Обратная полярность при сварке: особенности применения
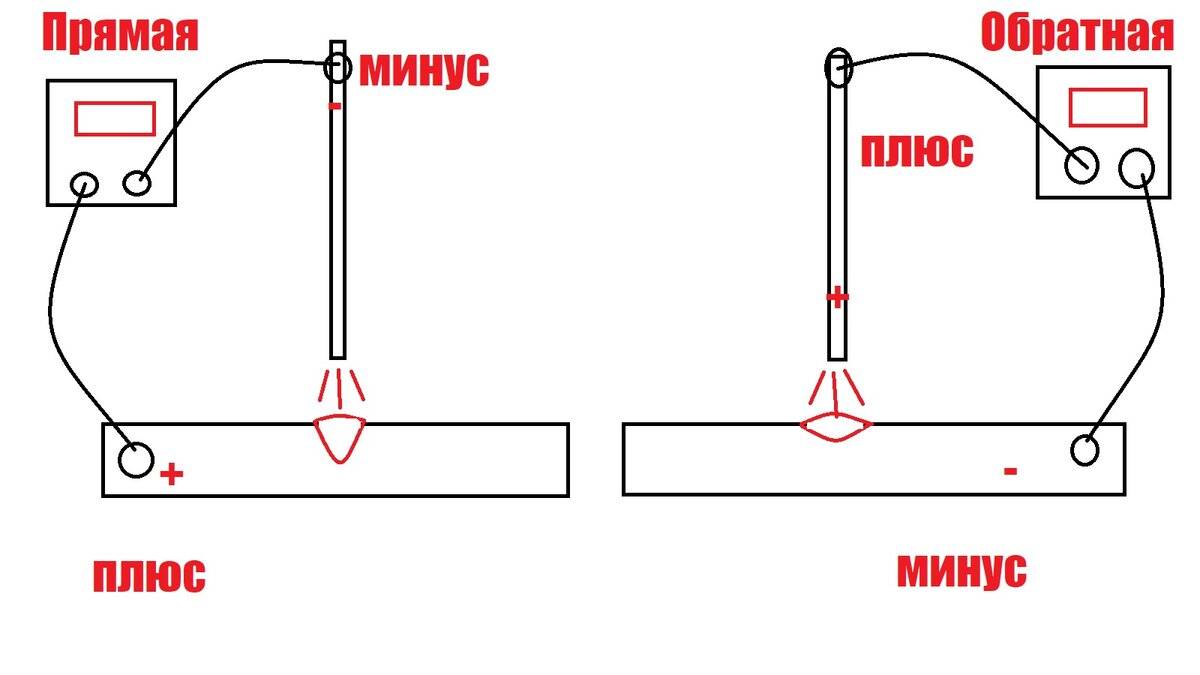
Прямая и обратная полярность при сварке инвертором (или любым другим сварочным аппаратом) задает тон всему рабочему процессу и правильный выбор этого параметра напрямую влияет на качество сварного соединения. При обратной полярности к металлическим деталям подают «минус», а к электроду подводят «плюс». В случае с прямой полярностью все наоборот. И это всего лишь одна из нескольких особенностей, которые нужно учесть при сварке. Но сегодня мы остановимся именно на обратной полярности.
В этой статье мы подробнее расскажем про обратную полярность при сварке. Вы узнаете, что такое обратная полярность, при каких условиях выбирается данный тип направленности тока, какое оборудование используется в работе с обратной полярностью и как настроить аппарат, чтобы выполнить работу качественно и быстро.
Содержание
Что такое обратная полярность при сварке? Обратная полярность тока — это процесс подачи положительного электрического заряда на электрод, а отрицательного электрического заряда — на свариваемую металлическую деталь. При этом тепло распределяется в обратной последовательности: электрод существенно перегревается, а деталь наоборот не прогревается вовсе. По этой причине обратной полярностью при дуговой сварке пользуются в особых случаях, когда велик шанс деформировать металл при высокой температуре или требуется выполнить очень аккуратный шов. За счет воздействия высокой температуры металл легко прогревается, шов формируется быстро и ровно.
При этом тепло распределяется в обратной последовательности: электрод существенно перегревается, а деталь наоборот не прогревается вовсе. По этой причине обратной полярностью при дуговой сварке пользуются в особых случаях, когда велик шанс деформировать металл при высокой температуре или требуется выполнить очень аккуратный шов. За счет воздействия высокой температуры металл легко прогревается, шов формируется быстро и ровно.
Обратная полярность просто необходима при сварке нержавейки, тонкого металла, легированной и высокоуглеродистой стали, алюминия и прочим сплавов, легко подвергающихся перегреву. Так, например, ток обратной полярности — обязательный спутник электродуговой сварки с применением флюса или сварки в среде инертного газа. У вас просто не получится качественно наплавить металл, если вы будете использовать, скажем, аргонодуговую сварку и установите прямую полярность.
Многие новички все равно задаются вопросом, почему при некоторых работах используется обратная или прямая полярность при сварке инвертором? Постараемся объяснить подробнее.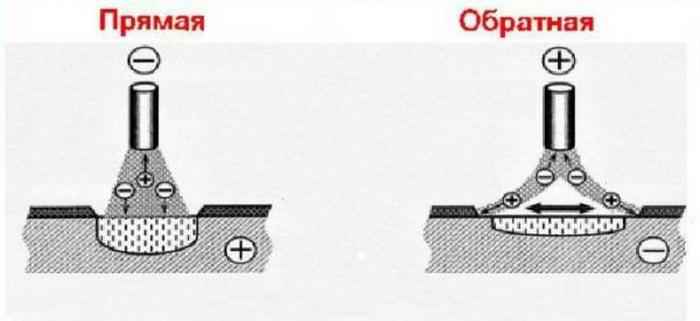 Обратная полярность применяется в работе, поскольку при горении дуги на конце сварочного стержня образуются участки с высокой концентрацией анодов и катодов. При этом температуры существенно отличаются, область анода может быть горячее области катода на 700 градусов по Цельсию!
Обратная полярность применяется в работе, поскольку при горении дуги на конце сварочного стержня образуются участки с высокой концентрацией анодов и катодов. При этом температуры существенно отличаются, область анода может быть горячее области катода на 700 градусов по Цельсию!
Исходя из этого нетрудно догадаться, что при обратной полярности выделяется огромное количество тепла, что способствует качественному провариванию металла. Если для сварки того или иного металла этот показатель важен, то применяется обратная полярность. Прямая направленность тока используется во всех остальных случаях.
Кстати, при работе с постоянным током обратной полярности электрод сгорает значительно быстрее, чем при работе с прямой полярностью. Это связано опять же с избыточным нагревом стержня. Так что будьте готовы к перерасходу комплектующих. Если вы используете переменный ток, то выбор полярности не актуален вовсе, поскольку направление тока будет постоянно меняться во время работы.
Итак, повторим: полярность устанавливается только при работе с постоянным током. Обратная полярность применяется при сварке особых легко деформирующихся металлов, когда шов нужно сформировать быстро и качественно.
Сварка током обратной полярности не может ни отразиться на свойствах используемого в работе электрода. Через стержень проходит большое количества тепла, а это значит, что и сама деталь очень быстро нагревается, металл легко и глубоко проваривается, при этом практически не разбрызгивается (особенно, при сварке с флюсом).
Можно ли менять полярность прямо во время работы, если на сварочном инверторе (или любом другом типе оборудования) есть такая возможность? Вы, конечно, можете попробовать этот способ в качестве эксперимента, но мы не станем рекомендовать вам это. В этом просто нет необходимости. Но иногда бывают ситуации, когда вы начали работу не с той полярности и внезапно обнаружили это, поэтому хотите выставить другие настройки. Постарайтесь закончить начатое без изменения полярности (если требования к сварному шву не очень высокие). Да, электрод будет прилипать, но с этим нужно смириться. Если шов должен получиться качественным и красивым, то лучше начните работу заново, установив другую полярность.
Да, электрод будет прилипать, но с этим нужно смириться. Если шов должен получиться качественным и красивым, то лучше начните работу заново, установив другую полярность.
Выбор полярности
Давайте еще немного времени уделим правильному выбору полярности. Помимо самого металла важно учесть и электроды или проволоку, которую вы используете в работе. Выбор прямой или работа на обратной полярности при сварке зависит от типа покрытия. Если вы работаете угольным электродом, то подключение обратным способом нежелательно, поскольку такие стержни быстро разрушаются при перегреве. Если вы используете проволоку, которая не имеет никакого покрытия вовсе, то она без проблем расплавится и при прямой полярности, но при использовании с переменным током она даже не нагреется.
Также на выбор полярности влияет то, какой шов вы хотите сделать, какие у него должны быть размеры и форма. При работе с постоянкой и обратной направленностью швы хорошо проплавлены, сварное соединение узкое и неглубокое, поскольку процесс сварки длится недолго из-за высоких температур.
Оборудование
Сварка постоянным током обратной направленности осуществляется только на сварочных аппаратах, предназначенных для такой работы. Выбор сварочного аппарата — это отельная немаловажная тема, поэтому в рамках этой статьи мы расскажем только самое главное. Прежде всего, ваш сварочный аппарат должен иметь возможность работать с разными режимами и подавать проволоку с разной скоростью. Так вы сможете варить аргоном или углекислым газом (это очень важно при сварке нержавейки), но не сможете варить порошковой проволокой, поскольку для этого необходима прямая полярность.
С помощью обратной полярности появляется возможность использовать в своей работе полуавтоматическое сварочное оборудование. Здесь держак и масса подключаются к «плюсу» и «минусу» соответственно. За счет этого флюс выгорает постепенно и полностью, сама сварка происходит в образовавшемся газовом облаке.
Вместо заключения
Выбор полярности при сварке постоянным током — задача не из легких, если вы начинающий сварщик. Нужно учесть все возможные нюансы, связанные с типом и толщиной металла, используемым в работе электродом или присадочной проволокой, а также удачно выбрать сварочный аппарат с нужным вам набором функций. Все это кажется чем-то очень сложным, но поверьте, с опытом вы будете настраивать аппарат и подбирать комплектующие, даже не задумываясь. Изучайте много теории и не забывайте применять ее на практике.
Нужно учесть все возможные нюансы, связанные с типом и толщиной металла, используемым в работе электродом или присадочной проволокой, а также удачно выбрать сварочный аппарат с нужным вам набором функций. Все это кажется чем-то очень сложным, но поверьте, с опытом вы будете настраивать аппарат и подбирать комплектующие, даже не задумываясь. Изучайте много теории и не забывайте применять ее на практике.
Как вам статья?
Полярность при сварке инвертором (обратная)
Характерные черты электродуговой сварки
Прежде чем разбираться с полярностью при сварке инвертором, следует понять базовые принципы сварочных технологий, с учетом влияния на рабочий процесс наиболее важных факторов.
Описание электродуговой сварки: обозначения всех компонентовЭлектродуговой способ сварочных работ отличается от традиционного газового большим количеством важных особенностей.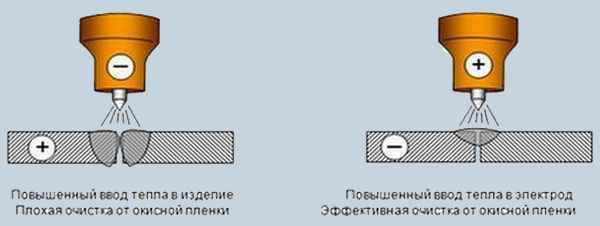 Одним из главных отличий можно считать температурный режим — температура создаваемой сварочным аппаратом дуги способна достигать +5000°С, что значительно больше значений плавления большинства известных металлов. Данный факт влияет на обширное разнообразие способов сварочного процесса и сварочных технологий (что позволяет решать самые различные задачи).
Одним из главных отличий можно считать температурный режим — температура создаваемой сварочным аппаратом дуги способна достигать +5000°С, что значительно больше значений плавления большинства известных металлов. Данный факт влияет на обширное разнообразие способов сварочного процесса и сварочных технологий (что позволяет решать самые различные задачи).
Об особенностях выбора электродов
Для электродуговой сварки используется несколько типов электродов, обладающих разнообразными свойствами. Параметры электродуги при создании швов в разных пространственных положениях тоже могут различаться, в зависимости от:
Типы электродов для сварки- постоянного или переменного тока;
- прямой или обратной полярности;
- скорости сварочного процесса;
- напряжение дуги;
- диаметр и марка электрода.
Выбирая электрод, следует учитывать такие факторы как:
- пространственное расположение шва;
- количество сварочных слоев;
- толщина обрабатываемого металла.

С учетом всех означенных факторов, подбирается оптимальная сила электротока и требуемая полярность. Если используется постоянный ток с обратной полярностью, то на электроде появляется большое количество тепла, что удобно при сварке тонких металлов — это помогает избегать их прожогов. При сварке инвертором обратная полярность также используется для высоколегированных сталей, чтобы предотвратить их перегрев.
Для большинства других случаев применяется переменный ток, поскольку он значительно дешевле.
Особенности прямой полярности при сварке инвертором
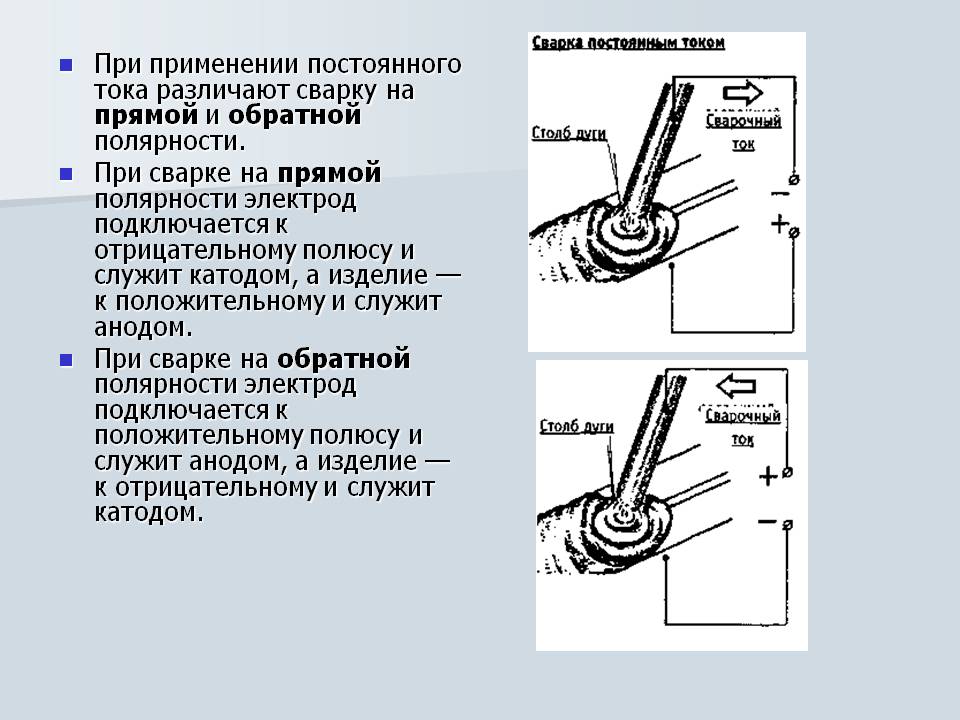
Аппарат для автоматической сварки трубСварка с использованием прямой полярности — это когда ток со сварочного выпрямителя подается положительным зарядом на заготовку, которая нужно обработать. Клемма аппарата, на которой расположен «плюс», присоединяется к изделию, а на электрод со значением «минус» подается отрицательный заряд.
У анода (который представляет из себя положительный полюс), температура выше, чем у отрицательного полюса — катода. Метод прямой полярности хорошо подходит для сварки изделий с толстыми стенками, для резки металлических конструкций, а также для других ситуаций, при которых требуется выделение большого количества тепла.
Метод прямой полярности хорошо подходит для сварки изделий с толстыми стенками, для резки металлических конструкций, а также для других ситуаций, при которых требуется выделение большого количества тепла.
Что может дать обратная полярность?
Обратная полярность — для деликатной сваркиПрименение обратной полярности при сварке инвертором влечет за собой обратный порядок подключения: минусовая клемма с отрицательным зарядом подается на свариваемую конструкцию, а плюсовая клемма с положительным зарядом присоединяется к электроду. В результате этого значительные объемы тепловой энергии образуются на конце электрода, а свариваемая заготовка нагревается слабо. Это дает возможность проводить «деликатную» сварку.
Зачем это нужно? При сварке инвертором обратная полярность используется, если существует высокая вероятность прожечь заготовку. Такое бывает при работе с легированными и нержавеющими сталями, а также в случае с различными сплавами и тонколистовыми конструкциями. Кроме того, обратная полярность применяется при сварке электродугой и при флюсовой сварке.
Влияние постоянного и переменного тока на шов
Постоянный ток дает возможность делать более аккуратный шов и снижать до минимума количество металлических брызг, потому что не требуется часто изменять полярность (в отличие от переменного).
Чтобы предотвратить возможные прожоги при сварке как с положительным, так и с отрицательным зарядом, рекомендуется пользоваться прижимной струбциной.
Чем обуславливается выбор полярности при сварке инвертором?
Электроды имеют несколько видов покрытияМатериал покрытия электрода
Например, угольные электроды очень сильно разогреваются во время сварки с обратной полярностью, и вследствие этого быстро разрушаются. Что касается проволоки без покрытия, то она лучше горит в случае прямой полярности, а с обратной — может совсем не гореть, если используется переменный электроток.
Особенности шва
Режим сварки напрямую влияет на глубину провара и ширина образующегося шва. Чем выше сила электротока, тем больше увеличивается глубина, на которую проплавливается металл. Это происходит из-за роста погонной энергии дуги (зависящей от уровня тепла, проходящего через шов). Также при увеличении силы тока поднимается давление, которое воздействует на поверхность расплава. Чрезмерно высокое давление может привести к вытеснению расплавленного металла из-под дуги, вследствие чего деталь можно проплавить насквозь.
Это происходит из-за роста погонной энергии дуги (зависящей от уровня тепла, проходящего через шов). Также при увеличении силы тока поднимается давление, которое воздействует на поверхность расплава. Чрезмерно высокое давление может привести к вытеснению расплавленного металла из-под дуги, вследствие чего деталь можно проплавить насквозь.
Тип тока
Для резки металла сваркой используют постоянный токПостоянный ток, имеющий обратную полярность, дает возможность обеспечить значительно большую глубину проплавления, чем постоянный ток, имеющий прямую полярность. Это происходит по причине того, что на аноде с катодом образуются различные объемы тепловой энергии. Также следует иметь в виду, что чем выше скорость сварочного процесса, тем меньше глубина провара и ширина шва.
Видео: Как электродом прорезать ровное отверстие
Похожие статьи
Сварка с обратной полярностью | American Industrial Supplies
Introduction
Сварка с обратной полярностью и когда ее использовать — это вопрос, который возникает регулярно. Это важная тема, так как она сильно повлияет на качество сварного шва. Чтобы понять, когда вам следует использовать сварку с обратной полярностью, вам нужно иметь представление о токе и полярности в целом. В этой статье мы объясним понятия тока и полярности при сварке, а затем подробно расскажем о сварке с обратной полярностью и о том, как решить, когда ее использовать.
Это важная тема, так как она сильно повлияет на качество сварного шва. Чтобы понять, когда вам следует использовать сварку с обратной полярностью, вам нужно иметь представление о токе и полярности в целом. В этой статье мы объясним понятия тока и полярности при сварке, а затем подробно расскажем о сварке с обратной полярностью и о том, как решить, когда ее использовать.
Обзор обратной полярности
Ток течет от источника питания к изделию через электродную проволоку, а затем обратно к земле или земле через соединяемый металлический предмет. Направление этого потока зависит от того, используем ли мы процессы сварки постоянным током, переменным током или импульсным постоянным током.
При сварке переменным током ток через равные промежутки времени меняет направление на противоположное. При сварке постоянным током нет реверса тока. Когда вы используете правильную полярность для вашего приложения, вы можете добиться отличных результатов. Однако ключевой вопрос заключается в том, когда использовать сварку с обратной полярностью.
Ток и полярность при сварке
Сварщики, несмотря на практические навыки, все же должны обладать хорошими техническими знаниями, чтобы быть хорошими сварщиками. Одна вещь, которую вы часто услышите в мастерской, это «сварочный ток». Причина этого в том, что сварочные аппараты и электроды имеют маркировку AC или DC, что указывает на полярность тока сварочного аппарата.
Что такое полярность при сварке?
Когда вы включаете сварочный аппарат, образуется электрическая цепь с отрицательным и положительным полюсом – эта особенность известна как полярность. Сварка в значительной степени зависит от полярности и, следовательно, очень важна при сварке, поскольку она влияет на качество и эффективность сварного шва. Использование неправильной полярности может привести к сильному разбрызгиванию, плохому проплавлению и потере контроля над сварочной дугой.
Слова «прямая» и «обратная» полярность относятся к «отрицательной» и «положительной» полярности электрода соответственно. Сварочные токи с положительной (обратной) полярностью электрода обеспечивают большее проплавление, тогда как сварочные токи с отрицательной (прямой) полярностью обеспечивают более быстрое плавление и скорость наплавки. Различные защитные газы также могут оказывать влияние на сварной шов.
Сварочные токи с положительной (обратной) полярностью электрода обеспечивают большее проплавление, тогда как сварочные токи с отрицательной (прямой) полярностью обеспечивают более быстрое плавление и скорость наплавки. Различные защитные газы также могут оказывать влияние на сварной шов.
Сварка переменным током и сварка постоянным током
Как упоминалось выше, на сварочном оборудовании электроды обычно имеют маркировку переменного или постоянного тока, что указывает на полярность тока аппарата. AC — это сокращение от переменного тока, а DC — это сокращение от постоянного тока.
Постоянный ток течет только в одном направлении, обеспечивая постоянную полярность. При токе частотой 60 Гц переменный ток, как следует из его названия, изменяет течение тока. Половину времени он будет течь в одном направлении, а другую половину времени — в другом. Все это происходит в мгновение ока, полярность меняется 120 раз в секунду (в зависимости от источника питания). Таким образом, если сварочное оборудование имеет обозначение постоянного тока, оно имеет постоянную полярность, а если оно обозначено переменным током, полярность будет колебаться.
Итак, чем отличается сварка переменным и постоянным током?
Для сварщика очень важно понимать определение полярности и то, как она влияет на процесс сварки. Сварка с положительным электродом (сварка с обратной полярностью) обычно приводит к более глубокому проплавлению. Сварка с отрицательным электродом (прямая полярность) приводит к более быстрому расплавлению электрода, что приводит к более высокой скорости наплавки. Объем присадочного металла, вплавленного в сварной шов, называется скоростью наплавки.
Сварка постоянным током имеет ряд преимуществ, что делает ее предпочтительной альтернативой электродуговой сварке (дуговая сварка в защитных газах или сокращенно SMAW). Такой подход позволяет легко попасть в дугу и создает плавную, устойчивую дугу. Это также снижает вероятность разбрызгивания и простоев, а также помогает избежать трудностей при сварке над головой или в вертикальном положении.
Сварка переменным током, с другой стороны, часто используется с более дешевым оборудованием начального уровня, что делает ее отличным выбором для обучения сварке. Многие сварщики используют его, когда условия заставляют дугу двигаться.
Многие сварщики используют его, когда условия заставляют дугу двигаться.
Три разных типа полярности
Полярность подразделяется на три типа: прямая полярность постоянного тока, обратная полярность постоянного тока и полярность переменного тока.
Прямая полярность постоянного тока
Когда пластины положительные, а электрод отрицательный, возникает прямой ток прямой полярности. В результате электроны переходят от кончика электрода к опорным пластинам.
Прямая полярность приводит к более быстрому расплавлению анода и, как следствие, к более высокой скорости осаждения. Состояние может меняться в результате действия различных веществ в покрытии.
Сварка с обратной полярностьюДавайте теперь более подробно рассмотрим обратную полярность, чтобы вы могли лучше понять ее.
Это происходит, когда электрод становится положительным, а пластины – отрицательными. Затем электроны движутся назад от базовых пластин к электроду.
Если источником питания является переменный ток (AC), то каждый цикл будет иметь как прямую, так и обратную полярность. Электрод будет отрицательным в течение половины цикла, поэтому базовые пластины будут положительными. Базовые пластины будут отрицательными на другой половине, а электрод будет положительным. Количество циклов, происходящих в секунду, определяется частотой источника питания.
Ток течет от источника питания к заготовке через электродную проволоку, а затем обратно к земле через соединяемый металлический предмет. Направление этого потока зависит от того, используем ли мы процессы сварки постоянным током, переменным током или импульсным постоянным током.
При сварке переменным током ток через равные промежутки времени меняет направление на противоположное. При сварке постоянным током нет реверса тока. Когда вы используете правильную полярность для вашего приложения, вы можете добиться отличных результатов.
Электрод постоянного тока Положительная полярность (DCEP) при дуговой сварке
Если электрод подключен к положительной клемме, а опорные пластины к отрицательной клемме источника питания постоянного тока (DC), это называется прямой Токовый электрод с положительной или обратной полярностью.
Электроны высвобождаются из базовой пластины и перемещаются к электроду через внешнюю цепь. Дуга создается непрерывным потоком электронов в крошечном канале.
Из-за разности потенциалов электроны, выпущенные из базовых пластин, ускоряются и ударяются об электрод с высокой скоростью. Это преобразует кинетическую энергию электронов в тепловую энергию, что приводит к выделению тепла на кончике электрода.
Как правило, около двух третей всего тепла дуги создается на электроде, а остальная часть выделяется на опорной плите. В результате электрод быстро плавится, а скорость наплавки расходуемых электродов возрастает.
Базовая пластина, с другой стороны, неправильно сплавляется из-за недостаточного нагрева, что может привести к дефектам, таким как отсутствие проникновения или чрезмерное армирование.
С другой стороны, поток электронов, исходящих от базовой пластины, разделяет частицы масла и пыли, которые покрывают оксидные слои на поверхности свариваемых пластин.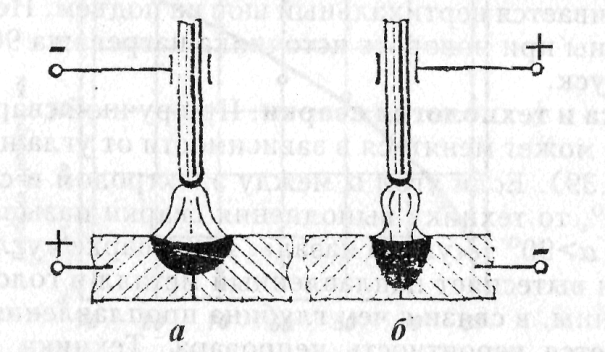 Это называется очищающим действием от оксидов.
Это называется очищающим действием от оксидов.
Почему важна обратная полярность?
Если вы не знаете, что означает полярность, вот почему это важно, так как это поможет вам принять решение о том, использовать сварку с обратной полярностью или нет:
1) Если вы не выбрали правильную полярность, вы получите слабые соединения и низкую скорость проникновения.
2) Вы также можете столкнуться с чрезмерным накоплением тепла, что может привести к перегоранию.
3) Ваши дуги также будут отклоняться от курса.
4) И, наконец, если вы выберете неправильную полярность, вы получите много брызг.
5) Итак, как вы определяете, когда вам следует использовать сварку с обратной полярностью для вашего проекта? Давай выясним!
Когда следует использовать сварку с обратной полярностью
Использование правильной полярности может означать разницу между отличным сварным швом и плохим, будучи пористым и, вероятно, слабым, или между сварным швом, который получает достаточное проплавление, и сваркой, которое не получает вообще.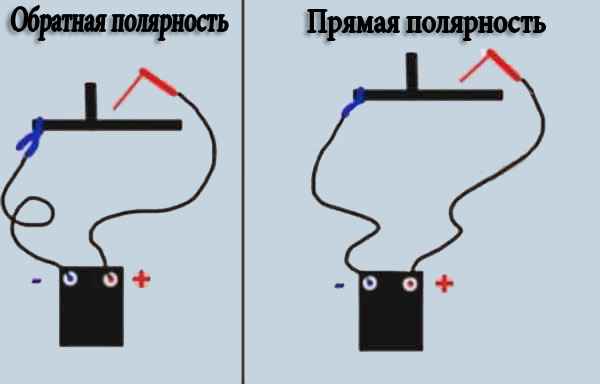 Помимо терминологии, может быть трудно определить, когда следует использовать сварку с обратной полярностью.
Помимо терминологии, может быть трудно определить, когда следует использовать сварку с обратной полярностью.
Сварка электродом и полярность
Для подавляющего большинства сварочных электродов требуется положительная полярность для сварки электродом (SMAW). В действительности почти все сварочные электроды имеют преимущественно положительную (обратную) поляризацию. За некоторыми исключениями, при работе с тонким листовым металлом всегда следует использовать обратную полярность. Поскольку фраза «Реверс» здесь может сбивать с толку, лучше всего просто представить себе «положительный факел», и все будет в порядке.
Сварка МИГ и полярность
Сварка МИГ всегда имеет положительную полярность. Некоторые люди путают сварку MIG со сваркой под флюсом. Они не одинаковы, даже если используемое оборудование похоже или идентично. В сердечнике Flux используется проволока с порошковым флюсом в середине проволоки. Это хорошее решение для сварки в ветреную погоду, которое обеспечивает производительность в любом месте. Хотя по своей сути он не лучше и не хуже, чем MIG, он использует прямую полярность, которая является полной противоположностью MIG. Однако некоторые производители проводов могут выступать за положительную полярность, поэтому внимательно читайте этикетку.
Хотя по своей сути он не лучше и не хуже, чем MIG, он использует прямую полярность, которая является полной противоположностью MIG. Однако некоторые производители проводов могут выступать за положительную полярность, поэтому внимательно читайте этикетку.
Однако важно помнить, что провода MIG и Flux Core не имеют «дополнительной» полярности. Он будет работать успешно только в том случае, если он положительный. Используя флюсовую проволоку и защитный газ, проволока с двойным экраном сочетает в себе преимущества MIG и Flux Core. Конечно, всегда следуйте полярности, рекомендованной производителем провода, но двойной провод или провод с внешним экраном часто имеет обратную полярность.
Сварка ВИГ и полярность
Сварка ВИГ является исключением, так как она всегда сваривает с пламенем на отрицательной клемме (даже при сварке в режиме переменного тока есть причины держать горелку подключенной к отрицательной стороне). Несколько лет назад для сварки алюминия использовался положительный постоянный ток, но проплавление было плохим, и для сварки при относительно низких токах требовался вольфрам большого диаметра из-за того, что тепло концентрировалось на вольфрамовом наконечнике, а не на основном металле. Поскольку сварка алюминия очень проста с помощью аппаратов TIG переменного тока с высокочастотным наплавлением или сварочных аппаратов инверторного типа, таких как серия Everlast PowerTIG, используется только отрицательная полярность горелки постоянного тока.
Поскольку сварка алюминия очень проста с помощью аппаратов TIG переменного тока с высокочастотным наплавлением или сварочных аппаратов инверторного типа, таких как серия Everlast PowerTIG, используется только отрицательная полярность горелки постоянного тока.
Независимо от полярности, вам может понадобиться помощь в запоминании, чтобы вспомнить слова полярности. Даже если вам придется пометить свой сварочный аппарат, чтобы не забыть, какую сторону «горелки» использовать, это поможет вам сделать это правильно с первого раза и сведет раздражение к минимуму.
Все еще не уверены, какую полярность использовать?
Существует несколько способов убедиться, что сварка с обратной полярностью подходит для данной работы. Вот они:
1) По инструкции производителя.
2) Просмотрев онлайн-ресурсы, такие как видео на YouTube.
3) Или спросив у того, кто разбирается в этих вещах.
4) Наконец, вы всегда должны сверяться с руководством перед тем, как приступить к следующему проекту.
Теперь давайте рассмотрим каждый метод более подробно.
Способ 1. Инструкции производителя
Производители обычно предоставляют информацию о требованиях к полярности своих продуктов. Они часто включают диаграммы, показывающие ориентацию электродов относительно заготовок. Эти иллюстрации помогут вам понять, как лучше всего настроить ваши машины, и должны объяснить обстоятельства, при которых можно использовать сварку с обратной полярностью.
Вы должны обратить пристальное внимание на схему, потому что она показывает, где должны быть подключены провода. Например, если вы работаете с алюминием, вы должны соединить их вместе следующим образом:
Способ 2 — Интернет-ресурсы
Еще один отличный ресурс для изучения полярности — YouTube. Доступно множество видеороликов, объясняющих все, что вы хотите знать о правильной настройке оборудования. В некоторых из этих видеороликов даже показаны пошаговые процедуры, как это сделать.
Вот несколько примеров того, где вам следует использовать сварку с обратной полярностью:
Способ 3.
 Спросите того, кто знает об этом
Спросите того, кто знает об этомидти. Он/она может точно сказать вам, как он/она это сделал. Неважно, заплатили ему/ей за свои услуги или нет; все, о чем вы заботитесь, это получить хороший совет.
Итак, когда вы будете готовы начать новый проект, сначала обязательно воспользуйтесь одним из вышеперечисленных методов. Затем внимательно следуйте этим шагам, пока не добьетесь успеха.
Томми Райт
Я работаю в сварочной отрасли более двадцати лет. Я проходил обучение в различных инженерных мастерских, работая над различными проектами, от небольшого производства и ремонта до промышленных проектов. Я специализируюсь на сварке алюминия и пищевой нержавеющей стали, а сейчас руковожу инженерным цехом по производству оборудования для пищевой промышленности.
Процесс сварки TIG – ответы на ваши вопросы
Дата: 19-12-2022
Академия сварки
Что такое сварка TIG?
Аббревиатура TIG расшифровывается как T ungsten I nert G as. Вольфрам относится к типу проводника (вольфрамовый электрод), который используется для передачи сварочного тока на работу и создания дуги. Инертный газ относится к тому факту, что процесс основан на использовании инертного газа (например, аргона) для защиты сварного шва и предотвращения его окисления.
Вольфрам относится к типу проводника (вольфрамовый электрод), который используется для передачи сварочного тока на работу и создания дуги. Инертный газ относится к тому факту, что процесс основан на использовании инертного газа (например, аргона) для защиты сварного шва и предотвращения его окисления.
TIG также называется дуговой сваркой вольфрамовым электродом в среде защитного газа (GTAW).
Проще говоря, сварка TIG, вероятно, больше всего похожа на кислородно-пламенную сварку. Однако вместо пламени в нем используется электрическая дуга для расплавления заготовки и присадочного металла, а вместо пламени предварительного нагрева используется инертный газ для предотвращения окисления сварного шва. Как и при кислородно-пламенной сварке, присадочный металл подается в сварной шов вручную по мере необходимости. Благодаря тому, что ток не проходит через присадочный металл (как при сварке MIG и MMA), дуга гораздо более управляема.
Каковы преимущества сварки TIG?
Может быть достигнута очень низкая сила тока, что делает этот процесс идеальным для сварки тонких материалов. Кроме того, благодаря независимости дуги и применения присадочного металла, сварка ВИГ очень управляема и, следовательно, позволяет получать сварные швы очень высокого качества с превосходным внешним видом. В отличие от сварки MIG и MMA, при сварке TIG не образуются брызги, поэтому очистка очень минимальна.
Кроме того, благодаря независимости дуги и применения присадочного металла, сварка ВИГ очень управляема и, следовательно, позволяет получать сварные швы очень высокого качества с превосходным внешним видом. В отличие от сварки MIG и MMA, при сварке TIG не образуются брызги, поэтому очистка очень минимальна.
TIG обычно используется там, где внешний вид сварного шва имеет решающее значение (например, поручни) или где качество сварного шва имеет решающее значение (например, сосуды под давлением или трубы).
Каковы недостатки сварки TIG?
Хотя сварка TIG легко контролируется, она также может быть медленнее и утомительнее, чем сварка MIG или сварка электродами/MMA, и, как правило, плохо работает на грязных или ржавых материалах, что означает, что иногда требуется дополнительная подготовка сварного шва.
Какие металлы можно сваривать методом TIG?
“DC” (Постоянный ток) Сварочные аппараты TIG могут использоваться для сварки различных “черных металлов”, в том числе 9Мягкая сталь 0029 и нержавеющая сталь , а также медь и хромомолибден.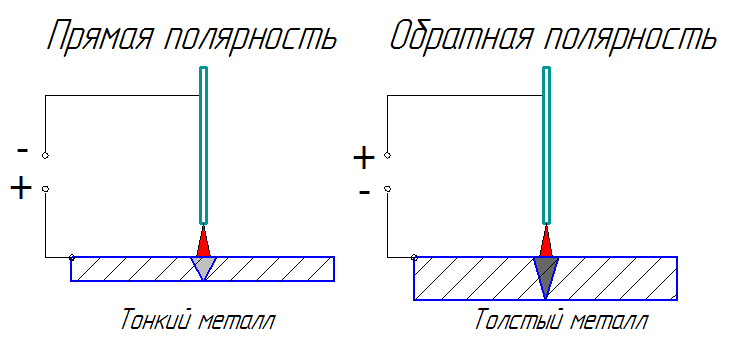 (Но НЕ алюминий).
(Но НЕ алюминий).
Многие (но не все) инверторные сварочные аппараты для ручной/ручной сварки MMA имеют функцию TIG на постоянном токе, например, Weldforce WF-140ST и WF-180ST.
Важным элементом эффективной сварки TIG является зажигание подъемной дуги. Подробнее об этом читайте здесь.
Для сварки алюминия вам понадобится машина с возможностью “AC” (переменный ток).
Такие машины обычно могут работать как на переменном, так и на постоянном токе (“AC/DC”) в одной машине – это позволяет им сваривать большинство металлов, в том числе; алюминий, сталь, нержавеющая сталь, медь, хромомолибден и т. д.
Как правило, аппараты переменного/постоянного тока, такие как Weldforce WF-201T от Weldclass, представляют собой специальные аппараты для сварки TIG (иногда с дополнительными функциями, позволяющими использовать палку/MMA).
Какой газ следует использовать при сварке TIG?
Чистый аргон (100 % Ar) требуется для большинства распространенных операций сварки TIG.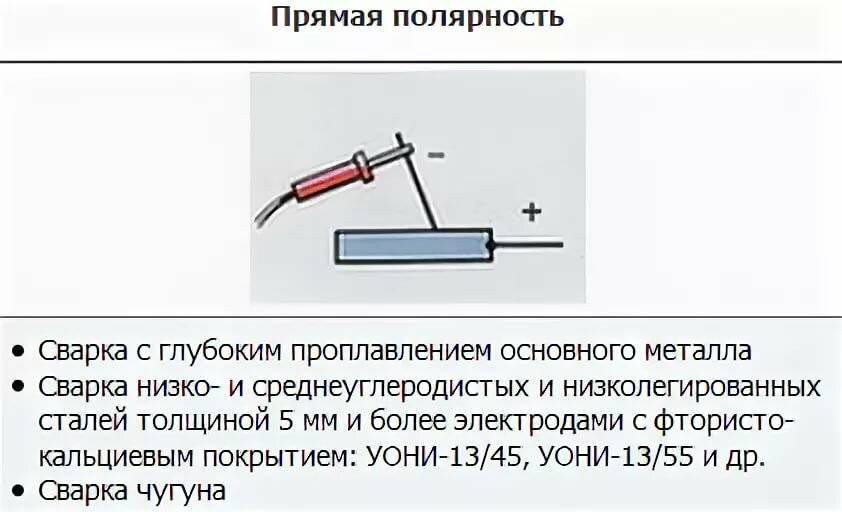 Для некоторых критически важных приложений могут потребоваться специальные газы.
Для некоторых критически важных приложений могут потребоваться специальные газы.
Какова правильная полярность при сварке TIG?
Полярность относится к направлению тока при сварке.
Все виды сварки TIG на постоянном токе (сталь, нержавеющая сталь и т. д.) выполняются на полярности постоянного тока, когда горелка TIG подключается к отрицательной (-) клемме, а провод заземления — к положительной (+) клемме.
При сварке ВИГ переменным током (алюминий) полярность обычно* противоположна полярности постоянного тока: горелка ВИГ подключается к положительной (+) клемме, а провод заземления к отрицательной (-) клемме.
*Примечание. Хотя «положительная полярность горелки» является наиболее распространенной полярностью для сварки TIG переменным/постоянным током, для некоторых аппаратов TIG переменного/постоянного тока может потребоваться «отрицательная полярность горелки». Обратитесь к руководству по эксплуатации вашей машины или свяжитесь с производителем.
Какой вольфрамовый электрод подходит для сварки TIG?
Наиболее распространены следующие типы вольфрамовых электродов;
Вольфрам для сварки TIG на постоянном токе стали, нержавеющей стали, хромомолибдена, меди:
Торированный (красный наконечник)
Лантансодержащий 1,5% (золотой наконечник)
Вольфрам для сварки алюминия на переменном токе:
Цирконированный (белый наконечник)
«Цельнометаллические» вольфрамы, подходящие для сварки на переменном или постоянном токе: 9020 5 Редкий -земля (фиолетовый наконечник)
Лантанат 2% (синий наконечник)
Церий (серый наконечник)
Редкоземельные вольфрамы сварного класса RE4 хорошо зарекомендовали себя как при переменном, так и при постоянном токе.
Толщина материала в зависимости от силы тока в зависимости от размера вольфрама
Из-за большого количества переменных в любом отдельном приложении для сварки TIG не существует единой формулы, говорящей: «для толщины X вам нужно X ампер».
Многие факторы, влияющие на это, включают; свариваемый материал, тип используемого вольфрамового электрода, тип сварного соединения, положение сварки, техника оператора, навыки и/или опыт, требуемая прочность или качество сварного соединения и т. д. из стали, нержавеющей стали или алюминия:
Материал | Рекомендуемый | Ампер |
<1 мм | 1,0 мм | 10-30А |
1-2 мм | 1,6 мм | 30-80А |
2-3 мм | 2,4 мм | 80-150А |
4-5 мм | 3,2 мм | 150-200А |
*Это только общее руководство, и его не следует использовать в качестве конкретного совета для какого-либо конкретного применения.