|
19.11.13 Источник: http://kanalizaciyadoma.ru/ Сварка полипропиленовых труб своими руками выполнима, правда, много кто об этом даже не догадывается. Выполняется сварка при помощи нагретого инструмента в раструб и применяется для того чтобы соединить трубы и детали. Сварка труб из полипропилена Нагревание свариваемых поверхностей происходит при помощи нагретого металлического инструмента – сварочными насадками, покрытыми тефлоновым слоем. Совет! Необходимо совместить полипропиленовый фитинг с дроном до упора, при этом полипропиленовую трубу нужно совместить с гильзой так же до упора. Сделать это нужно очень быстро, настолько, насколько возможно. Сварка и пайка пластиковых труб В том случае, если производится сварка пластиковых труб своими руками, нужно помнить о том, что у полипропиленовой трубы, которая предназначена для муфтовой сварки, наружный диаметр немного превышает номинальный, при этом полипропиленовый фитинг имеет внутренний диаметр немного меньше, чем номинальный. Для того чтобы все получилось нужно специальное оборудование для сварки полипропиленовых труб, без которого вышеописанного не произойдет. Дальнейшее продвижение сварочной насадки происходит до упора фитинга в округлое основание сварочной насадки. При этом происходит оплавление наружного среза фитинга и также выдавливание валика (гранта), правда, он имеет незначительную высоту.  Важно помнить о том, что после того как будет найден упор, больше давить не нужно. Сварка труб ПВХ Если сварка пвх труб ручная, то держите фитинг и трубу, чтобы произошел нагрев. Если же используется механический аппарат для сварки труб, то просто зафиксируйте трубу фиксатором, который есть у всех приличных сварочных аппаратов. После того как произведен нагрев, нужно одновременно снять фитинг и вынуть трубу. Сделать это нужно настолько быстро, насколько это будет возможно. После этого труба совмещается с фитингом до упора. Само собой разумеется, что остывание поверхностей происходит очень быстро, при этом оно зависит от того, на какую глубину произошел прогрев. Монтаж труб В том случае, если монтаж полипропиленовых труб своими руками выполнен правильно, то получится цельная полипропиленовая деталь. Стыковая сварка пластиковых труб из полипропилена и полиэтилена Если проводилась стыковая сварка полиэтиленовых труб вручную, то это время используют для того, чтобы устранить возможные перекосы. Защищаемся от ошибок В том случае, если совмещая трубу и фитинг не ввести ее до самого упора, то останется промежуток между упором фитинга, расположенном внутри и торцом трубы. На установленном трубопроводе у такого соединения отмечается меньшая толщина стенки и большой внутренний диаметр. Срок эксплуатации такого участка снижается относительно всего трубопровода канализации автономной. Полипропиленовые трубы и фитинги, а также оборудование для монтажа и сварки Вы можете приобрести в магазинах “ИНСТАЛ”. Разделы / Учебные материалы |




Сварка полипропиленовых труб*
Подождите
идет загрузка
Главная / Каталог товаров / Все для строительства и монтажа / Сварочное оборудование / Сварка полипропиленовых труб*
По-умолчанию
По алфавиту
По цене
По популярности
Только в наличии
Код товара: 0001072947
Насадка для сварки Elitech ф25мм.
Производитель
ELITECH
Артикул
2110.000900
Код товара: 0001072934
Насадка для сварки Elitech ф32мм. 2110.001000
Производитель
ELITECH
Артикул
2110.001000
Код товара: 0001069069
Насадка для сварки труб полипроп. 75 мм LAMMIN
Производитель
LAMMIN
Артикул
Lm31004400075
Код товара: 0001067235
Аппарат для сварки пластиковых труб Patriot PW 100
Производитель
Patriot
Артикул
170302000
Код товара: 0001059963
Акция!Аппарат для сварки ПВХ труб ПТ-2435 ПОБЕДА 2435Вт, 6 насадок, кейс
Производитель
ПОБЕДА
Артикул
170302435
Код товара: 0001025547
Аппарат для сварки ПВХ труб АСПТ-1000А (в коробке) Ресанта
Производитель
Ресанта
Артикул
65/96
Код товара: 0000979440
Насадка для сварки труб полипроп. 25 мм блистер Энкор
Производитель
Энкор
Артикул
56962
Код товара: 0000979438
Насадка для сварки труб полипроп. 20 мм блистер Энкор
20 мм блистер Энкор
Производитель
Энкор
Артикул
56961
Код товара: 0000979432
Насадка для сварки труб полипроп. 32 мм блистер Энкор
Производитель
Энкор
Артикул
56963
Код товара: 0707242
Аппарат для сварки пластиковых труб DWP-1500, 1500Вт, 260-300 град. компл насадок,20-63 мм// DENZEL
Производитель
DENZEL
Артикул
94205
Код товара: 0706982
Кейс с насадками для сварки полипроп.труб
Производитель
Нет данных
Артикул
1
Код товара: 0672937
Производитель
ELITECH
Артикул
СПТ800
Код товара: 0664562
Сварочный аппарат для пл. труб Elitech СПТ 1500
Производитель
ELITECH
Артикул
СПТ 1500
Код товара: 0120348
Аппарат для сварки пластиковых труб PATRIOT PW 205
Производитель
Patriot
Артикул
170302010
Код товара: 0120345
Аппарат для сварки ПВХ труб АСПТ-1000 (в кейсе) Ресанта
Производитель
Ресанта
Артикул
65/54
Код товара: 0098056
Аппарат для сварки ПВХ труб АСПТ-2000 Ресанта
Производитель
Ресанта
Артикул
65/55
Код товара: 0079601
Насадка для сварки труб полипроп. 63 мм Энкор
63 мм Энкор
Производитель
Энкор
Артикул
56960, 56966
Код товара: 0079600
Насадка для сварки труб полипроп. 50 мм Энкор
Производитель
Энкор
Артикул
56959, 56965
Код товара: 0079599
Насадка для сварки труб полипроп. 40 мм Энкор
Производитель
Энкор
Артикул
56958, 56964
Код товара: 0001041280
Аппарат для сварки ПВХ труб ПТ-1500 ПОБЕДА 1500Вт, 3 насадки, кейс
Производитель
ПОБЕДА
Артикул
170301500
Код товара: 0001018023
Насадка для сварки труб полипроп. 25 мм Wester
Производитель
WESTER
Артикул
186213
Показать еще12>>
Продолжая использовать наш сайт, Вы принимаете пользовательское соглашение на обработку файлов _COOKIE и пользовательских данных в целях повышения качества функционирования сайта, проведения ретаргетинга и статистических маркетинговых исследований. Если Вы не хотите, чтобы Ваши данные обрабатывались, необходимо соответствующим образом установить настройки браузера или не использовать сайт.
Какие пластики подходят для сварки?
Материалы из одного и того же пластика и из разных пластиков можно соединять различными способами. Сварка, например, является обычным процессом соединения; особенно когда клеевое соединение не гарантирует достаточного или долговечного соединения. Сварка пластика — это не поверхностное соединение; это интенсивная, материальная связь. Однако это работает только для так называемых термопластичных материалов (которым можно придавать форму при воздействии тепла).
- Термопластичные материалы: в основном состоят из линейных молекулярных цепей, которые скользят друг относительно друга при воздействии тепла и делают пластик податливым и свариваемым.
- Эластомеры: состоят из молекулярных цепей с крупными ячейками, которые возвращаются в исходное состояние, как только снижается температура. Следовательно, формование с помощью процесса сварки невозможно.
- Термореактивные смолы: состоят из плотных молекулярных цепей.
 Тепло разрушает их структуру, а это означает, что плавление и сварка невозможны.
Тепло разрушает их структуру, а это означает, что плавление и сварка невозможны.
 Тепло разрушает их структуру, а это означает, что плавление и сварка невозможны.
Тепло разрушает их структуру, а это означает, что плавление и сварка невозможны.Только одинаковые термопластичные материалы могут быть сварены гомогенно (равномерно). Кроме ПТФЭ, можно сваривать все термопластичные материалы. Тем не менее, между пластмассами существуют различия в зависимости от материала:
- АБС (акрилонитрилбутадиенстирол)
Хорошо и легко сваривается. Температура сварки составляет от 270 до 310 °C. - PS (полистирол )
Также хорошо и легко сваривается. Температура сварки составляет от 270 до 310 °C. - ПП (полипропилен )
Особое внимание следует уделить температуре и продолжительности нагрева, так как ПП очень быстро горит. Температура сварки составляет от 230 до 280 °C. - ПЭ (полиэтилен)
Можно легко и хорошо сваривать, но нельзя склеивать с помощью обычных клеев. Температура сварки составляет от 220 до 280 °C. - ПВХ (поливинилхлорид)
Особое внимание следует уделить температуре и продолжительности нагревания, так как ПВХ очень быстро горит и образует соляную кислоту. Температура сварки составляет от 250 до 280 °C. - ПММА (полиметилметакрилат)
В просторечии известен как акриловое стекло. Можно сварить хорошо и легко. Температура сварки составляет от 120 до 180 °C. - ПК (поликарбонат)
Также хорошо и легко сваривается. Температура сварки составляет от 270 до 310 °C.

Свойства материалов играют важную роль, когда речь идет о точном и эффективном процессе сварки:
Модуль эластичности (е-модуль)
Описывает растяжение и расширение пластика при приложении силы. Чем больше Е-модуль, тем лучше звукопроводимость материала.
Демпфирование
Описывает степень, в которой пластик поглощает и преобразует механические вибрации. JЧем больше демпфирование, тем интенсивнее тепловыделение, так как больше энергии вибрации превращается в тепло.
Температура плавления
Точка перехода вещества из твердого состояния в жидкое. Он определяет, сколько тепла требуется для процесса сварки.
Вязкость расплава
Насколько быстро может течь расплавленная часть пластика. Более вязкий расплав с большей вероятностью останется в зоне соединения, и процесс будет более равномерным.

На свариваемость пластмасс могут влиять различные внешние факторы:
- Добавки, такие как противопожарные: Добавки защищают пластмассы от деградации, вызванной внешними воздействиями. Однако это также означает, что добавки затрудняют обработку пластика с помощью ультразвука.
- Влага (особенно для полиамидов): Если пластик имеет высокий уровень влажности, он может испаряться во время сварки. Это приводит к образованию пузырьков газа в зоне стыка, а затем к пористым сварным швам.
- Стекловолокно: повышает жесткость, ударную вязкость и прочность пластика, тем самым улучшая звукопроводимость, особенно у полукристаллических пластиков.

- Стеклянные шарики: Увеличивают сопротивление пластика давлению, тем самым улучшая звукопроводимость, особенно в полукристаллических пластиках.
Ультразвуковая сварка пластмасс – Справочник по материалам
Процесс ультразвуковой сварки пластмасс осуществляется путем приложения вибрирующего металлического инструмента (рожка) под углом 90° к пластмассовым частям канцелярских принадлежностей, которые затем вибрируют. В сочетании с давлением трение производит тепло и расплавляет детали в точке контакта рупора. После охлаждения образуется прочный однородный сварной шов между двумя частями.
Чтобы помочь вам с ультразвуковой сваркой пластмасс для вашего применения, эта ультразвуковая сварка 9В руководстве 0016 перечислены наиболее распространенные ненаполненные доступные сорта пластика и их пригодность для каждого стиля ультразвуковой сварки. Как правило, более жесткие материалы легче сваривать, а материалы с более высокой температурой плавления требуют больше энергии. Для сварки разных материалов им нужны схожие молекулярные структуры — кристаллические свариваются только сами с собой.
Для сварки разных материалов им нужны схожие молекулярные структуры — кристаллические свариваются только сами с собой.
| Тип пластика, аббревиатура и структура A или C | Закрыть Сварка | Дальний Сварочный | Вставка | Точечная сварка | Ставка | ||
|---|---|---|---|---|---|---|---|
| Сополимер ацеталя/гомополимер | ПОМ | С | Хорошо | Ярмарка | Хорошо | Ярмарка | Ярмарка |
| Акрил | ПММА | А | Хорошо | Ярмарка | Хорошо | Хорошо | Ярмарка |
| Акрил – ударопрочный | ПММА | А | Ярмарка | Бедный | Бедный | Ярмарка | Ярмарка |
| Акрилонитрил-бутадиен-стирол | АБС | А | Очень хорошо | Хорошо | Очень хорошо | Очень хорошо | Очень хорошо |
Ацетат целлюлозы.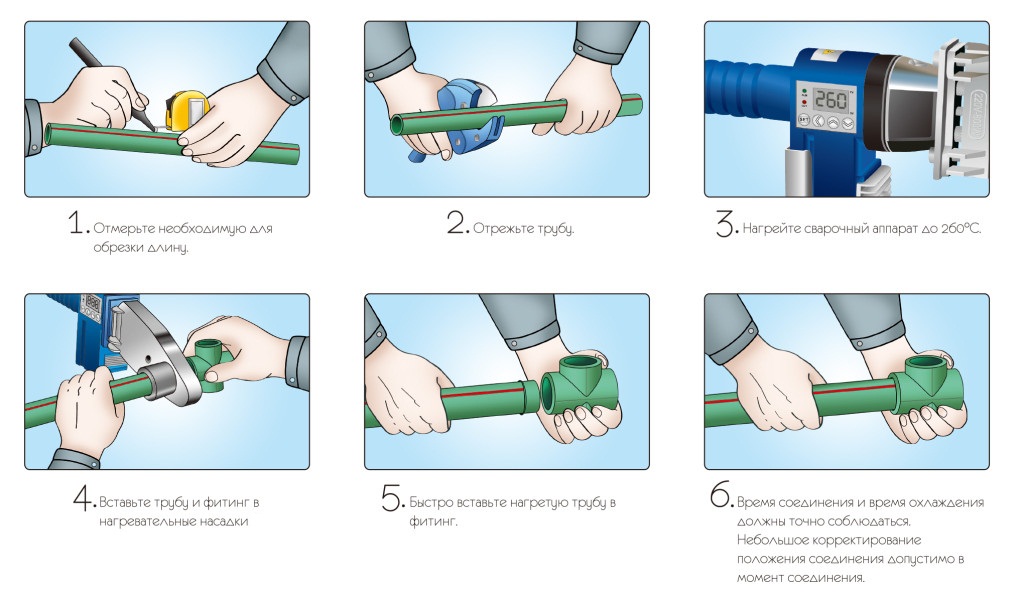 .. .. | КА/Б/П | А | Бедный | Не подходит | Очень хорошо | Бедный | Хорошо |
| Полиамид 6 и 66 (нейлон) | ПА6 и 66 | С | Хорошо | Ярмарка | Хорошо | Ярмарка | Ярмарка |
| Поликарбонат | ПК | А | Хорошо | Ярмарка | Хорошо | Хорошо | Ярмарка |
| Поликарбонат/абс | ПК/АБС | А | Хорошо | Ярмарка | Хорошо | Хорошо | Хорошо |
| Полиэстер – термопласт | ПБТ/ПЭТ | С | Хорошо | Ярмарка | Хорошо | Ярмарка | Ярмарка |
| Полиэтилен низкой/высокой плотности | LD/HDPE | С | Бедный | Бедный | Хорошо | Хорошо | Ярмарка |
| Полифениленоксид | РРО | А | Очень хорошо | Хорошо | Очень хорошо | Очень хорошо | Очень хорошо |
| Полифениленсульфид | ППС | С | Хорошо | Ярмарка | Хорошо | Ярмарка | Бедный |
| Полипропилен | ПП | С | Нормально-бедно | Бедный | Хорошо | Очень хорошо | Очень хорошо |
| Полистирол общего назначения | GPPS | А | Очень хорошо | Очень хорошо | Хорошо | Ярмарка | Ярмарка |
| Полистирол – ударопрочный | БЕДРА | А | Хорошо | Бедный | Хорошо | Ярмарка | Ярмарка |
| Поливинилхлорид – гибкий | ПВХ | А | Бедный | Не подходит | Не подходит | Бедный | Не подходит |
Стирол акрилонитрил. .. .. | САН/АСА | А | Очень хорошо | Очень хорошо | Хорошо | Ярмарка | Ярмарка |
| A (Аморфный) = полимеры со случайной структурой молекулярной цепи. Это и их широкий диапазон температур размягчения позволяют им постепенно размягчаться без быстрого затвердевания, что упрощает их ультразвуковую сварку. |
| C (кристаллический) = полимеры с упорядоченной структурой молекулярной цепи. Это и их острые точки плавления и затвердевания заставляют их поглощать вибрации в твердом состоянии, что затрудняет их ультразвуковую сварку. |
| Сварка вплотную = ультразвуковая сварка, при которой применяется рог вплотную к (<6,35 мм) сборочному шву - подходит для сварки материалов, низкий модуль жесткости которых гасит вибрации на небольшом расстоянии от рупора. |
Дистанционная сварка = ультразвуковая сварка, при которой используется рог вдали от (>6,35 мм) монтажного шва – подходит для сварки материалов, высокий модуль упругости которых распространяет вибрации, не демпфируя их. |