Видео урок сварки электродом – Морской флот
Что такое «инвертор»?Технология сварки инвертором подразумевает обязательное использование этого устройства для работы. По своей сущности инвертор представляет собой устройство, которое превращает переменный ток из нашей обычной розетки 220 В в постоянный, при этом изменяя частоту. Плюс еще и в том, что такое серьезное устройство очень экономно расходует вашу электроэнергию и заметно не изменяет показатель напряжения. Существует аппараты-инверторы, которые работают при напряжении 380 В. Сварка трёхмиллиметровым электродом будет возможна и при напряжении 170 В. Но это лучше проверить в инструкции по эксплуатации конкретного вида инвертора. Такое низкое напряжение обычно характерно для деревень, небольших поселков.
Визуально аппарат представляет собой металлическую коробку, с индикаторами некоторых показателей: перегрева и питания, иногда есть решетки для лучшего охлаждения содержимого, с ремнем для удобной переноски и ручкой. Вес примерно 3-6 кг. На инверторе есть ручка, регулирующая сварочный ток, два отверстия для кабелей – плюс и минус. Один используется как прищепка для детали, второй – для держателя электрода. Рекомендуется приобретать инвертор с кабелями нужного размера. Иногда они оказываются слишком короткими. Также кабели должны быть максимально гибкими для удобства.
Вес примерно 3-6 кг. На инверторе есть ручка, регулирующая сварочный ток, два отверстия для кабелей – плюс и минус. Один используется как прищепка для детали, второй – для держателя электрода. Рекомендуется приобретать инвертор с кабелями нужного размера. Иногда они оказываются слишком короткими. Также кабели должны быть максимально гибкими для удобства.
Как выбрать сварочный инвертор? Довольно просто. Цены на инверторы вполне демократичные. Но ценовой диапазон присутствует. Покупать самый дорогой – не лучший вариант для человека, только познающего азы сварки инвертором. Работать сварочным инвертором производителя Ресанта удобно и продуктивно.
Отвечая на вопросы как пользоваться сварочным инвертором, как правильно варить сварочным инвертором и как научиться варить сварочным инвертором прежде всего нужно сказать о следующем. Перед тем, как правильно варить инверторным сварочным оборудованием обязательно внимательно прочтите как варить сварочным инвертором конкретного производителя. Можно несколько раз. Принцип работы у инверторов один и тот же, но в остальных показателях множество различий, которые не изложишь ни в одном универсальном пособии по сварке.
Можно несколько раз. Принцип работы у инверторов один и тот же, но в остальных показателях множество различий, которые не изложишь ни в одном универсальном пособии по сварке.
Как варить сварочным инвертором знает любой сварщик. Инверторная сварка в своей основе имеет вполне себе классический принцип. Металл инвертором сваривается от высокой температуры электрической дуги. Чтобы между электродом и металлической деталью появилась дуга, их нужно подключить к разным полюсам. Выбор плюса или минуса для электрода и металла зависит от того, какой толщины деталь, подлежащая сварке. Существует разделение на прямую и обратную полярность или электрод-отрицательную и электрод-положительную. Последнее наименование разновидностей полярности более понятно. При прямой или электрод-отрицательной полярности сварочный электрод подключается к минусу, а свариваемая металлическая деталь – к плюсу. Если поменять их местами, будет обратная полярность или электрод-положительная.
Между этими двумя видами соединений существует разница. Сварочный электрод либо деталь для сварки будут нагреваться больше, если к ним присоединить положительный заряд. Это происходит потому, что электроды в дуге перемещаются от минуса к плюсу, что делает температуру плюса более высокой. При сварке труб толще 3-х мм, целесообразней будет подключить к трубе положительный заряд. Трубы такой толщины нужно значительно «разогреть» для получения хорошего шва. Поэтому, присоединив плюс к трубе, металл лучше расплавится, шов будет качественным и прочным. Если труба из тонкого металла, то положительным зарядом ее можно «сжечь», приведя тем самым в негодность. Поэтому, лучше к ней подсоединить минус.
Что такое сварочный шов и как его сделать?Сварочный шов представляет собой участок сварного соединения, образовавшийся в результате кристаллизации расплавленного металла. Сварочный электрод представляет собой металлический стержень, сердцевину, которая покрыта специальным покрытием, которое не дает кислороду попасть в область сварки (сварочную ванну). Стержень производится из токопроводящих металлов, чтобы электрический ток поступал непосредственно к свариваемой детали.
Стержень производится из токопроводящих металлов, чтобы электрический ток поступал непосредственно к свариваемой детали.
Процесс создания электрической дуги представляет собой соединение металлического стержня электрода с изделием. Специальное покрытие вокруг стержня электрода начинает гореть и плавится. При плавлении покрытия выделяются газы, которые окружают сварную ванну, защищая металл от кислорода в процессе сварки. Расплавленное покрытие следующим слоем защищает только что расплавленный металл от кислорода после сварки. Этот слой расплавленного покрытия называется шлаком.
Сам процесс соединения металла имеет еще больше нюансов. Чтобы получить качественный шов, два свариваемых куска металла нужно нагреть до одинаковой температуры. Металл должен быть расплавлен на одинаковом расстоянии от края обоих изделий. Так как электрод плавящийся, при сварке его частицы «смещают» дугу ближе к шву, поэтому нужно постоянно приближать держатель поближе к изделию.
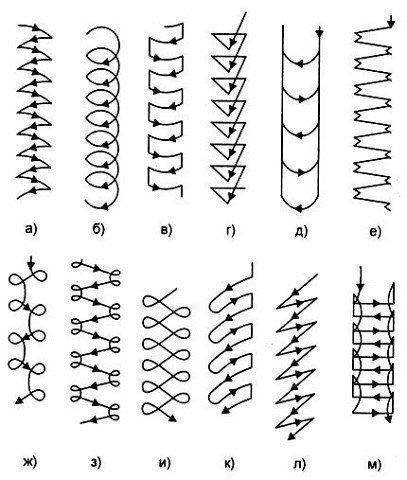
Чтобы шов получился шире, нужно «вырисовывать» им в процессе сварки различного рода рисунки: круги, зигзаги и прочие. Научится делать это с первого раза все равно будет непросто, хоть у сварочного инвертора и не «скачет» дуга.
Научится делать это с первого раза все равно будет непросто, хоть у сварочного инвертора и не «скачет» дуга.
Движения электрода при сварке инвертором
С чего начать сварку металла инвертором?Как пользоваться сварочным инвертором? Сначала нужно позаботиться о безопасности. Для сварки нужно приобрести маску, закрытые ботинки и перчатки из толстой кожи, плотную одежду. Ваше обмундирование должно вас защищать от искр. Помимо средств индивидуальной защиты, нужно позаботиться о безопасности окружающих вас людей и предметов. Если вы собираетесь «варить» дома либо в иных местах, где могут появится люди без специальной защиты, следует их об этом предупредить. Если это все-таки произошло – немедленно прекратите сварку. Очистите пространство вокруг места сварки от лишних предметов, легковоспламеняющихся предметов и жидкостей, которые могут спровоцировать пожар или взрыв. Работу нужно выполнять на специальном настиле из дерева в целях исключения возможности поражения током. Обеспечьте наличие ведра с песком рядом с вами. Правильная работа со сварочным оборудованием равняется безопасной работе.
Обеспечьте наличие ведра с песком рядом с вами. Правильная работа со сварочным оборудованием равняется безопасной работе.
Металл, который вы собираетесь «варить», должен быть подготовлен. Его необходимо очистить от лишнего: ржавчины, краски. Кромки должны быть обработаны растворителем. На них не должно быть остатков жира или краски.
Далее подключаем куда необходимо сварочные кабели, выбираем нужный электрод, выставляем величину тока. В таблице ниже указано как подобрать нужный электрод. Диаметр электрода зависит от толщины изделия, подлежащего сварке. Приведены рекомендуемые значения.
| Толщина металла, мм | 2 | 3 | 4-5 | 6-8 | 9-10 |
| Диаметр электрода, мм | 2 | 3 | 3-4 | 4 | 4-5 |
| Ток сварки, А | 50- |
60
110-120
110-120 (приd=3MM)
140-160 (при
d=4MM)140-
160
140-160 (приd=4MM)
225-300 (при
d=5MM)Как пользоваться сварочным инвертором?
Не спешите! Торопясь сделать шов, вы, скорее всего, получите некачественное соединение.

В процессе сварки величину тока можно и нужно менять, если это требуется. Если вы видите, что при создании шва получаются не валики, а что-то типа размытых линий, то следует увеличить ток. Если же валики такие огромные, что становится сложно передвигать электрододержатель, показатель тока уменьшаем.
Если вы используете не только что приобретенные электроды, а те, которые были на хранении некоторое время во влажных местах, то их необходимо высушить около двух-трех часов при температуре примерно 2000 градусов.
Разжечь дугу можно двумя способами:
-несколько раз ударить кончиком электрода об изделие;
-применить способ, аналогичный розжигу спички.
Чтобы наловчиться прокладывать шов, сначала можно отметить на металле предполагаемую линию. Отметьте так, чтобы вам было ее четко видно. Далее разжигаем дугу, и направляем ее к отметке до упора. Там начинает плавится металл и все это покрывается шлаком, как было сказано выше. Это и есть сварочная ванна, это ее нужно двигать, «вырисовывая» рисунки, как показано на рисунке выше.
Двигать сварочную ванну электродом нужно под определенным углом. Существует два отличия как сваривать детали: под углом вперед и под углом назад. Первый вид позволяет варить с меньшей теплотой, что отлично подходит для тонких металлов. Соответственно, второй вид сварки характерен для толстых металлов.
Помимо всех вышеуказанных показателей следует соблюдать еще и оптимальную длину сварочной дуги. Это то расстояние от окончания электрода до детали. Есть короткая, средняя и длинная. Короткая – 1 мм, средняя – 2-3 мм, длинная – 5 и более мм, до полного отрыва и исчезновения дуги. Для новичка оптимальной длиной считается средняя дуга. При длинной дуге металл нагревается недостаточно потому что она «скачет», шов будет не качественным. При сварке короткой дугой появляются слишком выпуклые валики, прогрева возле них мало, это может повлечь появление подрезов (канавки вдоль шва). Это делает шов также некачественным.
Если шов получился с дефектами – не расстраивайтесь, еще можно его подправить. Для этого нужно удалить область некачественного шва и «сварить» еще раз. Либо «подлатать» эту область.
Для этого нужно удалить область некачественного шва и «сварить» еще раз. Либо «подлатать» эту область.
Сварка инвертором для начинающих тонкого металла характеризуется наличием основными видами: встык и внахлест. Для новичков проще варить внахлест, есть гарантия, что вы не приварите металл к столу. Сварка тонкого металла встык имеет множество сложностей и особенностей при использовании инвертора. Чаще для этого используют сварочные полуавтоматы, которые лично для себя обычно никто не приобретает. Пользоваться инверторным сварочным аппаратом начинающим обычно рискованно.
Итак, это основная информация, самоучитель и правила, которые нужно знать и соблюдать, если вы решили узнать, как варить металл сварочным инвертором. Сварка для начинающих, конечно, характеризуется начальными неудачами. Первоначально нужно будет научится совершать каждый этап работы несколько раз, чтобы довести его до надлежащего уровня. Придется тренироваться, использовать множество «пробных» электродов, кусков металла, научиться хорошо и с первого раза разжигать дугу. Но, согласитесь, это небольшая цена за возможность узнать, как научиться правильно варить сварочным инвертором самостоятельно с нуля и экономить на услугах специализированных компаний. Техника сварки инвертором довольно прозрачна и проста. Пройдя все пробные этапы и усвоив уроки по сварке инвертором для начинающих, вы самостоятельно сможете без лишних проблем производить сварку.
Но, согласитесь, это небольшая цена за возможность узнать, как научиться правильно варить сварочным инвертором самостоятельно с нуля и экономить на услугах специализированных компаний. Техника сварки инвертором довольно прозрачна и проста. Пройдя все пробные этапы и усвоив уроки по сварке инвертором для начинающих, вы самостоятельно сможете без лишних проблем производить сварку.
Чтобы заделать отверстие в стальной трубе, изготовить основу забора или козырек для крыльца из металла, необходимо владеть навыками сварки. Эта видеостатья поможет разобраться, как правильно варить электросваркой. Здесь собраны видеоматериалы, в которых подробно и понятно даже для новичка разбирается каждый вид работ.
Выбор электрода, правила ТБ и СИЗ, подключение сварочных кабелей, выбор значения силы тока в зависимости от диаметра электрода, подготовка металла, способы поджига дуги – обо всем этом в следующем видеоматериале:
Не знаете, как проводить стыковое соединение или проварить детали с 2-х сторон? Посмотрите видеоматериал ниже. Кроме всего прочего, вы узнаете, как влияет покрытие электродов на результат сварки, что такое катет шва и многое другое:
Кроме всего прочего, вы узнаете, как влияет покрытие электродов на результат сварки, что такое катет шва и многое другое:
В следующем ролике показано, как сделать качественный шов, как делать вертикальные и горизонтальные швы, рассказано о токовых режимах сварки и других особенностях технологии:
Следующее видео о технологии сварки профильной трубы в разных положениях:
Если в предыдущем видеоролике рассказано, как варить трубы квадратного и прямоугольного сечения, то здесь о сварке круглых труб встык:
В трубах иногда появляются нежелательные отверстия, узнайте, как их заварить:
Получить специальность сварщика можно после 2 лет обучения в профессиональном техучилище или колледже, в крайнем случае, можно пройти курсы. Для тех же, кто не хочет этим заниматься профессионально, а просто желает умело выполнять сварочные швы, поможет нижеприведенная подборка распространенных сварочных швов.
Для тех же, кто не хочет этим заниматься профессионально, а просто желает умело выполнять сварочные швы, поможет нижеприведенная подборка распространенных сварочных швов.
Инструменты для сварки
Покупка необходимого оборудования – немаловажная подготовка к успешному выполнению сварочных швов. Главным приспособлением для их создания является сварочный аппарат. Его вариации могут работать как от постоянного, так и от переменного тока. При работе на сварочном аппарате нужно приобрести электроды.
Существует несколько аппаратов для сварки:
- Трансформатор. При помощи него электричество, поставляемое сетью, преобразовывается в переменный ток, необходимый для сварочного процесса. Если выбирать дешевый его вариант, то можно получить тяжелое устройство, с которым будут возникать трудности при транспортировке, а также высокое постоянство дуги и потеря напряжения при работе.
- Выпрямитель. Он преобразовывает переменный ток сети в постоянный для сварки.
 Он имеет практически такие же недостатки и достоинства, как и предыдущее устройство. Но качество швов после его применения значительно лучше, так как он удерживает стабильность дуги.
Он имеет практически такие же недостатки и достоинства, как и предыдущее устройство. Но качество швов после его применения значительно лучше, так как он удерживает стабильность дуги. - Инвертор. Обеспечивает постоянный ток и напряжение для сварки. Это компактное устройство, в котором предусмотрена плавная регулировка тока, оно отличается от своих аналогов быстрым срабатыванием и легким зажиганием.
 Он имеет практически такие же недостатки и достоинства, как и предыдущее устройство. Но качество швов после его применения значительно лучше, так как он удерживает стабильность дуги.
Он имеет практически такие же недостатки и достоинства, как и предыдущее устройство. Но качество швов после его применения значительно лучше, так как он удерживает стабильность дуги.Успешное использование этих устройств зависит от правильного понятия полярности. Если выбрана прямая полярность, то провод с «минусом» идет на электрод, а с «плюсом» — на клемму «земля». При обратной полярности всё будет выполняться наоборот.
Сварочный аппарат обеспечивается током через провода с быстросъемными клеммами. Проводники должны быть выполнены из меди и изолированы, они проводят ток, а синтетическая пленка функционирует как сепаратор.
Азы начинающего сварщика
Освоение сварочного дела начинается с тренировочных занятий на ненужных кусочках металла. Лучше запастись емкостью с водой, если вдруг из-за неопытности произойдет возгорание, то можно будет быстро устранить возгорание. При первых шагах нужно быть аккуратным и бдительным, даже если отскочит небольшая искра, этого будет достаточно, чтобы получить пожар:
Лучше запастись емкостью с водой, если вдруг из-за неопытности произойдет возгорание, то можно будет быстро устранить возгорание. При первых шагах нужно быть аккуратным и бдительным, даже если отскочит небольшая искра, этого будет достаточно, чтобы получить пожар:
- На выбранном аппарате проверяется изоляция кабеля, правильность его заправки в держатель.
- Выставляется нужная величина тока, ориентируясь по диаметру электрода.
- Зажигается дуга, которую выставляют под наклоном в 60-70 градусов и медленно проводят по свариваемой поверхности. К детали прикасаются дугой, когда от электрода будут идти искры. Между дугой и электродом в процессе сварки нужно соблюдать расстояние в 5 мм. При работе электроды будут выгорать. Если при движении электрод будет прилипать к металлу, его нужно качнуть в сторону.
- Дуга с первого раза может не появиться, тогда увеличивается величина тока так, чтобы получилась дуга постоянной длиной в 5 мм.
- Когда получиться ее зажечь, нужно пробовать наплавить валик, стараясь собирать расплавленный металл к центру дуги.

После такой тренировки можно будет переходить к свариванию 2 частей металла.
Правильное выполнение вертикального сварочного шва (видео)
На приведенном ролике демонстрируют, как выполнять вертикальный шов на тонком металле, толщина которого составляет всего 2 мм.
Для сварки применяются корейские электроды диаметром 2,6 мм. Обычно такие швы выполняют углом вперед, но так как используется профиль, на котором выполнен небольшой зазор, то работа будет проходить перпендикулярно или с небольшим противо уклоном. Для сравнения швов вначале половину зазора заваривают при 45 амперах, а затем переходят на 60 и 70. Через светофильтр видно, что сварка осуществляется с нижней части профиля. В результате получилось 2 шва. Как можно будет рассмотреть, при 70 амперах он получается более гладким и аккуратным.
Как варить потолочный шов электросваркой? (видео)
Эта разновидность сварочного шва выполняется на примере тонких пластин, для которых используются электроды УОНИ с основным покрытием.
Вот инструкция к сварке:
- Первое движение электродом делается «елочкой», при этом нужно выполнять небольшие колебательные движения. При варке потолочного шва применяется ток 85 ампер, выполняется она без отрыва. Еще одним вариантом выполнения такого шва является движение электрода слегка назад, а затем вперед.
- После заваривания всех пластин переходят к выполнению полупотолочного углового шва, который проводят, начиная с небольшого шва и возврата, а затем используется все та же «елочка», выполняемая углом назад. Для углового шва нужно устанавливать более сильный ток в 90 ампер. Можно выполнять угловую сварку вторым методом, используя движения вперед-назад.
- Последние швы проводятся на нахлесточном соединении пластин. Это полупотолочный стык. Из-за того, что верхняя пластина тонкая, движения «елочкой» нужно выполнять плавно с небольшим шагом, не заводя электрод сильно на нее, чтобы избежать подрывов. Движения на одном шве можно комбинировать. Ток остается тот же — в 90 ампер.
 Движения на одном шве можно комбинировать. Ток остается тот же — в 90 ампер.
Движения на одном шве можно комбинировать. Ток остается тот же — в 90 ампер.Первый шов, полученный методом «елочка», не имеет никаких дефектов. Второй шов с пробегом вперед выглядит более аккуратно, хотя и имеет небольшие поры в начале. Угловые швы, хотя и выполнены двумя разными способами, выглядят аккуратно и практически одинаково.
На нахлесточном шве видно, что при выполнении широких движений электродом образуются подрезы из-за тонкой платины. Вначале швов имеются поры, которые возникли в результате плохой зачистки металла.
Видео-урок выполнения сварочных швов для начинающих
Умение варить швы характеризуется их красотой и качеством. Чтобы выполнять эти требования нужно, обладать определенными навыками. Их можно приобрести только с опытом. А для начинающих сварщиков-самоучек нет лучшего пособия, чем видео профессионала, в котором по полочкам разложено, как правильно и надежно варить швы.
Зазор между трубами равен 2 миллиметрам. Плавка по трубе будут осуществлять с отрывом, используя электроды с рутиловым покрытием. Сварка проводится углом назад, точечно без отрыва электрода, в одно и то же место, пока не сформируется валик. Реальный ток в аппарате будет примерно 110 ампер. Ход выполнения сварки демонстрируется через светофильтр и при дневном свете. Перед выполнением шва электрод немного нужно прогнуть, чтобы было удобней варить. При рассмотрении шва, выполненного при светофильтре после отбивания шлака видно, что он образует ровный наплыв, только в месте замка автор ролика усиливает его дополнительной каплей.
Плавка по трубе будут осуществлять с отрывом, используя электроды с рутиловым покрытием. Сварка проводится углом назад, точечно без отрыва электрода, в одно и то же место, пока не сформируется валик. Реальный ток в аппарате будет примерно 110 ампер. Ход выполнения сварки демонстрируется через светофильтр и при дневном свете. Перед выполнением шва электрод немного нужно прогнуть, чтобы было удобней варить. При рассмотрении шва, выполненного при светофильтре после отбивания шлака видно, что он образует ровный наплыв, только в месте замка автор ролика усиливает его дополнительной каплей.
Какие электроды лучше для инвертора
Содержание
- Кратко об инверторах
- На что обратить внимание при выборе расходников для инвертора
- Популярные марки расходных материалов для инверторной сварки
- Что влияет на качество работы инвертором
- Рекомендации начинающим сварщикам
- Заключение
Кратко об инверторах
Сегодня существует достаточно большое количество инверторных сварочных аппаратов. Большинство производителей предлагают промышленные и бытовые инверторы в различных ценовых категориях. Промышленные инверторы отличаются большей мощностью и повышенным «ПВ». Также одним из основных отличий служит максимальный выдаваемый сварочный ток. Как правило, у профессиональных аппаратов максимальные значения тока выше. Еще одним отличием может служить возможность подключения не только к бытовой сети 220 V, но и к 380 Вольтовой промышленной сети.
Большинство производителей предлагают промышленные и бытовые инверторы в различных ценовых категориях. Промышленные инверторы отличаются большей мощностью и повышенным «ПВ». Также одним из основных отличий служит максимальный выдаваемый сварочный ток. Как правило, у профессиональных аппаратов максимальные значения тока выше. Еще одним отличием может служить возможность подключения не только к бытовой сети 220 V, но и к 380 Вольтовой промышленной сети.
Сварочные инверторы являются наиболее распространённым типом сварочных аппаратов на массовом рынке. За счет своей универсальности и относительной компактности они практически вытеснили такие аппараты, как трансформаторы и выпрямители. Возможность инвертора выдавать постоянный и переменный ток делает его поистине универсальным. Именно благодаря этому для сварки инвертором подходят все типы покрытых сварочных электродов. А вкупе с небольшими габаритами и высокой мобильностью такой тип оборудования остается вне конкуренции.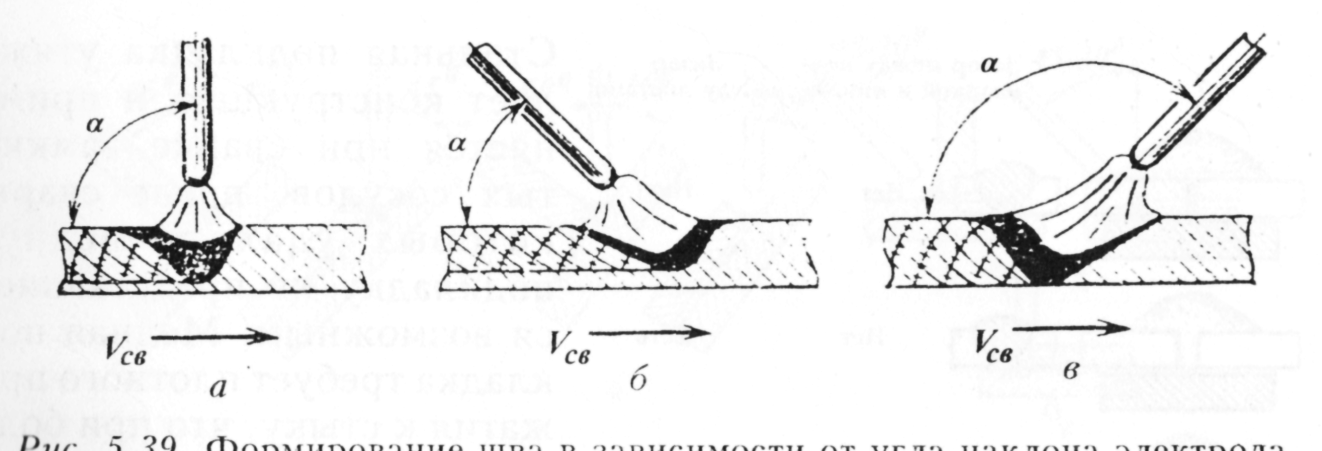
На что обратить внимание при выборе электродов для инвертора
Существует ряд параметров, которые необходимо учесть при выборе сварочных материалов. Рассмотрим основные факторы, чтобы лучше понимать, что влияет на выбор электродов для сварки инвертором и какие лучше подходят для тех или иных работ.
Назначение электродов
По своему назначению сварочные электроды разделяются на несколько групп. Такое разделение обусловлено типом металла подлежащего соединению и его техническими характеристиками. Назначение изделий также закреплено в ГОСТ 9466-75.- Сварка углеродистых и низколегированных сталей;
- Сварка легированных теплоустойчивых сталей;
- Сварка высоколегированных сталей с особыми свойствами;
- Электродуговая наплавка поверхностных слоев с особыми свойствами;
- Сварка и наплавка чугуна;
- Сварка и наплавка меди и сплавов.
Таким образом, электрод для инвертора лучше выбирать, ориентируясь сперва на его назначение. Это позволит избежать ошибки, например, сварки «нержавеющих» сталей электродами для «черных» металлов. В таком случае металл шва будет подвержен коррозии. Выбирайте расходные материалы, основываясь на типе соединяемого металла и его характеристиках. После чего можно определить необходимый тип расходника (например, для низколегированных сталей это может быть Э46 или Э50А).
Это позволит избежать ошибки, например, сварки «нержавеющих» сталей электродами для «черных» металлов. В таком случае металл шва будет подвержен коррозии. Выбирайте расходные материалы, основываясь на типе соединяемого металла и его характеристиках. После чего можно определить необходимый тип расходника (например, для низколегированных сталей это может быть Э46 или Э50А).
Когда определено назначение электрода, можно переходить к выбору конкретной марки, подходящей по характеристикам, а также выбрать диаметр изделия.
Тип покрытия
Существует несколько типов покрытия сварочных электродов, наиболее популярными из которых являются рутиловое и основное. Эти типы покрытия имеют кардинальные различия, которые проявляются при их применении.
Основное покрытие
Изделия с основным покрытием имеют ряд преимуществ. Они обеспечивают высококачественный шов, стойкий к межкристаллитной коррозии и знакопеременным нагрузкам. Допускают выполнение работ и эксплуатацию готовой конструкции в условиях низких температур. Однако для их успешного применения необходимы определенные навыки. Также такие изделия обязательно подлежат прокаливанию перед использованием. А металл подлежащий соединению должен быть очищен от грязи и ржавчины. Работают такие электроды только на постоянном токе обратной полярности.
Допускают выполнение работ и эксплуатацию готовой конструкции в условиях низких температур. Однако для их успешного применения необходимы определенные навыки. Также такие изделия обязательно подлежат прокаливанию перед использованием. А металл подлежащий соединению должен быть очищен от грязи и ржавчины. Работают такие электроды только на постоянном токе обратной полярности.
Рутиловое покрытие
Изделия с таким типом покрытия достаточно универсальны и подходят для сварки инвертором новичкам. Они обеспечивают качественное соединение при сварке даже по окисленному или загрязненному металлу. Однако при возможности зачистить участок сварки лучше это сделать. Работают эти расходники как на постоянном, так и на переменном токе. За счет состава обмазки они достаточно легко поджигаются повторно, а в процессе работы образуется относительно мало шлака. При этом отделение шлака не требует значительного механического воздействия.
Выбор типа покрытия основывается на требованиях, предъявляемых к сварному соединению.
Диаметр электрода
Выбор диаметра зависит от толщины свариваемого металла. Для большей наглядности эта зависимость показана в таблице ниже.
| Толщина стали (мм) | 1,5-2,0 | 3,0 | 4,0-5,0 | 6,0-12,0 | >13 |
| Диаметр электрода (мм) | 2 | 2,5-3 | 3-4 | 4-5 | 5-6 |
Для соединения металлов толщиной менее 1,5 мм ручная дуговая сварка инвертором, как правило, не применяется. Также следует учитывать, что от толщины стали и диаметра электрода, а также от пространственного положения сварки зависит настройка силы сварочного тока. Так что если планируете варить толстый металл, берите инвертор с высокими значениями максимального тока.
Также следует учитывать, что от толщины стали и диаметра электрода, а также от пространственного положения сварки зависит настройка силы сварочного тока. Так что если планируете варить толстый металл, берите инвертор с высокими значениями максимального тока.
|
Настройка силы тока |
||||||
|
Диаметр электрода (мм) |
2 |
2,5 | 3 | 4 | 5 | 6 |
|
Сила тока (А) |
40-64 | 65-80 | 70-130 | 130-160 | 180-210 |
200-350 |
В среднем на 1 миллиметр диаметра электрода добавляется 20-30 Ампер тока. Для каждой конкретной марки значения тока могут слегка отличаться. Обычно рекомендуемые значения силы сварочного тока нанесены на пачку с материалами. Как правило, в процессе работы мастер проводит более тонкую настройку исходя из субъективных ощущений.
Для каждой конкретной марки значения тока могут слегка отличаться. Обычно рекомендуемые значения силы сварочного тока нанесены на пачку с материалами. Как правило, в процессе работы мастер проводит более тонкую настройку исходя из субъективных ощущений.
Популярные марки электродов для инверторной сварки
Существует несколько наиболее распространенных и популярных марок электродов используемых при сварке инвертором.
Популярные электроды с рутиловым покрытием типа Э46
Наиболее распространенными электродами из этой группы являются изделия следующих марок: GOODEL-OK46, МР-3, МР-3С, ОЗС-12 и АНО-21. Несмотря на то, что эти марки относятся к одной группе и имеют схожие характеристики, они имеют ряд особенностей, которые определяют их применение. Например, МР-3 лучше переваривают ржавчину, а АНО-21 используются преимущественно для потолочных швов.
 В остальном эти расходники являются взаимозаменяемыми. Такими электродами удобнее всего работать начинающим сварщикам.
В остальном эти расходники являются взаимозаменяемыми. Такими электродами удобнее всего работать начинающим сварщикам.
Популярные электроды с основным покрытием типа Э50А
В этой группе популярными можно назвать изделия марок УОНИ-13/55, GOODEL-OK48, а также LB-52 и его высококачественный аналог GOODEL-52U. Также как у материалов из предыдущей группы у них есть ряд отличий. УОНИ-13/55 чаще используются для соединения конструкционных сталей при строительстве мостов и ответственных конструкций. GOODEL-OK48 предпочтительней использовать при работе с толстолистовым металлом. А GOODEL-52U являются профессиональными электродами для сварки нефтепроводных труб и трубных элементов. Все эти марки обладают высокими техническими характеристиками и стойкостью к низким температурам.
Электроды для сварки нержавейки инвертором
Для соединения высоколегированных сталей (нержавейки) используются марки: НЖ-13, ОЗЛ-8, ОЗЛ-6, ЦЛ-11, ЦТ-15, ЭА-400/10, ЭА-395/9.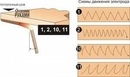 Здесь выбор должен основываться на характеристиках и химическом составе свариваемого металла.
Здесь выбор должен основываться на характеристиках и химическом составе свариваемого металла.
Электроды для сварки чугуна
Для работы с чугуном можно использовать изделия марок: МНЧ-2, ОЗЧ-2, ЦЧ-4. При этом МНЧ-2 применяются для сварки, наплавки и заварки дефектов чугунного литья деталей из серого, ковкого и высокопрочного чугуна. ЦЧ-4 для холодной сварки конструкций из высокопрочного чугуна с шаровидным графитом и серого чугуна с пластинчатым графитом. А ОЗЧ-2 для соединения и наплавки серого и ковкого чугуна и заварки дефектов чугунного литья.
Электроды для сварки меди
Для работы с медью применяют расходники марок: Комсомолец-100 и ОЗБ-2М. При этом изделия Комсомолец-100 предназначены для сварки и наплавки изделий из меди технических марок, а также разнородных соединений меди со сталью. А ОЗБ-2М для сварки и наплавки оловянно-фосфористых и художественных бронз, наплавки на сталь и бронзу и для заварки дефектов бронзового литья, а также латуни.
Электроды для резки
Для резки листового проката, и арматуры хорошо подойдут изделия марки ОЗР-1. Они пригодны для удаления дефектных мест сварных швов, или их участков, прихваток, заклепок и многого другого. Следует учитывать, что резка производится на повышенных значениях тока в пределах от 260 до 680 Ампер, в зависимости от диаметра электрода и толщины металла.
Что влияет на качество сварки инвертором
Мы уже рассказали, какие электроды лучше для сварки инвертором и готовы перейти к факторам, влияющим на качество сварного шва.
- Навыки и опыт сварщика. Именно это является определяющим фактором. Опытный и грамотный сварщик всегда может выполнить качественную сварку с соблюдением всех технологий. Заметьте, что мы написали именно «навыки и опыт», так как существуют виды производств, в которых сварщики выполняют однообразные работы. Например, сварщик, выполняющий на производстве только горизонтальный шов, с большой долей вероятности не сможет выполнить качественный вертикал сверху вниз. Мы ни в коем случае не хотим обидеть сварщиков, но такие случаи встречались на практике. Не зря же существует специальная аттестация сварщиков в НАКС, прохождение которой открывает доступ к выполнению определенных видов работ.
- Качество материалов. Это второй определяющий фактор. Электроды для сварки инвертором должны быть качественными. Также они должны правильно храниться, а перед применением прокаливаться согласно рекомендациям, указанным на упаковке.
- Качество оборудования. Инвертор должен быть качественным, способным обеспечивать стабильную работу. Частой проблемой при не качественном оборудовании являются скачки напряжения, невозможность стабилизировать дугу, а также залипание электрода.
 Мы ни в коем случае не хотим обидеть сварщиков, но такие случаи встречались на практике. Не зря же существует специальная аттестация сварщиков в НАКС, прохождение которой открывает доступ к выполнению определенных видов работ.
Мы ни в коем случае не хотим обидеть сварщиков, но такие случаи встречались на практике. Не зря же существует специальная аттестация сварщиков в НАКС, прохождение которой открывает доступ к выполнению определенных видов работ.Мы перечислили три основных фактора, влияющих на качество сварного соединения. Туда же можно отнести и правильность подбора диаметра изделия, его марки, установки силы тока, условия в которых проводятся работы и многое другое.
Рекомендации начинающим сварщикам
Как и обещали в начале статьи, приведем несколько рекомендаций начинающим сварщикам.
- Начинать практику лучше с рутиловых электродов. За счет состава покрытия ими легче работать. Такие расходники обладают более легким поджигом (в том числе и повторным), а также позволяют варить на средней дуге. Это в свою очередь дает возможность лучше видеть и контролировать сварочную ванну. Также плюсом таких изделий можно назвать легкое отделение шлака.
- Правильно установленная полярность и сила тока – залог успеха. Если необходимо провести работы на постоянном токе прямой полярности, то свариваемое изделие подключается к зажиму «+», а электрод к «–». Соответственно при обратной полярности подключение осуществляется наоборот заготовка подсоединяется к клемме «–», а держак к «+». Силу тока лучше устанавливать в пределах указанных производителем, регулируя ее в процессе сварки.
- Перед тем как приступить к работе следует потренироваться на обрезках, схожих по характеристикам с металлом заготовки. Это позволит настроить силу тока и привыкнуть к металлу.
- Соблюдение техники безопасности является важным условием проведение сварочных работ. Не приступайте к сварке, не обезопасив себя и окружающих от возможных ожогов, поражений током и «зайцев». Используйте защитную одежду и перчатки, а также специальную маску или очки. Убедитесь в правильном подключении сварочного аппарата. Не допускайте нахождения в месте сварки легковоспламеняющихся объектов. Также не допускайте в место проведения работ посторонних людей (без специальной защиты) или животных (могут получить ожог глаз глядя на сварочную дугу).
- Регулярно улучшайте свои навыки. Изучайте новые материалы, пробуйте различные положения сварки и расходники. Проходите курсы повышения квалификации. Практикуйтесь, и результат не заставит себя ждать.

Заключение
В этой статье мы кратко рассмотрели информацию об инверторах. Рассказали о типах покрытия и назначении сварочных материалов. Ответили на вопрос, какие электроды лучше для сварки инвертором. Привели популярные марки сварочных материалов и дали несколько советов начинающим сварщикам.
Привели популярные марки сварочных материалов и дали несколько советов начинающим сварщикам.
Если Вам понравилась статья, делитесь ей в социальных сетях, вступайте в группу завода сварочных материалов «GOODEL» ВКонтакте, подписывайтесь на Twitter и Instagram.
Как варить электродом правильно: видео и советы для чайников
За последние несколько сотен лет человечество освоило эту довольно хитрую науку без преувеличений идеально. Это значит, что у Вас есть все шансы научиться владеть аппаратом для сварки. Ниже мы расскажем несколько секретов для чайников.
Одна прочитанная статья, несколько переведенных электродов (хотя кто знает, может быть получится обойтись и без потерь) – и Вы станете мастером по соединению металлических поверхностей воедино. Начнем?
Перед тем как приступить непосредственно к делу, придется разобраться в нескольких вещах. Для начала выясним, что нам понадобится.
Во-первых, это сварочный аппарат. Вы можете найти, купить или попросить у соседа огромный трансформатор. Но пользоваться им совершенно неудобно и непрактично. Лучший вариант – купить инвертор, который безопасен для сети и имеет множество полезных функций.
Вы можете найти, купить или попросить у соседа огромный трансформатор. Но пользоваться им совершенно неудобно и непрактично. Лучший вариант – купить инвертор, который безопасен для сети и имеет множество полезных функций.
При его выборе обращайте особое внимание на технические характеристики. Для бытовых нужд вполне достаточно аппарата с током 140-160А и периодом нагрузки 50% (5 минут работы – 5 минуты перерыва). Этих параметров хватит для того, чтобы получить качественный сварной шов с использованием электрода в 3,2 мм.
Типовая схема подключения выглядит следующим образом: плюс источника тока присоединен к электроду, который благодаря этому нагревается гораздо сильнее, чем материал. Конечно, в этом случае стержень сгорает быстрее, но риск проплавить металл детали (а мы работаем с не слишком массивными элементами, если речь идет о бытовой сварке) минимален.
Поговорим теперь непосредственно о самом процессе. Сразу обрадуем, все многостраничные описания практически бессмысленны. Они могут повлиять лишь на форму шва, но никоим образом на его качество. Согласитесь, простое прямое соединение смотрится гораздо лучше (да и прочностные характеристики изделия обеспечивает более высокие), чем сложный в исполнении зигзаг, обрамленный непроварами и дырками.
Они могут повлиять лишь на форму шва, но никоим образом на его качество. Согласитесь, простое прямое соединение смотрится гораздо лучше (да и прочностные характеристики изделия обеспечивает более высокие), чем сложный в исполнении зигзаг, обрамленный непроварами и дырками.
Поэтому давайте рассмотрим несколько советов о том, как варить без заморочек.
1. Перед началом работ выберите удобное для себя положение рук. Стержень нужно держать так, чтобы место сварки было отлично видно. Идеальный вариант расположить электрод под углом 30° от перпендикуляра, проведенного к будущему соединению. Для работы в труднодоступных местах, со стыковыми или угловыми соединениями можно выбрать другое, более удобное положение.
2. Время зажигать! Для того чтобы поджечь сварочную дугу нужно просто чиркнуть электродом о деталь или подвести стержень к поверхности под прямым углом (резко), а затем поднять его на несколько миллиметров.
3. Дуга горит, электрод расположен очень близко к детали (его обмазка касается поверхности) – самое время передохнуть, ожидая пока на металле появится красное пятно, превращающееся в сварочную ванну. С этого момента сконцентрируйте внимание на цвете: как только красный в центре начнет сменяться оранжевым, а поверхность «задрожит», немедленно переходите к следующему пункту.
С этого момента сконцентрируйте внимание на цвете: как только красный в центре начнет сменяться оранжевым, а поверхность «задрожит», немедленно переходите к следующему пункту.
4. Сварочная ванна
После того, как сварочная ванна (это капля расплавленного металла) появилась, перемещайте электрод дальше по шву буквально на несколько миллиметров за шаг и снова дожидайтесь образования «оранжевых колебаний». Не забывайте при этом постоянно приближать электрод к свариваемой поверхности, практически опуская его в расплавленный металл.
Почему «практически»? Все просто: прижмете вплотную – сработает защита от короткого замыкания, слишком отдалите – ванне не хватит материала, чтобы сформироваться. Для того чтобы легче ориентироваться, возьмите за правило слега упирать обмазку стержня в деталь.
Раньше мы уже говорили о том, что электрод можно перемещать по прямой. Однако если у Вас проснулась жажда творчества – можете сделать свой шов «фигурным».
5. Очень важно правильно закончить процесс сварки. Не стоит резко обрывать шов. Плавно доведите дугу до обрыва, уделяя особое внимание тому, чтобы электродный металл заполнил кратер до самого конца.
Очень важно правильно закончить процесс сварки. Не стоит резко обрывать шов. Плавно доведите дугу до обрыва, уделяя особое внимание тому, чтобы электродный металл заполнил кратер до самого конца.
И в завершение – небольшой лайфхак: если Вы все-таки прожгли дыру в металлической поверхности, не бросайтесь на ее устранение: заварите отверстие уже после завершения работы, когда уберете чешуйки шлака со всего шва.
Статьи и газо-элетросварке, интересные материалы о газосварке электросварке
Статьи и газо-элетросварке, интересные материалы о газосварке электросваркеСварочная химия
В данной обзорной статье мы постараемся дать исчерпывающие вопросы по этой достаточно актуальной тем. ..
..
Термопеналы от ЗАО “НОВЭЛ”
Как известно, одним из непременных условий качественной сварки покрытыми электродами является отсутс…
Электроды “ПЛАЗМАТЕК”
В августе 2014 года Торговый Дом «ДОКА» заключил дилерский договор с крупным производителем сварочных…
Покупка электродов
Скорость, комфорт, качество, а также ряд других показателей шва, в первую очередь зависит от того, какие.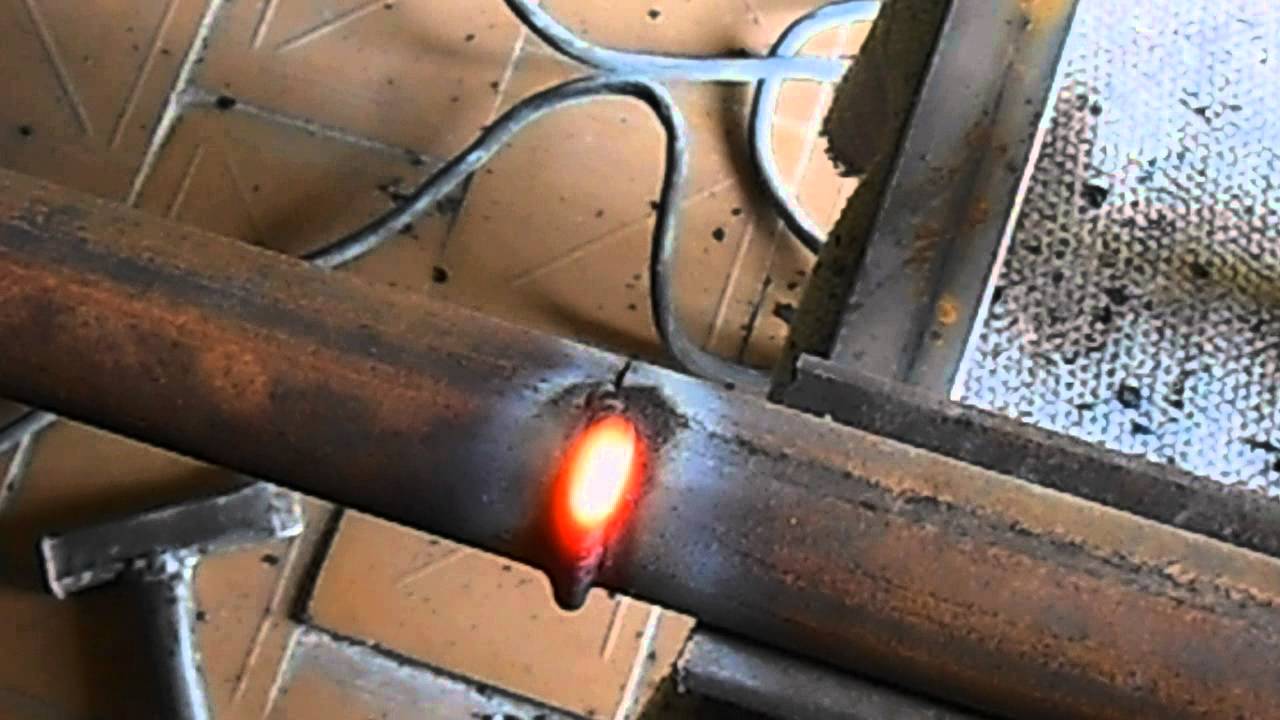 ..
..
Газовоздушные горелки
С наступлением весны для многих владельцев дач и загородных домов наступает горячая пора наведения п…
Как правильно варить сваркой электродами видео новичку
🔧 Как правильно варить электросваркой: свариваем металлические трубы и делаем красивые швы
🎥 В пост добавлены видео про сварочное дело, рекомендую посмотреть 😉
Сварочный шов – один из самых надежных способов соединения деталей. Он используется в промышленности и в обычной повседневной жизни. Каждый домашний мастер время от времени пользуется сваркой. Хорошо, если он умеет варить сам, однако зачастую приходится обращаться к специалистам. А ведь сварке вполне можно научиться. Начинать следует с самого простого: электросварка для начинающих это, прежде всего, обучение выполнению различных швов. Более сложные работы можно будет выполнять, только набравшись опыта. Давайте разберем основы технологии и некоторые хитрости сварочного процесса.
Хорошо, если он умеет варить сам, однако зачастую приходится обращаться к специалистам. А ведь сварке вполне можно научиться. Начинать следует с самого простого: электросварка для начинающих это, прежде всего, обучение выполнению различных швов. Более сложные работы можно будет выполнять, только набравшись опыта. Давайте разберем основы технологии и некоторые хитрости сварочного процесса.
🔎 С чего начать — подготовительный этап
Прежде всего нужно подготовить оборудование. Обязательно понадобится сварочный аппарат, комплект электродов, молоток для сбивания шлака и щетка. Диаметр электрода подбирается в зависимости от толщины листа металла. Не нужно забывать о защите. Готовим сварочную маску со специальным светофильтром, плотную одежду с длинным рукавом и перчатки, лучше замшевые. Так же понадобится сварочный выпрямитель, трансформатор или же инвертор – устройства, которые преобразовывают переменный ток в необходимый для сварки постоянный.
🔎 Технология сварочного процесса
Сварка – высокотемпературный процесс. Для его осуществления образуется и удерживается электрическая дуга от электрода к свариваемому изделию. Под ее воздействием происходит расплавление материала основы и металлического стержня электрода. Образуется, как говорят специалисты, сварочная ванна, в ней перемешивается основной и электродный металл. Величина образующейся ванны напрямую зависит от выбранного режима сварки, пространственного положения, скорости перемещения дуги, формы и размеров кромки и т.д. В среднем ее ширина составляет 8-15 мм, длина 10-30 мм и глубина – порядка 6 мм.
Для его осуществления образуется и удерживается электрическая дуга от электрода к свариваемому изделию. Под ее воздействием происходит расплавление материала основы и металлического стержня электрода. Образуется, как говорят специалисты, сварочная ванна, в ней перемешивается основной и электродный металл. Величина образующейся ванны напрямую зависит от выбранного режима сварки, пространственного положения, скорости перемещения дуги, формы и размеров кромки и т.д. В среднем ее ширина составляет 8-15 мм, длина 10-30 мм и глубина – порядка 6 мм.
Покрытие электрода, так называемая обмазка, при расплавлении образует особую газовую зону в районе дуги и над ванной. Она вытесняет весь воздух из области сварки и препятствует взаимодействию расплавленного металла с кислородом. Кроме того в ней находятся пары как основного, так и электродного металлов. Поверх шва образуется шлак, который так же препятствует взаимодействию расплава с воздухом, что отрицательно сказывается на качестве сварки. После постепенного удаления электрической дуги металл начинает кристаллизоваться и образуется шов, объединяющий свариваемые детали. Поверх него расположен защитный слой шлака, который впоследствии убирается.
После постепенного удаления электрической дуги металл начинает кристаллизоваться и образуется шов, объединяющий свариваемые детали. Поверх него расположен защитный слой шлака, который впоследствии убирается.
🔎 Азы электродуговой сварки
В рекомендациях как правильно варить электросваркой особое внимание уделяется началу процесса. Лучше всего получать первый сварочный опыт под руководством специалиста, который сможет исправить возможные ошибки и дать полезный совет. Приступать к работе следует, надежно закрепив деталь. В целях пожарной безопасности около себя нужно поставить ведро с водой. По этой же причине нельзя выполнять сварочные работы на деревянном основании и небрежно относиться даже к очень небольшим остаткам использованного электрода.
Надежно крепим зажим «заземление». Проверяем, чтобы кабель был изолирован и аккуратно заправлен в специальный держатель. Выставляем на сварочном аппарате расчетное значение мощности тока, которое должно соответствовать выбранному диаметру электрода. Зажигаем дугу. Для этого устанавливаем электрод под углом порядка 60° относительно изделия. Медленно проводим им по поверхности. Должны появиться искры, теперь прикасаемся электродом к металлу и приподнимаем его на высоту не более 5 мм.
Зажигаем дугу. Для этого устанавливаем электрод под углом порядка 60° относительно изделия. Медленно проводим им по поверхности. Должны появиться искры, теперь прикасаемся электродом к металлу и приподнимаем его на высоту не более 5 мм.
Если операция была выполнена верно, зажжется дуга. Пятимиллиметровый зазор необходимо удерживать на протяжении всей сварки. Нужно учитывать, что при правильном сваривании металла электросваркой электрод будет постепенно выгорать, поэтому его постоянно слегка приближаем к металлу. Перемещать электрод следует медленно, если он вдруг залипнет, придется слегка качнуть им в сторону. В случае если дуга не зажигается, возможно, нужно увеличить силу тока.
После того, как без проблем получается зажечь и поддержать дугу, пора переходить к наплавлению валика. Зажигаем дугу, медленно и плавно перемещаем по горизонтали электрод, выполняя им легкие колебательные движения. Расплавленный металл при этом как будто «подгребается» к самому центру дуги. В результате должен получиться крепкий шов с небольшими волнами, образованными наплавленным металлом.
Если в процессе сваривания деталей электрод выгорел практически полностью, а шов еще не завершен, работу временно прекращаем. Меняем использованный элемент на новый, удаляем шлак и продолжаем работу. На расстоянии порядка 12 мм от образовавшегося в конце шва углубления, которое еще называют кратером, зажигаем дугу. Электрод подносим к углублению так, чтобы образовывался сплав из металла старого и вновь установленного электрода, после чего сварка шва продолжается.
Траектория движения дуги в процессе сваривания деталей может производиться по трем направлениям:
• Поступательное. Предполагает перемещение дуги вдоль оси электрода. Таким образом достаточно легко поддерживать стабильную длину дуги.
• Продольное. Формирует ниточный сварочный ролик, высота которого зависит от скорости, с которой перемещается электрод, и его толщины. Это обычный шов, но очень тонкий. Чтобы его закрепить, в процессе движения электрода вдоль свариваемого шва выполняют еще и поперечные перемещения.
• Поперечные. Позволяют получать нужную ширину шва. Выполняется путем колебательных движений. Их ширина подбирается исходя из размеров и положения шва, формы его разделки и т.п.
На практике используются все три основных движения, которые накладываются один на другой и образуют определенную траекторию. Существуют классические варианты, однако у каждого мастера обычно «просматривается» собственный почерк. Главное, чтобы в ходе работы хорошо проплавлялись кромки соединяемых элементов, и получался шов заданной формы.
🔎 Особенности сваривания трубопровода
Дуговой электросваркой можно выполнить вертикальный шов, который располагается сбоку трубы, горизонтальный – по ее окружности. А так же потолочный и нижний, расположенные, соответственно сверху и снизу. Причем последний считается наиболее удобным в выполнении. Стальные трубы обычно свариваются встык с обязательным проваром всех кромок по высоте стенок. Чтобы уменьшить наплывы внутри трубы выбирается угол наклона электрода величиной не более 45°относительно горизонтали. Высота шва – 2-3 мм, ширина – 6-8 мм. При сварке внахлест высота шва составляет порядка 3 мм, а ширины – 6-8 мм.
Высота шва – 2-3 мм, ширина – 6-8 мм. При сварке внахлест высота шва составляет порядка 3 мм, а ширины – 6-8 мм.
Прежде, чем начать варить трубу электросваркой, выполняем подготовительные работы:
• Тщательно очищаем деталь.
• Если торцы трубы деформированы, обрезаем или выправляем их.
• Очищаем кромки. Минимум 10 мм прилегающей к кромкам трубы наружной и внутренней плоскости зачищаем до металлического блеска.
Теперь можно приступать к сварке. Все стыки обрабатываются непрерывно, вплоть до полного приваривания. Поворотные, а так же неповоротные стыки труб с шириной стенок до 6 мм производятся минимум в 2 слоя. При ширине стенок 6-12 мм – выполняется три слоя, более 19 мм – четыре. Особенность сваривания труб в том, что каждый шов, который накладывается на стык, должен очищаться от шлака, после этого выполняется следующий. Первый шов – наиболее ответственный. Он должен полностью расплавить все кромки и притупления. Его особенно внимательно рассматривают на предмет обнаружения трещин. Если они присутствуют, их выплавляют или же вырубают и снова заваривают фрагмент.
Если они присутствуют, их выплавляют или же вырубают и снова заваривают фрагмент.
Второй и все последующие слои выполняются при медленном проворачивании трубы. Конец и начало всех слоев обязательно смещают относительно предыдущего слоя на 15-30 мм. Завершающий слой выполняется с плавным переходом на основной металл и с ровной поверхностью. Чтобы улучшить качество заваривания труб электросваркой каждый последующий слой ведется в обратную сторону относительно предыдущего, а их замыкающие точки обязательно располагают вразбежку.
Самостоятельная сварка – достаточно сложное мероприятие. Однако при желании освоить его все-таки можно. Нужно усвоить основные правила процесса и постепенно научиться выполнять самые простые упражнения. Не нужно жалеть силы и время на освоение азов, которые станут основой мастерства. Впоследствии можно будет смело переходить к более сложным приемам, оттачивая свои умения.
В частном доме, на даче или в гараже довольно часто появляется необходимость в соединении различных металлических деталей и создании из них конструкций. Каждый раз обращаться к профессионалам за помощью в подобной ситуации не имеет смысла, ведь сварочный автомат можно приобрести самостоятельно.
В магазинах доступен широкий выбор разнообразных устройств в различных ценовых категориях, так что сварка инвертором для начинающих – лучшее, что может предложить рынок.
Азы электросварки
Инверторные аппараты отличаются достаточно высокой экономичностью и простотой работы. Основная нагрузка для функционирования подобного оборудования ложится на электросеть.
Он обладает накопительными конденсаторами, позволяющими аккумулировать электроэнергию и обеспечить бесперебойный процесс сварки и мягкий розжиг дуги.
В отличие от старых приборов, обеспечивающих максимальный толчок электроэнергии для работы, в следствие чего могут повыбивать пробки, инвертор позволяет спокойно работать от бытовой электросети.
Чтобы разобраться с тем, как варить инверторной сваркой, необходимо разобраться с азами ее работы.
В подобных аппаратах ручной сварки дуга формируется в результате контакта электрода с изделием. Под воздействием температуры происходит расплавление металла и электрода. Расплавленная часть стержня и изделия формируют ванну.
Обмазка стержня также расплавляется частично, переходя в газообразное состояние и закрывая сварочную ванну от доступа кислорода. Это позволяет защитить изделие от окисления.
Каждый электрод в зависимости от своего диаметра рассчитан на определённую силу тока. Если ее уменьшить ниже положенного значения, тогда шов не получится. Увеличение данного параметра позволит сформировать шов, однако стержень будет сгорать слишком быстро.
По окончании сварочных работ обмазка остывает, превращаясь в шлак. Он покрывает соединение металлических деталей с наружной стороны. Путем постукивания шва молотком удается достаточно легко избавиться от шлака.
Он покрывает соединение металлических деталей с наружной стороны. Путем постукивания шва молотком удается достаточно легко избавиться от шлака.
Сделать это не так и просто из-за расплавления электрода, поэтому он должен с постоянной скоростью подаваться в зону сварки. Кроме того необходимо стараться вести электрод ровно вдоль соединения, чтобы получить шов максимального качества.
Способы сварки
На данный момент существует множество методов, используемых для сварки. Их разделяют по различным критериям. Данная информация будет полезна для новичка, поэтому с ней обязательно следует ознакомиться.
В зависимости от нагрева кромки изделия могут полностью расплавляться или же находиться в пластическом состоянии. Первый способ требует также прикладывать к соединяемым деталям определенные усилия – сварка давлением.
Во втором – соединение формируется в результате образования сварочной ванны, в которой находится расплавленный металл и электрод.
Существуют и другие способы сварки, при которых изделие не нагревается вовсе – холодная сварки, или не доводятся до пластического состояния – соединение с помощью ультразвука.
Ниже перечислены остальные виды сварки:
- Кузнечная.
В данном методе концы соединяемых изделий нагреваются в горне, а затем проковываются. Подобный способ является одним из самых древних и в настоящее время практически не применяется. - Газопрессовая.
Кромки изделий нагреваются ацетиленокислородным племенем по всей плоскости и доводятся до пластического состояния, после чего подвергаются сжатию. Подобный метод отличается высокой эффективностью и производительностью. Используется в строительстве газопроводов, железной дороги, машиностроении. - Контактная.
Детали включаются в электрическую цепь сварочного оборудования и через них пропускают ток. В месте контакта деталей происходит короткое замыкание, в результате которого в месте соединения выделяется большое количество теплоты. Ее достаточно, чтобы расплавить и соединить металл. - Стыковая, точечная и шовная – разновидности контактного метода скрепления изделия.
- Роликовая.
Используется в соединении листовых конструкций, требующих качественных и надежных швов. - Термитная.
Металл скрепляется в результате сжигания термита – смеси из порошка железной окалины и чистого алюминия. - Атомно-водная.
Кромки изделия расплавляются по действием дуги, горящей между двумя вольфрамовыми электродами. Электроды подсоединяются в специальные держатели, по которым подается водород. В результате дуга и жидкий металл сварочной ванны защищены водородом от вредного воздействия таких атмосферных газов, как кислород и азот. - Газовая.
Суть способа заключается в применении пламени для нагрева и плавления деталей. Пламя получается в результате сжигания горючего газа в атмосфере кислорода. Газокислородную смесь получают с помощью специальных горелок.
 Ее достаточно, чтобы расплавить и соединить металл.
Ее достаточно, чтобы расплавить и соединить металл.
Метод газовой сварки относится к сварке плавлением. Зазоры между изделиями заполняются с помощью присадочной проволоки. Этот способ широко используется в различных областях человеческой жизнедеятельности. Наиболее часто встречается при соединении тонкостенных изделий, цветных металлов, чугуна.
При работе с инверторным аппаратом немаловажное значение имеет полярность электродов. В зависимости от схемы меняется интенсивность нагрева детали, что позволяет создавать различные условия сваривания.
Пошаговая инструкция по сварке инвертором
В первую очередь для сварки необходимо иметь защитные элементы:
- перчатки из грубой ткани;
- сварочная маска со специальным фильтром защищающая глаза;
- грубая куртка и брюки из материала, который не загорается от искр, появляющиеся в процессе сварочных работ;
- закрытая обувь на толстой подошве.
Прежде чем начать варить сварочным инвертором необходимо соблюсти необходимые мероприятия, направленные на создание безопасных условий труда.
Правильная подготовка рабочего места заключается в:
- обеспечении на столе необходимого свободного места, следует убрать все лишние предметы, но которые могут попасть брызги;
- создании качественного освещения;
- выполнять сварочные работы необходимо стоя на деревянном настиле, защищающем от поражения током.
Затем настраивается ток в зависимости от толщины деталей и выбираются электроды. Последние необходимо подготовить. Если они только были куплены в торговой сети и их качество не вызывает никаких сомнений, то это действие можно пропустить.
После подготовки электродов к изделию подключается клемма массы.
Чтобы получить качественное и надежное соединение метал должен быть подготовлен:
- с кромок изделия полностью удаляется ржавчина;
- с помощью растворителей выполняется очистка от различных загрязнений;
- на последнем этапе кромки проверяются на чистоту, наличие жира, лакокрасочных и других загрязнений недопустимо.

Далее нужно подключить сварочный инвертор. Тренировки лучше проводить на толстом металлическом листе, формируя шов в виде валика. Первое соединение выполняйте на металле, горизонтально лежащем на столе. На нем проведите прямую линию мелом, по которой будет идти шов.
В процессе тренируясь на таком объекте можно существенно повысить технику сварки.
Процесс сварки начинается с розжига дуги.
Существуют два способа выполнения данного действия:
- чирканье о металл;
- постукивание по металлу.
Выбор метода зависит от предпочтений человека, главное при разжигании не оставлять следов сварки вне зоны соединения.
После зажигания дуги от контакта с металлом зажигается дуга, сварщик отводит электрод от поверхности детали на небольшое расстояние, соответствующие длине дуги и начинает сварку.
В результате в месте соединения двух металлических деталей формируется сварочный шов. Он будет покрыт окалиной – накипью на поверхности. Ее необходимо удалить. Сделать это очень просто путем постукивания небольшим молоточком по шву.
Ее необходимо удалить. Сделать это очень просто путем постукивания небольшим молоточком по шву.
Прямая и обратная полярность
Расплавление металла для сварки происходит под воздействием дуги. Она, как уже отмечалось выше, формируется между поверхностью изделия и электродом, так как они подключены к противоположным клеммам устройства.
Существует два основных варианта выполнения сварки, отличающиеся друг от друга порядком подключения и называемых прямой и обратной полярностью.
В первом случае стержень подключается к минусу, а деталь к плюсу. В таком случае в метал происходит повышенное поступление тепла. В результате формируется глубокая и узкая зона расплавления.
При обратной полярности электрод подключается к плюсу, а изделие к минусу. В таком случае зона расплавления широкая и неглубокая.
Выбор полярности полностью определяется изделием, с которым предстоит работать. Сварка может выполняться на двух типах полярности. Во время выбора следует принимать во внимание тот момент, что большему нагреву подвержен элемент, подсоединенный к плюсу.
Сварка может выполняться на двух типах полярности. Во время выбора следует принимать во внимание тот момент, что большему нагреву подвержен элемент, подсоединенный к плюсу.
Например, варить изделия из тонкого металла трудно ввиду возможного перегрева и прожигания. В таком случае деталь подключается к минусу. Токи также выбирают в соответствии с диаметром электрода и толщиной металла. Эти данные берут из специальной таблицы.
Влияние скорости подачи электродов
Скорость подачи электродов для сварки должна обеспечивать необходимое количество подаваемого расплавленного материала. Его недостаточное количество может привести к подрезу. Данный фактор очень важен как в прямой так и в обратной полярности при сварке.
Во время электродуговой сварки из-за быстрого перемещения стержня вдоль соединения, мощности дуги может не хватить, чтобы прогреть металл. В результате формируется неглубокий шов, лежащий сверху металла. Кромки при этом остаются не проплавленными.
Медленное продвижение электрода приводит к перегреву. В таком случае возможно прожигание поверхности и деформация тонкого металла.
В таком случае возможно прожигание поверхности и деформация тонкого металла.
Современные сварочные аппараты обладают широким спектром разнообразных функций и возможностей. Тем не менее на данный момент до сих пор большая часть качественно выполненной работы определяется именно мастерством человека.
Влияние силы тока
Осваивая основы сварки инвертором, важно понимать, какую силу тока необходимо устанавливать в каждой отдельной ситуации. Правильно настроенный инверторный сварочный аппарат – залог успеха.
Данные о величине тока берутся из таблицы, также в ней приводится и размер электродов. Однако эти значения однако величины тока не точные, они составляют плюс-минус несколько десятков ампер.
Особенности сварки тонкого металла
В бытовых задачах чаще всего сталкиваются с необходимостью соединения тонкого металла. В данном случае необходимо вспомнить основы сварки инвертором для начинающих, а именно о важности подключения изделия к правильному полюсу. Тонкие детали подсоединяются к «минусу» сварочного аппарата.
Тонкие детали подсоединяются к «минусу» сварочного аппарата.
Вот несколько полезных советов, которые могут в повышении мастерства:
- начинайте варить, используя минимальный ток;
- формируйте шов углом вперед;
- используйте обратную полярность;
- закрепите деталь, чтобы уменьшить ее деформацию во время сварки.
Частые ошибки новичков
Начинающим сварщикам свойственно совершать ошибки, связанные с незнанием азов, касающихся использования сварочного оборудования. Например, новички могут не знать, как правильно выбрать полярность сварки инвертором, что приведет к некачественному формированию соединения или даже к прожигу детали.
Можно выделить следующие основные ошибки:
- пренебрежение техникой безопасности;
- неправильный выбор сварочного автомата;
- применение некачественных или неподготовленных электродов;
- работа без пробных швов.

Подведем итоги
Научившись работать со сварочным оборудованием, станет возможно решение многих бытовых задач, часто возникающих в работе на даче или в гараже. Новичкам следует особое внимание обращать на полярность сварки инвертором деталей различной толщины.
Поняв, как правильно настраивать оборудование и выбирать электрод удастся получать качественные швы на любом изделии. Обязательно обращайте внимание на прямую и обратную полярность подключения сварочного инвертора.
При сваривании толстых деталей используется прямая полярность при сварке инвертором, а для тонких – обратная.
Рис.1 — Сварочный инвертор FUBAG IR 160
Наш первый урок сварки для начинающих
Прежде всего, нужно определиться с вашими задачами. От этого будет зависеть и выбор аппарата для сварки.
Основной параметр сварочного инвертора – это диапазон сварочного тока. Выбор по этому параметру напрямую связан с объемами, видами и периодичностью работ, которые вы планируете.Также желательно, чтобы Ваш инвертор имел функцию облегчения розжига и анти прилипания электрода – это значительно облегчит отработку навыка розжига и удержания дуги. В этом ролике мы подробно про них расскажем.
Выбор по этому параметру напрямую связан с объемами, видами и периодичностью работ, которые вы планируете.Также желательно, чтобы Ваш инвертор имел функцию облегчения розжига и анти прилипания электрода – это значительно облегчит отработку навыка розжига и удержания дуги. В этом ролике мы подробно про них расскажем.
Пару слов о том, почему выбираем именно инвертор. Сваривать металл инвертором легче, потому что устройство обеспечивает постоянный ток сварки (независимо от колебаний напряжения в сети). Вследствие этого дуга горит устойчиво, металл разбрызгивается незначительно. Еще один плюс сварочных инверторов FUBAG – у них небольшой вес.
Например, данный аппарат весит всего 3 кг.
К тому же, современные инверторы оснащаются функциями, которые облегчают жизнь сварщику, особенно начинающему – горячим стартом, анти прилипанием и форсажем дуги.
Названия функций звучат красиво, но зачем они нужны и чем облегчат Вашу жизнь?
— Подбираем электрод
Со сварочным инвертором понятно. Что еще понадобится для сварки чайникам – электроды! Вообще, чтобы подобрать электрод при сварке инвертором, мы должны знать: тип металла и его толщину т.к. для каждого типа металла и толщины подбирается свой электрод. Опытные сварщики учитывают еще и положение для сваривания, глубину провара и другие нюансы, но для начала нам будет достаточно толщины металла. У нас заготовка толщиной 3 мм, поэтому выбираю электроды fubag FB46. Они отлично подходят для сварки низкоуглеродистой стали.
Что еще понадобится для сварки чайникам – электроды! Вообще, чтобы подобрать электрод при сварке инвертором, мы должны знать: тип металла и его толщину т.к. для каждого типа металла и толщины подбирается свой электрод. Опытные сварщики учитывают еще и положение для сваривания, глубину провара и другие нюансы, но для начала нам будет достаточно толщины металла. У нас заготовка толщиной 3 мм, поэтому выбираю электроды fubag FB46. Они отлично подходят для сварки низкоуглеродистой стали.
Рис.3 — Электроды fubag FB46
Толщина свариваемого металла
При работе со сваркой защита для глаз – обязательное условие! Мы будем пользоваться маской сварщика ULTIMA Panoramic 5-13. Очень достойная и надежная модель с большой зоной обзора. Кроме того понадобятся краги, спецодежда и обувь, чтобы избежать ожогов от искр и расплавленного металла.
Рис.4 — Сварочная маска FUBAG ULTIMA Panoramic 5-13
Перед началом работы необходимо подготовить рабочее место. Мы будем варить на специальном демонстрационном столе. В рабочих условиях проследите, чтоб в непосредственной близости от сварки не было легковоспламеняющихся материалов.
Мы будем варить на специальном демонстрационном столе. В рабочих условиях проследите, чтоб в непосредственной близости от сварки не было легковоспламеняющихся материалов.
Часто начинающие сварщики делают большую ошибку, когда пренебрегают подготовкой деталей под сварку. На свариваемых деталях всегда имеются различные загрязнения — ржавчина, краска. Такие загрязнения влияют на качество шва. Необходимо металлической щеткой зачистить зоны шва на ширину 20-25 мм от стыка. Если детали сильно загрязнены, то можно протереть их ацетоном или растворителем.
Рис.5 — Зачистка зоны шва
Рис.6 — Подключение сварочных кабелей
Теперь можно подключить аппарат в сеть и выставить нужный сварочный ток. Сила сварочного тока подбирается в соответствии с диаметром электрода и толщиной свариваемого металла. На начальном этапе вы можете ориентироваться по таблицам, которые даны на каждом сварочном аппарате. Когда приобретёте достаточный опыт, то сможете подбирать силу тока под свой стиль.
Мы варим сталь 3 мм электродами диаметром 3. Соответственно, выставляем нужный нам рабочий ток – 100А. Наш инвертор IR160 имеет цифровой дисплей, что значительно упрощает настройку и контроль за силой тока.
Рис.8 — Настройка сварочного тока
Не стоит выставлять значение выше максимального, иначе металл будет прожигать, но также таким способом можно резать металл. Если выставить слишком низкую силу тока, то дуга зажигаться не будет и электрод начнет залипать.
- Чиркая электродом к ак спичкой на месте начала сварки мы провоцируем запуск дуги. Если точно, то мы касаемся электродом металла, затем ведем его касаясь поверхности и плавно поднимаем электрод на установленное расстояние.
Рис. 9 — Способ зажигания сварочной дуги — чирканье
- Способ касанием (его еще называют постукиванием) отличается лишь тем, что мы не ведем электрод по поверхности металла, а просто касаемся его краем места начала сварного шва и отводим электрод.

Рис.10 — Способ зажигания сварочной дуги — касание
Держите электрод под углом около 45 градусов и старайтесь поддерживать этот зазор между электродом и металлом в 3-4 мм по мере выгорания электрода и одновременно перемещайте его по горизонтали. Если электрод прилипает, качните его из стороны в сторону, оторвите и снова зажгите дугу. Добейтесь навыка получения устойчивой дуги между электродом и деталью.
Попробуйте поработать и тем, и другим способом и выберите, какой Вам подходит больше.
Когда у Вас все получится с зажиганием и поддержанием дуги, то можете попробовать наплавить валик. Для этого надо зажечь дугу и плавно перемещать электрод по горизонтали, выполняя при этом колебательные движения. Расплавленный металл как бы «подгребайте» к центру дуги.
В конце сварочного шва, делаете колебательные движения в стороны и убираете электрод в сторону наплавленного металла. Эта хитрость придаст сварному соединению красоту (избавит от кратера).
Рис.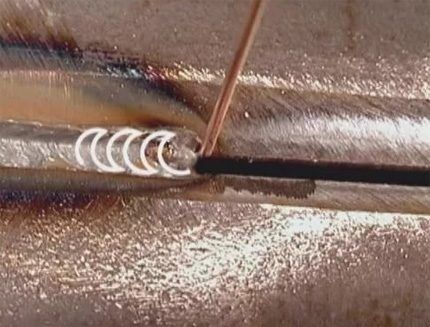 11 — Наплавление валика
11 — Наплавление валика
К концу урока “сварки для начинающих” у Вас должен получиться красивый шов, имеющий маленькие волны из наплавленного металла. После остывания необходимо отбить шлак. Должен получился вот такой валик.
Рис.12 — Красивый шов
Технология сварки для начинающих
Сейчас многие желают научиться азам сварочных работ. Это может всегда пригодиться в быту. Сварка для начинающих не требует профессиональных навыков и специальных знаний. Такого уровня достаточно для работ в гараже или на хозяйственном подворье.
Изучая основы сварки, нужно использовать электроды, диаметр которых не более 3 мм.
Азы и основные понятия об электросварке
В первую очередь, для того чтобы освоить ручную сварку, следует приобрести аппарат сварочный и запастись электродами. Их должно быть как можно больше, поскольку они будут часто портиться до тех пор, пока не получится первый положительный результат. Изучая основы сварки, лучше использовать электроды диаметром в 3 мм. Более тонкие применяются специалистами для работы с тонким металлом, а толстые перегружают электросеть.
Схема устройства пистолета для сварки
Универсальный и самый простой тип соединения металлических поверхностей – метод ручной дуговой сварки. Он заключается в переходе электрического тока из источника с образованием дуги между электродом и обрабатываемым материалом. При такой технологии сварки горение обмазки на поверхности электрода обеспечивает выделение газа, который не допускает контакта обрабатываемой области с кислородом из воздуха.
В любом пособии по сварке указано: первое, чему следует научиться, это правильное ведение сварочного шва. Поэтому введение содержит информацию о применяемом оборудовании. Среди источников питания выделяют следующие конструкции:
- сварочные трансформаторы;
- сварочные выпрямители;
- сварочные инверторы.
Конструкция сварочного аппарата.
Для тех, кто изучает основы сварки, третий вариант – оптимальный выбор. Сваривать металл можно полуавтоматом. Часто при этом используется сварочная проволока.
После того как оборудование приобретено, нужно предварительно обеспечить себя защитой от вредных воздействий. Техника безопасности при сварке требует наличия специальной маски, защищающей кожу лица и глаза, со встроенным светофильтром, подобранным в соответствии с определенными критериями. К ним относятся сила тока, окружающее освещение и особенности зрения сварщика. Порядок сварки подразумевает собой точное следование правилам безопасности.
Для того чтобы пользоваться сваркой, из спецодежды следует выбрать брезентовый фартук или костюм с огнеупорной пропиткой, а также краги из спилка. Обувь должна быть прочной и устойчивой.
Вернуться к оглавлению
Советы начинающим сварщикам
Во время сварки электрод нужно держать над поверхностью металла. Образующийся при этом промежуток называют дуговым. Контроль над ним особенно важен при работе, поэтому его следует освоить в первую очередь. Электрод опускают, потому что он расходуется, продвигаясь в направлении шва. Постоянно удерживайте на одинаковом уровне зазор между металлом и краем рабочего инструмента. Варить электродами нужно аккуратно, чтобы не испортить расходный материал.
Контроль над ним особенно важен при работе, поэтому его следует освоить в первую очередь. Электрод опускают, потому что он расходуется, продвигаясь в направлении шва. Постоянно удерживайте на одинаковом уровне зазор между металлом и краем рабочего инструмента. Варить электродами нужно аккуратно, чтобы не испортить расходный материал.
Особенности работы:
- Если размер зазора недостаточен, времени для прогрева обрабатываемого материала не хватит. Шов получится выпуклым, а края – несплавленными.
- При большем зазоре наблюдаются значительные скачки дуги. Качество провара будет плохим, а управление укладкой металла, который наплавляется, тяжелым.
- Удерживая оптимальную величину зазора на постоянном уровне, можно легко управлять ванной, сформировать хороший шов.
Схема сварки током.
Технология сварки током заключается в следующем: во время прохода сквозь зазор дуга создает сварочную ванну, перенося в нее расплавленный металл, находящийся на поверхности электрода. В случае когда значение тока недостаточно, основной металл не прогреется, а электрод будет идти быстрее сварочной ванны. При большем показателе тока дуга проникнет в металл на определенную глубину, отталкивая его назад. Когда значения оптимальные, ванна растекается и имеет тонкие края, поэтому ее можно расширять и двигать при помощи электрода, контролируя рабочий процесс.
В случае когда значение тока недостаточно, основной металл не прогреется, а электрод будет идти быстрее сварочной ванны. При большем показателе тока дуга проникнет в металл на определенную глубину, отталкивая его назад. Когда значения оптимальные, ванна растекается и имеет тонкие края, поэтому ее можно расширять и двигать при помощи электрода, контролируя рабочий процесс.
Установки тока часто меняются в зависимости от технологии сварки и дополнительных опций. Например, свойства толстого металла, основанные на рассеивании тепла, потребует большего значения тока. Для меньшей толщины нужен не такой высокий уровень. Точная установка показателей тока для того, чтобы правильно варить, будет зависеть только от того, как поведет себя ванна. Поэтому начинать нужно с рекомендаций производителя, а после этого экспериментировать с уменьшением или увеличением силы тока.
Заканчивая шов, перед тем как убирать электрод, нужно сделать чуть большее наплавление металла.
Это поможет избежать всплеска из нижних слоев шва, который приведет к возникновению кратера. Для этого достаточно сделать один круг, а после чиркнуть в обратную сторону направления шва.
Для этого достаточно сделать один круг, а после чиркнуть в обратную сторону направления шва.
Вернуться к оглавлению
Ручная дуговая сварка: особенности технологического процесса
Поступление как постоянного, так и переменного тока из источника питания в направлении электрода и металла обеспечивает образование дуги, удерживает ее. Такой тип ручной сварки с прямой полярностью производят при подсоединении анода к изделию. При подключении полюса отрицательного значения делается сварка с обратной полярностью.
При сварке руки и лицо должны быть защищены.
Металл, из которого состоит стержень электрода, под воздействием дуги расплавляется вместе с его покрытием, а также с поверхностью свариваемого изделия. С этого момента электродный материал представляет собой капли в шлаке, которые поступают внутрь сварочной ванны, смешиваются с обрабатываемым металлом.
Величина ванны находится в прямой зависимости от следующих критериев:
- режим, в котором проводится сварка;
- конструкция свариваемого соединения;
- форма разделки и размеры соединительных кромок.
- положение в пространстве;
- скорость движения дуги по изделию.
Стандартная величина ванны находится – 6 мм в глубину, 8-15 мм в ширину и 10-30 мм в длину.
Расстояние между двумя активными участками (на сварочной ванне и конце электрода) называется длиной дуги. В процессе плавления покрытия вокруг дуги и ванны образуется слой газа, который вытесняет кислород из рабочей зоны, не дает ему воздействовать с расплавленным материалом.
Шлак, который покрывает капли металла электрода, а также сварочной ванны, не допускает воздействия атмосферного воздуха на обрабатываемый материал. Постепенное удаление дуги обеспечивает кристаллизацию металла, отчего образуется соединительный шов, покрытый слоем затвердевшего шлака.
К преимуществам этого вида сварки относится следующее:
- работы можно выполнять при ограниченном доступе;
- множество типов электродов позволяет делать сварку разных типов стали;
- относительно быстрая смена соединяемых материалов;
- процесс может проходить в любом положении;
- рабочее оборудование легкое и транспортабельное.

Из недостатков выделяются низкая производительность относительно других типов сварки, вредные условия и необходимость квалификации работника при высоких требованиях к качеству.
Не обязательно знать все о сварке, для простых бытовых ситуаций достаточно соблюдать правила и основные требования к работе.
Сварка нержавейки для начинающих: электроды для сварки, технология работы инвертором и полуавтоматом
В данной статье рассмотрены основные вопросы, задаваемые начинающими сварщиками, по сварке коррозионостойких сталей и даны ответы на них.
Варите нержавейку легко и с удовольствием ручной дуговой сваркой покрытым электродом, неплавящимся вольфрамовым электродом в среде защитных газов и, конечно же полуавтоматическим инвертором плавящимся электродом!
Сварка ММА
Вопрос №1.
Варит ли инвертор нержавеющую сталь? Вчера решил испытать судьбу. Взял круглый бак от стиралки и отправился к знакомому у которого есть инвертор. Варить пытался электродом для нержавейки, диаметром 3 мм. Дуга скачет, невозможно работать. Если добавить ток, дуга обрывается. В баке прожоги металла.
Варить пытался электродом для нержавейки, диаметром 3 мм. Дуга скачет, невозможно работать. Если добавить ток, дуга обрывается. В баке прожоги металла.
Сварочный инвертор аврора
Ответ:
Для сварки коррозионостойких сталей нужен инвертор со встроенным осциллятором или с «хорошо выпрямленным» током. В паспорте, который прилагается к инвертору, обычно указывается на какие металлы он рассчитан. Но даже если вы не найдете в паспорте требуемую информацию, всегда можно выяснить все возможности аппарата в специализированном магазине.
Лучше всего подходит аргонодуговая сварка (в частности, популярностью пользуется сварочник Aurora PRO INTER TIG 200 PULSE). АДС позволяет выполнять качественные швы на тонкостенных листах и деталях (трубах, например). Соединить же тонкий лист (до 3 …5 мм) ручной дуговой сваркой и получить качественный шов – это задача непростая.
Металлы, устойчивые к коррозии обычно содержат много хрома, а он, в свою очередь, образует с кислородом воздуха оксиды, что зачастую приводит к растрескиванию шва во времени. Образуется окалина. Поэтому важно, выполняя тонкие работы с изделиями, к которым предъявляются высокие требования, производить поддув аргоном обратной стороны шва.
Образуется окалина. Поэтому важно, выполняя тонкие работы с изделиями, к которым предъявляются высокие требования, производить поддув аргоном обратной стороны шва.
Для работы штучным электродом с флюсующей обмазкой необходим опыт. Нужно поиграться с полярностью, а не просто работать по инструкции. С толстостенными изделиями, как уже говорилось выше, обычно не возникает проблем. Но так ли много изделий или конструкций из толстой нержавейки вы знаете? Правильно, все, что встречается – относительно тонкостенное, до 5 мм толщиной в сечении.
Когда варят тонкостенную нерж, приходится уже выкручиваться:
- Токи нужно устанавливать как можно меньше, дугу держать как можно короче.
- Дуга зажигается в стороне, а затем постепенно подводится к свариваемой кромке.
- Обращайте внимание на подключение клеммы заземления, в ее направлении будет действовать дутье дуги.
Что касается прожогов, для толщин в 1 мм нужен электрод более тонкий, чем 3 мм. Для поджига трехмиллиметрового электрода нужен ток, который моментально прожжет тонкий лист. Электродом «тройка» сваривать и «черные» металлы непросто, а по нержавейке, да еще для того, чтобы учиться, нужно брать электрод 2 или 1,6 мм
Для поджига трехмиллиметрового электрода нужен ток, который моментально прожжет тонкий лист. Электродом «тройка» сваривать и «черные» металлы непросто, а по нержавейке, да еще для того, чтобы учиться, нужно брать электрод 2 или 1,6 мм
Лучше всего сваривается нержавейка с пониженным содержанием углерода. В связи с тем, что стали с высоким содержанием хрома склонны к концентрации напряжений, которые на порядок превышают аналогичные напряжения в углеродистой стали, нужно избегать перепадов температур.
Рекомендуется предварительный подогрев до 200 -350 градусов Цельсия.
Основные особенности,о которых нужно знать:
- Коррозионостойкие металлы имеют крайне низкий показатель теплопроводности. Это означает , что тепло передается в окружающее воздушное пространство медленно, а скорость образования сварочной ванны увеличивается. По этой причине сварку выполняют на низких токах. Если для углеродистой стали определенной толщины вам необходимо было установить на своем аппарате 80А, то для аналогичной нержавейки вам потребуется 60А. Силу тока в среднем снижают на 25%.
- линейные размеры при нагреве испытывают существенные изменения, тому причиной немалое значение коэффициента термического расширения. Следствие — большие поводки деталей. Если речь идет о сварке толстостенных деталей в стык без зазора — гарантировано такое соединение потрещит. Причиной тому высокие напряжения такого соединения, которые возникают из-за неравномерного расширения металла. Сварку встык при больших толщинах производите с зазором.
- Большое количество легирующих элементов увеличивает электрическое сопротивление, поэтому при ММА работают электродами не более 350 мм в длину.
- Строго соблюдайте режимы термообработки, рекомендуемые для той или иной марки , из-за склонности к возникновению межкристаллитной коррозии.
 Силу тока в среднем снижают на 25%.
Силу тока в среднем снижают на 25%.Электроды ММА для нержавеющих сталей
Вопрос №2.
В гараже стоит инвертор для РДС (ММА). Есть работа по сварке нержавеющей стали. Подскажите, какие электроды подходят для такой работы, какие не подходят. Какие «подводные камни» сварки теми или иными электродами?
Ответ:
Выбор электродов для нержавейки, действительно, требует надлежащего подхода. Благо, ассортимент их довольно широкий. Наилучшими для коррозиестойких сталей на сегодняшний день являются электроды ОК61.30. Выпускаются они шведской компанией ESAB и успешно используются при сварке 12Х18Н10, 12Х18Н10Т, 08Х18Н10 и т.д. ОК61.30 с рутиловым покрытием имеют легкий поджиг, держат уверено дугу, обеспечивают оптимальный прогрев, т.е. очень хорошо проявляют себя. Шлак отлично отделяется.
Отечественные электроды в основном идут с базисным покрытием. Они довольно капризны и требуют от сварщика определенного мастерства (имеют склонность к залипанию, при поджиге дуги нередко происходит отслоение покрытия, могут внезапно прекратить работать), но выполненный ими шов обеспечивает высокие коррозионные свойства. В продаже часто встречаются марки ЦЛ-11, либо ОЗЛ-8.
Вопрос №3
Как правильно варить ЦЛ-11?
Ответ:
Как и ESAB ОК61. 30 электроды ЦЛ-11 изготовлены для конструкций ответственного назначения из сталей, содержащих Cr и Ni, типа 12Х18Н10Т, 12Х18Н12Б и т.п., которые будут работать в непростых условиях, когда к ним предъявляют большие требования. Швы, полученные ЦЛ-11 имеют высокую стойкость к образованию коррозии между кристаллами.
Електроды ЦЛ-11
Перед сварочными работами детали зачищают крацовочной щеткой до металлического блеска, удаляют грязь, масло, коррозию, которая несмотря на то, что нержавейка, может проявлять себя. Дугу нужно стараться поддерживать как можно короче, шов формировать неширокими валиками. Для электродов до 4 мм используют ток DC и обратную полярность. Варят в любых положениях кроме «от потолка к полу». Если диаметр четыре миллиметра и более – возникают сложности с прохождением швов на потолке и по вертикали.
Благодаря малому содержанию «вредных элементов» и небольшому газообразованию ЦЛ-11 дает шов устойчивый к обычной коррозии и между кристаллами.
В случае, если электроды долгое время провалялись в сыром помещении и набрали влаги, требуется термообработка около 200 градусов Цельсия в течении часа.
Мех.показатели:
Временное сопротивление разрыву, более 540Н/мм2
Относительное удлинение, более 20%
Ударная вязкость более 80 Дж/см2
Аналоги ОЗЛ-7;-8, ESAB OK61.85, ОК61.30
Вопрос №4
Какой газ применяют для защиты шва?
Ответ:
Вольфрамовым электродом удобно варить тонкостенные листы. Швы качественные. Защита ванны — аргон 100%. Ничего другого для вольфрама придумывать не нужно. Единственный недостаток — низкий КПД по сравнению с полуавтоматической сваркой, потому что сварочную проволоку приходится держать левой рукой, подавая в сварочную ванну.
Вопрос №5
Сам сварке только учусь. Расскажите о сварке нержавейки полуавтоматом. Какой газ лучше применять для нее?
Ответ:
По всем теоретическим канонам сварку нержавейки производят в аргоне. Но на практике получается не совсем так, а точнее, немножко по — другому. При сварке в аргоне сварщики жалуются на большое разбрызгивание металла, нестабильную дугу. Не будем углубляться в возможные причины того, почему так происходит. Например, при сварке алюминия нужно использовать только аргон высокой чистоты (высокоочищенный), иначе возникают аналогичные проблемы, шов получается с раковинами, дефектами, в окалине, сварка затруднена. Таким образом для сварки нержавейки нужно использовать высокочистый аргон, но на практике готовят смесь аргона и углекислоты в соотношении 95-98% к 2-5%. Во всяком случае все промышленные работы проводят в такой среде. Допускается заменить углекислоту на чистый кислород в некоторых случаях.
При сварке в аргоне сварщики жалуются на большое разбрызгивание металла, нестабильную дугу. Не будем углубляться в возможные причины того, почему так происходит. Например, при сварке алюминия нужно использовать только аргон высокой чистоты (высокоочищенный), иначе возникают аналогичные проблемы, шов получается с раковинами, дефектами, в окалине, сварка затруднена. Таким образом для сварки нержавейки нужно использовать высокочистый аргон, но на практике готовят смесь аргона и углекислоты в соотношении 95-98% к 2-5%. Во всяком случае все промышленные работы проводят в такой среде. Допускается заменить углекислоту на чистый кислород в некоторых случаях.
Варить в 100% углекислоте не рекомендуется, хотя жажда опытов толкает сварщиков на разнообразные эксперименты заканчиваются они снижением коррозионной стойкости шва. Углекислота лучше всего подходит для «черных» сталей (то бишь низко- и среднеуглеродистых), по какой причине, читайте в статье «Защита сварочной ванны»
Теперь о технологии. Практикуют 3 способа:
Практикуют 3 способа:
• Сварка короткой дугой – позволяет избежать проплавление металла при соединении тонких листов
• Струйный перенос – лучше всего использовать порошковую проволоку без газа
• Импульсный режим (присадочный материал подается порционно каплями малой величины) — наилучший способ, позволяет практически полностью избавиться от брызг и уменьшить расход проволоки.
Вопрос №6
Здравствуйте! Трудность в следующем: не выходит настроить скорость подачи проволоки полуавтомата. Свариваю нержавейку. Защитная среда углекислота. Шов получается низкокачественный, дугу рвет. При поджиге дуги проволока сгорает до горелки. Как настроить полуавтомат?
Ответ:
Трудность возникла из-за неправильно подобранных режимов сварки. При подборе режимов ориентируйтесь на 2 основных параметра: с какой скоростью подается проволока и каково напряжение на источнике питания.
Сварочный полуавтомат
Сначала выбирается с какой скоростью будет подаваться проволока. Выбирается скорость исходя из толщины изделия. Так же скорость связана с током. Чем скорость подачи выше, тем больше ток. Под скорость проволоки выставляют требуемое напряжение. Если напряжение низкое – поджиг дуги затруднен, при высоком напряжении проволока быстро сгорает до токопроводящей части и дуга обрывается.
Выбирается скорость исходя из толщины изделия. Так же скорость связана с током. Чем скорость подачи выше, тем больше ток. Под скорость проволоки выставляют требуемое напряжение. Если напряжение низкое – поджиг дуги затруднен, при высоком напряжении проволока быстро сгорает до токопроводящей части и дуга обрывается.
Вам необходимо верно подобрать соотношение параметров скорости и напряжения. Только в таком случае вы получите шов, который будет соответствовать критериям качества.
STICK WELDING 101: Начало работы с SMAW
Когда люди думают о сварке, в 9 случаях из 10 они представляют себе сварку штучной сваркой. Сварка палкой – это обычно первый процесс, которому мы учим, и на то есть веские причины. Сварка палкой учит основам сварки, и если вы научитесь мазерным приклеиванием, все остальное будет легче.
Прежде чем мы забегаем вперед, давайте поговорим о том, что такое сварка штучной сваркой и для чего она используется. Если вы новичок в сварке, наиболее распространенными процессами являются GMAW (MIG), GTAW (TIG), FCAW (Flux Core) и SMAW (Stick).У каждого процесса есть свои преимущества и недостатки, но для сегодняшних целей давайте сосредоточимся на палке.
Если вы новичок в сварке, наиболее распространенными процессами являются GMAW (MIG), GTAW (TIG), FCAW (Flux Core) и SMAW (Stick).У каждого процесса есть свои преимущества и недостатки, но для сегодняшних целей давайте сосредоточимся на палке.
Преимущества сварки штангой:
1. Портативность
Одно из самых больших преимуществ процесса сварки штучной сваркой – это его исключительная портативность. Флюс вокруг штока действует как экранирование, поэтому нет необходимости обращаться с неуклюжими цилиндрами. Возьмите пригоршню стержней, вытащите провода, и все готово!
2. Сварка во всех положениях
Независимо от того, находитесь ли вы в поле или в гараже, в какой-то момент вы обнаружите, что вам нужно выполнить сварку в нестандартном положении (горизонтально, вертикально, над головой).Некоторые процессы ограничиваются ровным положением из-за текучести лужи или других факторов. Сварка палкой не относится к таким процессам. Возможность работы в разных положениях ограничивается только вашим выбором электрода.
3. Доступный
По сравнению со своими аналогами, сварка штучной сваркой – очень доступный процесс. Вы можете приобрести базовый автомат от уважаемой компании менее чем за 500 долларов.Недостатки сварки штангой:
1. Скорость сварки
Поскольку электрод также является присадочным металлом, сваривать можно только в течение коротких периодов времени, прежде чем потребуется повторно загружать другой стержень.
2. Низкий КПД электрода
Такие процессы, как MIG и Flux Core, очень эффективны. Вы можете сваривать сотни футов, прежде чем вам понадобится менять катушку. При сварке штангой тратится около 5% каждого прутка.
НАСТРОЙКА МАШИНЫ
Вот и хорошие новости; в сварке штангой не так много переменных, кроме стержня. Проще говоря, когда мы настраиваем машину, мы подключаем заземляющий (или рабочий) кабель к отрицательному выводу, а электрододержатель (или жало) к положительному выводу для DCEP (положительный электрод постоянного тока). В 99% случаев это так просто.
В 99% случаев это так просто.
В некоторых случаях вы также используете AC (переменный ток) или DCEN (отрицательный электрод постоянного тока), но мы вернемся к этому позже.
Выбор электрода
Различные электроды предназначены для разных применений. Давайте рассмотрим некоторые общие электроды, обсудим их возможности и способы запуска каждого из них.
1. E6010
E6010, чаще называемый 6010, предназначен для работы только на DCEP. Стержни 6010 предназначены для работы с углеродистой сталью.Об электроде из углеродистой стали можно многое сказать по его названию. Давайте углубимся и разберем, что на самом деле означает E6010.
E
Буква «E» в начале классификации означает «Электрод».
60
Первые две цифры в стержнях из углеродистой стали всегда указывают предел прочности электродов на разрыв. В случае E6010 это означает, что этот электрод имеет предел прочности на разрыв 60 000 фунтов.
1
Третья цифра указывает положения, в которых можно использовать электрод.дюйм. И вот здесь это становится немного странным. Один для всех позиций. Два для плоского и горизонтального.
А вот где немного сложностей. 1 говорит нам, что мы можем бегать во всех позициях; плоские, вертикальные, горизонтальные и потолочные. Но это не говорит нам, можем ли мы бежать вертикально вверх, вертикально вниз или и то, и другое.
E6010 будет работать во всех положениях в любом направлении. Вот почему:
0
Последняя цифра говорит о химическом составе флюса.Таким образом, ноль в данном случае означает высокое содержание натрия целлюлозы.
Шестьдесят десять – это сварочная ванна с интенсивным копанием и быстрым замораживанием. Это означает, что когда мы зажигаем дугу, мы можем копать и долбить, но как только мы выходим из сварочной ванны, она хорошо замерзает. Это важно, потому что это позволяет нам сваривать плоские, горизонтальные, вертикальные вверх, вертикальные вниз и над головой без выпадения расплавленной сварочной ванны.
Сварка с E6010
Когда дело доходит до сварки штангой, есть правильный и неправильный способ.Мы НЕ хотим использовать экстремальные углы. При сварке стержнем мы обычно хотим использовать небольшой угол сопротивления. Перетаскивание стержня поможет предотвратить скатывание шлака перед лужей, вызывающее пористость и другие дефекты.
Когда вы зажигаете дугу, просто делайте небольшое действие стежка вперед и назад. Все, что вам нужно, – это нести бусину с собой. Медленно перемещайте стержень, едва волоча его по материалу с очень небольшим наклоном. 6010 производит световой поток кристаллического типа.
Это нелегко, но черт побери.Попадание горячего шлака в глаз – ошибка, которую вы совершите только один раз. Дайте остыть, соскребите отбойным молотком, поднесите к нему проволочное колесо и двигайтесь дальше.
2. E6011
E6011 очень похож на 6010. Краткий обзор системы нумерации говорит нам, что этот электрод (E) имеет прочность на разрыв 60 000 фунтов (60) и его можно использовать во всех положениях (1). Последняя цифра «1» в E6011 указывает состав флюса, который позволяет ему работать в DCEP или AC.
Последняя цифра «1» в E6011 указывает состав флюса, который позволяет ему работать в DCEP или AC.
При сварке в DCEP с E6011 дуга практически идентична 6010.Большинство начинающих сварщиков и некоторые опытные профессионалы с трудом понимают разницу.
Сварка на переменном токе с E6011
Переменный ток – вот где вы заметите разницу с электродами 6011. Что вы заметите, так это разницу в звуке. Как только вы зажжете дугу, вы услышите отчетливый жужжащий звук. Это ток, который колеблется взад и вперед или попеременно от DCEN к DCEP.
Переменный токявляется преимуществом при сварке тонких материалов, поскольку вы получаете значительно меньшее проплавление.
3. E6013
Следующим в линейке является еще одна очень распространенная удочка – 6013. В отличие от 6010 и 6011, у 6013 очень мягкая дуга и плотное шлаковое покрытие. Этот стержень может ввести в заблуждение новичков, потому что при правильной эксплуатации вы получите то, что выглядит как большие пористые карманы в шлаке.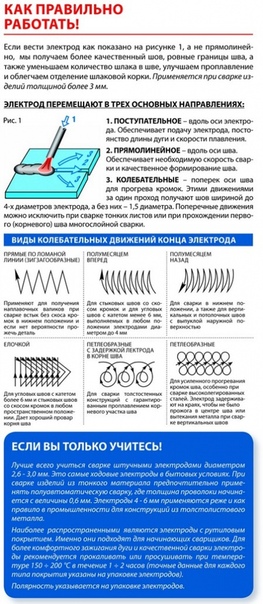 Это нормально. Как только вы удалите шлак, ваш шов будет в порядке.
Это нормально. Как только вы удалите шлак, ваш шов будет в порядке.
Еще раз, это электрод с пределом прочности на разрыв 60 000 фунтов, который можно использовать в любом положении.
Цифра 3 указывает тип флюса.6013 имеет чрезвычайно плотный флюс, который создает рыхлый, легко удаляемый шлаковый покров.
Сварка с E6013
6013 может работать на DCEP, DCEN или AC. Независимо от полярности, с которой вы работаете, 6013 не любит этого. можно сильно манипулировать. Зажгите дугу и сделайте легкое перетаскивание с минимальными вариациями.
DCEN
Отрицательный электрод будет быстрее наносить больше материала, поэтому вы получите больше коронки или наростов в профиле валика.
DCEP
Положительный электродбудет работать немного более жестко или агрессивно, чем DCEN.Больше тепла направляется в основной материал, поэтому вы также получите большее проникновение на DCEP.
переменного тока
Переменный ток – более холодный процесс. по своей природе, поэтому для расплавления стержня потребуется больше ампер, но сварка получится с небольшим проваром. Опять же, это делает 6013 отличным удилищем для работы с малым калибром.
по своей природе, поэтому для расплавления стержня потребуется больше ампер, но сварка получится с небольшим проваром. Опять же, это делает 6013 отличным удилищем для работы с малым калибром.
3. 7018
Последний стержень, о котором мы будем говорить сегодня, – это 7018. E7018 – универсальный стержень, который очень часто используется в конструкционной стали.Это стержень с низким содержанием водорода, что делает его очень чувствительным к влаге. Это. Почему. 7018 всегда хранится в печи с сухим стержнем. Сохранение этих стержней под углом выше 250 градусов важно для сохранения целостности флюса.
70
Это первый электрод, о котором мы говорим, без обозначения «60». Это потому что. у этого стержня есть предел прочности на разрыв 70 000 фунтов, тогда как у остальных было 60 000 фунтов.
1
Еще раз, 1 в третьей цифре означает, что сварка будет выполняться во всех положениях.
8
Цифра 8 говорит нам, что это низкий поток водорода.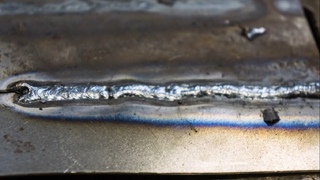 Хотеть. чтобы увидеть наглядную демонстрацию того, что. который. средства? Смотрите наше видео о количестве диффундирующих частей на миллион водорода в 7018.
Хотеть. чтобы увидеть наглядную демонстрацию того, что. который. средства? Смотрите наше видео о количестве диффундирующих частей на миллион водорода в 7018.
Сварка с E7018
7018 работает очень похоже на 6013. Вам действительно не нужно манипулировать им. Фактически, 7018 – это такой бассейн с жидкостью, чем больше вы манипулируете им, тем больше у вас шансов улавливать шлак. Мы сказали, что цифра «1» означает, что его можно сваривать во всех положениях, помните?
Вот небольшой совет от профессионала: Позиции относятся только к плоскому, горизонтальному, вертикальному и потолочному.Они не различают направления. Например, для всех позиций выставлен рейтинг 7018. Однако он может двигаться только вертикально вверх. Если вы попытаетесь спуститься под гору, лужа с жидкостью просто выпадет.
7018 имеет очень мягкую маслянистую дугу со средней глубиной проплавления. Он может работать в DCEP, DCEN или AC. Конструкционная сталь в США использует DCEP почти во всех случаях. В Европе они используют 7018 DCEN для открытой корневой трубы, тогда как мы используем 6010 почти исключительно. AC обычно используется в некритических приложениях из-за его низкого проникновения.
В Европе они используют 7018 DCEN для открытой корневой трубы, тогда как мы используем 6010 почти исключительно. AC обычно используется в некритических приложениях из-за его низкого проникновения.
Теперь вы лучше разбираетесь в сварке штучной сваркой и о различных электродах, попробуйте сами. Не забудьте поделиться с нами своими успехами и сообщить, какие еще видео вы хотите посмотреть на Weld.com.
Выживший в реальном мире теперь является частью контента BallisticMag.com о выживании – Ballistic Magazine
Некоторым из вас может быть интересно, что случилось с RealWorldSurvivor.com. Что ж, с февраля 2021 года Real World Survivor теперь является частью BallisticMag.com. Не волнуйтесь, вы все равно получите все необходимое для выживания. Подробнее читайте ниже.
Выживший в реальном мире выходит из строя
Почему мы переместили большую часть контента с RealWorldSurvivor.com на BallisticMag.com? С самого начала Ballistic Magazine всегда создавался как отличный источник как для огнестрельного оружия, так и для материалов о выживании. Первым девизом был «Premier Firearms & Survival Magazine», когда он впервые был запущен в 2015 году. Мы возвращаемся к этим корням.
Первым девизом был «Premier Firearms & Survival Magazine», когда он впервые был запущен в 2015 году. Мы возвращаемся к этим корням.
Мы также всегда публиковали материалы о выживании здесь, на BallisticMag.com. Было бы слишком разумно класть все в одно удобное место, а не распределять по кучке разных веб-сайтов. Итак, мы все для вас консолидировали. Теперь вы можете найти весь этот отличный контент прямо здесь.
Хотя Ballistic уделяет большое внимание оружию, мы не ограничиваем содержание выживания только этим. Мы предлагаем широкий спектр материалов о выживании – от постройки хижин до кемпинга и подготовки в поле и забоя.Но да, там будет много оружия для прогулок на свежем воздухе.
Итак, ищете ли вы отличную винтовку для разборки или, может быть, несколько полезных советов, когда вы находитесь в глуши, теперь вы можете найти все это здесь, на BallisticMag.com. Кроме того, если есть что-нибудь, что вы хотите, чтобы мы рассказали о выживании, отправьте электронное письмо [электронная почта защищена].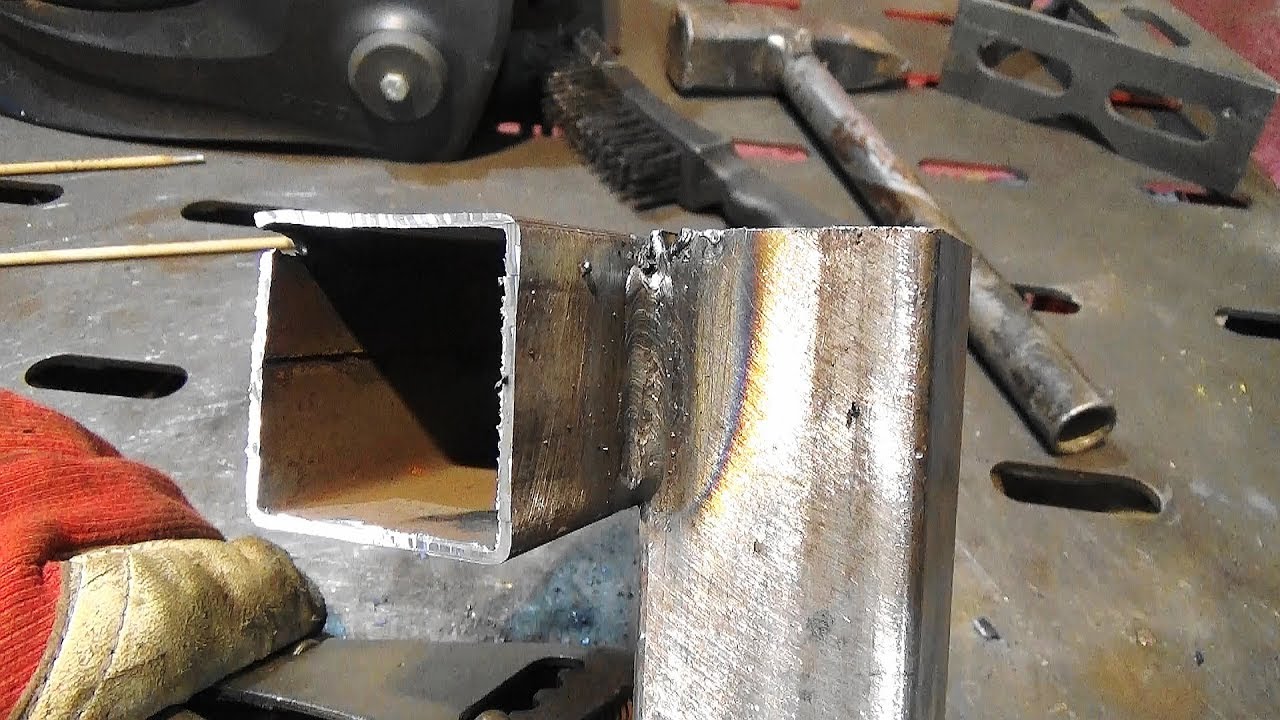 Мы все стремимся дать вам – читателю – то, что вы хотите; не бойтесь сообщить нам, что это такое.
Мы все стремимся дать вам – читателю – то, что вы хотите; не бойтесь сообщить нам, что это такое.
Зарегистрируйтесь сегодня!
Я ознакомился с Условиями использования, Политикой конфиденциальности и Политикой использования файлов cookie, и настоящим принимаю эти условия.В целях ясности я даю согласие на сбор, хранение, обработку и передачу Athlon моих Персональных данных и неличных данных (как определено в Политике конфиденциальности) с целью подписки на рассылку новостей по электронной почте.
Все, что вам нужно знать
Краткий обзор: наш лучший выбор для сварочных аппаратов и сварочных тележек
Сварка – это процесс соединения материалов, обычно металлов или термопластов, путем размягчения под действием тепла и приложения давления.
Основными видами сварки являются сварка MIG, дуговая, газовая и TIG. Почему палка не из этих? Сварка палкой, также известная как Дуговая сварка защищенного металла (SMAW), на самом деле, является самым популярным и распространенным методом дуговой сварки.
В этой статье подробно рассказано все, что вам нужно знать об этом виде сварки. Мы также рассмотрим лучшие сварочные аппараты, доступные на рынке.
Краткий обзор: наш лучший выбор для сварочных аппаратов стержневой сваркой
Краткий обзор: Наши лучшие решения для тележек для сварки стержнем
наше последнее дополнение к аппарату для сварки штангой Из 2020 г.
Основы сварки штангой
Сварка штангой, также известная как дуговой сваркой защищенного металла (SMAW), является наиболее широко используемым методом сварки среди дуговых процессов.Он использует электрод и электрический ток в сварочной ванне для соединения различных металлов. Его простота и универсальность способствуют его популярности.
Электрод состоит из твердого металлического стержня или стержня (отсюда и название), окруженного покрытием из компаундов и металлических порошков со связующим веществом, которое помогает им связываться с его поверхностью. Имейте в виду, что правильное название палки – электрод.
Имейте в виду, что правильное название палки – электрод.
Электрический ток переменного или постоянного тока используется для образования электрической дуги между электродом и соединяемыми металлами.Эта зона называется сварочной ванной.
Электрод проводит электрический ток к дуге и обеспечивает присадочный металл для соединения и валика.
Применяется в основном для сварки чугуна и стали, а также широко применяется в отраслях технического обслуживания и ремонта, а также в строительстве тяжелых стальных конструкций.
История стыковой сварки
История электродной сварки восходит к 1800-м годам. В 1800 году британский химик и изобретатель сэр Хамфри Дэви с помощью батареи разработал дугу между двумя угольными электродами.
Газовая сварка и резка были внедрены в середине 1800-х годов. В 1880-х годах была разработана дуговая сварка угольной и металлической дугой.
В 1881 году французский инженер-электрик Огюст Де Меритен использовал тепло дуги для соединения свинцовых пластин аккумуляторных батарей.
Его ученик Николай Н. Бенардос получил патент на сварку. В 1890 году К. Компания Coffin of Detroit получила первый патент США на процесс дуговой сварки с использованием металлического электрода.
Примерно в 1900 году британский изобретатель Строменгер представил металлический электрод с покрытием. Он использовал тонкий слой глины или извести и заметил, что это обеспечивает более стабильную дугу.
В период с 1907 по 1914 год Оскар Кьельберг из Швеции изобрел электрод с покрытием, который выглядел как палочка.
Позже из кусков железной проволоки, погруженной в густую смесь карбонатов и силикатов, стали делать стержневые электроды.
Ручная сварка 101 – как это работает?
Сварка палкой – это процесс, в котором для формирования сварного шва используется электрод с флюсовым покрытием.
Электрический ток проходит через покрытый электрод или стержень и дугу в точке контакта с основным металлом или сварочной ванной.
Когда электрод начинает плавиться, флюсовое покрытие вокруг него создает облако газов, которое защищает расплавленный металл и предотвращает его окисление.
Вот почему ее также называют дуговой сваркой в защитном металле. По мере охлаждения газовое облако оседает на ванне с расплавленным металлом и превращается в шлак, который необходимо отколоть после завершения сварки.
Сварка палкой довольно проста и не требует большого количества специального оборудования.
Оборудование для стержневой сварки
- Источник питания (постоянное напряжение) или сварочный аппарат
- Держатель электродов / стержней
- Зажим заземления
- Электроды / стержни
- Сварочное оборудование (перчатки, шлем, фартук и т. Д.)
AC против DC
Сварочные аппараты могут работать как на переменном (AC), так и на постоянном (DC) токе. Однако обычно DC лучше, поскольку он более гибкий и может применяться к большему количеству проектов (коммерческий или любительский). Это лучше в следующих ситуациях:
Это лучше в следующих ситуациях:
- сварка стали
- намного более стабильные дуги / более легкое начало
- меньше брызг
- различные положения сварки
Хотя переменный ток может быть выгодным (например, если вам нужно меньше проплавления), постоянный ток лучше более безопасный выбор.
Плюсы и минусы сварки штангой
Как и любой процесс сварки, сварка штангой имеет свои плюсы и минусы. Вот некоторые из наиболее важных:
Плюсы
- Оборудование, используемое для сварки штангой, недорогое
- Не требует внешнего защитного газа, что экономит деньги
- Его можно выполнять даже в дождь или ветрено
- Электроды легко заменять на разные металлы
- Легко сваривается широкий спектр металлов и сплавов
- Хорошо работает на окрашенных или ржавых поверхностях
- Чистые сварные швы
Минусы
- Операторам нужен высокий уровень навыков и опыта
- С некоторыми тонкими металлами может быть трудно работать
- После сварки шлак остается сколом
- Сварка палкой идет медленнее по сравнению с другими типами
- Электроды необходимо заменять чаще, чем для других типов типы сварки
- Позволяет выполнять сварку только на короткие отрезки перед вставкой нового электрода
- I Он не подходит для химически активных металлов, таких как титан, цирконий, тантал и колумбий.

Сварка штангой для начинающих
Хотя сварка штангой является одним из наиболее распространенных видов дуговой сварки, ее сложно освоить.
Чтобы стать эффективным сварщиком штангой, требуется более высокий уровень навыков и владение определенными методами.
Вот три важные вещи, на которых нужно сосредоточиться новичку.
Настройка тока
Выбранный вами электрод определяет, нужен ли вашей машине постоянный ток: положительный, постоянный отрицательный или переменный. Используйте правильную настройку для вашей конкретной задачи. Положительный электрод обеспечивает большее проникновение, тогда как отрицательный электрод дает лучшие результаты для более тонких металлов.
Выберите силу тока в зависимости от электрода, положения сварки и визуального контроля готового сварного шва.Следуйте рекомендациям производителя для идеальной настройки силы тока.
Длина дуги
Правильная длина дуги имеет решающее значение для сварки штангой. Для каждого электрода и приложения требуется разная длина дуги, не превышающая диаметр электрода. Например, электрод 6010 диаметром 0,125 дюйма удерживается на расстоянии примерно 1/8 дюйма от основного материала.
Для каждого электрода и приложения требуется разная длина дуги, не превышающая диаметр электрода. Например, электрод 6010 диаметром 0,125 дюйма удерживается на расстоянии примерно 1/8 дюйма от основного материала.
Угол хода
Для сварки в плоском, горизонтальном и потолочном положениях используйте технику «перетаскивания» или «обратной стороны». Электрод должен располагаться перпендикулярно сварному шву.
Наклоните кончик электрода на 5–15 градусов по направлению его движения. Для вертикальной сварки, которая движется вверх, используйте технику «толкания» или «переднего хода». Наклоните электрод от направления движения на 15 градусов. Это также влияет на скорость движения.
Лучшие аппараты для сварки штангой
Теперь давайте взглянем на некоторые аппараты для ручной сварки, которые подойдут вам лучше всего.
Новое пополнение в нашей линейке:
Lincoln electric ac225 сварочный аппарат
Компактный сварочный аппарат Lincoln Electric AC225 создает чрезвычайно гладкую дугу переменного тока, которая позволяет сваривать широкий спектр материалов, включая углерод, низколегированные и нержавеющую сталь. а также чугун.
а также чугун.
Его очень легко установить, поскольку он поставляется с прилагаемым входным кабелем питания и вилкой NEMA 6-50P (правда, только для K1170).
Полный диапазон 40-225 ампер упрощает управление с помощью селекторного переключателя, который быстро устанавливает сварочный ток и обеспечивает равномерную дугу при каждой сварке. Хотя это не последняя модель от Lincoln, она проверена временем, и мы даем ей свежий обзор.
Основные характеристики:
- Селекторный переключатель полного диапазона 40-225 ампер быстро устанавливает сварочный ток
- Плавная дуга – упрощает сварку даже для новичков или сварщиков-любителей
- Выход переменного тока на 225 ампер – достаточно для 3/16 дюйма (4.Электроды из низкоуглеродистой стали диаметром 8 мм)
- Соответствие NEMA, внесено в список UL и одобрено CSA
1.
 [TOP CHOICE] LONGEVITY STICKWELD 140
[TOP CHOICE] LONGEVITY STICKWELD 140Longevity Stickweld 140 – идеальное устройство для энтузиастов сварки и ремонтников. При весе всего 13 фунтов, он очень портативный и эффективный.
Возможность подключения к розетке 110в или 220в – большой плюс. Этот аппарат готов к работе с лифтом TIG и позволяет легко подключить горелку TIG для работы с различными металлами, а его электрод также может работать с алюминием.Он с легкостью сваривает сварочные стержни 6011, 6013 и 7018.
С Longevity 140 вы получаете хорошо спроектированную машину с низкой кривой обучения, которая хорошо работает для менее опытных людей, поскольку она имеет цифровой дисплей, показывающий настройку усилителя, и механизм автоматического восстановления электрода. Он поставляется с вилками питания и адаптером переключения питания.
Основные характеристики:
- Lift TIG готов к работе, поэтому вы можете подключить горелку TIG
- Может работать как от 110 В, так и от 220 В
- Портативность: весит 13 фунтов. и имеет размеры 20x20x10 дюймов.
- Высокая степень согласованности
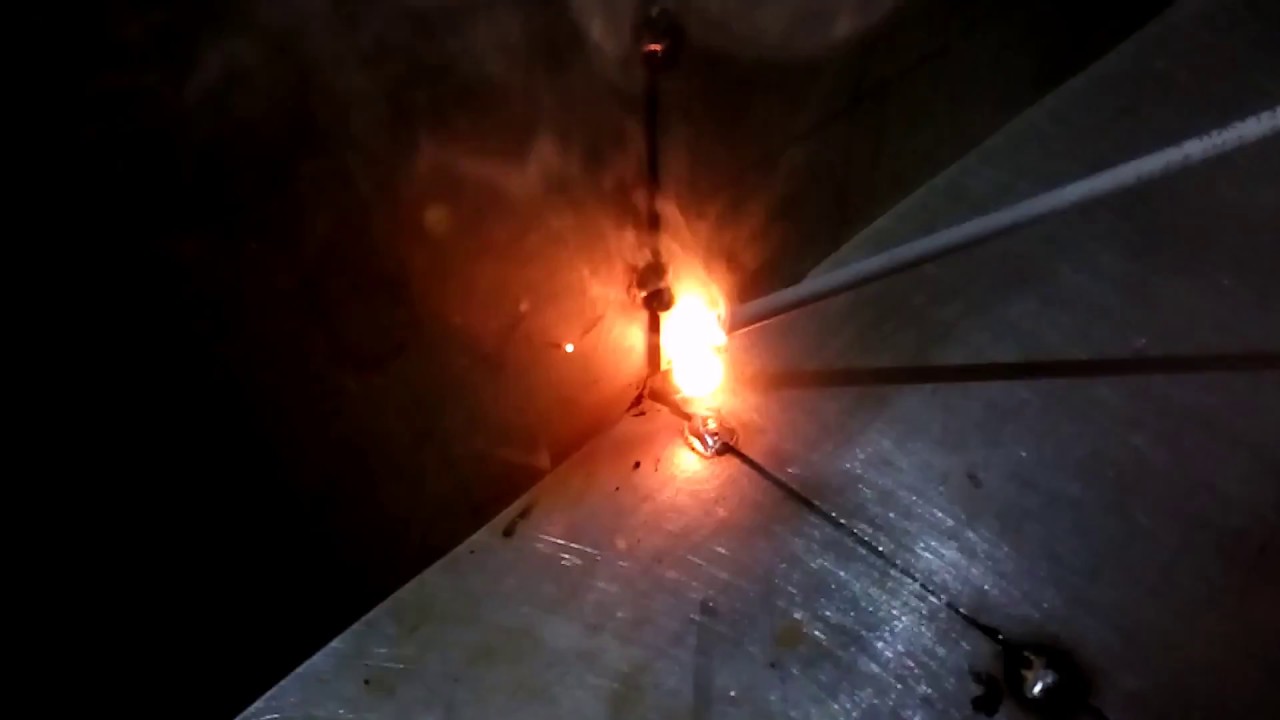 и имеет размеры 20x20x10 дюймов.
и имеет размеры 20x20x10 дюймов. 2. [Второе место] Сверхпортативный 100-амперный электродуговый сварочный аппарат Pitbull – 110 В
Это компактное устройство работает от 110 В и имеет рабочий цикл 100%. Он идеально подходит для периодической сварки, небольших операций, домов и даже небольших местных предприятий.
Может сваривать низкоуглеродистую сталь толщиной до дюйма. Он весит 28 фунтов. и может перемещаться по разным местам работы. Эта машина маленькая, прочная и хорошо построенная.
Для этого требуется стержень диаметром 1/8 дюйма, но он может работать даже со стержнем диаметром 3/32 дюйма или 1/2 арматурных стержней. Проникновение хорошее при полной нагрузке ампер.
- Контроль силы тока от 45 до 100
- Может сваривать низкоуглеродистую сталь 1/4 дюйма
- Компактная конструкция
3.
 Дуговый сварочный аппарат Forney Easy Weld 298 100ST, 120 В, 90 А
Дуговый сварочный аппарат Forney Easy Weld 298 100ST, 120 В, 90 АForney 298 – еще один легкий и недорогой блок с инверторной технологией питания с входом 120 В и выходом 90 А.
Устройство хорошо работает в грязной, ржавой и ветреной среде.Этот портативный блок идеально подходит для ваших работ на открытом воздухе и может работать с широким спектром присадочных металлов в соответствии с вашими конкретными требованиями. Он также способен выполнять несколько автомобильных задач и проектов дома.
Он также подходит для сварки TIG. Он обрабатывает электроды диаметром до 1/8 дюйма и сваривает материал до 5/16 дюйма.
Основные характеристики:
- Система питания инвертора
- Вход 120 В и выход 90 А
- Работает со стержнем диаметром до 1/8 дюйма
- Сварка во всех положениях
Тележки для сварки стержнем Best
Конечно, вы захочется чем-нибудь таскать вашу машину.Давайте посмотрим на некоторые из лучших тележек.
1. [ЛУЧШИЙ ВЫБОР] Универсальная тележка для сварочной машины Goplus
Универсальная тележка для сварочной машины Goplus представляет собой отличный выдвижной шкаф, в котором все ваши инструменты и принадлежности для ручной сварки хранятся в одном месте.
Максимальная вместимость этой тележки с 4 ящиками составляет 100 фунтов. В нем достаточно места для хранения небольшой сварочной установки, и его легко собрать.
Эта стальная тележка с прочной отделкой выдержит суровые условия эксплуатации и может прослужить несколько десятков лет.
В его организованных ящиках поместятся все ваши мелкие сварочные нужды, низкие и высокие.
Технические характеристики:
- Грузоподъемность: 100 фунтов
- Габаритные размеры: 28 дюймов x 15 дюймов x 28 дюймов (ДxШxВ)
- Размер ящика: 7 дюймов x 11,4 дюйма
- Размер верхнего лотка: 11 дюймов x 17,3 дюйма
2. Универсальная сварочная тележка Metal Man UWC2
Универсальная сварочная тележка Metal Man упрощает сварочные работы. Эта компактная и прочная тележка имеет максимальный вес 110 фунтов.
Эта компактная и прочная тележка имеет максимальный вес 110 фунтов.
Одноцилиндровая стойка способна выдерживать до 7-1 / 2 дюймов в диаметре, 80 фунтов. цилиндр и поставляется с цепочкой, удерживающей цилиндр на месте.
Наклонная верхняя полка подходит для большинства оборудования и позволяет расположить органы управления сварочным аппаратом под удобным углом.
С новой откидной ручкой вы можете легко перемещать сварочное оборудование по рабочей зоне.
Технические характеристики:
- 110 фунтов. Вместимость
- Габаритные размеры = 32.3 дюйма x 18,3 дюйма x 29,7 дюйма
- Транспортная масса = 32 фунта
- Стальная конструкция с покрытием Power Coat
3. Универсальная сварочная тележка Yaheetech
Как и большинство сварочных тележек, это устройство предназначено для установки всех типов сварочных аппаратов.
Yaheetech предлагает большое пространство, на котором легко поместится ваш сварочный аппарат и все другие принадлежности, которые вы, возможно, захотите взять с собой.
Три уровня хранения; верхний уровень наклонен, а два нижних уровня плоские, легко маневрируют, с двумя передними роликами и двумя качественными фиксированными колесами.
Это не тележка промышленного качества, у нее нет закрытых складских помещений, только открытые полки, но в ее прочной конструкции достаточно места для газовых баллонов при использовании других типов сварки.
Советы по сварке штучной сваркой
Чтобы стать хорошим сварщиком штанги, очень важно научиться правильному пути. Правильное понимание основ имеет решающее значение в сварке штангой, и это поможет вам овладеть навыком на более высоком уровне по мере вашего продвижения вперед.
Вот несколько ссылок, по которым можно найти полезные советы и уловки для изучения сварки штангой:
- Youtube
- GoWelding
- WeldingWeb
Как правильно говорит старая пословица, практика ведет к совершенству.Так что не забывайте часто практиковаться.
Заключение
Несмотря на то, что это одна из самых ранних форм сварки, сварка палкой по-прежнему остается самым популярным видом дуговой сварки.
Это простой процесс, обеспечивающий мобильность и не требующий сложного или дорогого оборудования. Процесс менее чувствителен к ветру или сквознякам и дает отличные результаты в большинстве сред.
Процесс подходит для большинства металлов и сплавов и является отличным вариантом, когда вы работаете в зонах с ограниченным доступом.
Здесь наш любимый сварочный аппарат.
Учебное пособие по дуговой сварке
Это руководство предназначено для предоставления практических советов начинающим сварщикам. Он был изготовлен при большой помощи и под руководством профессиональных сварщиков.
время которых финансировалось участниками форума и сторонниками.
Пройдите руководство медленно и практикуйтесь в работе, описанной на каждой странице, прежде чем
переходя к следующему.
Он был изготовлен при большой помощи и под руководством профессиональных сварщиков.
время которых финансировалось участниками форума и сторонниками.
Пройдите руководство медленно и практикуйтесь в работе, описанной на каждой странице, прежде чем
переходя к следующему.
Дуговая сварка (сокращенно от ручной металлической дуговой сварки (MMA), также известной как Stick и SMAW) – это очень сложная тема, и мы освещаем ее только для того, чтобы вы разгоняться, набирать скорость.Есть много книг по этой теме и более подробная информация можно найти в другом месте в Интернете. Также у нас есть очень дружелюбный форум, который может помочь.
Как и при любом другом процессе электросварки, кожа и глаза должны быть надежно защищены от УФ-излучения. Поражение электрическим током, пары, ожоги и пожар – другие риски.
На странице безопасности обсуждается, как минимизировать эти риски.
Дуга зажигается при кратковременном прикосновении электрода к перед подъемом электрода завершите электрическую цепь установить дугу.
«Запуск метчиком» и «запуск с нуля» – два распространенных метода запуск дуги. Какой из них использовать – это личное предпочтение, и можно зависит от типа прутка и сварщика. Оба метода проиллюстрированы с видео на этой странице.
Основы дуговой сварки описаны на этой странице с практической укладкой. бусины в плоском положении.
Угол стержня, длина дуги, скорость перемещения и сварочное движение показаны. с фотографиями и видео, а видео показывает эффект изменения длина дуги.
Изучая новый процесс, вы, скорее всего, начнете что-то делать неправильный. Сравниваются профили и участки сварных швов с различными дефектами. с хорошими сварными швами на этой странице.
К числу неисправностей относятся неправильная скорость движения, неправильная длина дуги, и неправильные усилители.
Дуговая сварка особенно подходит для соединения толстых материалов в холодном состоянии. объединений легко избежать.Это позволяет работать с более толстым материалом. с использованием нескольких проходов сварного шва.
Эта страница описывает подготовку суставов и методы, используемые в нескольких проход дуговой сварки.
Потратив время на получение корневого шва прямо на предыдущей странице вы найдете угловую сварку легким ветерком.
Многопроходные соединения также обычно используются в угловых соединениях. Эта страница охватывает угол стержня, последовательность сварки и небольшую конструкцию соединения.
Для большинства людей инвертор постоянного тока – лучший тип дуговой сварки. за. У них много преимуществ перед старыми типами, но они могут упасть по затратам на ремонт и долговечности.
На странице описано, что нужно искать в инверторных сварочных аппаратах и других типах. дуговой сварки.
Дуговая сварка существует уже давно, и есть большие различия между технологиями, используемыми в старых подержанных сварочных аппаратах, и новыми.
На этой странице обсуждаются плюсы и минусы различных типов дуговой сварки.
Как сварить что угодно, от атомной электростанции до велосипеда Рамка!
В этом разделе кратко описаны процедуры сварки и расходные материалы, которые может использоваться для сварки наиболее широко используемых типов стали, включая Мягкая сталь, Corten, Weldox, Hardox, нержавеющая сталь Сталь, хромомолибден, EN19, EN24 / EN24T, EN8, литой Стали чугунные, литые и марганцевые, кованые Железо и наплавка.Существует также страница с объяснением водородной хрупкости.
Скоро:
Вертикально вверх – это следующий позиционный сварной шов, который мы рассмотрим, и страница, посвященная выбору стержней. и сварка различных марок стали уже в пути. А пока есть еще много информации о дуговой сварке на форуме библиотека.
Кредиты
Большое спасибо всем, кто помог финансировать и подготовить этот учебник. Особенно, Snowcat за выполнение большинства сварных швов и отличный совет по нескольким сеансы сварки и письма, TechnicAl для страницы о выборе стержней для различных типов стали, Мэтт из Lorch, который одолжил мне h280, когда моя микроволновая печь собрал вещи, и Weldequip, который пожертвовал много снаряжения и расходных материалов для поддержки учебник.
Советы по ручной сварке для начинающих
Добро пожаловать в ваше полное руководство по сварке палкой для начинающих ! В следующем посте вы найдете простые определения, ссылки на полезные ресурсы по сварке штангой, обзоры оборудования и советы по использованию правильных настроек аппарата для сварки штангой, и стержней.
Чтобы узнать о лучших наконечниках для стержневой сварки , ознакомьтесь с содержанием ниже.
Ручная сварка для начинающих: содержание Основы дуговой сварки: что такое электродная сварка?Ручная сварка – это дуговая сварка .
Из всех различных видов сварки Ручная сварка является одним из самых универсальных. Это также относительно недорого и полезно как для промышленных, так и для домашних проектов. Другой термин для этого же метода сварки – дуговая сварка защищенного металла (SMAW), или дуговая сварка для краткости .
Проще говоря, сварка штучной сваркой – это процесс ручной дуговой сварки, в котором для сварки используется электрод, покрытый флюсом. Очевидно, это слишком упрощенное определение. Но это хорошая отправная точка.
Вот отличное определение сварки штангой из Википедии:
Важно помнить, что существуют разные названия, относящиеся к одному и тому же методу сварки. Следующее является синонимом сварки штангой:
- Дуговая сварка защищенного металла (SMAW)
- Ручная дуговая сварка металла (MMAW или даже просто MMA)
- Дуговая сварка под флюсом
Как и все другие методы сварки, сварка палкой имеет свои плюсы и минусы, особенно если вы новичок.
С другой стороны, сварка палкой дает множество преимуществ:
- Универсальность: Например, этот тип метода сварки может применяться во всем: от судостроения до нефтеперерабатывающих заводов до проектов домашней сварки . Кроме того, сварка палкой совместима со многими сплавами и металлами.
- Портативность: Сварка палкой делает проекты на открытом воздухе очень выполнимыми. И меньше материала носить с собой.
- Стоимость: В целом оборудование для стержневой сварки стоит недорого.
С другой стороны, у сварки палкой есть некоторые недостатки:
- Ручной процесс: В частности, сварка стержнем – это ручной процесс. Без простоты автоматического процесса он требует больше времени, а относительная стоимость наплавленного металла шва довольно высока. Еще один недостаток ручной работы в том, что это сложнее, и сварные швы получаются не такими чистыми.
- Немного ограничено: К сожалению, сварка палкой совместима только с металлами толщиной более 18.
- Несовместимость: Ручная сварка несовместима с химически активными металлами, такими как колумбиам, цирконий, тантал и титан. Это связано с тем, что экранирование не предотвращает попадание кислорода.
В целом, сварка штучной сваркой может быть сложной задачей. Однако вы не должны позволять этому останавливать вас! После времени, потраченного на исследования и практику, у вас все будет хорошо. Как только вы станете сертифицированным сварщиком, дуговая сварка начнется в кратчайшие сроки.
Подводя итог, вы должны хорошо разбираться в МОЛОЧКАХ:
Вот несколько замечательных веб-страниц с информацией о сварке палкой для начинающих:
БезопасностьДля получения более подробных советов по сварке предохранительной палкой мы рекомендуем просмотреть эти 3 видео / статьи:
Видео: Советы по сварке палкой для начинающихЧтобы получить краткое руководство по созданию хороших сварных швов, просмотрите это видео от 3 сварщиков.
Сварка листового металла палкой: основные приемы
Если вам нужна помощь по сварке листового металла электродом, вот несколько полезных ресурсов:
- Как сварить листовой металл с помощью сварочного аппарата
- Видео: Как сварить листовой металл с помощью аппарата для ручной сварки
- Основные советы по улучшению сварки штангой
Настройки аппарата для ручной сварки: использование таблицы сварочных электродов
Сварочный электрод – это сварочный стержень типа .Другими словами, это проволока, соединяющая сварочный аппарат с металлами, которые вы соединяете вместе.
При сварке SMAW / Stick этот стержень представляет собой электрод или плавящийся электрод , поскольку он плавится вместе с деталями, которые вы свариваете. Термин «расходный материал» имеет смысл, поскольку вы больше никогда не собираетесь использовать именно этот сварочный электрод. Он становится одним целым со сварным швом.
Щелкните здесь, чтобы просмотреть лучшие стержни для стержневой сварки за эти деньги. 3 типа сварочных стержнейВсего существует 3 различных типа сварочных стержней:
- Электроды с легким покрытием
- Электроды с толстым покрытием
- Экранированные дуговые электроды
Во-первых, важно выбрать правильный электрод.
Понятно, что сложно определить, какой тип сварочного электрода использовать. В конце концов, есть так много вариантов – а использовать таблицу сварочных электродов? Это может потребовать некоторой практики.
Ниже приведены более полезные ресурсы по использованию таблицы сварочных электродов:
Использование таблицы сварочных электродов с настройками сварочного аппаратаПроще говоря, диаграмма силы тока электродов поможет вам решить, какой тип сварочного стержня использовать в зависимости от таких факторов, как толщина металла.
Вот несколько бесплатных таблиц сварочных электродов:
Лучший аппарат для сварки штучной сваркой должен поставляться со специальными таблицами электродов для сварки штангой.
Чтобы получить полное руководство, ознакомьтесь с Лучшие советы в Интернете для понимания стержней для сварочных аппаратов .
Ручная сварка и сварка Mig
Ручная сварка и сварка MIG имеют некоторые общие черты:
- Оба типа сварочных процессов требуют применения мер предосторожности и специальных приспособлений для защиты от травм.
- Кроме того, оба требуют подготовки чистого стыка без ржавчины, краски или воды.
- Оба требуют правильной настройки силы тока и полярности.
- Наконец, новички и профессионалы могут довольно эффективно это сделать.
С другой стороны, вот некоторые заметные различия между сваркой Mig и сваркой палкой:
- Прежде всего, сварка штучной сваркой немного жестче, чем MIG. Вот почему лучше сначала заняться Мигом. (Но не требование.)
- Во-вторых, сварка палкой занимает больше времени. Другими словами, для завершения проекта просто требуется больше времени.
- Помимо того, что сварка палкой в целом является более сложной задачей, она не дает такой чистой сварки, как MIG.
- В пользу Stick, сварка штангой лучше всего подходит для сварочных работ на открытом воздухе. В отличие от MIG, этот тип сварки не использует газ.
К счастью, в Интернете есть множество доступных принадлежностей для сварки штангой.Ниже приведены ссылки на обзоры материалов для газовой дуговой сварки:
Ознакомьтесь с этими обзорами 6 лучших сварочных аппаратов, а также с подробным руководством для покупателей. Советы по сварке палкой: последние мыслиЗавершая это руководство по сварке штангой для начинающих, мы надеемся, что вы нашли необходимую информацию, чтобы получать удовольствие от хорошей сварки штангой. Если вы боретесь вначале, не волнуйтесь.
Добавьте эту страницу в закладки, чтобы иметь список лучших статей и видеороликов о советах по сварке палкой и возвращаться к ним всякий раз, когда вам понадобится что-то напомнить.
Конечно, вы можете рассчитывать на недавно обновленную страницу со всеми последними ресурсами. Удачной сварки!
И не забудьте проверить другие сообщения, которые помогут вам с сваркой палкой:Обзоры лучшего сварщика палкой: Подробное руководство покупателя
Как найти лучшего дешевого сварочного аппарата палкой до 200 долларов (обзоры)
8 сварочных шлемов гарантированно изготовить Ваш кошелек счастливее
Обучение сварке: 19 шагов (с иллюстрациями)
Друг выразил интерес к обучению сварке.Я пишу это, чтобы познакомить со сваркой таких людей, как она. Это также место для каталогизации некоторых очень полезных вещей, на которые мне потребовалось довольно много времени и чтения, чтобы выучить их.
Я свариваю низкоуглеродистую сталь дома, чтобы делать вещи, которые мне нужны, и ремонтировать вещи, которые мне нужны. Я не свариваю алюминий или нержавеющую сталь. Я очень мало работаю со своим сварщиком. Я в основном самоучка. Я знаю «Инструктаж Тима Андерсона: дешевая сварка панков». Он включил некоторую информацию, которую я не буду раскрывать.Думаю, у меня есть некоторая информация, которую он не раскрыл.
Если термины в следующем абзаце для вас новы, см. Абзац «Определения», который следует за ним. Здесь определены слова, выделенные курсивом.
По большей части я работаю с электрическими аппаратами для ручной сварки . Они стоят меньше, чем другие сварочные системы, но требуют больше практики и навыков, чтобы хорошо изучить их. Многие вещи, которые нужно сделать, чтобы получить хороший сварной шов с помощью аппарата для ручной сварки, мало чем отличаются от аналогичной ситуации с использованием сварочного аппарата с подачей проволоки (проплавление , плетение, предотвращение провисания ), и я буду обсуждать и то, и другое одновременно. время, когда это возможно.Упомяну немного о сварке ацетилен (газовая). Но, для начала, случайный сварщик; Сварщик с подачей проволоки значительно упрощает обучение сварке. MIG обычно предпочтительнее и дороже, чем , сварка с подачей проволоки с флюсовым сердечником . У обоих есть свое место. Людям, которые хотят начать сварку, часто не хватает денег, и они вполне могут начать со сварочного аппарата штангой, прежде чем через несколько лет перейти к сварочному аппарату с подачей проволоки, поэтому некоторое внимание будет уделено сварке штангой.У меня нет опыта сварки TIG , и я не буду это обсуждать.
Определения :
Stick Сварочные аппараты имеют это название, потому что сварочный электрод с проволокой с покрытием напоминает палку, которую вы можете подобрать с лужайки.
Сварочные аппараты с механизмом подачи проволоки используют непрерывный проволочный электрод на катушке. Ролики сварочного аппарата, приводимые в движение двигателем, подают проволоку с постоянной скоростью через электрододержатель, обычно называемый пистолетом. Сварочные аппараты с механизмом подачи проволоки были изобретены для увеличения производительности за счет устранения необходимости останавливать и заменять сгоревший электрод.
Проникновение означает, что сварщик не просто наложил валик сварочного материала поверх стыка, но и часть основного металла расплавилась и сплавилась под сварным швом.
Плетение перемещает дугу с одной стороны соединения на другую, чтобы сварной шов проникал в обе стороны соединения. Шаблон плетения также используется для предотвращения провисания при сварке в восходящем направлении на вертикальном стыке. Посмотрите несколько видеороликов о сварке людей.При плетении, особенно с использованием сварочного аппарата с механизмом подачи проволоки, важно «держать углы». То есть, когда дуга находится на одной стороне сустава или на другой, сделайте паузу на большую часть секунды, затем двигайтесь по суставу и сделайте паузу примерно на секунду и на этой стороне. Расплавленный сварочный материал притягивается к теплу. «Удерживание углов» гарантирует, что углы сварного шва станут достаточно горячими, чтобы металл мог вливаться в них, а не просто лежать на них. Центр бусинки будет красивым, если уделить внимание углам.
Sag – это расплавленный металл, который вытекает из стыка во время сварки под действием силы тяжести. Это может быть проблемой, если сварной шов выполняется вертикально, над головой или горизонтально вдоль боковой стороны вертикальной поверхности. Избегая чрезмерного нагрева, электроды предназначены для быстрой закалки, угол, под которым направлена дуга, и общие манипуляции с дугой используются для управления сварным швом и противодействия провисанию.
Аппараты для кислородно-ацетиленовой сварки используют два резервуара, один заполненный кислородом, а другой ацетиленом.Оба газа проходят через шланги под контролируемым давлением, смешиваются и горят очень горячим острым пламенем в горелке.
MIG относится к сварочному аппарату с подачей проволоки, который защищает свежий сварной шов от смешивания с кислородом в воздухе, непрерывно покрывая область сварного шва инертным газом. Если кислород попадает на горячий свежий сварной шов; сварной шов становится пористым и ослабляется.
Сердечник из флюса Сварщики используют электрод из тонкой проволоки, в центре которого находится химический порошок. Этот порошок плавится и стекает по сварному шву, защищая свежий сварной шов от кислорода.Это затвердевшее покрытие называется шлак . После того, как сварной шов остынет, отколите его или удалите щеткой, в зависимости от его толщины.
Сварщики TIG используют горелку с острым вольфрамовым наконечником для создания лужи расплавленного металла с помощью дуги. Оператор вытирает металл из тонкой проволоки в бассейн. В то же время оператор увеличивает или уменьшает ток дуги с помощью педали управления. Сварка TIG позволяет создавать красивые швы на алюминии и различных специальных металлах. Чтобы учиться, требуется много навыков и практики.
Другие термины, которые вы можете встретить в сварочной литературе (не беспокойтесь об этом, если вы не столкнетесь с ними):
SMAW – дуговая сварка защищенным металлом – сварка штучной сваркой
FCAW – дуговая сварка порошковой проволокой
GMAW – газовая сварка – Сварка MIG
GTAW – Сварка вольфрамом в среде инертного газа – Сварка TIG
(Фотография взята из Bing Images.)
Быстро научитесь сваривать как профессионал – даже если вы новичок!
Если вам нужен базовый совет по сварке или вам просто интересно, сколько времени нужно, чтобы научиться сварке, сядьте поудобнее, возьмите чашку кофе и продолжайте читать, чтобы получить некоторую информацию, которая откроет вам глаза.
Я хочу поделиться с вами, как ВЫ можете быстро и легко начать сварку.
Большинство новичков, которые хотят научиться сварке в режиме онлайн, находят очень полезным иметь видео-инструктора, как в реальной жизни в классе.
Итак, сколько времени нужно, чтобы изучить основы сварки?
Вы, вероятно, будете разочарованы моим ответом, потому что, как и все, все зависит от того, сколько времени и усилий вы вкладываете в обучение сварке.
Я знаю, вам нужны точные сроки…
Но, поскольку я мог бы оставить вас в подвешенном состоянии с моим ответом на вопрос «сколько времени нужно, чтобы научиться сварке», я дам вам маленький золотой самородок, который поможет вам сэкономить массу времени.
Вот БОЛЬШОЙ секрет, который позволит вам превзойти всех остальных тех новичков, которые изо всех сил пытаются сделать хорошие сварные швы…
Забудьте обо всех различных сварочных процессах, которые, вероятно, сбивают вас с толку, и придерживайтесь единого процесса сварки, который сделает вашу сварку максимально быстрой и простой. MIG Сварка.
Начните базовое обучение сварке со сварочным аппаратом MIG
Этот совет очень важен для вас, когда вы только начинаете.
Я хочу направить вас в правильном направлении, так что забудьте на время о сварке штучной сваркой или сварке TIG.
Причина, по которой я настоятельно рекомендую вам начать работу со сварочным аппаратом MIG, заключается в том, что вы можете взять его прямо из коробки и сразу же уложить чистый и прочный сварной шов.
Вы не можете ожидать, что ваши основные методы сварки будут хорошими с первого раза, но, по крайней мере, вы можете сразу же начать использовать их.
Позже в этом посте я расскажу об основах сварки с помощью mig, советах по сварке с помощью mig и методах сварки с помощью mig, которые помогут вам начать работу.
Во-первых, позвольте мне объяснить, почему вам следует держаться подальше от сварки палкой и сварки TIG, если вы полный новичок, который хочет заниматься сваркой в стиле хобби.
Для самостоятельной сварки у многих людей не установлены электрические розетки, подходящие для работы аппарата для ручной сварки или сварки TIG, потому что многие из этих аппаратов работают от розеток 220 В.
Не поймите меня неправильно, сварка TIG и сварка палкой отлично справятся с базовыми сварочными проектами … просто кривая обучения намного выше для начинающих.
Как я уже говорил, обучение сварке может занять у вас много времени или немного. Все зависит от того, сколько вы тренируетесь.
Просто покупка хорошего сварщика не поможет. Вы должны посвятить некоторое время, хотя это не так много времени при использовании сварочного аппарата MIG, но необходимо потренироваться.
3 причины, по которым я не рекомендую простую сварку с помощью аппарата для ручной сварки начинающим
- Зажигание дуги может быть затруднительным: Когда вы запускаете дугу с помощью сварочного аппарата, это похоже на зажигание спички, и сварочный стержень может прыгать повсюду, чего вы не хотите.
- Может быть трудно увидеть сварочную лужу: Когда вы только начинаете, вам понадобится процесс, при котором вы сможете увидеть, что происходит там, где она встречается с металлом. Все дело в контроле тепла.
- При этом образуется шлак: При простой сварке с помощью аппарата для ручной сварки образуется покрытие из шлака, которое необходимо удалить после укладки сварного шва. Сварка MIG – это гораздо более быстрый процесс, и при этом не образуется шлак.
Я рекомендую вам держаться подальше от сварки штангой только потому, что новичкам ее сложнее освоить.
Сварка TIG не является основным процессом сварки
Не нужно долго думать, почему я не рекомендую сварку TIG для начинающих. Обычно инструкторы по сварке на начальных курсах откладывают сварку TIG на последний семестр, потому что это продвинутый уровень.
Сварка TIG намного сложнее и занимает больше времени, чем сварка MIG. Кроме того, это не лучшее место для начала сварки.
Вот 3 причины, по которым я не рекомендую сварку TIG начинающим
- Это медленно: Сварка TIG дает самые красивые швы из всех сварочных процессов, но она медленная и громоздкая.
- Требуются обе руки и 1 ступня: При сварке TIG вам нужно держать горелку одной рукой, опускать стержень другой рукой и регулировать напряжение с помощью ножной педали. Не подходит для новичков!
- Они дорогие: Сварщики TIG стоят дороже всех сварочных процессов. Большинство новичков не хотят платить столько, сколько стоят некоторые из имеющихся на рынке аппаратов для сварки TIG.
Как видите, это определенно не базовый процесс сварки, поэтому я рекомендую воздерживаться от TIG, пока вы не освоите MIG.
Один процесс, который я еще не упомянул, это кислородно-ацетиленовая сварка. Теперь кислородно-ацетиленовая установка является наиболее универсальной из всех сварочных процессов, потому что с ее помощью вы можете резать, сваривать, паять и гнуть.
Это отличный процесс для начинающих, потому что он учит регулировать нагрев и управлять сварочной лужей. Однако этот процесс происходит очень медленно, поэтому его заменили дуговой сваркой.
Итак, следующая лучшая вещь для новичков – это сварочный аппарат MIG.
Научиться переносить сварку – это весело и легко. Вы можете открыть сварочный аппарат, вставить сварочную проволоку и начать сварку прямо из коробки. Лучше всего то, что существует множество аппаратов MIG, которые подключаются прямо к вашей розетке на 110 вольт.
Не беспокойтесь о том, что вы будете шокированы, пытаясь поменять свои торговые точки.
Plus, сварочные швы MIG получаются чрезвычайно гладкими, и для получения шва, выглядящего так, как будто это сделал ветеран, не требуется никаких усилий.
Вот 3 причины, по которым я считаю, что сварка MIG – лучший базовый процесс сварки для начинающих
- Вы можете сваривать в течение длительного времени без остановки: В отличие от использования сварочных стержней или присадочных стержней, которые сгорают, с помощью сварочного аппарата MIG вы вставляете катушку проволоки в аппарат и готово.
- Не создает шлака: Нет шлака – значит не бить молотком и нет дыма.