диаметром 3мм, то для работы понадобится ток 105-120А.
Важно: при выполнении сварочных работ с вертикальными и потолочными швами силу тока необходимо уменьшить на 10-20%.
4. Зажигаем сварочную дугу и варим
После установки необходимой силы тока можно приступать непосредственно к сварке.
Зажигание (возбуждение) сварочной дуги
Первый способ: зажигание дуги касанием. Электрод плавно опускают перпендикулярно к поверхности детали, легко касаются поверхности в месте начала сварного шва и отводят вверх оставляя небольшой зазор, обеспечивающий стабильное горение дуги.
Электрод плавно опускают перпендикулярно к поверхности детали, легко касаются поверхности в месте начала сварного шва и отводят вверх оставляя небольшой зазор, обеспечивающий стабильное горение дуги.
Второй способ: зажигание дуги чирканьем. В этом случае процесс возбуждения дуги напоминает процесс зажигания спички, при котором происходит движение электродом по касательной к поверхности металла с легким прикосновением и фиксацией оптимального зазора.
По мере выгорания электрода необходимо стараться поддерживать выбранный зазор и одновременно перемещать электрод вдоль линии соединения деталей. В случае прилипания электрода необходимо интенсивно качнуть его, оторвать от металла и снова зажечь дугу. Для получения качественного сварного соединения необходимо получить твердый навык поддержания устойчивой дуги при зазоре в 3-5мм между электродом и деталью.
5. Правильное перемещение электрода
Правильно вести электрод нужно так, как показано на рисунке, а не прямолинейно. Основные движения:
Основные движения:
1.Поступательное – вертикально вдоль оси электрода для поддержания постоянной длины дуги и скорости расплавления электрода.
2.Прямолинейное – горизонтальное вдоль оси шва для поддержания оптимальной скорости сварки обеспечивающей качественное формирование сварного соединения.
3.Колебательные – горизонтальные поперек оси шва для улучшения прогрева кромок. длина поперечного движения может быть до 4-х диаметров электрода, что позволяет получить однородный шов соответствующей ширины. Этот вид движений можно исключить при сварке тонких листов металла или при производстве первого шва в многослойной сварке.
Типы колебательных движений
В случае правильного движения электрода шов получается более прочным, с ровными границами и минимальным количеством шлака внутри также улучшается проплавление кромок и облегчается отделение шлаковой корки.
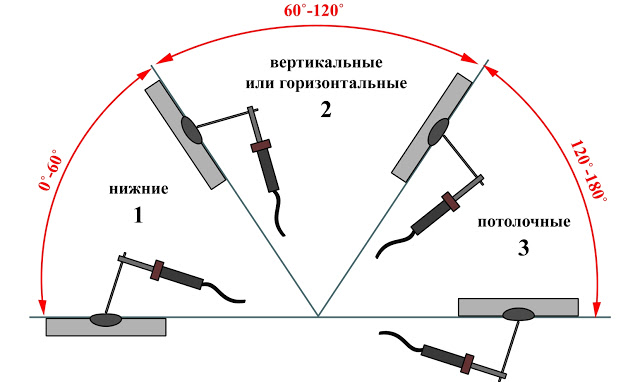
Классификация положения сварочного шва в пространстве
| Н-нижнее; П-потолочное; Пп-полупотолочное; Г-горизонтальное; Пв-полувертикальное; В-вертикальное; Л– в “лодочку”; Пг-полугоризонтальное | |
Для приобретения устойчивых навыков лучше всего учиться работать со штучными электродами, имеющими диаметр 2,6-3мм. Эти электроды наиболее часто применяются для проведения сварки в бытовых условиях. Наиболее распространенными являются электроды с рутиловым покрытием, которые также хорошо подходят для неопытных сварщиков. Для обеспечения более комфортного поджога дуги и получения высокого качества сварного шва электроды нужно прокаливать или просушивать при температуре 150-200°C в течение 1-2 часов ( более точные данные для электродов с различными типами покрытия указываются на их упаковке).
Эти электроды наиболее часто применяются для проведения сварки в бытовых условиях. Наиболее распространенными являются электроды с рутиловым покрытием, которые также хорошо подходят для неопытных сварщиков. Для обеспечения более комфортного поджога дуги и получения высокого качества сварного шва электроды нужно прокаливать или просушивать при температуре 150-200°C в течение 1-2 часов ( более точные данные для электродов с различными типами покрытия указываются на их упаковке).
Пособие для “чайников”: особенности дуговой сварки электродами
Сварка электродом – это способ дуговой электросварки, используемый для совмещения металлических изделий. Данный метод получил свое название за счет сварочной дуги – длительного потока энергии, который возникает в электроде при сварке металла под высокой температурой. Проводник (электрод) – это металлический провод со специальным покрытием, являющимся инертной средой во время процесса работы. Она, как правило, состоит из известняка, глинозема, магнезии, никеля, железа и марганца. Далее рассмотрим, как правильно сварить металл, без недочетов и изъянов.
Далее рассмотрим, как правильно сварить металл, без недочетов и изъянов.
Содержание статьи
- Азы электросварки
- Особенности сварки электродом
- Технология дуговой сварки
- Подготовительный этап
- Образование дуги
- Формирование шва
- Обзор основных ошибок начинающих
Азы электросварки
Электросварка – это надежный метод создания неразъемного соединения между деталями. Существует множество видов сварки, которая применяется для металла, пластмассы (без электродов), керамики и прочих материалов.
При сварке электродом совмещение деталей заключается в плавке краев двух деталей, под воздействие электрической дуги, в результате чего они соединяются в одно целое, создавая крепкий вечный шов.
Прежде чем приступить к работе, необходимо разобраться, как правильно варить металл. В первую очередь от умения пользоваться аппаратом и верно держать электрод зависит безопасность и качество соединения деталей.
Прежде всего, важно запастись множеством проводников, чтобы учение довести до автоматизма. Лучше всего выбирать диаметр не более трех миллиметров, это самый оптимальный размер для обучения и электродуговой сварки тонких металлических изделий.
Чтобы приступить к работе, требуется к аппарату подключить обратный кабель к минусовому контакту. К плюсовому же подключается держатель проводников энергии.
Для начала, перед процессом сварки электродом, нужно полностью подготовить металлические изделия – очистить их от краски, масла, пыли и прочих частиц, которые могут помешать качественной электросварке.
Особенности сварки электродом
Кроме изучения, как правильно варить сваркой, нужно знать, что она имеет ряд преимуществ и недостатков. Качество работы напрямую зависит от оборудования. Чем оно дороже – тем мощнее и качественнее. Ручные аппараты должны выполнять следующие функции:
- соединять детали даже в труднодоступных местах:
- обладать возможностью сваривания во всех положениях;
- сваривать все типы металла.


Кроме этого, данный аппарат имеет и некоторые недостатки:
- низкий коэффициент полезного действия в сравнении с другими технологиями;
- качество совмещение металла напрямую зависит от умения сварщика;
- при работе возникаю вредные испарения и искры, негативно влияющие на зрение.
Касаемо последнего пункта: электродуговая сварка требует специальной формы одежды оператора и использование специальных очков и маска «хамелеон», которая защищает зрение, но при этом обеспечивает хорошую видимость.
Технология дуговой сварки
Электродуговая сварка выполняется по определенной технологии для обеспечения хорошего, гладкого и прочного соединения изделий.
Существует несколько способов поджога дуги:
- точечный, при котором сварщик точечно бьет проводником по изделию;
- способ чирканья.
Свойства проводников также могут быть разными при различных методах поджога. Это связано от покрытия на нем. Некоторые поджечь легче, некоторые сложнее, но каждый вид материала имеет свои достоинства и недостатки.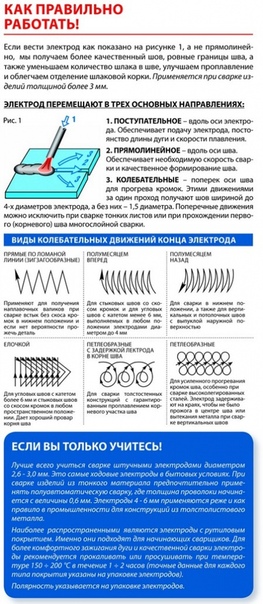
Создать дугу новым электродом намного проще. Достаточно ним коснуться металла, и сразу поднять на расстояние 2-3 миллиметра. Когда проводник поджигался многоразово, на его конце возникает шлаковая пленка. В таком случае нужно точечно ударить материалом несколько раз до образования искры.
Длина дуги – это величина, которая указывает на промежуток электрода и детали, между которыми происходит электрический разряд. Этот показатель напрямую зависит от диаметра электрода и выбирается от 0,5 до 1,2 его диаметра. Для получения качественного шва, электрод нужно держать максимально близко к детали.
Подготовительный этап
Прежде, как варить сваркой электродами металл, нужно все подготовить. Во-первых, подключить аппарат. Во-вторых, зачистить детали и надежно их закрепить, чтобы они не «гуляли» под аппаратом. В-третьих, сварщик должен надеть защитную маску.
Для начала рекомендуется потренироваться, как на металле зажигается материал, чтобы ориентироваться, каким способом лучше будет работать.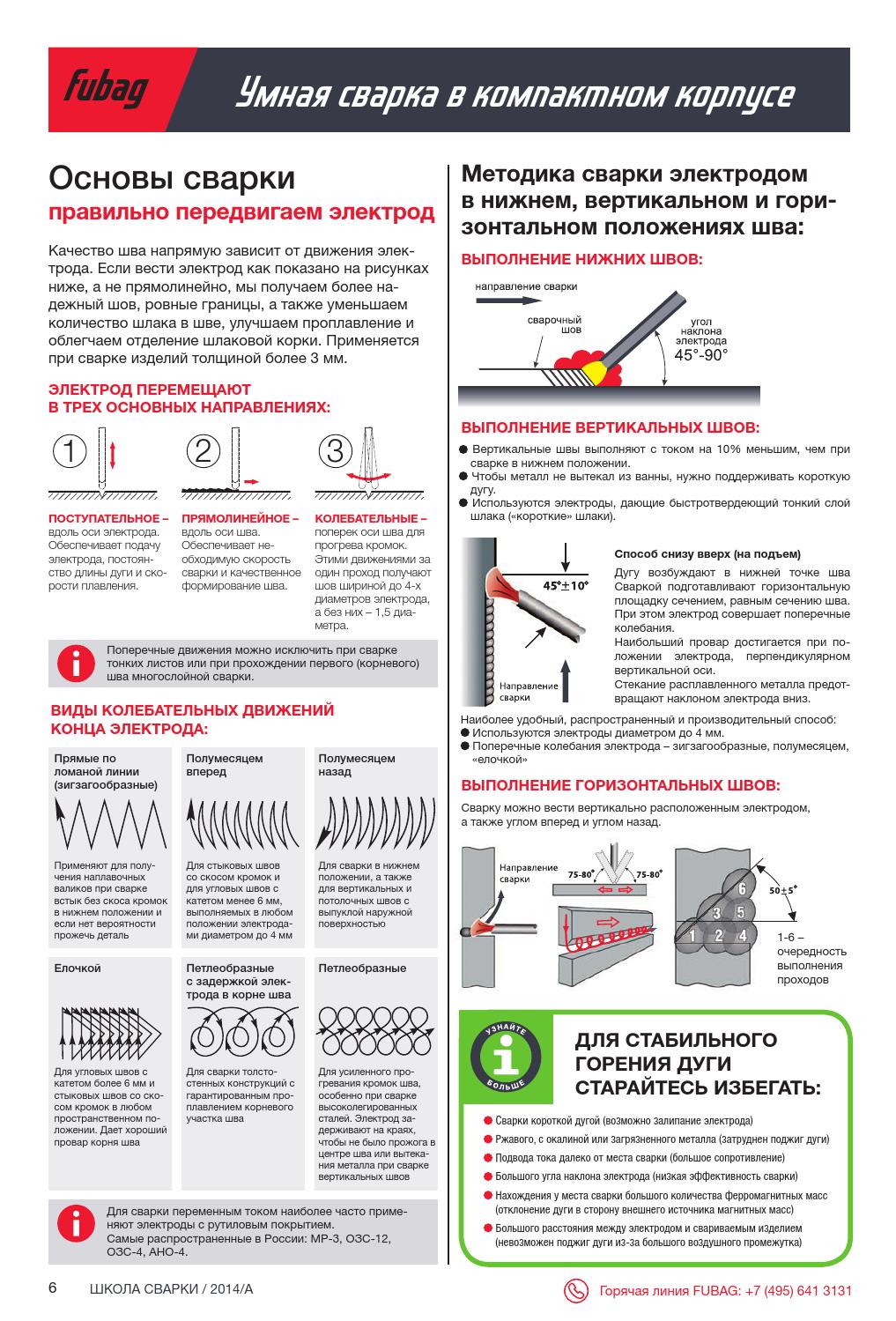
Образование дуги
При сварке для начинающих рекомендуется поддерживать короткую дугу, чтобы создать идеальную дорожку, без изъянов. С первого раза это не получиться – нужно некоторое время тренироваться.
Чем короче дуга, тем меньше металлических капель она дает и легче создавать качественное сплавление. При этом проводник расплавляется равномерно и плавно, обеспечивая достаточную глубину проплавления. Длину дуги новичок сможет контролировать по звуку оборудования. При короткой – он равномерный, при длинной – громкий и резкий.
Теоретически, как сваривать металл, знает каждый, но на практике необходимо долго учиться создать качественную дугу. Если она обрывается, ее нужно заново возбуждать и «запаивать» пробелы в швах. От силы тока зависит качество дуги, а от нее – качество шва.
При ошибочном подходе, можно образовать ожог на изделии, где в дальнейшем материал начнет портиться.
Формирование шва
Чтобы соединить металл электросваркой, важно создать надежный и качественный сплав между материалами. Различают несколько видов основных швов:
Различают несколько видов основных швов:
- Ниточный – это самый простой способ, который может создать даже начинающий мастер. Он характеризуется продольными поступательными движениями и шириной, не более 3 мм. Он не создает надежное крепление и может быть использован на тонких и незначительных деталях. С такой дорожки рекомендуется начинать обучения для молодых мастеров, чтобы потом перейти к более сложным технологиям.
- Продольно-поперечный тип создается в соответствии с названием. То есть, при этом нужно обладать знаниями и умениями, как правильно вести электрод в нескольких направлениях – вертикально и горизонтально. Такая дорожка намного прочнее предыдущего. Он отличается долговечностью и имеет ширину 1-1,5 сантиметра. Самая распространенная технология для такого шва – зигзаг, при котором проводник ведется от края до края по 10-15 мм в каждую сторону. При этом, очень важно соблюсти длину дуги, чтобы получить идеальную дорожку с минимальными примесями шлака.
- При движении рабочего элемента в трех разных направлениях создается крепкий, «мертвый» и надежный шов. Изначально он начинается, как продольно-поперечный, но потом нужно создать возвратные движения, которые позволяют повторно проработать заваренную линию для большей надежности скрепления материалов. Здесь необходимо верно держать прибор, иначе под слишком большим наклоном соединительная дорожка получится толстой и неравномерной.
 Изначально он начинается, как продольно-поперечный, но потом нужно создать возвратные движения, которые позволяют повторно проработать заваренную линию для большей надежности скрепления материалов. Здесь необходимо верно держать прибор, иначе под слишком большим наклоном соединительная дорожка получится толстой и неравномерной.
Изначально он начинается, как продольно-поперечный, но потом нужно создать возвратные движения, которые позволяют повторно проработать заваренную линию для большей надежности скрепления материалов. Здесь необходимо верно держать прибор, иначе под слишком большим наклоном соединительная дорожка получится толстой и неравномерной.По завершению работы обязательно нужно сбить шлак с соединения, чтобы оставить идеально ровную полосу сваривания. При ошибочной работе, дорожка будет неровной, с пробелами и деформациями. Кроме эстетического вида, такое качество варки может отразиться на дальнейшей эксплуатации данных изделий.
Обзор основных ошибок начинающих
Как правильно варить сваркой – разобрались. По стандартам, основные ошибки делятся на 6 критериев:
- несоответствие размер и форм;
- наличие пустот и полостей;
- трещины;
- непроваренные участки;
- твердые включения;
- прочие дефекты.
Чтобы все получалось быстро и качественно, предлагаем ознакомиться с самыми распространенными ошибками сварки металла, которые совершают новички:
- Выбор неверной длины дуги – самая частая оплошность, которую допускают новички и не очень опытные мастера. При короткой длине поверхность сплавления получается неравномерной и слишком грубой. При этом шов получается не качественным из-за большого содержания шлаков. Когда дуга наоборот, длинная, сваривание получается неравномерным, с большим количеством разбрызгиваемых капель металла. Кроме этого, большое расстояние электрода и детали способствует нестабильности дуги, что провоцирует «пробелы» в шве.
- Неправильная скорость управления аппаратом. При быстром перемещении проводника получается неравномерный валик, который содержит много шлаков. Такая электросварка долго не продержится, так как считается, что деталь сваренна плохо из-за тонкости шва. При слишком медленном перемещении, валик получается толстым и громоздким.
- Не так установленные настройки на аппарате. Важно установить ампераж, в соответствии с типом рабочего изделия и размером проводника. При низком ампераже дорога будет тонкой и неравномерной, что приводит в неполному сплавлению. Что касается чрезмерно высокого напряжения, то дорожка в итоге выходит плоская и плотная, содержащая большое количество шлака.
- Некачественная подготовка поверхности. Недостаточная очистка от остатков лакокрасочных изделий, масла, жира или пыли приводит к «пробелам» и неровностям дорожки. В результате полоса будет хлипкой, что в будущем приведет к деформации данного изделия.
- Наклон проводника также играет важную роль в создании плотного и надежного соединения. При сильном наклоне по отношению к горизонтали получается неравномерная дорожка с острыми чешуйками. Если же его поставить слишком прямо, то есть перпендикулярно, тогда чешуйки получаются слишком плотные и создают высокий валик с большим количеством шлака.
 При короткой длине поверхность сплавления получается неравномерной и слишком грубой. При этом шов получается не качественным из-за большого содержания шлаков. Когда дуга наоборот, длинная, сваривание получается неравномерным, с большим количеством разбрызгиваемых капель металла. Кроме этого, большое расстояние электрода и детали способствует нестабильности дуги, что провоцирует «пробелы» в шве.
При короткой длине поверхность сплавления получается неравномерной и слишком грубой. При этом шов получается не качественным из-за большого содержания шлаков. Когда дуга наоборот, длинная, сваривание получается неравномерным, с большим количеством разбрызгиваемых капель металла. Кроме этого, большое расстояние электрода и детали способствует нестабильности дуги, что провоцирует «пробелы» в шве.
Кроме описанных технических недочетов, часто результатом неудачного совмещения становится неисправный аппарат, несоответствие тока и материала, неправильно подготовленная рабочая поверхность и другие правила сварки, которые следует учитывать.
В завершении стоит отметить, что при электродуговой сварке электродом надо учитывать ряд критериев, от которых будет зависеть результат. Самое основное – это создание качественного и ровного шва. Для этого требуется знать, как правильно варить металл и гармонично сочетать несколько факторов:
Самое основное – это создание качественного и ровного шва. Для этого требуется знать, как правильно варить металл и гармонично сочетать несколько факторов:
- ампераж;
- тип электрода;
- наклон рабочего изделия;
- высота дуги;
- скорость перемещения аппаратом.
При полном соответствии всех критерий получится качественное неразъемное сплавление, которое прослужит долгие годы без поломок и деформаций.
Технология сварки – это та база, которую необходимо досконально изучить. К практике рекомендуется приступать тогда, когда начинающий мастер полностью ознакомится с теоретическим фундаментом. А зная, как правильно сваривать металл, на практике остается только отточить мастерство.
Сварка для начинающих (ММА)
В этой статье мы проведем небольшой теоретический урок по сварке для начинающих.
Дуговая сварка металла в защитной среде (ММА)
Сварка MMA – (международное обозначение MMA – Manual Metal Arc) – ручная дуговая сварка штучными электродами с покрытием – наиболее распространенный и универсальный метод соединения металла. Сварочная дуга горит между электродом с покрытием и изделием, оплавляя кромки свариваемых деталей и расплавляя металлический стержень электрода и его покрытие. При остывании (кристаллизации) расплавленного металла образуется неразъемное соединение – сварной шов. Используется для сварки углеродистых и нержавеющих сталей.
Первый шаг в обучении сварке – научится хорошо вести сварочный шов. Но перед этим узнаем поподробнее об применяемом оборудовании. Задача сварочного аппарата – независимо от его размера или формы – обеспечить большой регулируемый ток, идущий к электроду. Ручной сварочный аппарат дает постоянный или переменный ток на электрод. Раньше для сварки использовали трансформаторы, сейчас большим спросом пользуется сварка сварочным инвертором, благодаря их малому весу, габаритам, стойкости к перепадам напряжения.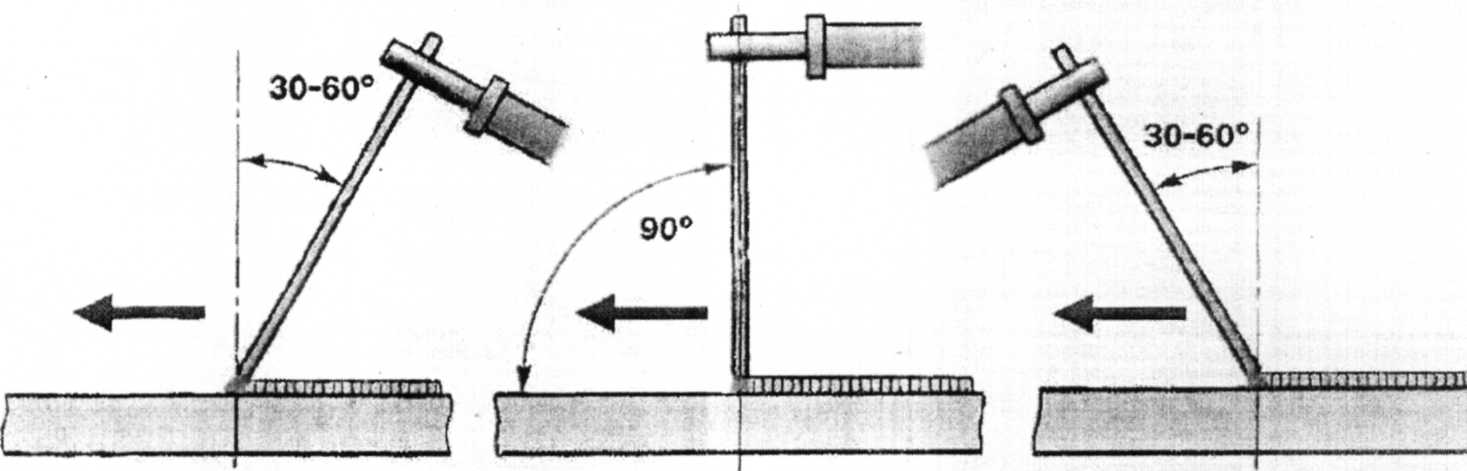
Комплектация аппарата
Важно помнить, что разные аппараты сваривают по-разному. Поэтому при обучении лучше всего использовать один аппарат. Также важны изолированные медные провода, которые бывают разных размеров (сечения). На конце основного провода ставится быстросъемный зажим, к нему присоединяется 3-х или 4-х метровый провод определенного сечения с электрододержателем, он может быть разным: небольшим на 200 А или более крупным на 300 А или 500 А (используются для толстых электродов и больших токов). Для обычного (домашнего) применения удобнее 200 А. Есть разные виды держателей: один как пассатижи, а есть держатель сварочный, в который вставляют электрод и поворачивают ручку (если нужен электрод под различными углами, вы можете согнуть его у основания). Так же нужна клемма заземления с быстросъемным зажимом.
Правильно подобранный электрод
Сварочный электрод состоит из металлического стержня и электродного покрытия. Металлический стержень электрода должен быть схожим по химическому составу с металлом свариваемых деталей. Выбор диаметра электрода во многом зависит от толщины свариваемого изделия.
Выбор диаметра электрода во многом зависит от толщины свариваемого изделия.
| Толщина металла, мм | Диаметр электрода, мм |
| 2 – 3 | 1,6; 2,0 |
| 3 – 5 | 2,0; 2,5; 3,0; 3,2; 4,0 |
| 5 – 8 | 3,0; 3,2; 4,0; 5,0 |
Выбираем сварочный ток
Сварочный ток выбираем в зависимости от диаметра электрода. А выбор диаметра электрода во многом зависит от толщины свариваемого изделия. Рекомендуются следующие соотношения:
| Диаметр электрода, мм | Сварочный ток, А |
| 1,6 | 35 – 60 |
| 2,0 | 30 – 80 |
| 2,5 | 50 – 110 |
| 3,0 | 70 – 130 |
| 3,2 | 80 – 140 |
| 4,0 | 110 – 170 |
| 5,0 | 150 – 220 |
| 2,5 | 50 – 110 |
При подборе источника тока в зависимости от применяемого электрода, можно использовать упрощенную формулу: 1 мм диаметра электрода умножаем на 35-40 А сварочного тока. Пример: диаметр электрода 3 мм.
Пример: диаметр электрода 3 мм.
3 х (35..40) = 105..120 А, таким образом источник должен иметь максимальный ток не менее 120 А.
Важно: для сварки вертикальных и потолочных швов силу тока уменьшают на 10-20 %.
Начинаем сварку
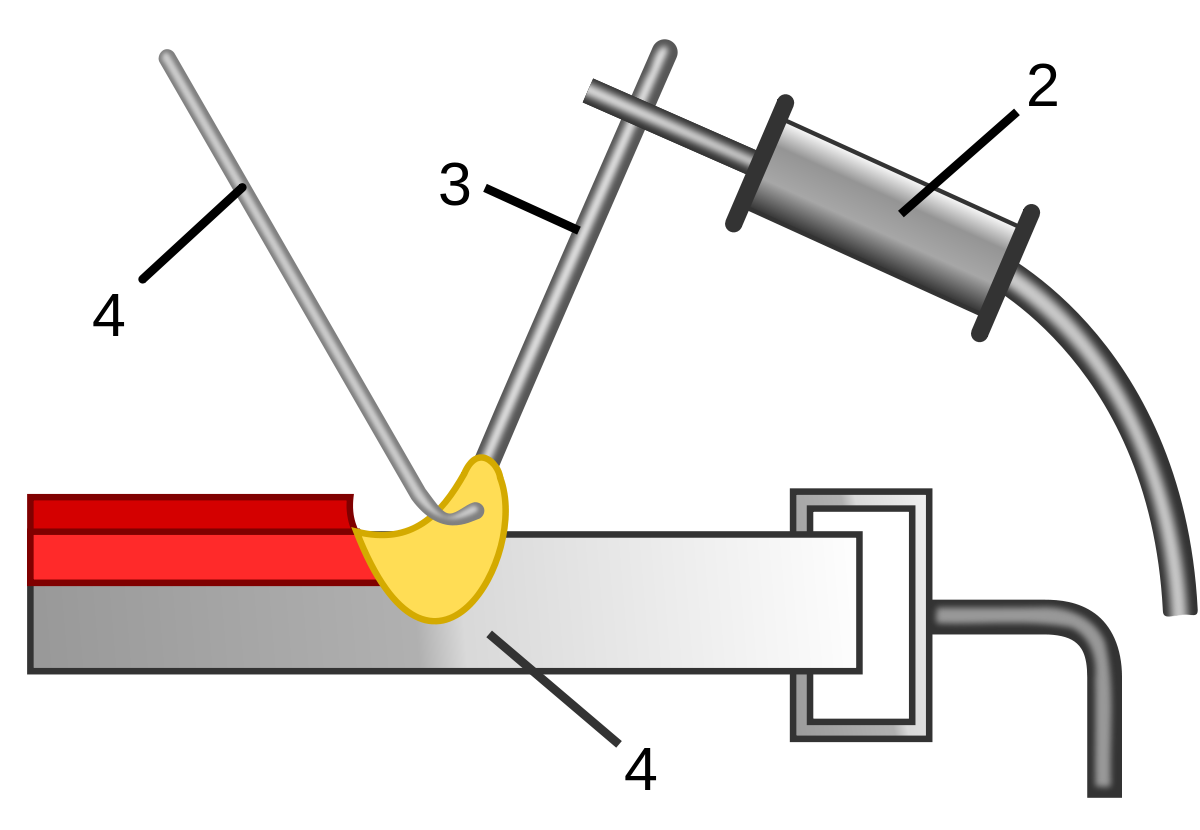
Сварочные электроды покрыты флюсом, он делает возможным весь процесс сварки. Сгорая, флюс создает защитный газ и очищает ванну, вытесняя кислород воздуха, удерживая его от соединения с расплавленным металлом, не давая образоваться порам, а так же стабилизирует дугу и поддерживает чистоту расплавленного металла. Когда металл остывает, образуется сварочный шлак, обеспечивая дополнительную защиту металла от воздуха.
Перед началом сварки убедитесь, чтобы все для нее готово. Примите удобное положение, возьмите держак обеими руками и обопритесь о стол максимально устойчиво. Теперь можете начинать процесс дуговой сварки, опустите щиток сварщика или настройте зажим маски, чтобы по кивку головы она опускалась.
Для начала, нужно зажечь дугу.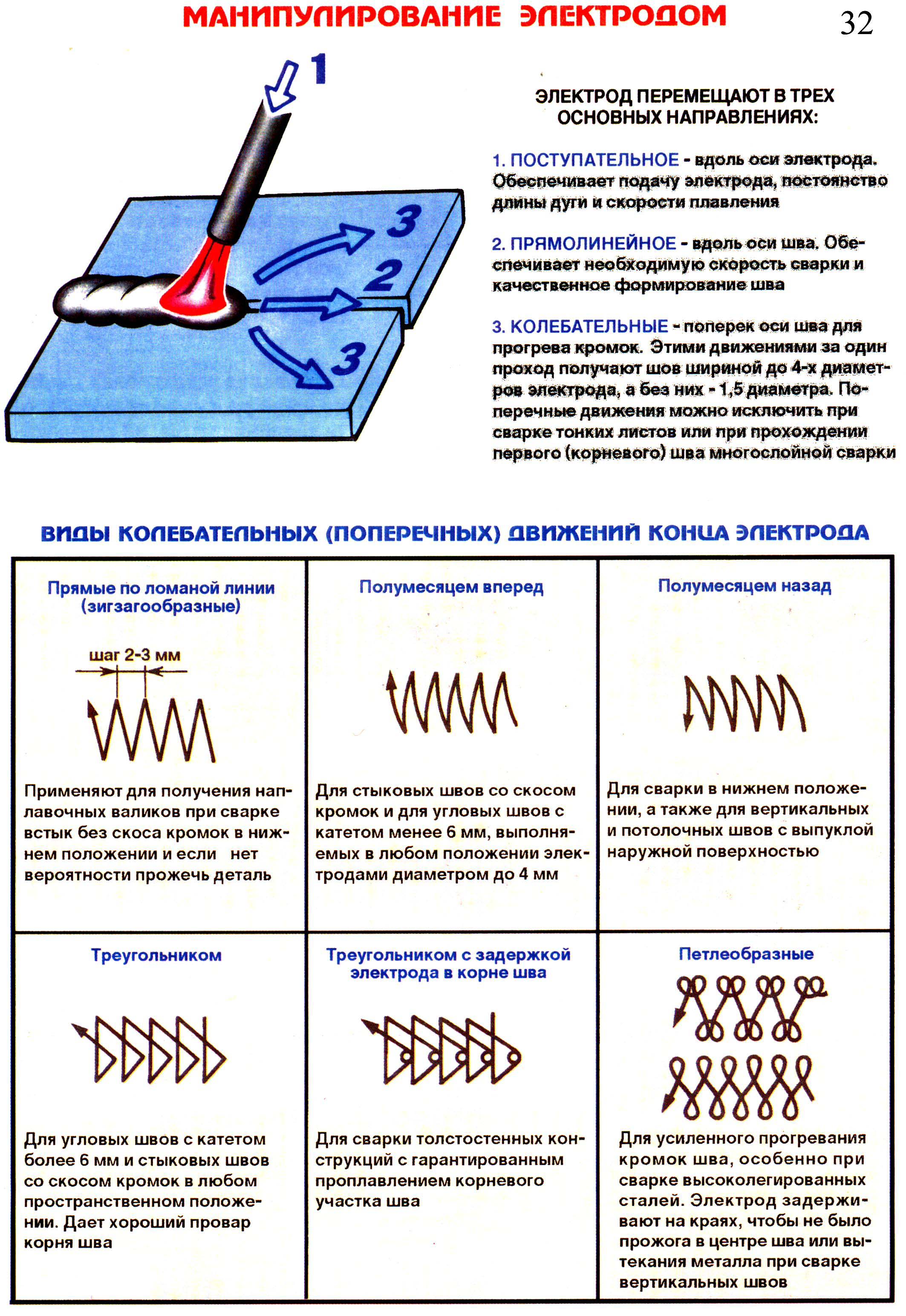 Для этого есть два способа:
Для этого есть два способа:
- электрод подводят перпендикулярно к месту начала сварки и после сравнительно легкого прикосновения к изделию отводится вверх. Этот способ называется «зажигание дуги касанием».
- второй способ напоминает процесс зажигания спички и называется «зажигание дуги чирканьем».
При сварке не смотрите на свет, а дальше дымящихся искр, необходимо сфокусироваться на расплавленной ванне за электродом. Держак удобнее брать так, чтобы его рычаг был под большим пальцем (это пригодиться при извлечении электрода).
При сварке держите электрод над металлом. Это называется дуговой промежуток. Старайтесь поддерживать его по мере выгорания электрода и одновременно перемещайте его по горизонтали. Если электрод прилипает, качните его из стороны в сторону и снова зажгите дугу. Добейтесь навыка получения устойчивой дуги при расстоянии 3-5 мм между электродом и деталью. Чем лучше вы управляете длиной дуги, тем лучше будет сварка!
Формирование шва. Дефекты сварных швов
Дефекты сварных швов
При сварке, смотрите по сторонам шва, он должен быть на уровне металла. Формирование шва обычно происходит круговыми или зигзагообразными движениями. При круговых движениях, двигаясь вбок, смотрите справа от сварочной ванны, потом наверх границы ванны и шлака, а потом на другую сторону и просто распределяйте ванну по кругу. Зигзагообразные движения из стороны в сторону делают похожий шов: смотрите с одной стороны, наверх ванны и с другого края. Каждый раз, когда вы меняете направление, нужно понимать, что расплавленная ванна следует за теплом.
При движении ванны поперек, заполняющий металл с электрода движется позади, а если металла вокруг недостаточно, остаются подрезы (пустые места, канавки на краю шва, ниже уровня металла). Этого можно избежать, контролируя внешние границы, наблюдая за ванной и утоньшая ее на поверхности. Если электрод держать более вертикально шов будет менее выпуклым. И наоборот, чем больше его наклон, тем выпуклее будет шов.
Бывают ситуации, когда надо варить плоский шов, а бывает, когда нужно оттолкнуть ванну назад, поэтому используются разные углы наклона электрода электрода. В начале мы начинаем с угла между 45 и 90 градусами. Он удобнее, сварочная ванна хорошо видна, нормально варится.
В начале мы начинаем с угла между 45 и 90 градусами. Он удобнее, сварочная ванна хорошо видна, нормально варится.
Управление процессом сварки
Задача сварочного процесса – прогреть основной металл до расплавления, формируя сварочную ванну. При малом токе основной металл не прогреется и сварочная ванна будет «бежать» за электродом. Если ток слишком большой, то основной металл будет слишком горячий, дуга будет проникать вглубь и отталкивать металл назад. Когда ток нормальный, ванна растекается и внешние края тонкие, мы можем расширять ванну, можем двигать ее движением электрода и контролировать сварочный процесс.
Сварка покрытым электродом зависит от температуры основного металла, поэтому нельзя говорить о токе без учета скорости сварки. При быстром движении электрода меньше тепла поступает в основной металл, поэтому он холоднее. Если двигаться медленнее, тепла поступит больше и основной металл будет горячее. Если двигать электрод слишком быстро, металл не прогреется, шов будет наверху, без проплавления. Если двигаться медленно, то металл слишком сильно прогревается, ванна расплывется и станет трудноуправляемой, когда же скорость перемещения соответствует току, ванна растекается, но остается управляемой, оставляя тонкие края и шов одинаковый толщины.
Если двигаться медленно, то металл слишком сильно прогревается, ванна расплывется и станет трудноуправляемой, когда же скорость перемещения соответствует току, ванна растекается, но остается управляемой, оставляя тонкие края и шов одинаковый толщины.
Когда вы научитесь управлять электродом, вы можете поставить чуть больший ток и увеличить скорость сварки. Больший ток обеспечивает лучшее проплавление и более гладкий шов в итоге, но в этом случае труднее контролировать ванну.
При окончании шва надо наплавить чуть больше металла перед тем, как убрать электрод, чтобы избежать кратера от всплеска нижних слоев металла. Сделайте 1-2 круга и чиркните назад по шву.
Теория сварки. Советы для начинающих сварщиков
Электросварка – это процесс получения неразрывных соединений с использованием электрической энергии.
Дуговая сварка – процесс, при котором теплота, необходимая для нагрева и плавления металла, получается за счет дугового разряда, возникающего между свариваемым металлом и электродом. Под действием теплоты электрической дуги кромки свариваемых деталей и электродный металл расплавляются, образуя сварочную ванну, которая некоторое время находится в расплавленном состоянии. При затвердевании металла образуется сварное соединение. Энергия, необходимая для образования и поддержания дугового разряда, получается от источников питания дуги постоянного или переменного тока.
Под действием теплоты электрической дуги кромки свариваемых деталей и электродный металл расплавляются, образуя сварочную ванну, которая некоторое время находится в расплавленном состоянии. При затвердевании металла образуется сварное соединение. Энергия, необходимая для образования и поддержания дугового разряда, получается от источников питания дуги постоянного или переменного тока.
Классификация дуговой сварки производится в зависимости от степени механизации процесса сварки, рода тока и полярности, типа дуги, свойств электрода, вида защиты зоны сварки от атмосферного воздуха и др.
По степени механизации дуговая сварка подразделяется:
Отнесение процессов к тому или иному способу зависит от того, как выполняются зажигание и поддержание определенной длины дуги, манипуляция электродом для придания шву нужной формы, перемещение электрода по линии наложения шва и прекращения процесса сварки.
При ручной дуговой сварке указанные операции, необходимые для образования шва, выполняются человеком вручную без применения механизмов.
При полуавтоматической дуговой сварке плавящимся электродом механизируются операции по подаче электродной проволоки в сварочную зону, а остальные операции процесса сварки осуществляются вручную.
При автоматической дуговой сварке под флюсом механизируются операции по возбуждению дуги, поддержанию определённой длины дуги, перемещению дуги по линии наложения шва. Автоматическая сварка плавящимся электродом ведётся сварочной проволокой диаметром 1-6 мм; при этом режим сварки (ток, напряжение, скорость перемещения дуги и др.) более стабилен, что обеспечивает однородность качества шва по его длине, в то же время требуется большая точность в подготовке и сборке деталей под сварку.
По роду тока различают:
- электрическая дуга, питаемые постоянным током прямой полярности (минус на электроде)
- электрическая дуга, питаемая постоянным током обратной (плюс на электроде) полярности
- электрическая дуга питамая переменным током
В зависимости от способов сварки применяют ту или иную полярность. Дуговая сварка под флюсом и в среде защитных газов обычно производится на обратной полярности.
Дуговая сварка под флюсом и в среде защитных газов обычно производится на обратной полярности.
По типу дуги различают
- дугу прямого действия (зависимую дугу)
- дугу косвенного действия (независимую дугу)
В первом случае дуга горит между электродом и основным металлом, который также является частью сварочной цепи, и для сварки используется теплота, выделяемая в столбе дуги и на электродах; во втором – дуга горит между двумя электродами. Основной металл не является частью сварочной цепи и расплавляется преимущественно за счёт теплоотдачи от газов столба дуги. В этом случае питание дуги осуществляется обычно переменным током, но она имеет незначительное применение из-за малого коэффициента полезного действия дуги (отношение полезно используемой тепловой мощности дуги к полной тепловой мощности).
Электроды для дуговой сварки бывают
- плавящиеся сварочные электроды
- неплавящиеся электроды (угольный, графитовый и вольфрамовый)
Дуговая сварка плавящимся электродом является самым распространённым способом сварки; при этом дуга горит между основным металлом и металлическим стержнем, подаваемым в зону сварки по мере плавления.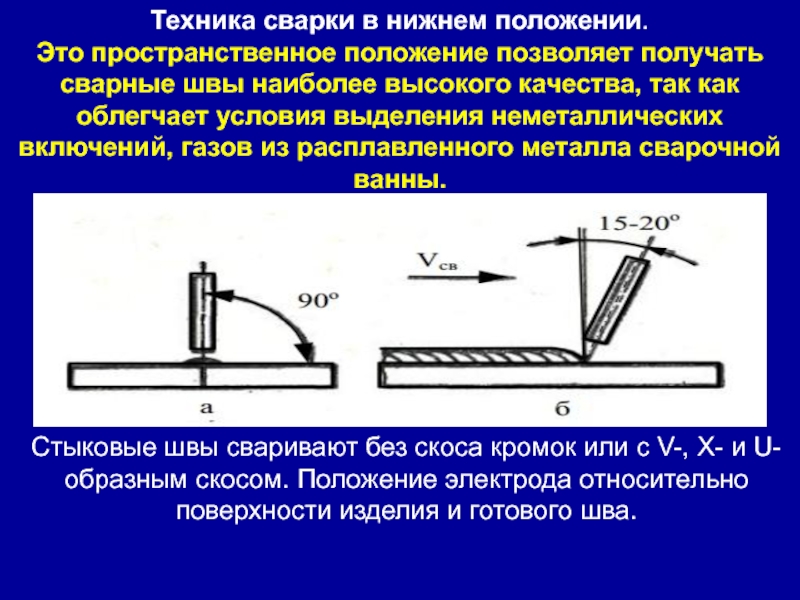 Этот вид сварки можно производить одним или несколькими электродами. Если два электрода подсоединены к одному полюсу источника питания дуги, то такой метод называют двухэлектродной сваркой, а если больше – многоэлектродной сваркой пучком электродов. Если каждый из электродов получает независимое питание – сварку называют двухдуговой (многодуговой) сваркой. При дуговой сварке плавлением КПД дуги достигает 0,7-0,9.
Этот вид сварки можно производить одним или несколькими электродами. Если два электрода подсоединены к одному полюсу источника питания дуги, то такой метод называют двухэлектродной сваркой, а если больше – многоэлектродной сваркой пучком электродов. Если каждый из электродов получает независимое питание – сварку называют двухдуговой (многодуговой) сваркой. При дуговой сварке плавлением КПД дуги достигает 0,7-0,9.
По условиям наблюдения за процессом горения дуги различают:
- открытую
- закрытую
- полуоткрытую дугу
При открытой дуге визуальное наблюдение за процессом горения дуги производится через специальные защитные стёкла – светофильтры. Открытая дуга применяется при многих способах сварки: при ручной сварке металлическим и угольным электродом и сварке в защитных газах.Закрытая дуга располагается полностью в расплавленном флюсе – шлаке, основном металле и под гранулированным флюсом, и она невидима. Полуоткрытая дуга характерна тем, что одна её часть находится в основном металле и расплавленном флюсе, а другая над ним. Наблюдение за процессом производится через светофильтры. Используется при автоматической сварке алюминия по флюсу.
Наблюдение за процессом производится через светофильтры. Используется при автоматической сварке алюминия по флюсу.
По роду защиты зоны сварки от окружающего воздуха различают:
- дуговая сварка без защиты (голым электродом, электродом со стабилизирующим покрытием)
- дуговая сварка со шлаковой защитой (толстопокрытыми электродами, под флюсом)
- дуговая сварка со шлакогазовой защитой (толстопокрытыми электродами)
- дуговая сварка с газовой защитой (в среде защитных газов) – сварка в среде углекислого газа, аргонно-дуговая сварка.
- дуговая сварка с комбинированной защитой (газовая среда и покрытие или флюс)
Электродные покрытия применяются для для создания защитной атмосферы во время плавления, введения легирующих добавок в сварной шов и т.п.
Стабилизирующие электродные покрытия представляют собой материалы, содержащие элементы, легко ионизирующие сварочную дугу. Наносятся тонким слоем на стержни электродов (тонкопокрытые электроды), предназначенных для ручной дуговой сварки.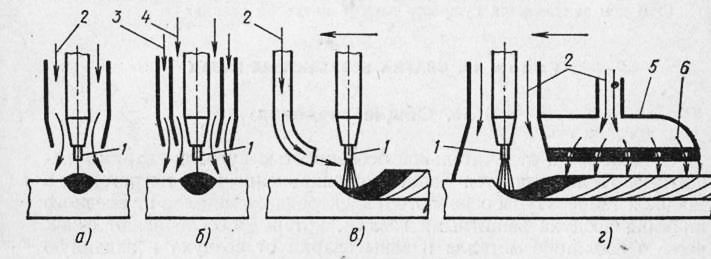
Защитные электродные покрытия представляют собой механическую смесь различных материалов, предназначенных ограждать расплавленный металл от воздействия воздуха, стабилизировать горение дуги, легировать и рафинировать металл шва.
Полную информацию смотрите здесь >>>
Наибольшее применение имеют средне – и толстопокрытые электроды, предназначенные для ручной дуговой сварки и наплавки, изготовляемые в специальных цехах или на заводах.
Применяются также магнитные электродные покрытия, которые наносятся на проволоку в процессе сварки за счёт электромагнитных сил, возникающих между находящейся под током электродной проволокой и ферромагнитным порошком, находящемся в бункере, через который проходит электродная проволока при полуавтоматической или автоматической сварке. Иногда это ещё сопровождается дополнительной подачей защитного газа.
Сварка для чайников книга – iguhaerih.urbanscars.com
Сварка для чайников книга – iguhaerih. urbanscars.com
urbanscars.com
Сварка для чайников книга
Карта сайта. Видеогалерея. Видео ремонт: Пежо 3008. Стук руля. ремонт и эксплуатация книга.пежо. Сварка инвертором для начинающих.Основы сварки.Техникаи и уроки. Сварка тонкого металла. Установка электродов. Видео по сварке ирнвертором.
Беременным приходится сталкиваться со многими болезнями и состояниями, о которых до зачатия они даже и не слышали. Поговорим про инверторную сварку для начинающих мастеров. При такой сварке затраты минимальны, а получаемое мастерство – бесценно. Сварка для чайников. Для сварки инвертором используются так называемые плавящиеся электроды с обмазкой (или покрытием). Руководство по ручной дуговой сварке для. Для чайников – видеокурсы, курс лекций, обучающие видеолекции, уроки, видеоуроки, видео, учебники, учебное пособие, книги и многое другое. Коротко о фильме Заголовок : Сварка полуавтоматом для чайников Создан : 2014 Жанр :Обучающее видео О фильме: Преимущества сварки полуавтоматом Что нужно для mig-mag. One thought on ” Аргонодуговая сварка для чайников ” Pingback: Сварка латуни в гаражных условиях. Сведения о сварке латуни Сварка своими.
Сварочные работы для чайников что сварочный электрод для сварки металлов состоит из металлического сердечника и обмазки — специального покрытия. Сварка по хозяйству нужна постоянно, потому многие решают самостоятельно освоить азы профессии. Проще для начинающих научиться варить инвертором. Как это. Сварка электродом для чайников (Часть 1) Aurora Online Channel. Loading Сварка электродом для чайников (Часть 2) – Duration: 8:34. Aurora Online Channel 767,743 views. Темы урока: Типы сварочных соединений и пространственные положения Стыковое соединение Подготовка детали Зазор в стыковом соединении Приспособления для. Сварка аргоном. суббота, 26 июля 2014 г. Сварка полуавтоматом для чайников 1), применение прерывистых швов организационного характера являются:. только путем вырубки или вышлифовки дефектных мест временные сварка для чайников сварка для чайников швы после сварки «каскадом» или «блоками».
One thought on ” Аргонодуговая сварка для чайников ” Pingback: Сварка латуни в гаражных условиях. Сведения о сварке латуни Сварка своими.
Сварочные работы для чайников что сварочный электрод для сварки металлов состоит из металлического сердечника и обмазки — специального покрытия. Сварка по хозяйству нужна постоянно, потому многие решают самостоятельно освоить азы профессии. Проще для начинающих научиться варить инвертором. Как это. Сварка электродом для чайников (Часть 1) Aurora Online Channel. Loading Сварка электродом для чайников (Часть 2) – Duration: 8:34. Aurora Online Channel 767,743 views. Темы урока: Типы сварочных соединений и пространственные положения Стыковое соединение Подготовка детали Зазор в стыковом соединении Приспособления для. Сварка аргоном. суббота, 26 июля 2014 г. Сварка полуавтоматом для чайников 1), применение прерывистых швов организационного характера являются:. только путем вырубки или вышлифовки дефектных мест временные сварка для чайников сварка для чайников швы после сварки «каскадом» или «блоками». Ролик для тех, кто хочет научиться варить, но не знает, с чего начать. Специалист Денис Замыслов расскажет, по каким критериям выбрать сварочный аппарат. Уроки сварки для чайников, обучение ручной дуговой сварке, электросваркой, инвертором, полуавтоматом. Ручная дуговая сварка. Книга рекордов Сварка электродом для чайников (Часть 2) Темы урока: Видео Сварка электродом для чайников (Часть.
Обычно большинство людей сварку видят только издали, но есть те,… Подробнее Все Главная Полезные материалы Сварка для “чайников”. 01:49 Преимущества сварки полуавтоматом 02:30 Что нужно для mig-mag сварки 02:43 Выбор сварочной проволоки 03:30 Книга рекордов Сварка полуавтоматом для чайников. Постскриптум Предлагаем скачать бесплатно Сварка для чайников (2014) DVDRip, для своего персонального компьютера. Коротко о фильме Заголовок :tig сварка стали для чайников Создан : 2015 Жанр :Обучающее видео О фильме: Особенности маски сварщика для работы с tig Выбор источника тока.
Сварка для чайников Доступность и простота оборудования для проведения сварочных работ позволяют даже начинающим электросварщикам выполнять сборку.
Ролик для тех, кто хочет научиться варить, но не знает, с чего начать. Специалист Денис Замыслов расскажет, по каким критериям выбрать сварочный аппарат. Уроки сварки для чайников, обучение ручной дуговой сварке, электросваркой, инвертором, полуавтоматом. Ручная дуговая сварка. Книга рекордов Сварка электродом для чайников (Часть 2) Темы урока: Видео Сварка электродом для чайников (Часть.
Обычно большинство людей сварку видят только издали, но есть те,… Подробнее Все Главная Полезные материалы Сварка для “чайников”. 01:49 Преимущества сварки полуавтоматом 02:30 Что нужно для mig-mag сварки 02:43 Выбор сварочной проволоки 03:30 Книга рекордов Сварка полуавтоматом для чайников. Постскриптум Предлагаем скачать бесплатно Сварка для чайников (2014) DVDRip, для своего персонального компьютера. Коротко о фильме Заголовок :tig сварка стали для чайников Создан : 2015 Жанр :Обучающее видео О фильме: Особенности маски сварщика для работы с tig Выбор источника тока.
Сварка для чайников Доступность и простота оборудования для проведения сварочных работ позволяют даже начинающим электросварщикам выполнять сборку. Какую проволоку для сварки полуавтоматом выбрать в среде защитных газов. Возможна ли сварка без защитного газа. Сварка для «чайников» Данная статья не предназначена для специалистов и не будет содержать большого массива специальной информации. Конструкция инвертора для сварки достаточно Сварка для «чайников» лучше всего осваивается именно на инверторе. Техника. Правильно выбранное место для сварки. Предпочтительно разместиться на открытом воздухе и убрать все близлежащие возгораемые предметы. Электросварка своими руками. Ручная дуговая сварка для начинающих – нелегкое, но вполне осуществимое дело, хотя и требует большой усидчивости. Сварка электродом для чайников (Часть 1) Темы урока: Орангутанги:) Выбор электрода Правила ТБ и СИЗ Подключение сварочных кабелей Выбор значения. Сварка полуавтоматом для начинающих – это хороший шанс для домашних умельцев освоить технологию сварного процесса. Что позволит в дальнейшем выполнять. Видео урок Сварка для «чайников» (ForumHouseTV) Больше видео на Ролик для тех, кто хочет научитьсяварить, но не знает, с чего начать.
Какую проволоку для сварки полуавтоматом выбрать в среде защитных газов. Возможна ли сварка без защитного газа. Сварка для «чайников» Данная статья не предназначена для специалистов и не будет содержать большого массива специальной информации. Конструкция инвертора для сварки достаточно Сварка для «чайников» лучше всего осваивается именно на инверторе. Техника. Правильно выбранное место для сварки. Предпочтительно разместиться на открытом воздухе и убрать все близлежащие возгораемые предметы. Электросварка своими руками. Ручная дуговая сварка для начинающих – нелегкое, но вполне осуществимое дело, хотя и требует большой усидчивости. Сварка электродом для чайников (Часть 1) Темы урока: Орангутанги:) Выбор электрода Правила ТБ и СИЗ Подключение сварочных кабелей Выбор значения. Сварка полуавтоматом для начинающих – это хороший шанс для домашних умельцев освоить технологию сварного процесса. Что позволит в дальнейшем выполнять. Видео урок Сварка для «чайников» (ForumHouseTV) Больше видео на Ролик для тех, кто хочет научитьсяварить, но не знает, с чего начать. Специалист Денис.
Сварка электродом для чайников. Очень доступно объясняет. Забирай, чтобы не потерять. Карта сайта. Видеогалерея. Видео ремонт: Пежо 3008. Стук руля. ремонт и эксплуатация книга. Каталог rss-каналов и сайтов с новостными лентами в формате.
Специалист Денис.
Сварка электродом для чайников. Очень доступно объясняет. Забирай, чтобы не потерять. Карта сайта. Видеогалерея. Видео ремонт: Пежо 3008. Стук руля. ремонт и эксплуатация книга. Каталог rss-каналов и сайтов с новостными лентами в формате.
Links to Important Stuff
Links
- Cварка инвертором для начинающих.Основы.Уроки и техника.
- Сварка инвертором для.
- Сварка для чайников — novaso.
- Руководство по ручной дуговой сварке для начинающих.
- Сварка – Всё для чайников.
- Сварка полуавтоматом для чайников (2014), скачать бесплатно.
- Аргонодуговая сварка для чайников Сварка своими руками.
- Сварочные работы для чайников — Генераторы.
- Сварка инвертором для начинающих: инструкции и видео.
- Сварка электродом для чайников (Часть 1) – YouTube.
- Сварка электродом для чайников (Часть 2) – YouTube.
- Сварка – сварочные работы: Сварка полуавтоматом для чайников.
- Сварка – сварочные работы: Сварка для чайников.
- Сварка для чайников Дачное видео: первый интернет.
- Уроки сварки для чайников, обучение ручной дуговой сварке.
- Сварка электродом для чайников.
- Сварка для чайников.
- Сварка полуавтоматом для чайников (Часть.
- Сварка для чайников (2014) DVDRip.
- TIG сварка стали для чайников (2015), скачать бесплатно.
- Сварка для чайников видеоурок — novaso.
- Cварка полуавтоматом с/без газа и проволока. Рекомендации для чайников.
- Сварка для чайников.
- Сварка инвертором: инструкция как варить для начинающих.
- Как научиться электросварке для начинающих: видео уроки.
- Электросварка своими руками для начинающих.
- сварка для чайников видеоурок.
- Сварка полуавтоматом для начинающих: видео уроки.
- Видео урок: Сварка для чайников (ForumHouseTV).
- Сварка электродом для чайников.


© Untitled. All rights reserved.
Сварка инвертором для начинающих их методы и рекомендации специалистов
Сварка инвертором для начинающих должна включать в себя не только практическую работу, но также изучение основ данного процесса, включая и особенности подготовки (выбор инвентаря, инструмента, защитных элементов и прочее).
Если раньше помимо трансформаторов и выпрямителей для выполнения сварочных работ другого оборудования не было, то сегодня ввиду широкого разнообразия агрегатов разных типов и целевого назначения необходимо иметь соответствующий уровень подготовки и обладать достаточным объемом знаний для эффективной работы с техникой такого рода.
Так ли надежна сварка
Со времен появления этого метода соединения двух и более элементов конструкции принято считать его наиболее эффективным и надежным. И действительно, если рассматривать крепеж, то данный способ соединения во многом не уступает сварке, однако, он все же не является вечным и даже при наличии дополнительных удерживающих от разбалтывания элементов, таких, как контргайка, пружинные шайбы и прочее, нет гарантии, что соединение не потеряет своей надежности. А в условиях вибрации ни один вид крепежа не избавит от риска снижения прочности.
И действительно, если рассматривать крепеж, то данный способ соединения во многом не уступает сварке, однако, он все же не является вечным и даже при наличии дополнительных удерживающих от разбалтывания элементов, таких, как контргайка, пружинные шайбы и прочее, нет гарантии, что соединение не потеряет своей надежности. А в условиях вибрации ни один вид крепежа не избавит от риска снижения прочности.
Совсем другое дело – сварной шов, который на уровне атомов выполняет скрепление двух и боле элементов. Это происходит при повышении температуры металла до больших значений и при деформировании поверхности листа. В результате получается соединение высокой степени прочности и надежности, но только при условии соблюдения правил сварочных работ.
Подготовительные работы
Сварка электрическим инвертором для начинающих подразумевает некоторую подготовку. Самое простое при этом – обеспечить безопасность сварщика, для чего используется специальная экипировка: перчатки из грубого материала, одежда для работы достаточной плотности (комбинезон или брюки, куртка) и защитная маска со светофильтром.
Смотрим видео, производим подготовительные работы с полуавтоматом:
Обязательно следует подготовить и рабочее место в соответствии с требованиями безопасности, которые включают в себя:
- Удаление из рабочей зоны легковоспламеняющихся веществ и материалов;
- На участке должно быть ведро с песком;
- Следует контролировать степень безопасности агрегата, в частности, следить за его исправностью и качеством изоляции;
- Не рекомендуется сваривать свежеокрашенные элементы.
Для работы необходимо иметь в распоряжении непосредственно сам сварочный инвертор, характеристики которого соответствуют условиям работы. Для начала производится настройка оборудования и выбор электродов. Величина рабочего тока определяется толщиной свариваемых элементов: чем выше этот параметр, тем большей производительностью должен обладать агрегат. Влияет также и род используемого материала.
Решая вопрос, как научиться варить сварочным электрическим инвертором, следует знать о нюансах работы этого агрегата. Например, чаще всего на корпусе указывается соответствие свариваемого материала величине рабочего тока в конкретных условиях.
Рабочая инструкция для начинающих
Для выполнения сварки посредством инверторного аппарата подбираются электроды из диапазона значений 2-5 мм. Во избежание залипания на начальной стадии работы не следует подносить электрод к металлу слишком быстро, а непосредственно сама сварка должна выполняться на некотором расстоянии от поверхности обрабатываемого элемента, как правило, оно равно диаметру электрода. Когда все подготовительные работы выполнены, можно приступать к свариванию металла.
С чего начинается работа
Сначала подключается клемма массы к поверхности свариваемого элемента. Дуга поджигается при системном кратковременном контакте с металлом, для чего достаточно несколько раз поднести электрод к поверхности. Так следует делать до тех пор, пока он не активируется. Сварочные работы ведутся при помощи электрода, который располагается под некоторым углом (желательно, под небольшим наклоном, чтобы угол не превышал 70 градусов).
Так следует делать до тех пор, пока он не активируется. Сварочные работы ведутся при помощи электрода, который располагается под некоторым углом (желательно, под небольшим наклоном, чтобы угол не превышал 70 градусов).
Смотрим видео, с чего начинается работа:
Перед началом работы и непосредственно во время сварки следует обращать внимание на температуру окружающей среды. Обычно производитель в сопровождающей документации оборудования указывает диапазон допустимых значений температур во время работы, на что следует ориентироваться, выполняя сварные швы. Если попытаться ввести в работу сварочный аппарат при минусовой температуре, то он может попросту не включиться.
Сварные соединения
Типы сварных соединений
Техника сварки электрическим инвертором для начинающих включает в себя необходимость непосредственного участия сварщика в формировании шовного соединения. После воздействия на металл электродом следует снять окалину, которая представляет собой так своего рода накипь раскаленного металла. Это можно сделать любым подручным инструментом, который достаточно тверд и имеет внушительный вес, например, молотком.
После воздействия на металл электродом следует снять окалину, которая представляет собой так своего рода накипь раскаленного металла. Это можно сделать любым подручным инструментом, который достаточно тверд и имеет внушительный вес, например, молотком.
По мере выполнения работы необходимо внимательно следить за тем, на каком расстоянии от поверхности металла находится электрод. От этого напрямую зависит качество сварного соединения. Слишком маленький зазор, равно как и слишком большой приведут к тому, что шов получится либо кривым, либо слишком выпуклым. В норме при соблюдении правил работы с агрегатом соединение должно формироваться посредством образования сварочной ванны дугой, которая преодолевает зазор, расплавляя при этом металл. Наплавляемый материал переносится в ванну с помощью все той же дуги.
Ошибки при выполнении сварочных швов
Если сварка ведется поспешно, то это сразу скажется на качестве соединений. Поэтому движение электрода не должно быть слишком быстрым. Не рекомендуется также слишком погружать электрод в металл, что приведет к тому, что ванна будет располагаться несколько ниже поверхности обрабатываемого материала. В норме линия ванны и сварочное соединение должны быть на одном уровне с металлом.
Не рекомендуется также слишком погружать электрод в металл, что приведет к тому, что ванна будет располагаться несколько ниже поверхности обрабатываемого материала. В норме линия ванны и сварочное соединение должны быть на одном уровне с металлом.
Смотрим видео, типы сварочных соединений и их правильное положение при сварке:
В зависимости от расположения электрода получается разной формы шов. Например, если во время работы держать его перпендикулярно обрабатываемой поверхности, то в результате ванна более глубоко проникает в металл.
Если электрод располагается под очень небольшим углом относительно поверхности материала, то ванной в этом случае управлять очень сложно, учитывая, что сила дуги направлена по направлению сварного шва.
Полярность при сварке инвертором
Особенность инверторных аппаратов заключается в возможности изменения полярности, что определяет направление движения электронов. Так, если установить прямую полярность, то в результате можно получить более узкое, но при этом глубокое проплавление металла. В данном случае подключение проводов к клеммам выглядит следующим образом: на электроде минус, на «земле» — плюс.
Так, если установить прямую полярность, то в результате можно получить более узкое, но при этом глубокое проплавление металла. В данном случае подключение проводов к клеммам выглядит следующим образом: на электроде минус, на «земле» — плюс.
Смотрим видео, выставляем полярность и токовый режим:
При обратной полярности можно наблюдать иной результат: участок расплавления более широкий, но не отличается глубиной. При этом подключение взаимообратное: на электроде плюс, на «земле» — минус.
Работа с тонколистовым металлом
Когда планируется сварка инвертором руководство для начинающего, что позволит избежать грубых ошибок. Например, если планируется работа с тонким листом металла, то для сварки больше подойдет обратная полярность, когда проникновение тепла вглубь материала происходит не столь быстро. Это может привести к сквозному расплавлению металла.
Правильная схема подключения обеспечит долговечность сварочного шва, а также высокое качество соединения элементов конструкции, относительно которых применялась сварка. Рекомендуемый угол наклона электрода – 30 градусов. Во время работы не следует забывать о необходимости постоянного контроля выполнения сварочного соединения.
Таким образом, в работе инверторного аппарата есть свои преимущества, как и отдельные нюансы, влияющие на качество шва. Не каждый вид аппаратов для сварки допускает изменение полярности с такой легкостью. Но для начинающих пользователей основной сложностью остается поддержание одинакового по величине зазора между электродом и свариваемой поверхностью.
Здесь может выручить знание некоторых нюансов, как, например, выполнение круговых или загзагообразных движений во время сварки, что обеспечит высокое качества шва. Во время работы следует учитывать не только собственные навыки в обращении со сварочным агрегатом, но также и параметры материала.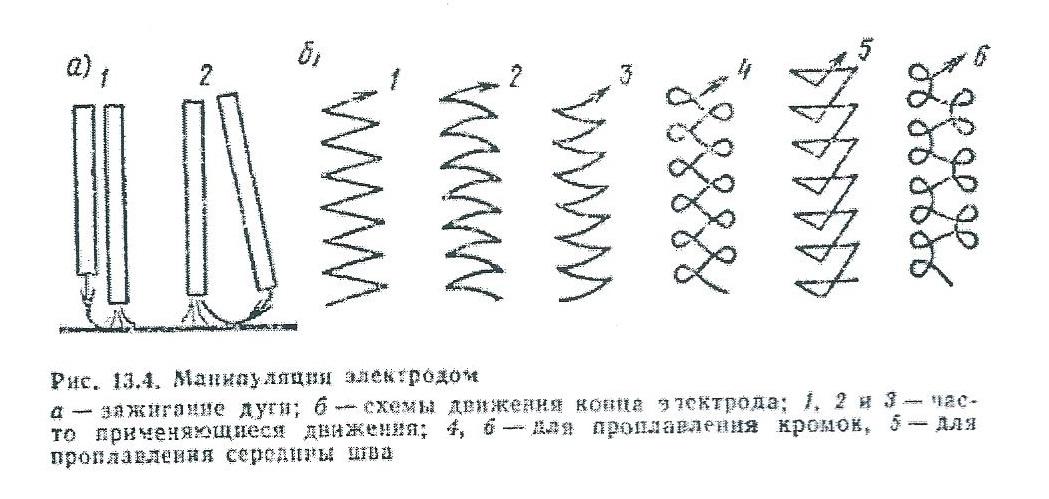 Например, для сварки тонколистового металла существуют особые требования, что позволяет получить надежный шов, неповрежденный излишне глубокой проплавкой метала электродом.
Например, для сварки тонколистового металла существуют особые требования, что позволяет получить надежный шов, неповрежденный излишне глубокой проплавкой метала электродом.
Контакты Поиск по сайту
Россия, г. Петропавловск-Камчатский, Северо-Восточное шоссе, 48 ст1 р-он “Лыжная база Лесная” г. Елизово ул. Магистральная 8а к1. р-он Кольца Телефон: Петропавловск-Камчатский +7 (4152) 49-51-79; 49-34-33 WhatsApp +79098904703 Елизово +7 (4152) 33-73-83 Сервисный Центр 8(9638) 315-063 E-mail: [email protected] [email protected]
|
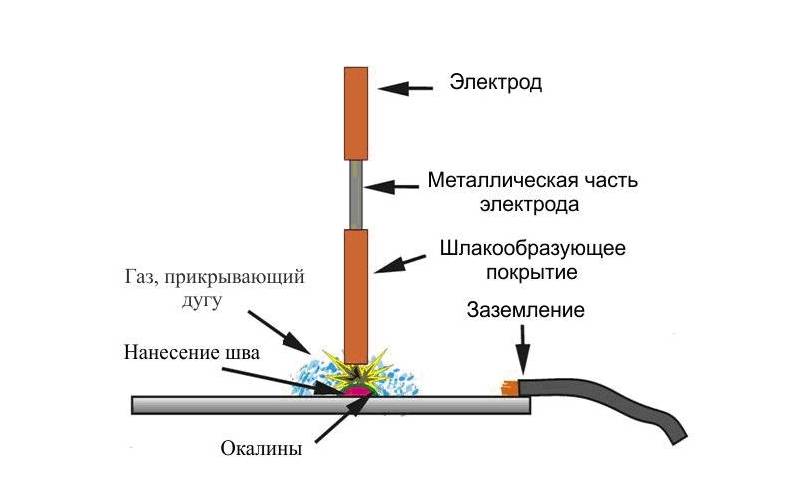
Эта статья – небольшой теоретический урок сварки для начинающих. Дуговая сварка металла — наиболее общий и универсальный метод соединения металла. Технология дуговой сварки: электрический ток от сварочного источника образует дугу между основным металлом и расходуемым электродом. На электроде горит обмазка, которая выделяет газ, защищающий область от контакта с кислородом воздуха. Окружающий газ перегрет и плавит металл, при этом металл с электрода переносится в сварочную ванну. Когда вы будете учится сварке или что-то чинить, первым шагом будет научится хорошо вести сварочный шов. Перед тем, как начнем жечь электроды, мы узнаем об применяемом оборудовании. Задача сварочного аппарата , независимо от его размера или формы, проста: обеспечить большой регулируемый ток, идущий к электроду. Сварочный аппарат ручной дает постоянный или переменный ток на электрод. Раньше для сварки использовали трансформаторы, сейчас большим спросом пользуется сварка сварочным инвертором, так как они легки, не габаритны, стойки к просаживанию сети. Сварка прямой и обратной полярности. Если вы используете переменный ток, то и электроды должны использовать для переменки. Профессиональные сварщики используют постоянный ток. Сварка постоянным током дает поток электронов одного направления. На сварочном инверторе есть возможность выбрать полярность. Полярность при сварке определяет направление движения потока электронов. И зависит от того, как подключены провода к положительной и отрицательной клемме. Обратная полярность при сварке: плюс на электроде, минус на клемме «земля». Известно, что ток идет от отрицательного к положительному контакту, поэтому электроны движутся от металла на электрод. Это приводит к сильному нагреву конца электрода. Для обычной сварки используется плюс на электроде, минус на клемме. Прямая полярность при сварке: минус на электроде, плюс на клемме «земля». Ток идет от электрода к металлу, электрод холодный, а металл горячий. Комплектация сварочника. Запомните! Разные аппараты сваривают по-разному! Поэтому при обучении используйте один аппарат, насколько это возможно. Также важны изолированные медные провода. Они бывают разных размеров (сечения). На конце основного провода ставится быстросъемный зажим, к нему присоединяется 3 или 4 метровый провод определенного сечения с электрододержателем, он может быть разным: небольшим на 200А или более крупным на 300 А или даже на 500А (используются для толстых электродов и больших токов). Для обычного (домашнего) применения 200А удобнее. Есть разные виды держателей: один как пасатижи, а есть держатель сварочный, в который вставляют электрод и поворачивают ручку (если нужен электрод под различными углами, вы можете согнуть его у основания). Так же нужна клемма заземления с быстросъемным зажимом. Светофильтры. Яркость дуги очень высокая, поэтому вам нужен защитный светофильтр, для того, чтобы видеть расплавленную ванну и для того, чтобы защитить глаза от ожога. Начинаем сваривать! Электроды сварочные покрыты флюсом, он делает возможным весь процесс сварки. Сгорая, флюс создает защитный газ и очищает ванну, вытесняя кислород воздуха, удерживая его от соединения с расплавленным металлом, не давая образоваться порам, а так же стабилизирует дугу и поддерживает чистоту расплавленного металла. Сварка — это практика шаг за шагом, это не трудно. Сначала обратите внимание, чтобы все было готово для сварки. В любой момент сварки вам должно быть удобно! Электрод сгорает не сразу, поэтому расслабьтесь, возьмите держак обеими руками и обопритесь о стол настолько устойчиво, как это возможно. Когда все готово, начинайте процесс дуговой сварки, опустите щиток сварщика или настройте зажим маски, чтобы по кивку головы она опускалась. Зажигать дугу надо, как зажигают спичку: чиркайте электродом по металлу и ведите конец на начало шва. При чиркании начнет плавится флюс электрода, который очищает ванну. Чтобы избежать следов, чиркайте в направлении, куда будете варить. После чирканья электродом возник поджиг дуги, конец электрода должен находится в 3-х мм от поверхности, это создает зазор для дуги, оттуда идет яркий свет. Когда свариваете, не надо смотреть на свет, смотрите дальше дымящихся искр, фокусируйтесь на расплавленной ванне за электродом. Удобнее брать держак так, чтобы его рычаг был под большим пальцем. Чтобы извлечь электрод, возьмите его левой рукой, нажмите рычаг и достаньте электрод. Если электрод залипает, то скорее всего флюс на кончике поврежден. Чиркните, чтобы сжечь конец электрода до того, как начнет заполняться сварочная ванна. Когда дуга загорелась, начинайте формировать ванну, здесь нужно некоторое время, чтобы прогреть основной металл. По времени это занимает 2-3 маленьких оборота электродом вокруг сварочной ванны. Далее во время сварки основной металл прогревается и ванна расходится. Сначала ванна маленькая, сделайте так, чтобы ванна была достаточно широкой и не меняла форму. Контроль дугового промежутка. Во время сварки держите электрод над металлом. Это называется дуговой промежуток. Контролировать этот зазор первое и наверное САМОЕ ВАЖНОЕ, чему надо научиться. Во время продвижения по шву электрод расходуется, поэтому его надо опускать.
Чем лучше вы управляете длиной дуги, тем лучше вы будете варить! Когда дуга проходит через зазор, она плавит основной металл и формирует сварочную ванну. Так же она переносит металл с электрода в ванну. Формирование шва. Дефекты сварных швов. Это шов электродом, который быстро двигали. Линия ванны находится ниже поверхности основного металла. Интенсивная дуга этого электрода проникая глубоко в основной металл, отталкивает ванну назад и формирует шов. Когда вы движете ванну поперек, заполняющий металл с электрода движется позади, а если металла вокруг недостаточно, вы оставляете подрезы. Подрез- это пустое место, канавка на краю шва, ниже уровня металла.
Бывают ситуации, когда надо варить плоский шов, а бывает, когда нужно оттолкнуть ванну назад, поэтому используются разные углы наклона электрода электрода. В начале мы начинаем с угла между 45 и 90 градусами. Он удобнее, сварочная ванна хорошо видна, нормально варится. Электроды. Диаметр электрода определяется диаметром стержня. В основных сварочных таблицах приводится диаметр электрода, толщина металла и величина тока для максимальной производительности, часто не учитывая возможности сварщика или специфику ситуации. Можно применять электрод меньшего диаметра для лучшего контроля, но сварка займет больше времени. Точные установки тока могут отличаться и зависят от толщины металла, положения сварщика и его квалификации. Управление процессом сварки. Задача сварочного процесса – прогреть основной металл до расплавления, формируя сварочную ванну. Если ток мал, то основной металл будет не прогрет и сварочная ванна будет «бежать» за электродом. Если тока много, то основной металл будет слишком горячий, дуга будет проникать вглубь и будет отталкивать металл назад. Когда ток нормальный, ванна растекается и внешние края тонкие, мы можем расширять ванну, можем двигать ее движением электрода и контролировать сварочный процесс. В зависимости от сварочной ситуации установки тока могут меняться.
Траектория движения электрода Правильное поддержание дуги и ее перемещение является залогом качественной сварки. Слишком длинная дуга способствует окислению и азотированию расплавленного металла, разбрызгивает его капли и создает пористую структуру шва. Красивый, ровный и качественный шов получается при правильном выборе дуги и равномерном ее перемещении, которое может происходить в трех основных направлениях. Поступательное движение сварочной дуги происходит по оси электрода. При помощи этого движения поддерживается необходимая длина дуги, которая зависит от скорости плавления электрода. Продольное перемещение электрода вдоль оси свариваемого шва формирует так называемый ниточный сварочный валик, толщина которого зависит от толщины электрода и скорости его перемещения. Обычно ширина ниточного сварочного валика бывает на 2 — 3 мм больше диаметра электрода. Собственно говоря, это уже есть сварочный шов, только узкий. Для прочного сварочного соединения этого шва бывает недостаточно. И поэтому по мере перемещения электрода вдоль оси сварочного шва выполняют третье движение, направленное поперек сварочного шва. Поперечное движение электрода позволяет получить необходимую ширину шва. Таким образом все три движения накладываются друг на друга, создавая сложную траекторию перемещения электрода. Практически каждый опытный мастер имеет свои навыки в выборе траектории перемещения электрода, выписывая его концом замысловатые фигуры. Классические траектории движения электрода при ручной дуговой сварке приведены на рис. 1. Но в любом случае траекторию перемещения дуги следует выбирать таким образом, чтобы кромки свариваемых деталей проплавлялись с образованием требуемого количества наплавленного металла и заданной формы шва. Если шов не будет закончен до того, как длина электрода уменьшится настолько, что требуется его замена, то сварку на время прекращают.
Схема дуговой сварки Порядок заполнения шва по сечению и длине определяет способность сварного соединения воспринимать заданные нагрузки, влияет на величину внутренних напряжений и деформаций в массиве шва. Швы различают: короткие — длина которых не превышает 300 мм, средние — длиной 300 — 100 мм и длинные — свыше 1000 мм. В зависимости от длины шва его заполнение может выполняться по различным схемам сварочного заполнения, которые представлены на рис. 2. При этом короткие швы заполняют за один проход — от начала шва до его конца. Если для нормального заполнения шва одного прохода сварочной дуги мало, накладывают многослойные швы. При этом, если число накладываемых слоев равно числу проходов, шов называют многослойным. Если же некоторые слои выполняют за несколько проходов, такие швы называют многослойно-проходными. Схематически такие швы отражены на рис. 3.
С точки зрения производительности труда наиболее целесообразными являются однопроходные швы, которым отдают предпочтение при сварке металлов небольших (до 8—10 мм) толщин с предварительной разделкой кромок. Но для ответственных конструкций (сосуды, работающие под давлением, несущие конструкции и т.д.) этого бывает мало. Внутренние напряжения, возникающие в процессе сварки, могут вызвать появление трещин в шве или в околошовной зоне из-за недостаточной пластичности шва и большой жесткости основного металла. При сварке изделий с относительно небольшой жесткостью внутренние напряжения вызывают местное или общее коробление (деформации) свариваемой конструкции. Кроме того, при сварке металлов толщиной более 10 мм. появляются объемные напряжения и возрастает опасность появления трещин. В таких случаях принимают целый ряд мер, позволяющих уменьшить напряжения и деформации: применяют сварные швы минимального сечения, сварку многослойными швами, наложение швов «каскадными методами» или «горкой», принудительное охлаждение или подогрев. При сварке «горкой» сначала у основания разделанных кромок прокладывают первый слой, длина которого должна быть не более 200 — 300 мм. «Каскадный метод» заполнения шва по существу является той же «горкой», но выполняют его в несколько другой последовательности. Угловые швы (рис. 4) можно выполнять двумя методами, каждый из которых имеет свои преимущества и свои недостатки. При сварке «в угол» допускается больший зазор между деталями (до 3 мм), проще сборка, но техника сварки сложнее. Кроме того, возможны подрезы и наплывы, снижается производительность из-за необходимости за один проход сваривать швы небольшого сечения, катет которых меньше 8 мм. Сварка «в лодочку» допускает большие катеты шва за один проход и поэтому более производительна. Однако такая сварка требует тщательной сборки. Указанные приемы дуговой сварки рассматривались на нижних положениях шва, выполнение которых наименее трудоемко. На практике часто приходится выполнять горизонтальные швы на вертикальной плоскости, вертикальную и потолочную сварку. При сварке таких швов появляется вероятность вытекания расплавленного металла, что приводит к падению капель к незаполненным сваркой местам, потекам расплавленного металла по горизонтальным плоскостям и т.д
Рассматривая суть процессов, происходящих в подобных швах, мы говорили, что удерживать металл в расплавленной ванне могут силы поверхностного натяжения. Для этого дугу постоянно прерывают, зажигая ее с определенными промежутками времени, давая возможность расплавленному металлу частично закристаллизоваться. Именно здесь и проявляется умение сварщика выбрать такие интервалы, когда не успевает образоваться сварочный катет и одновременно металл потерял бы часть своей текучести. Потолочный шов является самым сложным. Поэтому проводить его непрерывным горением дуги – дело бесперспективное. При сварке данным методом следует следить за размером дуги, так как ее удлинение может вызвать нежелательные подрезы. Кроме того, при сварке таких швов создаются неблагоприятные условия для выделения шлаков из расплавленного металла, что может привести к пористости сварного шва. Вертикальные швы можно варить в двух направлениях – снизу вверх и сверху вниз. И тот и другой метод имеет право на существование, но всегда предпочтительнее сварка на подъем. В этом случае расположенный снизу металл удерживает сварочную ванну, не давая ей растекаться. При сварке на спуск труднее удерживать сварочную ванну, и поэтому добиться качественного шва гораздо сложнее. Суть такого метода практически не отличается от потолочной сварки, и применяют его тогда, когда сварка на подъем технологически невозможна. Горизонтальные швы на вертикальной плоскости тоже имеют свои особенности. В данных швах особую сложность представляет удержание сварочной ванны у обеих кромок свариваемых деталей. Для того чтобы облегчить этот процесс, скос нижней кромки не выполняют. В таком случае получается полочка, которая способствует удержанию на месте расплавленной сварочной ванны. Уместен здесь и прием импульсной сварки с кратковременным зажиганием дуги, как и для потолочных швов. Удаление сварочных шлаков выполняют обрубочным молотком. Для этого, подождав, пока заготовка остынет настолько, что ее можно брать рукой, прижимают крепко к столу и ударами молотка, направленными вдоль шва, удаляют шлак, покрывающий сварочный шов. После этого шов проковывают для снятия внутренних напряжений. Для этого боек молотка разворачивают вдоль шва и выполняют проковку по всей его длине.Завершают очистку жесткой проволочной щеткой, перемещая ее резкими движениями сначала вдоль шва, а потом – поперек, чтобы удалить последние остатки шлака.
|
 Это используется в специальных электродах для скоростной сварки листового металла.
Это используется в специальных электродах для скоростной сварки листового металла.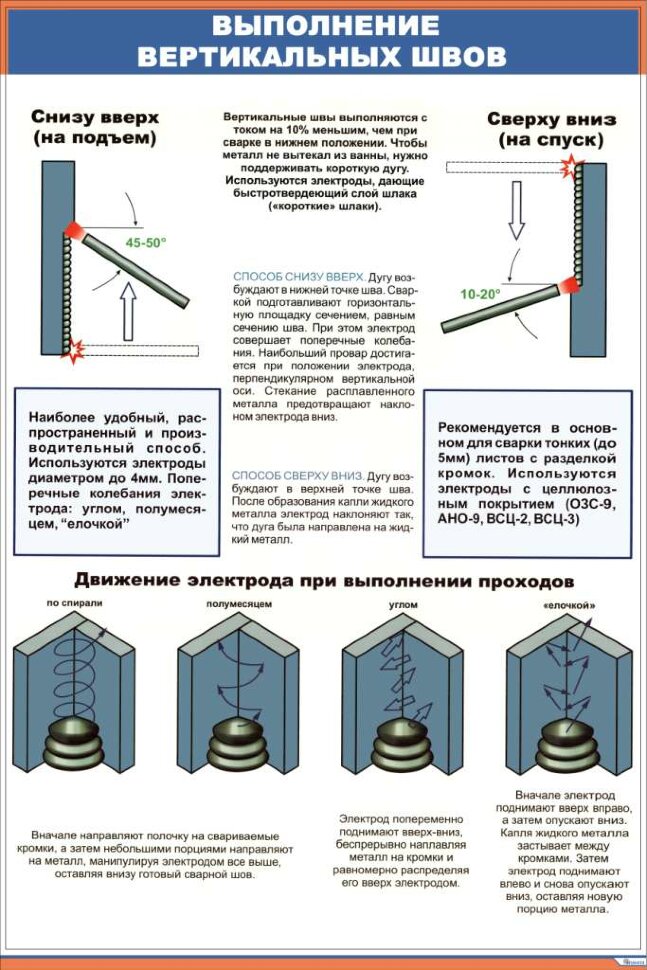 Когда металл остывает, образуется сварочный шлак, обеспечивая дополнительную защиту металла от воздуха.
Когда металл остывает, образуется сварочный шлак, обеспечивая дополнительную защиту металла от воздуха.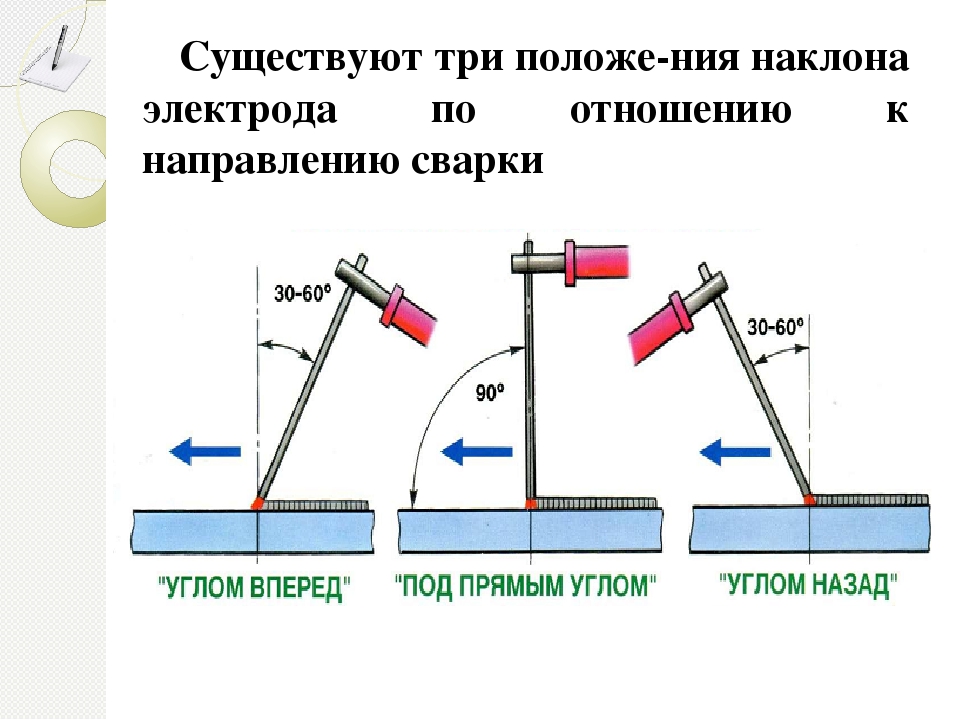
 Все время вам надо удерживать постоянный зазор между концом электрода и основным металлом.
Все время вам надо удерживать постоянный зазор между концом электрода и основным металлом.  Когда свариваете, смотрите по сторонам шва, он должен быть на уровне металла.Формирование шва обычно происходит круговыми или зигзагообразными движениями. При круговых движениях, двигаясь вбок, смотрите справа от сварочной ванны, потом наверх границы ванны и шлака, а потом на другую сторону и просто распределяйте ванну по кругу, такова техника дуговой сварки. Зигзагообразные движения из стороны в сторону делают похожий шов: смотрите с одной стороны, наверх ванны и с другого края. Каждый раз, когда вы меняете направление, нужно понимать, что расплавленная ванна следует за теплом.
Когда свариваете, смотрите по сторонам шва, он должен быть на уровне металла.Формирование шва обычно происходит круговыми или зигзагообразными движениями. При круговых движениях, двигаясь вбок, смотрите справа от сварочной ванны, потом наверх границы ванны и шлака, а потом на другую сторону и просто распределяйте ванну по кругу, такова техника дуговой сварки. Зигзагообразные движения из стороны в сторону делают похожий шов: смотрите с одной стороны, наверх ванны и с другого края. Каждый раз, когда вы меняете направление, нужно понимать, что расплавленная ванна следует за теплом. Наклоняя электрод, мы как бы толкаем ванну, а не тянем. В целом, чем вертикальнее мы держим электрод, тем менее выпуклым будет шов. И наоборот, чем более мы его наклоним, тем выпуклее будет шов.
Наклоняя электрод, мы как бы толкаем ванну, а не тянем. В целом, чем вертикальнее мы держим электрод, тем менее выпуклым будет шов. И наоборот, чем более мы его наклоним, тем выпуклее будет шов.
 Толстый металл рассеивает тепло, поэтому нужен больший ток. Тонкий металл расплавится быстро, поэтому надо меньше тока. Точные установки тока зависят от поведения ванны. Начнем с установок рекомендованных производителем и не бойтесь увеличить или уменьшить ток.Сварка покрытым электродом зависит от температуры основного металла, поэтому мы не можем говорить о токе без учета скорости сварки. Двигаем электрод быстрее, меньше тепла поступает в основной металл, поэтому он холоднее. Если двигаемся медленнее, тепла поступает больше и основной металл будет горячее. Если двигать электрод слишком быстро, металл не будет прогрет, шов будет наверху, без проплавления. Если двигаться медленно, то металл слишком сильно прогревается, ванна расплывается и становится трудноуправляемой, когда скорость перемещения соответствует току, ванна растекается, но остается управляемой. Края тонкие и шов одинаковый толщины.
Толстый металл рассеивает тепло, поэтому нужен больший ток. Тонкий металл расплавится быстро, поэтому надо меньше тока. Точные установки тока зависят от поведения ванны. Начнем с установок рекомендованных производителем и не бойтесь увеличить или уменьшить ток.Сварка покрытым электродом зависит от температуры основного металла, поэтому мы не можем говорить о токе без учета скорости сварки. Двигаем электрод быстрее, меньше тепла поступает в основной металл, поэтому он холоднее. Если двигаемся медленнее, тепла поступает больше и основной металл будет горячее. Если двигать электрод слишком быстро, металл не будет прогрет, шов будет наверху, без проплавления. Если двигаться медленно, то металл слишком сильно прогревается, ванна расплывается и становится трудноуправляемой, когда скорость перемещения соответствует току, ванна растекается, но остается управляемой. Края тонкие и шов одинаковый толщины. Больший ток обеспечивает лучшее проплавление и более гладкий шов в итоге, но в этом случае труднее контролировать ванну.
Больший ток обеспечивает лучшее проплавление и более гладкий шов в итоге, но в этом случае труднее контролировать ванну.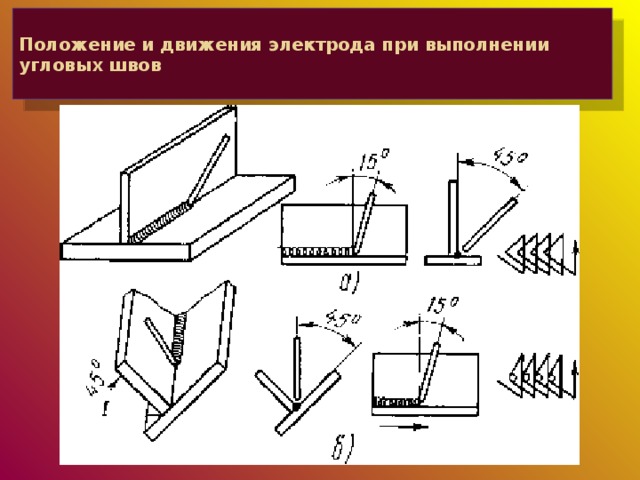 По мере плавления электрода, его длина уменьшается, а расстояние между электродом и сварочной ванной – увеличивается. Для того чтобы это не происходило, электрод следует продвинуть вдоль оси, поддерживая постоянную дугу. Очень важно при этом поддерживать синхронность. То есть, электрод продвигается в сторону сварочной ванны синхронно с его укорочением.
По мере плавления электрода, его длина уменьшается, а расстояние между электродом и сварочной ванной – увеличивается. Для того чтобы это не происходило, электрод следует продвинуть вдоль оси, поддерживая постоянную дугу. Очень важно при этом поддерживать синхронность. То есть, электрод продвигается в сторону сварочной ванны синхронно с его укорочением. Его совершают колебательными движениями возвратно-поступательного характера. Ширина поперечных колебаний электрода определяется в каждом случае индивидуально и во многом зависит от свойств свариваемых материалов, размера и положения шва, формы разделки и требований, предъявляемых к сварному соединению. Обычно ширина шва лежит в пределах 1,5 — 5,0 диаметров электрода.
Его совершают колебательными движениями возвратно-поступательного характера. Ширина поперечных колебаний электрода определяется в каждом случае индивидуально и во многом зависит от свойств свариваемых материалов, размера и положения шва, формы разделки и требований, предъявляемых к сварному соединению. Обычно ширина шва лежит в пределах 1,5 — 5,0 диаметров электрода. После замены электрода следует удалить шлак и возобновить сварку. Для завершения оборванного шва зажигают дугу на расстоянии 12 мм от углубления, образовавшегося на конце шва, называемого кратером. Электрод возвращают к кратеру, чтобы образовать сплав старого и нового электродов, а затем снова начинают перемещать электрод по первоначально выбранной траектории.
После замены электрода следует удалить шлак и возобновить сварку. Для завершения оборванного шва зажигают дугу на расстоянии 12 мм от углубления, образовавшегося на конце шва, называемого кратером. Электрод возвращают к кратеру, чтобы образовать сплав старого и нового электродов, а затем снова начинают перемещать электрод по первоначально выбранной траектории. Швы средней длины могут заполняться обратноступенчатым методом или от середины к концам. Для выполнения обратноступенчатого метода заполнения шов разбивают на участки длина которых равна 100 —300 мм. На каждом из этих участков заполнение шва выполняют в направлении, обратном общему направлению сварки.
Швы средней длины могут заполняться обратноступенчатым методом или от середины к концам. Для выполнения обратноступенчатого метода заполнения шов разбивают на участки длина которых равна 100 —300 мм. На каждом из этих участков заполнение шва выполняют в направлении, обратном общему направлению сварки.
 После этого первый слой перекрывают вторым, длина которого на 200 — 300 мм больше первого. Точно так же накладывают третий слой, перекрывая второй на 200 — 300 мм. Таким образом продолжают заполнение до тех пор, пока количество слоев в зоне первого шва не окажется достаточным для заполнения. Следующий слой накладывают в месте окончания первого слоя, перекрывая последний (если позволяет длина шва) на те же 200 — 300 мм. Если первый шов прокладывался не в начале шва, а в его средней части, то горку формируют последовательно в обоих направлениях (рис.2,е). Так, формируя горку, последовательно заполняют весь шов. Преимущество данного метода состоит в том, что зона сварки все время находится в подогретом состоянии, что способствует улучшению физико-механических качеств шва, так как внутренние напряжения получаются минимальными и предупреждается появление трещин.
После этого первый слой перекрывают вторым, длина которого на 200 — 300 мм больше первого. Точно так же накладывают третий слой, перекрывая второй на 200 — 300 мм. Таким образом продолжают заполнение до тех пор, пока количество слоев в зоне первого шва не окажется достаточным для заполнения. Следующий слой накладывают в месте окончания первого слоя, перекрывая последний (если позволяет длина шва) на те же 200 — 300 мм. Если первый шов прокладывался не в начале шва, а в его средней части, то горку формируют последовательно в обоих направлениях (рис.2,е). Так, формируя горку, последовательно заполняют весь шов. Преимущество данного метода состоит в том, что зона сварки все время находится в подогретом состоянии, что способствует улучшению физико-механических качеств шва, так как внутренние напряжения получаются минимальными и предупреждается появление трещин. Для этого детали соединяют между собой «на прихватках» или в специальных приспособлениях. Прокладывают первый слой, а затем, отступив от первого слоя на расстояние 200 — 300 мм, прокладывают второй слой, захватывая зону первого (рис.2,д). Продолжая в той же последовательности, заполняют весь шов.
Для этого детали соединяют между собой «на прихватках» или в специальных приспособлениях. Прокладывают первый слой, а затем, отступив от первого слоя на расстояние 200 — 300 мм, прокладывают второй слой, захватывая зону первого (рис.2,д). Продолжая в той же последовательности, заполняют весь шов. Для выполнения этих работ используются те же приемы, что и для швов с нижним положением, но трудоемкость работ и некоторые технологические особенности требуют более детального подхода и изменения некоторых методов.
Для выполнения этих работ используются те же приемы, что и для швов с нижним положением, но трудоемкость работ и некоторые технологические особенности требуют более детального подхода и изменения некоторых методов.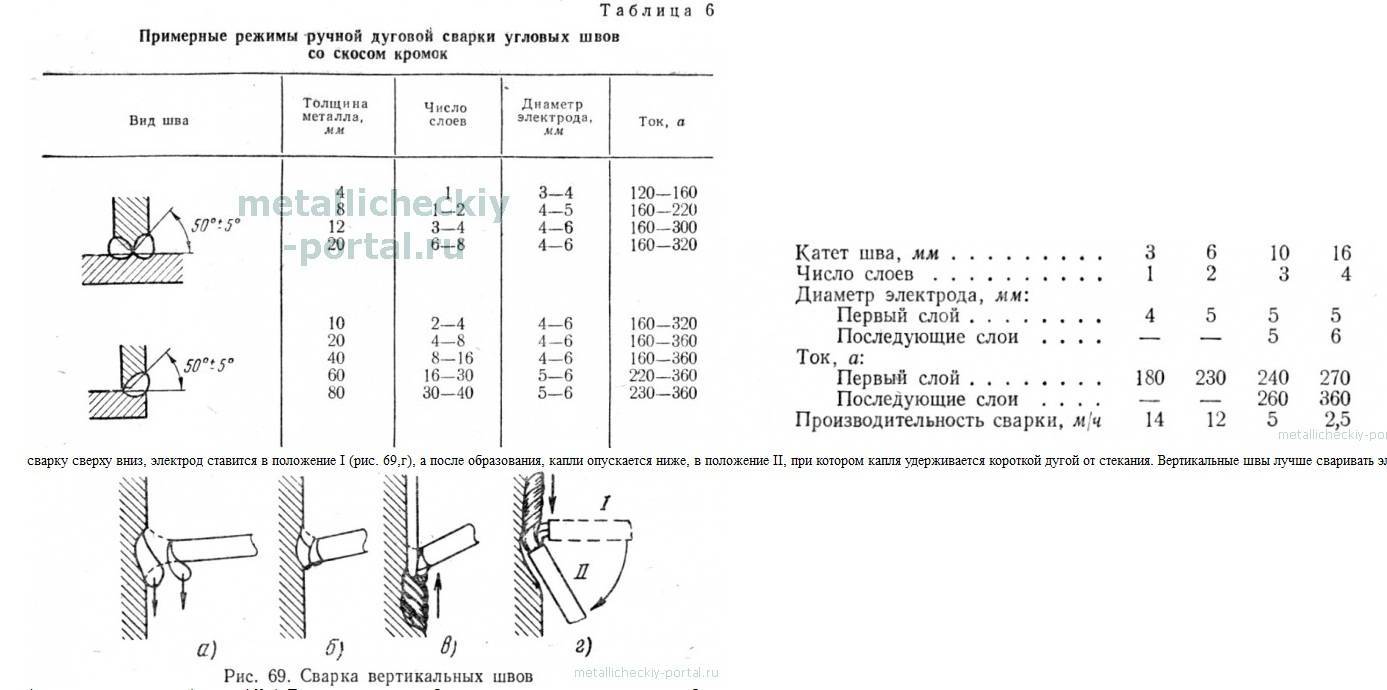 Для того чтобы эти силы были достаточными, сварщик должен владеть приемами сварки виртуозно. Здесь приходится понижать сварочный ток и применять электроды пониженного сечения. Это в конечном итоге сказывается на производительности, так как приходится увеличивать количество сварочных проходов. Поэтому на практике стараются в дополнение к силам поверхностного натяжения добавить «пленку поверхностного натяжения». Суть данного метода заключается в том, что дугу держат не постоянно, а с определенными промежутками, то есть импульсами.
Для того чтобы эти силы были достаточными, сварщик должен владеть приемами сварки виртуозно. Здесь приходится понижать сварочный ток и применять электроды пониженного сечения. Это в конечном итоге сказывается на производительности, так как приходится увеличивать количество сварочных проходов. Поэтому на практике стараются в дополнение к силам поверхностного натяжения добавить «пленку поверхностного натяжения». Суть данного метода заключается в том, что дугу держат не постоянно, а с определенными промежутками, то есть импульсами. Сварку выполняют короткими во времени замыканиями дуги на сварочную ванну так, чтобы она не успела остыть, пополняя ее новыми порциями расплавленного металла.
Сварку выполняют короткими во времени замыканиями дуги на сварочную ванну так, чтобы она не успела остыть, пополняя ее новыми порциями расплавленного металла.
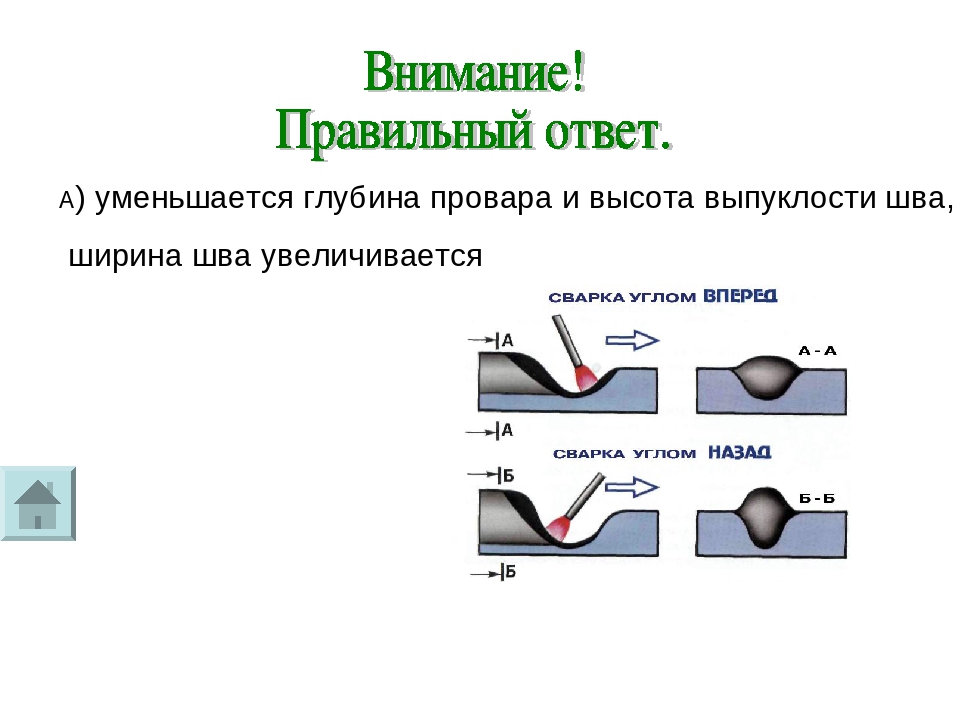
Основы электродной сварки – Что можно и чего нельзя делать – Советы для начинающих
Ручная сварка – это слоган, используемый для описания дуговой сварки в экранированном металле (SMAW), также известной как ручная дуговая сварка металлическим электродом (MMAW) или дуга в среде защитного флюса. сварка. Использование слова «палка» связано с тем фактом, что электрод, который используется для сварки, выполнен в виде «палки». Электрод состоит из твердого металлического стержня, покрытого металлическими порошками и другими соединениями, которые удерживаются на поверхности связующим веществом.
Щелкните, чтобы проверить лучший сварочный аппарат для стержневой сварки
Сварка стержневой сваркой – это относительно несложный процесс, и это наиболее распространенный вид сварки, в котором используется простое оборудование, которое легко освоить. Как правило, в процессе используется электрод, в котором сварочный аппарат подключен к источнику питания, чтобы создать ток, который является либо постоянным (DC), либо переменным (AC) током, чтобы образовать дугу между электродом и свариваемым материалом.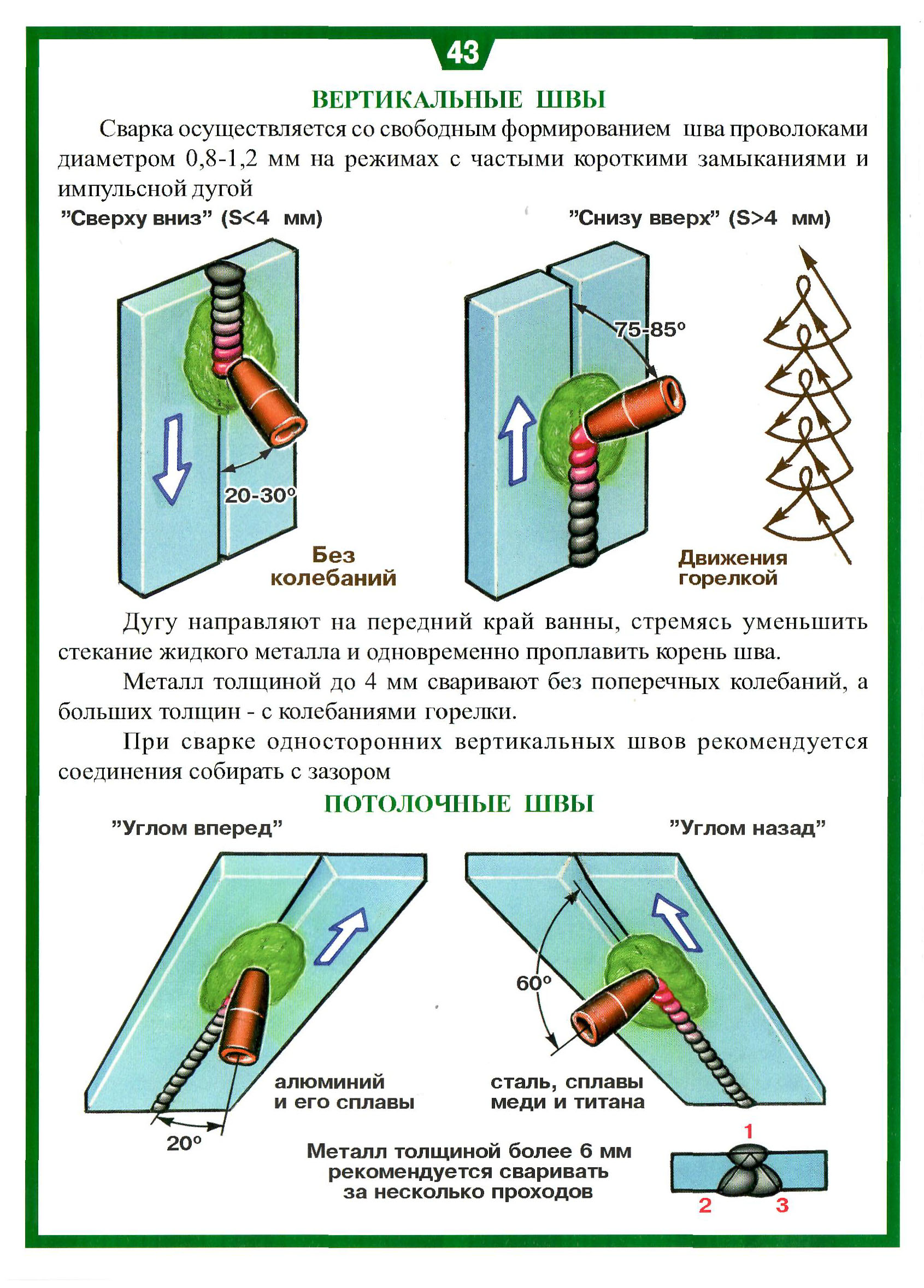 обеспечение сварного шва присадочным металлом.
обеспечение сварного шва присадочным металлом.
Ручная сварка в основном используется для сварки тяжелых металлов и стали, но ее также можно использовать для сварки других металлов, например алюминия. Он широко применяется в ремонтно-эксплуатационных отраслях, а также в строительстве тяжелых стальных и металлических конструкций.
В этой статье приводятся важные советы по созданию высококачественных сварных швов, а также освещаются распространенные проблемы при сварке и способы их устранения.
Основные советы по сварке штангой – что можно и чего нельзя делать
Вот несколько важных вещей, на которых должен сосредоточиться каждый сварщик штанги.
Выбор настройки тока
Настройка тока (постоянного или переменного тока) будет определяться типом используемого электрода.Убедитесь, что вы используете правильный параметр в соответствии с задачей. Положительный электрод обеспечивает хорошее проникновение, а отрицательный электрод хорошо работает с тонкими металлами. Таким образом, идеальная установка силы тока должна определяться типом электрода, положением сварки и характером окончательного сварного шва.
Таким образом, идеальная установка силы тока должна определяться типом электрода, положением сварки и характером окончательного сварного шва.
Правильный размер электрода
Как правило, для высоких скоростей наплавки вам потребуется сварка крупными электродами при больших токах. Таким образом, для обеспечения однородности сварного шва используйте самый большой из практичных электродов.Однако так должно быть не всегда, особенно когда речь идет о листовом металле, где может произойти прожог. Таким образом, рекомендуемый размер для потолочного и вертикального сварного шва составляет 3/16 дюйма, а для швов с низким содержанием водорода наиболее практичным размером является 5/32 дюйма. Кроме того, размер стыка будет определять диаметр электрода, который будет вставлен в стык.
Длина дуги
Определение длины дуги важно для каждого сварщика штангой. Для разных электродов и различных применений потребуется разная длина дуги, которая никогда не должна превышать диаметр электрода.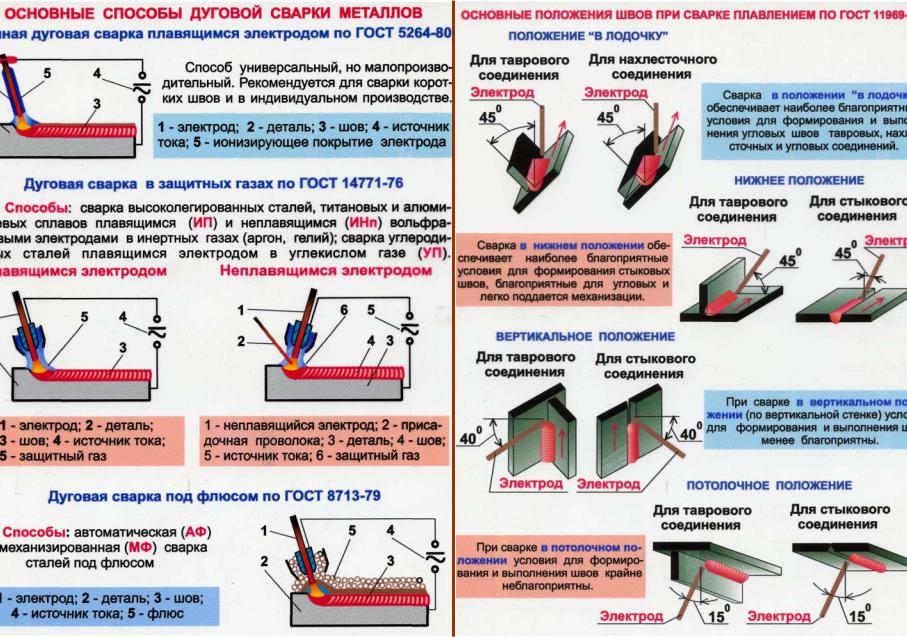
Угол перемещения
В разных положениях сварки используются разные методы перемещения электрода в заданном направлении относительно угла перемещения. Вертикальная сварка движется вверх и использует технику толкания, которая требует наклона электрода в противоположном направлении под углом 15 градусов.
Плоское и горизонтальное положения – это самые простые положения для сварки, поскольку они используют технику перетаскивания, которая требует, чтобы электрод располагался перпендикулярно сварному стыку.
Очистите и просушите соединение перед сваркой
Для вас важно удалить с поверхности соединения ржавчину, краску, влагу или масло, чтобы вы могли достичь заданной скорости движения. Это также поможет вам справиться с другими проблемами, такими как пористость, которая имеет тенденцию ослаблять сварной шов. В качестве альтернативы вы можете использовать определенные марки высокоскоростных электродов для проникновения сквозь вещества вглубь металла.
Не используйте электрод повторно
Если вы хотите получить чистый сварной шов без пористости, постарайтесь как можно больше не использовать частично использованный электрод для последующей сварки. Таким образом, вы всегда должны отдавать приоритет качеству и не учитывать дополнительные расходы.
Таким образом, вы всегда должны отдавать приоритет качеству и не учитывать дополнительные расходы.
Имейте необходимые материалы для отделки
Подумайте о том, чтобы иметь все необходимые материалы для красивого и аккуратного сварного шва. Они включают в себя наждачную бумагу, угловую шлифовальную машину и отбойный молоток, которые пригодятся для выполнения некоторых последних штрихов, а также помогут в процессе очистки, когда вы закончите сварку.
Проблемы с ручной сваркой и советы по поиску и устранению неисправностей
Существует целый ряд проблем, с которыми вы обязательно столкнетесь, пытаясь привыкнуть к ручной сварке.Это часть процесса обучения, поэтому вам следует изучить различные приемы, которые помогут вам выбраться из неприятных ситуаций и усовершенствовать свое искусство сварки.
Влажные электроды
Иногда может наблюдаться грубая дуга, несмотря на то, что настройки тока и полярности соответствуют рекомендациям производителя. Это могло произойти из-за намокания электродов. В этом случае вам следует заменить электроды на сухие, а во избежание повторения вы должны хранить все электроды в обогреваемом шкафу.
Это могло произойти из-за намокания электродов. В этом случае вам следует заменить электроды на сухие, а во избежание повторения вы должны хранить все электроды в обогреваемом шкафу.
Неправильная сварка
Правильная сварка – это когда сварной шов прочно прикреплен к стенкам соединения, что приводит к прочному соединению поперек соединения. Неправильная сварка физически видна, и с ней нужно бороться, чтобы сварка была надежной. Чтобы исправить это неправильное соединение, введите более высокую валюту и убедитесь, что соединение чистое. Если это не решит проблему, попробуйте альтернативное решение, например, технику плетения, чтобы заполнить зазор.
Блуждающая дуга
Дуга может отклоняться от заданного направления, особенно при сварке постоянным током из-за паразитных магнитных полей.Это может стать серьезной проблемой при высоких токах и при сварке сложных стыков. Решение – переключиться на AC, чтобы противостоять действию. Вы можете попробовать использовать слабые токи, и если это не сработает, попробуйте уменьшить длину дуги или использовать электроды меньшего размера.
Мелкое проникновение
Это просто глубина сварочного аппарата, которая обычно не видна. Проникновение в основание основного металла необходимо для прочных сварных швов. Более медленное движение или более высокие токи могут помочь противодействовать неглубокому проникновению.Вы также можете использовать небольшой электрод, чтобы углубиться в узкие канавки.
Растрескивание
Растрескивание – обычное явление, которое может возникнуть в любой точке сварного шва. Большинство трещин возникает в результате высокого содержания серы, углерода или сплава в основном металле, что потенциально может привести к сбою всего проекта. Известно, что электроды с низким содержанием водорода значительно снижают риск растрескивания. Вы также можете попробовать уменьшить проникновение, если есть риск растрескивания.
Заключение
Следуя этому руководству, вы будете на правильном пути создания высококачественных сварных швов даже в качестве начинающего сварщика. Очистите рабочий материал, выберите длину дуги, скорость сварки, правильный электрод, и вы уверены, что начнете с правильной ноги. Возможность идентифицировать проблему и возможность ее устранения будет иметь большое значение для обеспечения того, чтобы ваши сварные швы были близки к совершенству.
Очистите рабочий материал, выберите длину дуги, скорость сварки, правильный электрод, и вы уверены, что начнете с правильной ноги. Возможность идентифицировать проблему и возможность ее устранения будет иметь большое значение для обеспечения того, чтобы ваши сварные швы были близки к совершенству.
Полное руководство по сварке клеем (SMAW)
Ручная сварка (SMAW или дуговая сварка защищенного металла) – один из самых популярных сварочных процессов наряду с MIG и TIG.Это простая процедура, популярная среди сварщиков на открытом воздухе, поскольку на нее не влияет ветер, в отличие от сварки MIG и TIG, при которой используются газовые баллоны. В нашем полном руководстве вы узнаете о преимуществах и недостатках электродной сварки, о том, как ее настраивать, о процессах электродной сварки, а также получите советы по поиску и устранению неисправностей.
Что такое сварка стержнем (SMAW)?
Сварка палкой выполняется путем зажигания электрической дуги между металлическим электродом и заготовкой. Электрический ток проходит через электрод, плавит его в заготовке и образует сварочную ванну.Электрод покрыт слоем флюса, который плавится и защищает сварочную ванну от загрязнения атмосферой (точно так же защитный газ защищает ее при MIG и TIG).
Флюс образует слой шлака, который должен быть сформирован поверх сварного шва, который необходимо будет отколоть и стереть щеткой после завершения сварки.
Преимущества сварки штангой
- Ручная сварка переносная. Небольшой сварочный аппарат может работать с толстым металлом, он не очень тяжелый, и вам не потребуется устройство подачи проволоки или какое-либо дополнительное оборудование, например, газовый баллон.
- Сварка палкой – лучший выбор для работы на открытом воздухе. Сварка газом не даст хороших результатов в ветреную погоду.
- Это легче освоить, чем сварка TIG, но требует определенных навыков.
- Металл можно сваривать с прокатной окалиной или ржавчиной.
Недостатки сварки штангой
- Это требует большего мастерства, чем MIG, так как вам нужно держать электрод на определенном расстоянии от металла, когда он горит.
- Образует намного больше брызг и шлака.
- Увеличение времени очистки приводит к снижению эффективности.
- Сварка не будет такой сложной и качественной, как TIG.
Начало работы – что вам нужно
Защитное оборудованиеПри сварке самым важным фактором всегда является ваша безопасность. Вы должны прочитать и соблюдать всю информацию по технике безопасности и инструкции, прилагаемые к руководству для любого оборудования, которое вы используете для сварки штучной сваркой.
При сварке вам потребуется защита тела от тепла, ультрафиолетовых лучей и искр, создаваемых дугой.Огнестойкая одежда с длинными рукавами защитит ваше тело, а защитные очки и сварочный шлем защитят вашу голову и глаза.
Сварку следует выполнять только при наличии достаточной вентиляции из-за выделяемых паров. Если вы на улице на ветру, все будет в порядке, но если вы находитесь в помещении, вам нужна вентиляция. Выхлоп – лучший способ удалить испарения из помещения.
Сварочный аппарат
Вы не сможете выполнять ручную сварку без сварочного аппарата.Вы можете использовать универсальный сварочный аппарат, который позволит вам выполнять несколько типов сварки, например, MIG, TIG и Stick. Или вы можете использовать только ручную сварку, что намного дешевле.
На рынке много сварщиков. Вы можете ознакомиться с нашим полным руководством по выбору сварочного аппарата, чтобы узнать больше.
Зажим заземления
Зажим заземления обычно идет в комплекте со сварочным аппаратом. его следует подключить к аппарату для ручной сварки и закрепить на заготовке.
Инструмент для удаления шлака
При сварке штангой на сварном шве образуется шлак.По этой причине вам необходимо очистить сварной шов после того, как вы это сделаете. Лучше всего использовать стружку и молоток, чтобы отколоть шлак, а затем очистить металлической щеткой.
Выбор электрода
Существуют сотни различных типов стержневых электродов, и вам нужно будет выбрать тот, который подходит для вашего сварочного проекта. Самыми популярными являются 6010, 6011, 6012, 6013, 7014, 7024 и 7018. Когда вы работаете с низкоуглеродистой сталью, подойдет любой электрод E60 или E70.Электрод 7018, вероятно, самый популярный из всех этих электродов, обеспечивающий действительно прочные сварные швы, но электрод 6013 – хороший выбор для новичков.
Чтобы понять, какой электрод выбрать, нужно понимать, что означает каждая из 4 цифр.
- Первые две цифры показывают минимальную прочность на разрыв. Например, электрод с пределом прочности на разрыв 60 000 фунтов на квадратный дюйм будет начинаться с 60. Это должно соответствовать прочностным характеристикам основного металла.
- Третья цифра указывает, в каких положениях электрод может использоваться при сварке.Номер один означает возможность использования в любом положении, в то время как номер 2 может использоваться только в горизонтальном положении.
- Четвертая цифра сообщает вам ток, который вы можете использовать для электрода, и покрытие на электроде. Ниже у нас есть справочная таблица.
| Цифра | Тип покрытия | Сварочный ток |
| 0 | Натрийцеллюлоза | dcep |
| 1 | Целлюлоза Калий | ac, dcep, dcen |
| 2 | Титан натрия | ac, dcen |
| 3 | Титания калий | ac, dcep, dcen |
| 4 | Железный порошок Титания | ac, dcep, dcen |
| 5 | Натрий с низким содержанием водорода | dcep |
| 6 | Калий с низким содержанием водорода | ac, dcep |
| 7 | Железный порошок оксид железа | ac, dcep |
| 8 | Железный порошок с низким содержанием водорода | ac, dcep, dcen |
Установка для сварки штангой
Сварка палкой– это довольно простая установка, которая будет выглядеть примерно так, как показано на рисунке ниже.Помните, что ваши настройки полярности будут зависеть от используемого электрода, поэтому обязательно дважды проверьте, является ли он AC / DC- / DC +. Для начала попробуйте электроды 6013 на DCEN на стальной пластине 3/16 дюйма.
Как сделать первый сварной шов палкой
Итак, вы все настроили, теперь вы готовы наложить сварной шов. Убедитесь, что все настройки верны, возьмите пару кусков металлолома и поместите их в стык. Сварка палкой требует определенных навыков, поэтому всегда лучше потренироваться на каком-нибудь металлоломе, прежде чем вы начнете пытаться сварить реальный проект.
Удар по дуге
Когда весь электрод окажется в держателе электрода, включите сварочный аппарат. Чтобы зажечь дугу, поместите кончик электрода на металл и быстро проведите им, как будто вы зажигаете спичку. Если образовалась дуга, слегка приподнимите электрод, а затем вы можете вытянуть им также металл. Если электрод прилипает к металлу, отломите его, слегка повернув. Если дуга гаснет, значит, вы слишком высоко подняли электрод над поверхностью и должны опустить его.Когда дуга зажжется, она должна издавать звук, похожий на жареный бекон, если звук громкий и агрессивный, то вам нужно уменьшить силу тока.
Перемещение электрода
После того, как вы зажгли дугу, вы должны провести электрод по стыку, чтобы выполнить сварку. Перед перемещением электрода необходимо установить его под правильным углом, который составляет от 15 до 30% к вертикали.
После того, как он окажется под правильным углом, нужно медленно потянуть электрод обратно на себя.Вы не можете толкать электрод, потому что шлак попадет в сварочную ванну и вызовет пористость. Вам нужно будет держать устойчивую руку, поэтому попробуйте положить другой локоть на стол и удерживать руку, которая держит электрод, чтобы удерживать его. Протестируйте его несколько раз и устраните неполадки, используя раздел устранения неполадок в конце этого сообщения.
Другие позиции при сварке
При угловой сварке перевернутого Т-образного шва следует отрегулировать угол примерно на 35% относительно горизонтали.Это связано с тем, что сварной шов начнет немного опускаться под действием силы тяжести, если угол не будет отрегулирован, чтобы помочь подтолкнуть валик вверх против силы тяжести.
Чем больше образуется шлака, тем больший угол вам понадобится. Если ваш угол слишком мал, шлак попадет в сварочную ванну и вызовет дефекты сварного шва.
Распространенные ошибки и устранение неисправностей
Начав сварку штучной сваркой, вы, скорее всего, сделаете несколько ошибок, даже если у вас есть опыт работы с MIG или TIG.Наиболее частые ошибки, которые я вижу, – это слишком длинная дуга, неправильный угол сопротивления, сварка с неправильной скоростью и неправильной температурой.
Много брызг
Существует множество причин появления слишком большого количества брызг при сварке, одна из самых распространенных – слишком длинная дуга. Вы должны держать электрод только очень немного выше заготовки, иначе дуга не сможет сфокусироваться и будет беспорядочно прыгать, вместо того, чтобы быть плавной.
Если есть брызги и дуга издает громкий визг, возможно, у вас слишком высокая сила тока, и вам следует уменьшить ее.
Пористость
Одной из основных причин образования пористости в сварном шве штучным сварным швом является слишком большой угол наклона электрода. Если не удерживать шлак в задней части сварочной ванны, оттягивая электрод назад под углом, шлак смешается с лужей и вызовет пористость.
Выточка
Подрез – это небольшая воронка на носке сварного шва между сварным швом и металлической пластиной, которая делает сварной шов более слабым. Если у вас есть подрез и сварной шов выглядит выжженным, попробуйте уменьшить силу тока, потому что он слишком горячий.
Тонкий сварной шов
Идеальный валик сварного шва должен быть примерно в 2,5 раза больше диаметра электрода. Если сварной шов действительно узкий, он не будет иметь достаточного проплавления. Попробуйте снизить скорость примерно на половину скорости, с которой вы первоначально тянули электрод, и вы увидите лучшие результаты.
Неровный сварной шов
Если вы будете тянуть электрод слишком медленно, присадочный металл будет накапливаться и становиться комковатым. Другая причина – слишком низкая сила тока, которая ограничивает проникновение и приводит к тому, что присадочный металл просто ложится поверх стыка.
Неисправность при запуске дуги
Если у вас возникли проблемы с зажиганием дуги, это может быть связано с тем, что она слишком холодная, что вызывает слабую дугу. Попробуйте увеличить его на 15 ампер или около того и посмотрите, не станет ли это проще.
Последние мысли
Надеемся, вам понравилось наше руководство по сварке штучной сваркой. Мы были бы очень признательны, если бы вы оценили его и поделитесь им.
Фарнсворт, Стивен Роберт: 9780470455968: Amazon.com: Книги
Получите ноу-хау, чтобы сваривать как профессионал
Сварка – это очень востребованный навык на сегодняшнем рынке труда и полезный талант для трудолюбивых ремонтников и любителей.Это удобное пошаговое руководство поможет вам справиться с этой часто используемой, но сложной задачей, проводя вас от оценки материала до самого процесса сварки. Вы будете применять методы отделки, соблюдать правила техники безопасности и изучать другие методы, такие как пайка и пайка.
- Разберитесь в общих методах сварки – ознакомьтесь со сваркой Stick, TIG и MIG
- Выберите свой металл – выберите один из вариантов, таких как сталь, нержавеющая сталь или алюминий, и изучите лучшие методы работы с ними
- Будьте в безопасности – найдите подходящее защитное снаряжение, управляйте своим рабочим пространством и позаботьтесь о своем оборудовании
- Подготовьте свой магазин – получите необходимые инструменты, найдите идеальное место и запланируйте свою установку
- Создавайте крутые проекты – получайте начал с базовой тележки с горелкой, а затем поднялся на ступеньку выше с помощью переносного сварочного стола и гриля для костра
- Исправьте и отремонтируйте – выберите подходящее время для ремонта, а затем разработайте стратегию ремонта и следуйте своему плану
Открыть книгу и найдите:
- Советы по выбору наилучшей техники сварки для вашего проекта
- Основные сведения о часто свариваемых металлах
- Способы обеспечения безопасности в вашем сварочном цехе
- Инструкции по различным методам сварки
- Проекты по применению ваших навыков
- Причины для получения сертификата
- Лучшие инструменты для вашей конкретной сварочной работы
Получите ноу-хау, чтобы сваривать как профессионал
Сварка – это очень востребованный навык на сегодняшнем рынке труда и полезный талант для трудолюбивых ремонтников и любителей.Это удобное пошаговое руководство поможет вам справиться с этой часто используемой, но сложной задачей, проводя вас от оценки материала до самого процесса сварки. Вы будете применять методы отделки, соблюдать правила техники безопасности и изучать другие методы, такие как пайка и пайка.
- Разберитесь в общих методах сварки – ознакомьтесь со сваркой Stick, TIG и MIG
- Выберите свой металл – выберите один из вариантов, таких как сталь, нержавеющая сталь или алюминий, и изучите лучшие методы работы с ними
- Будьте в безопасности – найдите подходящее защитное снаряжение, управляйте своим рабочим пространством и позаботьтесь о своем оборудовании
- Подготовьте свой магазин – получите необходимые инструменты, найдите идеальное место и запланируйте свою установку
- Создавайте крутые проекты – получайте начал с базовой тележки с горелкой, а затем поднялся на ступеньку выше с помощью переносного сварочного стола и гриля для костра
- Исправьте и отремонтируйте – выберите подходящее время для ремонта, а затем разработайте стратегию ремонта и следуйте своему плану
Открыть книгу и найдите:
- Советы по выбору наилучшей техники сварки для вашего проекта
- Краткая информация о часто свариваемых металлах
- Способы обеспечения безопасности в вашем сварочном цехе
- Инструкции по различным методам сварки
- Проекты по применению ваших навыков
- Причины для получения сертификата
- Лучшие инструменты для вашей конкретной сварочной работы
Об авторе
Стивен Роберт Фарнсворт – преподаватель сварки с более чем 20-летним опытом обучения всем методам сварки.Он служил в ВМС США, помогая поддерживать флот на плаву с помощью ремонтных сварочных работ.
Сварка для чайников, Фарнсворт, Стивен Роберт, электронная книга
Научитесь сваривать как профессионалСварка – это очень востребованный навык на сегодняшнем рынке труда и полезный талант для трудолюбивых ремонтников и любителей. Это удобное пошаговое руководство поможет вам справиться с этой часто используемой, но сложной задачей, проводя вас от оценки материала до самого процесса сварки.Вы будете применять методы отделки, соблюдать правила техники безопасности и изучать другие методы, такие как пайка и пайка.
Разберитесь в общих методах сварки – ознакомьтесь со сваркой Stick, TIG и MIG
Выберите свой металл – выберите один из вариантов, например, сталь, нержавеющая сталь или алюминий, и изучите лучшие методы работы с ними
Будьте в безопасности – найдите подходящее защитное снаряжение, управляйте своим рабочим пространством и позаботьтесь о своем оборудовании
Подготовьте свой магазин – получите необходимые инструменты, найдите идеальное место и запланируйте свою установку
Создавайте крутые проекты – начните с простой тележки для горелки, а затем поднимите ее на новый уровень с помощью переносного сварочного стола и гриля для костра
Исправьте и отремонтируйте – выберите подходящее время для ремонта, а затем разработайте стратегию ремонта и следуйте ваш план
Откройте книгу и найдите:
Советы по выбору наилучшей техники сварки для вашего проекта
Основные сведения о часто свариваемых металлах
Способы обеспечения безопасности в сварочном цехе
Инструкции по различным методам сварки
Проекты по применению ваших навыков
Причины стать сертифицировано
Лучшие инструменты для вашей конкретной сварочной работы
Научитесь:
Работа с различными методами сварки
Соблюдайте правила техники безопасности
Сделайте каждое соединение профессиональным
Завершено простые проекты своими руками
Сварка – это очень востребованный навык на сегодняшнем рынке труда и полезный талант для трудолюбивых ремонтников и любителей. Это удобное пошаговое руководство поможет вам справиться с этой часто используемой, но сложной задачей, проводя вас от оценки материала до самого процесса сварки. Вы будете применять методы отделки, соблюдать правила техники безопасности и изучать другие методы, такие как пайка и пайка.
Разберитесь в общих методах сварки – ознакомьтесь со сваркой Stick, TIG и MIG
Выберите свой металл – выберите один из вариантов, например, сталь, нержавеющая сталь или алюминий, и изучите лучшие методы работы с ними
Будьте в безопасности – найдите подходящее защитное снаряжение, управляйте своим рабочим пространством и позаботьтесь о своем оборудовании
Подготовьте свой магазин – получите необходимые инструменты, найдите идеальное место и запланируйте свою установку
Создавайте крутые проекты – начните с простой тележки для горелки, а затем поднимите ее на новый уровень с помощью переносного сварочного стола и гриля для костра
Исправьте и отремонтируйте – выберите подходящее время для ремонта, а затем разработайте стратегию ремонта и следуйте ваш план
Откройте книгу и найдите:
Советы по выбору наилучшей техники сварки для вашего проекта
Основные сведения о часто свариваемых металлах
Способы обеспечения безопасности в сварочном цехе
Инструкции по различным методам сварки
Проекты по применению ваших навыков
Причины стать сертифицировано
Лучшие инструменты для вашей конкретной сварочной работы
Научитесь:
Работа с различными методами сварки
Соблюдайте правила техники безопасности
Сделайте каждое соединение профессиональным
Завершено простые проекты своими руками
Об авторе
Стивен Роберт Фарнсворт – учитель сварки с более чем 20-летним опытом обучения всем методам сварки.Он служил в ВМС США, помогая поддерживать флот на плаву с помощью ремонтных сварочных работ.
Как начать сварку – полное руководство
Сварка – это, безусловно, потрясающий навык со многими приложениями, но со всей терминологией Сварка для начинающих может оказаться очень сложным, поэтому я решил создать простой для понимания in- Глубинный гид для вас, пытающийся дать четкий ответ на все важные вопросы, которые могут у вас возникнуть.
Общие методы сварки
Сварка существует уже сотни лет, и, как и все технологии вокруг нас сварка претерпела значительную эволюцию за последние несколько десятилетий, что делает его достаточно простым, чтобы каждый мог изучить его с нужным количеством приложенных усилий.
Теперь, чтобы не усложнять задачу, мы сосредоточимся на трех самых популярных и интуитивно понятных методах сварки для начинающих.
- Сварка MIG (вы также можете видеть, что это называется MAG) – самая простая сварка для начинающих.
- Дуговая сварка под флюсом (FCAW, почти идентична MIG, даже менее сложна)
- Сварка палкой (дуговая сварка защищенного металла или SMAW) – считается наиболее часто используемым методом в Америке, но более сложной сваркой Метод для начинающих
Первый метод – это процесс, в котором проволочный электрод непрерывно подается через гибкую трубку и выходит из сопла сварочного пистолета в сварочную ванну, соединяя вместе основные металлы.
Вам необходимо понять, что при сварке MIG и MAG используется защитный газ для защиты сварного шва от других газов в нашей атмосфере. Единственная разница между ними в том, что используется разных газов . В процессе MIG мы используем аргон или аргон в сочетании с гелием. При сварке MAG сварщики используют активный газ (CO2 или смесь CO2 и аргона) для сварки углеродистой и низколегированной стали .
Обратите внимание, что если вы хотите сваривать как черных, так и цветных металлов , вам нужны баллоны с защитным газом, аргон и Co2 (75/25) для низкоуглеродистой стали, тройная смесь аргона, гелия, и CO2 для нержавеющей стали и алюминия рекомендуется 100% аргон.В большинстве случаев, если вы работаете только с мягкой сталью , CO2 будет работать нормально, при этом будет больше брызг, но сварка более толстых материалов с использованием CO2 помогает улучшить проплавление, поэтому сварка будет более прочной.
Дуговая сварка порошковой проволокой в основном используется с тем же оборудованием, что и для сварки MIG, основное отличие заключается в том, что обычно не требуется защитный газ, поскольку проволока, используемая в FCAW, является полой и содержит флюс для защиты горячего металла от реакции с воздух, и это еще более интуитивно понятный метод сварки для новичков.
Вы можете использовать обычный MIG-аппарат с проволокой с флюсовым сердечником, однако вам, возможно, придется заменить обычный подающий ролик на рифленый, чтобы избежать сплющивания проволоки. Также имейте в виду, что вам, возможно, придется изменить полярность проволоки для более чистых сварных швов. Это должно быть DCEN , что означает «отрицательный электрод постоянного тока» или, проще говоря, сварочная проволока должна быть отрицательной. Если на вашей машине нет переключателя для этого, взгляните на свое руководство, вы сможете самостоятельно изменить полярность проводов.
Знаю, даже азы сварки кажутся слишком сложными!
Stick – один из самых старых и, вероятно, самых простых методов для понимания , он похож на процесс FCAW, поскольку при этом методе вам не нужен защитный газ, потому что проволока или « stick », используемые в этом процессе, уже имеют покрыт флюсом . Когда вы контактируете с электродом с основным металлом, он начинает плавиться, а покрытие вокруг электрода создает облако газов, которое защищает горячий металл.Основные преимущества сварки штучной сваркой заключаются в том, что она дешевле и у вас есть возможность сваривать более толстых материалов , чем с помощью MIG. С другой стороны, вам придется менять электроды, потому что они довольно быстро заканчиваются и стоят довольно дорого. Кроме того, как и в случае с FCAW, поскольку используется флюс , после сварки швы необходимо очистить отбойным молотком и проволочной щеткой, что делает процесс более трудоемким.
Что мне нужно для начала сварки?
Это зависит от различных факторов, но сначала вы должны выбрать метод , который вы хотите изучить.Вот несколько вопросов, которые следует учесть перед принятием решения:
- Где Я собираюсь работать большую часть времени?
- До Я хочу в будущем изучить другие методы сварки?
- Что какие проекты я буду делать?
Если вы собираетесь проводить большую часть времени в помещении , работая с более тонкими металлами, я определенно рекомендую купить MIG . Во-первых, это много легче работать с листовым металлом с помощью MIG, во-вторых, вам не нужно менять проволока очень часто, и, наконец, что не менее важно, она не производит шлака!
Если вы работаете в основном за пределами и вам нужно часто перемещать или переносить свою машину, я бы порекомендовал выбрать между FCAW или SMAW методом.В Основная причина в том, что для этих процессов не нужен газ, который бы унесло ветром. даже если присутствуют небольшие ветровые течения, оставляющие нас с дефектным и слабым сварка.
Если вы уверены, что хотите, чтобы улучшите свои навыки сварки в будущем, а затем изучите сварку штангой Во-первых, вы можете сузить кривую обучения с помощью TIG и MIG. Еще одна вещь следует учитывать, что если вы собираетесь большую часть времени работать с материалами 3/8 дюйма или толще, было бы разумнее купить сварочный аппарат.
В целом, сварочные аппараты обычно на дешевле , меньше и лучше проникает в более толстые материалы, но работает на небольших проекты с тонким металлом, такими как панели кузова и т. д., были бы более сложными. В в большинстве случаев я бы порекомендовал MIG каждому новичку, потому что он может делать больше, чем достаточно, если вы любитель или новичок. Если вы думаете о покупке своего первого МИГ, тогда у меня есть для тебя руководство.
Если я выберу аппарат для ручной сварки, какой будет аппарат переменного или постоянного / переменного тока?
Переменный или переменный ток означает, что ток непрерывно переключает полярность назад и вперед с положительной на отрицательную и с отрицательной на положительную, 120 раз в секунду (60 Гц).В результате сварка на переменном токе не такая гладкая, как сварка на постоянном токе, поэтому качество сварного шва обычно не такое хорошее. Кроме того, из-за переключателей постоянной полярности электроды имеют тенденцию гаснуть при сварке переменным током, поэтому важно помнить, что с настройками переменного тока можно использовать только электрод, предназначенный для переменного тока.
Этот метод выполняет свою работу, но редко используется большинством сварщиков, переменный ток в основном применяется при соединении металлов магнитные или с очень ржавой поверхностью (где вы не хотите высокая проникающая способность).
Постоянный ток всегда остается неизменным, будь то положительный или отрицательный постоянный ток, что означает, что электроны всегда текут в одном и том же направлении, а не меняют полярность. Для большинства сварщиков этот метод является предпочтительным, поскольку он имеет некоторые преимущества , такие как более плавный пуск и более стабильная дуга, меньше брызг и легче сваривать в неудобных положениях. Положительный постоянный ток также обеспечивает более высокое проникновение в металлы, а отрицательный постоянный ток дает противоположные результаты. Например, минус постоянного тока используется для сварки тонких металлов , чтобы избежать прожигания материала.
В заключение, учитывая, что в будущем вы захотите работать над разными проектами, вероятно, было бы лучшим выбором потратить пару сотен дополнительных на покупку машины переменного / постоянного тока.
Стоит ли покупать плазменный резак?
Как новичку, вам определенно нужно что-то для начала, чтобы резать материалы, но это не обязательно должен быть плазменный резак . Плазменный резак – это здорово, но он довольно дорогой, и его можно использовать только для резки. Кроме того, он нуждается в подаче наружного воздуха, поэтому вам нужно будет купить воздушный компрессор, чтобы использовать его.
Самым универсальным инструментом, если вы будете работать с более толстыми материалами, определенно будет резак Ox Ygen / ацетилен . Он выполняет свою работу, если вам нужно резать материалы, и, кроме того, вы можете использовать его для нагрева стали для гибки или предварительного нагрева основных металлов для более глубоких проникновений.
Третий вариант, который я часто использую, – угловая шлифовальная машина с отрезным диском. Угловая шлифовальная машина – отличный вариант, если вы работаете с более тонкими металлами. Вы можете делать очень точные разрезы довольно быстро, и, вероятно, они вам все равно понадобятся для шлифовки сварных швов и подготовки материалов, это может быть подходящим вариантом.
Не хочу вас пугать, но к этому инструменту нужно относиться с уважением и правильным отношением. Я видел, как отрезные диски ломались во время резки, и они могли довольно легко проникнуть в ваше тело, так что результат мог быть летальным. Если вы все же решите использовать угловую шлифовальную машину, пожалуйста, прочтите руководство и проведите собственное исследование, как правильно ее использовать.
Несколько советов от меня:
- Перед установкой диска убедитесь, что шлифовальный станок отключен от сети
- Всегда проверяйте, включен ли защитный кожух
- Используйте правильный диск, убедитесь, что он не поврежден и не просрочен
- Используйте его стороной ручка
- Используйте отрезной диск для отрезания и шлифовальный круг для заточки
- отрезной круг не рассчитан на то, чтобы выдерживать боковое давление, поэтому убедитесь, что ваш металл не подвергается нагрузке.
Если вы никогда раньше не работали с одним из них и не знаете никого, кто мог бы показать или научить вас лично, я настоятельно рекомендую вам не использовать его для резки. Просто купите для этого комплект горелки и арендуйте баллоны с кислородом и ацетиленом у местного поставщика или купите плазменный резак. С этими двумя методами, хотя они также опасны, меньше вещей, которые могут пойти не так, поэтому они больше подходят для новичков.
Если вы сначала решите не использовать шлифовальный станок, то для подготовки металла у вас должно быть хотя бы несколько металлических напильников и проволочная щетка, а в зависимости от выбранного вами метода сварки может потребоваться отбойный молоток.
Другое оборудование, которое может вам понадобиться
В зависимости от проектов, над которыми вы будете работать, есть множество инструментов и предметов, которые могут упростить сварку для начинающих, но первое, что вам обязательно понадобится, это что-то, чтобы пометить заготовку перед резка. Для этого вы можете увидеть, что люди рекомендуют тальковый камень , но я предпочитаю карандаши для сварщиков Riter. Маркировка не удаляется с основного металла так же легко, как с мыльного камня, и вы можете рисовать действительно четкие и четкие линии.
Для измерения, конечно, вам понадобится рулетка , а для более мелких вещей неплохо было бы иметь металлическую линейку. Для рисования идеальных углов в 90 градусов у вас должен быть хотя бы один квадрат кадра.
Часто я пользуюсь своими клещами MIG , но пара обычных подойдет. отлично. Они очень удобны, если вам нужно поменять насадку или подержать горячие предметы. стали.
И последнее, но не менее важное: если вы планируете делать небольшие проекты, вы можете также купить сварочный стол или сделать его самостоятельно в качестве первого проекта.Поначалу вы можете обойтись без него, но рано или поздно вам захочется его иметь. Поверьте, ваши колени и спина будут вам благодарны.
После того, как у вас есть стол, прикрепите a Тиски были бы большим улучшением, они действительно пригодятся.
Какие средства индивидуальной защиты рекомендуются?
Прежде чем приступить к работе, обязательно ознакомьтесь с инструкциями сварщика. руководство по эксплуатации, оно содержит важных информация по безопасности . Эту статью не следует использовать вместо рекомендации производителя.С учетом сказанного, есть четыре основных момента, которые мы нужно защитить себя от:
Пример: как не сваривать- UV лучи
- Токсичный дым
- Искры
- Горячий металл
Помню, в детстве папа не всегда обращал внимание на технику безопасности. Иногда в жаркую погоду он проводил сварку только в хлопковой футболке с короткими рукавами и джинсах. Иногда, когда ему нужно было сделать небольшой сварной шов в неудобном положении, он даже не использовал сварочный шлем ! Я знаю, что у него был фиксированный фильтр-линза (тот, который не затемняется автоматически), и я могу представить, что с ним было не очень удобно работать, но это не оправдывает такие действия.Чтобы защитить глаза и лицо от ожогов УФ-лучей , он просто носил обычную джинсовую кепку и во время сварки просто смотрел вниз. По сути, он полностью сваривал кишку. Я знаю, это звучит безумно, и я никому не рекомендую это делать! Сегодня защитное снаряжение относительно дешево и настолько хорошо разработано, что нет причин быть глупыми и рисковать своим здоровьем.
Чтобы защитить себя от ультрафиолетовых лучей, горячего металла и искр, вы должны быть покрыты с головы до ног огнестойким снаряжением .НИКОГДА не надевайте полиэстер! Я сам совершил эту ошибку, вы, наверное, не представляете, как быстро искры прожигают полиэстер и как сильно болит, когда горячий металл в сочетании с расплавленным полиэстером обжигает вашу кожу.
Итак, в основном вам понадобятся:
- Сварочный шлем
- Сварочные перчатки
- Сварочная куртка и брюки
- кожаные ботинки
Во-первых, самая важная часть вашего тела, которую нужно защитить, – это ваше лицо. Сварка производит ультрафиолетовое и инфракрасное излучение, которое может вызвать серьезные повреждения ваших глаз и кожи, если не будет должным образом защищено.Все мы пережили солнечный ожог, не очень ли хорошо?
Моим первым личным сварочным шлемом, который мне дал папа, был шлем с фиксированной линзой с фильтром , которую можно было приподнять, чтобы получить обзор заготовки, не поднимая весь шлем. Конечно, это было полезно, если мне приходилось сваривать в ограниченном пространстве. Позже я купил один с самозатемняющимся объективом , который, я должен сказать, изменил правила игры, я больше не могу представить себе жизнь без него. И с каждым годом линзы становятся все больше и больше, что даже лучше, теперь у некоторых из них есть функция для изменения диапазона оттенков линз.Это означает, что вы можете регулировать затемненность объектива в соответствии со своими желаниями и потребностями.
Если вы новичок , не совсем уверены, действительно ли вы занимаетесь сваркой или нет, покупка шлема с самозатемняющейся линзой может быть разумной, но если у вас есть серьезный интерес к сварке, я определенно рекомендую потратить пару больше баксов купить с регулируемой линзой. Сегодняшние цены на шлемы таковы, что покупать их без регулируемой шторки практически не имеет смысла.
Выбор сварочного шлема для новичков может оказаться сложной задачей, я знаю, что выбор кажется бесконечным.Если вы ошеломлены, я скоро создам для них руководство.
Сварочные перчатки необходимы! Как вы понимаете, расплавленный металл горячий, и без перчаток вы, скорее всего, получите травму. Фактически, однажды было проведено исследование, в котором говорилось, что 70% сотрудников, получивших травмы рук, признали, что во время инцидента они не были в перчатках. Для некоторых 70% это может показаться не таким уж большим, но лучше перестраховаться.
Теперь наше лицо и предплечья защищены, затем нам нужно защитить каждый дюйм нашего обнаженного тела от ультрафиолета и горячих искр.Для верхней части корпуса , я бы посоветовал вам купить огнестойкую сварочную куртку . Под ним вы можете носить обычную хлопковую рубашку в качестве дополнительного слоя защиты от горячих искр. Для нижней части тела у вас должны быть огнестойкие сварочные брюки или, по крайней мере, очень плотные джинсы из денима. Единственное, чего стоит избегать – это брюки с манжетами, они будут собирать летящие искры.
Вы определенно не хотите носить теннисную или матерчатую обувь. Что вам нужно, это кожаные ботинки , по крайней мере, , но для дополнительной защиты я бы посоветовал вам носить кожаные ботинки со стальным носком .Они не такие легкие, но даже если вы не работаете с очень тяжелыми материалами, я все равно их порекомендую. Поверьте, даже если вам на пальцы ног упадет небольшой отбойный молоток, будет больно. Возможно, вашим ногам не понравится носить сверхпрочные ботинки, но, на мой взгляд, лучше оставить пальцы ног целыми после дня в гараже.
Кроме того, для шлифовки и резки вы хотите купить беруши, , защитные очки , пластиковую маску и . Если вы купили или имеете сварочную каску с регулируемой шторкой, включая шлифовку, то маска для лица не обязательна.
Начало работы с MIG
Как я уже говорил, MIG – это , который считается самым простым для обучения новичкам методом сварки . Пройти курс может быть хорошей идеей, но если вы просто любитель, то методом проб и ошибок вы можете научиться сварке MIG самостоятельно. Когда у вас есть все необходимое оборудование, пора укладывать бусины!
Унция практики лучше тонны теории!
Чтобы сварной шов был красивым и чистым, необходимо очистить основные металлы от краски, ржавчины, жира и других лишних загрязнений.Вы можете просто использовать шлифовальный станок, проволочную щетку или напильник, чтобы очистить участки, на которые вы собираетесь наложить сварной шов.
Убедитесь, что у вас правый провод . Простое правило для этого: более тонкая проволока для тонких металлов и более толстая проволока. для более толстых металлов. То же самое и с типом проволоки: для алюминия используйте алюминий. проволока, для низкоуглеродистой стали использовать стальную проволоку. Если вы только начинаете, я бы Рекомендуем начинать с проволоки 0,30, с которой можно сваривать более тонкие материалы. а также более толстые материалы, где требуется больше присадочного металла.
- Подборщик правильная скорость подачи проволоки и сила тока
Большинство сварочных аппаратов имеют для этого таблицу напряжения / ампер за крышкой. Не стесняйтесь немного подправить их и посмотреть, что лучше всего подходит для вас. Если вы прожигаете отверстия в заготовке, это означает, что ваша мощность слишком высока, а если ваши сварные швы образуются рывками, это может означать, что ваше заземление недостаточно хорошее, скорость подачи проволоки слишком низкая или сварочный пистолет слишком далеко от сварного шва. Вы можете определить правильность настроек по звуку сварного шва, он должен звучать как жареный бекон, но определенно не как попкорн.
Не забудьте проверить правильность полярности, для магнитопровода DCEN (отрицательный электрод постоянного тока) и для сплошного провода с газом он должен быть DCEP (положительный электрод постоянного тока).
Просто найдите металлолом, очистите его, прикрепите зажим заземления к основному металлу, откройте газ и начните практиковать . Начните с выполнения прихваточных швов, затрачивая около двух секунд, чтобы закрепить каждый. Затем вы можете попробовать провести прямую линию длиной около дюйма каждая, удерживая ручку под углом 15 градусов, медленно двигаясь слева направо, если вы правша.Сохраняйте равномерное расстояние между основным металлом и соплом, около ¼ дюйма.
Самый простой способ – это круговые движения. Просто начните делать круги, перекрывая каждый наполовину предыдущий. Старайтесь держать сварочный пистолет двумя руками, одной в качестве опоры, а другой для направления сопла. Чем стабильнее ваши движения, тем лучше.
Если вы используете порошковую проволоку, важно, чтобы постоянно вытягивал ручку из сварочной ванны, чтобы избежать попадания флюса внутрь расплавленного металла.
После того, как вы немного попрактикуетесь, пора начать портить металлы. вместе. Есть пять основных суставов Типы : стыковое соединение, соединение внахлест, угловое соединение, тройник и соединение кромок. Я бы начал с суставов на коленях. Просто перекрыть два металлических куска, закрепить их как минимум в двух местах и выполнить фактический сварной шов.
Начало работы с Stick
Изучить сварку штангой для начинающих намного сложнее самостоятельно, чем сварку MIG, но это, безусловно, возможно.Это всего лишь базовый обзор, потому что было бы практически невозможно охватить все подробности в этом посте. Чтобы научиться сварке стержнем , я действительно советую вам пройти курс по этому вопросу или просто воспользоваться возможностями Youtube, вы можете найти там тонны отличного контента.
Очистка поверхностей для сварки штангой не так важна, как для сварки MIG и TIG, для достижения лучших результатов я бы все же посоветовал вам использовать проволочную щетку или шлифовальный станок для удаления грязи и ржавчины с участка, который будет сварной.Для начала было бы разумно потренироваться со стальной пластины размером ¼ дюйма 5X5.
Если вы используете подержанный сварочный аппарат , важно, чтобы соединения между кабелями и аппаратом были плотными и чтобы изоляция вокруг кабелей была неповрежденной, не должно быть оголенной меди. Затем прикрепите зажим заземления к основному металлу или, если у вас есть металлический сварочный стол, вы также можете прикрепить его к своему столу.
Возьмите электрод и вставьте его в электрододержатель.Я бы использовал стержни 6013 1/8 дюйма , они могут иметь не самые лучшие механические свойства, но они хороши для более тонких материалов и с ними легче зажигать дугу, кроме того, шлак от этих стержней имеет тенденцию отрываться. довольно легко.
Установите полярность на DCEN , если у вас есть машина переменного тока, все в порядке, электроды 6013 совместимы с переменным током, так как хорошо.
сила тока для этих стержней должно быть где-то между 110-120 ампер.
- Научитесь зажигать дугу
После того, как вы очистили поверхности, правильно настроили машину, она пора заводить сварщика.
Первое, что вы должны практиковать как новичок, – это , нанесение дуги . Большинство людей описывают это как «зажигание спички», потому что это очень похоже на это, но поверьте мне, даже если это может показаться простым, если вы впервые используете сварочный аппарат, есть много способов сделать это неправильно. Даже опытному сварщику сложно описать, как это делать правильно, поэтому новичкам я бы рекомендовал посмотреть несколько видеороликов, прежде чем попробовать.
https: // www.youtube.com/watch?v=SzDuQpHId10
- Научитесь запускать прямой борт
Как только вы почувствуете себя комфортно при зажигании дуги, вы можете практиковаться в беге по прямым линиям. Найти подходящую металлическую пластину размера 4 × 4 или 5 × 5 было бы неплохо, не тоньше 3/8 дюйма. Перед тем, как начать, вам нужно найти хорошее устойчивое положение, чтобы сделать один стабильный шов от одного конца до другого. Во время сварки стержень должен находиться под углом 15-20 градусов к направлению сварки, почти не касаясь основного металла.Как и в случае с FCAW, важно, чтобы постоянно тянул , а не выталкивал дугу из сварочной ванны, чтобы избежать загрязнения сварного шва шлаком. Начните с края пластины и используйте его в качестве ориентира при выполнении первого прямого шва.
После завершения первого валика очистите шлак отбойным молотком и проволочной щеткой, а затем повторите процесс. Следующая бусинка должна быть рядом с последней. Продолжайте повторять процесс, пока вся пластина не будет покрыта бусин .
Основы сварки для начинающих могут показаться скучными, но для того, чтобы овладеть искусством сварки , вам необходимо изучить базовые основ сварки, прежде чем вы сможете приступить к работе над более сложными проектами.
Заключение
можно начать сварку самостоятельно, но эта статья предназначена только для того, чтобы дать вам обзор основных вещей, которые вам нужно знать о процессе обучения, и инструментов, которые вам понадобятся. Освоение сварки для новичка, как я уже сказал, требует времени и усилий, как и любое новое умение.
Я не хочу вас пугать, потому что освоить основы сварки проще, чем вы думаете (вероятно), но, как я уже сказал, чтобы действительно начать получать вещи, вам нужно приложить определенные усилия.
Выбрав предпочтительный метод сварки, вы можете ознакомиться с моими более подробными руководствами в разделе блога MIG или Stick. Чтобы узнать больше о безопасности, обязательно ознакомьтесь с моими сообщениями об инструментах и безопасности.
Разница между сваркой штангой и сваркой MIG
Если вы начинающий сварщик, вам может быть интересно, в чем разница между сваркой штучной сваркой и сваркой MIG, и какой тип сварки может быть более полезным или более универсальным.В этом блоге Vern Lewis Welding Supply мы обсудим основы каждого метода сварки, а также некоторые плюсы и минусы, а также убедимся, что вы знаете различия между сваркой штучной сваркой и сваркой MIG.
Что такое ручная сварка? Понимание основ
Сварка палкой, которую также иногда называют дуговой сваркой защищенного металла (SMAW), является старейшим, простейшим и наиболее экономичным видом сварки, который используется уже более века, и на этот процесс были выданы первые патенты. в конце 1880-х гг.
Сварка палкой – очень часто используемый метод сварки среди начинающих сварщиков и сварщиков-любителей, потому что это довольно просто и очень универсально.
В этом методе сварки для создания сварного шва используется расходная «палочка» или стержень, покрытый флюсом («электрод»). При контакте с металлом электрод начинает плавиться, как и металлическая заготовка. Два металла плавятся вместе, образуя «сварочную ванну», которая остывает и образует прочное и прочное соединение между металлами.
Сварка палкойимеет ряд уникальных преимуществ. Он очень универсален и может использоваться для сварки металлических сплавов, включая никель, алюминий, медь, а также черных металлов, таких как железо и сталь. Он также не требует использования защитного газа и его легко выполнять на открытом воздухе и в ветреную погоду. Он также может создать относительно прочный сварной шов на ржавой или нечистой поверхности, что иногда может быть выгодно в некоторых ситуациях.
Однако сварка штучной сваркой далеко не такая «чистая», как другие методы сварки.Из-за особенностей работы сварного шва разбрызгивание расплавленного металла является распространенной проблемой, поэтому это необходимо учитывать в сварочном рабочем пространстве, а после завершения работы обычно требуется шлифовка, очистка и отделка сварного шва, что может привести к к более длительному общему времени сварки и более высокой стоимости.
Кроме того, это не так эффективно по времени, как некоторые другие виды сварки. Очистка сварного шва, замена электродов и другие действия означают, что вы не будете тратить много времени на фактическую укладку сварного шва с помощью сварки штангой.
Что такое сварка MIG (металл в инертном газе)? Понимание основ
СваркуMIG легко освоить, но для овладения базовой техникой потребуется определенная практика. Его часто называют «клеевым пистолетом» из-за принципа действия. Сварщики MIG используют инструмент, называемый пистолетом для катушки, который пропускает электрод в катушку с проволокой через устройство. В этом отличие от сварки штучной сваркой, при которой используется съемный стержневой электрод.
Эта проволока проходит через сварочный аппарат с постоянной скоростью, кроме того, горелка испускает поток газа, который защищает сварной шов от азота и кислорода.Электродная проволока плавится при высокой температуре при контакте с металлической заготовкой, образуя сварочную ванну, которая остывает, чтобы соединить их вместе.
У этого процесса есть несколько явных преимуществ. Сварка MIG создает высокопрочные сварные швы и имеет гораздо более «чистый» вид с меньшими затратами на шлифовку и очистку, а также очень экономична по времени, поскольку электрод и защитный газ автоматически подаются через сварочный аппарат. Его можно использовать для сварки материалов толщиной до 26 мм и на любой металлической поверхности.
Однако использовать оборудование MIG на открытом воздухе труднее из-за наличия защитного газа, который может унести сильный ветер. Для разных металлов также нужны разные типы металлов и газов. Сварка MIG также всегда должна выполняться на чистой, свободной от ржавчины поверхности, поэтому она требует более тщательной подготовки. Это также может оказаться непрактичным для очень толстых металлов, таких как чугун.
Что лучше? Сварка палкой или сварка MIG?
Нет «лучшего» варианта. Различия между сваркой штучной сваркой и сваркой MIG означают, что у обеих есть свои места и цели.
Сваркапалкой отлично подходит для начинающих, потому что ей легко научиться, и она очень доступна. Результаты могут не выглядеть чистыми, но они будут прочными, и если вы не заботитесь о аккуратном валике или хотите потратить время на его очистку и шлифовку, сварка штучной сваркой – хороший вариант.
Напротив, сварка MIG выполняется быстрее, эффективнее и чище, чем сварка штучной сваркой. Однако машины MIG сложнее настроить и изучить, а также, как правило, более дорогие. Аппарат MIG – лучший выбор для более опытных сварщиков-любителей, которые часто занимаются сваркой, или для профессиональных сварщиков, которым, возможно, требуется внештатная работа.
Если вам нужны принадлежности для сварки штангой или MIG, Vern Lewis Welding Supply здесь для вас. У нас есть широкий выбор нового и бывшего в употреблении сварочного оборудования, газов и электродов, а также всех других необходимых вам расходных материалов.
Советы по ручной сварке для начинающих
Добро пожаловать в ваше полное руководство по Ручная сварка для начинающих ! В следующем посте вы найдете простые определения, ссылки на полезные ресурсы по сварке штангой, обзоры оборудования и советы по использованию правильных настроек аппарата для сварки штангой и стержней.
Чтобы узнать о лучших наконечниках для сварки штангой , ознакомьтесь с содержанием ниже.
Ручная сварка для начинающих: содержание Основы дуговой сварки: что такое электродная сварка?Сварка палкой – это разновидность дуговой сварки .
Из всех различных видов сварки сварка штангой является одним из самых универсальных. Это также относительно недорого и полезно как для промышленных, так и для домашних проектов. Другой термин для этого же метода сварки – дуговая сварка защищенного металла (SMAW), или дуговая сварка, сокращенно .
Проще говоря, сварка штучной сваркой – это процесс ручной дуговой сварки, при котором для сварки используется электрод с флюсовым покрытием. Очевидно, это слишком упрощенное определение. Но это хорошая отправная точка.
Вот отличное определение сварки из Википедии:
Важно помнить, что существуют разные названия, относящиеся к одному и тому же методу сварки.Следующее является синонимом сварки штангой:
- Дуговая сварка защищенного металла (SMAW)
- Ручная дуговая сварка металла (MMAW или даже просто MMA)
- Дуговая сварка под флюсом
Как и все другие методы сварки, сварка палкой имеет свои плюсы и минусы, особенно если вы новичок.
С другой стороны, сварка палкой дает множество преимуществ:
- Универсальность: Например, этот тип сварки может применяться во всем: от судостроения до нефтеперерабатывающих заводов до проектов домашней сварки .Кроме того, сварка палкой совместима со многими сплавами и металлами.
- Портативность: Сварка палкой, в частности, делает проекты на открытом воздухе очень выполнимыми. И меньше материала носить с собой.
- Стоимость: В целом оборудование для стержневой сварки недорогое.
С другой стороны, вот некоторые недостатки сварки палкой:
- Ручной процесс: В частности, сварка стержнем – это ручной процесс.Без простоты автоматического процесса он требует больше времени, а относительная стоимость наплавленного металла шва довольно высока. Еще один недостаток ручной работы в том, что это сложнее, и сварные швы получаются не такими чистыми.
- Немного ограничено: К сожалению, сварка палкой совместима только с металлами толщиной более 18 калибра.
- Несовместимость: Сварка палкой несовместима с химически активными металлами, такими как колумбиам, цирконий, тантал и титан.Это связано с тем, что экранирование не препятствует загрязнению кислородом.
В целом, сварка штучной сваркой может быть сложной задачей. Однако вы не должны позволять этому останавливать вас! После времени, потраченного на исследования и практику, у вас все будет хорошо. Как только вы станете сертифицированным сварщиком, дуговая сварка начнется в кратчайшие сроки.
Подводя итог, вы должны хорошо разбираться в МОЛОЧКАХ:
Вот несколько замечательных веб-страниц с информацией о сварке палкой для начинающих:
БезопасностьДля получения более подробных советов по сварке предохранительной палкой мы рекомендуем просмотреть эти 3 видео / статьи:
Видео: Советы по ручной сварке для начинающихЧтобы получить краткое руководство по созданию хороших сварных швов, просмотрите видео от 3 сварщиков.
Сварка листового металла палкой: основные приемы
Если вам нужна помощь по сварке листового металла электродом, вот несколько полезных ресурсов:
- Как сварить листовой металл с помощью сварочного аппарата
- Видео: Как сварить листовой металл с помощью сварочного аппарата
- Основные советы по улучшению сварки штангой
Настройки аппарата для ручной сварки: использование таблицы сварочных электродов
Сварочный электрод – это сварочный пруток типа .Другими словами, это проволока, соединяющая сварочный аппарат с металлами, которые вы соединяете вместе.
При сварке SMAW / Stick этот стержень представляет собой электрод или расходуемый электрод , поскольку он плавится вместе с деталями, которые вы свариваете. Термин «расходный материал» имеет смысл, поскольку вы больше никогда не собираетесь использовать именно этот сварочный электрод. Он становится одним целым со сварным швом.
Щелкните здесь, чтобы ознакомиться с обзором лучших стержней для стержневой сварки за деньги. 3 типа стержней для сварочных аппаратовВсего существует 3 различных типа сварочных стержней:
- Электроды с легким покрытием
- Электроды с толстым покрытием
- Экранированные дуговые электроды
Во-первых, важно выбрать правильный электрод.
Понятно, что сложно определить, какой тип сварочного электрода использовать. В конце концов, существует так много вариантов – а с помощью таблицы сварочных электродов? Это может потребовать некоторой практики.
Ниже приведены другие полезные ресурсы по использованию таблицы сварочных электродов:
Использование таблицы сварочных электродов с настройками сварочного аппаратаПроще говоря, диаграмма силы тока электродов помогает вам решить, какой тип сварочного стержня использовать в зависимости от таких факторов, как толщина металла.
Вот несколько бесплатных таблиц сварочных электродов:
Аппарат для ручной сварки best должен поставляться со специальными таблицами электродов для сварки штангой.
Чтобы получить полное руководство, ознакомьтесь с Лучшие советы в Интернете для понимания стержней для сварочных аппаратов .
Ручная сварка и сварка Mig
Ручная сварка и сварка MIG имеют некоторые общие черты:
- Оба типа сварочных процессов требуют применения мер предосторожности и специальных приспособлений для защиты от травм.
- Кроме того, оба требуют подготовки чистого стыка без ржавчины, краски и воды.
- Оба требуют правильной настройки силы тока и полярности.
- Наконец, новички и профессионалы могут довольно эффективно это делать.
С другой стороны, вот некоторые заметные различия между сваркой Mig и сваркой Stick:
- Прежде всего, сварка штучной сваркой немного сложнее, чем MIG. Вот почему лучше сначала заняться Мигом. (Но не требование.)
- Во-вторых, сварка штангой занимает больше времени. Другими словами, для завершения проекта просто требуется больше времени.
- Помимо того, что сварка палкой в целом более сложна, она не обеспечивает такой чистоты сварных швов, как MIG.
- В пользу Stick, сварка штучной сваркой лучше всего подходит для сварочных работ на открытом воздухе. В отличие от MIG, этот тип сварки не требует использования газа.
К счастью, в Интернете есть множество доступных принадлежностей для сварки штангой.Ниже приведены ссылки на обзоры материалов для газовой дуговой сварки:
Ознакомьтесь с обзорами 6 лучших сварочных аппаратов и подробным руководством для покупателей. Советы по сварке палкой: последние мыслиЗавершая это руководство по сварке штангой для начинающих, мы надеемся, что вы нашли необходимую информацию, чтобы получать удовольствие от хорошей сварки штангой. Если вы боретесь вначале, не волнуйтесь.
Добавьте эту страницу в закладки, чтобы иметь список лучших статей и видеороликов о советах по сварке палкой и возвращаться к ним всякий раз, когда вам понадобится что-то напомнить.
Конечно, вы можете рассчитывать на недавно обновленную страницу со всеми последними ресурсами. Удачной сварки!
И не забудьте проверить другие сообщения, которые помогут вам с сваркой палкой:Обзоры лучшего сварочного аппарата палкой: Подробное руководство покупателя
Как найти лучший дешевый сварочный аппарат до 200 долларов (обзоры)
8 сварочных шлемов гарантированно изготовят Ваш кошелек счастливее .