Плазменный резак как способ сварки металлов
Плазменный резак может использоваться не только для резки, но и для сварки нержавеющих, цветных металлов и специальных сплавов. Новый метод соединения таких материалов оказался намного эффективней всех существующих.
Технология сварки
Для проведения сварки по данной технологии требуется плазмообразующий газ. В его качестве допускается использовать азот, кислород, смесь водорода с аргоном или сжатый воздух. При промышленном использовании плазменных резаков, называемых также плазмотронами, применяется защитный газ – аргон, гелий или их смесь.
В охлаждаемом плазмотроне воздух или другой газ в результате сжатия нагревается до температуры 5000-30000 °С. Итогом такого воздействия является переход газа в состояние плазмы: она представляет собой смесь нейтральных атомов, ионов и свободных электронов. Воздух приобретает способность проводить электрический ток. За счет теплового расширения его объем увеличивается в 50-100 раз и он с огромной скоростью вытекает из плазмотрона.
При использовании данного вида сварки между электродом и соплом резака поддерживается постоянная дежурная дуга. Для этого применяются источники питания постоянного тока. Основная дуга зажигается при поднесении резака к свариваемому элементу. Он может включаться или исключаться из электрической цепи. В зависимости от этого различают аппараты прямого или косвенного действия. В первом случае дуга образуется между катодом плазмотрона и свариваемым элементом. Во втором – внутри резака. Этот способ обработки удобен для неметаллических изделий.
Отличное качество швов после плазменной сварки
Виды сварки
Различают несколько видов плазменной сварки:
- микроплазменная считается самой распространенной. При ее проведении используются вольфрамовые электроды ø1-2 мм.
 Для зажигания дуги вполне достаточно величины тока всего 0,1 А. Микроплазменная сварка применяется для работы с изделиями, имеющими толщину до 1,5 мм. Диаметр дуги при этом составляет около 2 мм. Такая величина этого параметра позволяет нагревать изделие на небольшом участке и избегать прожогов. В качестве плазмообразующего газа применяется аргон. Такой метод сварки используется для изготовления тонкостенных емкостей, ювелирных изделий или соединения фольги;
Для зажигания дуги вполне достаточно величины тока всего 0,1 А. Микроплазменная сварка применяется для работы с изделиями, имеющими толщину до 1,5 мм. Диаметр дуги при этом составляет около 2 мм. Такая величина этого параметра позволяет нагревать изделие на небольшом участке и избегать прожогов. В качестве плазмообразующего газа применяется аргон. Такой метод сварки используется для изготовления тонкостенных емкостей, ювелирных изделий или соединения фольги;
 Для зажигания дуги вполне достаточно величины тока всего 0,1 А. Микроплазменная сварка применяется для работы с изделиями, имеющими толщину до 1,5 мм. Диаметр дуги при этом составляет около 2 мм. Такая величина этого параметра позволяет нагревать изделие на небольшом участке и избегать прожогов. В качестве плазмообразующего газа применяется аргон. Такой метод сварки используется для изготовления тонкостенных емкостей, ювелирных изделий или соединения фольги;
Для зажигания дуги вполне достаточно величины тока всего 0,1 А. Микроплазменная сварка применяется для работы с изделиями, имеющими толщину до 1,5 мм. Диаметр дуги при этом составляет около 2 мм. Такая величина этого параметра позволяет нагревать изделие на небольшом участке и избегать прожогов. В качестве плазмообразующего газа применяется аргон. Такой метод сварки используется для изготовления тонкостенных емкостей, ювелирных изделий или соединения фольги;Способ соединения металлов с помощью микроплазменной сварки был разработан в Швейцарии в 1965 году. Первооткрывателями считаются одновременно две компании: «Мессер-Грисхайм» и «Сешерон». С помощью этого вида сварки можно соединять элементы из золота толщиной всего 0,03 мм.
- процесс на токах 50-150 А носит название сварки на средних токах. Он похож на аргонодуговую сварку, но у него большая мощность дуги и меньшая площадь нагрева. Этот вид плазменной сварки обеспечивает меньшую ширину швов и большую глубину проплавления по сравнению с классической дугой;
- сварка на большом токе ведется при значениях более 150 А. В этом случае происходит абсолютное проплавление металла. Процесс сварки представляет собой разрезание объекта с образованием сквозного отверстия и последующую заварку. Этот метод используется для работы с титаном, медью, алюминиевыми сплавами, низкоуглеродистыми и легированными сталями. Он позволяет избежать операций разделки кромок и повышает качество швов.
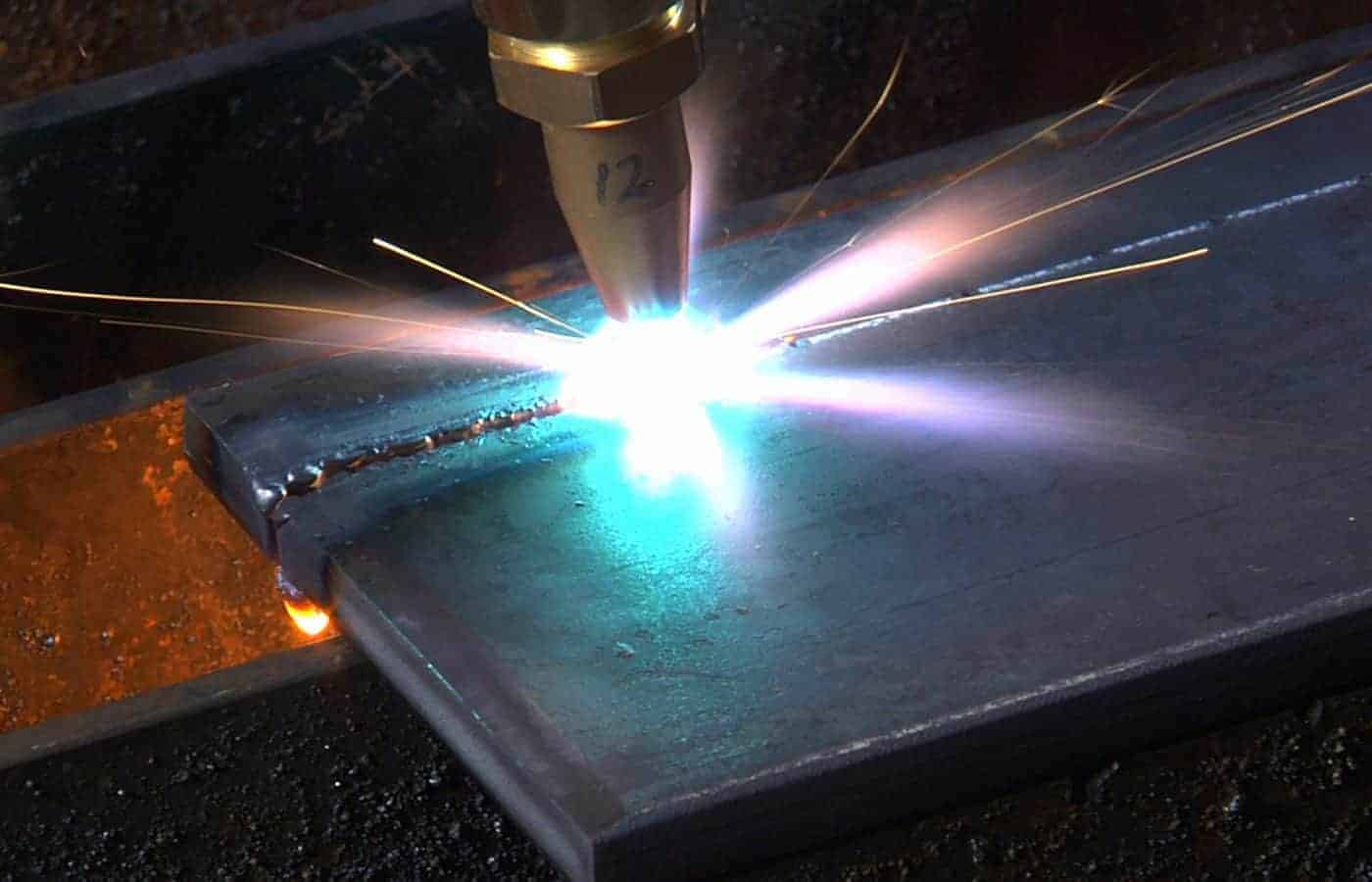
 В этом случае происходит абсолютное проплавление металла. Процесс сварки представляет собой разрезание объекта с образованием сквозного отверстия и последующую заварку. Этот метод используется для работы с титаном, медью, алюминиевыми сплавами, низкоуглеродистыми и легированными сталями. Он позволяет избежать операций разделки кромок и повышает качество швов.
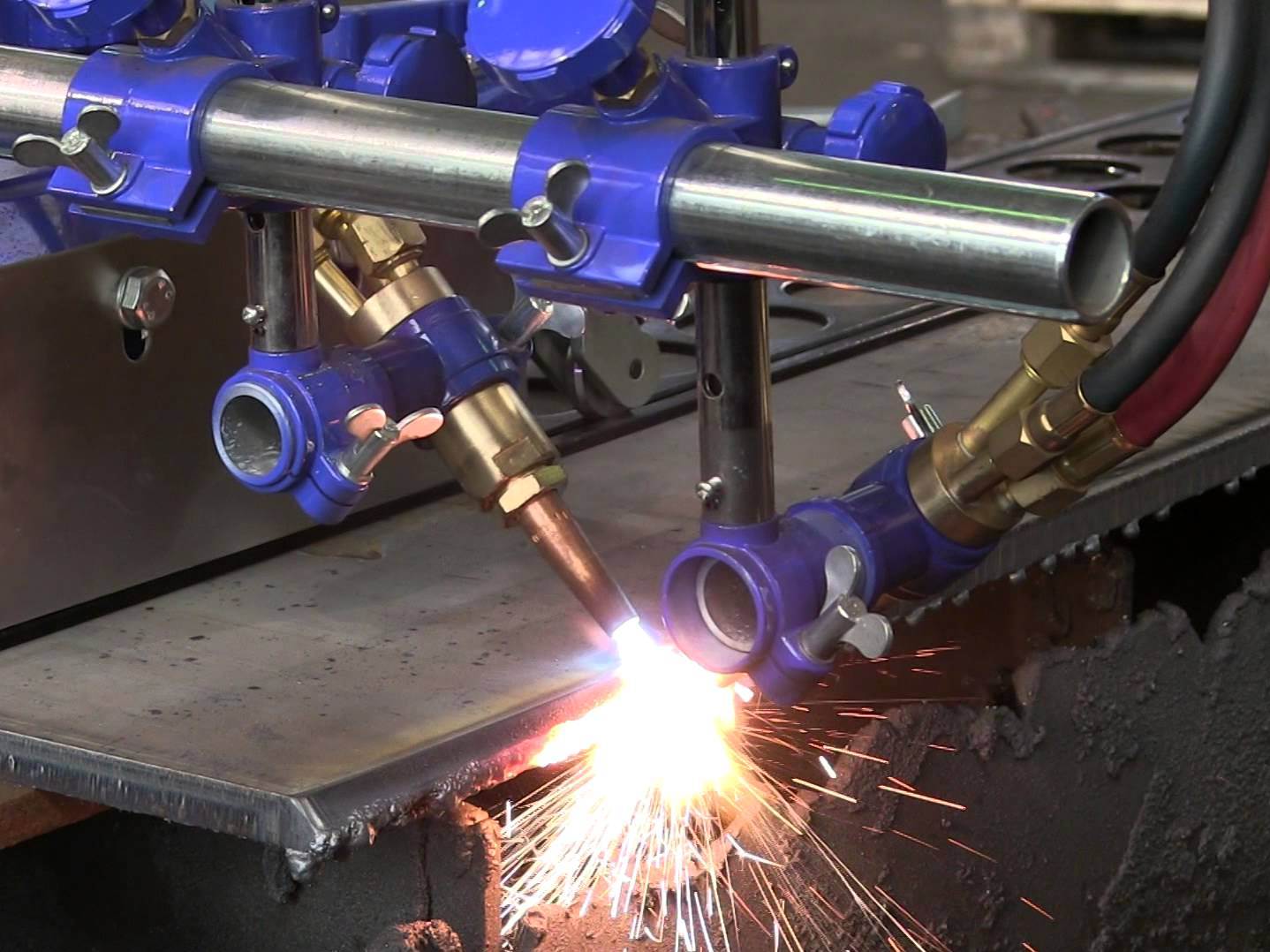
В этом случае происходит абсолютное проплавление металла. Процесс сварки представляет собой разрезание объекта с образованием сквозного отверстия и последующую заварку. Этот метод используется для работы с титаном, медью, алюминиевыми сплавами, низкоуглеродистыми и легированными сталями. Он позволяет избежать операций разделки кромок и повышает качество швов.Так выглядит классическая дуговая сварка
А так – сварка металла с помощью плазменного резака
Преимущества плазменной сварки
Плазменная сварка имеет ряд преимуществ по сравнению с классическими методами соединения металлов:
- обеспечивается высокое качество и точность швов, отсутствует необходимость их механической обработки;
- возрастает скорость проведения сварочных работ до 50 м/ч;
- отсутствует коробление свариваемых изделий за счет концентрации тепла в минимальной зоне;
- исключается разбрызгивание металла;
- отсутствует необходимость разделки кромок за счет глубокого проплавления металла;
- повышается экономичность сварки за счет использования недорогих газов.

Плазменная сварка позволяет эффективно работать со следующими металлами:
- чугуном толщиной до 90 мм;
- легированной и углеродистой сталью толщиной до 50 мм;
- медью и ее сплавами толщиной до 80 мм;
- алюминием и его славами толщиной до 120 мм.
Плазменная сварка – единственный вид обработки настолько разнородного перечня металлов, позволяющий сочетать отличное качество работы с высокой производительностью.
Применение процесса плазменной и плазменной+TIG сварки
Плазменная дуга: природный феномен, полностью изученный и освоенный SAF-FRO. В основном, термин «плазма» касается газообразных сред, в которых при атмосферном давлении преобладают температуры свыше 3000 °С. С позиции температуры, можно считать, что это четвертое состояние материи после твердого, жидкого и газообразного.Плазменная дуга ныне широко используется в черной металлургии, химии и при изготовлении механических конструкций. Будучи лидером в своей области, SAF-FRO сделала плазму исключительно эффективным инструментом для резки и сварки. Что касается сварки, следует признать, что метод с использованием плазмы является новым технологическим этапом в развитии открытой дуги в нейтральном газе (метод TIG).
Будучи лидером в своей области, SAF-FRO сделала плазму исключительно эффективным инструментом для резки и сварки. Что касается сварки, следует признать, что метод с использованием плазмы является новым технологическим этапом в развитии открытой дуги в нейтральном газе (метод TIG).
В плазме зона температур от 16000 до 24000° К находится за пределами наконечника. Зона 10000-16000° К полностью переведена на деталь и порождает режим дуги с лучом, выходящим с обратной стороны соединения (эффект замочной скважины).
В случае с открытой дугой (TIG), зона высоких температур слишком близка к катоду, чтобы ее можно было использовать. Если рассмотреть зону температур 4000-10000° К, то можно отметить, что она узкая в плазме и шире раскрыта при TIG. Данная зона небесполезна: в ней осуществляется плавление (поверхностное) с глубиной, уменьшающейся по отношению к плоскости соединения, делая возможным, таким образом, плавное соединение свариваемой зоны и основного металла.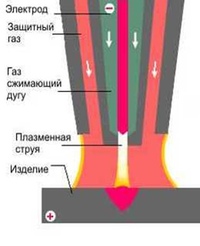
ПРЕИМУЩЕСТВА ПЛАЗМЕННОЙ СВАРКИ
- Быстродействие и малые деформации, что позволяет снизить и даже полностью исключить операции по выпрямлению, а также мало излишних наплавлений, что исключает операции по полировке, а также контроль химического состава основного материала во избежание коррозии.
- Отличный внешний вид является показателем качества, т.к. все чаще сварные швы остаются на виду, а также постоянство получаемого качества и снижение затрат времени на подготовку посредством исключения операции по обработке торцов деталей толщиной до 8 мм.
- Снижение длительности сварки, по сравнению с ручной сваркой, в 4 и даже 5 раз, а также гарантия полного и равномерного плавления благодаря технологии проникающего пучка при сварке на стыках.
- Обеспечение высокого качества, отвечающего самым строгим требованиям, и гарантия его воспроизводимости.
- Безупречное качество наложения шва благодаря полному контролю управляемых параметров.

ТЕХНОЛОГИЯ ПЛАЗМЕННОЙ СВАРКИ + TIG Если длина листов, подлежащих сварке, достигает 3-4 м, производство завода, изготавливающего трубы или котлы путем поэтапной формовки (прокат или пресс), может быть ограничено скоростью плазменной сварки с одиночным электродом. Именно в данной ситуации оправдана комбинация плазма + TIG.
SAF-FRO, будучи специалистом в области плазменной сварки и TIG, сумела интегрировать эти два процесса в единую установку, способную увеличить производительность на 30-50 %.

Преимущества технологии Плазма + TIG:
- Высокое качество плазменной сварки
- Улучшение производительности на 30-50%
- Большие возможности адаптации к различным процессам производства котлов
Технология Плазма + TIG весьма эффективна при сварке деталей толщиной от 3 до 8 мм.
Детали толщиной менее 3 мм превосходно свариваются технологией TIG с одиночным электродом. Сварка деталей толщиной более 8 мм требует дополнительного заполнения методом TIG с одиночным электродом.
Технология и оборудование плазма + TIG специально разработаны для производства котлов большой емкости из нержаверщей стали:
- длиной > 3 метров,
- диаметром > 2,2 метра
или для производства болших нержаверщих труб индивидуального размера.
ПЛАЗМЕННАЯ СВАРКА В ЦЕХАХ
Использование плазменной технологии и TIG для продольной или круговой сварки на плоскости нержаверщей стали, благородных металлов, железа или алюминия. Изготовление различной продукции для нефтехимической пищевой, аэрокосмической и других видов промышленности.Продольная сварка на стенде
Закрытие цистерны и стыковая сварка. Начало и завершение сварки по внутренней стороне
Сварка с использованием сварочной колонны
- Максимальное перемещение в стандартном исполнении: 4,3 м по горизонтали, 6,2 м по вертикали
Сварка на стенде
- Допустимая толщина – до 10 мм,

Сварка сосудов эллиптического сечения с использованием колонны и вращателя | ||
Сварка кольцевых швов с использованием колонны и стрелы на вращателе или позиционере | |||||||||||
Производство вертикальных котлов
Применение технологии плазмы и TIG при горизонтальной круговой сварке нержавеющей стали, благородных металлов, железа или алюминия. Изготовление контейнеров для хранения/переработки для пищевой, нефтехимической промышленности и пр.Сварка деталей в вертикальном положении
Сварка на вращателе требует жесткости детали (зависимость между диаметром, толщиной и внешними размерами), гарантирующей необходимую при сварке стабильность структуры данной детали. Для случаев если жесткость недостаточна или ее обеспечение является дорогостоящим, сложным или невозможным, SAF-FRO предлагает сварочное оборудование с «вертикальной осью», когда деталь вращается на горизонтальном вращателе, а сварочная головка статична и находится в горизонтальном положении. Данный подход позволяет производить очень объемную продукцию без сложного оборудования.
Данный подход позволяет производить очень объемную продукцию без сложного оборудования.Вращатели выдерживают нагрузку в 5 т, 10 т и 15 т. За информацией по оборудованию со специальными характеристиками обращайтесь к нашим представителям.
Плазменная сварка при производстве сборных труб Производство сборных труб является предварительным этапом строительства трубопроводов, что позволяет осуществлять в цехах производство и сварку базовых элементов (трубы, фланцы, угольники и т.д.).
Данный тип производства применяется в различных производственных областях:
- Кораблестроительные верфи и оффшорные платформы
- Нефтепереработка и теплоэлектроцентрали
- Химический и пищевой комплекс
- Газораспределительные станции
Материалы:
- Углеродистые стали
- Нержаверщие стали
- Благородные металлы и титан
 Сварку элементов меньшего диаметра можно осуществлять методом TIG на том же оборудовании.
Сварку элементов меньшего диаметра можно осуществлять методом TIG на том же оборудовании.Плазма NERTAMATIC 450 + TIG бикатодная установка
Данный комплекс разработан для производства емкостей большого объема из нержаверщей стали (марка 300 толщиной от 1 до 8-10 мм для транспортировки и хранения химической и пищевой продукции).Это идеальное оборудование для сварки листов на предварительной стадии производства контейнеров большой длины (более 4 м), а также для круговой сварки диаметром более 2 метров.
Данная установка работает по оригинальной технологии SAF-FRO плазма + TIG, когда первая, «плазменная», сварочная головка осуществляет плавление на стыке двух листов. Вторая головка, «TIG», с металлом-наполнителем, оснащенная электромагнитным дуговым осциллятором и модулем защитного газа, выполняет шов с отличной поверхностью, которая зачастую не требует дополнительной обработки. Данный метод с двумя работающими в тандеме сварочными головками обеспечивает более высокую производительность – на 30-50% выше, по сравнению плазменной сварочной установкой с одиночной головкой.
Каждая установка сохраняет и управляет собственными параметрами сварки. Установки также дополнены цифровым блоком управления для синхронизации начала движения или остановок сварочных головок, для управления скоростью движения и длиной сварки. Данный блок управления записывает и управляет параметрами перемещения.
Сварочное оборудование
Установка TIG + плазма состоит из двух установок NERTAMATIG 450:
- Плазменная установка со сварочной головкой SP 7 и регулируемым напряжением дуги
- Установка TIG со сварочной головкой МЕС 4, регулируемым напряжением дуги, механизмом подачи проволоки, осциллятором дуги и модулем защитного газа.
Источник питания NERTAMATIC 450
Источник питания NERTAMATIC 450 оснащен:
- Центральным модулем
- Интерфейсом для:
- Облегчения его интеграции в окружение машины посредством внешнего PLC (режим открытого PLC)
- Обеспечения (посредством ПО, установленного на ПК) доступа к программным файлам, возможности редактирования программ, экспорта программ в файл Excel для печати и хранения.
- Промышленным разъемом USB для импорта-экспорт программ
- Вспомогательным источником питания для пилотной дуги (25A)
- Основным источником питания (450A)

ОСНОВНЫЕ ХАРАКТЕРИСТИКИ
Источник питания использует транзисторную технологию с прерывателем, специально предназначен для сварки ТИГ или плазменной сварки, на параметры не влияют колебания питающей сети + 10 %.
- Сварочный ток : 3 – 450 A
- ПВ: 100% при 450A и 40°C
- Частота импульса: 1 – 1000 Гц.
- Напряжение без нагрузки: 110 В
- Ток вспомогательной дуги: 7 – 25 A / 100 %
- Напряжение питающей сети: 230 / 400 / 415 / 440 В – 3 ф., 50-60 Гц
Система управления NERTAMATIC 450 HPW
Эта установка отвечает самым высоким требованиям к качеству сварки и производительности в различных отраслях промышленности, таких как изготовление бойлеров из нержавеющей стали, аэрокосмическая техника с использованием цветных металлов, химическая технология, производство, трансформация итранспорт энергии, а также сборка газо и нефтепроводов.

В этой системе блок управления заменен на промышленный ПК, позволяющий осуществлять полное управление пуском аппарата только с одной панели управления и придающий следующие функции:
- Цифровое управление процессом сварки, связанных с ней перемещениями и приводами.
- Прослеживаемость, программа включает все параметры, позволяющие обеспечить воспроизводимость сварки.
- Система контроля качества по опции, запись и сохранение важнейших параметров сварки (ток, напряжение, подача проволоки, перемещение).
- Удобный для пользователя интуитивный интерфейс, позволяющий осуществлять программирование, контроль и слежение.
- Интуитивное составление цикла благодаря графическому программированию.
- Сенсорный экран, облегчающий использование HPW.
- Независимое программирование на РС, обмен данными через USB.
- Оптимизация компоновки аппарата.
- Управление с помощью промышленного ПК.
Удобство пользования и интуитивный интерфейс, позволяющий программирование, управление и
слежение
Интуитивная, интерактивная и удобная для пользователя программа интерфейса HPW позволяет легкое ориентирование и облегчение диалога между аппаратом и оператором, следовательно, гибкость сварки применительно к вашей продукции
ДОПОЛНИТЕЛЬНЫЕ ЭЛЕМЕНТЫ
Видеосистема
Видеосистема TIG / плазма является узлом, который легко интегрируется в оборудование SAF-FRO и благодаря значительному увеличению изображения позволяет более точно позиционировать сварочную головку, что облегчает работу оператора и улучшает качество сварки.
| Отклонение дуги | Осцилляция дуги |
Осцилляция дуги
Развитие метода отклонения дуги, описанного выше. Осцилляция дуги применяется для нанесения металла на зоны шириной до 20 мм, чтобы заполнить фацетированные участки или восстановить покрытие поверхности.
Для заполнения фасок глубиной 40 мм использование горячей проволоки является очень интересным решением, которое великолепно адаптировано к установкам, имеющим повышенные требования к характеристикам сварного шва.

Особый метод, позволяющий с использованием дополнительной энергии довести конец проволоки до состояния, близкого к точке плавления. Доказавший свою рентабельность при сварке листов толщиной более 10 мм, метод с горячей проволокой позволяет наносить 2,5-3 кг металла в час для заполнения фацетированных участков в несколько заходов или для наплавки на поверхности.
Данное устройство обеспечивает автоматическое регулирование положения горелки в пределах допустимых отклонений. Поддержание расстояния между электродом и свариваемой деталью эквивалентно поддержанию постоянного значения напряжения дуги. Эта функция выполняется путем управления приводной направляющей, на которой установлена сварочная горелка.
Плазменная сварка в Аризоне
Плазменная сварка в Аризоне — это не типичная услуга, которую можно было бы вызвать для небольших проектов, таких как заборы или навесы для автомобилей. Наша компания обслуживает широкий круг клиентов, от крупных корпораций до военных подрядчиков, ответственных за производство изделий, требующих точной сварки.
От лазерной сварки и лазерной резки до TIG-сварки, плазменной и орбитальной сварки — мы заработали репутацию превосходных специалистов, потому что мы обеспечиваем высокое качество изготовления и своевременное выполнение каждой работы.
Мы также являемся лидером в области установки и демонтажа UCT Crystal для аэрокосмической отрасли, а также массовых проверок вакуумных утечек и производства расходомеров.
Пожалуйста, найдите время, чтобы просмотреть страницы этого веб-сайта, чтобы узнать больше о наших возможностях, или позвоните по телефону 480-968-2355, чтобы запросить оценку.
Часы работы
Понедельник – Пятница
7:00 – 15:30
Закрыто по субботам и воскресеньям
Схема расположения
Специальная и прецизионная сварка
 headline” data-field-route=”/card/0″> Орбитальная сварка
headline” data-field-route=”/card/0″> Орбитальная сваркаМы являемся лидерами отрасли в специализированной области орбитальной сварки, при которой дуга механически вращается вокруг статической заготовки — например, трубы — в непрерывном процессе.
Лазерная резка
Лазерная резка — это технология, использующая лазер для резки материалов для промышленного производства, а также ряда частных и государственных подрядчиков.
Производство расходомеров
Мы можем изготовить расходомеры в точном соответствии с вашими спецификациями или помочь создать индивидуальный дизайн на основе ваших данных и потребностей. Позвоните сегодня, чтобы запросить оценку.
Наши возможности включают:
Специальная сварка
Наши сварщики являются экспертами в создании нестандартных деталей для любых ваших нужд. Мы понимаем, что ни одна компания не похожа на другую. Мы даем вам гибкость и возможности, необходимые для любого специального сварщика.
Орбитальная сварка
Наш метод снижает количество ошибок оператора при дуговой сварке вольфрамовым электродом в среде защитного газа. Наши передовые технологии позволяют нам работать над проектами для вас с минимальным вмешательством оператора.
 headline” data-field-route=”/card/2″> Лазерная сварка и резка
headline” data-field-route=”/card/2″> Лазерная сварка и резкаМы используем самое современное оборудование для лазерной резки и можем чисто и точно резать практически любой металл. Наши лазеры обеспечивают точную и чистую отделку каждый раз.
Механический цех
Одна из частей вашей машины сломалась? Не волнуйся. У нас есть знания, опыт и рабочая сила, чтобы воссоздать детали для вас и/или сварить их вместе.
Производители расходомеров
Для контроля потока газов и жидкостей в трубах приобретите расходомер. Когда дело доходит до соблюдения точных мер, вам потребуется высокое качество. Мы производим расходомеры для всех ваших измерительных потребностей.
КРИСТАЛЛЫ UCT
Воспользуйтесь нашими возможностями, используя передовую технологию кристаллов UCT. Если вы хотите использовать этот аэрокосмический метод, мы установим его для вас. Мы также занимаемся удалением кристаллов UCT.
Плазменно-дуговая сварка и сварка TIG
Блог ThePipingMart другое Плазменно-дуговая сварка и сварка TIG — в чем разница
26 февраля 2023 г. 26 февраля 2023 г. | 22:39
Сварка — это процесс соединения двух металлических частей с помощью тепла. Существует несколько различных способов сварки, таких как плазменная дуговая сварка и сварка TIG. Хотя оба типа сварки предполагают использование тепла для соединения двух кусков металла вместе, между ними есть некоторые ключевые различия. Давайте посмотрим, как эти два разных процесса сварки сочетаются друг с другом.
Давайте посмотрим, как эти два разных процесса сварки сочетаются друг с другом.
Плазменно-дуговая сварка (PAW)
Плазменно-дуговая сварка — это автоматизированная форма сварки, в которой электрическая дуга используется для выработки тепла для плавления соединяемых металлов. Дуга создается путем пропускания электрического тока между двумя электродами в защитной оболочке. Тепло, выделяемое дугой, плавит металлы, которые затем сплавляются при остывании. Плазменно-дуговая сварка требует специального оборудования и обычно используется для крупномасштабных строительных проектов или промышленных применений, таких как судостроение или ремонт автомобилей.
Сварка ВИГ (вольфрам в инертном газе)
При сварке ВИГ используется неплавящийся вольфрамовый электрод для создания электрической дуги между ним и свариваемой деталью. Электрод защищен от окисления инертным газом, обычно аргоном или гелием, что также помогает поддерживать стабильную длину дуги в процессе сварки. Сварка ВИГ более универсальна, чем плазменная дуговая сварка, поскольку ее можно использовать как для тонких, так и для толстых материалов в любом положении без риска деформации из-за избыточного подвода тепла. Он также обеспечивает больший контроль над сварным швом, чем плазменная дуговая сварка, что делает его идеальным для точных применений, таких как изготовление ювелирных изделий или медицинского оборудования, где точность имеет решающее значение.
Сварка ВИГ более универсальна, чем плазменная дуговая сварка, поскольку ее можно использовать как для тонких, так и для толстых материалов в любом положении без риска деформации из-за избыточного подвода тепла. Он также обеспечивает больший контроль над сварным швом, чем плазменная дуговая сварка, что делает его идеальным для точных применений, таких как изготовление ювелирных изделий или медицинского оборудования, где точность имеет решающее значение.
Разница между плазменно-дуговой сваркой и сваркой TIG
- Плазменно-дуговая сварка (PAW) — это тип сварки, в котором используется плазменная горелка для создания дуги между заготовкой и электродом. Плазменная дуга создается путем пропускания электрического тока через газ, который ионизирует газ и создает плазму.
- Плазменно-дуговая сварка похожа на сварку в среде инертного вольфрама (TIG), но имеет некоторые ключевые отличия. Одно отличие состоит в том, что при PAW плазменная дуга используется для плавления металла, а при сварке TIG дуга используется для нагрева металла. Кроме того, PAW можно использовать для сварки металлов, которые трудно сварить с помощью сварки TIG, таких как алюминий.
- Плазменная дуговая сварка имеет несколько преимуществ перед сваркой ВИГ. Одним из преимуществ является то, что PAW можно использовать для сварки металлов, которые трудно сварить сваркой TIG. Кроме того, PAW можно использовать для сварки более толстых материалов, чем сварка TIG, а также для сварки на более высоких скоростях.
- Есть и некоторые недостатки плазменной сварки. Одним из недостатков является то, что его сложнее контролировать, чем сварку TIG. Кроме того, PAW может производить больше дыма и шума, чем сварка TIG, и требует больше энергии и оборудования, чем сварка TIG.
- В целом плазменная дуговая сварка имеет ряд преимуществ по сравнению со сваркой ВИГ, но также имеет и некоторые недостатки. Важно взвесить все за и против каждого типа сварки, прежде чем решить, какой из них подходит для вашего проекта.
 Кроме того, PAW можно использовать для сварки металлов, которые трудно сварить с помощью сварки TIG, таких как алюминий.
Кроме того, PAW можно использовать для сварки металлов, которые трудно сварить с помощью сварки TIG, таких как алюминий.Заключение:
Когда дело доходит до решения, что лучше подходит для вашего проекта: плазменная дуговая сварка или сварка ВИГ, это действительно зависит от типа материала, с которым вы будете работать, и от того, насколько точными должны быть ваши сварные швы.