Сварка угольным электродом
Угольные электроды в сварочных работах применяются редко, но отказаться от них полностью профессионалы пока еще не готовы. Один из самых старых способов соединения металла обладает важными преимуществами по сравнению с металлическими аналогами.
СОДЕРЖАНИЕ
- Разновидности и их свойства
- Особенности процесса
- Применение в домашних условиях
- Работа с алюминием
Электродуговая сварка угольным электродом относится к числу самых старых способов соединения металлов. Она была изобретена еще в 1882 году. Автором разработки стал русский инженер Николай Бернардос. Со временем угольные стержни уступили свое место металлическим и на сегодняшний день применяются очень редко. Однако отказываться от них полностью пока еще рано.
Разновидности и их свойства
Угольный электрод – это изготовленный из угля твердой марки расходный материал. В его составе имеются добавки, определяющие характеристики сварочного стержня. Чтобы состав держал форму и мог использоваться в работе, в смесь добавляется смола.
Чтобы состав держал форму и мог использоваться в работе, в смесь добавляется смола.
Электроды угольные подходят для работы со всеми металлами, начиная от тугоплавких и заканчивая материалами с небольшим удельным весом, с большим количеством пор. Диаметр стержней варьируется в широком диапазоне значений – от 1,5 до 25 мм. По длине они тоже очень отличаются. Самый короткий электрод по длине достигает всего 25 мм, а самый длинный – 300 мм. Расходники такой большой длины востребованы для сваривания швов в труднодоступных местах. Электроды отличаются и формой. Они бывают круглыми, прямоугольными, полыми или полукруглыми.
Для работы специалисты наиболее часто применяют круглые и полукруглые, которые являются оптимальным выбором для формирования сварного соединения стандартной конфигурации. Прямоугольные являются идеальным вариантом в случаях, когда требуется устранить изъяны на металлической поверхности. С помощью полых электродов можно создать в месте стыка канавку в форме буквы «U».
Кроме обычных в арсенале сварщиков есть и омедненные угольные электроды. Они применяются для придания прочности сварному соединения и создают на поверхности стыка медное покрытие в виде напыления. Остальные эксплуатационные показатели данных расходных материалов ничем не отличаются от обычных.
Особенности процесса
От металлических угольные электроды отличаются тем, что принадлежат к группе неплавких расходных материалов. Они не растворяются в массе расплава, а их состав не пополняет сварочную ванну. Стержни исполняют роль проводника электрического тока. При замыкании электрической цепи стержень быстро греется и достигает высокой температуры. Предел составляет 4200 градусов. При таком нагреве уголь закипает.
Особенности материала ограничивают выбор параметров для использования сварочных электродов. Работать с ними можно только при постоянном токе, а подключение должно быть прямой полярности. То есть минусовая клемма должна быть подключенной к электроду, а положительная – к массе (металлическая поверхность соединяемых деталей).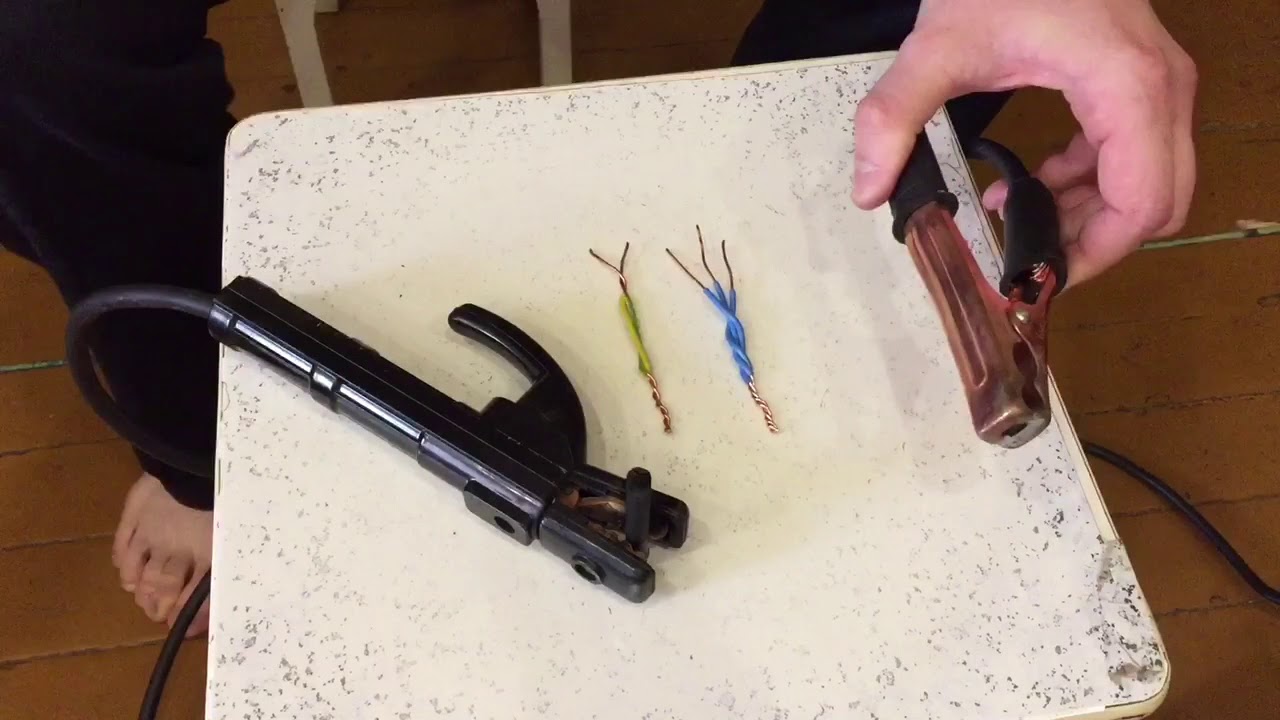
Работая с угольными расходными материалами, сварщик использует присадки. Формировать сварочный шов можно такими способами:
- справа-налево. Присадочный элемент перемещается спереди электрода;
- слева-направо. Присадки идет сразу за электродом.
Как показывает практика, второй способ позволяет эффективнее использовать тепловую энергию. В результате работы выполняются быстрее. Тем не менее специалисты чаще прибегаю к способу формирования сварочного шва справа-налево, поскольку он привычней.
Для улучшения качества и увеличения скорости работ, вы всегда можете воcпользоваться нашими сварочными столами собственного производства от компании VTM.
Практикуется использование угольных электродов без присадки. Такая потребность возникает, например, во время отбортовки тонких металлических листов или при сварке угловых соединений. Более того, если применять угольные расходные материалы без присадок для сварки тонких металлических материалов, то производительность выше по сравнению с иными электродами.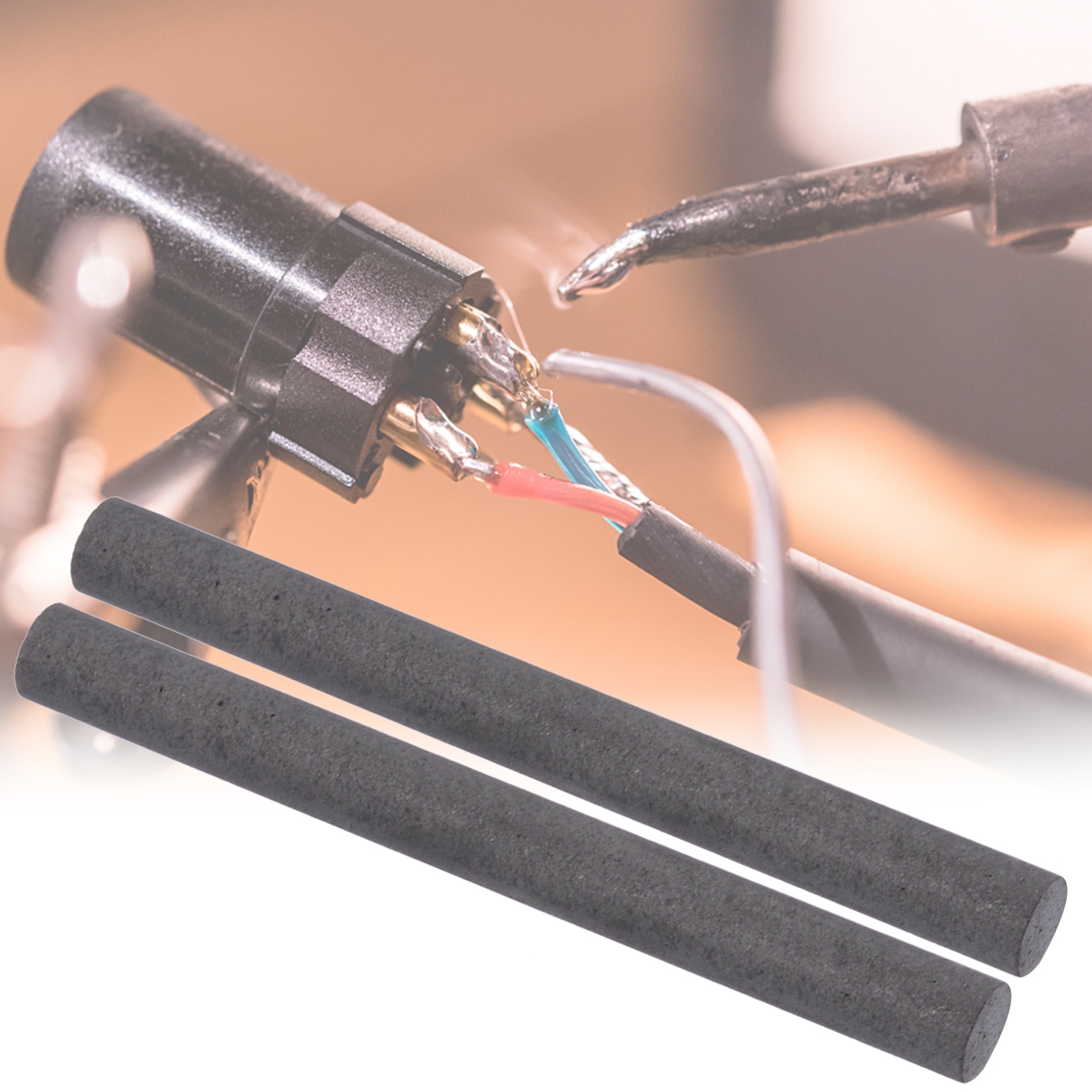
Применение в домашних условиях
В небольших мастерских, дома, на станциях технического обслуживания угольные электроды тоже применяются. Для этого достаточно иметь обыкновенный аппарат электрической дуговой сварки. В силу небольшой теплопроводности угольного стержня сварочная дуга образуется при небольшой силе тока – достаточно 3-5 ампер. Такая дуга может достигать длины 3-5 сантиметров. Электрод не залипает и медленно испаряется. Поэтому формировать дугу по направлению стыка довольно просто.
Используя угольные электроды, любители быстрее осваивают навыки работы с тонкостенными листами, металлическими пластинами, проводами разного сечения – всеми теми материалами, где требуется «тонкий подход». Выполнять работы домашним мастерам рекомендуется в закрытых приспособленных помещениях, но не на улице. Дело в том, что угольная дуга очень чувствительна к магнитному излучению, сторонние газы и, главное, на дуновения ветра.
Опытные специалисты с целью экономии расходных материалов советуют прибегнуть к небольшой хитрости. Если электрод заточить с двух сторон, то его можно использовать, переворачивая. То есть, когда один край перегрелся, держатель поворачивается на 180 градусов и можно продолжить работу другой стороной электрода. К тому же не придется расходовать время на замену стержня.
Графитовые и угольные электроды годятся для сваривания медных шин на трансформаторных подстанциях. В домашних условиях такие расходные материалы пригодятся для соединения медной проводки. В качестве присадочного материала в данной ситуации используются бронзовые прутки. Важно правильно выбрать диаметр присадочного материала. Он зависит от толщины свариваемых заготовок и рассчитывается по специальной формуле.
Стоит подчеркнуть, что угольные электроды хорошо работают не только по сварке, но и по резке металла.
Работа с алюминием
Угольные электроды можно использовать в работе с алюминиевыми заготовками. Они являются одними из наиболее неудобных для сваривания, и далеко не каждый мастер сможет качественно выполнить такую работу. Алюминий сложно варить, поскольку он имеет защитную оксидную пленку, обладает хорошей теплопроводностью и невысокой плотностью. Плавится легкий металл при температуре всего лишь 660 градусов Цельсия. Расплав очень быстро реагирует с атмосферным кислородом, образуя на своей поверхность оксид – ту самую защитную пленку.
Они являются одними из наиболее неудобных для сваривания, и далеко не каждый мастер сможет качественно выполнить такую работу. Алюминий сложно варить, поскольку он имеет защитную оксидную пленку, обладает хорошей теплопроводностью и невысокой плотностью. Плавится легкий металл при температуре всего лишь 660 градусов Цельсия. Расплав очень быстро реагирует с атмосферным кислородом, образуя на своей поверхность оксид – ту самую защитную пленку.
Кроме окиси на своей поверхности алюминий имеет и другую отрицательную сторону, а именно – легко образовываются трещинки и поры в металле шва. Справиться с этими трудностями намного проще, выполняя работу угольными электродами. Именно такой подход предпочитают специалисты, выполняющие работы по сварке алюминия в цехах электролиза. Они соединяют алюминиевые шины встык, применяя подкладку из графита или алюминия.
Сваривая алюминий угольными электродами, специалисты в качестве присадки используют пруток или проволоку, изготовленную из такого же материала. Чтобы окисная пленка не мешала процессу на кромках стыков применяют флюс АФ-4А. Он представляет собой мелкодисперсный однородный по консистенции порошок белого цвета.
Чтобы окисная пленка не мешала процессу на кромках стыков применяют флюс АФ-4А. Он представляет собой мелкодисперсный однородный по консистенции порошок белого цвета.
Сварка угольным электродом
Оцените, пожалуйста, статью
12345
Всего оценок: 11, Средняя: 2
Как сваривать тонкий металл графитовым электродом из батарейки своими руками
Мало кто знает, но из обычной солевой батарейки и источника постоянного тока на 15-20 А, можно сделать копеечный аналог TIG сварки. При помощи которого можно варить тонкий металл с присадочной проволокой, сваривать скрутки проводов, запаивать отверстия. Если брать конкретные примеры, то вполне можно осуществить качественный ремонт оторванного крыла велосипеда, пробитого глушителя мотоцикла, заварить дырки в кастрюле и отремонтировать тому подобные дефекты.
Понадобится
- круг стальной диаметром 25 мм и длиной около 30 см;
- болгарка;
- токарный станок;
- резьбонарезной инструмент;
- винт М4 с шайбой;
- болт М6 с гайкой и 2 шайбами;
- провод с сечением 16 мм.
 кв. – 50 см;
кв. – 50 см; - оконцеватель провода – 2 шт;
- использованные солевые батарейки.
 кв. – 50 см;
кв. – 50 см;Сварочные электроды и проволока на АлиЭкспресс со скидкой – http://alii.pub/606j2h
Процесс изготовления держателя для сварки
С помощью болгарки отрезаем 30-35 см стального круга. Отмеряем 10 см от одного торца круга, и на токарном станке стачиваем этот отрезок до диаметра 10-15 мм. Из этой детали мы будем делать держатель.
Со стороны широкого торца на токарном станке просверливаем отверстие диаметром 3,3 мм глубиной 1 см. Со стороны узкого торца просверливаем отверстие диаметром 4 мм глубиной 1 см.
В отверстии диаметром 3,3 мм нарезаем резьбу М4. Берем провод с сечением около 16 мм.кв. Зачищаем с обоих торцов и присоединяем оконцеватели. Один конец провода с помощью винта и шайбы прикручиваем к отверстию круга, где нарезана резьба. Хорошо затягиваем винт.
К оконцевателю второго конца провода подсоединяем болт М6 с двумя шайбами и гайкой. Хорошо затягиваем.
Процесс изготовления электрода для сварки из батарейки
Переходим к следующему этапу. Нам понадобятся обычные солевые батарейки. Важно, чтобы батарейки не были алкалиновые!
Разбираем батарейку, и достаем графитово-угольный стержень, который очень хорошо применяется в сварочных работах.
Затачиваем графитовый стержень под конус, чтобы сварочная дуга была сфокусирована, а не рассеяна.
Сварка графитовым электродом
Вставляем стержень в свободное отверстие держателя.
Устройство готово – получился сварочный держатель для сварки угольно-графитовым электродом из батарейки.
Для самой работы понадобится сварочный аппарат или мощный трансформатор постоянного тока.
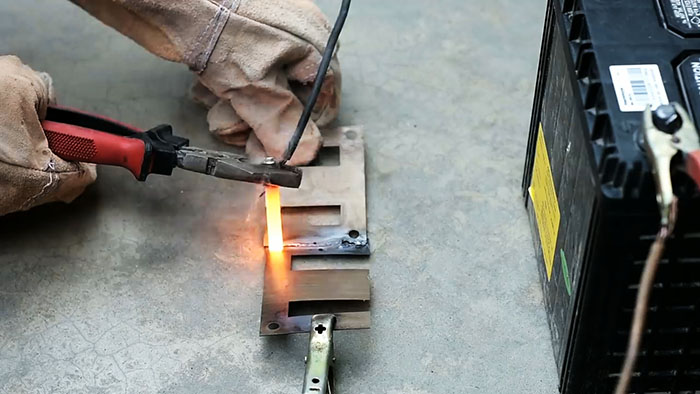
Подключаем держатель ко входу «минус» сварочного аппарата. Массу ко входу «плюс». Выставляем ограничение ток на 15 А, и начинаем сваривать металл, используя дополнительно обычную или сварочную проволоку для наплавки металла.
С самостоятельно изготовленным держателем можно сваривать любой тонколистовой металл, медные и алюминиевые провода, латунные пластины и многое другое.
Смотрите видео
Делаем из обычного сварочного инвертора TIG сварку – https://sdelaysam-svoimirukami.ru/8081-delaem-iz-obychnogo-svarochnogo-invertora-tig-svarku.html
Сварка с графитом – Дуговые шлемы
Получите скидку 10% при использовании кода купона «archelmets»
Ознакомьтесь с линейкой сварочных аппаратов YesWelder для сварки MIG, TIG, STICK. Предназначен для профессионалов и любителей.
Магазин высококачественного сварочного оборудования
By ced • Обновлено: 12.07.22 • 3 мин чтения
Ресурсы по сварке
Сварка — это процесс соединения двух металлических частей путем нагревания их до расплавления, а затем их соединения. Сварка является очень универсальным процессом и может использоваться для создания самых разных объектов. От простого ремонта до более сложных сборок сварка является важным навыком для любого мастера.
Как работает сварка? Как уже упоминалось, сварочные работы с использованием тепла для соединения двух металлических частей вместе. Тепло от процесса сварки плавит металл и создает прочную связь между двумя частями. Эта связь — то, что удерживает детали вместе и делает сварной объект прочным.
Тепло от процесса сварки плавит металл и создает прочную связь между двумя частями. Эта связь — то, что удерживает детали вместе и делает сварной объект прочным.
Щелкните здесь, чтобы задать вопрос нашему ТЕХНИКУ-СВАРЩИКУ LIVE
Существует несколько различных типов сварных швов, которые могут быть созданы в зависимости от области применения. Например, сварка TIG используется для соединения металлических деталей, а сварка MIG лучше всего подходит для сварки тонких металлических листов.
Методы сваркиСуществует ряд различных методов сварки, которые можно использовать для создания прочного соединения между двумя частями металла. Каждый метод имеет свои преимущества и недостатки, поэтому важно выбрать правильный для конкретной работы.
Домашние средства для лечения сварщика…
Включите JavaScript
Домашние средства для лечения сварщика
Нажмите здесь, чтобы спросить нашего СВАРЩИКА ТЕХНИКА LIVE
Сварочный газ: Сварочный газ представляет собой смесь воздуха и сварочных стержней. При использовании в сочетании со сварочной горелкой он помогает нагреть металл, чтобы можно было выполнить сварку.
При использовании в сочетании со сварочной горелкой он помогает нагреть металл, чтобы можно было выполнить сварку.
Дуговая сварка вольфрамовым электродом в среде защитного газа (GTAW): GTAW является одним из наиболее распространенных видов сварки, поскольку он универсален и прост в использовании. Сварщик использует газовую дугу для создания сварного шва между двумя кусками металла.
Щелкните здесь, чтобы задать вопрос нашему ТЕХНИКУ ПО СВАРКЕ В РЕЖИМЕ
Дуговая сварка с защитным металлом (SMAW): SMAW аналогична GTAW, но сварщик использует газовую дугу меньшего размера для создания сварного шва. Это делает его идеальным для сварки небольших кусков металла.
Дуговая сварка (GTAW): GTAW является одним из наиболее распространенных видов сварки, поскольку он универсален и прост в использовании. Сварщик использует газовую дугу для создания сварного шва между двумя кусками металла.
Получите скидку 10% при использовании кода купона «archelmets»
Ознакомьтесь с линейкой сварочных аппаратов YesWelder для сварки MIG, TIG, STICK. Предназначен для профессионалов и любителей.
Предназначен для профессионалов и любителей.
Магазин высококачественного сварочного оборудования
Сварка с графитомМожно сваривать графит с графитом, но сваривать его только постоянным током и при чрезвычайно экстремальных условиях температуры и давления, как описано в патенте США. №2,927 879.
При угольно-дуговой сварке (ДУС) металлы нагревают пластинчатым неплавящимся угольным электродом и заготовкой. Они были первыми, кто использовал процесс дуговой сварки, но сегодня они не используются для многих приложений, и их заменяют сварка двойной углеродной дугой и другие варианты. Целью дуговой сварки является соединение двух разъединенных металлов. При сварке угольной дугой угольный электрод используется для создания электрической дуги между электродом и соединяемыми материалами. Затем дуга вызывает температуры, превышающие 3000 ° C. При этой температуре металлы соединяются вместе и свариваются вместе.
Сварочные наконечники Есть несколько моментов, о которых следует помнить при сварке. Во-первых, убедитесь, что детали, которые вы свариваете, чистые и на них нет мусора. Это поможет обеспечить прочную связь между металлическими деталями и уменьшит вероятность повторной сварки участков.
Во-первых, убедитесь, что детали, которые вы свариваете, чистые и на них нет мусора. Это поможет обеспечить прочную связь между металлическими деталями и уменьшит вероятность повторной сварки участков.
Во-вторых, убедитесь, что для работы используется подходящее сварочное оборудование. Наконец, будьте терпеливы во время сварки. Процесс может занять немного больше времени, чем обычно, если вы не будете осторожны. Однако, проявив немного терпения, вы можете создать очень прочные объекты с помощью сварки.
(посетили 63 раза, сегодня посетили 1 раз)
ced
Получите скидку 10% при использовании кода купона «archelmets»
Ознакомьтесь с линейкой сварочных аппаратов YesWelder для сварки MIG, TIG, STICK. Предназначен для профессионалов и любителей.
Магазин Высококачественное сварочное оборудование
Углеродная дуговая сварка – Работа, Преимущества и применение
Углеродная дуговая сварка является первым электрическим сваркой метод, электрод из углерода или графита используется для инициирования электрической дуги. Сварка осуществляется путем нагревания металлических деталей электрической дугой, зажигаемой между угольным электродом и свариваемой деталью.
Дуговая сварка углеродом :
Ниже показано устройство процесса дуговой сварки углеродом. Он состоит из электрододержателя, к которому прикреплен угольный электрод. Дуга поддерживается между металлической деталью и угольным электродом, удерживаемым в держателе. Дуга зажигается путем кратковременного прикосновения металлического предмета к электроду, а затем отрывания его на определенном расстоянии друг от друга.
Дуга соприкасается со свариваемой поверхностью до образования расплавленной ванны, после чего держатель плавно перемещается вдоль стыка. Присадочный металл и флюс могут использоваться или не использоваться в зависимости от типа соединения и свариваемого материала.
При угольной дуговой сварке электрод обычно подключают к отрицательной клемме, а свариваемую деталь делают положительной. Таким образом, на кончике электрода будет выделяться меньше тепла, чем на металлической детали, потому что существует тенденция расплавления углеродистых частиц электрода и их смешивание со сварным швом, что вызывает хрупкость.
Таким образом, для дуговой сварки угольным электродом предпочтительнее подавать постоянный ток, поскольку в случае переменного тока нет фиксированной полярности. Как правило, используется напряжение около 30 вольт в случае питания переменным током и 40 вольт в случае питания постоянным током.
Электроды, используемые при угольной дуговой сварке:
При угольной дуговой сварке используются электроды из углерода или графита диаметром 2,5 мм и длиной 300 мм. Графитовый электрод обладает большей хрупкостью, твердостью и более длительным сроком службы по сравнению с угольным электродом. Они могут выдерживать более высокие плотности тока, но трудно контролировать столб дуги.
Из-за более длительного срока службы и низкого сопротивления графитовый электрод предпочтительнее угольного электрода. Дуга, возникающая между двумя электродами, нагревает металл до температуры плавления, которая на положительном электроде составляет около 3200°С.
Используемые угольные или графитовые электроды, как правило, являются неплавящимися электродами, поэтому существует потребность в дополнительном присадочном материале, если это необходимо для сварки, что зависит от типа соединения и свариваемых материалов. Таким образом, этот тип сварки обычно используется там, где нет требований к присадочному материалу. Несмотря на то, что электрод относится к неплавящемуся типу, испарение и окисление приводят к постепенному разрушению электрода.
Преимущества дуговой сварки углеродом:
Преимущества угольной дуговой сварки:
- Подвод тепла к металлическому изделию можно легко контролировать, изменяя длину дуги.
- Этот тип сварки подходит для соединения тонких деталей.
- Общая стоимость сварки меньше по сравнению с другими способами сварки.
- Это довольно чистый метод сварки с простым процессом, при котором хорошие навыки сварки можно приобрести за короткое время.
- Можно сваривать как черные, так и цветные металлы.
- Процесс дуговой сварки угольным электродом может выполняться автоматически с помощью электронных контроллеров.
- Для пайки, пайки твердым припоем и т. д. дуговая сварка угольным электродом является лучшим методом источника тепла.

Недостатки угольной дуговой сварки :
Недостатки угольной дуговой сварки:
- Существует вероятность переноса углерода с электрода на сварной шов, что приводит к более твердому наплавленному металлу в случае черных металлов.
- При отсутствии надлежащей геометрии электрода возникает продувка дуги, что приводит к некачественному сварному шву с продувкой. отверстия.
- Необходим отдельный присадочный металл, использование которого снижает скорость сварки.
