Описание технологии раструбной сварки полиэтиленовых труб
Раструбная сварка полипропиленовых трубТехнология раструбной сварки (муфтовой сварки) применяется для устройства трубопроводов из полипропилена. В процессе сварки трубу и специальную муфту нагревают до температуры текучести пластика, а затем плотно прижимают друг к другу и выдерживают под давлением. Прочность соединения, полученного таким методом, не ниже прочности целостной стенки изделий. Технология раструбного монтажа используется для ремонта, реконструкции и строительства систем водоснабжения, газоснабжения, теплоснабжения, водоотведения и технологических трубопроводов.
Описание методаДля монтажа трубопроводов используют раструбный сварочный аппарат. Оборудование представляет собой компактную установку с нагревательным элементом, системой регулировки температуры и насадками. Каждая насадка изготовлена из металла с высокой теплопроводностью, покрыта слоем антипригарного тефлона и металлического напыления.
Этапы раструбной пайки:
- Конец трубы и муфту закрепляют в насадке и включают нагрев.
- После достижения заданной температуры (для пропилена – около 200-230 ˚С) трубу вводят в муфту и фиксируют насадку.
- В течение нескольких секунд происходит охлаждение пластика и прочная запайка стыка.
- Готовое соединение извлекают из аппарата и переходят к следующему участку.
Раструбная сварка полипропиленовых труб имеет следующие преимущества:
- создание монолитного, неразъемного соединения с высокой степенью герметичности, устойчивостью к вибрациям, статическим нагрузкам;
- возможность прокладки трубопровода своими руками, без привлечения квалифицированного сварщика;
- низкая стоимость оборудования при работе с трубами малых диаметров;
- отсутствие открытого огня, газовых баллонов и других опасных факторов;
- высокая скорость монтажа.


Технология раструбной сварки труб не подходит для соединения тонкостенных изделий. При нагревании пластик деформируется, торец искривляется, его невозможно ввести в муфту. Для монтажа труб диаметром свыше 50 мм требуется механическое приспособление, которое соединяет и удерживает расплавленные концы. Создать необходимое давление вручную не получится.
Оборудование для сварки труб враструбАппараты бывают ручными и механизированными. Ручные модели обычно используют в быту, когда предстоит работа с трубами небольшого диаметра и в малых количествах. Механизированные устройства предназначены для монтажа сетей с более высокой эксплуатационной нагрузкой.
Ручные аппаратыУстройства компактные, легкие, удобные в хранении и перемещении. Чтобы работать с ручным аппаратом, достаточно внимательно изучить инструкцию. Оборудование рекомендовано для сварки труб диаметром до 50 мм, но в линейках некоторых производителей встречаются и модели до 125 мм. Мощность оборудования составляет от 400 Вт до 2500 Вт.
Мощность оборудования составляет от 400 Вт до 2500 Вт.
Важно: точно соединить и удерживать трубы диаметром более 60 мм вручную очень сложно. Часто наблюдаются перекосы, смещение осей. Для монтажа систем большого диаметра лучше использовать механические приспособления для сварки труб враструб.
Механические аппаратыОборудование оснащается приводом. Муфту и трубу фиксируют специальными зажимами. Когда пластик переходит в вязкотекучее состояние, нагревательный элемент отводят в сторону, детали сдвигают по направляющим и удерживают под давлением. Также обеспечена точная центровка.
Существуют электрогидравлические аппараты, но их рассматривают как один из видов механизированных устройств. Принцип действия аналогичный. Разница в том, что привод не механический, а гидравлический. Такие аппараты создают давление до 120 атмосфер и позволяют качественно соединять трубы диаметром до 630 мм.
ЗаключениеМонтаж трубопровода методом раструбной сварки можно выполнить самостоятельно. Для этого нужно время, аккуратность, желание разобраться в технологии. Также потребуется надежное сварочное оборудование. Выбирайте аппараты у проверенных поставщиков, гарантирующих качество продукции.
Для этого нужно время, аккуратность, желание разобраться в технологии. Также потребуется надежное сварочное оборудование. Выбирайте аппараты у проверенных поставщиков, гарантирующих качество продукции.
Вернуться к списку статей
Поделиться:
Полифузная сварка полипропиленовых труб. — Статьи
Полифузная сварка полипропиленовых труб – процесс образования неразъёмного соединения путём прогрева соединяемых деталей до стадии частичного оплавления их поверхностей. Полифузная (муфтовая) сварка производится специальным аппаратом, состоящим из 3-х основных частей: блока управления, нагревательной пластины и комплекта насадок из алюминиевого сплава с тефлоновым покрытием.
Перед началом сварочных работ, аппарат для полифузной сварки полипропиленовых труб (чаще называемый «паяльник») оснащают одной или несколькими насадками необходимого диаметра, закрепив их на нагревательной пластине шестигранными ключами. Далее, аппарат устанавливается на подставку (струбцину), на температурном реле устанавливается рекомендуемый показатель (обычно 260-270 градусов Цельсия). Включив питание сварочного аппарата, следует дождаться пока не погаснут индикаторы нагрева – это означает, что температура достигла заданного значения.
Далее, аппарат устанавливается на подставку (струбцину), на температурном реле устанавливается рекомендуемый показатель (обычно 260-270 градусов Цельсия). Включив питание сварочного аппарата, следует дождаться пока не погаснут индикаторы нагрева – это означает, что температура достигла заданного значения.
Внимание! Если аппарат хранился в холодном помещении, сварочные работы следует начинать не ранее, чем по окончанию второго цикла «прогрев-ожидание», иначе, в связи с недостаточной температурой, возможно налипание полипропилена к насадке (в лучшем случае) или бракованное соединение (в худшем).
Далее рассмотрим некоторые тонкости ручной полифузной сварки. Обращаем ваше внимание, что речь идёт именно о ручной сварке, то есть соединение труб и фитингов диаметром до 50-ти мм включительно. Сварку полипропиленовых труб большего диаметра рекомендуется производить при помощи специального монтажного устройства, обеспечивающего необходимое давление на соединяемые детали, при соблюдении параметров соосности.
• Настоятельно рекомендуется использовать трубу и полипропиленовые фитинги одного производителя. Как показывает практика, полипропиленовая продукция разных фирм имеет различную температуру плавления, соответственно требует корректировки времени прогрева, что весьма неудобно.
• Перед началом работы необходимо тщательно просмотреть весь материал. Использование фитингов, которые свободно одеваются на не нагретый «дорн» (выступающая часть насадки), а тем более болтаются – недопустимо! Таким же образом следует проверить и свариваемые отрезки трубы, проверив плотность вхождения в «гильзу» насадки.
• При сварке армированной полипропиленовой трубы с наружным расположением слоя алюминиевой фольги, следует произвести её зачистку на длину вхождения в фитинг, при помощи специального зачистного устройства. Полипропиленовые трубы армированные стекловолокном или с внутренним и центральным расположением алюминиевой фольги, так же как и неармированные и металлополипропиленовые – зачищать не нужно!
• Свариваемые поверхности следует тщательным образом очистить от пыли и обезжирить. Запомните – даже одна случайно попавшая волосинка, может вызвать утечку!
Запомните – даже одна случайно попавшая волосинка, может вызвать утечку!
• Совсем не лишним будет заранее отметить карандашом или маркером глубину вхождения трубы в гильзу насадки и соосность соединяемых деталей.
• Важный момент – труба и фитинги, хранившиеся при минусовой температуре, должны «отлежаться» в тёплом помещении не менее трёх часов. Это связано с крайне низкой теплопроводностью полипропилена. Тёплая на ощупь труба, остаётся промороженной внутри. В процессе сварки такой трубы, слой расплавленного полипропилена образуется значительно более тонкий, чем при обычных условиях. Как следствие — некачественный шов, который может протечь после достаточно сильного гидравлического удара.
• Для отрезания кусков трубы необходимой длины следует пользоваться специальными ножницами для резки полипропиленовых труб или, в крайнем случае, ножовкой по металлу, что гораздо мене удобно. Необходимо чтобы ножницы резали ровно. Косой срез уменьшает площадь свариваемых поверхностей и, как следствие, надёжность шва.
• Процесс нагрева свариваемых деталей следует начинать с одевания фитинга на дорн (у него более толстая стенка), а уже потом вставляется труба в гильзу. Соединяемые детали должны «садиться» на насадку с некоторым усилием, тем большим, чем больше их диаметр. Внимательно следите за отметкой глубины погружения на трубе!
• Время прогрева соединяемых деталей отсчитывается с момента их полной посадки. Данные о времени нагрева, в зависимости от диаметра трубы, обычно находятся с внутренней стороны крышки ящика «паяльника», либо в паспорте к нему. На практике время прогрева зависит от множества факторов (качество трубы и фитингов, их температура, степень изношенности насадки и сварочного аппарата) и определяется опытном путём.
• С особой осторожностью следует относиться к полифузной сварке тонкостенной полипропиленовой трубы PN10, используемой в системах холодного водоснабжения. Время прогрева такой трубы значительно меньше. Усилие при посадке в гильзу следует тщательно дозировать, иначе последует неизбежное заужение пропускной способности трубы.
• Внимание! Сварка полипропиленовых кранов и вентилей должна производиться в положении «открыто». При закрытом вентиле, в случае наличия в нём даже небольшого количества влаги, образовавшийся при нагреве пар, будучи «запертым», будет стаскивать кран с насадки.
• Запомните – как «недогрев», так и «перегрев», крайне нежелательны! В случае недостаточного прогрева получаются некачественные швы. Зачастую, при первом же запуске отопления – труба просто выскакивает из фитинга. Перегретый шов, кроме того что заужает трубу, теряет пластичность (становится «стеклянным»). Динамические нагрузки и гидроудары ведут к его разрушению.
• По окончании времени прогрева, труба и фитинг одновременно снимаются с насадки и уверенным равномерным движением соединяются. Труба должна войти в фитинг до отметки. В течение нескольких секунд можно откорректировать соосность соединения, путём небольшого осевого поворота. Далее заготовка фиксируется в течение 20-40 секунд (в зависимости от диаметра).
• Последний этап – остужение (ни в коем случае не принудительное!) в течение 2-3 минут.
Вот и всё. Надеемся, эти советы помогут Вам избежать некоторых ошибок при полифузной сварке полипропиленовых труб и получить крепкие и надёжные швы, не уступающие по прочности монолитному полипропилену!
Любое копирование данной статьи возможно, при условии размещения прямой гиперссылки на сайтs-k-s.ru
Сварочный стержень, полипропилен
- Полипропилен
Сортировать по: Имя по умолчанию (A – Z) Имя (Z – A) Цена (Низкая > Высокая) Цена (Высокая > Низкая) Рейтинг (Самый высокий) Рейтинг (Самый низкий) Модель (A – Z) Модель (Z – A)
Показать: 15255075100
Сварочный стержень PP Натуральный, диаметр 1/8 дюйма, круглый, стержни 48 дюймов (5 фунтов)
Полипропилен, натуральный, круглый диаметр 1/8 дюйма, стержни 48 дюймов (5 фунтов) Первый шаг к успеху.
$60.00
Сварочный стержень из полипропилена, натуральный, круглый диаметром 1/8 дюйма, стержни 48 дюймов (10 фунтов)
Полипропилен, натуральный, круглый диаметром 1/8 дюйма, стержни 48 дюймов (10 фунтов) Первый шаг к успеху.
111,00 долларов США
Сварочный стержень из полипропилена, натуральный, круглый диаметром 1/8 дюйма, бухты (5 фунтов)
Полипропилен, натуральный, круглый диаметр 1/8 дюйма, рулоны (5 фунтов) Спец. лист..
$59.00
Сварочная проволока из полипропилена, натуральная, круглая диаметром 1/8 дюйма, в бухтах (10 фунтов)
Полипропилен, натуральная, круглая диаметром 1/8 дюйма, в бухтах (10 фунтов) 100 долларов США
Сварочная проволока из полипропилена, натуральная, круглый диаметр 5/32 дюйма, бухты 48 дюймов (10 фунтов)
Полипропилен, натуральный, диаметр 5/32 дюйма, круглый, длина 48 дюймов (10 фунтов)Первый шаг в. .
.
100 долларов США
Сварочная проволока ПП Натуральный, 3/16″ диаметр круглый, 48″ стержни (5 фунтов)
Полипропилен, натуральный, 3/16″ диаметр круглый, 48″ стержни (5 фунтов)Первый шаг к успеху..
$60.00
Сварочный стержень из полипропилена, натуральный, круглый диаметром 3/16 дюйма, бухты 48 дюймов (10 фунтов)
Полипропилен, натуральный, круглый диаметром 3/16 дюйма, бухты 48 дюймов (10 фунтов) Первый шаг к успеху.
100 долларов США
Сварочная проволока из полипропилена, натуральная, круглая диаметром 1/4 дюйма, в бухтах (10 фунтов)
Полипропилен, натуральная, круглая диаметром 1/4 дюйма, в бухтах (10 фунтов)0009 100 долларов США
Сварочный пруток из полипропилена, натуральный, треугольный диаметром 1/4 дюйма, в бухтах (10 фунтов)
Полипропилен, натуральный, треугольный диаметром 1/4 дюйма, в бухтах (10 фунтов)Первый шаг к успеху. .
.
100 долларов США
Сварочный стержень из полипропилена, белый, диаметр 1/8 дюйма, круглый, стержни 48 дюймов (5 фунтов)
Полипропилен, белый, круглый диаметр 1/8 дюйма, стержни 48 дюймов (5 фунтов)Первый шаг к успеху..
$65.00
Сварочный стержень, полипропилен, белый, диаметр 5/32 дюйма, круглый, бухты (10 фунтов)
Полипропилен, белый, диаметр 5/32 дюйма, круглый, катушки (10 фунтов)
$103,00
Сварочный стержень, полипропилен, белый, круглый диаметр 3/16 дюйма, стержни 48 дюймов (10 фунтов)
Полипропилен, белый, диаметр 3/16 дюйма, круглый, стержни 48 дюймов (10 фунтов).
$119.00
Сварочный стержень из ПП, белый, круглый диаметром 1/4 дюйма, стержни 48 дюймов (5 фунтов)
Полипропилен, белый, круглый диаметром 1/4 дюйма, стержни 48 дюймов (5 фунтов) Первый шаг к успеху.
$65.00
Сварочный стержень Полипропилен, белый, треугольный, диаметром 3/16 дюйма, стержни 48 дюймов (5 фунтов)
Полипропилен, белый, треугольный, диаметром 3/16 дюйма, стержни 48 дюймов (5 фунтов)
$65.00
Сварочный стержень из полипропилена, белый, треугольный диаметром 1/4 дюйма, стержни 48 дюймов (5 фунтов)
Полипропилен, белый, треугольный диаметром 1/4 дюйма, стержни 48 дюймов (5 фунтов) Первый шаг в создании suc.
$65.00
Показано с 1 по 15 из 16 (2 страницы)
Сварка полипропиленаимеет свои плюсы и минусы; Это лучший способ соединения полипропилена?
Эта статья была написана
Томасом Бесли
Вы пытаетесь соединить полипропилен и определили сварку как потенциальный метод. Однако вы не знаете, где искать информацию, которая поможет вам оценить, является ли сварка лучшим методом соединения полипропилена.
Однако вы не знаете, где искать информацию, которая поможет вам оценить, является ли сварка лучшим методом соединения полипропилена.
Здесь, в Forgeway, мы производим промышленные клеи. Мы также помогаем промышленным производителям найти лучший метод соединения для их приложений. Как производители клеев, мы считаем, что клеи являются лучшим методом соединения.
Мы также знаем, что иногда сварка оказывается гораздо лучшим методом. Вот почему мы предоставим вам информацию, которая поможет вам принять решение. В конечном итоге все сводится к тому, что вы хотите от своего приложения.
К концу этой статьи вы будете лучше понимать преимущества и недостатки сварки полипропилена. Вам будет легче принять решение о наилучшем способе присоединения.
Каковы преимущества сварки полипропилена?
Сварка полипропилена является одним из самых популярных способов соединения по определенной причине. Основными преимуществами сварки полипропилена являются высокопрочные, долговечные и легкие соединения, которые можно создавать при низких затратах.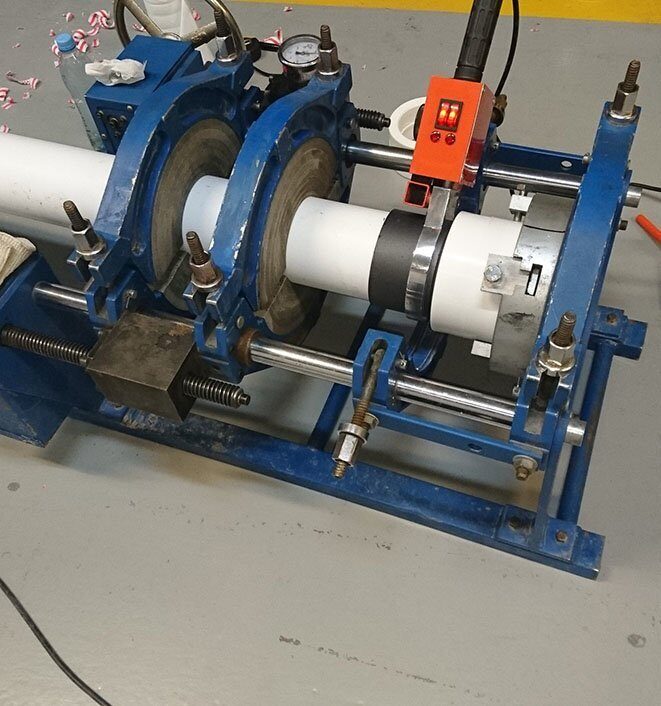
В этом разделе эти преимущества рассматриваются более подробно.
Сварка полипропилена создает высокопрочные и долговечные соединения
Одним из основных преимуществ сварки полипропилена является его высокая прочность и долговечность. Это связано с тем, что соединение выполнено из полипропиленового пластика. Сварное соединение лишь усиливает качества, которые делают полипропилен таким популярным.
Полипропилен также устойчив ко многим химическим веществам. Это означает, что сварное соединение может противостоять воздействию химических веществ, что делает его хорошим выбором для проектов, которые будут подвергаться воздействию коррозионно-активных веществ.
При правильной сварке полипропилен может выдерживать суровые условия окружающей среды и большие нагрузки, а это означает, что сварное соединение будет прочным и долговечным для различных применений.
Полипропилен популярен в судостроенииСварочный полипропилен легкий
Как мы упоминали выше, сварочный полипропилен сохраняет существующие характеристики этого популярного пластика. Одной из причин, по которой полипропилен является вторым по популярности пластиком, является его высокая прочность при сохранении легкости.
Одной из причин, по которой полипропилен является вторым по популярности пластиком, является его высокая прочность при сохранении легкости.
Сварка полипропилена означает, что вам не нужно беспокоиться о дополнительном весе. Это отличается от таких методов соединения, как механические застежки. Это делает сварные полипропиленовые соединения простыми в обращении.
Это также означает, что если вы пытаетесь облегчить свой продукт (как и большинство производителей транспортных средств), сварка полипропилена может помочь вам снизить вес.
Недорогая сварка полипропилена
Полипропилен не только легкий, но и недорогой. Когда дело доходит до сварки, вам не нужно много дорогостоящих деталей (таких как механические крепления и конструкционные клеи).
Вам понадобится сварщик, любые принадлежности (например, скребки и наждачная бумага) и опытный сварщик. Сварка полипропилена часто является наиболее экономичным методом соединения.
Каковы недостатки сварки полипропилена?
Сварка полипропилена не идеальна, есть несколько недостатков, о которых следует знать. К основным недостаткам сварки как метода соединения относятся невозможность соединения разнородных материалов, ее сложность и тенденция к усадке пластика.
К основным недостаткам сварки как метода соединения относятся невозможность соединения разнородных материалов, ее сложность и тенденция к усадке пластика.
Подробнее об этих недостатках мы поговорим в этом разделе.
Сварка полипропилена не может соединять разнородные материалы
Одним из основных недостатков сварки любых материалов является невозможность соединения разнородных материалов. Сварка полипропилена ничем не отличается. Сваривать полипропилен можно только с другими деталями из полипропилена.
Таким образом, если вы пытаетесь соединить пластик с другими материалами (такими как металлы или стеклопластик), вам придется исключить сварку как возможный метод соединения.
Ни в коем случае не рекомендуется сваривать вместе разные виды пластика. Пластмассы несовместимы, и соединение не будет иметь достаточной прочности.
Сваривать полипропилен можно только с полипропиленомСварку полипропилена сложно освоить
Любой метод соединения требует навыков. Сварка – особенно сложный навык. При неправильной сварке соединение может стать хрупким или повредить целостность самого пластика.
Сварка – особенно сложный навык. При неправильной сварке соединение может стать хрупким или повредить целостность самого пластика.
Есть несколько шагов, которые помогут вам обеспечить высокое качество сварных швов. Но единственный способ быть уверенным в том, что сварка будет высокого качества, — это иметь высококлассного сварщика.
Однако их трудно найти. Возможно, вам придется рискнуть, наняв неопытного сварщика.
Сварка полипропилена может повредить пластик
Если температура в процессе сварки будет слишком высокой, материал может деформироваться или даже расплавиться. Это может затруднить получение прочных и однородных сварных швов.
Полипропилен также имеет тенденцию к усадке в процессе сварки, что может привести к короблению и другим проблемам. Это может быть особенно сложно при сварке больших деталей или при попытке добиться точной подгонки.
Является ли сварка лучшим методом соединения полипропилена?
На этот вопрос невозможно ответить, не зная точных деталей проекта.