Как сварить красивый плотный шов | Движения электродом при сварке с отрывом | Сварка для Начинающих
Приветствую на канале для гаражно-дачных самоучек в ручной дуговой сварке. Самая простая для новичка сварка, это сварка электродом с отрывом. Так сваривают тонкую профильную трубу у себя на участке.
Но и здесь есть несколько хитростей, применив которые, можно получать сварочные швы очень плотные-чешуйка к чешуйке, и они будут достаточно красивы внешне.
Покажу этот способ на профильной трубе 40 на 60 мм, толщиной 2 мм. Сделал болгаркой прорези в трубе шириной примерно 2 мм, это будет имитация стыков труб с зазором. Сначала посмотрим нужный результат сварки, а потом подробно разберём что и как делать.
Вот увеличенные фото шва выполненного электродом с отрывом. Чешуя довольно плотная, как говорят сварщики чешуйка к чешуйке. Такой шов можно применить и для сварки конструкции под воду-чтобы было герметично, не потекло. А теперь перейдём к набору рекомендаций новичку для подобной сварки.
А теперь перейдём к набору рекомендаций новичку для подобной сварки.
Для сварки с частым отрывом понадобятся электроды с рутиловым или рутил целлюлозным покрытием. Такие электроды легко повторно поджигаются, варят точка за точкой.
Это марки электродов АНО-21. МР-3. ОК-46 00. МОНОЛИТ. АРСЕНАЛ.
Чтобы было удобней часто прерывать и заново начинать сварку, электрод в держак лучше зажать в положение под 90 градусов. Для совсем начинающих можно даже целый электрод болгаркой разделить на 2 части, коротким электродом просто легче управлять.
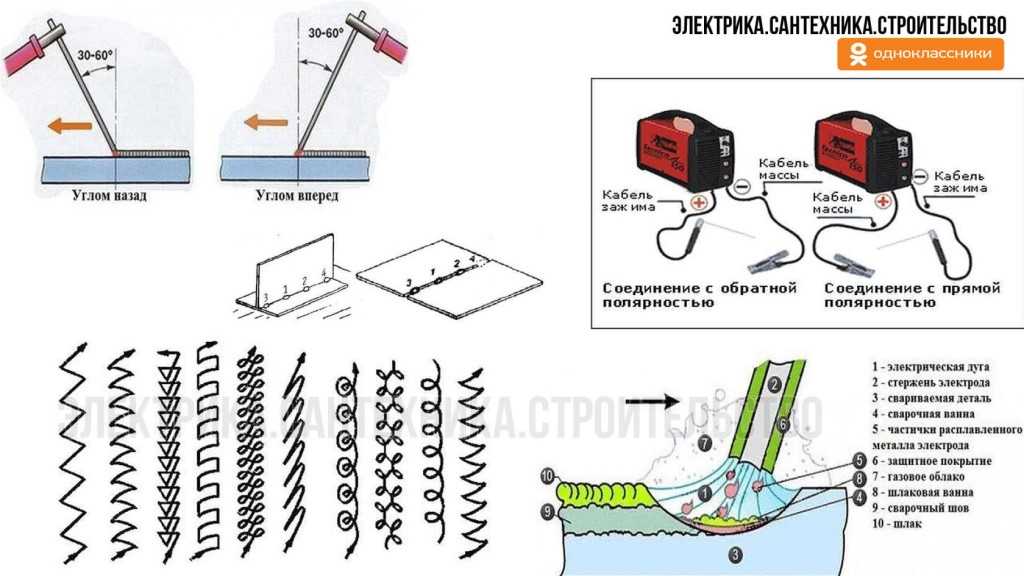
Если варим тонкую профильную трубу до 3 мм, то лучше поставить кабели инвертора в положение прямой полярности. Это значит держак с электродом подсоединим к минусовой клемме аппарата, а массу к плюсовой. Так уменьшиться вероятность прожогов.
Сварочный ток поставим примерно так-экспериментально найдём золотую середину когда электрод не прилипает и не прожигает стенку трубы хотя бы пару секунд непрерывного горения дуги-на металле трубы без зазора, в зазоре прожгёт быстрее.
У меня электрод 3 мм марки АНО-21, сварочный ток выставил на значении от 80 до 90 ампер.
А теперь сами движения электрода.
Поджигаем электрод в начале зазора. Поджигаем и отрываем несколько раз, пару или три раза. Это мы делаем чтобы первая точка получилась нужной шириной, ориентировочно нужно 2-2.5 диаметра электрода с обмазкой. Это будет нужная оптимальная ширина будущего шва. И тут начинается сама суть.
Повторный поджиг. Торцом электрода опускаемся в контур границы предыдущей сварочной ванны. Можно сказать зайдём на миллиметр внутрь контура предыдущей сварочной ванны.
И в этот момент мы внимательно смотрим чтобы под электродом сварочная ванна расплылась толщиной аналогично с толщиной первой сварочной точки. Как эта ширина получилась, в этот момент делаем отрыв электрода.
И так делаем точка за точкой, смотрим чтобы получалась та же ширина расплыва сварочной ванны как и у предыдущей точки.
Ещё важно как и в какую сторону делать отрыв электрода, смотрите.
Отрыв электрода делаем немного назад и вправо. Так мы дополнительно отодвигаем шлак чуть назад в сварочной ванне над металлом. Просто так повторная точка металла будет лучше растекаться.
Это нужно попробовать сравнить на практике. я предпочитаю делать отрыв в нижнем положении именно так, чешуйки шва с этим способом мельче. Вот и вся теоретическая подготовка, давайте ещё поварим, глянем что будет.
Варим точка за точкой. Не спешим, если появляются признаки близкого прожога-сварочная ванна начинается вогнутая, то тогда увеличиваем время между повторным поджигом. Заварили шов, смотрим.
Шлак начинает отходить одной сплошной коркой, а это значит шов получился гладким и с мелкой чешуёй.
Так и есть, при многократном приближении всё получилось хорошо. Довольно симпатично и плотно.
Поделиться в социальных сетях
Вам может понравиться
Ошибки при сварке у начинающих сварщиков
Содержание:
Ошибки при сварке у начинающих сварщиковНаучиться варить можно только анализируя собственные ошибки. Путем практики и исправления ошибок получится достигнуть результатов уже сравнительно через небольшой промежуток времени.
Путем практики и исправления ошибок получится достигнуть результатов уже сравнительно через небольшой промежуток времени.
Сейчас весна в самом разгаре, и если погода позволяет, то самый раз выбраться в гараж, чтобы учиться сварке. Дабы не наступать на одни и те же грабли, рекомендую ознакомиться с самыми распространёнными ошибками при сварке у начинающих сварщиков.
Неправильный подбор тока — больше или меньше чем нужно. Проявляется данная ошибка прилипанием электрода к металлу, либо же прожиганием. Чтобы научиться подбирать ток, следует потренироваться. Также, придётся запомнить некоторые моменты. В итоге вы сможете подбирать ток, несмотря на сварочный аппарат, в зависимости от того, как варит сварка.
Ошибка №2
Чрезмерно быстрая сварка (перемещение электрода). Начинающие сварщики еще плохо видят, как происходит процесс сварки изнутри. В результате многие боятся прожечь металл и перемещают электрод слишком быстро. Вследствие этого металл нормально не проваривается, шов получается тонким и кривым, а соединение крайне ненадёжным.
Стоит потренироваться и перемещать электрод правильно. Скорость перемещения электрода зависит от множества факторов. К сожалению, усреднить данный показатель сложно. Это может быть и 600 — 750 мм/мин, а также меньше, в зависимости от различных параметров сварки (толщины металла и т. д.).
Ошибка №3
Многие начинают варить сразу без отрыва, мол, так легче учиться и осваивать технику ручной дуговой сварки. Однако это грубейшая ошибка, которая приводит к образованию прожогов. Лучше не начинать учиться варить без отрыва, по крайней мере, первое время.
Ошибка №4
Неправильно выставленные зазоры. Как правило, начинающие сварщики допускают различные ошибки на этапах подготовки и прихватывании заготовок. Например, боясь не проварить металл, многие делают между заготовками слишком маленький зазор.
Данная ошибка приводит к тому, что из-за отсутствия зазора детали начинают деформироваться при сварке. Однако и слишком большой зазор, также не является панацеей. В первую очередь он ведет к повышенному расходу материалов для сварки.
В первую очередь он ведет к повышенному расходу материалов для сварки.
Ошибка №5
Следующие ошибки могут привести к получению травм. Например, неправильно выбранный светофильтр к сварочной маске станет причиной получения ожога глаз или «зайчиков», как говорят сварщики.
Основной функцией светофильтра является защита органов зрения от ультрафиолета.
Разные виды сварки имеют различное воздействие в данном плане:
- Дуговая сварка электродом – минимальное воздействие;
- Полуавтоматическая сварка (СО2) — большое воздействие;
- Аргонодуговая сварка — очень большое воздействие.
Соответственно светофильтр к сварочной маске необходимо выбирать в зависимости от типа сварки. В противном случае можно навредить глазам.
Безусловно, лучшим выходом здесь является маска хамелеон с автоматическим затемнением. Светофильтр, который установлен в масках хамелеон, автоматически затемняется исходя от мощности излучения.
При этом главным параметрам автоматических масок является скорость срабатывания светофильтра.
Что такое сварка электродом (ММА): Основы для начинающих
Содержание
Сварка электродом — один из старейших видов сварки, используемых до сих пор. Он прост в настройке и относительно прост в освоении, поэтому многие рекомендуют его начинающим сварщикам.
Что такое сварка электродами (MMA)?Ручная дуговая сварка металлическим электродом (MMA) — это процесс дуговой сварки, при котором дуга образуется между электродом, покрытым флюсом, и основным металлом. Дуга вплавляет электрод в заготовку, образуя сварной шов.
MMA также называется дуговой сваркой в среде защитного металла (SMAW), но чаще всего она известна как «стержневая» сварка, по названию электродов, похожих на стержни, используемых для сварки.
Как работает сварка электродами? Сварка электродом является одним из самых простых видов сварки, так как при этом используется наименьшее количество оборудования. Для зажигания дуги требуется замкнутая электрическая цепь, которая формируется всеми компонентами сварочного аппарата.
Для зажигания дуги требуется замкнутая электрическая цепь, которая формируется всеми компонентами сварочного аппарата.
Сначала к сварочному аппарату подключается электрододержатель, а сам электрод вставляется в держатель. Электрододержатель — это гораздо более простая «горелка» — его единственная цель — удерживать электрод на месте и пропускать через него сварочный ток. Кнопки и циферблаты вообще не задействованы.
Электрод постукивает или ударяется о основной металл, что зажигает дугу между ними. Электроды, используемые при сварке стержнем, являются плавящимися электродами, так как они вплавляются в основной металл, образуя сварной шов.
Это первая половина электрической цепи.
В отличие от MIG или TIG, сварка электродами не требует внешнего газа. Вместо этого внешнее флюсовое покрытие на каждом электроде защищает сварной шов по мере его плавления. Флюсовое покрытие сплавляется с металлом, выделяя газы изнутри, которые пузырьками выходят на поверхность.
Эти внутренние газы защищают сварной шов от внешних загрязнений до тех пор, пока сварочная ванна не начнет остывать. После расплавления флюсовое покрытие образует слой шлака над окончательным сварным швом, который необходимо сколоть, чтобы получить чистый законченный шов.
Вторая половина цепи — заземляющий зажим. Если ваша машина не заземлена, ваш электрод не загорится дугой. Его необходимо прикрепить к чистому голому металлу, так как плохая земля также создаст проблемы (например, блуждающую дугу).
Итак, чтобы замкнуть цепь, убедитесь, что вы подключили зажим к машине и подключили его к чистому месту на металле, который вы свариваете.
Выбор электрода для сварки электродом Для электродуговой сварки доступен ряд различных электродов. Каждый из них имеет собственный классификационный код, в котором подробно описаны свойства каждого электрода. Для электродов из мягкой стали за буквой «Е» следует четырехзначный код, например, E6013.
Вот разбивка того, что означает каждая часть кода:
- Буква «E» означает электрод. Каждый электрод из мягкой стали начинается с E. .
- Первые две цифры (60) обозначают предел прочности электрода на растяжение после сварки. Почти каждый доступный электрод будет иметь маркировку 60 или 70, поскольку прочность на растяжение от 60 000ksi до 70 000ksi применима практически ко всем металлам.
- Третье число (1) указывает на положение сварки, в котором его можно использовать. Существует только три варианта этого числа: 1 (все положения), 2 (плоское и горизонтальное) и 3 (только плоское).
- Четвертая цифра (3) относится к типу флюсового покрытия. Существует девять различных типов флюсовых покрытий, каждый из которых имеет свои особенности.
Вообще говоря, наиболее распространенными электродами, используемыми для мягкой стали, являются электроды E6010, E6011, E6013, E7016, E7018 и E7024. Электроды из нержавеющей стали маркируются маркой металла, например, 309L.
Когда дело доходит до обучения сварке электродом, мы рекомендуем использовать E6013, так как они считаются универсальными, они хорошо работают во всех областях применения, все они позиционные и их легко зажигать.
Размер электрода, который вам понадобится, зависит от толщины пластины. Вообще говоря, электрод диаметром 2,5 мм подходит для 3–6 мм, электрод 3,2 мм подходит для 6–12 мм, а электрод диаметром 4 мм подходит для 12–25 мм.
НастройкиСамое приятное в электродуговой сварке то, что есть только одна настройка: ваши усилители.
То, на что вы хотите настроить свои усилители, зависит от нескольких факторов, включая тип и диаметр электрода, толщину основного металла и положение сварки.
Большинство комплектов электродов поставляются с рекомендуемым диапазоном силы тока, при котором электрод может выдержать/плавиться, поэтому, даже если вы понятия не имеете, они обеспечивают хорошую отправную точку. Начиная с середины рекомендуемого диапазона и увеличивая или уменьшая его по мере необходимости, обычно лучший способ найти то, что будет работать для вас.
Сварку электродом можно выполнять на переменном или постоянном токе.
По большей части стержневые электроды обычно работают с положительной полярностью или положительным электродом постоянного тока (DCEP). Это означает, что ток заряжен положительно и течет от отрицательного к положительному.
В этом случае ток идет от базовой пластины к электроду. Звучит контрпродуктивно, но затем нагретый электрод снова вплавляется в пластину, обеспечивая прочное проникновение.
Некоторые электроды можно использовать для сварки с отрицательной полярностью или отрицательным электродом постоянного тока (DCEN). Ток течет в противоположном направлении, от электрода к пластине, что обеспечивает более мелкое проникновение, чем DCEP.
Если у вас есть электрод, который можно использовать на переменном токе, вы обнаружите, что проплавление сварного шва находится между этими двумя значениями. Он не такой поверхностный, как DCEN, но и не такой глубокий, как DCEP. Это связано с тем, что во время сварки ток меняет положительную и отрицательную полярность.
Это связано с тем, что во время сварки ток меняет положительную и отрицательную полярность.
На упаковке каждого стержневого электрода указано, следует ли его использовать в DCEP, DCEN или AC.
Чтобы настроить сварочный аппарат UNIMIG для DCEP, подключите кабель держателя электрода к положительному (+) креплению на панели, а зажим заземления — к отрицательному (-) креплению на панели.
Для DCEN: подключите кабель держателя электрода к отрицательному (-) креплению на панели, а зажим заземления — к положительному (+) креплению на панели.
Сварка постоянным током возможна только на наших специальных машинах. Итак, если у вас есть электрод, который можно использовать на переменном токе, и вы хотите его сваривать именно так, вам понадобится аппарат TIG переменного/постоянного тока, настроенный для сварки электродом.
Чтобы выполнить сварку электродом на переменном токе, вы должны настроить провода для DCEP. На большинстве машин нет специальной настройки «стик переменного тока». Вместо этого вам понадобится версия электрода переменного тока, который вы хотите сварить.
Вместо этого вам понадобится версия электрода переменного тока, который вы хотите сварить.
Сварка стержнем наименее универсальна, когда речь идет о том, на скольких типах металла ее можно использовать. Может сваривать:
- Мягкую сталь
- Нержавеющая сталь
- Чугун
Несмотря на ограниченный диапазон металлов, которые можно сваривать, электродуговая сварка по-прежнему является одним из наиболее распространенных сварочных процессов, используемых сегодня.
Некоторые распространенные виды сварки электродами включают:
- Строительство и строительство – сварка электродами является наиболее распространенным типом сварки в крупном строительстве. Его способность сваривать очень толстые металлы за несколько проходов делает его идеальным для крупных строительных работ.
- Работа на объекте и на открытом воздухе — поскольку он не использует газ (а машины, предназначенные для работы с палками, относительно малы), он является лучшим выбором для работы на открытом воздухе и на объекте благодаря своей портативности.

- Общие работы по изготовлению и ремонту. Несмотря на то, что он не может сваривать листовой металл, сварка стержнем по-прежнему является разумным выбором для каркасов, заборов, ремонта ферм и других работ.
- Сварка труб – газовые трубы, трубы электростанций и любой другой вид сварки труб, как правило, лучше использовать палку, особенно для корневого прохода.
- Домашнее хобби и проекты «сделай сам» — простая установка и меньшая стоимость делают сварку электродом отличным выбором для воинов выходного дня, плюс они маленькие, поэтому их легко хранить.
- Добыча полезных ископаемых — без газа, палочные машины являются самыми портативными и идеально подходят для добычи полезных ископаемых.
- Под водой — при любой подводной сварке используется электродуговая сварка, поскольку это единственный процесс, который можно использовать в воде.

Существует множество причин, по которым палка по-прежнему так популярна в сварочной отрасли и почему она никуда не денется.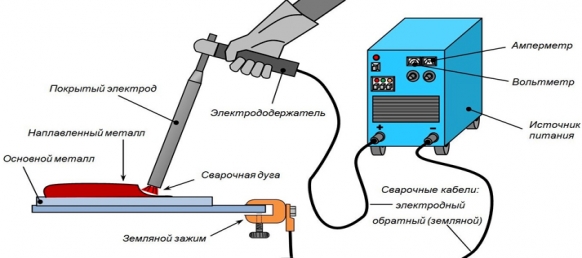
- Его можно использовать где угодно. Пока у вас есть доступ к источнику питания, вы можете использовать сварочный аппарат. Это самая портативная машина, благодаря тому, что вам не нужно таскать с собой газовый баллон, куда бы вы ни пошли.
- Легко научиться. Самая сложная часть сварки электродом — постоянное зажигание дуги, остальная часть процесса очень проста, и она отлично подходит в качестве отправной точки для сварки.
- Идеально подходит для использования вне помещений. Поскольку он не использует газ, вы можете работать на любом объекте вне помещений, не беспокоясь о том, что ваш защитный газ сдуется.
- Это не суетливо. В то время как MIG и TIG требуют тщательной очистки основного металла, прежде чем его можно будет сваривать, электродуговая сварка будет работать на ржавчине, прокатной окалине и других загрязнениях. Тем не менее, это только до определенной степени, и по-прежнему рекомендуется очищать металл для наилучшего сварного шва.
- Это доступно. Специализированные сварочные аппараты — это самые дешевые машины, которые вы можете получить в каждой точке силы тока, и единственное, что вам нужно для работы, — это электроды.
- Может сваривать толще. Аппараты Stick могут сваривать более толстые материалы и более толстые электроды, чем TIG, при той же силе тока.
 Специализированные сварочные аппараты — это самые дешевые машины, которые вы можете получить в каждой точке силы тока, и единственное, что вам нужно для работы, — это электроды.
Специализированные сварочные аппараты — это самые дешевые машины, которые вы можете получить в каждой точке силы тока, и единственное, что вам нужно для работы, — это электроды.Несмотря на свои преимущества, есть несколько причин, по которым вы бы не стали брать палку.
- Медленно. Скорость перемещения штучного электрода в сочетании с необходимостью брать новый каждый раз, когда он заканчивается, складывается воедино, что делает этот способ сварки трудоемким.
- Это грязно. При сварке электродом образуется много брызг и дыма, гораздо больше, чем при сварке TIG или MIG. Кроме того, некоторые электроды более агрессивны и создают больше брызг.
- Дополнительное время простоя. После того, как вы закончите сварку, у вас все еще есть немного дополнительной работы, прежде чем работа будет выполнена, чтобы удалить шлак с каждого сварного шва. В зависимости от электрода, который вы используете, это может быть легко или сложно.
- Он не такой универсальный. Он не может сваривать столько металлов, сколько MIG или TIG, поэтому количество приложений, для которых он может использоваться, ограничено.
- Не может сваривать тонкий металл. Он не может сваривать металл тоньше 2 мм. Если вы хотите попробовать, вы можете попробовать DCEN, чтобы уменьшить проникновение в сварной шов, сводя к минимуму прожоги.
 В зависимости от электрода, который вы используете, это может быть легко или сложно.
В зависимости от электрода, который вы используете, это может быть легко или сложно.Если вы хотите заняться сваркой, сварка электродом — это отличный и экономичный способ научиться сварке, и это навык, который можно использовать в самых разных областях.
Источник: ЮниМиг
Просмотров сообщений: 455
Основы сварки электродом | Блог о ферме и флоте Блейна
Posted on by Andrew Gardner
Дуговая сварка защитным металлом, часто называемая просто SMAW или дуговой сваркой, является одним из наиболее часто используемых методов сварки.
Сварка стержнем используется для сварки низколегированной и высоколегированной стали, чугуна, нержавеющей стали, углеродистой стали и ковкого чугуна. Его также можно использовать с цветными материалами, такими как никелевые и медные сплавы и алюминий.
Ручная сварка используется в промышленности, строительстве и т. д. Изучите основы этого распространенного метода сварки с помощью Blain’s Farm & Fleet. Оборудование для сварки электродомИсточник питания
Для сварки электродом требуется относительно постоянный источник тока, даже при изменении напряжения или длины дуги.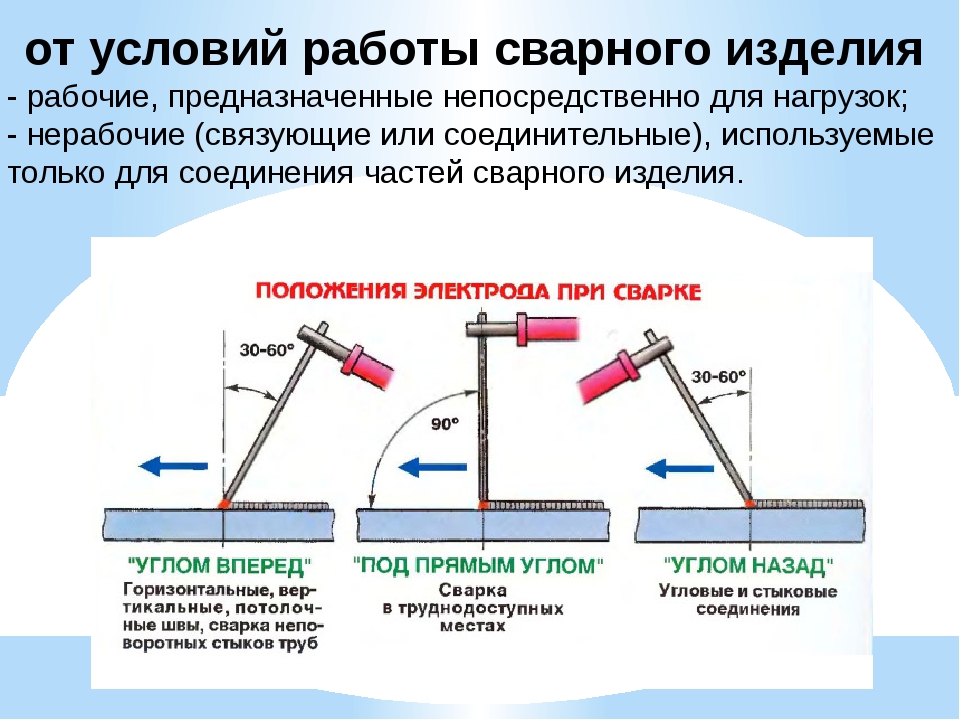 Опытный сварщик меняет длину дуги при изменении силы тока.
Опытный сварщик меняет длину дуги при изменении силы тока.
Заземляющий зажим крепится к заготовке или металлическому сварочному столу. Зажим заземления подключается к источнику сварочного тока, а также кабелю электрода и держателю.
Электрод
Плавящийся электрод используется для создания сварного шва. Выбор правильного электрода зависит от свариваемого материала, положения сварного шва и свойств сварного шва. Сварочные электроды покрыты веществом, называемым флюсом. Флюс выделяет газ, который очищает сварной шов и образует шлак. При сварке электродами шлак используется для защиты сварного шва, а затем откалывается.
Электроды подразделяются на электроды быстрого заполнения, быстрого замораживания и заполнения-замораживания. Быстрозаполняемые электроды быстро плавятся. Это помогает максимально увеличить скорость сварки. Быстрозамерзающие электроды предназначены для быстрого затвердевания. Они используются в ситуациях, когда положение сварщика может быть затруднено.