Информация о методе плазменная сварка
Плазменная сварка представляет собой способ сваривания металлов с использованием плазменного потока. Главной особенностью плазменной сваркой является возможность достижения более высоких температур, чем при стандартной дуговой сварке. Это обеспечивает лучшие условия проплавления металла во время работы.
Плазменная сварка является одним из самых современных и инновационных методов сваривания материалов. Широкие возможности применения обеспечиваются благодаря ряду преимуществ:
- возможность ведения процесса с использованием высоких температур,
- снижение чувствительности процесса к длине дуги,
- горение дуги даже на малых токах,
- повышенная скорость ведения процесса,
- увеличенный коэффициент полезного действия,
- возможность работы с материалами толщиной до 1см,
- точный контроль глубины провара,
- практические полное отсутствие шлаков и отходов в ходе работы,
- простота в установке и использовании оборудования.


Главным недостатком плазменной сварки является высокая стоимость оборудования и работы. Несмотря на простоту установки и использования плазмотрона оборудование требует тщательного ухода, регулярной чистки. Горелка и электрод плазмотрона должны меняться своевременно, чтобы избежать проблем в работе оборудования. Также необходимо тщательно следить за температурой процесса и оборудования, чтобы избежать перегрева. Специалисты, работающие с плазмотроном, должны пройти специальное обучение. Оператор плазмотрона должен иметь определенные знания и навыки.
Все недостатки легко нивелируются достоинствами плазменной сварки. Высокая эффективность и повышенная производительность перевешивают понесенные затраты на оборудование и обучение персонала. В результате же компания получает первоклассных специалистов, обученных работать на самом современном оборудовании для ведения плазменной сварки.
Область применения плазменной сварки
Плазменная сварка подходит для работы практически с любыми видами металлов и сплавов, в том числе для:
- титана и его сплавов,
- алюминия и его сплавов,
- магния и его сплавов,
- меди и ее сплавов,
- вольфрама,
- высоколегированных, низколегированных или нелегированных сталей,
- чугуна,
- сплавов никеля,
- различных неэлектропроводных металлов,
- других разнородных металлов.
В первую очередь плазменная сварка применяться на промышленных предприятиях. Это объясняется высокой стоимостью плазмотрона и необходимостью специального обучения персонала. Для индивидуального или бытового применения плазменная сварка может оказаться слишком затратным методом работы.
В промышленности плазменная сварка может применяться практически во всех отраслях. Особое применение плазменная сварка находит в отраслях, предъявляющих высокие требования к качеству сварного соединения и точности работы, например, в приборостроении, авиакосмической отрасли, медицинской отрасли и многих других.
Техника проведения и оборудование для плазменной сварки
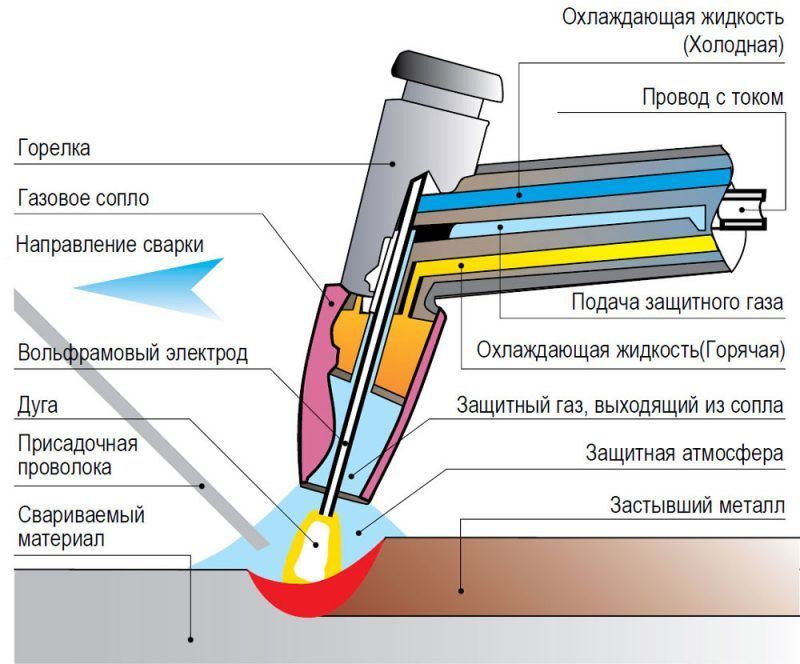
Стандартно оборудование для плазменной сварки состоит из плазменной горелки, вольфрамового электрода, системы охлаждения, системы подачи газа и сопла плазмы. Для образования плазмы используется специальный газ – аргон, смесь аргона с водородом, кислород или азот. Сама плазма способна разогреваться до 30 000oC. Система охлаждения нужна для контроля этой температуры и удержания ее не выше 8 000oC.
Система охлаждения нужна для контроля этой температуры и удержания ее не выше 8 000oC.
Сварка может проводиться плазменной дугой при сварке прямого действия или плазменной струей при сварке косвенного действия. При прямой сварке плазменная дуга горит между электродом и свариваемым изделием. При косвенной сварке плазменная струя горит между соплом плазмотрона и электродом.
По величине тока различают микроплазменную сварку (при токах 0,1-0,25А), сварку на средних токах (до 150А) или сварку на больших токах (свыше 150А). Сварка на больших токах обеспечивает полных прожог металла.
Применение процесса плазменной и плазменной+TIG сварки
Плазменная дуга: природный феномен, полностью изученный и освоенный SAF-FRO. В основном, термин «плазма» касается газообразных сред, в которых при атмосферном давлении преобладают температуры свыше 3000 °С. С позиции температуры, можно считать, что это четвертое состояние материи после твердого, жидкого и газообразного.
Плазменная дуга ныне широко используется в черной металлургии, химии и при изготовлении механических конструкций. Будучи лидером в своей области, SAF-FRO сделала плазму исключительно эффективным инструментом для резки и сварки. Что касается сварки, следует признать, что метод с использованием плазмы является новым технологическим этапом в развитии открытой дуги в нейтральном газе (метод TIG).
Из представленных изотерм четко видно, что распределение энергии сильно изменяется в дуге.
В плазме зона температур от 16000 до 24000° К находится за пределами наконечника. Зона 10000-16000° К полностью переведена на деталь и порождает режим дуги с лучом, выходящим с обратной стороны соединения (эффект замочной скважины).
В случае с открытой дугой (TIG), зона высоких температур слишком близка к катоду, чтобы ее можно было использовать. Если рассмотреть зону температур 4000-10000° К, то можно отметить, что она узкая в плазме и шире раскрыта при TIG. Данная зона небесполезна: в ней осуществляется плавление (поверхностное) с глубиной, уменьшающейся по отношению к плоскости соединения, делая возможным, таким образом, плавное соединение свариваемой зоны и основного металла. Однако данная зона чересчур широка при TIG, что ограничивает эффективность.
Материя плазма состоит из электронов, ионов и атомов или возбужденных молекул; данное состояние часто встречается в природе, например, разрядом молнии образуется плазма.
ПРЕИМУЩЕСТВА ПЛАЗМЕННОЙ СВАРКИ
- Быстродействие и малые деформации, что позволяет снизить и даже полностью исключить операции по выпрямлению, а также мало излишних наплавлений, что исключает операции по полировке, а также контроль химического состава основного материала во избежание коррозии.
- Отличный внешний вид является показателем качества, т.к. все чаще сварные швы остаются на виду, а также постоянство получаемого качества и снижение затрат времени на подготовку посредством исключения операции по обработке торцов деталей толщиной до 8 мм.
- Снижение длительности сварки, по сравнению с ручной сваркой, в 4 и даже 5 раз, а также гарантия полного и равномерного плавления благодаря технологии проникающего пучка при сварке на стыках.
- Обеспечение высокого качества, отвечающего самым строгим требованиям, и гарантия его воспроизводимости.
- Безупречное качество наложения шва благодаря полному контролю управляемых параметров.

ТЕХНОЛОГИЯ ПЛАЗМЕННОЙ СВАРКИ + TIG
Если длина листов, подлежащих сварке, достигает 3-4 м, производство завода, изготавливающего трубы или котлы путем поэтапной формовки (прокат или пресс), может быть ограничено скоростью плазменной сварки с одиночным электродом. Именно в данной ситуации оправдана комбинация плазма + TIG.
SAF-FRO, будучи специалистом в области плазменной сварки и TIG, сумела интегрировать эти два процесса в единую установку, способную увеличить производительность на 30-50 %.
Преимущества технологии Плазма + TIG:
- Высокое качество плазменной сварки
- Улучшение производительности на 30-50%
- Большие возможности адаптации к различным процессам производства котлов
В технологии Плазма + TIG первая (плазменная) дуга обеспечивает плавление по всей толщине соединения благодаря использованию строго ограниченной плазменной среды, воздействующей только на обратную сторону соединения. Следующая за ней и расположенная в 250-300 мм дуга TIG в комбинации с металлом-наполнителем и системой магнитного колебания осуществляет окончательную обработку сварного шва. Он получается очень аккуратным благодаря магнитному колебанию дуги и защитной газовой среде длиной 120 мм.
Следующая за ней и расположенная в 250-300 мм дуга TIG в комбинации с металлом-наполнителем и системой магнитного колебания осуществляет окончательную обработку сварного шва. Он получается очень аккуратным благодаря магнитному колебанию дуги и защитной газовой среде длиной 120 мм.
Технология Плазма + TIG весьма эффективна при сварке деталей толщиной от 3 до 8 мм.
Детали толщиной менее 3 мм превосходно свариваются технологией TIG с одиночным электродом. Сварка деталей толщиной более 8 мм требует дополнительного заполнения методом TIG с одиночным электродом.
Технология и оборудование плазма + TIG специально разработаны для производства котлов большой емкости из нержаверщей стали:
- длиной > 3 метров,
- диаметром > 2,2 метра
или для производства болших нержаверщих труб индивидуального размера.
ПЛАЗМЕННАЯ СВАРКА В ЦЕХАХ
Использование плазменной технологии и TIG для продольной или круговой сварки на плоскости нержаверщей стали, благородных металлов, железа или алюминия. Изготовление различной продукции для нефтехимической пищевой, аэрокосмической и других видов промышленности.
Изготовление различной продукции для нефтехимической пищевой, аэрокосмической и других видов промышленности.
Продольная сварка на стенде
Закрытие цистерны и стыковая сварка. Начало и завершение сварки по внутренней стороне
Сварка с использованием сварочной колонны
- Максимальное перемещение в стандартном исполнении: 4,3 м по горизонтали, 6,2 м по вертикали
За информацией по оборудованию со специальными характеристиками обращайтесь к нашим специалистам.
Сварка на стенде
- Допустимая толщина – до 10 мм,
- Максимальная длина сварки 6 в зависимости от типа стенда: 4 м (exter), 6 м (exinter) или 7 м (inter)
За информацией по оборудованию со специальными характеристиками обращайтесь к нашим специалистам.
Сварка сосудов эллиптического сечения с использованием колонны и вращателя | ||
Сварка кольцевых швов с использованием колонны и стрелы на вращателе или позиционере | |||||||||||
Производство вертикальных котлов
Применение технологии плазмы и TIG при горизонтальной круговой сварке нержавеющей стали, благородных металлов, железа или алюминия. Изготовление контейнеров для хранения/переработки для пищевой, нефтехимической промышленности и пр.
Изготовление контейнеров для хранения/переработки для пищевой, нефтехимической промышленности и пр.
Сварка деталей в вертикальном положении
Сварка на вращателе требует жесткости детали (зависимость между диаметром, толщиной и внешними размерами), гарантирующей необходимую при сварке стабильность структуры данной детали. Для случаев если жесткость недостаточна или ее обеспечение является дорогостоящим, сложным или невозможным, SAF-FRO предлагает сварочное оборудование с «вертикальной осью», когда деталь вращается на горизонтальном вращателе, а сварочная головка статична и находится в горизонтальном положении. Данный подход позволяет производить очень объемную продукцию без сложного оборудования.
Вращатели выдерживают нагрузку в 5 т, 10 т и 15 т. За информацией по оборудованию со специальными характеристиками обращайтесь к нашим представителям.
Плазменная сварка при производстве сборных труб
Производство сборных труб является предварительным этапом строительства трубопроводов, что позволяет осуществлять в цехах производство и сварку базовых элементов (трубы, фланцы, угольники и т. д.).
д.).
Данный тип производства применяется в различных производственных областях:
- Кораблестроительные верфи и оффшорные платформы
- Нефтепереработка и теплоэлектроцентрали
- Химический и пищевой комплекс
- Газораспределительные станции
Материалы:
- Углеродистые стали
- Нержаверщие стали
- Благородные металлы и титан
Плазменная сварка весьма эффективна при производстве сборных труб диаметром свыше 1,5 дюйма. Сварку элементов меньшего диаметра можно осуществлять методом TIG на том же оборудовании.
Плазма NERTAMATIC 450 + TIG бикатодная установка
Данный комплекс разработан для производства емкостей большого объема из нержаверщей стали (марка 300 толщиной от 1 до 8-10 мм для транспортировки и хранения химической и пищевой продукции).
Это идеальное оборудование для сварки листов на предварительной стадии производства контейнеров большой длины (более 4 м), а также для круговой сварки диаметром более 2 метров.

Данная установка работает по оригинальной технологии SAF-FRO плазма + TIG, когда первая, «плазменная», сварочная головка осуществляет плавление на стыке двух листов. Вторая головка, «TIG», с металлом-наполнителем, оснащенная электромагнитным дуговым осциллятором и модулем защитного газа, выполняет шов с отличной поверхностью, которая зачастую не требует дополнительной обработки. Данный метод с двумя работающими в тандеме сварочными головками обеспечивает более высокую производительность – на 30-50% выше, по сравнению плазменной сварочной установкой с одиночной головкой.
Каждая установка сохраняет и управляет собственными параметрами сварки. Установки также дополнены цифровым блоком управления для синхронизации начала движения или остановок сварочных головок, для управления скоростью движения и длиной сварки. Данный блок управления записывает и управляет параметрами перемещения.
Сварочное оборудование
Установка TIG + плазма состоит из двух установок NERTAMATIG 450:
- Плазменная установка со сварочной головкой SP 7 и регулируемым напряжением дуги
- Установка TIG со сварочной головкой МЕС 4, регулируемым напряжением дуги, механизмом подачи проволоки, осциллятором дуги и модулем защитного газа.

Источник питания NERTAMATIC 450
Источник питания NERTAMATIC 450 оснащен:
- Центральным модулем
- Интерфейсом для:
- Облегчения его интеграции в окружение машины посредством внешнего PLC (режим открытого PLC)
- Обеспечения (посредством ПО, установленного на ПК) доступа к программным файлам, возможности редактирования программ, экспорта программ в файл Excel для печати и хранения.
- Промышленным разъемом USB для импорта-экспорт программ
- Вспомогательным источником питания для пилотной дуги (25A)
- Основным источником питания (450A)
ОСНОВНЫЕ ХАРАКТЕРИСТИКИ
Источник питания использует транзисторную технологию с прерывателем, специально предназначен для сварки ТИГ или плазменной сварки, на параметры не влияют колебания питающей сети + 10 %.
- Сварочный ток : 3 – 450 A
- ПВ: 100% при 450A и 40°C
- Частота импульса: 1 – 1000 Гц.
- Напряжение без нагрузки: 110 В
- Ток вспомогательной дуги: 7 – 25 A / 100 %
- Напряжение питающей сети: 230 / 400 / 415 / 440 В – 3 ф., 50-60 Гц

Система управления NERTAMATIC 450 HPW
Эта установка отвечает самым высоким требованиям к качеству сварки и производительности в различных отраслях промышленности, таких как изготовление бойлеров из нержавеющей стали, аэрокосмическая техника с использованием цветных металлов, химическая технология, производство, трансформация и
транспорт энергии, а также сборка газо и нефтепроводов.
В этой системе блок управления заменен на промышленный ПК, позволяющий осуществлять полное управление пуском аппарата только с одной панели управления и придающий следующие функции:
- Цифровое управление процессом сварки, связанных с ней перемещениями и приводами.
- Прослеживаемость, программа включает все параметры, позволяющие обеспечить воспроизводимость сварки.
- Система контроля качества по опции, запись и сохранение важнейших параметров сварки (ток, напряжение, подача проволоки, перемещение).
- Удобный для пользователя интуитивный интерфейс, позволяющий осуществлять программирование, контроль и слежение.
- Интуитивное составление цикла благодаря графическому программированию.
- Сенсорный экран, облегчающий использование HPW.
- Независимое программирование на РС, обмен данными через USB.
- Оптимизация компоновки аппарата.
- Управление с помощью промышленного ПК.
Удобство пользования и интуитивный интерфейс, позволяющий программирование, управление и
слежение
Интуитивная, интерактивная и удобная для пользователя программа интерфейса HPW позволяет легкое ориентирование и облегчение диалога между аппаратом и оператором, следовательно, гибкость сварки применительно к вашей продукции
ДОПОЛНИТЕЛЬНЫЕ ЭЛЕМЕНТЫ
Видеосистема
Видеосистема TIG / плазма является узлом, который легко интегрируется в оборудование SAF-FRO и благодаря значительному увеличению изображения позволяет более точно позиционировать сварочную головку, что облегчает работу оператора и улучшает качество сварки.
| Отклонение дуги | Осцилляция дуги |
Отклонение дуги
Данная технология позволяет электрически изогнуть дугу TIG, что значительно удлиняет тепловую зону вдоль оси сварки и на 30-50 % ускоряет сварку деталей толщиной менее 2 мм. Данная особенность имеет большое значение при непрерывной сварке тонких труб, гнутых с листа, патрубков для кабеля, защиты электрического сопротивления и пр. детали, выпускаемые крупными сериями без металла-наполнителя.
Осцилляция дуги
Развитие метода отклонения дуги, описанного выше. Осцилляция дуги применяется для нанесения металла на зоны шириной до 20 мм, чтобы заполнить фацетированные участки или восстановить покрытие поверхности.
Повышение производительности путем увеличения скорости нанесения металла.
Для заполнения фасок глубиной 40 мм использование горячей проволоки является очень интересным решением, которое великолепно адаптировано к установкам, имеющим повышенные требования к характеристикам сварного шва.
Особый метод, позволяющий с использованием дополнительной энергии довести конец проволоки до состояния, близкого к точке плавления. Доказавший свою рентабельность при сварке листов толщиной более 10 мм, метод с горячей проволокой позволяет наносить 2,5-3 кг металла в час для заполнения фацетированных участков в несколько заходов или для наплавки на поверхности.
Данное устройство обеспечивает автоматическое регулирование положения горелки в пределах допустимых отклонений. Поддержание расстояния между электродом и свариваемой деталью эквивалентно поддержанию постоянного значения напряжения дуги. Эта функция выполняется путем управления приводной направляющей, на которой установлена сварочная горелка.
Плазменная сварка – обзор всего, что вам нужно знать
1. Газовая плазма, 2. Защита сопла, 3. Защитный газ, 4. Электрод, 5. Сужение сопла, 6. Электрическая дуга
Что такое плазменно-дуговая сварка?
При плазменной сварке дуга образуется между заостренным вольфрамовым электродом и заготовкой. Электрод помещается в корпус горелки, поэтому плазменная дуга может быть отделена от оболочки защитного газа. Затем плазма пропускается через тонкое медное сопло, которое сужает дугу. Это приводит к тому, что плазма дуги выходит с очень высокой скоростью и достигает температуры до 28 000 градусов по Цельсию.
Плазменно-дуговая сварка и сварка ВИГ; Различия и сходства
При плазменно-дуговой сварке (PAW) колонна дуги TIG сжимается с помощью медного сопла с водяным охлаждением. Это значительно увеличивает плотность энергии дуги по сравнению с исходной дугой TIG.
Для плазменной сварки используется вольфрамовый электрод, а дуга зажигается с помощью высокочастотного напряжения.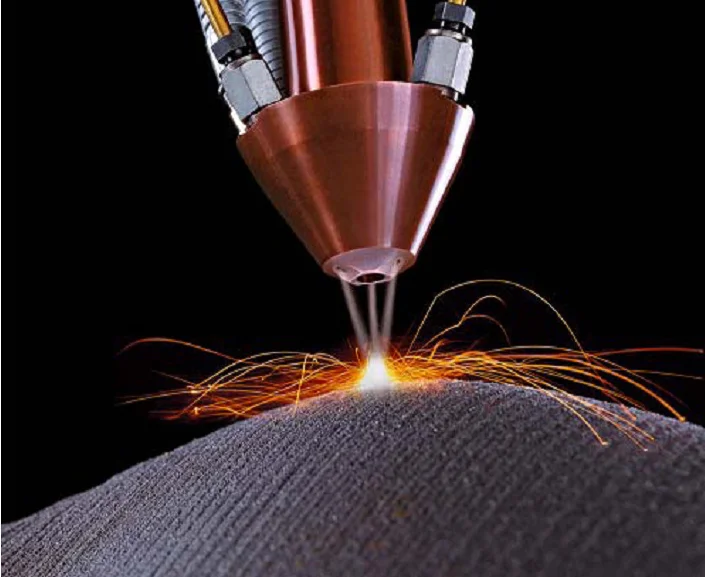 Это вспомогательная дуга, которая горит между вольфрамовым электродом (минимум) и плазменным соплом (плюс) с относительно низким током (от 1 до 15 ампер в зависимости от размера плазменной горелки). Вспомогательная дуга является проводником сварочного тока. Когда плазменное сопло приближается к месту сварки на несколько миллиметров, зажигается плазменная дуга.
Это вспомогательная дуга, которая горит между вольфрамовым электродом (минимум) и плазменным соплом (плюс) с относительно низким током (от 1 до 15 ампер в зависимости от размера плазменной горелки). Вспомогательная дуга является проводником сварочного тока. Когда плазменное сопло приближается к месту сварки на несколько миллиметров, зажигается плазменная дуга.
О температурах
Температура вокруг вольфрамового электрода при сварке TIG составляет около 18 000 градусов Цельсия. В плазменной камере температура составляет 28 000 градусов Цельсия, а инертный плазменный газ очень сильно ионизирован. Сердцевина плазменной дуги, которая касается заготовки, примерно на 4000 градусов Цельсия горячее, чем 11000 градусов Цельсия дуги TIG. В плазменном сопле имеется отверстие, образующее плазменную камеру. Размер этого отверстия зависит от силы тока, используемого для сварки. В наших решениях для реальной жизни вы найдете a more подробная статья о температурах TIG.
Три основных типа плазменной сварки
В плазменной сварке можно выделить три основных типа. Основное различие между тремя типами заключается в используемой силе тока.
Основное различие между тремя типами заключается в используемой силе тока.
- Микроплазменная сварка , при силе тока от 0,02 до 15 ампер.
- Плазменная сварка «методом плавления» , при которой сварка осуществляется так же, как и в процессе TIG. Сила тока составляет от 15 до 100 ампер.
- Плазменная сварка «методом замочной скважины». Уровни тока могут варьироваться от 15 до 350 ампер, в зависимости от толщины материала.
Плазменная сварка с прорезью
При плазменной сварке с прорезью плазменная дуга просверливает отверстие в очень плотно закрытом шве. При перемещении плазменной горелки очень чистым движением шов немедленно снова закроется. Плазменная сварка с замочной скважиной почти всегда может применяться автоматически при силе тока до 350 ампер и выше. Обычно его проводят без добавок. Тем не менее, есть также приложения с присадочными материалами, такие как сварка опор, которые можно увидеть в этом видео.
Преимущества и недостатки плазменной сварки
По сравнению со сваркой ВИГ, плазменная сварка имеет ряд преимуществ:
- Тонкие материалы легче сваривать. Дуга ВИГ менее стабильна при тех же уровнях тока, а тепловложение больше из-за большей сварочной ванны.
- Проникновение больше. Это позволяет сваривать закрытые Т-образные швы толщиной до 10 мм. При TIG это максимум 3 мм.
- Дуга гораздо менее чувствительна к изменениям длины, потому что размер столба плазмы практически не меняется.
- Вольфрамовый электрод полностью встроен в горелку, поэтому вероятность появления вольфрамовых включений в сварочной ванне практически отсутствует. Кроме того, срок службы электрода увеличивается.
- В связи с тем, что уровень тока при плазменной сварке значительно ниже при одинаковой толщине материала, зона термического влияния (ЗТВ) уже, а деформация меньше.
- Плазменная сварка очень легко автоматизируется и роботизируется.
Однако есть несколько недостатков:
- Сложность оборудования. Настройка давления плазмообразующего газа очень точна. Речь идет о правильной настройке между защитным газом и плазмообразующим газом, для чего оборудование оснащено двумя счетчиками.
- Точность предварительной обработки должна быть очень высокой, особенно при сварке с замочной скважиной. Когда сварной шов слегка открыт, процесс замочной скважины не будет работать.
- Из-за большого факела доступ к небольшим пространствам хуже.
- За сложным факелом нужно ухаживать очень осторожно.
- При ручной плазменной сварке устойчивость руки сварщика должна быть очень высокой, поэтому из-за очень узкой сварочной дуги сразу видно каждое движение руки.
 Настройка давления плазмообразующего газа очень точна. Речь идет о правильной настройке между защитным газом и плазмообразующим газом, для чего оборудование оснащено двумя счетчиками.
Настройка давления плазмообразующего газа очень точна. Речь идет о правильной настройке между защитным газом и плазмообразующим газом, для чего оборудование оснащено двумя счетчиками.Плазменная дуговая сварка (PAW) Объяснение
Плазменная сварка — это процесс дуговой сварки, в котором для соединения металлов используется плазменная горелка. Принцип этого метода заимствован из GTAW, также известной как сварка TIG, при которой электрическая дуга зажигается между электродом и заготовкой.
Давайте копнем глубже и узнаем, что такое плазменная сварка.
Что такое плазменная сварка?
Плазменно-дуговая сварка (PAW) — это процесс сварки плавлением, в котором для сварки металлов используется неплавящийся электрод и электрическая плазменная дуга. Подобно TIG, электрод обычно изготавливается из торированного вольфрама. Его уникальная конструкция горелки обеспечивает более сфокусированный луч, чем сварка TIG , что делает его отличным выбором как для сварки тонких металлов, так и для создания глубоких узких сварных швов.
Плазменная сварка часто используется для сварки нержавеющей стали, алюминия и других сложных металлов по сравнению с традиционными методами. Подобно кислородно-топливной сварке, этот процесс также может резать металл (плазменная резка), что делает его универсальным инструментом для производителей и производителей.
Процесс плазменно-дуговой сварки
 youtube.com/embed/588EJInHLsc?feature=oembed&iv_load_policy=3&modestbranding=1&rel=0&autohide=1&playsinline=0&autoplay=0&enablejsapi=1″ frameborder=”0″ sandbox=”allow-scripts allow-same-origin allow-presentation allow-popups allow-popups-to-escape-sandbox” scrolling=”no” src=”https://www.youtube.com/embed/588EJInHLsc?feature=oembed&iv_load_policy=3&modestbranding=1&rel=0&autohide=1&playsinline=0&autoplay=1&enablejsapi=1″ title=”Plasma Arc Welding”/>
youtube.com/embed/588EJInHLsc?feature=oembed&iv_load_policy=3&modestbranding=1&rel=0&autohide=1&playsinline=0&autoplay=0&enablejsapi=1″ frameborder=”0″ sandbox=”allow-scripts allow-same-origin allow-presentation allow-popups allow-popups-to-escape-sandbox” scrolling=”no” src=”https://www.youtube.com/embed/588EJInHLsc?feature=oembed&iv_load_policy=3&modestbranding=1&rel=0&autohide=1&playsinline=0&autoplay=1&enablejsapi=1″ title=”Plasma Arc Welding”/> Плазменная дуговая сварка
Процесс плазменной дуговой сварки основан на принципе зажигания дуги между неплавящимся вольфрамовым электродом и заготовкой. Плазменное сопло имеет уникальную конструктивную особенность, в которой электрод расположен внутри корпуса горелки. Это позволяет плазме дуги выходить из горелки отдельно от оболочки защитного газа.
Кроме того, узкое отверстие сопла увеличивает скорость потока плазмообразующего газа, обеспечивая более глубокое проникновение. Хотя присадочный металл обычно подается на переднюю кромку сварочной ванны, это не относится к созданию корневых швов.
Хотя присадочный металл обычно подается на переднюю кромку сварочной ванны, это не относится к созданию корневых швов.
Сложность плазменной сварочной горелки отличает ее от газовой вольфрамовой дуговой сварки. Горелки для плазменной сварки работают при очень высоких температурах , которые могут расплавить их сопло, что требует постоянного водяного охлаждения. Хотя этими горелками можно управлять вручную, в настоящее время большинство современных плазменных сварочных горелок предназначены для автоматической сварки .
Наиболее распространенными дефектами, связанными с плазменной сваркой, являются вольфрамовые включения и подрезы. Включения вольфрама возникают, когда сварочный ток превышает возможности вольфрамового электрода и мелкие капли вольфрама захватываются металлом шва. Подрезы обычно связаны со сваркой PAW в режиме замочной скважины, и их можно избежать, используя активированные флюсы.
Режимы работы плазменно-дуговой сварки
При плазменной сварке используются три режима работы, при которых она может работать при различных токах:
Микроплазма (0,1–15 А)
В этом режиме работы дуга может работать при малых токах и оставаться стабильной.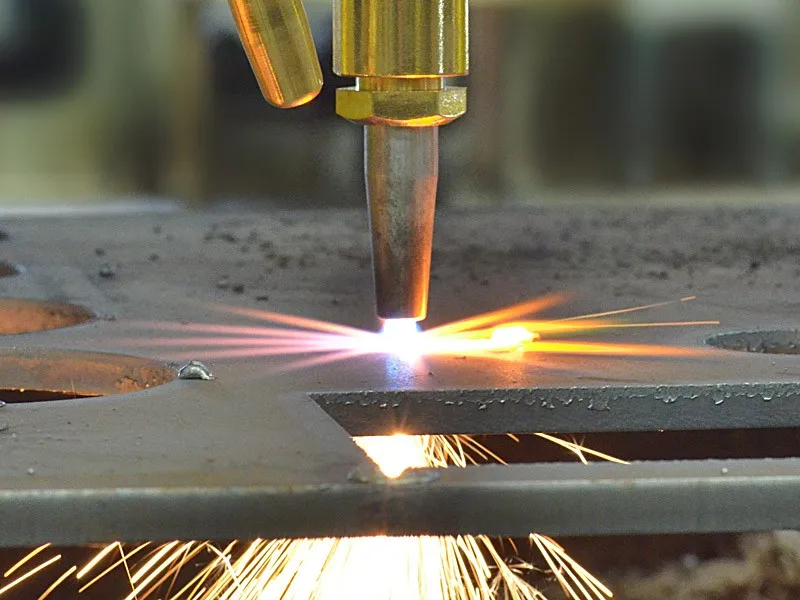 до 20 мм длины дуги.
до 20 мм длины дуги.
Микроплазменная сварка применяется для соединения тонких листов толщиной до 0,1 мм, что оптимально для создания проволочных сеток с минимальными деформациями.
Средний ток (15–200 А)
Характеристики плазменной дуги очень похожи на сварку TIG, но дуга более жесткая, так как узкое отверстие горелки ограничивает плазму. Мы можем увеличить проплавление сварочной ванны, увеличив скорость потока плазмы, но это увеличивает риск загрязнения защитным газом.
Среднеточный режим или режим плавления обеспечивают лучшее проникновение, чем TIG, и улучшенную защиту. Единственным недостатком является то, что горелка требует обслуживания и более громоздка по сравнению с горелкой TIG.
Режим замочной скважины (свыше 100 А)
Мощный плазменный пучок используется для включения сильноточного режима, также известного как режим замочной скважины, за счет увеличения расхода газа и сварочного тока. Этот режим обеспечивает глубокое проплавление за один проход (толщиной до 10 мм для некоторых материалов) для создания однородной сварочной ванны из расплавленного металла.
Подобно электронно-лучевой сварке, режим замочной скважины отлично подходит для сварки толстых материалов на высоких скоростях. Чтобы гарантировать удовлетворительные сварные швы, обычно добавляют присадочный материал. Его сварочные применения включают механизированную сварку, позиционную сварку и сварку труб.
Сравнение плазменной сварки и сварки ВИГ
Обычно при сварке ВИГ используется вольфрамовый электрод для зажигания дуги между горелкой и заготовкой. Плазменный процесс работает аналогично, но использует другую настройку сварочной горелки. Узкая конструкция сопла позволяет электронам двигаться с большими скоростями. Это ионизирует газ, создавая струю плазмы с высокой концентрацией тепла, обеспечивая более глубокое проникновение.
Поскольку плазменная сварка обеспечивает большую точность, чем сварка TIG, она имеет меньшую зону термического влияния, что идеально подходит для создания более узких сварных швов. В идеале плазменная сварка является лучшим выбором, чем сварка TIG, поскольку она является развитием последней. Технология, лежащая в основе этого оборудования, позволяет ему работать с более низким потреблением тока, лучшей стабильностью дуги, что приводит к лучшему зазору и лучшим допускам при изменении длины дуги.
Технология, лежащая в основе этого оборудования, позволяет ему работать с более низким потреблением тока, лучшей стабильностью дуги, что приводит к лучшему зазору и лучшим допускам при изменении длины дуги.
Сварка ВИГ, однако, является более простым методом из-за сложных параметров, доступных для плазменно-газовой сварки. Оператору потребуется дополнительное обучение, чтобы перейти от уже продвинутой сварки TIG к PAW. И наконец, оборудование для сварки TIG дешевле и требует меньше обслуживания, чем чувствительная и сложная горелка для плазменной дуговой сварки.
Материалы
Подобно сварке TIG, плазменная сварка подходит для большинства известных металлов, хотя для некоторых из них это может быть не самым экономичным решением:
Легированная сталь
Алюминий
Бронза
Углеродистая сталь
Медь
Железо
Инконель
Свинец
Магний
Монель
Никель
Нержавеющая сталь
Титан
Инструментальная сталь
Вольфрам
Оборудование
Основными компонентами оборудования для плазменной сварки являются:
Плазменная горелка
Плазменная горелка – плазменный газ отделяется от оболочки защитного газа.
Уникальная конструкция плазменной горелки с водяным охлаждением является главным отличием от других сварочных процессов. Принципы его работы уже объяснялись в предыдущих разделах.
В зависимости от материала сварного шва и желаемых характеристик сварки можно выбрать различные типы наконечников сопла.
Пульт управления
В то время как обычные методы сварки напрямую соединяют горелку с источником питания, плазменно-дуговая сварка использует пульт управления между ними.
Некоторые функции пульта включают в себя схему защиты горелки, блок высокочастотного зажигания дуги, источник питания для вспомогательной дуги, водяной и газовый клапаны, индивидуальные счетчики плазмы и расхода защитного газа.
Источник питания
При плазменной дуговой сварке используется источник постоянного тока (выпрямители или генераторы) напряжением не менее 70 В для напряжения холостого хода со падающими характеристиками, что позволяет лучше контролировать образование валиков сварного шва.
Используемые газы
Плазменный газ – выходит из сужающего сопла отдельно от оболочки защитного газа и становится ионизированным
Защитные газы (аргон, гелий, водород) – инертный газ защищает сварной шов от атмосферы
Обратная продувка и остаточный газ – для некоторых материалов требуются особые условия
Механизм подачи проволоки
При плазменной сварке могут использоваться механизмы подачи проволоки с постоянной скоростью, которая может изменяться от 254 мм в минуту до 3180 мм в минуту.
Области применения
Стальные трубы
PAW — отличный метод сварки при производстве стальных труб, поскольку он может выполняться при высокоскоростной сварке с большим проникновением металла. Некоторые отрасли промышленности предпочитают процесс плазменной сварки обычному TIG, поскольку его система быстрее и использует меньше присадочного материала.
Электроника
Одним из параметров процесса плазменной сварки является возможность работы в режимах слабого тока.